Салон штор в Санкт-Петербурге




Заточка цепи для продольного пиления
Угол заточки цепи бензопилы. Как выбрать правильный?
Даже популярный Stihl не вечен: когда-то зубья бензопилы изнашиваются, что легко установить по характеру образующейся стружки. При затупленной режущей кромке стружка получается мелкой, потому что рабочая кромка не режет, а мнёт древесину. Естественно, что затрачиваемые оператором усилия резко возрастают. Пришло время заточить пилу. Каким образом это сделать верно – выбрать оптимальную технологию, установить, какой угол заточки зуба должен быть и как это проверить?
Внешние признаки затупившейся режущей кромки зуба бензопилы
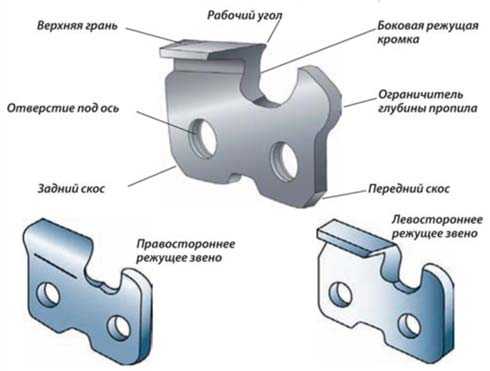
Напомним, что зуб бензопилы имеет сложную конфигурацию (см. рис. 1), которая зависит и от направления движения цепи. У него две рабочих кромки: боковая, которая расположена перпендикулярно оси перемещения звеньев, и верхняя, расположенная под определённым углом к направлению движения цепи. Кроме того, на каждом зубе предусмотрен ограничитель, параметры которого определяют высоту снимаемой стружки. Поскольку главное усилие реза приходится именно на рабочий угол, то от того, на какой угол заточить зуб, будет зависеть вся последующая работа с инструментом.
Рисунок 1 – Функциональные части зуба бензопилы и их вид
Перед началом длительных работ с бензопилой, ей необходимо выполнить осмотр и выполнить пробное пиление, в результате которых:
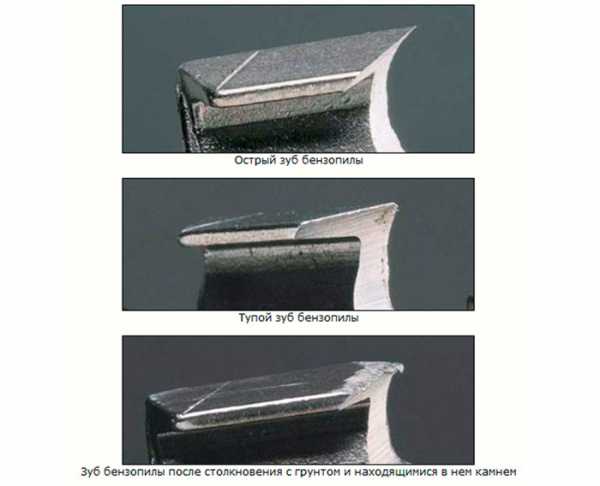
- Визуально установить наличие (или отсутствие) конического участка, прилегающего к углу зуба, а также радиусного закругления на нём – основных признаков затупления (см. рис. 2).
Рисунок 2
- Проверить усилие подачи, при котором инструмент работает устойчиво, с быстрым производством реза. Для острых зубьев начальный момент внедрения зуба в древесину происходит быстро, и без значительного сопротивления материала.
- Выяснить наличие вибраций цепи во время установившегося реза – если они ощутимы, то зубья необходимо затачивать.
- Осмотреть внешний вид только что разрезанного торца (особенно, если инструмент задействован для продольного пиления). При наличии грубых сколов и вмятин цепь бензопилы подлежит заточке.
Углы заточки и конфигурация зуба бензопилы
Режущая кромка зуба характеризуется следующими параметрами:
- Шириной;
- Толщиной;
- Углом заточки.
Кроме того, каждая модель инструмента имеет свой шаг зубьев, значение которого для бытовых и полупрофессиональных моделей связано с мощностью бензопилы, и крутящим моментом, который развивает привод. Например, для продольного пиления шаг принимают меньше (например, 0,325 дюйма). Производительность работы при этом снизится, но требуемое усилие будет существенно ниже. Верхние значения шагов для бытовых бензопил принимают крайне редко, в основном, при валке деревьев с большим диаметром ствола. Мощность двигателя при этом не должна превышать 2500 Вт.
Толщина режущей кромки у большинства производителей бензопил устанавливается одинаковой, и равной 1,3 мм (бывают и кромки с толщиной 1,1 мм, но, во-первых, их крайне сложно заточить в домашних условиях, а, во-вторых, такие звенья крайне малофункциональны: их можно использовать лишь для распила тонких сучьев).
Высота цепного профиля может быть либо 0,625 мм, либо 0,762 мм, причём для бытового бензоинструмента в подавляющем большинстве случаев используется именно низкий профиль. При заточке ограничителей этот параметр весьма важен, потому что с уменьшением высоты сверхдопустимых значений вибрация инструмента при работе возрастает, хотя качество пропила остаётся по-прежнему удовлетворительным. Поэтому увлекаться снижением высоты ограничителя при заточке зуба не стоит.
Угол заточки цепи бензопилы зависит от основного предназначения инструмента – для поперечного или для продольного пиления. Поскольку при продольном пилении сопротивление древесины всегда заметно выше, то и кромка зуба должна быть очень острой. Рекомендуется делать её в диапазоне 6…12° (для сравнения – при преобладании поперечного распила – до 25…30°). Естественно, в первом случае заточка должна производиться чаще, и особенно тщательно, поскольку недопустимо малый угол наклона зуба способствует его быстрому выкрашиванию при работе бензопилы. Это особенно важно для звеньев, которые изготавливаются из конструкционных легированных сталей, содержащих кремний и марганец, например, 40ХГС или 35ХГСА.
Шаблон для заточки цепи бензопилы
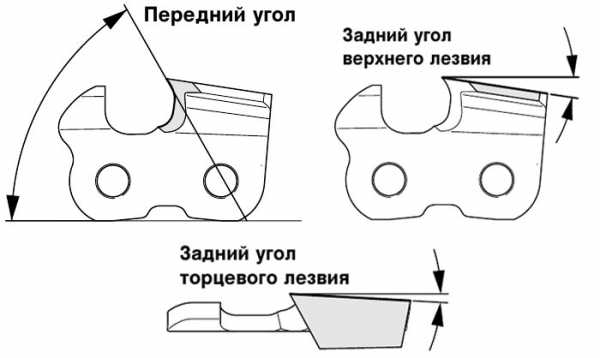
Приобретая бензопилу, целесообразно обзавестись и специальным шаблоном (см. рис. 3), при помощи которого можно легко установить оптимальные значения углов зуба. С его помощью контролируются значения задних углов верхнего и торцевого лезвий, а также передний угол кромки (он указывается в инструкции производителя, и может изменяться в пределах 65…80°).
Особенно важно применение шаблона для оценки значения заднего угла верхнего лезвия. Этот угол заточки цепи бензопилы определить иначе очень сложно, а между тем его необходимо выдерживать в довольно ограниченных пределах — от 50 до 60°.
Измерение угла заточки выполняют определением угла между верхней режущей кромкой и линией, перпендикулярной к направляющей цепи.
Угол заточки цепи бензопилы можно менять, в зависимости от того, какие работы будут производиться. С увеличением твёрдости древесины, его значение должно быть меньше. В целом считается оптимальным значением угла 10…12° – при продольном распиле, и 25…30° – при поперечном распиле.
Рисунок 3 – Внешний вид шаблона для затачивания зубьев бензопилы
Заточку можно выполнять вручную, используя круглый напильник рабочим диаметром 4…5.5 мм, либо на станке. В первом случае крайне важно правильно располагать инструмент относительно затачиваемого зуба. Верхняя кромка рабочей части напильника располагается примерно на пятую часть выше верхней кромки зуба. Инструмент располагают перпендикулярно оси цепи, и под углом в 25…30° к верхней кромке зуба
Одного круглого напильника недостаточно. Для заточки ограничителя потребуется плоский напильник, а для очистки места проведения работ – крючок, снимающий образующиеся опилки. В продаже имеются также специальные державки, на которых проградуированы линии направления движения напильника относительно оси цепи. Как видно из рис. 4, державка может быть установлена на зуб сверху, и опираться на его верхнюю кромку. Поскольку высота державки адаптирована под определённый шаг цепи, то её следует выбирать применительно к бензопилам конкретных моделей и торговых марок.
Минимально необходимый комплект для того, чтобы получить верный угол заточки цепи ручным способом, представлен на рис. 5.
Рисунок 5 – Комплект заточного инструмента и приспособлений
Сначала затачиваются зубья одного направления, а затем – другого. Начинают с лёгких нажатий инструмента в направлении от себя, постепенно увеличивая нагрузку. В ходе заточки круглый напильник периодически проворачивают вдоль своей оси.
Механизированная заточка на станке
Заточка на станке значительно более удобна, и не требует высокой квалификации исполнителя. Такие станки имеют электропривод, и оснащаются специальными заточными кругами.
Для бытовой мастерской стоит приобретать компактные агрегаты, не занимающие много места при хранении, и пригодные для быстрого и качественного затачивания цепей бензопил от разных производителей. Такие агрегаты должны работать от стационарной электросети напряжением 220 В, обладать небольшим энергопотреблением (до 100 Вт) и лёгкостью своей установки на цепь.
Выбирая станок, необходимо обращать внимание на следующие его технологические характеристики:
- Возможность обработки зубьев с различной толщиной верхней кромки и разным шагом цепи;
- Возможностью регулирования угла заточки, в пределах, указанных ранее;
- Наличие сменных шлифовальных дисков;
- Постоянным значением ширины реза.
Конструкция станка проста, и включает в себя приводной электродвигатель, вал с посадочным местом для заточного диска, ручку с органами управления, приспособление для закрепления станка на цепь. Регулировка силы нажатия на затачиваемый элемент обеспечивается пружинным прижимом. Современные модели заточных станков снабжаются дифференцированным зажимом, которые предусматривает самоцентрирование изделия на станке. Для удобства проведения работ на корпусе зажима имеется измерительная шкала.
Опционно станки могут снабжаться также миниатюрной электрической лампочкой, которая производит подсветку рабочей зоны, а также гидроусилителем, облегчающим заточку.
Безопасность проведения работ обеспечивается откидным предохранительным щитком.
Конструктивные особенности пильных цепей и уход за ними. Советы и рекомендации по заточке цепей для бензопил Угол цепи для продольного пиления
Первые бензопилы появились в начале ХХ века. Устанавливаемые на них цепи с зубьями прямыми и плоскими, как у современных ножовок, отличались малой эффективностью, быстро тупились и требовали очень трудоемкого обслуживания. Например, при заточке приходилось учитывать, что зубья делятся на подрезающие, режущие и скалывающие, имеют различные режущие углы и ориентацию по отношению к направлению движения (могут быть отклонены влево, вправо или расположены по центру).
Нет сомнений, что попытки модернизации цепей предпринимались неоднократно, но лишь одна из них завершилась успехом. Разработанная Джозефом Коксом и реализованная в металле в 1947 году новая цепь для универсального пиления с контурным углом резания Г-образной формы благодаря повышенной производительности и упрощенной заточке очень быстро вытеснила свою предшественницу с рынка, и теперь практическ все пильные цепи «щеголяют» характерным серпообразным профилем режущих звеньев.
Технические параметры пильных цепей
Подбирая цепь для мотопилы , обращают внимание на такие ее характеристики, как назначение, шаг, толщина ведущего звена, высота профиля и глубина резания.
Известно, что распиловка древесины вдоль волокон более трудоемка, нежели поперек, и для достижения наилучшего результата желательно использовать цепи, соответствующие поставленной задаче.
Основное различие между цепями продольного и поперечного типа – углы атаки режущих звеньев. Для цепей поперечного пиления они составляют 25–35 градусов, у продольных углы более острые – от 5 до 15 градусов.
Использование цепей несообразно их целям грозит либо заниженной производительностью (если поперечную распиловку проводят продольной цепью), либо повышенной «агрессивностью», сильной вибрацией и дополнительной нагрузкой на двигатель. Однако многие пользователи предпочитают не тратить время на замену цепи и продольные резы ведут той же цепью, что и поперечные, особенно если «качество» получаемого пропила не требует соответствия «высшему» уровню. Поэтому цепи для продольного пиления востребованы в меньшем количестве, да и производятся они в объеме, соразмерном спросу. Неудивительно, что купить такую цепь гораздо сложнее, чем поперечную. И вопрос их приобретения становится действительно актуальным, если предполагается использование особых станков вроде мини-пилорам.
Шаг цепи – расстояние между тремя последовательно расположенными заклепками, деленное на два. Это определяющий параметр, и в зависимости от его значения все существующие цепи подразделяются на пять групп с шагом 1/4″, 0,325″, 3/8″, 0,404″ и 3/4″.
Шаг 1/4″ (6,35 мм) присущ миниатюрным цепочкам, устанавливаемым на маломощные одноручные пилы. Правда, в России ими практически не пользуются.
Цепи с шагами 0,325″ (8,25 мм) и 3/8″ (9,3 мм) – наиболее распространенные варианты. Более 80% производимых по всему миру пил комплектуются именно ими.
Шаги 0,404″ (10,26 мм) и 3/4″ (19,05 мм) отличают цепи с более крупными звеньями и повышенной производительностью. В течение нескольких десятилетий ими комплектовали пилы российского производства, но сейчас устанавливают лишь на мощные валочные пилы и харвестерное оборудование.
Шаг традиционно измеряют в дюймах, а записывают так: три цифры – обычными, а две – десятичными дробями. Это необходимо во избежание путаницы. В частности, результат перевода 3/8″ в десятичную дробь составляет 0,375″ – разница с предыдущим стандартом (0,325″) всего в одной цифре.
Чем больше шаг цепи, тем крупнее составляющие ее звенья и тем выше ее производительность. Но, с другой стороны, тем шире пропил, и для преодоления сопротивления резанию требуется более мощная пила. У цепей с маленьким шагом другие преимущества – большее число зубьев на единицу длины, плавное движение в пропиле и, соответственно, сниженная вибрация. Да и рез у них получается чище.
Толщина ведущего звена (хвостовика) – второй по значимости параметр. Во время работы цепь скользит в пазу шины, и это скольжение должно быть плавным, без зацепов и в то же время без лишней «болтанки». Одним словом, толщина хвостовика и толщина паза должны строго соответствовать друг другу, повышая надежность посадки цепи и исключая вероятность ее «соскока». Международным сообществом производителей предусмотрено пять стандартных размеров, измеряемых в дюймах или миллиметрах (кому как удобнее): 1,1 мм (0,043″), 1,3 мм (0,050″), 1,5 мм (0,058″), 1,6 мм (0,063″) и 2,0 мм (0,080″).
1,1 мм – столь тонкие ведущие звенья характерны для самых миниатюрных цепей и пил соответствующего размера.
1,3 мм – пожалуй, наиболее востребованный размер, свойственный бытовым и полупрофессиональным цепям.
1,5 мм – занимает второе место по востребованности. Ставится на более мощные и производительные пилы.
1,6 мм и 2,0 мм – такие толстые хвостовики встречаются лишь на цепях для высокопрофессиональных пил.
Высота профиля . Пильные цепи бывают высоко- или низкопрофильными в зависимости от высоты режущей кромки над плоскостью направляющей шины. Первые используют в профессиональных целях для получения максимальной производительности. Вторые устанавливают на бензопилы любительского класса, так как благодаря увеличенной площади опоры у режущих звеньев и сниженной толщине срезаемой стружки они более безопасны.
Глубина резания – величина зазора между верхней гранью зуба и ограничителем пропила, регулирующая толщину стружки. Чаще всего встречаются образцы с зазорами в 0,025″ (0,635 мм) и 0,030″ (0,762 мм), реже – с зазорами до 0,070″ (1,778 мм), но они предназначены для агрегатов машинной валки леса.
Глубина резания в значительной степени определяет производительность цепи, скорость ее пиления. Чем больше зазор – тем выше производительность. Но в погоне за эффективностью не стоит забывать о вибрации: цепи с маленькой глубиной резания в пропиле движутся мягче, меньше «дергаются». Поэтому производители, стремясь уравновесить вибрацию и производительность, очень часто на цепи с большим шагом устанавливают резцы с минимальной глубиной резания, и наоборот.
Объем двигателя . Этот параметр характеризует пилу и, казалось бы, к самой цепи никакого отношения не имеет. Однако в каталогах и кратких аннотациях к цепям нередко приводятся объемы двигателей, на работу с которыми они рассчитаны. И эти рекомендации следует соблюдать. Цепь, установленная на чересчур мощный для нее двигатель, будет испытывать большие нагрузки и выйдет из строя раньше времени, так и не выработав свой моторесурс. Вариант ми нагрузками на мотор и другие важные узлы самой пилы.
Составные части цепи
Любую пильную цепь составляют звенья трех типов: режущие, ведущие (хвостовики) и соединительные. Прочность соединения обеспечивают заклепки.
– пожалуй, наиболее сложная деталь пильной цепи, состоящая фактически из двух частей: ограничителя глубины пропила и режущего элемента с контурным углом резания Г-образной формы.
Верхняя режущая грань звена всегда шире самой цепи и шины, благодаря чему пропил получается достаточно свободным, а сопротивление резанию минимально. Работает зубец по принципу рубанка: чем дальше выдвинут нож (верхняя режущая кромка) над плоскостью рубанка (ограничитель резания) – тем толще стружка.
Рабочие характеристики режущего звена определяют многочисленные факторы, а именно: угол заточки верхней грани и ее рабочий, режущий угол, угол боковой грани (угол атаки) и высота ограничителя резания. При заточке значения всех этих параметров необходимо четко выдерживать, так как даже небольшое изменение может привести к негативным последствиям.
Режущие зубья бывают правосторонними и левосторонними, и на цепи их укрепляют поочередно. Но в целом резцы подразделяют на типы в зависимости от их профиля. При внимательном изучении «фигур», образуемых верхними и боковыми гранями, можно выделить два «граничных» варианта: «семерку» с острым углом между кромками и закругленный «серп». Первый вариант называют чизель (от англ. chisel – резец, долото), второй – чиппер (от англ. to chip – рубить в щепу).
Чизельные зубцы отличаются высокими производительностью и скоростью пиления. За счет своей конфигурации они имеют меньшую площадь контакта с древесиной при работе, что уменьшает сопротивление резанию. Это профессиональный вариант, но он очень чувствителен к абразивной среде, быстро тупится при работе с «грязной» древесиной, а при заточке требует четкой выдержки всех углов и параметров.
Серпообразный профиль – чиппер – менее эффективен, так как площадь контакта с древесиной у него несколько больше, но и ухаживать за ним намного легче – скругленный угол не столь болезненно отзывается на незначительные погрешности при заточке. Подобные звенья хороши при работе с загрязненной древесиной.
Все остальные варианты профилей – различные модификации двух описанных выше.
Верхнюю и боковую грани режущего элемента обычно покрывают тонкой пленкой какого-либо твердого металла. Чаще всего это хром, но порой применяют никель-фосфорный сплав. Нанесенное гальваническим методом покрытие значительно улучшает антифрикционные свойства деталей, повышает износостойкость, твердость и, по сути, выполняет всю основную работу по перерубанию древесных волокон. Стальная же «сердцевина» служит подложкой или основой под покрытие.
Ведущие звенья (хвостовики) обеспечивают движение цепи, передавая вращение от двигателя через ведущую звездочку, а также стабильное положение цепи на пильной шине. При этом цепь передвигается по специальному пазу, предусмотренному в конструкции направляющей шины. «Побочной» обязанностью ведущего звена является распределение смазки от ведущей звездочки (куда ее подает масляный насос) по всей шине и цепи. Следует отметить, что количество хвостовиков играет основную роль в обозначении длины цепи для определенной длины пильной шины, что облегчает правильный выбор и соответствие типоразмеру.
Соединительные звенья , соответствуя своему названию, объединяют режущие и ведущие части в единое целое, именуемое пильной цепью.
Технологические усовершенствования
Разработанная Джозефом Коксом концепция режущего звена мало изменилась за прошедшие годы. Конечно же, ее пытались модернизировать, но все предпринимаемые усовершенствования касались либо системы смазки, либо борьбы с вибрацией и обратной отдачей.
Система смазки . Смазка цепи и шины – очень важный фактор. Конструкция цепных пил включает насос, подающий масло из бака к режущей системе через специальные отверстия. А вот дальше его распределяет сама цепь. Хвостовики, проходя звездочку, «захватывают» смазку и «растаскивают» ее по всей шине и цепи. Нижнюю часть им для того и оформляют в виде крючка – чтобы «хватали» побольше, а «теряли» поменьше. Для дополнительного удержания смазки в хвостовиках высверливают специальные отверстия или фрезеруют каналы. В системе смазки нередко задействуют и соединительные звенья – в них делают дополнительные углубления для смазки.
Обильная смазка снижает трение и нагрев, тем самым не только увеличивая ресурс работы каждого элемента, но и снижая растяжение цепи. Так что постоянный контроль над процессом смазки – в интересах каждого пользователя. Осуществляется он достаточно просто: при разгоне цепи микроскопические капли масла (если оно подается в достатке) образуют масляный след в виде полосы на любой светлой поверхности (например, на стволе дерева, который собираются пилить), если поднести к ней конец шины. Отсутствие следа – тревожный сигнал, указывающий на отсутствие смазки и требующий немедленного решения проблемы (проверки наличия масла, чистки паза шины, регулировки насоса и т.д.). И еще один момент: современные бензопилы допускают установку цепей и шин различной длины, но прежде чем задействовать новую гарнитуру, необходимо убедиться, что масляный насос справится с ее «обработкой».
Для совершенствования процесса смазки многие производители в России предлагают специальные масла. Они изготовлены на растительной основе (например, рапса) с использованием полимерных добавок, самонейтрализующихся в течение двух часов при попадании на растения и почву. Помимо экологических преимуществ, смазывающие свойства этих масел на 30% выше, чем у автомобильных. Да и расход у них примерно на 25% меньше.
Борьба с вибрацией и обратным ударом . Вибрация опасна тем, что в результате ее длительного воздействия (как это бывает, например, у профессиональных вальщиков) может развиться так называемый симптом Рейно: в результате ухудшения кровоснабжения кончики пальцев теряют свою чувствительность, болезненно реагируют на температурные изменения.
Стремление производителей снизить вредное влияние высокочастотных колебаний сводится в основном к разработке специальных амортизирующих деталей. Причиной вибрации являются постоянные столкновения режущих зубьев с древесиной. В момент, когда резец ударяется рабочей кромкой о древесину, он на какую-то долю секунды останавливается, будучи зажат между деревом и направляющей шиной. При этом часть энергии удара волной передается через цепь и ведущую звездочку на руки оператора. Еще часть также через цепь сообщается направляющей шине и, опять же, рукам оператора. Если снизить силу удара, то понизится и уровень вибрации.
Снижению тряски способствует скошенный ограничитель пропила – благодаря ему цепь движется мягче, дерево более плавно соскальзывает с режущего зуба. Этой же цели служат и специальные амортизационные выступы на ведущих и соединительных звеньях.
Еще один эффективный способ – скошенная или завышенная пятка режущего звена. Такая конструкция позволяет пильной цепи слегка просесть в момент удара режущего зуба о древесину, и звено не сразу бьет по шине, да и сила этого удара заметно снижена. В результате уменьшается не только вибрация, но и износ шины и цепи.
Эти конструктивные элементы призваны помогать и при обратном ударе – ситуации, возникающей, когда пользователь касается какой-либо твердой поверхности носком шины при движущейся цепи (если проводить аналогию с часовым циферблатом – сектором «от 12 до 3 часов»). При этом пила резко отскакивает, создавая травмоопасный момент. Скошенный ограничитель резания и амортизационные выступы минимизируют этот эффект.
Порядок следования звеньев
Пильные цепи классифицируют, ориентируясь на их габариты, конструктивные особенности и на порядок следования звеньев. Он может быть стандартным, с полупропуском или пропуском. В первом случае на каждый резец приходится два ведущих звена. Во втором – каждое третье режущее звено заменено соединительным. И, наконец, в третьем случае на месте каждого второго режущего звена установлено соединительное.
Приобрести готовую цепь с «нестандартным» чередованием звеньев практически невозможно – в магазинах они не встречаются. Другое дело, если цепь клепают самостоятельно. Искусственно завышенное расстояние между резцами уменьшает их количество, а, следовательно, снижает себестоимость. Однако увеличение этой дистанции усиливает вибрацию, снижает производительность и скорость пиления.
Уход и обслуживание пильных цепей
Пильная гарнитура – то есть цепь, шина и ведущая звездочка – это расходный материал, и, естественно, при приобретении пользователя интересует вопрос: надолго ли этого материала хватит? Но здесь точного ответа не существует, так как «срок годности» вышеозначенных деталей во многом зависит от типа работ, которые будут выполнять с их помощью, от степени ухода за ними и т.п. Загрязненный распиловочный материал и неаккуратное обращение значительно снижают срок службы. К примеру, если во время работы коснуться кончиком шины земли, то заточка быстро «уходит» – песок (т.е. абразив) в сочетании с высокой скоростью движения очень быстро «сносят» ее. Гвоздь в старом бревне, разделываемом на дрова, порой способен погубить даже новую цепь без надежды на реанимацию. И нет нужды напоминать, что подобные моменты опасны не только для цепи и пилы, но и для самого оператора.
Если же все детали будут вовремя и качественно смазываться, зубцы – получать должную и аккуратную заточку, то одной шины хватит примерно на одну ведущую звездочку и три-четыре цепи. Причем цепи желательно использовать поочередно: сегодня – одну, завтра – другую и так по кругу. Тогда шина, звездочка и сами цепи будут изнашиваться равномерно. Если же использовать лишь одну цепь, оставив другие «про запас», то, когда до них дойдет очередь, они будут работать с «проскальзыванием», испытывая дополнительные динамические удары при движении, и выйдут из строя намного быстрее. А все потому, что ведущая звездочка износится под конфигурацию хвостовиков первой цепи.
Обкатка новой цепи – рекомендованная специалистами последовательность действий, обеспечивающая ей долгую «трудовую» жизнь. Первый шаг – замачивание цепи в масле в течение нескольких часов. Смысл мероприятия очевиден: смазка успевает затечь во все мелкие щели, надежно «пропитать» детали и трущиеся соединения. Второй шаг – установка цепи на шину и кратковременная «прогонка» на холостых оборотах. Остановив после этого двигатель, нужно проверить натяжение цепи и при необходимости подтянуть ее, предварительно остудив. И уже после этого, проведя несколько пропилов с минимальным нажимом на шину и перепроверив натяжку цепи, приступать непосредственно к работе.
Натяжка цепи - очень важный момент. Цепь, натянутая недостаточно, будет болтаться и может соскочить с шины или даже лопнуть. Перетяжка также ничего хорошего не сулит – это чрезмерный износ и повышенные нагрузки на двигатель. Кроме того, конструкция практически всех пил такова, что натяжка цепи укрепляет и шину – в «расслабленном» состоянии шина свободно ходит влево-вправо. Для проверки достаточно в верхней части шины, примерно в середине или чуть ближе к кончику, взять цепь за зубец и потянуть вверх. При правильном натяжении примерно треть хвостовика остается в пазу шины. Если больше – цепь перетянута, меньше – недотянута. При этом сама цепь должна свободно перемещаться рукой.
Смазка . О необходимости тщательной смазки цепи мы уже упоминали. Но даже если цепь и пила оборудованы различными системами улучшения смазки, предварительное замачивание цепи в масле ей не повредит, а, наоборот, снизит вызванный трением износ и обеспечит более протяженный срок службы.
Заточка цепи требует соблюдения двух правил. Во-первых, следует контролировать остроту углов режущего звена, высоту ограничителя пропила и соответствие этих параметров изначально заданным на заводе. И, во-вторых, четко контролировать идентичность габаритов всех режущих звеньев одной цепи.
Чем же грозит несоблюдение этих принципов? Так, если на всех режущих элементах углы будут одинаковые, но неправильные, пользователь рискует получить либо заниженную производительность, либо усиленную вибрацию и нагрузку на двигатель. При различных углах заточки из-за неравномерной нагрузки на режущие элементы усилится вибрация и возрастет вероятность разрыва цепи. Во всяком случае, преждевременный выход из строя ей будет обеспечен.
Вот потому-то все зубья цепи должны быть заточены равномерно и под одними и теми же изначально заданными углами, которые, кстати сказать, были установлены опытным путем. Тогда цепь прослужит максимально долго и эффективно. Это не слишком сложная задача, специальные приспособления для заточки цепи позволяют, не задумываясь и не прибегая к точным измерительным приборам, выдерживать заданные параметры.
Еще один важный момент – отслеживание малейших трещин, потертостей и побитостей, способных привести к разрыву цепи. Если цепь рвется в процессе работы, она соскальзывает с шины и на большой скорости отлетает вниз, под ноги оператору. Во избежание несчастных случаев на всех пилах устанавливают цепеуловитель в виде выступа. И все равно лишнее внимание не повредит.
Каждому пользователю будет небезынтересно узнать, что любая новая запечатанная в пакетик цепь – всего лишь штамповка, и, подточив ее, можно повысить производительность примерно на четверть. Кроме того, у новых цепей высота ограничителя пропила, а фактически толщина получаемой стружки, автоматически «настроена» на минимальное значение, т.е. для условий работы в «суровых» условиях (зима, мерзлая и твердая древесина и т.д.). И если распиловка производится летом, а ее объект – свежесрубленная сосна, есть резон подправить ограничитель (применив специальный шаблон) для ускорения работы.
Инструменты для уходя за пильными цепями
Напильники для заточки пильных цепей подбирают индивидуально для каждой цепи, ориентируясь на ее шаг
Напильники для заточки пильных цепей бывают круглыми и плоскими. Первые необходимы непосредственно для правки режущих углов верхних и боковых граней. К помощи вторых прибегают, если надо подправить ограничитель пропила.
Напильники подбирают индивидуально для каждой цепи, ориентируясь на ее шаг. Так, низкопрофильные цепи с наиболее распространенным шагом 3/8″ подтачивают инструментом, диаметр которого не превышает 4 мм. Кстати, подтачивая звено, следует следить, чтобы примерно пятая часть напильника выступала над режущей кромкой.
Круглые напильники нередко оборудуют «державками», «файлами», «оправками», «калибрами» – тонкими металлическими пластинами с выгравированными прямыми линиями, упрощающими отслеживание углов. Оператору остается только следить, чтобы шина располагалась строго параллельно нужной полоске. И еще пара обязательных требований: инструмент нужно двигать только в одну сторону, с одинаковым количеством движений на каждый зубец – это обеспечит равномерное стачивание элементов цепи.
На каждые две-три заточки зуба подтачивают и ограничитель пропила, так как разница по высоте между ним и верхней режущей кромкой должна оставаться неизменной. Для контроля этого параметра предусмотрен специальный калибр – металлическая пластинка с прорезью. Его «надевают» на режущий зубец и плоским напильником стачивают «выглядывающий» из прорези ограничитель до уровня калибра.
На режущие зубья и на ограничитель пропила нанесены риски, показывающие, до какой степени их можно стачивать. Как только длина верхней грани зубца сравнялась с риской – цепь выработала свой ресурс и требует замены. Напильники со временем тоже выходят из строя, засаливаются.
Производители нередко объединяют круглый и плоский напильники и калибры в так называемые заточные наборы, подобранные к какому-то определенному типу цепи. Порой, помимо двух напильников и калибра, они содержат еще какие-нибудь вспомогательные приспособления. Например, Oregon «разнообразил» свой комплект очистителем для паза шины – своеобразным металлическим крючком для извлечения из него опилок.
Наборы напильников различной конфигурации, рукоятки для них и калибры встречаются в ассортименте таких производителей, как Bahco, Husqvarna, Oregon, Stihl и др.
|
Ручные станки для заточки пильной цепи крепятся непосредственно к направляющей шине.
Заточные станки служат той же цели, что и напильники, но к их помощи обычно прибегают при сильном износе цепи или при больших объемах таких работ. В «профильных» мастерских и сервис-центрах такие станки не редкость.
Ручные станки приспособлены под установку непосредственно на направляющую шину. В принципе их основная обязанность – обеспечить движению напильника нужное направление и исключить даже вероятность отклонения. По сути, они выполняют ту же роль, что и калибры, однако их точность на порядок выше.
На электрических заточных станках обычно подтачивают цепи, которые имеют сильный износ, и обычным напильником их не подточишь.
Электрические станки требуют стационарного рабочего места, но и обслуживают по высшему уровню. К примеру, заточной станок Oregon 32653A подходит к любым цепям любого производителя, главное – установить точильный диск соответствующего размера. С помощью специальных шкал диск и затачиваемую цепь устанавливают под нужным углом. Существует несколько модификаций данного станка. Так, модель Oregon 106540 отличает гидросистема, обеспечивающая автоматический зажим тисков при опускании диска на зуб цепи и в процессе заточки каждого зуба. Для работы станка 106360 требуется источник сжатого воздуха на 6–8 бар, но зато производительность у него гораздо выше.
Stihl также не подвел своих приверженцев, выпустив электрический станок для заточки любых цепей Stihl. При наличии дополнительного оборудования станок подойдет для обслуживания режущих систем самых разных устройств – мотокос, мотоножниц, кусторезов.
Подобные электрические станки имеются и в ассортименте Alpina.
| ||||||||||
Первые бензопилы появились в начале ХХ века.Устанавливаемые на них цепи с зубьями прямыми и плоскими, как у современныхножовок, отличались малой эффективностью, быстро тупились и требовали оченьтрудоемкого обслуживания. Например, при заточке приходилось учитывать, что зубьяделятся на подрезающие, режущие и скалывающие, имеют различные режущие углы иориентацию по отношению к направлению движения (могут быть отклонены влево,вправо или расположены по центру).
Нет сомнений, что попытки модернизации цепей предпринималисьнеоднократно, но лишь одна из них завершилась успехом. Разработанная ДжозефомКоксом и реализованная в металле в 1947 году новая цепь для универсальногопиления с контурным углом резания Г-образной формы благодаря повышеннойпроизводительности и упрощенной заточке очень быстро вытеснила своюпредшественницу с рынка, и теперь практическ все пильные цепи «щеголяют» характерным серпообразным профилем режущих звеньев.
Технические параметры пильных цепей
Подбирая цепь для мотопилы , обращаютвнимание на такие ее характеристики, как назначение, шаг, толщина ведущегозвена, высота профиля и глубина резания.
Известно, что распиловка древесины вдольволокон более трудоемка, нежели поперек, и для достижения наилучшего результатажелательно использовать цепи, соответствующие поставленной задаче.
Основное различие между цепями продольного и поперечноготипа – углы атаки режущих звеньев. Для цепей поперечного пиления они составляют25–35 градусов, у продольных углы более острые – от 5 до 15 градусов.
Использование цепей несообразно их целям грозит либозаниженной производительностью (если поперечную распиловку проводят продольнойцепью), либо повышенной «агрессивностью», сильной вибрацией и дополнительнойнагрузкой на двигатель. Однако многие пользователи предпочитают не тратить времяна замену цепи и продольные резы ведут той же цепью, что и поперечные, особенноесли «качество» получаемого пропила не требует соответствия «высшему» уровню.Поэтому цепи для продольного пиления востребованы в меньшем количестве, да ипроизводятся они в объеме, соразмерном спросу. Неудивительно, что купить такуюцепь гораздо сложнее, чем поперечную. И вопрос их приобретения становитсядействительно актуальным, если предполагается использование особых станков вродемини-пилорам.
Чем больше шаг цепи, тем крупнеесоставляющие ее звенья и тем выше ее производительность.
Шаг цепи – расстояние между тремяпоследовательно расположенными заклепками, деленное на два. Это определяющийпараметр, и в зависимости от его значения все существующие цепи подразделяютсяна пять групп с шагом 1/4″, 0,325″, 3/8″, 0,404″ и 3/4″.
Шаг 1/4″ (6,35 мм) присущ миниатюрнымцепочкам, устанавливаемым на маломощные одноручные пилы. Правда, в России имипрактически не пользуются.
Цепи с шагами 0,325″ (8,25 мм) и 3/8″ (9,3 мм) – наиболее распространенные варианты. Более 80%производимых по всему миру пил комплектуются именно ими.
Шаги 0,404″ (10,26 мм) и 3/4″ (19,05 мм) отличают цепи с более крупными звеньями и повышеннойпроизводительностью. В течение нескольких десятилетий ими комплектовали пилыроссийского производства, но сейчас устанавливают лишь на мощные валочные пилы ихарвестерное оборудование.
Шаг традиционно измеряют в дюймах, а записывают так: трицифры – обычными, а две – десятичными дробями. Это необходимо во избежаниепутаницы. В частности, результат перевода 3/8″ в десятичную дробь составляет0,375″ – разница с предыдущим стандартом (0,325″) всего в одной цифре.
Чем больше шаг цепи, тем крупнее составляющие ее звенья итем выше ее производительность. Но, с другой стороны, тем шире пропил, и дляпреодоления сопротивления резанию требуется более мощная пила. У цепей смаленьким шагом другие преимущества – большее число зубьев на единицу длины,плавное движение в пропиле и, соответственно, сниженная вибрация. Да и рез у нихполучается чище.
Толщина ведущего звена (хвостовика) –второй по значимости параметр. Во время работы цепь скользит в пазу шины, и этоскольжение должно быть плавным, без зацепов и в то же время без лишней«болтанки». Одним словом, толщина хвостовика и толщина паза должны строгосоответствовать друг другу, повышая надежность посадки цепи и исключаявероятность ее «соскока». Международным сообществом производителей предусмотренопять стандартных размеров, измеряемых в дюймах или миллиметрах (кому какудобнее): 1,1 мм (0,043″), 1,3 мм (0,050″), 1,5 мм (0,058″), 1,6 мм (0,063″) и2,0 мм (0,080″).
1,1 мм – столь тонкие ведущие звеньяхарактерны для самых миниатюрных цепей и пил соответствующего размера.
1,3 мм – пожалуй, наиболее востребованныйразмер, свойственный бытовым и полупрофессиональным цепям.
1,5 мм – занимает второе место повостребованности. Ставится на более мощные и производительные пилы.
1,6 мм и 2,0 мм – такиетолстые хвостовики встречаются лишь на цепях для высокопрофессиональных пил.
Высота профиля . Пильные цепи бывают высоко-или низкопрофильными в зависимости от высоты режущей кромки над плоскостьюнаправляющей шины. Первые используют в профессиональных целях для получениямаксимальной производительности. Вторые устанавливают на бензопилы любительскогокласса, так как благодаря увеличенной площади опоры у режущих звеньев исниженной толщине срезаемой стружки они более безопасны.
Глубина резания – величина зазора между верхней гранью зубаи ограничителем пропила, регулирующая толщину стружки. Чаще всего встречаютсяобразцы с зазорами в 0,025″ (0,635 мм) и 0,030″ (0,762 мм), реже – с зазорами до0,070″ (1,778 мм), но они предназначены для агрегатов машинной валки леса.
Глубина резания в значительной степени определяетпроизводительность цепи, скорость ее пиления. Чем больше зазор – тем вышепроизводительность. Но в погоне за эффективностью не стоит забывать о вибрации:цепи с маленькой глубиной резания в пропиле движутся мягче, меньше «дергаются».Поэтому производители, стремясь уравновесить вибрацию и производительность,очень часто на цепи с большим шагом устанавливают резцы с минимальной глубинойрезания, и наоборот.
Объем двигателя . Этот параметрхарактеризует пилу и, казалось бы, к самой цепи никакого отношения не имеет.Однако в каталогах и кратких аннотациях к цепям нередко приводятся объемыдвигателей, на работу с которыми они рассчитаны. И эти рекомендации следуетсоблюдать. Цепь, установленная на чересчур мощный для нее двигатель, будетиспытывать большие нагрузки и выйдет из строя раньше времени, так и не выработавсвой моторесурс. Вариант ми нагрузками на мотор и другие важные узлы самой пилы.
Составные части цепи
Любую пильную цепь составляют звенья трех типов: режущие,ведущие (хвостовики) и соединительные. Прочность соединения обеспечиваютзаклепки.
Режущее звено – пожалуй, наиболее сложнаядеталь пильной цепи, состоящая фактически из двух частей: ограничителя глубиныпропила и режущего элемента с контурным углом резания Г-образной формы.
Верхняя режущая грань звена всегда шире самой цепи и шины,благодаря чему пропил получается достаточно свободным, а сопротивление резаниюминимально. Работает зубец по принципу рубанка: чем дальше выдвинут нож (верхняярежущая кромка) над плоскостью рубанка (ограничитель резания) – тем толщестружка.
Рабочие характеристики режущего звена определяютмногочисленные факторы, а именно: угол заточки верхней грани и ее рабочий,режущий угол, угол боковой грани (угол атаки) и высота ограничителя резания. Призаточке значения всех этих параметров необходимо четко выдерживать, так как даженебольшое изменение может привести к негативным последствиям.
Режущие зубья бывают правосторонними и левосторонними, и нацепи их укрепляют поочередно. Но в целом резцы подразделяют на типы взависимости от их профиля. При внимательном изучении «фигур», образуемыхверхними и боковыми гранями, можно выделить два «граничных» варианта: «семерку»с острым углом между кромками и закругленный «серп». Первый вариант называютчизель (от англ. chisel – резец, долото), второй – чиппер (от англ. to chip –рубить в щепу).
Чизельные зубцы отличаются высокими производительностью искоростью пиления. За счет своей конфигурации они имеют меньшую площадь контактас древесиной при работе, что уменьшает сопротивление резанию. Этопрофессиональный вариант, но он очень чувствителен к абразивной среде, быстротупится при работе с «грязной» древесиной, а при заточке требует четкой выдержкивсех углов и параметров.
Серпообразный профиль – чиппер – менее эффективен, так какплощадь контакта с древесиной у него несколько больше, но и ухаживать за нимнамного легче – скругленный угол не столь болезненно отзывается нанезначительные погрешности при заточке. Подобные звенья хороши при работе сзагрязненной древесиной.
Все остальные варианты профилей – различные модификации двухописанных выше.
Верхнюю и боковую грани режущего элемента обычно покрываюттонкой пленкой какого-либо твердого металла. Чаще всего это хром, но поройприменяют никель-фосфорный сплав. Нанесенное гальваническим методом покрытиезначительно улучшает антифрикционные свойства деталей, повышает износостойкость,твердость и, по сути, выполняет всю основную работу по перерубанию древесныхволокон. Стальная же «сердцевина» служит подложкой или основой под покрытие.
Ведущие звенья (хвостовики) обеспечиваютдвижение цепи, передавая вращение от двигателя через ведущую звездочку, а такжестабильное положение цепи на пильной шине. При этом цепь передвигается поспециальному пазу, предусмотренному в конструкции направляющей шины. «Побочной»обязанностью ведущего звена является распределение смазки от ведущей звездочки(куда ее подает масляный насос) по всей шине и цепи. Следует отметить, чтоколичество хвостовиков играет основную роль в обозначении длины цепи дляопределенной длины пильной шины, что облегчает правильный выбор и соответствиетипоразмеру.
Соединительные звенья , соответствуя своемуназванию, объединяют режущие и ведущие части в единое целое, именуемое пильнойцепью.
| ||||||||||||||||||||||||||||
Технологические усовершенствования
Разработанная Джозефом Коксом концепция режущего звена малоизменилась за прошедшие годы. Конечно же, ее пытались модернизировать, но всепредпринимаемые усовершенствования касались либо системы смазки, либо борьбы свибрацией и обратной отдачей.
Система смазки . Смазка цепи и шины – оченьважный фактор. Конструкция цепных пил включает насос, подающий масло из бака крежущей системе через специальные отверстия. А вот дальше его распределяет самацепь. Хвостовики, проходя звездочку, «захватывают» смазку и «растаскивают» ее повсей шине и цепи. Нижнюю часть им для того и оформляют в виде крючка – чтобы«хватали» побольше, а «теряли» поменьше. Для дополнительного удержания смазки вхвостовиках высверливают специальные отверстия или фрезеруют каналы. В системесмазки нередко задействуют и соединительные звенья – в них делают дополнительныеуглубления для смазки.
Обильная смазка снижает трение и нагрев, тем самым не толькоувеличивая ресурс работы каждого элемента, но и снижая растяжение цепи. Так чтопостоянный контроль над процессом смазки – в интересах каждого пользователя.Осуществляется он достаточно просто: при разгоне цепи микроскопические каплимасла (если оно подается в достатке) образуют масляный след в виде полосы налюбой светлой поверхности (например, на стволе дерева, который собираютсяпилить), если поднести к ней конец шины. Отсутствие следа – тревожный сигнал,указывающий на отсутствие смазки и требующий немедленного решения проблемы(проверки наличия масла, чистки паза шины, регулировки насоса и т.д.). И ещеодин момент: современные бензопилы допускают установку цепей и шин различнойдлины, но прежде чем задействовать новую гарнитуру, необходимо убедиться, чтомасляный насос справится с ее «обработкой».
Для совершенствования процесса смазки многие производители вРоссии предлагают специальные масла. Они изготовлены на растительной основе(например, рапса) с использованием полимерных добавок, самонейтрализующихся втечение двух часов при попадании на растения и почву. Помимо экологическихпреимуществ, смазывающие свойства этих масел на 30% выше, чем у автомобильных.Да и расход у них примерно на 25% меньше.
Борьба с вибрацией и обратным ударом .Вибрация опасна тем, что в результате ее длительного воздействия (как этобывает, например, у профессиональных вальщиков) может развиться так называемыйсимптом Рейно: в результате ухудшения кровоснабжения кончики пальцев теряют своючувствительность, болезненно реагируют на температурные изменения.
Стремление производителей снизить вредное влияниевысокочастотных колебаний сводится в основном к разработке специальныхамортизирующих деталей. Причиной вибрации являются постоянные столкновениярежущих зубьев с древесиной. В момент, когда резец ударяется рабочей кромкой одревесину, он на какую-то долю секунды останавливается, будучи зажат междудеревом и направляющей шиной. При этом часть энергии удара волной передаетсячерез цепь и ведущую звездочку на руки оператора. Еще часть также через цепьсообщается направляющей шине и, опять же, рукам оператора. Если снизить силуудара, то понизится и уровень вибрации.
Снижению тряски способствует скошенный ограничитель пропила– благодаря ему цепь движется мягче, дерево более плавно соскальзывает срежущего зуба. Этой же цели служат и специальные амортизационные выступы наведущих и соединительных звеньях.
Еще один эффективный способ – скошенная или завышенная пяткарежущего звена. Такая конструкция позволяет пильной цепи слегка просесть вмомент удара режущего зуба о древесину, и звено не сразу бьет по шине, да и силаэтого удара заметно снижена. В результате уменьшается не только вибрация, но иизнос шины и цепи.
Эти конструктивные элементы призваны помогать и при обратномударе – ситуации, возникающей, когда пользователь касается какой-либо твердойповерхности носком шины при движущейся цепи (если проводить аналогию с часовымциферблатом – сектором «от 12 до 3 часов»). При этом пила резко отскакивает,создавая травмоопасный момент. Скошенный ограничитель резания и амортизационныевыступы минимизируют этот эффект.
Порядок следования звеньев
Пильные цепи классифицируют, ориентируясь на их габариты,конструктивные особенности и на порядок следования звеньев. Он может бытьстандартным, с полупропуском или пропуском. В первом случае на каждый резецприходится два ведущих звена. Во втором – каждое третье режущее звено замененосоединительным. И, наконец, в третьем случае на месте каждого второго режущегозвена установлено соединительное.
Приобрести готовую цепь с «нестандартным» чередованиемзвеньев практически невозможно – в магазинах они не встречаются. Другое дело,если цепь клепают самостоятельно. Искусственно завышенное расстояние междурезцами уменьшает их количество, а, следовательно, снижает себестоимость. Однакоувеличение этой дистанции усиливает вибрацию, снижает производительность искорость пиления.
Уход и обслуживание пильных цепей
Пильная гарнитура – то есть цепь, шина и ведущая звездочка –это расходный материал, и, естественно, при приобретении пользователя интересуетвопрос: надолго ли этого материала хватит? Но здесь точного ответа несуществует, так как «срок годности» вышеозначенных деталей во многом зависит оттипа работ, которые будут выполнять с их помощью, от степени ухода за ними ит.п. Загрязненный распиловочный материал и неаккуратное обращение значительноснижают срок службы. К примеру, если во время работы коснуться кончиком шиныземли, то заточка быстро «уходит» – песок (т.е. абразив) в сочетании с высокойскоростью движения очень быстро «сносят» ее. Гвоздь в старом бревне,разделываемом на дрова, порой способен погубить даже новую цепь без надежды нареанимацию. И нет нужды напоминать, что подобные моменты опасны не только дляцепи и пилы, но и для самого оператора.
Если же все детали будут вовремя и качественно смазываться,зубцы – получать должную и аккуратную заточку, то одной шины хватит примерно наодну ведущую звездочку и три-четыре цепи. Причем цепи желательно использоватьпоочередно: сегодня – одну, завтра – другую и так по кругу. Тогда шина,звездочка и сами цепи будут изнашиваться равномерно. Если же использовать лишьодну цепь, оставив другие «про запас», то, когда до них дойдет очередь, онибудут работать с «проскальзыванием», испытывая дополнительные динамические ударыпри движении, и выйдут из строя намного быстрее. А все потому, что ведущаязвездочка износится под конфигурацию хвостовиков первой цепи.
Обкатка новой цепи – рекомендованнаяспециалистами последовательность действий, обеспечивающая ей долгую «трудовую»жизнь. Первый шаг – замачивание цепи в масле в течение нескольких часов. Смыслмероприятия очевиден: смазка успевает затечь во все мелкие щели, надежно«пропитать» детали и трущиеся соединения. Второй шаг – установка цепи на шину икратковременная «прогонка» на холостых оборотах. Остановив после этогодвигатель, нужно проверить натяжение цепи и при необходимости подтянуть ее,предварительно остудив. И уже после этого, проведя несколько пропилов сминимальным нажимом на шину и перепроверив натяжку цепи, приступатьнепосредственно к работе.
Натяжка цепи - очень важный момент. Цепь,натянутая недостаточно, будет болтаться и может соскочить с шины или дажелопнуть. Перетяжка также ничего хорошего не сулит – это чрезмерный износ иповышенные нагрузки на двигатель. Кроме того, конструкция практически всех пилтакова, что натяжка цепи укрепляет и шину – в «расслабленном» состоянии шинасвободно ходит влево-вправо. Для проверки достаточно в верхней части шины,примерно в середине или чуть ближе к кончику, взять цепь за зубец и потянутьвверх. При правильном натяжении примерно треть хвостовика остается в пазу шины.Если больше – цепь перетянута, меньше – недотянута. При этом сама цепь должнасвободно перемещаться рукой.
Смазка . О необходимости тщательной смазкицепи мы уже упоминали. Но даже если цепь и пила оборудованы различными системамиулучшения смазки, предварительное замачивание цепи в масле ей не повредит, а,наоборот, снизит вызванный трением износ и обеспечит более протяженный срокслужбы.
Заточка цепи требует соблюдения двухправил. Во-первых, следует контролировать остроту углов режущего звена, высотуограничителя пропила и соответствие этих параметров изначально заданным назаводе. И, во-вторых, четко контролировать идентичность габаритов всех режущихзвеньев одной цепи.
Чем же грозит несоблюдение этих принципов? Так, если на всехрежущих элементах углы будут одинаковые, но неправильные, пользователь рискуетполучить либо заниженную производительность, либо усиленную вибрацию и нагрузкуна двигатель. При различных углах заточки из-за неравномерной нагрузки нарежущие элементы усилится вибрация и возрастет вероятность разрыва цепи. Вовсяком случае, преждевременный выход из строя ей будет обеспечен.
Вот потому-то все зубья цепи должны быть заточены равномернои под одними и теми же изначально заданными углами, которые, кстати сказать,были установлены опытным путем. Тогда цепь прослужит максимально долго иэффективно. Это не слишком сложная задача, специальные приспособления длязаточки цепи позволяют, не задумываясь и не прибегая к точным измерительнымприборам, выдерживать заданные параметры.
Еще один важный момент – отслеживание малейших трещин,потертостей и побитостей, способных привести к разрыву цепи. Если цепь рвется впроцессе работы, она соскальзывает с шины и на большой скорости отлетает вниз,под ноги оператору. Во избежание несчастных случаев на всех пилах устанавливаютцепеуловитель в виде выступа. И все равно лишнее внимание не повредит.
Каждому пользователю будет небезынтересно узнать, что любаяновая запечатанная в пакетик цепь – всего лишь штамповка, и, подточив ее, можноповысить производительность примерно на четверть. Кроме того, у новых цепейвысота ограничителя пропила, а фактически толщина получаемой стружки,автоматически «настроена» на минимальное значение, т.е. для условий работы в«суровых» условиях (зима, мерзлая и твердая древесина и т.д.). И если распиловкапроизводится летом, а ее объект – свежесрубленная сосна, есть резон подправитьограничитель (применив специальный шаблон) для ускорения работы.
Режущий зуб пильной цепи состоит из основания зуба (1), лопатки зуба (2) и ограничителя глубины (3). Лопатка зуба имеет вертикально расположенное торцевое лезвие (4) и спадающие под углом назад верхнее лезвие (5), расположенное по горизонтали.
Для придания цепи оптимальных режущих свойств режущие звенья затачиваются определенным образом
Выделяют следующие углы заточки
\r\nЗадний угол заточки верхнего лезвия
\r\nЗадний угол верхнего лезвия образует спадающая под углом назад спинка зуба. Этот угол необходим для врезания верхнего лезвия в древесину.
Задний угол торцевого лезвия
\r\nСуживающаяся назад лопатка зуба образует . Этот угол необходим для бокового обрезания стружки.
Передний угол
\r\nКромка торцевого лезвия образует с поверхностью скольжения режущего зуба передний угол заточки . Передние углы отдельных типов пильных цепей различаются между собой: например, у твердосплавных цепей Rapid Duro он равен 65°, а цепи для продольной распиловки Picco Micro X имеют передний угол равный 80°.
Передний угол верхнего лезвия
\r\nПередний угол верхнего лезвия характеризует наклон верхнего лезвия назад. Этот угол измеряется относительно плоскости скольжения режущего зуба и составляет, в зависимости от типа пильной цепи, от 50° до 60°. Верхнее лезвие является главным лезвием, а передний угол верхнего лезвия – наиболее важным углом. Он с трудом поддается измерению, однако очень важен для эффективного пиления.
Угол заточки
\r\nУгол заточки или, по-другому, угол в плане получается измерением от верхней режущей кромки под прямым углом к направляющей шине.
Угол заточки отдельных типов пильных цепей частично различается, в зависимости от условий применения цепи.
Основное правило: чем больше угол заточки, тем выше производительность резания при распиле непромерзлой мягкой древесины. Уменьшение угла заточки при распиле промерзлой и/или твердой древесины способствует более плавному ходу бензопилы и снижению вибрации.
Передний угол, угол заточки и угол верхнего лезвия изменяются при заточке. Эти углы оказывают решающее влияние на режущую способность пильной цепи, – соблюдайте обязательно предписанные значения.
Наша компания производит ремонт и заточку пильных цепей на фирменном оборудовании с соблюдением всех предписанных производителями значений углов заточки.
Заточка цепи для продольного пиления ручным приспособлением » Похожие видео
Сравнительный тест цепей для продольного и поперечного пиления Заточка цепи Как заточить цепь для бензопилы за 60 секунд! Автоматическая система заточки цепи Oregon Powersharp Как правильно заточить цепь бензопилы — Обслуживание бензопилы. Часть 3 заточка цепи для бензопилы. Переточка пильной цепи с поперечной на продольную Пилорама из бензопилы двух досок и саморезов Homemade Chainsaw Milling как заточить цепь бензопилы вручную не снимая с шины круглым напильником. Stihl. своими руками Видеоинструкция по заточке цепей для бензопил Заточка цепи! Несколько способов заточить цепь Stihl для бензопилы. Пильные цепи STIHL Точим свёрла ПО-НОВОМУ! Самодельная пилорама из бензопилы Распил дерева на месте Как заточить цепь бензопилы. Заточка цепи на бензопиле своими руками Заточка цепи для продольного пиления Заточка цепной пилы с помощью болгарки Заточка цепи бензопилы, электропилы. Как просто заточить цепь Приспособление для продольного распила бревен и бруса Заточка цепи бензопилы напильником и PowerSharp Заточка цепи на бензопиле своими руками Заточка цепной пилы с помощью Дремеля Как заточить цепь бензопилы \How to hone a chain of chainsaw
Бензопила является незаменимым помощником на загородном участке, независимо от его размеров и возраста сада. Но мало просто стать владельцем хорошего инструмента, еще необходимо обеспечить правильную его работу. Самым сложным моментом является заточка цепей для бензопил. Здесь требуется изучение их устройства и умение правильно пользоваться вспомогательными инструментами.
Определить, когда пора приступать к процедуре, довольно просто. При хорошо заточенном инструменте не требуется прилагать больших усилий, чтобы он вошел в дерево. Как только необходимо увеличивать интенсивность нажатия, нужна заточка пильной цепи. Чрезмерная изношенность влияет и на другие важные показатели:
- снижается производительность;
- возрастает напряжение в теле;
- увеличивается расход топлива;
- повышается нагрузка на все звенья, сокращая срок эксплуатации оборудования.
При своевременной заточке снимается меньше металла, а значит, срок службы цепи увеличивается.
Бензопила станет лучшим помощником на загородном участке
Хорошо заточенная пила обеспечивает безопасную и продуктивную работу. Этим она практически не отличается от других режущих инструментов. А вот множество зубьев и сложность их строения превращают заточку в кропотливый процесс. При наличии необходимого инструмента выполнить работу можно самостоятельно. Но перед тем как заточить цепь бензопилы, необходимо изучить строение инструмента, особенно зубьев.
- Зуб имеет две кромки: верхнюю и боковую. Первая скошена под углом по направлению движения лезвия.
- Режущее звено состоит из основания, лопатки зуба, ограничителя глубины. Лопатка, в свою очередь, имеет горизонтальное, спадающее назад под углом, лезвие и торцевое вертикальное.
- Разность между верхней линией ограничителя глубины и передней линией спинки зуба определяет толщину стружки. Обычно это 0,5-0,8 мм (в идеале 0,6 мм). С каждой заточкой это расстояние сокращается из-за уменьшения верхней грани зуба. Поэтому необходимо делать контрольный подпил через 6-8 заточек.
- Именно углы обеспечивают режущие свойства цепи.
Задний угол верхней кромки – самый важный. Его величина может быть от 50 до 60°.
Задний угол торцевого лезвия формирует сужающаяся назад лопатка зуба. Он играет роль в боковом обрезании стружки.
Передний угол формирует кромка торцевого лезвия с поверхностью скольжения режущего звена. В зависимости от типа цепи его величина составляет 60-85°.
Зуб цепи имеет сложное строение, но после изучения его легко будет заточить
Угол заточки определяют измерением под прямым углом от верхней режущей кромки к направляющей шине.
Важно! Углы заточки цепей бензопил могут быть разными, но надо запомнить основное правило. При распиле дерева мягкой породы (непромерзлого) производительность выше, чем больше угол. А сгладить вибрацию при распиле твердой древесины (или промерзшей) можно при уменьшении угла заточки. При этом наименьший показатель составляет 25°, а самый высокий 35°. Только у цепей для продольного распила угол заточки равен 10°.
Напильник необходимо держать под определенным углом
Периодичность манипуляций зависит от частоты использования техники. При работе на личном подворье процедура может понадобиться только через несколько месяцев, а вот при функционировании бензопилы в профессиональных целях и трех раз в день бывает недостаточно.
Определить рабочее состояние цепи можно по ее растянутости и виду стружки, которая образуется при пилении. Если пила хорошо заточена, выходят одинаковые опилки правильной формы. Если затуплена – стружка мелкая и острая, с большим количеством древесной пыли (похожа на опилки, образуемые при работе обычной ножовкой).
Важно! Цепь тупится быстрее, если столкнется с грунтом. Причем, достаточно одного касания.
Если это произошло неожиданно, и вы не знаете, где заточить цепь бензопилы, тогда придется осваивать навыки самостоятельно.
Для заточки цепи в домашних условиях продается специальный набор. Его стоит приобрести вместе с бензопилой, чтобы не пришлось бросить работу и ехать в город, если техника «пропашет» землю.
Набор для заточки цепи стоит приобрести одновременно с бензопилой
Необходимый инструмент можно подобрать и самому. Это должны быть цилиндрический (к нему прилагается державка, которая «подскажет», по какой линии направить инструмент) и плоский напильники, шаблон, крючок для изъятия от стружки. Значительно упростят процесс тиски (освободят руки).
Чтобы прошла успешно первая заточка цепи бензопилы, видео станет наглядным пособием и лучшим помощником.
Зубья удобнее обрабатывать через один. Сначала затачиваются режущие. Для этого накладывается шаблон. Его стрелки должны указывать на направление движения цепи. При заточке нажимать надо на переднюю часть, делая небольшой уклон к поверхности шины. Движения должны производиться легко и размеренно, по одинаковому количеству раз на каждый участок. Один зуб надо затачивать слева, другой справа.
Важно! Если длина зубьев отличается, необходимо стачивать все до длины самого короткого.
Положение цилиндрического тонкого напильника должно быть таким, чтобы его край немного выступал за верхнюю грань зуба и располагался под прямым углом.
Чтобы сточить зуб-ограничитель, следует пользоваться тонким напильником. Шаблоном не стоит пренебрегать. Отметки на нем подскажут, как правильно заточить цепь бензопилы, чтобы не появились лишние отходы и не увеличилась вибрация:
- S (Soft) определяет угол для работы с древесиной мягких пород;
- H (Hard) – с твердыми или промерзлыми породами.
Во время заточки зубцов их внутренние отверстия становятся шире. Именно этот параметр на производительность не оказывает влияния, а вот основания отверстий должны располагаться горизонтально.
Даже если работа спорится и не является такой утомительной как в первый раз, все равно надо принять все меры, чтобы реже заниматься этой процедурой без ущерба для нормального функционирования техники.
- Обкатывать новую цепь перед использованием. Для этого после установки следует прогнать ее в течение 1 минуты на малых оборотах и столько же на средних. Такие манипуляции обеспечат смазывание всех деталей маслом, разогреют звездочку и цепь. Также получится проверить натяжение. При необходимости ее регулировки надо подождать пока инструмент остынет, а после необходимых действий снова прогреть холостым ходом.
- Не использовать новую цепь со старой ведущей звездочкой и наоборот. Менять звездочку после стачивания двух цепей.
- Постоянно следить за натяжением цепи. Растянутая может соскользнуть и поранить оператора.
- Ограничитель глубины пропила должен быть всегда заправлен и отрегулирован. Проверять это необходимо при каждой четвертой заточке.
- Обеспечить постоянную подачу масла хорошего качества и в достаточном количестве для цепи, направляющей шины и звездочки. Они должны быть смазаны постоянно.
Но даже хороший мастер не всегда может обойтись ручным способом. Если бензопилой пользовались, не придавая значения заточке цепи, ее режущая кромка становится совершенно бесформенной. Тогда рациональнее использовать станок. Они бывают нескольких видов.
С таким приспособлением заточить один зуб можно за 3 движения
- Ручной станок представляет собой скорее приспособление для заточки цепей для бензопил, чем станок. Его рабочая часть напоминает лучковую пилу. Только вместо режущего полотна вставлен длинный цилиндрический напильник. Механизм настройки довольно сложный, но позволяет установить все необходимые параметры. Для обработки одного зуба достаточно 2-3-х движений.
- Электрический оборудован абразивным диском. Системой настройки позволяет точно установить цепь под определенным углом, подводит диск к затачиваемой кромке. Дополнением может быть защитный экран, который предотвратит попадание искр и стружки в глаза.
Электрический станок обеспечивает высокую точность и быстрое выполнение работы
Лучше всего с работой справится автоматический станок для заточки цепей. Но не всегда рядом есть такое оборудование и опытный специалист, который сможет быстро провести работу. Процесс освоения ручного способа заточки займет определенное время, но навыки останутся «на всю жизнь»: личная бензопила всегда будет в идеальном состоянии, да и соседи станут обращаться за помощью или советом.
Погружные насосы для воды: как выбрать и как установить
 Даже популярный Stihl не вечен: когда-то зубья бензопилы изнашиваются, что легко установить по характеру образующейся стружки. При затупленной режущей кромке стружка получается мелкой, потому что рабочая кромка не режет, а мнёт древесину. Естественно, что затрачиваемые оператором усилия резко возрастают. Пришло время заточить пилу. Каким образом это сделать верно – выбрать оптимальную технологию, установить, какой угол заточки зуба должен быть и как это проверить?
Даже популярный Stihl не вечен: когда-то зубья бензопилы изнашиваются, что легко установить по характеру образующейся стружки. При затупленной режущей кромке стружка получается мелкой, потому что рабочая кромка не режет, а мнёт древесину. Естественно, что затрачиваемые оператором усилия резко возрастают. Пришло время заточить пилу. Каким образом это сделать верно – выбрать оптимальную технологию, установить, какой угол заточки зуба должен быть и как это проверить?
Внешние признаки затупившейся режущей кромки зуба бензопилы
Напомним, что зуб бензопилы имеет сложную конфигурацию (см. рис. 1), которая зависит и от направления движения цепи. У него две рабочих кромки: боковая, которая расположена перпендикулярно оси перемещения звеньев, и верхняя, расположенная под определённым углом к направлению движения цепи. Кроме того, на каждом зубе предусмотрен ограничитель, параметры которого определяют высоту снимаемой стружки. Поскольку главное усилие реза приходится именно на рабочий угол, то от того, на какой угол заточить зуб, будет зависеть вся последующая работа с инструментом.

Рисунок 1 – Функциональные части зуба бензопилы и их вид
Перед началом длительных работ с бензопилой, ей необходимо выполнить осмотр и выполнить пробное пиление, в результате которых:
- Визуально установить наличие (или отсутствие) конического участка, прилегающего к углу зуба, а также радиусного закругления на нём – основных признаков затупления (см. рис. 2).
- Проверить усилие подачи, при котором инструмент работает устойчиво, с быстрым производством реза. Для острых зубьев начальный момент внедрения зуба в древесину происходит быстро, и без значительного сопротивления материала.
- Выяснить наличие вибраций цепи во время установившегося реза – если они ощутимы, то зубья необходимо затачивать.
- Осмотреть внешний вид только что разрезанного торца (особенно, если инструмент задействован для продольного пиления). При наличии грубых сколов и вмятин цепь бензопилы подлежит заточке.
Углы заточки и конфигурация зуба бензопилы
Режущая кромка зуба характеризуется следующими параметрами:
Кроме того, каждая модель инструмента имеет свой шаг зубьев, значение которого для бытовых и полупрофессиональных моделей связано с мощностью бензопилы, и крутящим моментом, который развивает привод. Например, для продольного пиления шаг принимают меньше (например, 0,325 дюйма). Производительность работы при этом снизится, но требуемое усилие будет существенно ниже. Верхние значения шагов для бытовых бензопил принимают крайне редко, в основном, при валке деревьев с большим диаметром ствола. Мощность двигателя при этом не должна превышать 2500 Вт.
Толщина режущей кромки у большинства производителей бензопил устанавливается одинаковой, и равной 1,3 мм (бывают и кромки с толщиной 1,1 мм, но, во-первых, их крайне сложно заточить в домашних условиях, а, во-вторых, такие звенья крайне малофункциональны: их можно использовать лишь для распила тонких сучьев).

Высота цепного профиля может быть либо 0,625 мм, либо 0,762 мм, причём для бытового бензоинструмента в подавляющем большинстве случаев используется именно низкий профиль. При заточке ограничителей этот параметр весьма важен, потому что с уменьшением высоты сверхдопустимых значений вибрация инструмента при работе возрастает, хотя качество пропила остаётся по-прежнему удовлетворительным. Поэтому увлекаться снижением высоты ограничителя при заточке зуба не стоит.
Угол заточки цепи бензопилы зависит от основного предназначения инструмента – для поперечного или для продольного пиления. Поскольку при продольном пилении сопротивление древесины всегда заметно выше, то и кромка зуба должна быть очень острой. Рекомендуется делать её в диапазоне 6…12° (для сравнения – при преобладании поперечного распила – до 25…30°). Естественно, в первом случае заточка должна производиться чаще, и особенно тщательно, поскольку недопустимо малый угол наклона зуба способствует его быстрому выкрашиванию при работе бензопилы. Это особенно важно для звеньев, которые изготавливаются из конструкционных легированных сталей, содержащих кремний и марганец, например, 40ХГС или 35ХГСА.
Шаблон для заточки цепи бензопилы
Приобретая бензопилу, целесообразно обзавестись и специальным шаблоном (см. рис. 3), при помощи которого можно легко установить оптимальные значения углов зуба. С его помощью контролируются значения задних углов верхнего и торцевого лезвий, а также передний угол кромки (он указывается в инструкции производителя, и может изменяться в пределах 65…80°).
Особенно важно применение шаблона для оценки значения заднего угла верхнего лезвия. Этот угол заточки цепи бензопилы определить иначе очень сложно, а между тем его необходимо выдерживать в довольно ограниченных пределах — от 50 до 60°.
Измерение угла заточки выполняют определением угла между верхней режущей кромкой и линией, перпендикулярной к направляющей цепи.
Угол заточки цепи бензопилы можно менять, в зависимости от того, какие работы будут производиться. С увеличением твёрдости древесины, его значение должно быть меньше. В целом считается оптимальным значением угла 10…12° – при продольном распиле, и 25…30° – при поперечном распиле.

Рисунок 3 – Внешний вид шаблона для затачивания зубьев бензопилы
Заточку можно выполнять вручную, используя круглый напильник рабочим диаметром 4…5.5 мм, либо на станке. В первом случае крайне важно правильно располагать инструмент относительно затачиваемого зуба. Верхняя кромка рабочей части напильника располагается примерно на пятую часть выше верхней кромки зуба. Инструмент располагают перпендикулярно оси цепи, и под углом в 25…30° к верхней кромке зуба

Одного круглого напильника недостаточно. Для заточки ограничителя потребуется плоский напильник, а для очистки места проведения работ – крючок, снимающий образующиеся опилки. В продаже имеются также специальные державки, на которых проградуированы линии направления движения напильника относительно оси цепи. Как видно из рис. 4, державка может быть установлена на зуб сверху, и опираться на его верхнюю кромку. Поскольку высота державки адаптирована под определённый шаг цепи, то её следует выбирать применительно к бензопилам конкретных моделей и торговых марок.
Минимально необходимый комплект для того, чтобы получить верный угол заточки цепи ручным способом, представлен на рис. 5.

Рисунок 5 – Комплект заточного инструмента и приспособлений
Сначала затачиваются зубья одного направления, а затем – другого. Начинают с лёгких нажатий инструмента в направлении от себя, постепенно увеличивая нагрузку. В ходе заточки круглый напильник периодически проворачивают вдоль своей оси.
Механизированная заточка на станке
Заточка на станке значительно более удобна, и не требует высокой квалификации исполнителя. Такие станки имеют электропривод, и оснащаются специальными заточными кругами.
Для бытовой мастерской стоит приобретать компактные агрегаты, не занимающие много места при хранении, и пригодные для быстрого и качественного затачивания цепей бензопил от разных производителей. Такие агрегаты должны работать от стационарной электросети напряжением 220 В, обладать небольшим энергопотреблением (до 100 Вт) и лёгкостью своей установки на цепь.
Выбирая станок, необходимо обращать внимание на следующие его технологические характеристики:
- Возможность обработки зубьев с различной толщиной верхней кромки и разным шагом цепи;
- Возможностью регулирования угла заточки, в пределах, указанных ранее;
- Наличие сменных шлифовальных дисков;
- Постоянным значением ширины реза.
Конструкция станка проста, и включает в себя приводной электродвигатель, вал с посадочным местом для заточного диска, ручку с органами управления, приспособление для закрепления станка на цепь. Регулировка силы нажатия на затачиваемый элемент обеспечивается пружинным прижимом. Современные модели заточных станков снабжаются дифференцированным зажимом, которые предусматривает самоцентрирование изделия на станке. Для удобства проведения работ на корпусе зажима имеется измерительная шкала.
Опционно станки могут снабжаться также миниатюрной электрической лампочкой, которая производит подсветку рабочей зоны, а также гидроусилителем, облегчающим заточку.
Безопасность проведения работ обеспечивается откидным предохранительным щитком.
Перетачиваем пильную цепь для распиловки древесины вдоль волокон. Готовим пильную гарнитуру к работе с самодельным рейсмусным приспособлением для цепных пил.
Инструменты: напильник с направляющей (обойма напильников, державка напильника) Champion, поставляется в комплекте к бензопиле Champion 254-18.
Стандартный угол заточки режущей кромки зуба для пильных цепей предназначенных для распиловки древесины поперек волокон составляет 35^. Для распиловки древесины вдоль волокон требуется угол от 10^. Найти такую цепь вне районов связанных с лесозаготовительными работами достаточно сложно. Цепи такого типа в основном продаются в бухтах по несколько метров, что достаточно дорого для непрофессионального использования. В готовом варианте, для бензопилы Champion 254-18, мне удалось найти лишь одну цепь — цепь с напайками Stihl Rapid Duro 3 0.325-1,5-72зв.
По этой причине принято решение использовать распространенную пильную цепь переточив под распиловку вдоль волокон. Не забываем сточить ограничитель глубины пропила https://youtu.be/k25ztzraRzE .
Исчерпывающая информация по подбору уходу и обслуживанию пильных цепей находится тут: http://www.stihl.ru/p/media/download/ru-ru/saegekette_schaerfen.pdf
Информация по уходу за пильной цепью, шиной и определению неисправностей при использовании цепных пил на пилорамах от компании Logosol тут: http://www.logosolinfo.ru/cms/downloads/skarutrustning_1-16_web.pdf
Вы уверены, что хотите пожаловаться на данный отзыв?
Лесорубов-профессионалов и новичков в этом деле отличает между собой то, что первые точно понимают, как определить качество бензопилы. Брать в расчет одну только мощность устройства смысла мало, так как определяющее значение имеет конфигурация режущего элемента. В случае с бензопилой, этим элементом является цепь, которая состоит из режущих, ведущих и соединительных звеньев. Режущее звено включает в себя ограничитель глубины и саму режущую часть, работа которого чем-то похожа на рубанок, то есть, толщина стружки зависит от того, насколько сильно будет выдвинута верхняя кромка. Ведущее звено берет на себя функцию вращения цепи по пазу и распределение смазывающего вещества, а соединительные звенья предназначены для того, чтобы соединить остальные элементы цепи между собой. Их конструирование происходит всегда под строгим углом, то же самое относится и к последующей заточке, так как малейшее изменение угла в ту или иную сторону приведет к тому, что бензопила не будет работать.
Первый раз подобные инструменты стали использоваться еще в 1920 году, но тогда зубья были плоскими и прямыми, что не могло не сказаться на конечном результате резки, да и работать с такой пилой было достаточно трудно. Определенный прорыв в данной области случился в 1947 году, когда был введен принципиально новый тип зубьев цепи - Г-образная форма позволила выполнять распил материала значительно быстрее, кроме того, процесс заточки зубьев упростился, поэтому неудивительно, что изобретение Джозефа Кокса, который и предложил такую идею, за короткий срок стало лидером продаж. Если рассматривать именно наши дни, то до нас дошел практически такой же вариант бензопилы, в основе которой лежит цепная система с серпообразным режущим профилем, для которого тип древесины не играет существенной роли.
На что обращать внимание при подборе пильной цепи?
Среди ключевых характеристик пильной цепи выделяется ее шаг, толщина хвостовика или ведущего звена, глубина резания и размер профиля, а также длина цепи. Также в расчет следует принимать направление распила. Именно от этих параметров нужно отталкиваться, когда приобретается цепь взамен износившейся, или же когда требуется приобрести цепь для каких-то особенных нужд. Чтобы не ошибиться, можно посмотреть в паспорт устройства, где производитель указывает основные параметры пилы. Если же речь идет о первоначальной покупке инструмента, то эти сами параметры должны соответствовать целям использования бензопилы.
Данный параметр представляет собой значение в миллиметрах, хотя в документации принято писать дюймы. Вычисляется он посредством деления на 2 расстояния между тремя заклепками. Именно от этой характеристики принято разделять полотна на несколько основных групп:
- Шаг в 0,25 дюйма (6,35 мм) используется в устройствах с минимальной мощностью, которые подходят исключительно для дачных работ. Габаритные бревна с таким шагом распилить не получится. Цепи для бензопил с таким шагом мало распространены.
- Следующие две группы, где используется шаг в 0,325 и 0,375 дюйма (8,25 и 9,3 мм соответственно) являются наиболее распространенными из всех, так как примерно 70% всех бензопил, которые выпускаются в мире, входят в эти группы. Соответственно, они могут быть использованы для большинства существующих бытовых задач. Но есть одна маленькая хитрость! Так как перепутать цифры 0,325 и 0,375 довольно легко, то цепи с шагом в 0,375 обозначаются маркировкой 3/8, то есть 3/8 дюйма.
- Последняя группа с шагом в 0,404 и 0,75 дюйма (10,26 и 19,05 мм) используется для самых сложных задач. В данном случае речь идет уже о лесозаготовительном инструменте, чем о пиле для бытового пользования. То есть встретить цепи с таким шагом можно только на профессиональных бензопилах.
Тут есть прямая зависимость между размером шага и производительностью инструмента, но также нужно учитывать, что большой шаг предполагает наличие более мощного мотора. Качество пропила устройств с большим шагом все же уступает устройствам с первых трех категорий, так как зубья там расположены более плотно. Для мощности 2,5 л подойдет шаг в 0,325 мм, а на более производительную бензопилу лучше ставить пильное полотно и цепь в 3/8 мм, так как это поможет раскрыть потенциал пилы в полной мере.
Толщина ведущего звена
В этом случае также используется разбиение на несколько основных категорий в соответствии с данным параметром. Речь идет о таких значениях толщины, как 1,1; 1,3; 1,5; 1,6; 2 мм (0,043’’, 0,050’’,0,058’’,0,063’’,0,080’’). Эта характеристика, измеряемая в дюймах, оказывает влияние на то, насколько плавно будет режущее полотно двигаться во время работы пилы.
- Цепи с шагом в 1,1 мм применяются на маломощных бытовых бензопилах, а так же на бензопилах предназначенных для (карвинга).
- Цепи с шагом в 1,3 мм более распространены. К примеру, знаменитая бензопила — комплектуется цепями с именно таким шагом. Да и вообще это самый популярный шаг.
- Шаг в 1,5 и 1,6 мм имеют цепи которые предназначаются для профессиональных и «полупрофессиональных» (фермерских» бензопил.
- 2 мм -такой шаг встречается исключительно на цепях устанавливаемых на очень производительные и мощные бензопилы профессионального сегмента.
Низкопрофильные и высокопрофильные цепи
Что нужно знать про высоту профиля цепи? Она определяет, какой будет глубина резания пилы. Исходя из этого параметра, пила может быть или низко или высокопрофильной, соответственно, в первом случае стружка будет сниматься тоньше, но работа будет происходить несколько медленней, тогда как во втором случае глубина и производительность будет большей. Для низкопрофильного инструмента используется параметр в 0,635 мм, а для высокопрофильного — 0,762 мм. Если рассматривать именно устройства для бытового использования, то они всегда являются низкопрофильными, профессиональное же оборудование может выпускаться в двух вариантах. При этом, чтобы стабилизировать вибрацию, которая неизбежно происходит во время работы, производители делают баланс между высотой профиля и количеством шагов. Для маленького шага делают высокий профиль, и наоборот. Несоблюдение этого правила приведет к тому, что бензопилой долго работать будет невозможно, хотя древесина будет разрезаться очень быстро. Баланс этот нужно соблюдать, если есть намерение выполнить заточку в домашних условиях, во всех же остальных ситуациях остается только выбирать пилу для дома или для профессиональной резки.
Основные виды звеньев
Если рассматривать наиболее распространенные виды звеньев, то это чизельные звенья, которые чаще всего можно встретить на профессиональном оборудовании, и чипперные , которые поставляются на простые бензопилы. Первый вариант в разрезе немного похож на цифру 7, а такая конструкция позволяет максимально быстро работать с пилой, так как звено впивается в материал равномерно. Резка происходит более точно, но точить такие звенья в домашних условиях крайне трудно, так как малейшее отклонение от допустимого угла нивелирует все преимущества данной конструкции. В случае с чиппером, нет необходимости выдерживать строгие углы, также такое звено не так сильно боится загрязнения, хотя отмечается более высокая нагрузка на инструмент. Для эксплуатации дома второй вариант подходит больше, особенно если навыков в заточке пилы нет. Что касается материала, то в основном используется хромоникелевая сталь, хотя при особой необходимости, если потребуется работать с особо прочным материалом, на зубья могут быть надеты твердосплавные напайки, о чем свидетельствует маркировки на них.
Цепи для продольного и поперечного пиления
Название цепей соответствует тому, для какого направления резки волокон они предназначаются. Для работы поперек острый угол заточки звена не нужен, так как сопротивление древесины не такое большое, как при работе в продольном направлении. Каждый сорт древесины предполагает выбор того или иного направления, и если речь идет именно о профессиональной работе с деревом, предполагающим и продольную резку в том числе, то затачивать зубья потребуется до 5-15 градусов, тогда как для работы дома хватит и 25-35 градусов. Спрос на продольные цепи минимальный, так как для продольной работы разумнее использовать циркулярную пилу. Бывает, что найти модель, которая работает вдоль, достаточно трудно даже в специализированном магазине. Для работы дома не имеет смысла искать такую пилу, так как все домашние задачи устройства для поперечного распила выполнят без труда.
Как определить для продольного или поперечного пиления цепь?
- Для поперечного пиления угол заточки цепи — 30 градусов.
- Для продольного пиления угол заточки пильной цепи- 10 градусов.
У Stihl цепь для продольного пиления имеет обозначение PMX. Например, STIHL 63 РМX 50.
У Oregon в индексе модели цепи будет стоять буква R. Пример: 73RD100R
Важна ли последовательность режущих звеньев?
В обычном варианте, когда пила изготовляется на заводе, принято ставить два ведущих звена на одно режущее звено, тем самым, всего режущих зубьев получается 50 %. Тогда производительность оборудования остается на уровне, и качество распила не хромает, но с целью удешевления цепи, режущие звенья могут ставить не каждый шаг, а через один или даже два шага, что доведет общее количество режущих звеньев до 37,5 %. Бензопила станет дешевле, но качество резки сильно ухудшится, поэтому на такие устройства лучше внимания не обращать.
Цепи твердосплавные
 Подобные цепи стоят на порядок дороже, и они имеют особое предназначение – работа с мерзлой древесиной или с загрязненным материалом. Во всех остальных ситуациях деньги будут потрачены напрасно, так как для простой древесины смысла в твердосплавных напайках нет.
Подобные цепи стоят на порядок дороже, и они имеют особое предназначение – работа с мерзлой древесиной или с загрязненным материалом. Во всех остальных ситуациях деньги будут потрачены напрасно, так как для простой древесины смысла в твердосплавных напайках нет.
Основные производители цепей
Практически в любом интернет-магазине или специализированном салоне предлагают комплектующие для бензопилы, в том числе и цепи, от фирм Husqvarna (Швеция), Oregon (Канада), и Stihl (Германия). Каждый из производителей имеет свои преимущества перед своими конкурентами, но качество выпускаемых изделий от этих компаний находится на примерно одинаковом уровне.
Видео о цепях для бензопил
Вконтакте
Приспособления для заточки цепей Stihl - 100 ПИЛ
Как правильно заточить пильную цепь самостоятельно.
Не секрет, пильные цепи при работе бензо/электропил
Ручная заточка цепей очень эффективна. Производится непосредственно на пиле. Для удобства можно закрепить шину пилы с помощью струбцины на твердом основании.
Пильные цепи крючкового типа (а это подавляющее большинство пильных цепей) затачиваются круглым напильником. Диаметр напильника выбирается в соответствии с параметрами цепи. Это может быть 3,2мм, 4,0мм, 4,8мм, 5,2мм, 5,5мм. *
При заточке желательно контролировать:
-
Угол заточки режущей кромки зуба. Как правило, 25/30/35 градусов для соответствующего типа цепи, 10 градусов для цепей продольного пиления.
-
Угол наклона напильника относительно горизонтали. Обычно напильник нужно располагать строго горизонтально, но есть цепи с желательным наклоном 10 градусов.
-
Высоту положения напильника относительно режущих кромок цепи.
-
Высоту ограничителя относительно режущей кромки зуба.
Как это контролировать? Для этого существуют специальные шаблоны и приспособления для заточки. Как правило они подходят для определенных цепей и используются с напильниками соответствующих диаметров.
Шаблоны бывают в виде специальной планки в которую устанавливается напильник с ручкой, в виде направляющей, которая устанавливается на пильную шину и является направляющей опорой для напильника. Выпускаются и более сложные системы.
Очень качественные приспособления для ручной заточки изготавливают STIHL, Husqvarna, Oregon. Какой шаблон удобнее и эффективнее? Попробуйте сами в нашем Тест-Центре.
* Перечень используемых диаметров напильников не полный.
🛠 Как заточить цепь бензопилы: порядок работы, особенности
У хорошего мастера и инструмент должен быть хорошим, и всегда находиться в боевой готовности. Это вполне относится к любому мастеровитому человеку. Все режущие и пилящие устройства всегда должны быть правильно заточены. Это требование актуально и к таким сложным инструментам, как пилы, особенно к электрическим и бензиновым. В сегодняшнем обзоре разберёмся, как заточить цепь бензопилы, что нужно для этого знать, чтобы сделать работу качественно.
Содержание статьи
Особенности заточки пильных цепей
Пильная цепь представляет собой набор связанных между собой с помощью шарниров режущих зубьев сложной конфигурации. При обработке цепи необходимо обеспечить равномерность и одинаковость заточки всех зубьев, выдержать правильный угол режущей кромки, сохранить нужную конфигурацию зуба. Для решения этих задач существует несколько способов заточки, а также много разных инструментов и приспособлений.
 Бензопила
Бензопила ФОТО: spila.ru
Пилу надо точить вовремя, иначе можно получить много неприятностей – снижение производительности, ухудшение качества реза, ускоренный износ механизма, даже травму.
Конфигурация зуба и угол заточки цепи бензопилы
Зуб бензопилы имеет сложную конфигурацию, которая зависит от направления движения цепи. У зуба две рабочие кромки: боковая, расположенная перпендикулярно оси перемещения звеньев, и верхняя, которая находится под определённым углом к направлению движения цепи. Каждый зуб имеет ограничитель глубины реза. Он определяет высоту снимаемой стружки. Главное усилие при резе приходится на рабочую кромку. Угол заточки зуба определяет качество работы инструмента.
 Функциональные части зуба бензопилы и их вид
Функциональные части зуба бензопилы и их вид ФОТО: proinstrumentinfo.ru
Важно! Конфигурацию зуба следует регулярно проверять, особенно перед началом длительной работы.
Каждая модель пилы имеет свой шаг режущих кромок, значение которого для бытовых и полупрофессиональных моделей связано с мощностью агрегата и крутящим моментом привода. Для продольного пиления шаг принимают меньше (например, 0,325 дюйма). Производительность работы при этом снизится, но требуемое усилие тоже уменьшится. При валке деревьев с большим диаметром ствола мощность двигателя не превышает 2500 Вт. Толщина режущей кромки у большинства бензопил устанавливается равной 1,3 мм.
Высота цепного профиля либо 0,625 мм, либо 0,762 мм, причём для бытовых пил применяется низкий профиль. При этом, немного возрастает вибрация пилы.
Кромка зуба для продольного распила должна быть очень острой и иметь угол в диапазоне 6º…12º, для поперечного – до 25º…30º.
В первом случае заточка должна производиться чаще, поскольку недопустимо малый угол наклона зуба способствует его быстрому выкрашиванию. Это особенно заметно у звеньев, которые изготовлены из конструкционных легированных сталей, содержащих кремний и марганец, например, 40ХГС или 35ХГСА.
Шаблоны и приспособления для заточки цепи бензопилы
Гораздо легче работать, имея большую уверенность получить правильный результат, в том случае, если мастер обеспечил себя набором вспомогательных приспособлений, в который входит шаблон. С его помощью выдерживаются правильные значения всех углов заточки зуба. Угол передней кромки записан в инструкции, обычно его значение 65º — 80º. Оценку значения заднего угла верхнего лезвия можно выполнить только по шаблону. Его величина должна быть в диапазоне от 50º до 60º.
Задний угол заточки пилы уменьшается с увеличением твёрдости древесины. Оптимальным при продольном распиле считается значением угла 10º…12º, и 25º…30º – при поперечном распиле.
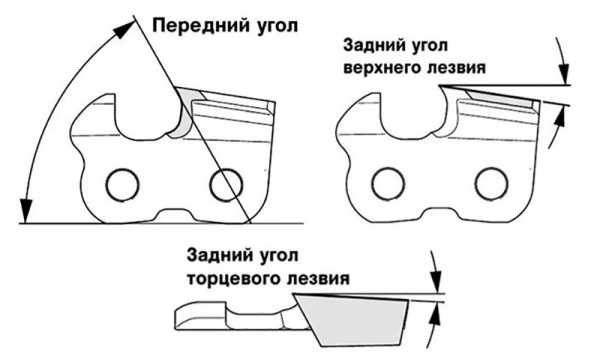 Шаблон конфигурации зуба пилы
Шаблон конфигурации зуба пилыФОТО: proinstrumentinfo.ru
Периодичность заточки цепей бензопилы
Решение о заточке цепей пилы принимается не по календарю, а по оценке её работы. В первую очередь, следует осмотреть опилки. Если они имеют вид мелкой пыли, то цепь требует заточки. В противном случае, можно перегреть двигатель, что приведёт к образованию задиров на цилиндре. У тупой пилы повышенная вибрация и затруднённый заход гарнитуры в каждый новый пропил, что существенно снижает производительность распиловочных работ.
Как наточить цепь бензопилы в домашних условиях напильником
Правильно заточить цепь бензопилы напильником поможет инструмент исключительно круглого сечения. Параметры напильника определяются размерами самой пилы. Важно знать шаг расположения зубьев. Одного круглого точила недостаточно. Для заточки и правки цепей, используются два вида инструмента. Первый, это напильник круглого сечения с диаметром, соответствующим диаметру закругления рабочей кромки пильного зуба. Для обработки ограничителя глубины пиления направляющего зуба нужен плоский напильник.
Заточку можно выполнять вручную, используя круглый напильник рабочим диаметром 4…5,5 мм. Крайне важно правильно устанавливать инструмент относительно затачиваемого зуба. Верхняя кромка рабочей части напильника располагается примерно на пятую часть выше верхней кромки обрабатываемой детали. Инструмент удерживают перпендикулярно оси цепи под углом в 25º…30º к верхней кромке зуба.
Для заточки пильных цепей бытового инструмента, применяются круглые напильники диаметром 4 и 4,8 мм, так как у них маленький зуб. Для профессиональных моделей используют более мощные цепи с большим зубом. Поэтому нужны напильники диаметром 5,2 и 5,5 мм.
Для заточки ограничителя потребуется плоский напильник, а для очистки места проведения работ – крючок, снимающий образующиеся опилки. В продаже имеются также специальные державки, на которых проградуированы линии направления движения напильника относительно оси цепи. Державка может быть установлена на зуб сверху, опираясь на его верхнюю кромку. Поскольку её высота адаптирована под определённый шаг цепи, то это приспособление следует выбирать применительно к бензопилам конкретных моделей и торговых марок. Минимально необходимый комплект для того, чтобы получить верный угол заточки цепи ручным способом, представлен на фото.
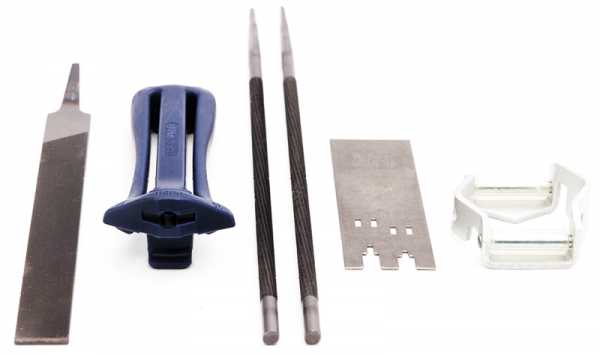 Комплект заточного инструмента и приспособлений
Комплект заточного инструмента и приспособлений ФОТО: proinstrumentinfo.ru
Ручная заточка экономит материальные средства, позволяет выполнять работу в полевых условиях. Сначала надо установить инструмент на ровную площадку. Если работа выполняется в лесу, для этого хорошо подойдёт обрезок бревна большого диаметра. Далее нужно провести осмотр пильной цепи на наличие каких-либо дефектов, это могут быть трещины, полностью отломленные зубья. После осмотра, нужно установить тормоз в рабочее состояние, тем самым заблокировав движение по шине цепи, которая во время заточки напильником должна быть натянута.
Напильник для заточки цепей бензопил: виды и советы по выбору
Диаметр круглого напильника выбирают по шагу пильной цепи. Показателям шага 1,3 и 1,6 мм соответствуют напильники диаметром 4 и 5,2 мм. Плоский инструмент потребуется для уменьшения высоты упоров режущих звеньев.
Как правильно заточить цепь бензопилы напильником
На обрабатываемом участке надо закрепить шаблоны и лекала. Они будут давать нужное направление напильнику, облегчая процесс. Когда все подготовительные работы проделаны, можно приступать непосредственно к заточке цепи.
По правилам, надо заточить зубья одного направления, затем – другого. Работа начинается с лёгких нажатий напильником в направлении от себя, давление постепенно увеличивается. Обратный ход напильника – без нажатия. Круглый инструмент надо непрерывно вращать вдоль своей оси. Заточка цепи производится движениями изнутри зуба наружу. При этом, напильник должен располагаться параллельно специальной метке на цепи, которая наносится изготовителем для указания стандартного угла заточки.
Затачиваемый зуб должен располагаться примерно посредине шины, это необходимо для удобства проведения работ. В процессе обработки нужно продвигать цепь по шине, не забывая каждый раз устанавливать тормоз в рабочее положение.
Угол наклона инструмента должен быть прямым, а угол заточки цепи бензопилы по горизонтали — острым, при этом, допускаются его изменения в диапазоне от 10º до 30º. За основу нужно брать наименьший зуб в ряду. Шину перевернуть и выполнить аналогичную работу для зубцов, которые идут в противоположном направлении. Недостатком этого способ заточки являются большие временные затраты.
 Заточка цепи напильником
Заточка цепи напильником ФОТО: proinstrumentinfo.ru
Можно в патрон электродрели или шуруповёрта вставить круглый напильник с отломанной ручкой. Получится очень удобное механизированное устройство для заточки.
 Заточка цепи дрелью с напильником
Заточка цепи дрелью с напильником ФОТО: youtube.com
Заточка цепи для бензопилы своими руками с помощью болгарки
Специалисты серьёзно рекомендуют не применять этот способ неопытным мастерам. Он довольно опасный.
Но если другого выхода нет, то надо соблюдать правила безопасности. Болгарку необходимо установить в тиски и надёжно зажать. После включения инструмента к вращающейся поверхности диска поднести затачиваемую кромку. Так как с применением болгарки невозможно выдерживать постоянный угол заточки, то заточенный таким образом зуб будет существенно отличаться от обработанного напильником. Кроме того, есть риск надреза диском болгарки ушка крепления зуба.
 Заточка цепи болгаркой
Заточка цепи болгаркой ФОТО: youtube.com
Как правильно точить цепь бензопилы на станке
Точить цепь на станке значительно быстрее и точнее, чем руками. В продаже имеется много разнообразных электрических точилок. Бытовые агрегаты компактны, работают от сети 220 В. На них легко заменяются абразивные круги, их без труда можно перестраивать на разные параметры цепи: шаг зубьев, толщину верхней кромки, угол заточки. Все обработанные режущие кромки получаются одинаковыми. Процесс идёт быстро.
Электрическая точилка для цепей бензопил
Основной частью станка является электродвигатель, на валу которого устанавливается заточной диск. На его рукоятке расположены органы управления. Имеется струбцина для закрепления станка на цепь. Пружинным прижимом обеспечивается регулировка силы нажатия на затачиваемый элемент. Дифференцированный зажим предусматривает самоцентрирование изделия в станке. Для безопасности проведения работ имеется откидной предохранительный щиток.
 Электрический станок для заточки пильных цепей
Электрический станок для заточки пильных цепей ФОТО: youtube.com
В специальную направляющую, смонтированную на поворотной платформе, устанавливается пильная цепь. Фиксатор удерживает затачиваемый зуб, к которому под заданным углом установлен электрический наждак. Оператор включает двигатель и контролирует погружение диска
Станки с ручным приводом
Есть устройства, предназначенные для заточки, но без электропривода. Это ручные станки для правки пильных цепей. В качестве заточного инструмента используется обычный напильник. Станок крепится непосредственно на шину. Специальный упор, удерживает затачиваемый зуб. Угол заточки можно регулировать.
На фото представлен стационарный станок, у которого точильный диск вращается рукояткой через редуктор. Сама пильная цепь зажимается в станочных тисках. Станок имеет станину, которую можно привинтить к столу.
 Станок с ручным приводом для заточки цепных пил
Станок с ручным приводом для заточки цепных пил ФОТО: vseinstrumenti.ru
Статья по теме:
Станок для заточки цепей бензопил: критерии выбора, особенности конструкции, технические и эксплуатационные характеристики оборудования, принцип работы ручных и автоматических устройств, обзор популярных моделей заточных установок.
Дополнительные рекомендации, как наточить цепь бензопилы своими руками
При работе следует неукоснительно соблюдать требования безопасности. Работать нужно обязательно в перчатках из грубого материала, чтобы не травмировать руки, так как рабочая поверхность зубьев очень острая.
Если технология заточки предписывает демонтаж цепи, при обратной установке не рекомендуется прилагать к резьбовому крепежу чрезмерных усилий. Для затяжки винтов крепления шины лучше всего использовать откалиброванный по лимбу электрический шуруповёрт.
Специалисты рекомендуют способ повышения прочности и износостойкости цепей, который известен под названием «стабилизация внутренней структуры металла». Для этого новая шина на протяжении полутора-двух недель при температуре 55-65ºС прогревается в масляной ванне. Эксплуатация подтверждает эффективность такой технологии.
Заключение
Заточить цепь не так сложно, как кажется на первый взгляд. Любой человек, после изучения процесса правки режущих изделий, способен самостоятельно наточить свой инструмент. Даже если в первый раз получится сделать это не совсем качественно, отчаиваться не стоит, с каждой следующей попыткой результат будет лучше и лучше.
Всё, что написано выше, применимо и к заточке цепей электропил.
ПредыдущаяБытовая техникаПолезные самоделки: изготовление воздушного компрессора своими руками
СледующаяБытовая техникаКонтактная точечная сварка своими руками: что нужно знать об агрегате
Как выбрать цепь для бензопилы
Отсутствие достаточного опыта в обращении с бензопилой и возможности экспериментировать приводит к ошибкам при выборе расходных материалов. Следствия неверного решения самые разные – чрезмерный износ деталей, снижение эффективности распила и даже поломка инструмента.В данной статье мы поговорим о том, как выбрать цепь для бензопилы, чтобы она полностью подходила под Ваши задачи и оставалась лучшей в соотношении цена/качество.
Содержание
- Разбираемся в конструктивных особенностях
- Шаг цепи
- Длина
- Хвостовик
- Геометрическая форма зубцов
- Глубина реза
- Материал
- Критерии выбора – лучшая цепь для бензопилы
- Выбор для поперечной и продольной пилы
- Как опознать затупившуюся цепь?
Информация о конструкции поможет разобраться в изобилии расходных материалов, представленных на рынке различными производителями. Вы также узнаете о том, как выбрать шаг цепи? Какова должна быть ее длина? И многое другое. Советуем Вам ознакомиться с конструктивными особенностями перед тем, как перейти к критериям выбора.
Конструкция пильной цепи
Основных параметров необходимых для выбора пильной цепи не так уж много. Тем не менее, каждый из них предельно важен.
Шаг цепи
Внимание, с данной характеристикой нередко происходит путаница. Ошибки при выборе допускают не только покупатели, но и неопытные продавцы. Шагом цепи называют расстояние между тремя соседними заклепками. Определить его можно при помощи любого измерительного прибора от обычной линейки и заканчивая штангенциркулем.
Вариантов параметра всего пять:
- 1/4”
- 0,325”
- 3/8”
- 0,404”
- 3/4”
Как определить шаг цепи для конкретной бензопилы? Все просто. Используйте один из перечисленных способов:Важно! Шаг цепи не увеличивает производительность пилы, поэтому не стоит экспериментировать и использовать гарнитуру 0,404” и 3/4” для бытовых инструментов. Неверное решение приведет к повышенному износу и выходу из строя основных деталей бензиновой пилы.
- Снимите шину и внимательно рассмотрите хвостовик. Помимо шага, здесь найдется другая полезная информация (длина гарнитуры, модуль звездочки и т.д.).
- Многие производители указывают параметры цепи на упаковке. Если ваша пила была снабжена цепью при покупке, тогда отыщите упаковку и узнайте все необходимое. Помимо характеристик, здесь могут найтись данные о напильнике для заточки цепи.
-
При помощи штангенциркуля, линейки или другого удобного инструмента для измерения оцените расстояние между соседними деталями цепных звеньев.
Длина
Главное правило – длина цепи должна соответствовать вылету гарнитуры. Необходимо подобрать такую цепь, чтобы в ней было достаточно звеньев. Сделать это поможет информация об установленной шине и ее характеристиках.Важно! Не стоит избавляться от нескольких звеньев при слишком длинной цепи. Лучше заменить ее, чем подвергать себя и окружающих опасности в случае некачественной клепки.
Хвостовик
При выборе цепи для бензопилы нельзя игнорировать такой важный параметр, как толщина хвостовика. Он напрямую влияет на допустимую нагрузку – чем толще, тем универсальнее становится пила:- 1,1-1,3 мм – для минимальных нагрузок при нечастом использовании
- 1,5 мм – распространенный вариант для бытовых задач
-
1,6-2,0 мм – для серьезных нагрузок при использовании профессионального инструмента
Существуют цепи и с большей шириной хвостовика. В бензопилах с высокой скоростью реза параметр может доходить до 2,6 мм и более.
Геометрическая форма режущих зубцов
На форму режущих зубцов многие не обращают внимание, а зря… Существуют два основных типа чипперный (серповидный) и чизельный («семерка»). Первый стоит выбирать для больших нагрузок и сложных работ. Пила для чипперных режущих зубцов должна обладать достаточной мощностью, чтобы выдержать нагрузку во время работы. Она легко точится.
Что же касается чизельного, то такие звенья востребованы в местах, где нужна точность. Они востребованы как на бытовом, так и на профессиональном уровне. Главная проблема эксплуатации цепных пил с «семеркой» - заточка. Даже нарушив несколько углов можно потерять все преимущество в точности работы.
Говоря о типах режущего звена, стоит упомянуть цепь для бензопилы с победитовой напайкой. Что она собой представляет? Высокотехнологичная цепочка востребована за счет возможности работы с твердой древесиной и отсутствия необходимости в частой заточке. Естественно, такой вид стоит в 3 и более раз дороже обычного аналога. Для заточки такой цепи понадобится алмазный инструмент.
Глубина реза
Еще один параметр, который не всегда учитывается даже продавцом. Глубина реза влияет на точность и производительность. При малом значении характеристики стоит рассчитывать на качественный и точный результат. Чем она больше, тем глубже звенья погружаются в заготовку и быстрее проходит распил. Чаще других можно встретить два типа профиля 0,025 дюйма (низкий) и 0,03 дюйма (высокий). В бытовых нет необходимости в использовании высокого типа, ведь там нужно полностью контролировать процесс. Профессиональный инструмент эффективно используется оба типа и комплектуется в зависимости от задач.
Материал
Большинство бытовых цепей изготавливается из инструментальной стали. Они прекрасно справляются с мягкими породами дерева и могут использоваться для работ на даче и в ремонтных целях.Внимание! Если предвидится серьезная нагрузка – работа с промерзшей древесиной, плотными породами или даже бетоном, тогда стоит выбирать цепи из твердых сплавов. Они стоят куда больше и не затачиваются вручную, но, тем не менее, востребованы в профессиональной деятельности.
Критерии выбора – лучшая цепь для бензопилы
Основные параметры цепи длина, ширина и шаг. Даже если вы запомните, как правильно определять их на собственной пиле и подбирать подходящую гарнитуру, этого более чем достаточно для выбора хорошей цепи.Все остальные характеристики и свойства желательно учесть тем, кто хочет выжать максимум от покупки. Каждая учтенная деталь повысит эффективность инструмента. Акцентировать ли на них внимание? Решать только Вам.
Выбор для поперечного и продольного пиления
При выборе цепи для бензопилы стоит учитывать направление пиления. Здесь все просто, в продольных цепях угол заточки находится в пределах 5-10°, в поперечных – 25-30°. Продольный тип реже востребован и стоит дороже. Поэтому отечественные умельцы часто подстраивают стандартные цепи, используя вышеупомянутый угол заточки.Как опознать затупившуюся цепь и вернуть «остроту»
При использовании бензо- или электропилы игнорировать заточку зубцов не получится. Затупившуюся цепь сразу же можно опознать по следующим признакам: Заточить цепь можно двумя методами: ручным и автоматическим.
Ручной способ предусматривает использование напильника и специальной оправки. С помощью инструментов каждое звено цепи затачивается в порядке очереди. Способ требует навыка и сноровки, но при этом выигрывает в цене, из-за дешевого комплекта для заточки цепи.
Что же касается более эффективной и простой альтернативы, то такая заточка проводится на специальном оборудовании. Станок для заточки пильной цепи выйдет «в копеечку», но даст максимально эффективный результат.
Владельцы бензопил и электропил часто обращаются за заточкой в сервисные центры. Это экономит время и гарантирует качественное восстановление цепи.
Как обслуживать пильную цепь?
Согласитесь, каждый владелец инструмента желает, чтобы он прослужил как можно дольше. Чтобы цепь для бензопилы использовалась максимально эффективно и отслужила положенный срок, а может даже больше, стоит соблюдать определенные правила эксплуатации: 1. Подготовка перед первым использованием. Опытные владельцы рекомендуют замачивать цепь в масле на несколько часов, чтобы полностью промазать ее вплоть до микротрещин.2. Регулировка натяжки. Для проверки цепи достаточно подтянуть ее по центру верхней кромки шины. Если одно звено не касается, а два по бокам еле контактируют, то натяжка соблюдена правильно. Обычно такую проверку делают несколько раз – перед включением, после работы на холостом ходу и после работы с нагрузкой. Сложно? Внимание окупится сполна, ведь плохая натяжка цепи может привести к повышенному износу, соскоку и даже обрыву.
4. Попеременное использование нескольких пильных цепей. Несмотря на большие затраты в самом начале, чередование расходных элементов позволит снизить износ и избавиться от таких неприятных вещей, как динамические удары и проскальзывания.
5. Поддерживайте чистоту пильной гарнитуры. Соблюдение данного правила позволит избежать повреждения цепи и ее преждевременного затупления.
6. Своевременная заточка цепи. Мы уже говорили о том, как определить необходимость в восстановлении остроты зубьев. Выполняя должны процедуры на постоянной основе можно не только уменьшить износ цепи, но и шины и даже самой бензопилы.
Получите 10 самых читаемых статей + подарок!
*
Подписаться
необходимые инструменты и этапы работы. Как определить, что цепь затупилась
Даже популярный Stihl не вечен: когда-то зубья бензопилы изнашиваются, что легко установить по характеру образующейся стружки. При затупленной режущей кромке стружка получается мелкой, потому что рабочая кромка не режет, а мнёт древесину. Естественно, что затрачиваемые оператором усилия резко возрастают. Пришло время заточить пилу. Каким образом это сделать верно – выбрать оптимальную технологию, установить, какой угол заточки зуба должен быть и как это проверить?
Внешние признаки затупившейся режущей кромки зуба бензопилы
Напомним, что зуб бензопилы имеет сложную конфигурацию (см. рис. 1), которая зависит и от направления движения цепи. У него две рабочих кромки: боковая, которая расположена перпендикулярно оси перемещения звеньев, и верхняя, расположенная под определённым углом к направлению движения цепи. Кроме того, на каждом зубе предусмотрен ограничитель, параметры которого определяют высоту снимаемой стружки. Поскольку главное усилие реза приходится именно на рабочий угол, то от того, на какой угол заточить зуб, будет зависеть вся последующая работа с инструментом.
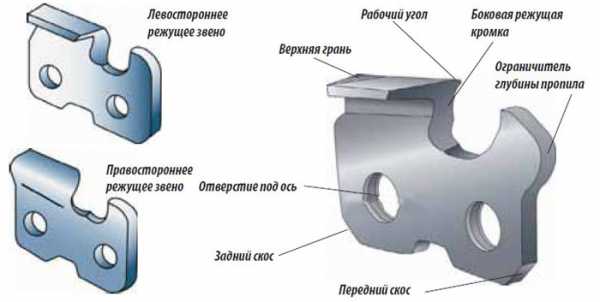
Рисунок 1 – Функциональные части зуба бензопилы и их вид
Перед началом длительных работ с бензопилой, ей необходимо выполнить осмотр и выполнить пробное пиление, в результате которых:
- Визуально установить наличие (или отсутствие) конического участка, прилегающего к углу зуба, а также радиусного закругления на нём – основных признаков затупления (см. рис. 2).
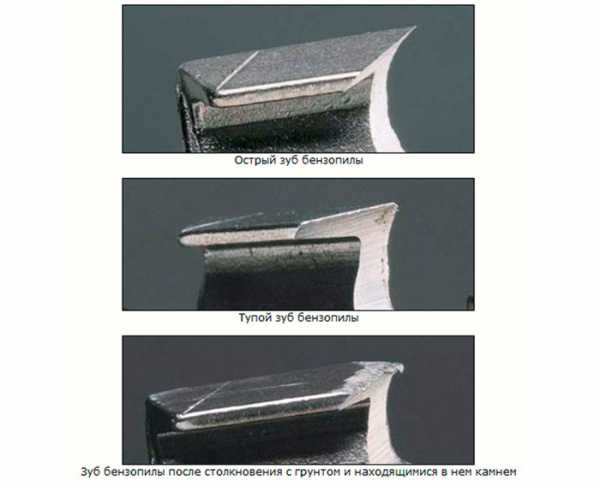
Рисунок 2
- Проверить усилие подачи, при котором инструмент работает устойчиво, с быстрым производством реза. Для острых зубьев начальный момент внедрения зуба в древесину происходит быстро, и без значительного сопротивления материала.
- Выяснить наличие вибраций цепи во время установившегося реза – если они ощутимы, то зубья необходимо затачивать.
- Осмотреть внешний вид только что разрезанного торца (особенно, если инструмент задействован для продольного пиления). При наличии грубых сколов и вмятин цепь бензопилы подлежит заточке.
Углы заточки и конфигурация зуба бензопилы
Режущая кромка зуба характеризуется следующими параметрами:
- Шириной;
- Толщиной;
- Углом заточки.
Кроме того, каждая модель инструмента имеет свой шаг зубьев, значение которого для бытовых и полупрофессиональных моделей связано с мощностью бензопилы, и крутящим моментом, который развивает привод. Например, для продольного пиления шаг принимают меньше (например, 0,325 дюйма). Производительность работы при этом снизится, но требуемое усилие будет существенно ниже. Верхние значения шагов для бытовых бензопил принимают крайне редко, в основном, при валке деревьев с большим диаметром ствола. Мощность двигателя при этом не должна превышать 2500 Вт.
Толщина режущей кромки у большинства производителей бензопил устанавливается одинаковой, и равной 1,3 мм (бывают и кромки с толщиной 1,1 мм, но, во-первых, их крайне сложно заточить в домашних условиях, а, во-вторых, такие звенья крайне малофункциональны: их можно использовать лишь для распила тонких сучьев).

Высота цепного профиля может быть либо 0,625 мм, либо 0,762 мм, причём для бытового бензоинструмента в подавляющем большинстве случаев используется именно низкий профиль. При заточке ограничителей этот параметр весьма важен, потому что с уменьшением высоты сверхдопустимых значений вибрация инструмента при работе возрастает, хотя качество пропила остаётся по-прежнему удовлетворительным. Поэтому увлекаться снижением высоты ограничителя при заточке зуба не стоит.
Угол заточки цепи бензопилы зависит от основного предназначения инструмента – для поперечного или для продольного пиления. Поскольку при продольном пилении сопротивление древесины всегда заметно выше, то и кромка зуба должна быть очень острой. Рекомендуется делать её в диапазоне 6…12° (для сравнения – при преобладании поперечного распила – до 25…30°). Естественно, в первом случае заточка должна производиться чаще, и особенно тщательно, поскольку недопустимо малый угол наклона зуба способствует его быстрому выкрашиванию при работе бензопилы. Это особенно важно для звеньев, которые изготавливаются из конструкционных легированных сталей, содержащих кремний и марганец, например, 40ХГС или 35ХГСА.
Шаблон для заточки цепи бензопилы
Приобретая бензопилу, целесообразно обзавестись и специальным шаблоном (см. рис. 3), при помощи которого можно легко установить оптимальные значения углов зуба. С его помощью контролируются значения задних углов верхнего и торцевого лезвий, а также передний угол кромки (он указывается в инструкции производителя, и может изменяться в пределах 65…80°).
Особенно важно применение шаблона для оценки значения заднего угла верхнего лезвия. Этот угол заточки цепи бензопилы определить иначе очень сложно, а между тем его необходимо выдерживать в довольно ограниченных пределах — от 50 до 60°.
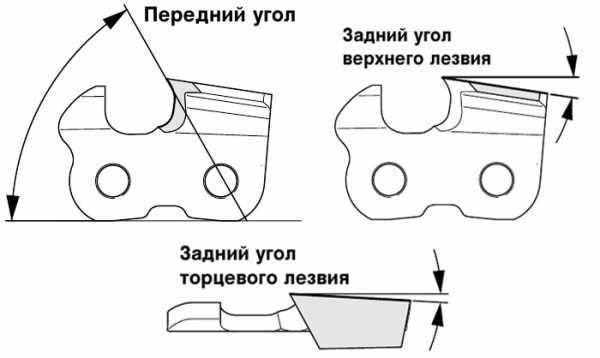
Измерение угла заточки выполняют определением угла между верхней режущей кромкой и линией, перпендикулярной к направляющей цепи.
Угол заточки цепи бензопилы можно менять, в зависимости от того, какие работы будут производиться. С увеличением твёрдости древесины, его значение должно быть меньше. В целом считается оптимальным значением угла 10…12° – при продольном распиле, и 25…30° – при поперечном распиле.

Рисунок 3 – Внешний вид шаблона для затачивания зубьев бензопилы
Заточку можно выполнять вручную, используя круглый напильник рабочим диаметром 4…5.5 мм, либо на станке. В первом случае крайне важно правильно располагать инструмент относительно затачиваемого зуба. Верхняя кромка рабочей части напильника располагается примерно на пятую часть выше верхней кромки зуба. Инструмент располагают перпендикулярно оси цепи, и под углом в 25…30° к верхней кромке зуба

Одного круглого напильника недостаточно. Для заточки ограничителя потребуется плоский напильник, а для очистки места проведения работ – крючок, снимающий образующиеся опилки. В продаже имеются также специальные державки, на которых проградуированы линии направления движения напильника относительно оси цепи. Как видно из рис. 4, державка может быть установлена на зуб сверху, и опираться на его верхнюю кромку. Поскольку высота державки адаптирована под определённый шаг цепи, то её следует выбирать применительно к бензопилам конкретных моделей и торговых марок.
Минимально необходимый комплект для того, чтобы получить верный угол заточки цепи ручным способом, представлен на рис. 5.

Рисунок 5 – Комплект заточного инструмента и приспособлений
Сначала затачиваются зубья одного направления, а затем – другого. Начинают с лёгких нажатий инструмента в направлении от себя, постепенно увеличивая нагрузку. В ходе заточки круглый напильник периодически проворачивают вдоль своей оси.
Механизированная заточка на станке
Заточка на станке значительно более удобна, и не требует высокой квалификации исполнителя. Такие станки имеют электропривод, и оснащаются специальными заточными кругами.
Для бытовой мастерской стоит приобретать компактные агрегаты, не занимающие много места при хранении, и пригодные для быстрого и качественного затачивания цепей бензопил от разных производителей. Такие агрегаты должны работать от стационарной электросети напряжением 220 В, обладать небольшим энергопотреблением (до 100 Вт) и лёгкостью своей установки на цепь.
Выбирая станок, необходимо обращать внимание на следующие его технологические характеристики:
- Возможность обработки зубьев с различной толщиной верхней кромки и разным шагом цепи;
- Возможностью регулирования угла заточки, в пределах, указанных ранее;
- Наличие сменных шлифовальных дисков;
- Постоянным значением ширины реза.
Конструкция станка проста, и включает в себя приводной электродвигатель, вал с посадочным местом для заточного диска, ручку с органами управления, приспособление для закрепления станка на цепь. Регулировка силы нажатия на затачиваемый элемент обеспечивается пружинным прижимом. Современные модели заточных станков снабжаются дифференцированным зажимом, которые предусматривает самоцентрирование изделия на станке. Для удобства проведения работ на корпусе зажима имеется измерительная шкала.
Опционно станки могут снабжаться также миниатюрной электрической лампочкой, которая производит подсветку рабочей зоны, а также гидроусилителем, облегчающим заточку.
Безопасность проведения работ обеспечивается откидным предохранительным щитком.
Использование бензопилы в работе на дачном участке в наше время – не каприз и не прихоть владельца, а жизненная необходимость. Различные работы по постройке бани или гаража, творческие задумки по улучшению садового дизайна, по ремонту дома, и тем более прозаическая заготовка дров требуют вмешательства бензопилы, а без ее наличия они зачастую превращаются в почти неразрешимую проблему.
Но, как и всякий инструмент, нуждается в уходе, одной из составляющих которого является заточка цепи. Чтобы пила никогда не подводила своего владельца, ему стоит в буквальном смысле «прислушаться» к ее работе и научиться определять момент, когда цепь необходимо наточить.
Можно заметить достаточно много признаков, которые прямо указывают на необходимость заточки пильной цепи. Это и снижение производительности, и увеличение расхода топлива. Еще одним важным отличительным признаком является уменьшение толщины стружки, вылетающей из реза. Не стоит дожидаться, пока она станет по своему виду похожа на пыль.
Интенсивность стачивания пильной цепи прямо пропорциональна частоте использования бензопилы. Имеет значение и твердость материала, с которым приходится работать, наличие сучков, опасность контакта цепи с землей, с железом, камнем и т.д.
Чем дольше длится процесс резки, тем сильнее стачивается цепь, соответственно, увеличивается нагрузка на корпус, которая приводит к износу ведущей и шины. Отсюда недалеко и до серьезных поломок, которые потребуют значительных вложений в ремонт и замену запчастей.
Лучшим решением в этом случае будет прибегнуть к услугам специалиста, который сделает это профессионально, с использованием специального оборудования. Но может возникнуть ситуация, когда воспользоваться помощью специалистов не представляется возможности. Что ж, это хороший повод научиться точить цепь самому.
Инструментарий для работы
Для затачивания цепи в домашних условиях нередко применяются различные наборы, состоящие из напильников разного сечения в комбинации с различными приспособлениями – державками, калибрами, шаблонами, крючками.
- круглый напильник – инструмент, необходимый для обработки поверхности режущего зуба;
- плоский напильник – применяют для стачивания ограничительного зуба;
- державка - устройство, позволяющее фиксировать напильник в правильном положении по отношению к цепи, задавая определенный угол наклона и высоту выступа над краем зубца;
- калибр – инструмент, посредством которого регулируется отношение высоты ограничителя глубины к высоте верхней кромки зуба;
- шаблон – универсальное устройство, совмещающее функции и державки, и калибра;
- крючок – приспособление для чистки зубьев от опилок.
Последовательность действий
Чтобы сформировать правильный навык пользования инструментами, заточку зубцов цепи производят, соблюдая последовательность этапов:
1. Шина пилы фиксируется в неподвижном положении с помощью тисков, крепящихся к столу или верстаку.
2. К цепи подбирается напильник нужного размера. Обычно его диаметр колеблется в диапазоне 4 - 5,5 мм.
3. Начало работы определяют по малому зубцу. Под его размер подгоняются все остальные цепные зубья. Рекомендуется пометить первый зуб маркером, чтобы не пойти по второму кругу.
4. К устройству прикладывается шаблон с таким расчетом, чтобы стрелка совпала с направлением движения цепи.
5. С помощью круглого напильника производятся движения по режущим зубцам строго в одном направлении. Угол наклона напильника определяют по заводским засечкам на зубьях.
6. Заточив первый зубец, переходят ко второму. Операцию повторяют для каждого последующего зубца. Для равномерного затачивания используют одинаковый нажим инструмента и одинаковое по счету количество движений.
7. Затем цепь поворачивают на 180 градусов и повторяют процесс уже для второй половины.
8. На заключительном этапе стачиваются до нужной высоты ограничительные зубцы. Делается это при помощи плоского напильника. Разница в высоте режущего зуба и зуба-ограничителя определяет глубину срезания древесины. Ее оптимальное значение составляет от 0,5 до 0,8 мм.
Результат работы можно оценить положительно, если все зубцы цепи достаточно острые и, что особенно важно, одинаковы по высоте.
Точим на станке

Заточка цепи напильником – труд кропотливый, иногда недостаточно эффективный – в том случае, если за такую работу берется неопытный человек. Результат в таком случае не стоит потраченных усилий.
Гораздо проще сменить напильник на круг, ручной труд - на автоматический. С помощью станка можно быстро и качественно наточить цепь. Специализированные станки могут помочь также в случаях, когда предполагается большой объем работы с бензопилой, а время на заточку цепи ограничено.
Заточные станки подразделяют на два вида: ручные и автоматические.
Станки с автоматикой – плюсы и минусы

Плюсы:
- наладку цепей можно произвести без особых усилий и в короткий срок;
- автоматические станки безопаснее и эффективнее ручных приспособлений;
- электростанки имеют ряд дополнительных функций.
Минусы:
- сравнительно высокая стоимость;
- электроинструмент невозможно использовать в местах, где нет источника питания.
Ремонт бензопилы своими руками в домашних условиях:
Ручные станки
Подобные станки делятся на мобильные и станционные. Принцип их работы схож с автоматическими станками.
Плюсы:
- незаменимы для работы в местах, где нет источника питания;
- сравнительно невысокая стоимость.
Минусы:
- все манипуляции по заточке требуют ручных усилий;
- заточка и отладка цепи занимают достаточно много времени.
При выборе станка стоит обратить внимание на следующие моменты:
- мощность устройства. Подбирается соответственно частоте использования бензопилы;
- комплектация поворотной головкой. Ее наличие упрощает процесс заточки.
Обратите внимание: главный плюс использования станков – возможность настройки по самому малому зубу, благодаря которой все зубья цепи будут подогнаны и заточены по одному размеру.
Этапы работы со станком

Главное в работе с заточным станком – четко следовать инструкции и соблюдать технику безопасности. Если говорить о последовательности действий вкратце, можно выделить несколько основных моментов:
1. Устанавливаем пилу в станок. Зубцы должны быть направлены на заточный диск.
2. Устанавливаем угол заточки (обычно 30°).
3. Выбираем контрольный зуб (самый короткий).
4. Производим его заточку, выставляя параметры.
5. Не меняя настроек, затачиваем остальные зубья.
6. После заточки всех зубцов проводим продувку, обрабатываем маслом.
Чтобы дольше обходиться без заточки, необходимо усвоить несколько несложных правил:
- новой цепи необходима обкатка. Производят ее посредством прокручивания цепи на малых оборотах в течение минуты. При этом происходит равномерное распределение смазки по деталям, а звездочка и цепь разогреваются и притираются друг к другу;
- новая цепь несовместима со старой приводной звездочкой, а старая, наоборот – с новой. После замены 2 цепей необходима замена звездочки;
- ограничитель глубины пропила должен быть правильно отрегулирован;
- цепь должна быть хорошо смазана. К тому же без достаточной смазки значительно сокращается срок службы бензопилы.
Ниже, мы предлагаем Вам посмотреть видео о заточке цепи бензопилы своими руками:
Цепь для пилы представляет собой последовательно соединённые звенья, имеющие специальные режущие зубья. Такая гарнитура предназначена для установки на цепную пилу. В домашних условиях самостоятельно и правильно заточить цепь не сложно, но необходимо придерживаться и определенных правил, а также пользоваться специальными приспособлениями, которые могут быть самодельные или же заводского изготовления.
Для чего и когда нужна заточка цепи бензопилы
Грамотный уход и эксплуатация оказывают значительное влияние на качественные показатели работы бензопилы и параметры производительности такого инструмента, как электропила. Качественно наточить цепь могут специалисты, но многие владельцы такого оборудования предпочитают затачивать гарнитуру сами. Проблемы, возникающие при несвоевременном затачивании цепи, могут быть следующими:
- получение кривых спилов;
- повышение расхода топлива;
- увеличение износа основных деталей бензопилы и сокращенные сроки эксплуатации зубов цепи.
Тупая цепь часто застревает в распиле, образует мелкую пылевидную стружку, заглубляется в распил со значительным усилием. В результате сильно увеличивается время, затрачиваемое на распил. При наличии таких признаков можно точить цепь своими руками, используя специальное приспособление, или станок. Гарнитуру точат как можно раньше, что позволяет минимизировать стачивание металла и продлевает срок службы.

Строение зубьев цепи инструмента
Если рассматривать строение зубьев цепи на примере в качестве шаблона », то можно наблюдать несколько важных моментов:
- зубья обладают парой кромок: верхней и боковой;
- верхняя кромка имеет угловой скос в направлении движения лезвия;
- режущие звенья представлены основанием, лопаткой зуба и ограничителем заглубления;
- лопатка обладает горизонтальным, спадающим под углом, лезвием и торцевым вертикальным лезвием;
- толщина стружки определяется разностью, которая представлена верхней ограничительной линией и передней линией на спинки зубьев;
- в стандартных условиях показатели разности могут быть в пределах 0,5-0,8 мм, но оптимальным является параметр в 0,6 мм;

- каждая последующая заточка сокращает расстояние благодаря уменьшению размера верхних граней зубьев;
- контрольные подпилы делаются через каждые шесть-восемь заточек;
- за обеспечение режущих свойств цепи отвечают угол верхней кромки в 50- 60° и задний угол на торцевом лезвии;
- передняя угловая часть формируется кромкой торцевого лезвия и может составлять порядка 60-85°.
Только хорошо и своевременно заточенная пила способна обеспечивать безопасную и высокопродуктивную работу.
Заточка цепи: основные принципы (видео)
Как заточить цепь бензопилы в домашних условиях
Показатели рабочего состояния определяются растянутостью гарнитуры, а также внешним видом стружки, образуемой в процессе пиления. У хорошо заточенной пилы в процессе работы образуются одинаковые по размерам опилки с правильной формой. В противном случае требуется выбрать способ заточки.
Станки и приспособления
В настоящее время используется ручная заточка и качественное затачивание на станке. Оба способа имеют определенные преимущества и некоторые недостатки:
- болгарка используется для затачивания достаточно часто, но важно осуществлять контроль остроты цепи, и смазывать ведущую звездочку машинным маслом. Шина периодически переставляется наоборот, что предотвратит одностороннее истирание. К преимуществам способа относится отсутствие необходимости снимать цепь с пилы, и возможность использовать визуальный подбор угла заточки;

- автоматический станок предполагает заточку в цепи исходя из нескольких несложных действий, включающих установку пилы в станок, выбор нужного угла заточки и включения двигателя пилы на полную мощность, в результате чего происходит самозатачивание об наждачный камень станка;
- ручной станок применять достаточно просто. На первом этапе осуществляется ослабление винта, зажимающего цепь, после чего настраивается подходящий для заточки угол и определяется максимальная степень заточки на основе визуального осмотра наиболее затупившегося зубца. После затачивание осуществляется продув и обработка чистым маслом.

Пошаговая инструкция по заточке своими руками напильником
Напильник или точилка позволяют осуществить заточку быстро и сделать цепь достаточно острой для выполнения работ. Диаметр круглого напильника подбирается в зависимости от шага цепи иварьируется в пределах 4- 5,2 мм. Ограничители режущих зубьев должны быть представлены плоским напильником. Кроме всего прочего нужно закрепить на участок обточки шаблон или лекало, дающее направление напильнику.
Технология заточки гарнитуры несложная, но должна выполняться согласно следующим рекомендациям:
- прочное закрепление подтачиваемой цепи;
- заточка под определенным, неизменяемым углом с выступом напильника над спинкой зуба на одну пятую от толщины;
- ход напильника должен быть плавным и не сильным, с холостым ходом при обратном движении;
- чтобы минимизировать износ одной стороны, напильник должен периодически проворачиваться;
- напильник удерживается под прямым углом к вертикальной плоскости, а угол горизонтали изменяется в пределах 10-30°;
- при стачивании нужно ориентироваться на самый короткий зуб в ряду.
Основной минус такой заточки заключается в значительных временных затратах, но недостаток нивелируется отсутствием необходимости приобретать дорогостоящее оборудование и специальный инструмент.
Как заточить цепь бензопилы напильником (видео)
Как увеличить срок эксплуатации цепи без заточки
Цепные пилы сохраняются в хорошем состоянии и надежно служат долгое время только при тщательном обслуживании:
- заправлять бензопилы нужно с применением специального масла, концентрация которого предполагает разведение бензином 92 или 95 в соотношении 1:40 или 1:50;
- перед тем, как выбрать пропорцию, нужно внимательно ознакомиться с основной информацией на этикетке;
- необходимо разводить ограниченное количество топливной смеси, а неиспользованный объём должен быть утилизирован;
- важно периодически проверять показатели зазора между ограничителем и кромочной частью зуба, а стандартные параметры должны составлять примерно 0,7 мм;
- важно осуществлять чередование самостоятельных заточек и станочное затачивание с качественным выравниванием всех углов;
- периодически нужно переставлять шину на 180 градусов, что минимизирует риск искривления и одностороннего истирания;
- систематически выполняется смазывание ведущей звездочки непосредственно перед использованием цепной пилы в работе;
- для смазки можно применять стандартное масло, заливаемое вместе с бензином в бачок, но лучше всего зарекомендовала себя марка «М8».
Требуется контролировать показатели натяжения: не должно быть избыточного тугого натяжения или провисания. Цепь должна располагаться ровно по шинному пазу.

Существует несколько правил, позволяющих выполнять работы цепной пилой безопасно и максимально эффективно:
- перед осуществлением сборки цепного инструмента и установкой цепи важно ознакомиться с правилами эксплуатации в инструкции, отметив все её особенности;
- работа с электропилами осуществляется в рукавицах и защитных очках;
- безопасность работы способна обеспечить плотная прилегающая рабочая одежда и надежная обувь;
- работа должна обязательно выполняться в устойчивом и безопасном положении;
- распиливаемый материал также должен быть расположен максимально надёжно и устойчиво.
Цепную пилу нужно вести двумя руками, постоянно контролируя процесс . Установка зубчатого упора на бревне или брусе является гарантией получения качественного спила. Перед использованием электроинструмента нужно убедиться в целостности шнура питания.
Как заточить цепь бензопилы своими руками (видео)
Современные и высококачественные бензопилы, электрические и аккумуляторные, а также ручные цепные пилы широко используются в разных работах, связанных со строительством и обработкой древесины. Производительность и показатели эффективности выполняемых работ напрямую зависят от состояния цепи, поэтому данная гарнитура должна содержаться в порядке и периодически подвергаться правильной, своевременной заточке.
Правильная эксплуатация и уход значительно влияют на качество и производительность инструмента. Для комфортной работы нужно вовремя проводить заточку цепи . Затупленную цепь можно отнести к специалистам или же заточить её своими руками, тем более что весь процесс не является особо сложным. Необходимо лишь приобрести определённую сноровку, так как зубья на ней имеют необычную форму.
Когда нужно проводить заточку и как об этом узнать
Проблемы, которые могут возникнуть из-за несвоевременного обслуживания цепи:
- кривые спилы;
- повышенный расход топлива;
- более быстрый износ ведущих деталей бензопилы и сокращение срока её эксплуатации.
 Быстрота затупления зубьев зависит от частоты использования инструмента и условий. Достаточно всего пару раз зацепить землю или камни, и уже понадобится делать заточку цепи бензопилы.
Быстрота затупления зубьев зависит от частоты использования инструмента и условий. Достаточно всего пару раз зацепить землю или камни, и уже понадобится делать заточку цепи бензопилы.
Признаки, по которым можно узнать, что цепь затупилась:
- инструмент пытается вырваться из рук, застревает;
- сыпется мелкая стружка, практически пыль;
- пила углубляется только при большом усилии;
- увеличивается время распила.
 Помимо этого, затупленные зубья можно просто внимательно осмотреть. Даже невооружённым глазом будут заметны признаки затупления.
Помимо этого, затупленные зубья можно просто внимательно осмотреть. Даже невооружённым глазом будут заметны признаки затупления.
Чем раньше проведена заточка цепи бензопилы, тем меньше металла стачивается, а значит, она дольше сможет прослужить.
Чем и как заточить зубья цепи
Зубья цепи для пилы имеют нестандартную форму. Состоят они из основания, лопатки и ограничителя глубины. Лопатка при этом имеет вертикальное лезвие и горизонтальное, спадающее под углом. Именно благодаря этим лезвиям бензопила распиливает древесину. Работают они по принципу рубанка, стёсывая кусочки, а ограничитель регулирует их толщину (разность по высоте между ним и горизонтальным лезвием и будет толщина стружки). Наточить цепь бензопилы можно ручным методом или с помощью станка.
Наборы для заточек
 Один из самых распространённых способов – это с помощью набора, состоящего из круглого и плоского напильников, державки, шаблона для ограничителя и крючка, используемого для удаления опилок. Для правильного расположения державки на неё нанесены специальные разметки, позволяющие определить верный угол для заточки. Устанавливается она на верхнюю часть зуба и ограничителя, круглый напильник при этом остаётся под ней и располагается как раз возле лезвия. Благодаря державке напильник находится на правильной высоте, а точнее, на 1/5 выступает над лезвием. Для заточки режущего зубка используют только круглые напильники, так как контур зуба имеет округлую форму.
Один из самых распространённых способов – это с помощью набора, состоящего из круглого и плоского напильников, державки, шаблона для ограничителя и крючка, используемого для удаления опилок. Для правильного расположения державки на неё нанесены специальные разметки, позволяющие определить верный угол для заточки. Устанавливается она на верхнюю часть зуба и ограничителя, круглый напильник при этом остаётся под ней и располагается как раз возле лезвия. Благодаря державке напильник находится на правильной высоте, а точнее, на 1/5 выступает над лезвием. Для заточки режущего зубка используют только круглые напильники, так как контур зуба имеет округлую форму.
Наборы необходимо приобретать, учитывая размер шага цепи. Нельзя использовать один и тот же комплект для заточки разных цепей.
Перед тем как начать точить цепь бензопилы в домашних условиях, шину нужно закрепить в тиски или с помощью струбцины, главное, чтобы пила не шевелилась во время обработки. Установив державку согласно разметкам, начинают плавно и не слишком надавливая, двигать напильник строго от себя 2-3 раза. Аналогичные действия повторяются и со всеми остальными зубцами. Напильник время от времени нужно переворачивать, чтобы не было одностороннего износа. Сила давления и количество движений для всех должно быть одинаковым, это необходимо для равномерной заточки всех зубцов. Если они будут разными, то в цепи могут образоваться трещины, что приведёт к её поломке.
Чтобы работать было удобнее, сначала затачиваются зубцы с одной стороны, а после них пилу переворачивают и выравнивают зубья с другой.
Точить начинают с самого маленького зубца, чтобы длина всех остальных была одинаковой с ним. После того, как работа по обработке лезвий закончена, переходят к ограничителям. Сверху на цепь устанавливают шаблон из комплекта в таком положении, чтобы ограничитель находился в отверстие. Выступающую часть стачивают плоским напильником.
На видео показан пример того, как точить цепь бензопилы напильником:
Есть другой набор, который вместо державки, имеет один шаблон, как для заточки лезвия, так и для стачивания ограничителя. Устанавливают его так, чтобы цепь попадала в отверстия. После чего круглый напильник накладывается сверху на ролики и подводится под лезвие. Во время заточки нужно следить, чтобы он всегда был параллельно боковым граням шаблона.
 Для ограничителя есть 2 отдельных отверстия, с надписью Soft, что значит для мягкой древесины, и Hard – для твёрдой. Выступающую часть из прорези, стачивают плоским напильником.
Для ограничителя есть 2 отдельных отверстия, с надписью Soft, что значит для мягкой древесины, и Hard – для твёрдой. Выступающую часть из прорези, стачивают плоским напильником.
Заточка проводится только от себя и плавными движениями, количество последних должно быть одинаковым для всех зубьев.
 Эта система позволяет заточить цепь за несколько секунд, даже не снимая её с шины. В комплект входит цепь PowerSharp, абразивный брус, пильная шина и заточное устройство. Для того чтобы заточить им цепь, понадобится сделать следующие 3 шага:
Эта система позволяет заточить цепь за несколько секунд, даже не снимая её с шины. В комплект входит цепь PowerSharp, абразивный брус, пильная шина и заточное устройство. Для того чтобы заточить им цепь, понадобится сделать следующие 3 шага:
- установить шину и цепь PowerSharp;
- внутри заточного устройства закрепить брус, после чего его устанавливают на шину;
- конец бензопилы упирают в какой-либо предмет и запускают на пару секунд.
В видео ниже показано более подробно, как заточить цепь бензопилы своими руками с помощью этой системы:
Ручные и электрические станки
 Если зубья сильно сточились, и режущее лезвие потеряло свою форму, то выравнивать их вручную займёт много времени. В этом случае обычно используют ручной станок или электрический с кругом для заточки. Первый тип устройства имеет вид лучковой пилы с круглым напильником. Станки бывают стационарными и мобильными, которые можно установить прямо на шину.
Если зубья сильно сточились, и режущее лезвие потеряло свою форму, то выравнивать их вручную займёт много времени. В этом случае обычно используют ручной станок или электрический с кругом для заточки. Первый тип устройства имеет вид лучковой пилы с круглым напильником. Станки бывают стационарными и мобильными, которые можно установить прямо на шину.
Настраивать необходимые параметры начинают с самого маленького зубца. После того, как все зубья заточены и выровнены, круглый напильник заменяют на плоский, чтобы провести заточку ограничителей.
 Преимущество электрических станков в том, что диск подводится прямо под затачиваемое лезвие. К тому же качество заточки в этом случае гарантированно и все зубцы будут одинакового размера.
Преимущество электрических станков в том, что диск подводится прямо под затачиваемое лезвие. К тому же качество заточки в этом случае гарантированно и все зубцы будут одинакового размера.
В видео ниже показан пример заточки бензопилы своими руками с помощью электрического станка.
Сначала всегда затачиваются лезвия, а лишь потом ограничители.
Угол заточки можно менять – это зависит от цели назначения. Для распила твёрдой древесины используют меньший угол, а для мягкой больший. В любом случае он должен быть от 25° до 35°. 10° угол применяют для цепей, предназначенных для продольного разреза.
Начало осенней уборки в саду или заготовка дров на зиму, обусловлены не только большим объёмом физических работ, но и наличием качественного, а, главное, острого инструмента.
Поэтому каждый человек начинает проверять свой рабочий инвентарь, в том числе и бензопилу, которая в процессе использования в предыдущем сезоне могла затупиться и её придётся точить. Как это сделать и что для этого понадобиться мы и попробуем разобраться более подробно.
Особенности заточки цепи бензопилы
Многие владельцы дач и частных домостроений даже и не задумываются над тем как выполнить заточку пильной цепи своими руками, так как знают, что за такой услугой можно обратиться в ближайший сервисный центр, где вопрос будет решён за считаные минуты.
Но, что делать тем людям, которые проживают в небольшом посёлке, где нет подобных сервисов, а специально ехать для этого в ближайший город дорого, долго и неудобно .
В общем, причин для самостоятельной заточки цепи бензопилы достаточно и поэтому нужно разбираться с особенностями этого процесса. То есть, научиться, как в условиях дома выполнить заточку износившейся цепи своими руками.
Для чего нужно затачивать цепи
В принципе, такой вопрос не требует разъяснений, так как все прекрасно понимают, что работать тупым инструментом, долго и неудобно, но помимо этого, существуют и другие аспекты проблемы, которые известны только специалистам.
Плюс ко всему, по технологии эксплуатации бензопил любые работы должны начинаться только с заточенными цепями, так как при распиловке древесины тупым инструментом снижается не только КПД, но и сильно изнашиваются механизмы бензопилы .
Проще говоря, приступая к любой работе, цепь бензопилы должна быть острой, а сам инструмент исправным. По утверждениям профессионалов наточенная цепь имеет намного большую важность, чем мощность мотора инструмента.
Сама процедура заточки бензопилы не слишком сложная даже своими руками, естественно, при наличии определённого опыта и инструмента. Но при этом нужно учитывать и особенности геометрии зубьев цепи, что в значительной степени затрудняет работу.
Почему происходит затупление инструмента
 Разобраться в том, что бензопила затупилась можно не только по снижению скорости распила а, и по появлению вибрации, которая передаётся рукам человека. Быстрому затуплению цепи может способствовать высокая интенсивность работы.
Разобраться в том, что бензопила затупилась можно не только по снижению скорости распила а, и по появлению вибрации, которая передаётся рукам человека. Быстрому затуплению цепи может способствовать высокая интенсивность работы.
Очень часто в процессе заготовки большого объёма дров в лесу заточку инструмента выполняют по несколько раз в день. Главная причина этого большое количество обрабатываемого материала и другие сопутствующие факторы: попадание сучков в древесине , касание бензопилой земли и других твёрдых элементов.
Работа затупленной бензопилой может спровоцировать серьёзные проблемы, которые связаны не только со снижением коэффициента полезного действия, а и увеличением расхода горючего и что ещё хуже разрушением шины и других частей инструмента из-за возникновения вибрации.
Такие проблемы могут привести к серьёзному ремонту или к необходимости приобретения нового инструмента, стоимость которого сложно отнести к бюджетной.
Во избежание подобных неприятностей с бензиновым распиловочным механизмом нужно проводить регулярное обслуживание инструмента . Затупленная пильная цепь быстро проявит себя резким снижением скорости проводимых работ, увеличением нагрузки на бензопилу, высоким уровнем вибрации, а, главное, из разреза дерева начнёт вылетать мелкая стружка.
Также на проблему указывает потемнение стружки, которая на 100% свидетельствует, что пришло время заточки инструмента.
Правила заточки цепи своими руками
Если человек хочет научиться правильно, точить цепь бензопилы, чтобы по завершении этого процесса инструмент функционировал как новый, важно следовать определённым правилам:

Также в процессе заточки бензопилы нужно правильно размещать напильник по отношению к плоскости зуба так, чтобы инструмент располагался под углом 90 градусов к вертикальным поверхностям и приблизительно 10–30° к горизонтальным плоскостям.
Как заточить пильную цепь с помощью напильника
Использование стандартного напильника сильно затрудняет процесс заточки и поэтому целесообразно купить набор инструмента в комплект, которого входит: круглый и плоский напильники, а также крючковый элемент для очистки бензопилы.
Использование такого инструмента удобно тем, что на нём нанесён специальный ориентир , позволяющий максимально корректно проводить заточку цепи. Пластина будет опираться на глубинный ограничитель и на верхнюю линию режущих зубьев, что позволит напильнику располагаться под режущими кромками.
Итак, для правильной заточки цепи бензопилы нужно просмотреть познавательное видео и придерживаться определённой последовательности работ.
- Выполняется аккуратное, но надёжное крепление шины и подбираются подходящие напильники.
- Заточка начинается таким образом, чтобы круглый напильник выступал над режущим краем зуба не более чем на 1/5.
- Движение напильника, должно быть, в одном направлении.
- После выполнения нескольких заточек нужно поправлять ограничитель пропилов.
Если рассматривать общую последовательность заточки пилы, то она заключается в следующих действиях:
- установка цепного тормоза;
- установка инструмента согласно шаблону;
- отметка начального зуба чтобы не выполнять круговую заточку;
- непосредственное проведение заточки.
Технические особенности точильного процесса
Если человек является владельцем профессионального инструмента, то постоянно своими руками затачивать его цепь крайне нежелательно. Такие мероприятия допустимы только в случае крайней необходимости.
В остальных случаях лучше доверить работу профессионалам или использовать специальный станок . Но если человек взялся за напильник, то желательно просмотреть видео о том, как заточить цепь бензопилы своими руками, а также следовать рекомендациям профессионалов:
- Не стоит прилаживать больших усилий к напильнику. Важно делать все движения плавно и аккуратно.
- Нужно выполнять постоянное проворачивание напильника. Это позволяет не только сделать заточку зубьев равномерней а, и уменьшить износ напильника.
- Заточка цепных зубьев должна происходить последовательно.
- Удобно производить заточку зубьев вначале в одном направлении, а затем в обратную сторону.
- Для каждого режущего элемента цепи важен одинаковый нажим и одинаковое количество движений напильником. Благодаря этому заточка цепи будет равномерной.
- Если зубья цепи сточены неравномерно, то ориентиром является элемент с минимальной высотой.
Наличие в цепи бензопилы разных по размеру зубьев приведёт к быстрому износу и частым поломкам всех частей инструмента.
Заточка распиловочного инструмента на станке
 Далеко не всегда произвести качественную заточку цепи распиловочного механизма можно самостоятельно с помощью круглого напильника. Очень часто происходит неравномерный износ режущих зубьев, и подогнать их под один размер вручную не получится. Поэтому с этой целью лучше использовать электрический или ручной точильный станок.
Далеко не всегда произвести качественную заточку цепи распиловочного механизма можно самостоятельно с помощью круглого напильника. Очень часто происходит неравномерный износ режущих зубьев, и подогнать их под один размер вручную не получится. Поэтому с этой целью лучше использовать электрический или ручной точильный станок.
Сложный механизм такого точильного устройства позволяет быстро и качественно заточить бензопилы. Выполнив регулировку инструмента по наименьшему зубу, производится равномерная заточка всей цепи, которая позволяет обеспечить качественную распиловку древесины в дальнейшем.
Первым делом выполняют контрольную заточку одного режущего элемента, который будет шаблоном. Далее, без смены настройки затачиваются оставшиеся зубья. При наличии в своём арсенале подобного станка проблема заточки цепи бензопилы своими руками будет снята надолго. Но перед началом работ целесообразно просмотреть видео точильного процесса и следовать правилам проведения работ.
- Ослабляется регулировочный винт зажима пильной цепи.
- Пила закрепляется на точильном станке так, чтобы направление заточного камня было устремлено в сторону затачиваемых звеньев цепи.
- Выставляется правильный угол заточки, который первоначально соответствует 30 градусам. Точные параметры определяются особенностями цепи инструмента.
- Для заточки используется несколько способов – последовательный и через зуб, который намного практичней, так как занимает намного меньше времени и не позволяет допускать ошибок.
Рассматривая видео, процесса заточки пильной цепи своими руками можно прийти к выводу, что в этом нет ничего сверхъестественного. Однако если уверенности в своих силах нет, то всегда можно обратиться за помощью к профессионалам , которые сберегут время и нервы владельца инструмента, выполнив все работы быстро и качественно.
Угол заточки цепи для продольного пиления бензопилы
Главная » Статьи » Угол заточки цепи для продольного пиления бензопилыУгол заточки цепи бензопилы. Как выбрать правильный?
Даже популярный Stihl не вечен: когда-то зубья бензопилы изнашиваются, что легко установить по характеру образующейся стружки. При затупленной режущей кромке стружка получается мелкой, потому что рабочая кромка не режет, а мнёт древесину. Естественно, что затрачиваемые оператором усилия резко возрастают. Пришло время заточить пилу. Каким образом это сделать верно – выбрать оптимальную технологию, установить, какой угол заточки зуба должен быть и как это проверить?
Внешние признаки затупившейся режущей кромки зуба бензопилы
Напомним, что зуб бензопилы имеет сложную конфигурацию (см. рис. 1), которая зависит и от направления движения цепи. У него две рабочих кромки: боковая, которая расположена перпендикулярно оси перемещения звеньев, и верхняя, расположенная под определённым углом к направлению движения цепи. Кроме того, на каждом зубе предусмотрен ограничитель, параметры которого определяют высоту снимаемой стружки. Поскольку главное усилие реза приходится именно на рабочий угол, то от того, на какой угол заточить зуб, будет зависеть вся последующая работа с инструментом.
Рисунок 1 – Функциональные части зуба бензопилы и их вид
Перед началом длительных работ с бензопилой, ей необходимо выполнить осмотр и выполнить пробное пиление, в результате которых:
- Визуально установить наличие (или отсутствие) конического участка, прилегающего к углу зуба, а также радиусного закругления на нём – основных признаков затупления (см. рис. 2).
Рисунок 2
- Проверить усилие подачи, при котором инструмент работает устойчиво, с быстрым производством реза. Для острых зубьев начальный момент внедрения зуба в древесину происходит быстро, и без значительного сопротивления материала.
- Выяснить наличие вибраций цепи во время установившегося реза – если они ощутимы, то зубья необходимо затачивать.
- Осмотреть внешний вид только что разрезанного торца (особенно, если инструмент задействован для продольного пиления). При наличии грубых сколов и вмятин цепь бензопилы подлежит заточке.
Углы заточки и конфигурация зуба бензопилы
Режущая кромка зуба характеризуется следующими параметрами:
- Шириной;
- Толщиной;
- Углом заточки.
Кроме того, каждая модель инструмента имеет свой шаг зубьев, значение которого для бытовых и полупрофессиональных моделей связано с мощностью бензопилы, и крутящим моментом, который развивает привод. Например, для продольного пиления шаг принимают меньше (например, 0,325 дюйма). Производительность работы при этом снизится, но требуемое усилие будет существенно ниже. Верхние значения шагов для бытовых бензопил принимают крайне редко, в основном, при валке деревьев с большим диаметром ствола. Мощность двигателя при этом не должна превышать 2500 Вт.
Толщина режущей кромки у большинства производителей бензопил устанавливается одинаковой, и равной 1,3 мм (бывают и кромки с толщиной 1,1 мм, но, во-первых, их крайне сложно заточить в домашних условиях, а, во-вторых, такие звенья крайне малофункциональны: их можно использовать лишь для распила тонких сучьев).
Высота цепного профиля может быть либо 0,625 мм, либо 0,762 мм, причём для бытового бензоинструмента в подавляющем большинстве случаев используется именно низкий профиль. При заточке ограничителей этот параметр весьма важен, потому что с уменьшением высоты сверхдопустимых значений вибрация инструмента при работе возрастает, хотя качество пропила остаётся по-прежнему удовлетворительным. Поэтому увлекаться снижением высоты ограничителя при заточке зуба не стоит.
Угол заточки цепи бензопилы зависит от основного предназначения инструмента – для поперечного или для продольного пиления. Поскольку при продольном пилении сопротивление древесины всегда заметно выше, то и кромка зуба должна быть очень острой. Рекомендуется делать её в диапазоне 6…12° (для сравнения – при преобладании поперечного распила – до 25…30°). Естественно, в первом случае заточка должна производиться чаще, и особенно тщательно, поскольку недопустимо малый угол наклона зуба способствует его быстрому выкрашиванию при работе бензопилы. Это особенно важно для звеньев, которые изготавливаются из конструкционных легированных сталей, содержащих кремний и марганец, например, 40ХГС или 35ХГСА.
Шаблон для заточки цепи бензопилы
Приобретая бензопилу, целесообразно обзавестись и специальным шаблоном (см. рис. 3), при помощи которого можно легко установить оптимальные значения углов зуба. С его помощью контролируются значения задних углов верхнего и торцевого лезвий, а также передний угол кромки (он указывается в инструкции производителя, и может изменяться в пределах 65…80°).
Особенно важно применение шаблона для оценки значения заднего угла верхнего лезвия. Этот угол заточки цепи бензопилы определить иначе очень сложно, а между тем его необходимо выдерживать в довольно ограниченных пределах — от 50 до 60°.
Измерение угла заточки выполняют определением угла между верхней режущей кромкой и линией, перпендикулярной к направляющей цепи.
Угол заточки цепи бензопилы можно менять, в зависимости от того, какие работы будут производиться. С увеличением твёрдости древесины, его значение должно быть меньше. В целом считается оптимальным значением угла 10…12° – при продольном распиле, и 25…30° – при поперечном распиле.
Рисунок 3 – Внешний вид шаблона для затачивания зубьев бензопилы
Заточку можно выполнять вручную, используя круглый напильник рабочим диаметром 4…5.5 мм, либо на станке. В первом случае крайне важно правильно располагать инструмент относительно затачиваемого зуба. Верхняя кромка рабочей части напильника располагается примерно на пятую часть выше верхней кромки зуба. Инструмент располагают перпендикулярно оси цепи, и под углом в 25…30° к верхней кромке зуба
Одного круглого напильника недостаточно. Для заточки ограничителя потребуется плоский напильник, а для очистки места проведения работ – крючок, снимающий образующиеся опилки. В продаже имеются также специальные державки, на которых проградуированы линии направления движения напильника относительно оси цепи. Как видно из рис. 4, державка может быть установлена на зуб сверху, и опираться на его верхнюю кромку. Поскольку высота державки адаптирована под определённый шаг цепи, то её следует выбирать применительно к бензопилам конкретных моделей и торговых марок.
Минимально необходимый комплект для того, чтобы получить верный угол заточки цепи ручным способом, представлен на рис. 5.
Рисунок 5 – Комплект заточного инструмента и приспособлений
Сначала затачиваются зубья одного направления, а затем – другого. Начинают с лёгких нажатий инструмента в направлении от себя, постепенно увеличивая нагрузку. В ходе заточки круглый напильник периодически проворачивают вдоль своей оси.
Механизированная заточка на станке
Заточка на станке значительно более удобна, и не требует высокой квалификации исполнителя. Такие станки имеют электропривод, и оснащаются специальными заточными кругами.
Для бытовой мастерской стоит приобретать компактные агрегаты, не занимающие много места при хранении, и пригодные для быстрого и качественного затачивания цепей бензопил от разных производителей. Такие агрегаты должны работать от стационарной электросети напряжением 220 В, обладать небольшим энергопотреблением (до 100 Вт) и лёгкостью своей установки на цепь.
Выбирая станок, необходимо обращать внимание на следующие его технологические характеристики:
- Возможность обработки зубьев с различной толщиной верхней кромки и разным шагом цепи;
- Возможностью регулирования угла заточки, в пределах, указанных ранее;
- Наличие сменных шлифовальных дисков;
- Постоянным значением ширины реза.
Конструкция станка проста, и включает в себя приводной электродвигатель, вал с посадочным местом для заточного диска, ручку с органами управления, приспособление для закрепления станка на цепь. Регулировка силы нажатия на затачиваемый элемент обеспечивается пружинным прижимом. Современные модели заточных станков снабжаются дифференцированным зажимом, которые предусматривает самоцентрирование изделия на станке. Для удобства проведения работ на корпусе зажима имеется измерительная шкала.
Опционно станки могут снабжаться также миниатюрной электрической лампочкой, которая производит подсветку рабочей зоны, а также гидроусилителем, облегчающим заточку.
Безопасность проведения работ обеспечивается откидным предохранительным щитком.
proinstrumentinfo.ru
Заточка цепи для продольного пиления
Бензопилу можно назвать довольно распространенным инструментом, который применяется для резания дерева. Механическая обработка в рассматриваемом случае осуществляется за счет специальной пильной цепи, фиксация которых проводится на специальной шине. Длительная и неправильная эксплуатация довольно часто становится причиной, по которой приходится проводить демонтаж и заточку. При этом со снятием цепи для продольного пиления и ее надеванием сегодня не возникает проблем, то с непосредственной заточкой все же есть проблемы. Рассмотрим особенности подобной процедуры подробнее.
Пильные цепи для продольного пиления бензопилой
Современная цепь для продольного пиления представлена достаточно сложной конструкцией, которая изготавливается при применении высококачественной стали, характеризующейся повышенной износоустойчивостью и коррозионной стойкостью. Среди особенностей можно отметить следующее:
- Конструкция представлена отдельными звеньями, которые соединены между собой особым способом. За счет этого обеспечивается высокий уровень гибкости, цепь для продольного пиления может повторять сложную форму шины.
- Есть несколько различных пластин по предназначению: режущие, направляющие и соединительные. Режущие проводят непосредственное снятие материала.
Естественный процесс эксплуатации становится причиной, по которой происходит износ режущих пластин. Кроме этого, нарушение рекомендаций по эксплуатации также могут привести к подобному результату, к примеру, если в зону резания попал грунт.
Именно поэтому все обладатели подобного инструмента должны уделить внимание тому, каким именно образом проводится заточка.
Внешние признаки тупой режущей кромки зуба бензопилы
Заточка цепи для продольного пиления, как правило, проводится исключительно при износе, периодически процедура выполняется крайне редко. Именно поэтому нужно знать то, какие именно признаки указывают о необходимости проведения подобной процедуры. Среди особенностей рассматриваемого вопроса отметим следующее:
- Зуб цепи продольного пиления бензопилы характеризуется сложной конфигурацией, поэтому просто при визуальном осмотре определить дефекты не получится.
- Для проверки состояния зубьев проводится пробное пиление. Если при выполнении подобной работы возникает вибрация, то это указывает на необходимость заточки.
- Определить состояние цепи для продольного пиления можно также при визуальном осмотре стружки. Грубая стружка и вмятины также указывают на необходимость проведения обслуживания.
- Сила нажима бензопилы также учитывается при оценке состояния цепи. Вначале при пилении пластины легко входят в материал, но при сильном износе даже в начале приходится прикладывать силу.
При визуальном осмотре также могут быть выявлены закругления и конические участки, которые указывают на износ цепи и другие дефекты. Однако, подобный признак может выявить исключительно специалист с большим опытом.
Углы шлифования и конфигурация зубьев пилы
Как ранее было отмечено, рассматриваемое изделие характеризуется довольно сложной конфигурацией. Среди особенностей современных вариантов исполнения можно отметить следующие моменты:
- Выбор цепи для продольного пиления проводится для конкретной модели бензопилы, так как конфигурация во многом зависит от мощности и некоторых других моментов.
- Для продольного распиливания шаг расположения режущих пластин составляет 0,325 дюйма. За счет этого обеспечивается высокая стабильность на момент работы.
- Режущая кромка может иметь толщину 1,3 мм. В продаже встречаются также варианты исполнения, которые имеют толщину около 1,1 мм, но их сложно заточить в домашних условиях. Кроме этого, небольшая толщина позволяет проводить резание не толстых веток.
- Уделяется внимание и высоте профиля, которая варьирует в диапазоне от 0,625 до 0,762 мм. Для бытовых вариантов исполнения подходит вариант исполнения с низким профилем. Этот показатель определяет вероятность появления вибрации на момент пиления.
Угол заточки цепи бензопилы во многом зависит от цели инструмента, так как некоторые подходят для поперечной резки, другие для распиловки. Продольная стойкость древесины к пилению весьма высокая, поэтому края должны быть весьма острыми. Рекомендуемый угол заточки составляет 6-12°. Разница углов распила выбирается в зависимости от поставленной задачи, а также некоторых других моментов.
При выполнении работы не стоит забывать о том, что слишком малый показатель заточки становится причиной быстрого измельчения кромки. Этот момент наиболее важный в случае, когда изделие изготавливается при применении легированных сталей, к примеру, марки 40ХГС.
Шаблон заточки цепной пилы
Для существенного упрощения процедуры рекомендуется приобрести специальный шаблон, за счет которого существенно упрощается процедура установки требуемого угла. Подобный инструмент позволяет проверять показатель задних углов конической и верхней лопатки, а также переднего края режущей кромки.
Специалисты указывают на то, что наиболее важно использовать шаблон для контроля заднего угла. Это связано со сложностью изменения этого показателя, при этом он должен выдерживаться в строгом диапазоне.
Довольно распространенным показателем можно назвать угол измельчения, который также изменяется в зависимости от поставленной задачи.
Слишком высокая твердости материала определяет необходимость уменьшения подобного показателя. Специалисты указывают на то, что оптимальное значение варьирует в пределе от 10 до 12°.
Механизированная заточка на машине
Довольно большое распространение получили специальные инструменты, которые могут применяться для упрощения процедуры. Подобные машины оснащаются специальным электрическим приводом и шлифовальными кругами с повышенной износоустойчивостью.
Для применения в домашних условиях подходит инструмент небольших размеров. Такие устройства могут питаться от сети 220 В, и при этом показатель электропотребления составляет 100 Вт. Установка цепи довольно проста, процедура заточки может проводится даже без наличия специальной подготовки.
При выборе машины уделяется внимание нижеприведенным моментам:
- Регулировка угла заточки в определенном требуемом диапазоне.
- Возможность обработки цепи с различным шагом и толщиной режущей кромки.
- Особенности процедуры смены шлифовальных дисков.
- Контроль значения ширины реза.
- Мощность установленного электрического двигателя и показатель энергопотребления.
Кроме этого, рекомендуется уделять популярности бренда, так как от этого зависит срок службы и многие другие моменты.
В заключение отметим, что допущенные ошибки на момент заточки могут стать причиной повышенного износа цепи. Именно поэтому при частом использовании инструмента и отсутствии требующей машины для заточки рекомендуется доверить работу профессионалам, которые предоставляют соответствующие услуги.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Угол заточки цепи бензопилы для продольного пиления
Заточка цепи для продольного пиления ручным приспособлением » Похожие видео
Перетачиваем пильную цепь для распиловки древесины вдоль волокон. Готовим пильную гарнитуру к работе с самодельным рейсмусным приспособлением для цепных пил. Инструменты: напильник с направляющей (обойма напильников, державка напильника) Champion, поставляется в комплекте к бензопиле Champion 254-18. Стандартный угол заточки режущей кромки зуба для пильных цепей предназначенных для распиловки древесины поперек волокон составляет 35^. Для распиловки древесины вдоль волокон требуется угол от 10^. Найти такую цепь вне районов связанных с лесозаготовительными работами достаточно сложно. Цепи такого типа в основном продаются в бухтах по несколько метров, что достаточно дорого для непрофессионального использования. В готовом варианте, для бензопилы Champion 254-18, мне удалось найти лишь одну цепь — цепь с напайками Stihl Rapid Duro 3 0.325-1,5-72зв. По этой причине принято решение использовать распространенную пильную цепь переточив под распиловку вдоль волокон. Не забываем сточить ограничитель глубины пропила https://youtu.be/k25ztzraRzE . Исчерпывающая информация по подбору уходу и обслуживанию пильных цепей находится тут: http://www.stihl.ru/p/media/download/ru-ru/saegekette_schaerfen.pdf
Информация по уходу за пильной цепью, шиной и определению неисправностей при использовании цепных пил на пилорамах от компании Logosol тут: http://www.logosolinfo.ru/cms/downloads/skarutrustning_1-16_web.pdf
Ролик относится к категории домашнего видео. Все комментарии содержащие оскорбления в чей либо адрес и ненормативную лексику будут удаляться без объяснения причины. Спасибо за понимание!
Сравнительный тест цепей для продольного и поперечного пиления Заточка цепи Как заточить цепь для бензопилы за 60 секунд ! Автоматическая система заточки цепи Oregon Powersharp Как правильно заточить цепь бензопилы — Обслуживание бензопилы. Часть 3 заточка цепи для бензопилы. Переточка пильной цепи с поперечной на продольную Пилорама из бензопилы двух досок и саморезов Homemade Chainsaw Milling как заточить цепь бензопилы вручную не снимая с шины круглым напильником. Stihl. своими руками Видеоинструкция по заточке цепей для бензопил Заточка цепи! Несколько способов заточить цепь Stihl для бензопилы. Пильные цепи STIHL Точим свёрла ПО-НОВОМУ ! Самодельная пилорама из бензопилы Распил дерева на месте Как заточить цепь бензопилы. Заточка цепи на бензопиле своими руками Заточка цепи для продольного пиления Заточка цепной пилы с помощью болгарки Заточка цепи бензопилы, электропилы. Как просто заточить цепь Приспособление для продольного распила бревен и бруса Заточка цепи бензопилы напильником и PowerSharp Заточка цепи на бензопиле своими руками Заточка цепной пилы с помощью Дремеля Как заточить цепь бензопилы \How to hone a chain of chainsaw
Пара слов о заточке цепей для бензопил
Бензопила является незаменимым помощником на загородном участке, независимо от его размеров и возраста сада. Но мало просто стать владельцем хорошего инструмента, еще необходимо обеспечить правильную его работу. Самым сложным моментом является заточка цепей для бензопил. Здесь требуется изучение их устройства и умение правильно пользоваться вспомогательными инструментами.
Содержание
Определить, когда пора приступать к процедуре, довольно просто. При хорошо заточенном инструменте не требуется прилагать больших усилий, чтобы он вошел в дерево. Как только необходимо увеличивать интенсивность нажатия, нужна заточка пильной цепи. Чрезмерная изношенность влияет и на другие важные показатели:
- снижается производительность;
- возрастает напряжение в теле;
- увеличивается расход топлива;
- повышается нагрузка на все звенья, сокращая срок эксплуатации оборудования.
При своевременной заточке снимается меньше металла, а значит, срок службы цепи увеличивается.
Бензопила станет лучшим помощником на загородном участке
Хорошо заточенная пила обеспечивает безопасную и продуктивную работу. Этим она практически не отличается от других режущих инструментов. А вот множество зубьев и сложность их строения превращают заточку в кропотливый процесс. При наличии необходимого инструмента выполнить работу можно самостоятельно. Но перед тем как заточить цепь бензопилы, необходимо изучить строение инструмента, особенно зубьев.
- Зуб имеет две кромки: верхнюю и боковую. Первая скошена под углом по направлению движения лезвия.
- Режущее звено состоит из основания, лопатки зуба, ограничителя глубины. Лопатка, в свою очередь, имеет горизонтальное, спадающее назад под углом, лезвие и торцевое вертикальное.
- Разность между верхней линией ограничителя глубины и передней линией спинки зуба определяет толщину стружки. Обычно это 0,5-0,8 мм (в идеале 0,6 мм). С каждой заточкой это расстояние сокращается из-за уменьшения верхней грани зуба. Поэтому необходимо делать контрольный подпил через 6-8 заточек.
- Именно углы обеспечивают режущие свойства цепи.
Задний угол верхней кромки – самый важный. Его величина может быть от 50 до 60°.
Задний угол торцевого лезвия формирует сужающаяся назад лопатка зуба. Он играет роль в боковом обрезании стружки.
Передний угол формирует кромка торцевого лезвия с поверхностью скольжения режущего звена. В зависимости от типа цепи его величина составляет 60-85°.
Зуб цепи имеет сложное строение, но после изучения его легко будет заточить
Угол заточки определяют измерением под прямым углом от верхней режущей кромки к направляющей шине.
Важно! Углы заточки цепей бензопил могут быть разными, но надо запомнить основное правило. При распиле дерева мягкой породы (непромерзлого) производительность выше, чем больше угол. А сгладить вибрацию при распиле твердой древесины (или промерзшей) можно при уменьшении угла заточки. При этом наименьший показатель составляет 25°, а самый высокий 35°. Только у цепей для продольного распила угол заточки равен 10°.
Напильник необходимо держать под определенным углом
Периодичность манипуляций зависит от частоты использования техники. При работе на личном подворье процедура может понадобиться только через несколько месяцев, а вот при функционировании бензопилы в профессиональных целях и трех раз в день бывает недостаточно.
Определить рабочее состояние цепи можно по ее растянутости и виду стружки, которая образуется при пилении. Если пила хорошо заточена, выходят одинаковые опилки правильной формы. Если затуплена – стружка мелкая и острая, с большим количеством древесной пыли (похожа на опилки, образуемые при работе обычной ножовкой).
Важно! Цепь тупится быстрее, если столкнется с грунтом. Причем, достаточно одного касания.
Если это произошло неожиданно, и вы не знаете, где заточить цепь бензопилы, тогда придется осваивать навыки самостоятельно.
Для заточки цепи в домашних условиях продается специальный набор. Его стоит приобрести вместе с бензопилой, чтобы не пришлось бросить работу и ехать в город, если техника «пропашет» землю.
Набор для заточки цепи стоит приобрести одновременно с бензопилой
Необходимый инструмент можно подобрать и самому. Это должны быть цилиндрический (к нему прилагается державка, которая «подскажет», по какой линии направить инструмент) и плоский напильники, шаблон, крючок для изъятия от стружки. Значительно упростят процесс тиски (освободят руки).
Чтобы прошла успешно первая заточка цепи бензопилы, видео станет наглядным пособием и лучшим помощником.
Зубья удобнее обрабатывать через один. Сначала затачиваются режущие. Для этого накладывается шаблон. Его стрелки должны указывать на направление движения цепи. При заточке нажимать надо на переднюю часть, делая небольшой уклон к поверхности шины. Движения должны производиться легко и размеренно, по одинаковому количеству раз на каждый участок. Один зуб надо затачивать слева, другой справа.
Важно! Если длина зубьев отличается, необходимо стачивать все до длины самого короткого.
Положение цилиндрического тонкого напильника должно быть таким, чтобы его край немного выступал за верхнюю грань зуба и располагался под прямым углом.
Чтобы сточить зуб-ограничитель, следует пользоваться тонким напильником. Шаблоном не стоит пренебрегать. Отметки на нем подскажут, как правильно заточить цепь бензопилы, чтобы не появились лишние отходы и не увеличилась вибрация:
- S (Soft) определяет угол для работы с древесиной мягких пород;
- H (Hard) – с твердыми или промерзлыми породами.
Во время заточки зубцов их внутренние отверстия становятся шире. Именно этот параметр на производительность не оказывает влияния, а вот основания отверстий должны располагаться горизонтально.
Даже если работа спорится и не является такой утомительной как в первый раз, все равно надо принять все меры, чтобы реже заниматься этой процедурой без ущерба для нормального функционирования техники.
- Обкатывать новую цепь перед использованием. Для этого после установки следует прогнать ее в течение 1 минуты на малых оборотах и столько же на средних. Такие манипуляции обеспечат смазывание всех деталей маслом, разогреют звездочку и цепь. Также получится проверить натяжение. При необходимости ее регулировки надо подождать пока инструмент остынет, а после необходимых действий снова прогреть холостым ходом.
- Не использовать новую цепь со старой ведущей звездочкой и наоборот. Менять звездочку после стачивания двух цепей.
- Постоянно следить за натяжением цепи. Растянутая может соскользнуть и поранить оператора.
- Ограничитель глубины пропила должен быть всегда заправлен и отрегулирован. Проверять это необходимо при каждой четвертой заточке.
- Обеспечить постоянную подачу масла хорошего качества и в достаточном количестве для цепи, направляющей шины и звездочки. Они должны быть смазаны постоянно.
Но даже хороший мастер не всегда может обойтись ручным способом. Если бензопилой пользовались, не придавая значения заточке цепи, ее режущая кромка становится совершенно бесформенной. Тогда рациональнее использовать станок. Они бывают нескольких видов.
С таким приспособлением заточить один зуб можно за 3 движения
- Ручной станок представляет собой скорее приспособление для заточки цепей для бензопил, чем станок. Его рабочая часть напоминает лучковую пилу. Только вместо режущего полотна вставлен длинный цилиндрический напильник. Механизм настройки довольно сложный, но позволяет установить все необходимые параметры. Для обработки одного зуба достаточно 2-3-х движений.
- Электрический оборудован абразивным диском. Системой настройки позволяет точно установить цепь под определенным углом, подводит диск к затачиваемой кромке. Дополнением может быть защитный экран, который предотвратит попадание искр и стружки в глаза.
Электрический станок обеспечивает высокую точность и быстрое выполнение работы
Лучше всего с работой справится автоматический станок для заточки цепей. Но не всегда рядом есть такое оборудование и опытный специалист, который сможет быстро провести работу. Процесс освоения ручного способа заточки займет определенное время, но навыки останутся «на всю жизнь»: личная бензопила всегда будет в идеальном состоянии, да и соседи станут обращаться за помощью или советом.
Рекомендуем похожие статьи
Погружные насосы для воды: как выбрать и как установить
Угол заточки цепи бензопилы. Как выбрать правильный?
Даже популярный Stihl не вечен: когда-то зубья бензопилы изнашиваются, что легко установить по характеру образующейся стружки. При затупленной режущей кромке стружка получается мелкой, потому что рабочая кромка не режет, а мнёт древесину. Естественно, что затрачиваемые оператором усилия резко возрастают. Пришло время заточить пилу. Каким образом это сделать верно – выбрать оптимальную технологию, установить, какой угол заточки зуба должен быть и как это проверить?
Внешние признаки затупившейся режущей кромки зуба бензопилы
Напомним, что зуб бензопилы имеет сложную конфигурацию (см. рис. 1), которая зависит и от направления движения цепи. У него две рабочих кромки: боковая, которая расположена перпендикулярно оси перемещения звеньев, и верхняя, расположенная под определённым углом к направлению движения цепи. Кроме того, на каждом зубе предусмотрен ограничитель, параметры которого определяют высоту снимаемой стружки. Поскольку главное усилие реза приходится именно на рабочий угол, то от того, на какой угол заточить зуб, будет зависеть вся последующая работа с инструментом.
Рисунок 1 – Функциональные части зуба бензопилы и их вид
Перед началом длительных работ с бензопилой, ей необходимо выполнить осмотр и выполнить пробное пиление, в результате которых:
- Визуально установить наличие (или отсутствие) конического участка, прилегающего к углу зуба, а также радиусного закругления на нём – основных признаков затупления (см. рис. 2).
- Проверить усилие подачи, при котором инструмент работает устойчиво, с быстрым производством реза. Для острых зубьев начальный момент внедрения зуба в древесину происходит быстро, и без значительного сопротивления материала.
- Выяснить наличие вибраций цепи во время установившегося реза – если они ощутимы, то зубья необходимо затачивать.
- Осмотреть внешний вид только что разрезанного торца (особенно, если инструмент задействован для продольного пиления). При наличии грубых сколов и вмятин цепь бензопилы подлежит заточке.
Углы заточки и конфигурация зуба бензопилы
Режущая кромка зуба характеризуется следующими параметрами:
Кроме того, каждая модель инструмента имеет свой шаг зубьев, значение которого для бытовых и полупрофессиональных моделей связано с мощностью бензопилы, и крутящим моментом, который развивает привод. Например, для продольного пиления шаг принимают меньше (например, 0,325 дюйма). Производительность работы при этом снизится, но требуемое усилие будет существенно ниже. Верхние значения шагов для бытовых бензопил принимают крайне редко, в основном, при валке деревьев с большим диаметром ствола. Мощность двигателя при этом не должна превышать 2500 Вт.
Толщина режущей кромки у большинства производителей бензопил устанавливается одинаковой, и равной 1,3 мм (бывают и кромки с толщиной 1,1 мм, но, во-первых, их крайне сложно заточить в домашних условиях, а, во-вторых, такие звенья крайне малофункциональны: их можно использовать лишь для распила тонких сучьев).
Высота цепного профиля может быть либо 0,625 мм, либо 0,762 мм, причём для бытового бензоинструмента в подавляющем большинстве случаев используется именно низкий профиль. При заточке ограничителей этот параметр весьма важен, потому что с уменьшением высоты сверхдопустимых значений вибрация инструмента при работе возрастает, хотя качество пропила остаётся по-прежнему удовлетворительным. Поэтому увлекаться снижением высоты ограничителя при заточке зуба не стоит.
Угол заточки цепи бензопилы зависит от основного предназначения инструмента – для поперечного или для продольного пиления. Поскольку при продольном пилении сопротивление древесины всегда заметно выше, то и кромка зуба должна быть очень острой. Рекомендуется делать её в диапазоне 6…12° (для сравнения – при преобладании поперечного распила – до 25…30°). Естественно, в первом случае заточка должна производиться чаще, и особенно тщательно, поскольку недопустимо малый угол наклона зуба способствует его быстрому выкрашиванию при работе бензопилы. Это особенно важно для звеньев, которые изготавливаются из конструкционных легированных сталей, содержащих кремний и марганец, например, 40ХГС или 35ХГСА.
Шаблон для заточки цепи бензопилы
Приобретая бензопилу, целесообразно обзавестись и специальным шаблоном (см. рис. 3), при помощи которого можно легко установить оптимальные значения углов зуба. С его помощью контролируются значения задних углов верхнего и торцевого лезвий, а также передний угол кромки (он указывается в инструкции производителя, и может изменяться в пределах 65…80°).
Особенно важно применение шаблона для оценки значения заднего угла верхнего лезвия. Этот угол заточки цепи бензопилы определить иначе очень сложно, а между тем его необходимо выдерживать в довольно ограниченных пределах — от 50 до 60°.
Измерение угла заточки выполняют определением угла между верхней режущей кромкой и линией, перпендикулярной к направляющей цепи.
Угол заточки цепи бензопилы можно менять, в зависимости от того, какие работы будут производиться. С увеличением твёрдости древесины, его значение должно быть меньше. В целом считается оптимальным значением угла 10…12° – при продольном распиле, и 25…30° – при поперечном распиле.
Рисунок 3 – Внешний вид шаблона для затачивания зубьев бензопилы
Заточку можно выполнять вручную, используя круглый напильник рабочим диаметром 4…5.5 мм, либо на станке. В первом случае крайне важно правильно располагать инструмент относительно затачиваемого зуба. Верхняя кромка рабочей части напильника располагается примерно на пятую часть выше верхней кромки зуба. Инструмент располагают перпендикулярно оси цепи, и под углом в 25…30° к верхней кромке зуба
Одного круглого напильника недостаточно. Для заточки ограничителя потребуется плоский напильник, а для очистки места проведения работ – крючок, снимающий образующиеся опилки. В продаже имеются также специальные державки, на которых проградуированы линии направления движения напильника относительно оси цепи. Как видно из рис. 4, державка может быть установлена на зуб сверху, и опираться на его верхнюю кромку. Поскольку высота державки адаптирована под определённый шаг цепи, то её следует выбирать применительно к бензопилам конкретных моделей и торговых марок.
Минимально необходимый комплект для того, чтобы получить верный угол заточки цепи ручным способом, представлен на рис. 5.
Рисунок 5 – Комплект заточного инструмента и приспособлений
Сначала затачиваются зубья одного направления, а затем – другого. Начинают с лёгких нажатий инструмента в направлении от себя, постепенно увеличивая нагрузку. В ходе заточки круглый напильник периодически проворачивают вдоль своей оси.
Механизированная заточка на станке
Заточка на станке значительно более удобна, и не требует высокой квалификации исполнителя. Такие станки имеют электропривод, и оснащаются специальными заточными кругами.
Для бытовой мастерской стоит приобретать компактные агрегаты, не занимающие много места при хранении, и пригодные для быстрого и качественного затачивания цепей бензопил от разных производителей. Такие агрегаты должны работать от стационарной электросети напряжением 220 В, обладать небольшим энергопотреблением (до 100 Вт) и лёгкостью своей установки на цепь.
Выбирая станок, необходимо обращать внимание на следующие его технологические характеристики:
- Возможность обработки зубьев с различной толщиной верхней кромки и разным шагом цепи;
- Возможностью регулирования угла заточки, в пределах, указанных ранее;
- Наличие сменных шлифовальных дисков;
- Постоянным значением ширины реза.
Конструкция станка проста, и включает в себя приводной электродвигатель, вал с посадочным местом для заточного диска, ручку с органами управления, приспособление для закрепления станка на цепь. Регулировка силы нажатия на затачиваемый элемент обеспечивается пружинным прижимом. Современные модели заточных станков снабжаются дифференцированным зажимом, которые предусматривает самоцентрирование изделия на станке. Для удобства проведения работ на корпусе зажима имеется измерительная шкала.
Опционно станки могут снабжаться также миниатюрной электрической лампочкой, которая производит подсветку рабочей зоны, а также гидроусилителем, облегчающим заточку.
Безопасность проведения работ обеспечивается откидным предохранительным щитком.
Заточка цепи для продольного пиления ручным приспособлением
Перетачиваем пильную цепь для распиловки древесины вдоль волокон. Готовим пильную гарнитуру к работе с самодельным рейсмусным приспособлением для цепных пил. Инструменты: напильник с направляющей (обойма напильников, державка напильника) Champion, поставляется в комплекте к бензопиле Champion 254-18. Стандартный угол заточки режущей кромки зуба для пильных цепей предназначенных для распиловки древесины поперек волокон составляет 35^. Для распиловки древесины вдоль волокон требуется угол от 10^. Найти такую цепь вне районов связанных с лесозаготовительными работами достаточно сложно. Цепи такого типа в основном продаются в бухтах по несколько метров, что достаточно дорого для непрофессионального использования. В готовом варианте, для бензопилы Champion 254-18, мне удалось найти лишь одну цепь — цепь с напайками Stihl Rapid Duro 3 0.325-1,5-72зв. По этой причине принято решение использовать распространенную пильную цепь переточив под распиловку вдоль волокон. Не забываем сточить ограничитель глубины пропила https://youtu.be/k25ztzraRzE . Исчерпывающая информация по подбору уходу и обслуживанию пильных цепей находится тут: http://www.stihl.ru/p/media/download/ru-ru/saegekette_schaerfen.pdf
Информация по уходу за пильной цепью, шиной и определению неисправностей при использовании цепных пил на пилорамах от компании Logosol тут: http://www.logosolinfo.ru/cms/downloads/skarutrustning_1-16_web.pdf
Ролик относится к категории домашнего видео. Все комментарии содержащие оскорбления в чей либо адрес и ненормативную лексику будут удаляться без объяснения причины. Спасибо за понимание!
Вы уверены, что хотите пожаловаться на данный отзыв?
Комментарии
Отзывов пока нет.
Добавить комментарий
Рекомендуем поискать ещё видео по теме: Заточка цепи для
Интересное в сети
Рекомендуемое видео
Последнее обсуждалось
© 2011-2017 www.fassen.net-Видео сёрфинг Сайт может содержать контент, не предназначенный для лиц моложе 18 лет .
Цепи для бензопилы. Как выбрать? Как устроена? Видео.
Want create site? Find Free WordPress Themes and plugins.
Лесорубов-профессионалов и новичков в этом деле отличает между собой то, что первые точно понимают, как определить качество бензопилы. Брать в расчет одну только мощность устройства смысла мало, так как определяющее значение имеет конфигурация режущего элемента. В случае с бензопилой, этим элементом является цепь, которая состоит из режущих, ведущих и соединительных звеньев. Режущее звено включает в себя ограничитель глубины и саму режущую часть, работа которого чем-то похожа на рубанок, то есть, толщина стружки зависит от того, насколько сильно будет выдвинута верхняя кромка. Ведущее звено берет на себя функцию вращения цепи по пазу и распределение смазывающего вещества, а соединительные звенья предназначены для того, чтобы соединить остальные элементы цепи между собой. Их конструирование происходит всегда под строгим углом, то же самое относится и к последующей заточке, так как малейшее изменение угла в ту или иную сторону приведет к тому, что бензопила не будет работать.
Первый раз подобные инструменты стали использоваться еще в 1920 году, но тогда зубья были плоскими и прямыми, что не могло не сказаться на конечном результате резки, да и работать с такой пилой было достаточно трудно. Определенный прорыв в данной области случился в 1947 году, когда был введен принципиально новый тип зубьев цепи — Г-образная форма позволила выполнять распил материала значительно быстрее, кроме того, процесс заточки зубьев упростился, поэтому неудивительно, что изобретение Джозефа Кокса, который и предложил такую идею, за короткий срок стало лидером продаж. Если рассматривать именно наши дни, то до нас дошел практически такой же вариант бензопилы, в основе которой лежит цепная система с серпообразным режущим профилем, для которого тип древесины не играет существенной роли.
На что обращать внимание при подборе пильной цепи ?
Среди ключевых характеристик пильной цепи выделяется ее шаг, толщина хвостовика или ведущего звена, глубина резания и размер профиля, а также длина цепи. Также в расчет следует принимать направление распила. Именно от этих параметров нужно отталкиваться, когда приобретается цепь взамен износившейся, или же когда требуется приобрести цепь для каких-то особенных нужд. Чтобы не ошибиться, можно посмотреть в паспорт устройства, где производитель указывает основные параметры пилы. Если же речь идет о первоначальной покупке инструмента, то эти сами параметры должны соответствовать целям использования бензопилы.
Данный параметр представляет собой значение в миллиметрах, хотя в документации принято писать дюймы. Вычисляется он посредством деления на 2 расстояния между тремя заклепками. Именно от этой характеристики принято разделять полотна на несколько основных групп:
- Шаг в 0,25 дюйма (6,35 мм) используется в устройствах с минимальной мощностью, которые подходят исключительно для дачных работ. Габаритные бревна с таким шагом распилить не получится. Цепи для бензопил с таким шагом мало распространены.
- Следующие две группы, где используется шаг в 0,325 и 0,375 дюйма (8,25 и 9,3 мм соответственно) являются наиболее распространенными из всех, так как примерно 70% всех бензопил, которые выпускаются в мире, входят в эти группы. Соответственно, они могут быть использованы для большинства существующих бытовых задач. Но есть одна маленькая хитрость! Так как перепутать цифры 0,325 и 0,375 довольно легко, то цепи с шагом в 0,375 обозначаются маркировкой 3/8, то есть 3/8 дюйма.
- Последняя группа с шагом в 0,404 и 0,75 дюйма (10,26 и 19,05 мм) используется для самых сложных задач. В данном случае речь идет уже о лесозаготовительном инструменте, чем о пиле для бытового пользования. То есть встретить цепи с таким шагом можно только на профессиональных бензопилах.
Тут есть прямая зависимость между размером шага и производительностью инструмента, но также нужно учитывать, что большой шаг предполагает наличие более мощного мотора. Качество пропила устройств с большим шагом все же уступает устройствам с первых трех категорий, так как зубья там расположены более плотно. Для мощности 2,5 л подойдет шаг в 0,325 мм, а на более производительную бензопилу лучше ставить пильное полотно и цепь в 3/8 мм, так как это поможет раскрыть потенциал пилы в полной мере.
Толщина ведущего звена
В этом случае также используется разбиение на несколько основных категорий в соответствии с данным параметром. Речь идет о таких значениях толщины, как 1,1; 1,3; 1,5; 1,6; 2 мм (0,043’’, 0,050’’,0,058’’,0,063’’,0,080’’). Эта характеристика, измеряемая в дюймах, оказывает влияние на то, насколько плавно будет режущее полотно двигаться во время работы пилы.
- Цепи с шагом в 1,1 мм применяются на маломощных бытовых бензопилах, а так же на бензопилах предназначенных для фигурной резки (карвинга).
- Цепи с шагом в 1,3 мм более распространены. К примеру, знаменитая бензопила — Stihl MS 180 комплектуется цепями с именно таким шагом. Да и вообще это самый популярный шаг.
- Шаг в 1,5 и 1,6 мм имеют цепи которые предназначаются для профессиональных и «полупрофессиональных» (фермерских» бензопил.
- 2 мм -такой шаг встречается исключительно на цепях устанавливаемых на очень производительные и мощные бензопилы профессионального сегмента.
Низкопрофильные и высокопрофильные цепи
Что нужно знать про высоту профиля цепи? Она определяет, какой будет глубина резания пилы. Исходя из этого параметра, пила может быть или низко или высокопрофильной, соответственно, в первом случае стружка будет сниматься тоньше, но работа будет происходить несколько медленней, тогда как во втором случае глубина и производительность будет большей. Для низкопрофильного инструмента используется параметр в 0,635 мм, а для высокопрофильного — 0,762 мм. Если рассматривать именно устройства для бытового использования, то они всегда являются низкопрофильными, профессиональное же оборудование может выпускаться в двух вариантах. При этом, чтобы стабилизировать вибрацию, которая неизбежно происходит во время работы, производители делают баланс между высотой профиля и количеством шагов. Для маленького шага делают высокий профиль, и наоборот. Несоблюдение этого правила приведет к тому, что бензопилой долго работать будет невозможно, хотя древесина будет разрезаться очень быстро. Баланс этот нужно соблюдать, если есть намерение выполнить заточку в домашних условиях, во всех же остальных ситуациях остается только выбирать пилу для дома или для профессиональной резки.
Основные виды звеньев
Если рассматривать наиболее распространенные виды звеньев, то это чизельные звенья, которые чаще всего можно встретить на профессиональном оборудовании, и чипперные. которые поставляются на простые бензопилы. Первый вариант в разрезе немного похож на цифру 7, а такая конструкция позволяет максимально быстро работать с пилой, так как звено впивается в материал равномерно. Резка происходит более точно, но точить такие звенья в домашних условиях крайне трудно, так как малейшее отклонение от допустимого угла нивелирует все преимущества данной конструкции. В случае с чиппером, нет необходимости выдерживать строгие углы, также такое звено не так сильно боится загрязнения, хотя отмечается более высокая нагрузка на инструмент. Для эксплуатации дома второй вариант подходит больше, особенно если навыков в заточке пилы нет. Что касается материала, то в основном используется хромоникелевая сталь, хотя при особой необходимости, если потребуется работать с особо прочным материалом, на зубья могут быть надеты твердосплавные напайки, о чем свидетельствует маркировки на них.
Цепи для продольного и поперечного пиления
Название цепей соответствует тому, для какого направления резки волокон они предназначаются. Для работы поперек острый угол заточки звена не нужен, так как сопротивление древесины не такое большое, как при работе в продольном направлении. Каждый сорт древесины предполагает выбор того или иного направления, и если речь идет именно о профессиональной работе с деревом, предполагающим и продольную резку в том числе, то затачивать зубья потребуется до 5-15 градусов, тогда как для работы дома хватит и 25-35 градусов. Спрос на продольные цепи минимальный, так как для продольной работы разумнее использовать циркулярную пилу. Бывает, что найти модель, которая работает вдоль, достаточно трудно даже в специализированном магазине. Для работы дома не имеет смысла искать такую пилу, так как все домашние задачи устройства для поперечного распила выполнят без труда.
Как определить для продольного или поперечного пиления цепь?
- Для поперечного пиления угол заточки цепи — 30 градусов.
- Для продольного пиления угол заточки пильной цепи- 10 градусов.
У Stihl цепь для продольного пиления имеет обозначение PMX. Например, STIHL 63 РМX 50.
У Oregon в индексе модели цепи будет стоять буква R. Пример: 73RD100R
Важна ли последовательность режущих звеньев?
В обычном варианте, когда пила изготовляется на заводе, принято ставить два ведущих звена на одно режущее звено, тем самым, всего режущих зубьев получается 50 %. Тогда производительность оборудования остается на уровне, и качество распила не хромает, но с целью удешевления цепи, режущие звенья могут ставить не каждый шаг, а через один или даже два шага, что доведет общее количество режущих звеньев до 37,5 %. Бензопила станет дешевле, но качество резки сильно ухудшится, поэтому на такие устройства лучше внимания не обращать.
Цепи твердосплавные
Подобные цепи стоят на порядок дороже, и они имеют особое предназначение – работа с мерзлой древесиной или с загрязненным материалом. Во всех остальных ситуациях деньги будут потрачены напрасно, так как для простой древесины смысла в твердосплавных напайках нет.
Основные производители цепей
Практически в любом интернет-магазине или специализированном салоне предлагают комплектующие для бензопилы, в том числе и цепи, от фирм Husqvarna (Швеция), Oregon (Канада), и Stihl (Германия). Каждый из производителей имеет свои преимущества перед своими конкурентами, но качество выпускаемых изделий от этих компаний находится на примерно одинаковом уровне.
Видео о цепях для бензопил
Внимание, только СЕГОДНЯ!sovetskyfilm.ru
Угол Заточки Цепи Для Продольного Пиления
Заточка дисковых пил
Материал и свойства твердосплавных зубьев
В российских пилах в качестве материала для режущих пластинок употребляются спеченные вольфрамокобальтовые сплавы марок ВК (ВК6, ВК15 и пр. цифра значит процентное содержание кобальта). У ВК6 твердость 88,5 HRA, у ВК15 — 86 HRA. Зарубежные производители используют свои сплавы. Твердые сплавы ВК состоят в главном из карбида вольфрама сцементированного кобальтом. Свойства сплава зависят не только лишь от его хим состава, да и размера зерна карбидной фазы. Чем меньше зерно, тем выше твердость и крепкость сплава.
Укрепляют твердосплавные пластинки к диску высокотемпературной пайкой. В качестве материала для пайки, в наилучшем случае, употребляются серебряные припои (ПСр-40, ПСр-45), в худшем случае — медно-цинковые припои (Л-63, МНМЦ-68-4-2).
Геометрия твердосплавных зубьев
По форме различают последующие виды зубьев.
Прямой зуб. Обычно используется в пилах для продольного быстрого пиления, при котором качество не имеет особого значения.
Косой (скошенный) зуб с левым и правым углом наклона задней плоскости. Зубья с разным углом наклона чередуются между собой, из-за чего называются попеременноскошенными. Это наиболее распространенная форма зуба. В зависимости от величины углов заточки, пилы с попеременноскошенным зубом используются для пиления самых разных материалов (дерева, ДСП, пластмасс) — как в продольном, так и поперечном направлении. Пилы с большим углом наклона задней плоскости используются как подрезные при резке плит с двухсторонним ламинированием. Их использование позволяет избежать сколов покрытия на краях пропила. Увеличение угла скоса снижает усилие резания и уменьшает опасность сколов, однако одновременно уменьшает стойкость и прочность зуба.
Зубья могут иметь наклон не только задней, но и передней плоскости.
Трапециевидный зуб. Особенностью этих зубьев является относительно медленная скорость затупления режущих кромок в сравнении с попеременноскошенными зубьями. Обычно они применяются в сочетании с прямым зубом.
Чередуясь с последним и слегка возвышаясь над ним, трапециевидный зуб выполняет черновое пиление, а прямой, следующий за ним — чистовое. Пилы с чередующимися прямыми и трапециевидными зубьями применяются для резки плит с двухсторонним ламинированием (ДСП, МДФ и пр.), а также для пиления пластмасс.
Конический зуб. Пилы с коническим зубом являются вспомогательными и используются для надрезки нижнего слоя ламината, предохраняя его от сколов при прохождении основной пилы.
В подавляющем большинстве случаев передняя грань зубьев имеют плоскую форму, но существуют пилы и с вогнутой передней гранью. Они применяются для чистового поперечного пиления.
Углы заточки зубьев
Значения углов заточки определяются назначением пилы — т.е. тем, для резки какого материала и в каком направлении она предназначена. Пилы для продольного пиления имеют относительно большой передний угол (15°-25°). У пил поперечного пиления угол γ обычно колеблется в пределах 5-10°. Универсальные пилы, предназначенные для поперечного и продольного пиления, имеют усредненное значение переднего угла — обычно 15°.
Величины углов заточки определяются не только направлением распила, но и твердостью распиливаемого материала. Чем выше твердость, тем меньше должны быть передний и задний углы (меньше заострение зуба).
Передний угол может быть не только положительным, но и отрицательным. Пилы с таким углом используются для раскроя цветных металлов и пластмасс.
Основные принципы заточки
При распиловке массивных заготовок, быстрому износу подвергаются и боковые грани.
Не следует допускать чрезмерного затупления пилы. Радиус скругления режущей кромки не должен превышать 0,1-0,2 мм. Помимо того, что при работе сильно затупленной пилой резко падает производительность, на ее заточку уходит в несколько раз больше времени, чем на заточку пилы с нормальным затуплением. Степень затупления можно определить как по самим зубьям, так и по виду пропила, который они оставляют.
Правильная заточка дисковых пил заключается в том, чтобы одновременно с обеспечением должной остроты режущей кромки, обеспечить максимальное количество заточек, которое в оптимальном случае может достигать 25-30 раз. С этой целью твердосплавный зуб рекомендуется затачивать по передней и задней плоскостям. В сущности, зубья можно затачивать и по одной передней плоскости, но при этом количество возможных заточек оказывается почти в два раза меньше, чем при заточке по двум плоскостям. Рисунок внизу наглядно демонстрирует, почему это происходит.
Последний проход при заточке пильных дисков рекомендуется делать по задней плоскости зуба. Стандартная величина съема металла — 0,05-0,15 мм.
Перед заточкой необходимо очистить пилу от загрязнений, например смолы, и проверить значения углов заточки. На некоторых пилах они написаны на диске.
Оборудование и материалы для заточки пильных дисков
При использовании абразивных кругов (особенно алмазных) желательно осуществлять их охлаждение СОЖ.
С повышением температуры микротвердость абразивных материалов снижается. Повышение температуры до 1000°С уменьшает микротвердость почти в 2-2,5 раза по сравнению с микротвердостью при комнатной температуре. Повышение температуры до 1300°С вызывает снижение твердости абразивных материалов почти в 4-6 раз.
Заточка цепи для продольного пиления
Страница Вконтакте: Форум Мастеровой: .
Заточка цепи для продольного пиления ручным приспособлением
Перетачиваем пильную цепь для распиловки древесины вдоль волокон. Готовим пильную гарнитуру к работе с.
Применение воды для охлаждения может привести к появлению ржавчины на деталях и узлах станка. Для устранения коррозии к воде добавляют мыло и определенные электролиты (углекислый натрий, кальцинированная сода, тринатрийфосфат, нитрит натрия, силикат натрия и т.д.), которые образуют защитные пленки. При обычном шлифовании чаще всего пользуются мыльным и содовыми растворами, а при чистовом шлифовании — низкоконцентрированными эмульсиями.
Однако при заточке пильных дисков в домашних условиях с малой интенсивностью заточных работ, к охлаждению круга прибегают не так уж и часто, — не желая тратить на это время.
Для увеличения производительности заточки абразивными кругами и уменьшения удельного износа, следует выбирать наибольшую зернистость, которая обеспечивает требуемую чистоту поверхности затачиваемого зуба.
Для выбора зернистости абразива, в соответствии со стадией заточки, можно воспользоваться таблицей в статье про бруски для заточки. Например, в случае использования алмазных кругов, для черновой заточки могут использоваться круги с размером зерна 160/125 или 125/100, для чистовой — 63/50 или 50/40. Круги с размером зерна от 40/28 до 14/10 используются для удаления зазубрин.
Окружная скорость круга при заточке твердосплавных зубьев должна быть около 10-18 м/с. Это означает, что при использовании круга диаметром 125 мм скорость вращения двигателя должна быть около 1500-2700 об/мин. Заточка более хрупких сплавов производится при меньшей скорости из данного диапазона. При заточке твердосплавных инструментов применение жестких режимов приводит к образованию повышенных напряжений и трещин, а иногда и к выкрашиванию режущих кромок, при этом повышается износ круга.
При использовании станков для заточки дисковых пил, изменение относительного положения пилы и заточного круга может быть реализовано разными способами — перемещением одной пилы (двигатель с кругом неподвижен), одновременным перемещением пилы и двигателя, перемещением только двигателя с кругом (пильный диск неподвижен).
Выпускается большое количество заточных станков различной функциональности. Наиболее сложные и дорогие программируемые комплексы способны обеспечить полностью автоматический режим заточки, при котором все операции выполняются без участия рабочего.
В наиболее простых и дешевых моделях после установки и закрепления пилы в положении, обеспечивающем необходимый угол заточки, все дальнейшие операции — поворот пилы вокруг своей оси (проворот на зуб), подача на шлифовку (введение в контакт с кругом) и контроль толщины снимаемого с зуба металла — производятся рабочим вручную. Такие простые модели целесообразно использовать в домашних условиях, когда заточка дисковых пил носит эпизодический характер.
Примером простейшего станка для заточки дисковых пил может служить система, фотография которой представлена на фото ниже. Она состоит из двух основных узлов — двигателя с кругом (1) и суппорта (2), на котором устанавливается затачиваемая пила. Механизм поворота (3) служит для изменения угла наклона полотна (при заточке зубьев со скошенной передней плоскостью). С помощью винта (4) пила смещается вдоль оси абразивного круга. Этим обеспечивается установка необходимого значения переднего угла заточки. Винт (5) служит для установки в нужное положение ограничителя, препятствующего чрезмерному вхождению круга в межзубовую впадину.
Процесс заточки пильных дисков
Пила устанавливается на оправку, зажимается с помощью конусной (центрирующей) втулки и гайки, затем выставляется в строго горизонтальном положении посредством механизма (3). Тем самым обеспечивается угол скоса передней плоскости (ε1) равный 0°. У станков для заточки дисков, не имеющих в механизме наклона встроенной угловой шкалы, это делается с помощью обычного маятникового угломера. В этом случае следует проверить горизонтальность станка.
Вращением винта (4) механизма, обеспечивающего горизонтальное перемещение оправки с кругом, устанавливается необходимый передний угол заточки. Другими словами, пила передвигается в положение, при котором передняя плоскость зуба плотно прилегает к рабочей поверхности круга.
Маркером делается отметка зуба, с которого начинается заточка.
Включается двигатель и производится заточка передней плоскости — вводом зуба в соприкосновение с кругом и несколькими движениями пилы взад-вперед с одновременным прижимом зуба к кругу. Толщина снимаемого металла регулируется количеством затачивающих движений и усилием прижатия зуба к абразивному кругу. После заточки одного зуба пила выводится из контакта с кругом, проворачивается на один зуб и операция заточки повторяется. И так до тех пор, пока отметка маркера не сделает полный круг, свидетельствуя о том, что все зубья заточены.
Заточка зуба, скошенного по передней плоскости. Отличие заточки скошенного зуба от заточки прямого состоит в том, что пилу необходимо устанавливать не горизонтально, а с наклоном — с углом, соответствующим углу скоса передней плоскости.
Угол наклон пилы устанавливается с помощью того же маятникового угломера. Сначала выставляется положительный угол (в данном случае 8°).
После чего производится заточка каждого второго зуба.
После заточки половины зубьев угол наклона полотна пилы меняется с 8° на -8°.
И снова затачивается каждый второй зуб.
Заточка по задней плоскости. Чтобы заточить зуб по задней плоскости необходимо, чтобы станок для заточки пильных дисков позволял устанавливать пилу таким образом, при котором задняя плоскость зуба будет находиться в одной плоскости с рабочей поверхностью абразивного круга.
Если нет станка для заточки пильных дисков
Точно выдерживать необходимые углы заточки, держа пилу в руках на весу — задача непосильная даже для человека с уникальным глазомером и завидной твердостью рук. Самое разумное в этом случае — изготовить простейшие приспособление для заточки, дающее возможность фиксировать пилу в определенном положении по отношению к кругу.
Наиболее простым из таких приспособлений для заточки дисковых пил является подставка, поверхность которой находится на одном уровне с осью заточного круга. Положив на нее пильный диск, можно обеспечить перпендикулярность передней и задней плоскостей зуба по отношению к полотну пилы. А если верхнюю поверхность подставки выполнить подвижной, — закрепив одну сторону шарнирно, а другую, — оперев на пару болтов, которые могут вворачиваться и выворачиваться — то её можно будет устанавливать под любым наклоном, получая возможность затачивать косой зуб по передней и задней плоскостям.
Правда, в этом случае остается нерешенной одна из основных проблем — выдержка одинакового переднего и заднего углов заточки. Решить эту задачу можно, зафиксировав центр пилы относительно абразивного круга в нужном положении. Один из способов реализации этого — сделать на поверхности подставки паз для оправки, на которую устанавливается пила. Двигая оправку с кругом по пазу, можно будет выдерживать необходимый передний угол заточки зуба. Но для заточки дисковых пил с разным диаметром или углом заточки, должна быть возможность либо передвигать двигатель, либо подставку и с ней паз. Другой способ обеспечить требуемый угол заточки более простой, и заключается в установке на столике упоров фиксирующих диск в нужном положении. В конце статьи есть видео с демонстрацией такого приспособления.
Контроль качества заточки
ГОСТ 9769-79 устанавливает определенные значения допусков на параметры заточки. Торцевое биение вершин зубьев не должно превышать 0,2 мм (для пил диаметром до 400 мм), радиальное — 0,15 мм. Биение проверяется с помощью обычного стрелочного индикатора.
Отклонения углов заточки не должно превышать:
- для переднего угла — ±1°30′;
- для заднего угла и углов скоса передней и задней плоскостей — ±2°;
xl-info.ru
Заточка цепи цепной пилы: OREGON® 558488 Набор для заточки | 4,0 мм | 5/32 | для низкопрофильных цепей 1/4 и 3/8 | с сумкой для инструментов
Нужна дополнительная информация или совет?
Напишите нам по адресу [email protected]
Нажмите здесь, чтобы отправить нам сообщение WHATSAPP
Позвоните нам по телефону 0432.980548
Служба поддержки работает с 8:00 до 12:30 и с 14:30 до 18:00 с понедельника по пятницу
Подробнее
СТОИМОСТЬ ДОСТАВКИ: ИТАЛИЯ 9,99 € с НДС (для заказов на сумму менее 50,00 € с НДС 11,99 € с НДС) | ЗОНА ЕВРОПЫ 1 (АВСТРИЯ - БОЛГАРИЯ - ФРАНЦИЯ - ГЕРМАНИЯ - НИДЕРЛАНДЫ - ЧЕХИЯ - РУМЫНИЯ - СЛОВАКИЯ - СЛОВЕНИЯ - ИСПАНИЯ - ВЕНГРИЯ): € 19,99 НДС включен во все суммы контракта | ЗОНА ЕВРОПЫ 2 (БЕЛЬГИЯ - ДАНИЯ - ЭСТОНИЯ - ФИНЛЯНДИЯ - ГРЕЦИЯ - ЛАТВИЯ - ЛИХТЕНШТЕЙН - ЛИТВА - ЛЮКСЕМБУРГ - ПОЛЬША - ПОРТУГАЛИЯ - ШВЕЦИЯ): 90 017 € 29,99 НДС включен в каждую сумму заказа.
ВРЕМЯ ДОСТАВКИ: Отображаются вверху под ценой товара и рассчитаны на: рабочих дней . В очень редких случаях задержки мы уведомим вас как можно скорее, когда продукт недоступен, предлагая вам возможность частично или полностью отменить ваш заказ с немедленным возмещением. За границей срок доставки больше, чем в Италии.
Мы отправляем по всей Италии экспресс-курьером SDA - TNT и другим остальной Европе выбранными курьерами.
Напоминаем, что выбрать курьера невозможно, автоматически будет назначен наиболее подходящий для района и типа отправления
Так же возможна оплата по безналичному расчету и по почте
Читать все условия продажи
Читать отзывы на www.ricambix.com: TrustPilot - Google
.
Как заточить бензопилу болгаркой?
Мне нравится создавать бесплатный контент, полный советов для моих читателей. Я не принимаю платное спонсорство, мое мнение принадлежит мне, но если вы найдете мои рекомендации полезными и купите что-то, что вам нравится, по одной из моих ссылок, я могу получить комиссию без дополнительных затрат. ПодробнееВ современном мире пилить и раскалывать деревья стало проще благодаря наличию бензопилы. Тем не менее, вам нужно заточить бензопилу, чтобы она работала эффективно.
Тупая бензопила истощает вашу энергию и отнимает драгоценное время, которое вы можете потратить на другие дела.
Долго не заточенная бензопила может стать необратимой и беспомощной. Регулярно затачивайте и обслуживайте цепь, чтобы избежать затрат на замену.
Тупая цепная пила испускает много горячей пыли. Острая цепь проткнет большие пятна на древесине. Когда вы прилагаете дополнительную силу, чтобы распилить небольшую часть дерева, это признак того, что ваша бензопила затупилась.
Кроме того, перегрев является хорошим показателем сверлильного станка. Вместо того, чтобы ждать, пока ваши цепи затупятся, мы рекомендуем регулярно их затачивать.
На самом деле, вы должны сделать несколько ударов круглым напильником сразу после использования станка, чтобы убедиться, что вы используете острую бензопилу. Обязательно используйте правильный инструмент для заточки.
Выберите идеальную шлифовальную машину для эффективной заточки бензопилы. Лучше всего для заточки подходят электрические шлифовальные машины.У нас также есть руководство по лучшим кольцевым пилам из нержавеющей стали.
Как заточить бензопилу с помощью болгарки?
Заточка цепной пилы без предварительных навыков опасна по соображениям безопасности. Если вы используете кофемолку неправильно, ваша машина уязвима для атак.
Вам необходимо всесторонне научиться затачивать бензопилу болгаркой, используя следующее руководство:
Определите свое рабочее место
После определения рабочей зоны заблокируйте шину вашей бензопилы.Не торопитесь и затяните все болты регулировки натяжения, чтобы зафиксировать цепь на месте и предотвратить ее скольжение.
Допустим, у вас нет зажима для удержания бензопилы во время шлифования, вместо этого вы можете импровизировать по-своему. Это может потребовать от вас некоторой корректировки.
То, как держат шлифовальный станок, и положение стоя важны при заточке. При необходимости можно обратиться к инструкции производителя.
Проверка заточки
Обязательно проверьте заточку перед заточкой бензопилы.Измельчитель должен быть проверен в изолированном месте, чтобы не повредить что-либо вокруг вас.
Эта машина имеет несколько движущихся частей, и вы должны убедиться, что все они работают. Во время этого теста проверьте наличие дефектов, которые могут затруднить заточку.
Держите машину под прямым углом обеими руками и расположите ее, чтобы посмотреть, как она работает.
Внести коррективы
Прежде чем заточить цепь, необходимо начать с осмотра помятых ножей.Вам нужно будет заточить все ножи и выровнять их, чтобы резать ровно.
Вот почему шлифовальные машины должны быть адаптированы к еще более тупому ножу.
Практически горизонтальный упор должен примыкать к задней кромке одного ножа, благодаря чему он поддерживает заданное расстояние от кромки шлифовального круга.
Отметьте начальную точку
Отметьте зуб от начальной точки перманентной тушью. Это поможет вам определить разницу между заточенным зубом и предотвратить многократное затачивание одного и того же зуба.
Метка будет удалена, поскольку цепочка продолжает использоваться. Кроме того, бензопилу можно построить с указателем начальной точки, но со временем он может исчезнуть.
Проверьте края вашей бензопилы, и вы сможете найти уникальные пробелы или отметки разных цветов.
Регулировка глубины
Поверните резьбовой регулятор, который регулирует глубину резания шлифовального круга. Он должен войти достаточно глубоко, чтобы касаться изогнутой стороны фрезы, но не резать корпус пилы.
Попробуйте установить несколько зубьев перед запуском и несколько раз шлифуйте в течение нескольких секунд, пока не достигнете указанной глубины шлифования.
Так как металл, прикрепленный к ножу, тонкий, не перегревайте его, точа в течение длительного времени.
Проверка углов
Как оператор вы должны убедиться, что требуемое ограничение скорости шлифовального круга и его размер установлены правильно.
Также необходимо убедиться, что угол наклона шлифовального круга соответствует зубу и ножу вашей шлифовальной машины.
Не применяйте силу, если диаметр колеса не соответствует кривым. Шлифовальная машина является безопасным инструментом при использовании в соответствии с основными рекомендациями, предоставленными производителями.
Однако, если обращаться с ними небрежно, есть вероятность, что они получат регулярные повреждения, и вы рискуете своей жизнью.
Под каким углом заточить бензопилу?
Часто задают вопрос, под каким углом шлифовать.Как правило, большинство стандартных цепей затачивают под углом 25 или 35 градусов при разрезании по дереву.
Если вы готовы к зерну, лучше использовать 10 градусов.
Совет: если вы режете зерно, используйте угол 10 градусов.
Регулировка ограничителя глубины
Заточка цепной пилы в основном включает в себя придание формы фрезам, чтобы они могли эффективно резать. Поэтому уровни глубиномера следует регулярно регулировать.
Эти металлические кривые удлинения отшлифованы рядом с каждым зубом.Контролирует швы, образующиеся на древесине во время распиловки. После нескольких операций заточки уровень фрезы значительно падает.
Вам необходимо отрегулировать глубиномеры, чтобы сбалансировать уровень. Без этой тактической заточки цепи могут работать неправильно.
English
Используйте амортизирующие круги с многослойным абразивом, чтобы избавиться от нежелательных металлических трещин и сгладить режущие кромки. Это то, что шлифовщики называют полировкой.
Может также использоваться для удаления не подлежащего восстановлению поврежденного зуба.С другой стороны, для удаления можно использовать проволочное колесо, установленное на болгарке штиля, краски или грязи от бензопилы.
Поместите цепь на проволочное колесо и крепко держите ее, пока колесо вращается, пока не будут удалены все нежелательные следы. € <
Не надавливайте слишком сильно на поверхность проволочного колеса, чтобы избежать рассыпания стальной проволоки € € <
Знание того, как и когда затачивать цепь, экономит много времени и денег.
Вот простой способ заточки цепи с помощью угловой шлифовальной машины
Посмотрите этот простой прием, чтобы заточить цепь с помощью угловой шлифовальной машины за считанные минуты.
Преимущества использования кофемолки
Эргономичная конструкция кофемолки позволяет использовать ее на небольшом пространстве, и ее можно легко перемещать с одного места на другое. Точильный станок — хороший инструмент, потому что его легко использовать в качестве инструмента для заточки.
Не беспокойтесь о деталях, это полноценная машина.Существуют различные размеры шлифовальных машин, которые подходят для любой цепной пилы.
Таким образом, вы можете искать совместимую шлифовальную машину в зависимости от типа цепной пилы.
Для достижения наилучших результатов затачивайте цепь бензопилы на низкоскоростном шлифовальном станке со скоростью 1750 об/мин. Равномерно точить легче на малых оборотах.
Точильные станки дешевле, но отлично справляются с заточкой бензопилы. Цены варьируются в зависимости от типа и качества.
Чтобы заточить бензопилу, вам понадобится мощная шлифовальная машина, которая отлично справится с задачей с минимальными поломками.
Вам нужна шлифовальная машина, которая достаточно стабильна и достаточно прочна, чтобы выдержать затачивание металлов.
Заточка Факторы риска и уход
Перед заточкой бензопилы убедитесь, что вы защитили себя.
Наиболее часто используемыми средствами защиты при шлифовании являются защитные очки, каски, маски, средства защиты органов слуха, перчатки и кожаные фартуки.
Убедитесь, что искры от заточки не повредят глаза. Также обратите внимание, что искры также могут стать причиной возгорания на рабочем месте.
В результате вы должны быть осторожны, чтобы не допустить возгорания. В целом, момент разделения вашего внимания может нанести большой вред вашей жизни как оператора.
При использовании ручной шлифовальной машины не кладите ее, пока круг вращается. Убедитесь, что кофемолка полностью выключена, прежде чем ставить ее на какую-либо поверхность.
Важно отметить, что монтажные фланцы не следует использовать, если поверхности, прилегающие к шлифовальному кругу, деформированы, покрыты коррозией или загрязнены.
Электрические шлифовальные машины очень опасны, если не соблюдать меры предосторожности. Точильный станок может отвлекать обломки при заточке материалов, поэтому важно защитить глаза.
Не забудьте надеть перчатки, так как металлические частицы могут поранить тело. Также может быть необходимо носить защитные наушники и пылезащитную маску.
Как оптимизировать производительность инструмента
Скорость вращения колеса является важным фактором оптимизации производительности инструмента. Вы можете легко регулировать скорость шлифовального станка в соответствии с вашими требованиями к заточке.
В большинстве случаев рекомендуется начинать с минимальной скорости. Вы можете отрегулировать скорость, когда будете уверены, что точильщик хорошо точит.
Также необходимо следить за тем, чтобы колесо двигалось во избежание перегрева.
Будьте внимательны к выявлению проблем при заточке.Если шлифовальный станок неисправен, уменьшите скорость, чтобы избежать дальнейшего повреждения цепной пилы.
Когда колесо вращается с высокой скоростью, может быть сложно контролировать заточку зубьев пилы.
Уменьшение скорости позволит вам увидеть, что влияет на точильщик и успешно завершить работу по заточке.
Неисправная кофемолка может издавать громкий шум и чрезмерную вибрацию, что требует больших затрат энергии при работе. Снижение скорости минимизирует эту проблему.
Ваша кофемолка имеет боковую рукоятку. Для оптимальной безопасности и эффективной работы убедитесь, что вы обращаетесь с ним правильно. Используйте ручки, чтобы установить максимальный контроль при заточке.
Еще раз убедитесь, что лезвие или кожух лезвия надежно закреплены при работе с инструментом.
Стоит отметить, что защитный кожух прозрачен, так что вы все равно будете наблюдать за работой бензопилы. В целях собственной безопасности не оставляйте крышку открытой.
Почему моя пила так быстро затупляется?
Этот вопрос всегда задают все. Похоже, как только вы начинаете использовать бензопилу, она начинает тупиться. Есть несколько причин, по которым цепная пила слишком быстро затупляется.
Во-первых, вы можете использовать неправильный размер файла для строки. Прочтите руководство пользователя и убедитесь, что вы используете файл правильного размера.
Кроме того, при использовании бензопилы вы можете оказывать слишком сильное давление.Никогда не оказывайте большего давления, чем необходимо.
Это приводит к тому, что режущие кромки становятся слишком тонкими и тупятся быстрее, чем обычно.
И последний совет: используйте ограничитель глубины, специально разработанный для вашей пилы.
Сколько раз можно затачивать цепь бензопилы?
Это общая оценка, поскольку качество цепи имеет первостепенное значение. Такие известные бренды, как Stihl, производят высококачественные цепи, которые служат дольше и не так быстро изнашиваются.
Однако в большинстве случаев цепь пилы можно заточить примерно 10 раз, прежде чем ее придется заменить на новую.
Обычно цепь изнашивается и затупляется неравномерно.
В этом случае он будет с одной стороны острым, а с другой тупым, что делает резку древесины очень хлопотной. Если вы заметили неравномерный износ, отнесите цепь к профессионалу, который сможет ее равномерно отшлифовать.
Какую электрошлифовальную машину купить для заточки пил?
Если вам нужна электрическая шлифовальная машина, обратите внимание на ту, которая специально разработана для заточки цепных пил.
Эти машины сделают вашу жизнь проще, потому что они автоматизированы, чтобы делать шлифовку за вас. Например, обратите внимание на бензопилу Oregon 410-120 для настольной или настенной пилы.
(см. больше фото)
Такая шлифовальная машина облегчает заточку цепи. Этот шлифовальный станок комплектуется перевязочным бруском и тремя цепными точильными кругами следующих размеров:
1/4, 3/8″ низкопрофильный, 0,325″, 3/8 полнопрофильный и.404″
Перед покупкой шлифовальной машины проверьте размер и толщину вашей цепи. Убедитесь, что на вашей кофемолке установлены шлифовальные круги подходящего размера.
Как заточить цепь бензопилы вручную?
Окончательный вердикт
В целом, шлифовальный станок — правильный инструмент для заточки бензопил, поскольку он дает отличный результат в кратчайшие сроки.
Как оператор, вы должны внимательно следить за ходом вашей шлифовальной машины, чтобы не повредить бензопилы.
Позволяет выбрать, требуются ли исправления для оптимизации резкости.
.| Первые бензопилы появились в начале 20 века Цепи с прямыми и плоскими зубьями, установленные на них, как и современные пилы по металлу, отличались низким КПД, быстро тупились и требовали очень трудоемкого обслуживания.Например, при заточке нужно было учитывать, что зубья делятся на подрезные, подрезные и срезные, имеют разную угловую насечку и ориентацию по отношению к направлению движения (может быть наклонена влево, вправо или по центру). Нет сомнений, что попытки модернизации схем предпринимались много раз, но только одна из них увенчалась успехом. Разработанная Джозефом Коксом и реализованная в металле в 1947 году, новая цепь для универсального пиления с Г-образным контурным углом резания, благодаря повышенной эффективности и упрощенной заточке, быстро вытеснила с рынка своего предшественника, и теперь почти все 90 399 бензопил 90 400 "понты" Характерный серповидный профиль режущих звеньев. Технические параметры пильной цепипри подъеме цепи для пильной цепи обращайте внимание на такие ее характеристики, как назначение, шаг, толщина приводного звена, высота профиля и глубина резания. Известно, что распиловка древесины вдоль волокон более трудоемка, чем поперек, и для достижения наилучших результатов желательно использовать подходящие для этой задачи цепи. Основное различие между продольными и поперечными цепями заключается в передних углах резцов.Для поперечных цепочек они составляют 25–35 градусов, для продольных углов более острых — от 5 до 15 градусов. Применение цепей не по назначению может привести как к снижению эффективности (если поперечный распил производится продольной цепью), так и к повышенной «агрессивности», сильным вибрациям и дополнительной нагрузке на двигатель. Однако многие пользователи предпочитают не тратить время на замену цепи, а продольные пропилы производятся на той же цепи, что и продольные пропилы, особенно если «качество» получаемого реза не требует соответствия «высшему» уровню.бензопилы пользуются спросом в меньших количествах и производятся пропорционально спросу. Неудивительно, что купить такую цепочку намного сложнее, чем крестовую. И вопрос их приобретения становится действительно актуальным, если планируется использование специальных станков, например, мини-пилорамы. Чем больше шаг цепи, тем крупнее звенья, из которых она состоит, и тем выше ее эффективность.Шаг цепи - расстояние между тремя последовательными заклепками, деленное на два.Это определяющий параметр и в зависимости от его значения все существующие струны делятся на пять групп с шагом 1/4″, 0,325″, 3/8″, 0,404″ и 3/4″. Ступень 1/4″ (6,35 мм) — неразъемный элемент миниатюрных цепей, устанавливаемых на одноручные маломощные пилы. Правда, в России они практически не используются. Цепи со ступенями 0,325″ (8,25 мм) и 3/8″ (9,3 мм) — самые распространенные варианты. Ими оснащены более 80% производимых в мире пил. Ступени 0,404″ (10,26 мм) и 3/4″ (19,05 мм) имеют цепи с более крупными звеньями и большей грузоподъемностью. В течение нескольких десятков лет им оснащались пилы российского производства, но сейчас они устанавливаются только на мощные бензопилы и комбайновое оборудование. Шаг традиционно измеряется в дюймах и записывается следующим образом: три цифры обычные и две десятичные. Это необходимо, чтобы избежать путаницы. Конкретно результат перевода 3/8″ в десятичную дробь равен 0,375″ — отличие от предыдущего стандарта (0,325″) составляет всего одну цифру. Чем больше шаг цепи, тем крупнее звенья, из которых она состоит, и тем выше ее эффективность. Но с другой стороны, чем шире разрез и тем мощнее требуется пила для преодоления сопротивления резанию. У цепей с малым шагом есть и другие преимущества: большее количество зубьев на единицу длины, плавное режущее движение и, соответственно, сниженная вибрация. И срез у них чище. Толщина ведущего звена (хвостовик) - второй по важности параметр. В процессе работы цепь скользит в канавке направляющей шины, причем это скольжение должно быть плавным, без заеданий и в то же время без лишнего «рывка».Словом, толщина хвостовика и толщина паза должны точно соответствовать друг другу, повышая надежность посадки цепи и исключая возможность ее «перескока». Международное производственное сообщество предлагает пять стандартных размеров, измеряемых в дюймах или миллиметрах (в зависимости от того, что вам подходит): 1,1 мм (0,043 дюйма), 1,3 мм (0,050 дюйма), 1,5 мм (0,058 дюйма), 1,6 мм (0,063 дюйма) и 2,0 мм. (0,080 дюйма). 1,1 мм - Такие тонкие приводные звенья типичны для самых маленьких цепей и пил нужного размера. 1,3 мм — Пожалуй, самый популярный размер для домашних и полупрофессиональных сетей. 1,5 мм - занимает второе место на рынке. Применяется для более прочных и производительных пил. 1,6 мм и 2,0 мм - такие толстые валы встречаются только в цепях для профессиональных пил. Высота профиля 90 400. Пильные цепи имеют высокий или низкий профиль в зависимости от высоты режущей кромки над плоскостью направляющей шины.Первые используются в профессиональных целях для получения максимальной эффективности. Последние устанавливаются на бензопилы любительского класса, так как благодаря увеличенной опорной поверхности режущих звеньев и уменьшенной толщине срезаемой стружки они более безопасны. Глубина резания - Размер зазора между вершиной зуба и ограничителем резания, контролирующим толщину стружки. Наиболее распространены образцы с зазорами 0,025″ (0,635 мм) и 0,030″ (0,762 мм), реже — с зазорами до 0,070″ (1,778 мм), но они предназначены для машинных валочных агрегатов. Глубина пропила во многом определяет эффективность работы цепи и скорость ее пиления. Чем больше разница, тем выше производительность. Но в погоне за эффективностью не следует забывать о вибрации: цепи с малой глубиной резания в пропиле двигаются мягче, меньше «вибрируют», поэтому производители, стремясь сбалансировать вибрацию и производительность, очень часто используют цепи с большим шагом, установить фрезы с минимальной глубиной резания и наоборот. Объем двигателя 90 400.Этот параметр характеризует пилу и к самой цепи вроде бы не имеет никакого отношения, однако в каталогах и кратких аннотациях к цепям часто указывают объемы моторов, с которыми они предназначены для работы. И эти рекомендации следует соблюдать. Цепь, установленная на слишком прочный двигатель, будет подвергаться большим нагрузкам и преждевременно выйдет из строя, не исчерпав ресурс двигателя. Опция mi загружает двигатель и другие важные узлы самой пилы. Элементы цепиКаждая пильная цепь состоит из трех видов звеньев: режущих, направляющих (хвостовиков) и соединительных звеньев.Прочность соединения обеспечивается заклепками. Звено режущее - пожалуй, самая сложная часть пильной цепи, фактически состоящая из двух частей: ограничителя глубины пропила и фрезы с Г-образным контурным углом резания Верхняя режущая кромка звена всегда шире самой цепи и направляющей, чтобы разрез был достаточно свободным, а сопротивление резанию было минимальным. Зуб работает как рубанок: чем дальше нож (верхняя режущая кромка) выходит за плоскость рубанка (режущий упор), тем толще стружка. Эксплуатационные характеристики нарезки звена определяются многими факторами, а именно: углом заточки верхней кромки и ее обработки, углом резания, углом боковой кромки (передним углом) и высотой ограничителя резания. При заточке необходимо четко соблюдать значения всех этих параметров, так как даже незначительное изменение может привести к негативным последствиям. Резцы правосторонние и левосторонние и зажимаются попеременно. Но, в целом, резцы классифицируют на виды в зависимости от их профиля.Внимательно изучив «фигуры», образованные верхней и боковой поверхностями, можно выделить два варианта «каймы»: «семерка» с острым углом между гранями и закругленный «серп». Первый вариант называется долотом (от англ. chisel — долото, долото), второй — отбойником (от англ. for French fries — рубить на картофель фри). Стамески отличаются высокими показателями скорости пиления. Благодаря своей конфигурации они имеют меньшую поверхность контакта с древесиной при работе, что снижает сопротивление резанию.Является профессиональным вариантом, но очень чувствителен к абразивной среде, быстро тупится при работе с «грязной» древесиной, требует четкого выставления всех углов и параметров при заточке. Серповидный профиль - отбойник - менее эффективен, так как имеет чуть большую контактную поверхность с древесиной, но и намного проще в уходе - закругленный угол не так болезненно реагирует на мелкие погрешности при заточке. Такие клетки хороши для работы с зараженной древесиной. Все остальные варианты профиля являются разными модификациями двух описанных выше. Верхняя и боковые поверхности режущего элемента обычно покрыты тонким слоем твердого металла. Чаще всего это хром, но иногда используется никель-фосфорный сплав. Гальваническое покрытие значительно улучшает антифрикционные свойства деталей, повышает износостойкость, твердость и фактически выполняет всю основную работу по резке древесных волокон. Стальной «сердечник» служит подложкой или основой покрытия. Тросы ведущие (хвостовики) обеспечивают движение цепи за счет передачи вращения от двигателя через ведущее колесо, а также устойчивое положение цепи на направляющей. При этом цепь движется по специальной канавке, предусмотренной в конструкции направляющей. «Боковая» ответственность ведущего звена заключается в распределении смазки от ведущего колеса (где она подается масляным насосом) по шине и цепи. Следует отметить, что большую роль в определении длины цепи при заданной длине направляющей шины играет количество хвостовиков, что облегчает правильный подбор и подбор размеров. Звенья звеньевые , соответствующие своему наименованию, соединяют режущую и ведущую части в единое целое, называемое пильной цепью.
Технологические усовершенствованияКонцепция резака Джозефа Кокса мало изменилась за прошедшие годы.Конечно, были попытки его модернизации, но все доработки касались либо системы смазки, либо борьбы с вибрацией и отдачей. Система смазки . Очень важно смазывать цепь и направляющую шину. В конструкцию бензопилы входит насос, подающий масло из резервуара в режущую систему через специальные отверстия. Но затем он распределяется самой сетью. Оправки, проходя через звездочку, «подхватывают» смазку и «разрывают» ее через шину и цепь.По этой причине их нижняя часть выполнена в виде крючка, чтобы они больше «хватали» и меньше «теряли». Для дополнительного удержания смазки в хвостовиках просверливают специальные отверстия или фрезеруют каналы. Соединительные звенья также часто используются в системе смазки — они создают дополнительные полости для смазки. Обильное смазывание снижает трение и нагрев, тем самым не только продлевая срок службы каждого компонента, но и снижая натяжение цепи. Так что постоянный контроль за процессом смазки в интересах каждого пользователя, а делается он довольно просто: по мере разгона цепи микроскопические капельки масла (если подавать в большом количестве) образуют на любой светлой поверхности полосообразный масляный след ( например, на ствол дерева, который нужно распилить), если приставить к нему конец покрышки.Отсутствие следов является тревожным сигналом, указывающим на отсутствие смазки и требующим немедленного решения проблемы (проверка масла, очистка канавки шины, регулировка насоса и т. д.). И еще: современные бензопилы позволяют монтировать цепи и шины разной длины, но перед тем, как использовать новую гарнитуру, убедитесь, что масляный насос с этим справится. Для улучшения процесса смазки многие производители в России предлагают специальные масла. Изготавливаются на растительной основе (например, рапсовой) с использованием полимерных добавок, самонейтрализующихся в течение двух часов после попадания на растения и почву.Помимо экологических преимуществ, смазывающие свойства этих масел на 30 % выше, чем у автомобильных масел, а их расход примерно на 25 % ниже. Борьба с вибрациями и отдачей . Вибрации опасны тем, что в результате длительного воздействия (как у профессиональных парней, например) возникает т.н. Феномен Рейно: в результате ухудшения кровоснабжения кончики пальцев теряют чувствительность и болезненно реагируют на перепады температуры. Усилия производителей по ограничению вредного воздействия высокочастотных вибраций в основном сводятся к разработке специальных амортизирующих деталей.Вибрации вызваны постоянными столкновениями между режущими зубьями и древесиной. Когда фреза ударяется рабочей кромкой о древесину, она останавливается на долю секунды, вдавливая ее между древесиной и направляющей. При этом часть энергии удара волны передается через цепь и приводной шкив на руки оператора. Другая часть также проходит через цепь к направляющей шине и обратно в руки оператора. Если уменьшить силу удара, снизится и уровень вибрации. Ограничитель косого пропила помогает снизить вибрацию - он делает движение цепи более мягким, а древесина более плавно соскальзывает с резака. Этой же цели служат специальные амортизирующие выступы направляющих и соединительных звеньев. Другой действенный метод - перекос или слишком высокая пятка фрезы. Такая конструкция позволяет пильной цепи слегка провисать при ударе зуба пилы о древесину и звено не сразу ударяется о шину, а сила этого удара заметно снижается.В результате снижается не только вибрация, но и износ шины и цепи. Эти элементы дизайна призваны помочь при плавании на спине - ситуации, которая возникает, когда пользователь касается твердой поверхности кончиком шины во время движения цепи (если провести аналогию с циферблатом - "12 к 3 часовой сектор). При этом пила резко отскакивает, создавая травмоопасный момент. Скошенный упор ножа и амортизирующие выступы минимизируют этот эффект. Последовательность звеньевПильные цепи классифицируются на основе их размеров, конструктивных особенностей и последовательности звеньев. Это может быть стандарт, принимание или пас. В первом случае каждый нож имеет два ведущих звена. Во втором каждое третье режущее звено заменяется соединительным звеном. Наконец, в третьем случае вместо каждого другого режущего звена устанавливается соединительное звено. Купить готовую цепь с "кастомным" альтернативным звеном практически невозможно - их нет в магазинах.Другое дело, что цепь склепана сама собой. Искусственно большое расстояние между фрезами снижает количество фрез и, следовательно, стоимость. Однако увеличение этого расстояния увеличивает вибрацию, снижает эффективность и снижает скорость резания. Уход и техническое обслуживание бензопилКомплект пилы - то есть цепь, шина и ведущее колесо - является расходным материалом, и конечно же при приобретении у пользователя возникает вопрос: как долго прослужит этот материал? Но точного ответа здесь нет, так как «срок годности» вышеперечисленных деталей во многом зависит от вида работ, которые будут выполняться с их помощью, от степени ухода за ними и т. д.Загрязненный режущий материал и неосторожное обращение значительно сократят срок службы. Например, если во время работы коснуться земли кончиком шины, шлифовка быстро «уходит» - песок (т.е. абразив) в сочетании с высокой скоростью движения очень быстро ее «срывает». Гвоздь в старом спиленном полене иногда может разрушить даже новую цепь без всякой надежды на реанимацию. И само собой разумеется, что такие моменты опасны не только для цепи и пилы, но и для самого оператора. При своевременной и качественной смазке всех деталей и правильной и аккуратной заточке зубьев одной шины хватит примерно на одну ведущую звездочку и три-четыре цепи. Кроме того, цепочки желательно использовать по очереди: сегодня — одна, завтра — вторая, и так снова и снова. Тогда шина, звездочка и цепи будут изнашиваться равномерно. Если использовать только одну цепь, оставив остальные «про запас», то, когда придет их черед, они будут работать «буксовать», испытывая при движении дополнительные динамические толчки, и гораздо быстрее выйдут из строя.А все потому, что направляющая звездочка будет изнашиваться под конфигурацию хвостовика первой цепи. Обкатка новой цепи - рекомендованная специалистами последовательность действий, обеспечивающая долгий "рабочий" срок. Первый шаг — погрузить цепь в масло на несколько часов. Значимость события очевидна: смазка успевает затечь во все мелкие щели, надежно «пропитать» детали и натереть стыки. Второй шаг – надеть цепь на шину и «поработать» на холостом ходу в течение короткого времени.После остановки двигателя проверьте натяжение цепи и при необходимости подтяните ее после остывания. А затем, сделав несколько надрезов с минимальным давлением на шину и повторно проверив натяжение цепи, приступайте непосредственно к работе. натяжение цепи - очень важный момент. Недостаточно натянутая цепь будет раскачиваться и может соскочить с направляющей шины или даже порваться. Сужение тоже ничего хорошего не сулит – это чрезмерный износ и повышенные нагрузки на двигатель.Кроме того, конструкция практически всех пилтаков, благодаря которой натяжение цепи еще и укрепляет покрышку — в «расслабленном» состоянии покрышка свободно перемещается влево-вправо. Чтобы это проверить, в верхней части шины, примерно посередине или чуть ближе к кончику, возьмите цепь за зуб и потяните ее вверх. При правильном натяжении около трети шпинделя остается в канавке шины, если больше, цепь натянута слишком туго, меньше, чем слишком слабо. При этом сама цепь должна иметь возможность свободно двигаться от руки. Смазка . Мы уже упоминали о необходимости тщательно смазывать цепь. Но даже если цепь и пила оснащены разными системами смазки, предварительная обработка цепи маслом не повредит ее, наоборот, снизит фрикционный износ и обеспечит более длительный срок службы. Заточка цепи требует соблюдения двух правил. В первую очередь следует проверить остроту углов режущих звеньев, высоту ограничителя резки и соответствие этих параметров заводским настройкам.Во-вторых, четко контролировать идентичность размеров всех режущих звеньев одной цепи. В чем опасность несоблюдения этих правил? Таким образом, если углы на всех режущих элементах одинаковы, но неверны, пользователь рискует получить низкую производительность или повышенную вибрацию и нагрузку на двигатель. При разных углах заточки из-за неравномерной загрузки режущих элементов усилится вибрация и увеличится вероятность обрыва цепи.В любом случае ей будет поставлен преждевременный отказ. Поэтому все зубья цепи должны быть заточены равномерно и под одинаковыми изначально заданными углами, которые, кстати, были определены опытным путем. Тогда цепочка прослужит максимально долго и эффективно. Это не сложная задача, специальные приспособления для заточки цепи позволяют выдерживать определенные параметры, не задумываясь и не прибегая к точным измерительным приборам. Еще один важный момент — отслеживание мельчайших трещин, царапин и помятостей, которые могли привести к обрыву цепи.Если во время работы цепь порвется, она соскользнет с направляющей шины и на высокой скорости скатится под ноги оператору. Во избежание несчастных случаев на все бензопилы устанавливается уловитель в виде полки. Тем не менее, эта дополнительная заметка не помешает. Любому пользователю будет интересно, что каждая новая цепь, запертая в сумке, это всего лишь штамповка, а ее заточка может повысить производительность примерно на четверть. Кроме того, в случае новых цепей высота ограничителя реза, а точнее толщина образующейся стружки, автоматически «подгоняется» до минимального значения, т.е.для работы в «тяжелых» условиях (зима, холодный и твердый лес и т.п.). А если распил производится летом, и его предметом является свежеспиленная сосна, есть резон отрегулировать ограничитель (по специальному шаблону) для ускорения работы. | ||||||||||||||||||||||||||||

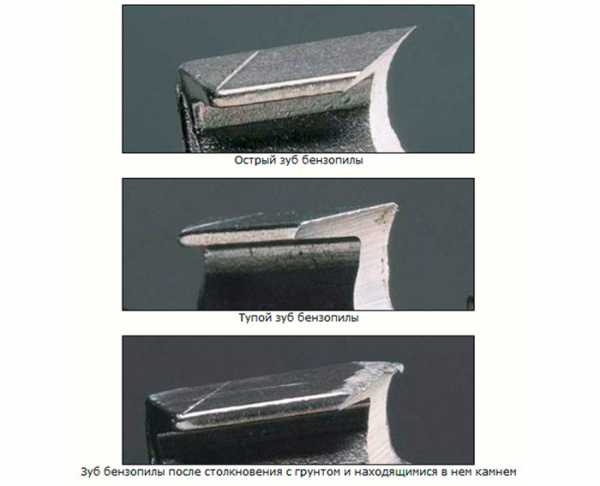

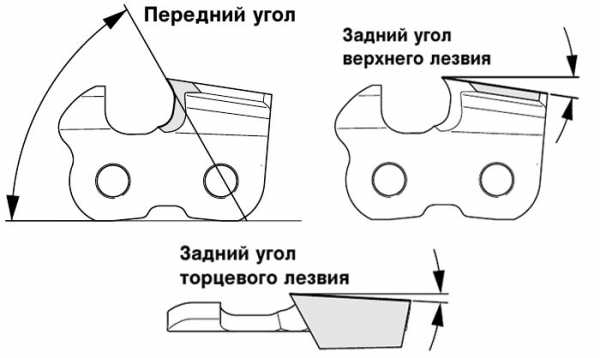





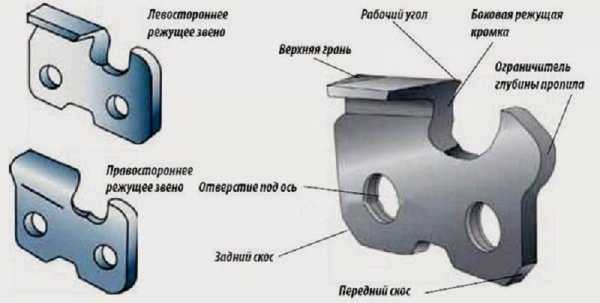
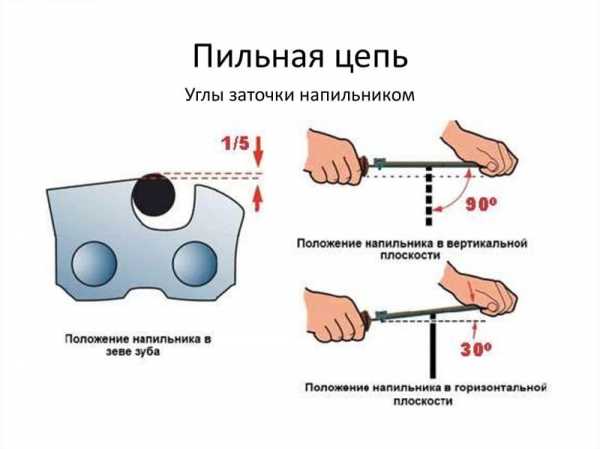







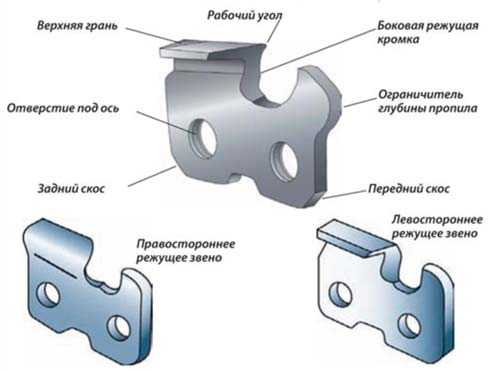
Лучшие цепи для бензопил 2022
При составлении нашего рейтинга лучших товаров для бензопил мы учитывали множество факторов, в том числе мнение покупателей, цены на цепи для бензопил в интернет-магазинах и магазины стационарные, технические характеристики, мнения о производителе и заключения специалистов. Выбирая цепи для бензопилы в рейтинге апреля 2022, вы можете быть уверены, что выбираете хороший товар по оптимальной цене.Все еще задаетесь вопросом, какие бензопилы хороши, а какие лучше? Ознакомьтесь с рейтингом за апрель 2022 года ниже и сравните лучшие продукты.
Цепи для бензопил Рейтинг 2022
Вам нужна помощь, какие цепи для бензопил следует учитывать при покупке? Вам интересно, какие бензопилы для бензопил окупаются и какие пользователи хотели бы порекомендовать? Смотрите рейтинг цепей для бензопил за апрель 2022 года, в который мы добавили лучшие модели, доступные в магазинах.Такие продукты, как бензопилы, были тщательно проверены с точки зрения оценок покупателей, преимуществ и недостатков, результатов испытаний, отзывов на форумах, отзывов пользователей и, конечно же, цены. Где купить бензопилу бензопилу дешевле всего? В каком магазине можно купить дешевые и хорошие цепи для бензопилы? Проверьте рейтинг.
Какие бензопилы мы рекомендуем на 2022 год?
Наш рейтинг цепей для бензопил 2022 года учитывает самые лучшие и самые покупаемые модели, отобранные на основе множества факторов, таких как цена, тест, отзывы и спецификация.
Лучшая бензопила для бензопил 2022 года, какую выбрать?
Какие цепи для бензопил чаще всего выбирают покупатели? У каких пользователей бензопилы есть отзывы и почему стоит выбрать бензопилу из рейтинга? Проверять!
Цепи для бензопилы, рейтинг апрель 2022, почему стоит?
Мы ежемесячно обновляем список лучших бензопил в рейтинге 2022 года. Ищете проверенную модель? Проверьте рейтинг.
.90 000, чтобы забыть о прошлом и бороться за лучшее завтра (Отчет) 90 001Ночь с 11 на 12 августа 2017 года. Самый сильный шторм последних лет проходит через центральную Польшу. Скорость ветра достигает до 120, а местами 150 км/ч. Больше всего пострадали повяты в Куявах и Поморье, а также в Великопольше. Небо было похоже на один большой сварочный цех. Разрядов с такой частотой никто не помнит. Отдельные хвойные деревья ложатся параллельно земле под давлением ветра.Сквозь «стену дождя» вперемешку с грязью, сгребаемой с улиц, в окна было мало что видно.
Утром сразу было видно, что буря очень сильная. В Хойнице многие дороги были заблокированы упавшими деревьями. С многоквартирных домов сняты фасадные и кровельные покрытия. Значительно пострадали и городские парки. Однако масштабы разрушений стали видны только после выезда из города.
Внимание, Райтел
Хойнице находится всего в 17 километрах от Рытеля, но разница была невероятная.Через несколько дней, а точнее 15 августа, местные жители отправились на уборку. В сторону Рытеля поехало более 20 автомобилей. Вид был захватывающим, огромные и массивные деревья были сломаны, как спички, а электрические мачты были похожи на высокие спирали. На месте глава села вместе с другими «надзирателями» разделил волонтеров на группы. Некоторые люди разрезали стволы на более мелкие части, а другие сложили их в кучи. Звук бензопилы бил мне в голову и уйти от него было невозможно.Масштабы повреждений были столь велики, что время от времени волонтеры делали перерыв, чтобы заправить пилы бензином или заточить цепь.
В тот же день были куплены практически все генераторы с юга Поморского воеводства. Беспокойство вызывал и другой вопрос. Сломанные деревья упали в Брду и окружающий канал, что создало реальную опасность затопления небольших деревень. Дело было настолько серьезным, что в Рытеле появилось войско.Работы контролировались национальными властями. Проведя около шести часов, группа добровольцев отправилась в Стернув, еще одну деревню в гмине Черск. Однако добраться до него не удалось, поваленные деревья фактически помешали еще одной поездке, а на дороге уже были пожарные расчеты.
Brda Rytel получил помощь от местного конкурента
В такие моменты о спорте думаешь в последнюю очередь. Интересно, что именно в выходные 12-13 августа начались игры класса B района Гданьск V.Половину встреч отложили. Однако играть Брда Рытел по-прежнему было негде, пожарные машины и сломанные деревья не щадили луга. Запасные скамейки были уничтожены. Столкнувшись с таким травмирующим опытом, с властями Брды связалась MKP Szlachta, величайший соперник. Он предложил играть на собственном стадионе. Команда из Rytel долго не думала. Эффекта долго ждать не пришлось. В конце сезона обе команды были рады перейти в А-класс или, если хотите, в Серию А.
К сожалению, следующая кампания оказалась не столь успешной.Команда не успела заработать на жизнь. Кто знает, может быть, разница в лигах была слишком заметна. Встреча с Kolejarz Chojnice была большим праздником, потому что это было возвращение Brda на свое поле. Важно, чтобы спад не отбил у руководства и игроков охоту к дальнейшему развитию. Прежде всего, это группа больших энтузиастов с планом дальнейшего функционирования. Как сказал нам один из игроков Брды - мы сами себе штурвал, матрос и корабль.
Вы должны смотреть в будущее
Руководство клуба подходит к событиям трехлетней давности в стиле того, что было, прошло.Шторм оставил свой след на ландшафте Райтеля и окрестностей, но обсуждать его больше не стоит. Мы убрались, мы сделали свою работу, и теперь мы задаемся вопросом, что делать дальше.
Фото с игры против Стины Годзишево. На заднем плане видны отдельные деревья, «выжившие» после бури. Трудно подумать, что чуть более трех лет назад на этом месте был огромный лес. После матча лиги с занявшим второе место игроком из Годзишево мы поговорили с президентом Brda Rytel Михалом Формеллой.
Почему клуб решил сосредоточиться на развитии молодежных групп?
Мы начали играть в эту игру года четыре назад, группа людей собралась где-то поиграть. У него есть возможности и время. Мы согласились, что этим детям нужно дать шанс. Молодёжных команд здесь раньше не было. Все строилось на старших, и никому не было весело тренировать молодежь. Правда, раньше было две младших группы, но мне тогда было девять или десять лет.Мой отец управлял ими, потому что у него здесь было трое сыновей. Позже об этом позаботился господин Ежи Яздевский из соседней школы.
Впрочем, это было недолго, лет пять. Из этой группы осталось много людей, в том числе я или Матеуш Вейна (нынешний тренер Брда Рытель – прим. авт.) и еще несколько человек. Мы составили такой план, что лет через пять - я как-то прочитал статью на Weszło о таком маленьком городке, где в нем тоже начали играть. Они построили такой очень семейный клуб, специально для молодежных групп, не оглядываясь на пожилых людей.У родителей получилось.
За воротами отображается "команда спонсоров". Как выглядит сотрудничество с этими компаниями?
Все это местные компании, но не они держат клуб, у нас как у клуба есть для них цели. Например, в данном году все дети - у нас сейчас пять молодежных групп, всего около 100 детей - должны поехать на какое-то крупное спортивное мероприятие. Например, мы были на матчах сборной.Кроме того, юниоры должны принимать участие в турнирах, спонсоры также несут ответственность за покупку новой экипировки.
Мы также организуем специальные мероприятия для детей, такие как Majówka z Brda, Mikołajki. Мы делаем для них памятные альбомы, все пишется как цели для этих спонсоров. Мы рассчитываем сумму, и она идет на развитие молодежных групп. Остальное собираем со взносов, но это небольшие суммы. Коммуна нам очень помогает.
Эти средства пошли на создание в том числе полигона.
Точно, тут раньше был основной питч, но он был такой плохой. Хуже того, практически весь песок. Брат (советник Черской гмины - прим. авт.) подал заявку в Черский городской бюджет, они за нее проголосовали и сделали подачу. С этого момента мы начали создавать молодежные группы. Мы также разработали пятилетнюю стратегию для себя. Пока у нас все идет хорошо. Теперь было другое издание вышеупомянутого Гражданского Бюджета, и из него сделали боковое поле.
Это было сделано таким образом, что мы должны были вложить часть нашего бюджета (нам помогали собственные деньги, но также и спонсоры), мы также провели акцию по сбору металлолома, о которой мы написали в нашем Facebook. В коммуне заметили, что мы много работаем. Благодаря этому она очень «завелась» и захотела нам помочь. Была такая ситуация, что разница в росте была тридцать сантиметров. Мы решили, что хотим иметь один большой квадрат, и был создан квадрат сто метров на сто метров. Мы хотим собрать все молодежные группы в один час в мае следующего года и провести обучение.
Видно, что изменилась не только сама высота звука.
Да, мы построили укрытие за трибуной с заботой о родителях. Позже мы поставим там несколько скамеек, какую-нибудь звуковую систему. Мы также думаем о холодильнике и кофемашине. Мы хотим собрать всех сюда в один час, потому что эти дети подключены к школе. Не то чтобы они приходили сюда из других мест. Они все ходят здесь в школу. Я тоже учитель физкультуры и поговорила об этом с директором, ей идея понравилась.Здесь могут тренироваться все дети, а аттракционы для них подготовили спонсоры, о которых я упоминал ранее.
Итак, как вы упомянули, работы на стадионе не закончены. Что еще нужно сделать?
Мы обязательно хотим "подтянуть" брусчатку для клуба. Мы также поработаем над эстетикой самого объекта. Только потом мы думаем об обучении самих малышей. Это правда, что мы в этой сертификации PZPN, мы получили бронзовую звезду. Тем не менее, я думаю, что это предоставляется на «основе сватовства».У нас есть тренера с квалификацией, много инвентаря - ворота, мячи. Я знал, что первое, что мы должны были сделать, это создать запас этого оборудования.
Недавно у нас тренировалась первая команда Хойничанки Хойнице. Они сменили территорию и пришли сюда. Они были потрясены тем, что так много всего с нами. Они проехали пятнадцать километров и не знали, что так мы развивались. Пока до цели идти далеко, но все идет хорошо и, главное, по плану. Есть много людей, которые хотят это сделать, и мы все еще играем в нее.Думаю, что окончательный эффект будет в мае-июне следующего года. Тогда, собственно, когда вы сделаете фото, вы сможете увидеть, как оно изменилось.
На прошлой неделе в углу стадиона стоял старый сарай, это плохо для поля. Приехали сборщики металлолома и забрали его к нам. Нам просто нужно разобраться. План также включает в себя парковку. Этого помещения будет достаточно для такого маленького городка, и родители будут этому очень рады.
От такой инициативы может выиграть весь регион.Известно, что вначале думают о более крупных городах, таких как Хойнице или Черск, и не все знают, что здесь строится база высокого уровня для обучения молодежи.
Мы также не думаем об обучении людей, которые не знают, какие у них таланты. Первая цель – дать этим детям возможность тренироваться. Мы также видим, что со временем лучшие дети все равно отправляются в Хойнице, и это неизбежно. Мы знаем свое место в ряду, со временем готовим таких игроков. Я сам два года тренировался в молодежных группах Хойничанки и знаю, что потом эти команды базируются во всех этих маленьких городках вроде Пшехлево или Черска.У нас в любом случае есть такие отдельные люди, которые едут в Хойнице, и мы знаем, что со временем их будет больше. Сейчас у нас так, пока они учатся в нашей начальной школе, тренируются здесь, потом едут в Черск или Хойнице, и удержать их здесь сложно.
Гулади «Тосси» Коколадзе, отыгравший последние 4 сезона в Турции, а текущий стартовавший в Брда Рытел (37 голов и 20 передач в 12 спаррингах и 5 матчах чемпионата), перешел в третью лигу КП Старогард.
Удачи и такого же количества голов и передач на более высоком уровне!!! напиток.twitter.com/jPNxje9exG- Брда Рытель (@BrdaRytel) 31 августа 2020 г.
Вы видите, что уделяете большое внимание подготовке молодежи, но давайте немного поговорим о первой команде. В текущем сезоне Брда является новичком гданьского А-класса. Сама команда зашумела в зоне в начале сезона из-за передачи грузина Гулади Коколадзе, который сегодня присутствовал на матче со Стыной Годзишево. Как популярный здесь «Тосси» попал в Рытель?
Как это начало здесь развиваться, к нам обратился Марчин Синорадский (игрок Brda Rytel, местного спонсора и основателя футзальной команды Red Devils Chojnice - прим. ред.).авт.). Он связался с нами два года назад, заметив, что он выглядит достаточно хорошо. Он говорит, что никогда не видел, чтобы клуб работал так профессионально на таком уровне. Он также включился в качестве спонсора, хотя я отметил, что не заинтересован в поиске спонсоров для старшей команды.
Но он такой энтузиаст и решил, что поможет и в этом. На самом деле только Марчин и мой брат являются спонсорами первой команды. Именно Марчин привез сюда «Тосси». До этого они где-то встречались.Ситуация с "Тосси" была такова, что он должен был перейти в Радунию Стенжицу из третьей лиги, но не попал. За ним пришел звездный Карсин из четвертой лиги, он был с ними на первом выездном матче, не сыграл ни минуты и началась пандемия.
В июне он приехал с Марчином на тренировку, ему понравилась команда, его хорошо приняли ребята. Известно, что уровень был выше этой лиги. Он пошел с нами на спарринг и решил, что начнет с нами осенний раунд. Он сыграл с нами четыре или пять матчей.В одной игре он забил пять голов и был взят КП Старогард Гданьски из третьей лиги.
Тем не менее, для новичка у команды все очень хорошо.
Если говорить о всей команде, то это большая заслуга Матеуша Вейна. До этого здесь ничего не было, слабое поле, просто здание клуба, возведенное коммуной. Он собирал этих сеньоров годами, может года три назад повысил их до А-класса. Позже они вылетели, но все дело было в том, чтобы играть с молодыми игроками восемнадцати и девятнадцати лет.Ему, наверное, восемь лет, как старшему тренеру.
Для меня это большая удача, так как в матче А-класса или Б-класса он выбирает 18 матчей в год, а на тренировках у него 16 или 18 игроков. Это подвиг, потому что вы знаете, как это работает в этих низших лигах. Где клубы с одиннадцатью, десятью и сложно собрать состав. Эти пожилые люди работают довольно хорошо, и это создает единое целое вместе с расширением стадиона и теми детьми, которые имеют возможность тренироваться здесь.
Я думаю, что через год вы увидите эффект, а через три-четыре года, когда мы закончим расширение здесь и дойдем до того, что здесь все будет работать, мы сосредоточимся на вопросах обучения. Там тоже много чего надо сделать, сейчас признаюсь, что нет времени столько смотреть. У нас есть опытные тренера, но мы хотим гармонизировать, чтобы все думали в одном направлении. Должен признать, что эта сертификация подталкивает нас дальше, потому что там требования достаточно высокие и все должны их придерживаться.
Ранее вы упомянули, что клуб очень хорошо сотрудничает с муниципалитетом. Как это делается?
Весь этот Гражданский Бюджет основан на том принципе, что мы вносим туда проект и за него должны проголосовать. В первый раз, на основном поле, вопрос гидратации и самого поля, это то, что сделал мой брат, было две заявки. Один за 70, а другой за 40 тысяч злотых. Тогда это делалось на основе того, что люди ходили по домам, собирая подписи жителей.Мы собрали их, и проекты были одобрены коммуной.
Вторым выводом была эта боковая линия, потому что теперь они оба орошаются. Но мы уже подключили детей и их родителей. Даже мои бабушка и дедушка давали нам средства на расширение. Благодаря этому нам больше не приходилось объезжать дома. Как оказалось, мы просчитались, потому что нужно было довести недостающие тридцать сантиметров, чтобы компенсировать это. Мы связались с коммуной и за десять тысяч с этим проблем не было. Мы также отремонтировали раздевалки в клубе.Как я уже сказал, основное поле, боковые стороны, навес для машины и раздевалки.
Теперь Марчин сосредоточился на взрослых, и теперь команда приезжает и транслирует наши матчи. Однако сама «кафедра» работает по такому принципу, что со временем хочется купить себе фотоаппарат и записывать для этих малышей тренировки, турниры. В основном для анализа, но и на память. Мы планируем делать такую подборку видео для данной команды после каждого сезона. Сама коммуна видит, что мы вкладываем в нее много своего труда, здесь есть рабочие места, где мы собираемся по двадцать человек.
Недавно у нас была акция по очистке или повторному засеву пастбищ. Когда они видят, что мы так поступаем, то если потом возникнет ситуация, что, например, надо договориться на постройку убежища или что-то в этом роде, то вообще нет проблем. Документы нам привозят сами, потому что лесопилка нам очень помогла с этим приютом. У нас много спонсоров, мы их подписали на один из голов. В прошлом году была первая команда спонсоров, поэтому по принципу Хойничанки мы решили, что лучше иметь больше маленьких.
Случай с Бытовией Бытув показал, что это хорошее решение. Друтекс отказался от участия, и у клуба вообще не было проблем с стартом в следующем сезоне.
Я так удивлен, что они так держатся. Я думал, что там все рухнет, но оказалось, что у них есть серьезные шансы попасть в лигу Fortuna 1.
Как посетители реагируют на многочисленные изменения в вашем клубе?
Любой, кто немного знает, как Райтел играл здесь раньше, будет удивлен.Недавно была ситуация, когда мы делали этот посев и привозили нам землю, вы приехали из Нового Двора за Хойнице и говорите, что здесь была такая земля, другая во втором месте и так далее. Я спросил, откуда он это знает. Он сказал, что играл здесь. Теперь для него шок, насколько велика разница. С другой стороны, это не так здорово для тех, кто не видел его раньше. Многое изменилось, но до того, чтобы здесь было весело, еще далеко.
Что касается юниоров, какое разделение на группы?
Есть пять молодежных групп, четыре из которых играют в лиге.Мы объединили годы. 2014 с 2015 - это юниор G и так далее до группы D. Сейчас он исключительно юниор B, но там у нас четыре года слились с 2004 по 2007 год. еще один шанс для игры. У нас есть чуть более десяти лет, но я говорю, что пока мало возможностей. На самом деле, за один год предстоит играть десять человек, так что к нам присоединяются двое.
Мы считаемся с тем, что чем старше они становятся, тем всегда кто-то выбывает, и поэтому у нас сейчас четыре года.Однако мы так думаем, глядя на самых маленьких, что ситуация может улучшиться. В юниорах G и F двадцать человек, также есть несколько девушек. В прошлом году, когда мы занимались набором, в один момент пришло 33 человека. Пришлось разделить их пополам. Мы рады, что девочек становится все больше, что интересуются не только мальчики.
Один тренер руководил командой в Тухоле, начал помогать, приезжает сюда на тренировки. Эти девушки также предпочитают тренироваться здесь, а не в Тухоле или Раченже, потому что здесь у них очень хорошая тренировочная база.Также было объявление, что с ними можно тренироваться и нашлись желающие это сделать. На тренировки приходили даже мамы девочек из младших групп. Были первые моменты, когда команды появлялись по четвергам и играли друг против друга.
Действительно была информация о создании взрослой женской команды.
Так получилось, что здесь по четвергам в 17:00, при хорошей погоде, смогли потренироваться пять команд. Вся наша площадь была занята пенсионерами и детьми.Выглядело здорово, теперь мне просто нужно добавить больше мест для родителей. Мы хотим создать небольшой спортзал рядом с приютом, чтобы они могли немного подвигаться во время тренировок своих детей. У нас пока не зарегистрирована женская взрослая команда. Эта группа из Тухолы тоже где-то играет. Пока что началось с самой тренировки, посмотрим, как она будет развиваться.
Результаты работ на стадионе уже видны, но вы не собираетесь останавливаться на достигнутом.
Если все пойдет по плану, думаю, к праздникам все будет готово, и здесь будет гораздо лучше.Теперь у нас были большие проекты, которые требовали сначала поиска спонсоров. Идти к ним, разговаривать с ними, готовить все это. Вопросы оформления самого участка, консультации с садовником. Это действительно заняло много времени. Здесь мы привезли более тысячи тонн земли на расчистку, потом это орошение. Голосование в гражданском бюджете имело большое значение.
Теперь у нас есть, я не знаю, лестница в плане, расположение тротуара. Возможно, какая-то компания сделает это, и дело пойдет быстрее.Мы только готовим, такая забота работает. Здесь земля здесь темная (в сторонке трава еще не выросла - прим. авт.). Мы ждем, когда все это взорвется. Это будет совсем не то, что сейчас, сейчас такая маленькая неразбериха. У нас пока заборов не хватает, но это уже потом. Теперь эти ключевые элементы на месте, мы должны подготовить все это к зиме. Еще надо поговорить со спонсорами, может у кого есть трактор или экскаватор.Кто-то что-то. Мы организуем, чтобы они пришли и забрали то, что у них есть. Тогда будет виднее. Приглашаю через добрых пол года, тогда реально будет много смотреть.
Результаты пожилых людей хорошо вписываются во всю эту среду. Брда сейчас лучший новичок А-класса, в начале сезона она была в верхней части таблицы. Ты смотришь на стол, чтобы подраться, кто знает, может, даже за повышение до районного класса?
Если бы мы хотели играть сеньорами по силе, то такой районный класс здесь реально без проблем, но, наверное, тоже не с теми игроками, которые у нас есть.Теперь есть игроки из Rytel или те, кто связался с нами, что они хотят играть с нами. Здесь никто не получает с этого злотого, как сейчас, мне тошно от того, что происходит вокруг. Известно, что на этом никто не зарабатывает и знает, что денег с этого не получит. Люди, считающие себя неизвестными, которые не будут играть в А-классе или районном классе, я знаю, что они сюда не придут и ничего не получат.
Практически все мальчики из Рытеля, одинокие люди ездят на работу из Черной Воды, Черска и Хойнице, как и Марцин.Тем не менее, эта группа 21- или 22-летних мальчиков и игроков, которых мы переведем из молодежных групп, скоро сможем иметь такой районный класс в Рытеле. Для болельщиков однозначно приятнее, так как они знают всех вокруг, а не когда в гости приходит мальчик, которого они не знают.
Известно, что такой "Тосси" был исключением, но ничего подобного для игры у него не было. Он хотел прорекламировать себя, и ему это удалось. Он очень милый и быстро понравился мальчикам и фанатам.Пока цель проста, мы хотим держаться и стремимся к ней. Однако, как мы говорили с Матеушем, если бы «Тосси» остался с нами, мы могли бы попробовать. Он действительно изменил ситуацию. Теперь это была лучшая команда лиги, которой мы проиграли (разговор состоялся вскоре после поражения от Стины Годзишево 0:3 — прим. авт.). Если бы он был на поле, было бы безопасно победить.
Итак, на данный момент нет давления на результат, и вы хотите когда-нибудь использовать этот фон для измерения этой акции?
Когда речь идет о спортивных целях, мы так думаем года через три-четыре.С нашей точки зрения, ближайшие несколько лет в основном связаны с расширением инфраструктуры и структуры клуба. Желающих сделать это становится все больше и больше, когда кто-то приходит из СМИ, записывает и фотографирует. Уже есть люди с новыми идеями, а также в совете директоров, что очень хорошо работает. Это также относится к аутсайдерам, таким как Марчин, которого нет в правлении, как и мой брат.
Вы также можете рассчитывать на спонсоров, если кто-то из нас ответит, они всегда вам помогут и подскажут. Таких людей так много, что со временем становится все проще это делать.Когда некоторые люди видят, что из этого что-то выходит, они также охотнее помогают. Я общался с ребятами раньше, и у нас где-то есть старые фотографии, как это выглядело раньше. После завершения работ мы хотим сделать переход таким, каким он был раньше и как здесь все было перестроено. Тогда вы сможете увидеть, как сильно изменилось за такое короткое время.
***
Клуб добился огромного прогресса за три года. Начиная со спортивных результатов - на мгновение Брда действительно могла включиться в борьбу за продвижение в районный класс, организуя структуры и находя спонсоров, и заканчивая инфраструктурными работами.Перспективы еще более впечатляющие. «Брда» — один из немногих клубов, который транслирует домашние матчи лиги на YouTube и активно участвует в социальных сетях. Напомню, что речь здесь все еще идет о клубе А-класса.

В дальнейших планах расширение деятельности в сфере СМИ, организация специальных мест для родителей, но прежде всего развитие молодежи. То, что происходит в Rytel, уже впечатляет, не говоря уже о том, что через несколько лет. Одно можно сказать наверняка, стоит внимательно следить за тем, что происходит на юге Померании между Хойнице и Черском.
Класс Брда Рытель Журналистика репортаж
.Система записи и воспроизведения MC Crypt AT 3600 fokus.sklep.pl
Настройки файлов cookie
Здесь вы можете определить свои предпочтения в отношении использования нами файлов cookie.Требуется для работы страницы
Эти файлы cookie необходимы для работы нашего веб-сайта, поэтому вы не можете их отключить.
Функциональный
Эти файлы позволяют использовать другие функции сайта (кроме необходимых для его работы).Включив их, вы получите доступ ко всем функциям веб-сайта.
Аналитический
Эти файлы позволяют нам анализировать наш интернет-магазин, что может способствовать его лучшему функционированию и адаптации к потребностям Пользователей.
Поставщики аналитического программного обеспечения
Эти файлы используются поставщиком программного обеспечения, под которым работает наш магазин.Они не объединяются с другими данными, введенными вами в магазине. Целью сбора этих файлов является выполнение анализа, который будет способствовать разработке программного обеспечения. Вы можете прочитать больше об этом в политике использования файлов cookie Shoper.
Маркетинг
Благодаря этим файлам мы можем проводить маркетинговые мероприятия.
.Масло для цепи бензопилы
Масло для цепи бензопилы
27-04-2010 11:09:31 - - = МАКАРЕНА = -
должен быть посвящен, или вы можете установить обычный мотор? -
-
Ура:
MAKARENA
__________ Информация об антивирусе ESET NOD32, версия базы данных сигнатур вирусов 5063 (20100426) __________
Сообщение проверено антивирусом ESET NOD32.
www.eset.pl или www.eset.com
Re: Масло для цепи бензопилы
27.04.2010 11:32:47 - Агент 0700
> Должен быть посвящен, или вы можете установить обычный мотор?А зачем, если выделенный дешевле?
Дело в том, что цепь не работает всухую. Я заливаю то, что есть и если нет
, то покупаю выделенный.
Дополнительно смазываю цепь время от времени палочкой, смоченной в масле.
Дж
Re: Масло для цепи бензопилы
27-04-2010 11:50:34 - - = МАКАРЕНА = -
> А зачем, если выделенный дешевле?
Потому что у меня движок бесплатный :-)
-
-
Приветствую:
MAKARENA
__________ Информация об Антивирусе ESET NOD32, база сигнатур вирусов версия 5064 (20100427) __________
5 9000 Сообщение проверено ESET NOD32 Антивирус.
www.eset.pl или www.eset.com
Re: Масло для цепи бензопилы
27.04.2010 11:59:12 - Агент 0700
> Потому что у меня движок бесплатно :-)Ну и движок воронка.
Кроме того, смажьте палочкой канавку в шине и цепь.
ИМХО автоматической смазки недостаточно, дополнительная смазка
значительно продлит срок службы шины и цепи.
Дж
Re: Масло для цепи бензопилы
27.04.2010 19:40:22 - Яцек
Теперь все должно быть посвящено!Даже есть якобы специальные чернила для левшей....... ;-)
Яцек
Re: Масло для цепи бензопилы
28.04.2010 10:15:39 - Рафал
Яцек говорит:> Теперь все должно быть посвящено!
>Есть даже якобы специальные чернила для левшей....... ;-)
>Jacek
>
>
>
Ну может есть что делать, ведь если левой рукой писать слева на
справа, чернила должны быстро сохнуть, чтобы не тереть то, что написал
:)
Насчет пилы, вчера залил синтетику 5W40 -
для смазки цепи, может профанация, но у меня так было , пила не обиделась :)
Выделенный мне раньше казался немного толще -
так что теперь я могу быстрее уменьшать, или быстрее убегать от проводника
, надо быть осторожным, но думаю что вред не бывает, когда
что-то другое заливает.
Re: Масло для цепи бензопилы
28.04.2010 10:50:25 - Яцек
И вы видите. Не думал, что левша будет мазать обычныминеспециализированными чернилами ;-)
Моя пила берет любое масло: минеральное лотос и полусинтетика, Эльф экселиум,
Mobil S, Selenia HR и даже Хипол.
Недавно я купил специальный Vexol за 9 злотых за литр. Какой-то темный
с зеленоватым оттенком мне показался.
Так вот читаю наклейку и там пишут, что в ней есть специальные чистящие добавки, что
держит цепь и направляющую в чистоте и ничего не забивается и
к ней не прилипает.
Разницы не вижу, но если отдам цепочку для заточки, куплю еще бутылочку
, т.к. 9 злотых не дорого, особенно по сравнению с Selenia.
Джек
Re: Масло для цепи бензопилы
28.04.2010 13:19:13 - Агент 0700
> Так я прочитал наклейку и там написано, что в нем есть специальные моющие добавки,У вас будет чистая канавка :-)
J
Re: Масло для цепи бензопилы
28.04.2010 21:31:37 - Зига
Агент 0700 написал:>> Итак, я прочитал наклейку, и там написано, что в ней есть специальные чистящие добавки,
>
> У вас будет чистая канавка :-)
>
> J
хе-хе, добавленная стоимость...
Разница лишь в том, что останется у тебя в кармане. Лак 5W40 это ИМО груууба
преувеличение, речь конечно о финансовом эффекте. Даже если у кого-то
свободен - тут в дело вступают ментальные различия, то есть он ворует?
Я не знаю, как еще можно получить бесплатно... Какие-нибудь рекламные образцы?
Если приходится тратить, ничто не сравнится с лесопилкой со склада, хотя бы в банке на 5,
литров...
-
поцелуев - Zyga
Re: Масло для цепи бензопилы
29-04-2010 10:32:48 - - = МАКАРЕНА = -
> бесплатно - тут в игру вступают ментальные различия, значит он ворует? Нет
> Я знаю, как еще можно бесплатно...
Да, я ворую и я пьяница, потому что каждый пьяница - вор...
-
-
С уважением:
MAKARENA
__________ Информация об антивирусе ESET NOD32, база данных сигнатур вирусов версия 5070 ( 20100428) __________
Сообщение проверено антивирусом ESET NOD32.
www.eset.pl или www.eset.com
Re: Масло для цепи бензопилы
2010-04-29 15:13:41 - Агент 0700
> Да, я ворую и пьяница вдобавок ко всему, потому что каждый пьяница - вор...Я бросаю в тебя камень :-)
J
Re: Масло для цепи бензопилы
01.05.2010, 20:03:22 —
января On 27-04-2010 11:09, -=MAKARENA=- пишет:> надо посвящать, можно обычный мотор лац?
=======================
Конечно, вы будете использовать все, что захотите...
Производители цепей (не бензопил) рекомендуют использовать специальное масло для цепей
. При профессиональном использовании это является обязательным требованием, поскольку применяются правила защиты окружающей среды
, а масла для цепей должны быть биоразлагаемыми
(например,в лесном хозяйстве).
Почему масло должно быть особенным:
1. Как уже отмечалось в обсуждении, система смазки пилы открытая,
т.е. масло не циркулирует по замкнутому контуру а выбрасывается (и
теряется) выполнив свою роль. Так и должно быть... лучше масел
, используемых в закрытых системах... :)
2. Масло для цепей должно иметь соответствующую вязкость (это влияет на работу насоса
) и высокую способность прилипать к металлической поверхности
(не путать с липкостью).Как известно, масло подается в канавку
направляющей шины в ее верхней части и распределяется в этой канавке по
ногам цепи. В конце стержня цепь поворачивается и возвращается на нижнюю сторону стержня. Самый загруженный. Если масло жидкое и не липкое
, оно почти полностью выталкивается из направляющей
на ее конце под действием центробежной силы (как в центрифуге). Нижняя часть
ползуна недостаточно смазана. Цепь движется со скоростью
от 18 до 24 м/сек...
3. В процессе работы масло нагревается до температуры даже 100 градусов.
Если масло не поддерживает постоянную вязкость в большом диапазоне температур
, оно не будет должным образом смазывать при более высоких температурах.
4. Масла для цепей, продаваемые в PL, представляют собой почти исключительно растительные масла
(из-за профессионального рынка, который требует биоразлагаемости). Есть
рапсовых масел с присадками. Присадки к 1 литру масла стоят около 1
евро. Если масло дешевле 2 евро, т.е.что в нем нет нужного количества присадок
:)
5. Для смазки цепи подходит пищевое рапсовое масло. Но есть риск
. Поскольку в нем нет эмульгирующих присадок, оно может откладывать твердые воски в маслопроводах
, которые нерастворимы...
Поломка может быть довольно болезненной... Ежедневное использование такого масла не вредно. Перерывы, во время которых испаряются более легкие фракции
, вредны. Если вы уже хотите использовать такое масло, опорожните и промойте бак перед более длительным перерывом.
6. Все отработанные масла (особенно моторные масла) определенно
вредны для системы резки: при более высоких температурах они теряют свою
вязкость и смазывающую способность. В них также есть сера, которую нельзя отделить от нефти
. Они сильно разъедают металлические детали (насос и режущая система)
, загрязняют окружающую среду (воду) и ускоряют износ системы
до 30%. Это единодушное мнение ученых и практиков...если хотите отравить дождевых червей и собаку
...
7. Моторные масла, даже самые дорогие (синтетика), не подходят для смазки цепи
именно потому, что они предназначены для закрытых систем
.
Теперь делай, что считаешь нужным. Распределителям систем резки тоже надо зарабатывать...
:)
-
Привет
Янв
Re: Масло для цепи бензопилы
01.05.2010 20:52:37 - Дирко
Ян написал в сообщении
новости: [email protected] ...
>
> Теперь делай как считаешь нужным. Распределителям системы резки тоже нужно
>заработать...
> :)
>
Привет. Хороший ковер, Джейни. :-)
Учебный привет, я ... cki
Re: Масло для цепи бензопилы
2010-05-01 21:15:37 - Михал Мисюревич
01.05.2010 14:03, Ян написал:> 6. Все отработанные масла (особенно моторные) безусловно
> вредны для системы резки: при более высоких температурах они теряют свою
>вязкость и смазывающую способность.
Не могли бы вы объяснить это подробнее? Мне всегда казалось, что моторные масла
тоже рассчитаны на работу в условиях высоких температур.
Привет,
Михал
Re: Масло для цепи бензопилы
01.05.2010 21:55:40 - Луна
Михал Мисюревич написал:> 01.05.2010, 14:03, Ян написал:
>
>> 6. Все отработанные масла (особенно моторные) относятся к классу
>> определенно вредны для системы резки: при более высоких температурах
>> они теряют свою вязкость и смазывающую способность.
>
> Не могли бы вы объяснить это подробнее? Мне всегда казалось, что моторные масла
> тоже рассчитаны на работу в условиях высоких температур.
но все когда-нибудь заканчивается, даже любовь, что уж говорить о... масле.
отработанные масла уже имеют ослабленные параметры из-за температуры и давления
имеют нагар, который царапает гладкие детали.
Если бы это было не так, масла, залитого в чинквеченто, хватило бы на 20 лет.
луна
Re: Масло для цепи бензопилы
2010-05-02 02:08:41 - Панслависта
Мун написал:> Михал Мисюревич написал:
>> 01.05.2010, 14:03, Ян написал:
>>
>>> 6.Все отработанные масла (особенно моторные масла)
>>> определенно вредны для системы резки: при более высоких температурах
>>> они теряют свою вязкость и смазывающие свойства.
>>
>> Не могли бы вы объяснить это подробнее? Мне всегда казалось, что моторные масла
>> тоже рассчитаны на работу при высоких температурах.
>
> но все когда-нибудь заканчивается, даже любовь, не говоря уже о... нефти.
> отработанные масла уже имеют ослабленные параметры из-за температуры и давления
> имеют нагар, который царапает гладкие детали.
> Если бы это было не так, масла, используемого в чинквеченто, хватило бы на 20 лет.
>
> луна
Все имеет свой экономический вес, Случайная пила не обязательно должна быть дорогой
в эксплуатации, специальные масла недешевы, а резка
топливо на зиму не может стоить дорого, тем более что цепи быстрее изнашиваются
резка Все что угодно , например, брус и доски после строительства.
В целом, Ян прав - команда лесорубов должна позаботиться о других вещах, иначе
отправится с сумками.
Re: Масло для цепи бензопилы
2010-05-01 22:05:36 -
января 1 мая 2010 г. 21:15, Михал Мисюревич пишет:....
> Не могли бы вы пояснить поподробнее? Мне всегда казалось, что моторные масла
> тоже рассчитаны на работу в условиях высоких температур.
....
=====================
На самом деле, я бы предпочел, чтобы на этот вопрос ответил, например, доктор
Войтковяк из AR в Познани , который давно имеет дело с маслами
для цепей (ага, бензопил, потому что так говорит ПН....) I
Я всего лишь лесничий, имею дело, в том числе, с бензопилы... :)
Но попробую.
Масло, работающее в системе смазки двигателя, подлежит постоянному
контролю температуры: рассчитывается конкретное количество
(минимум масла), расход через систему (насос), возможно
активное охлаждение (радиатор), фильтр. Масло
работает совершенно иначе, чем в открытой системе. Проталкивается в пространство между
трущихся элементов (подшипников скольжения) или разбрызгивается в
закрытых камерах.Всегда есть/должно быть достаточно
этого масла. Вне зависимости от температуры масло подается к точке смазки
в соответствующем количестве. Не думаю, что сильно ошибусь, когда напишу, что
температура масла в двигателе не превышает 100 градусов (и она регулируется!)
В системе смазки пилы температуры меняются гораздо сильнее.
Темп. бегунок достигает 130-150 градусов и масло не
замедляется системой охлаждения и контроля давления. В результате
если масло теряет вязкость в результате нагрева, оно быстрее выходит из
направляющей.
Моторное масло необходимо периодически менять. В основном потому, что
загрязнилась (в ней растворился нагар - сера...) и
потому что просто потеряла свои смазывающие свойства, т.е. устойчивость к температурным перепадам
. Поэтому такое масло даже на глаз - тоньше. Вот почему
не следует использовать для смазки цепей...
Одно замечание. Если кто-то использует бензопилу спорадически, например, используя цепь 1,
в течение 3 лет, он не заметит более быстрого износа режущей системы
.Влияние масла на долговечность системы проявляется не сразу.
Через час ты ничего не замечаешь. С другой стороны, всего за один день
вы заметите, что цепь вытягивалась быстрее, чем при правильной смазке
. Но эффект все равно будет через год...
Я много провожу тренингов для лесорубов. За один (интенсивный) день работы
цепь не подтягивается ни разу, а лишь изредка один раз. А этот
уже желтый свет для проверки системы смазки. Если бы я использовал
неправильное масло, я бы пошел с пакетами... :)
ПС. Я проводил однодневные тренинги (в супермаркетах) для
случайных пользователей пилы и знаю как им нужен был
... Но это уже скрытая реклама... :)
-
Привет
янв
Re: Масло для цепи бензопилы
01.05.2010 21:53:51 - Луна
Ян писал(а):> On 27-04-2010 11:09, -=MAKARENA=- пишет:
>> надо посвящать, можно ли поставить обычный мотор?
> Почему масло должно быть особенным:
Мистер Джон, снимите шляпу с головы.
Все именно так, как говорит Господь.
100%!
луна
Re: Масло для цепи бензопилы
04.05.2010 07:47:06 - Яцек
Ага. Вы написали, и теперь остается только молиться, чтобы какой-нибудь эколог не прочиталэтого.
Мало того, что мы пилим детей Матери-Земли, так еще и плюем на нее
маслом из открытой системы смазки.
Так это взывает к небесам о мести!!
Ячек
Re: Масло для цепи бензопилы
27.04.2010 14:13:09 - Томаш О.
Пользователь Moon написал новостьв сообщении: [email protected] ...
> но плотность другая!
> используйте трансмиссионное масло уже лучше, моторное масло для цепей
> слишком жидкое.
Я друг друга не знаю и возможно кто-то будет возмущаться, но я знаю человека который
льет рапсовое масло из Бедронки. Пила на самом деле электрическая, но это не имеет значения, когда речь идет о смазке цепи. Рублю этой пилой уже несколько отопительных сезонов, рублю все дрова для топки в печке и никаких хлопот.
-
С уважением
Томаш
Re: Масло для цепи бензопилы
27.04.2010 15:53:10 - Агент 0700
> Я сам там не знаю и возможно кто-то возмутится, но я знаю человека который льет рапсовое масло из Бедронки. Пила на самом деле электрическая, но это не имеет значения, когда речь идет о смазке цепи. Рублю этой пилой уже несколько отопительных сезонов, рублю все дрова для сжигания в топке и никаких хлопот. И смазывать тоже будет, но проблема в том, что он окисляется и густеет,
все забивает.
Вероятно, он много использует и масло не загустеет со временем.
Дж
Re: Масло для цепи бензопилы
27.04.2010 16:34:38 - [email protected]
Это сообщение в формате MIME. Первая часть должна быть читаемым текстом,, в то время как остальные части, вероятно, не читаются без инструментов, поддерживающих MIME.
--- 1227619218-1169586358-1272378878 =: 22753
Content-Type: TEXT/PLAIN; кодировка = ISO-8859-2; format = flowed
Content-Transfer-Encoding: QUOTED-PRINTABLE
Во вторник, 27 апреля 2010 г., агент 0700 написал:
>> Ja tam si = EA Я не знаю и, вероятно, si = EA who = B6 возмущается, но Знаю людей =
=EA,kt=F3ra
>> лью рапсовое масло из Бедронки.Pi = B3a в общем электрическом, но это не =
имеет
>> значение смазки = B3a = F1 цепи. Резня = EA t = B1 pi = B3 = EA =
ju = BF несколько
>> сезон = F3w отопление tn = B1c любые дрова для топки в печке и ноль k =
= B3опот.
>
> I te = BF b = E Место смазки = B3, но есть такая проблема, = BFe si = EA окисляется и g =
= EA есть, = 20
> забивает все.
>
> Вероятно du = BFo u = BFywa i oil si = EA not zd = B1 = BFy zg = EAstall = E6.
Je=B6li масло от божьей коровки и pi=B3a от божьей коровки не должно быть проблем=E6=
=2E
Однако в случае более точных машин нужно смазывать =E6 чем=
= 20
рекомендованный производителем а не рип = Е6 обвес.
Д.П.
--- 1227619218-1169586358-1272378878 =: 22753--
Re: Масло для цепи бензопилы
27-04-2010 21:57:22 - Крис
Пользователь написал в сообщении
новости: [email protected] ...
Во вторник, 27 апреля 2010 г., Агент 0700 написал:
> Однако, в случае более точного машины нужно смазывать
> рекомендованным производителем и не быть изворотливым.
Бо...?
-
С уважением
Крис
Re: Масло для цепи бензопилы
28.04.2010 08:28:31 - [email protected]
Это сообщение в формате MIME. Первая часть должна быть читаемым текстом,, в то время как остальные части, вероятно, не читаются без инструментов, поддерживающих MIME.
--- 1227619218-1311593121-1272436111 =: 26499
Content-Type: TEXT/PLAIN; кодировка = ISO-8859-2; format = flowed
Content-Transfer-Encoding: QUOTED-PRINTABLE
Во вторник, 27 апреля 2010 г., Крис написал:
>
> U = [email protected] ...
> Вт, 27 апреля 2010 г., агент 0700 написал:
>
>> Однако в случае более точных машин необходимо смазывать = E6 или =
м
> > рекомендовано производителем и не играет = Е6 обвес.
>
> Потому что...?
>
> - = 20
> С уважением
>
> Крис
Cwaniak = F3w никто не любит ;-)
Д.П.
--- 1227619218-1311593121-1272436111 =: 26499--
Re: Масло для цепи бензопилы
28.04.2010 09:13:53 - Томаш О.
Пользователь написал новостьв сообщении: [email protected] ...
Вт, 27 апреля 2010, Kris написал:
> Никто не любит Цванякув ;-)
Для всех из этой компании нравятся люди которые могут выжать все только
потому что она посвящена :-))). Пила не моя, но я тоже
всегда ищу альтернативу подешевле. Я не могу себе этого позволить, и я не хочу тратить
моих с трудом заработанных денег на что-то только потому, что кто-то сделал
из них.Я понимаю, что производители, например, автомобильного масла, может быть, какие-то исследования по нему
проводят и улучшают, и фирма и цена имеют значение. Сомневаюсь
что производители пития задумывались над этой темой. Наверно
заливают в путелечек какой-то линимент и прессуют посвященный по цене в 3 раза
выше реальной стоимости.
-
С уважением
Томаш
Re: Масло для цепи бензопилы
28.04.2010 10:10:29 - Агент 0700
> придумал.Я так понимаю, что производители, например, автомобильного масла, может и. В двигателях устроены масляные каналы под соответствующее масло - можно добавить еще
и оно будет течь медленнее и двигатель быстрее заклинит или износится. Это не
одурачить.
Но цепь за направляющей? Где точность и аккуратность?
Скоро будет специальное масло для окунания гвоздей в доску -
некоторые промокают.
Дж
Re: Масло для цепи бензопилы
28.04.2010 14:25:35 - Томаш О.
Пользователь Агента 0700 написал новостьв сообщении: [email protected] ...
> В двигателях устроены масляные каналы для соответствующего масла - добавьте
> другое и оно будет течь медленнее и двигатель остановится или изнашивается быстрее. Это
> себя не обманешь.
И поэтому в двигатель льется моторное масло с параметрами, рекомендованными производителем автомобиля
. К счастью, производитель рекомендует только какие-то
параметров этого масла, а не конкретную марку.
> Но цепь за прутом? Где точность и аккуратность?
Точно. Сама система смазки тоже не очень сложная.
Предполагая, что сама пила не ведущего на рынке производителя
, а рыночного, заливка в нее рапсового масла от Biedronka считает оправданным
. У него есть еще одно преимущество, моя жена всегда не забывает купить его
:-).
-
С уважением
Томаш
Re: Масло для цепи бензопилы
28.04.2010 16:21:30 - Луна
Томаш О.написал:>
> Но все компании любят людей, которые могут выжать все только
> потому что это посвящено :-))). Пила не моя, но я
> тоже всегда ищу более дешевую альтернативу. Я не могу себе этого позволить и не хочу
> тратить свои с трудом заработанные деньги на что-то только потому, что
> кто-то их выдумал.
, но не будем преувеличивать.
редкое масло не выполняет свою функцию, оно потечет по цепи и
осядет на срубленном дереве.
вы будете использовать в 3 раза быстрее, а если не заметите, то
будет нагреваться и изнашиваться элементы, быстрее изнашивается цепь, так что знаете... позже?
луна
Re: Масло для цепи бензопилы
2010-04-28 16:36:33 - Панслависта
Луна писал(а):> Томаш О. писал(а):
>>
>> Но все компании любят людей, которые могут выжать все только
>> потому что это посвящено :-))).Пила не моя, но я
>> тоже всегда ищу более дешевую альтернативу. Я не могу себе этого позволить и не хочу
>> тратить свои с трудом заработанные деньги на что-то только потому, что
>> кто-то это придумал.
>
> но не будем преувеличивать.
> жидкое масло не выполняет свою функцию, оно стекает по цепи и
> откладывается на срубленном дереве.
> вы будете изнашивать его в 3 раза быстрее, а если вы изнашиваете его, не замечая этого, то они
> нагреваются и изнашиваются элементы, быстрее изнашивается цепь, так что
> вы знаете...можно все, можно куявское масло в мерседес залить, но... что
>тогда?
>
> луна
Изношенный и изношенный Хипол от двигателей и трансмиссий. Он достаточно плотный, с хорошими смазывающими свойствами, включения оседают на дно. Стоит перелить в бутыль
с пробкой-зажимом, как для промывочной жидкости Людвик. Это масло
также подходит для барных косилок.
Re: Масло для цепи бензопилы
2010-04-29 09:05:25 - Томаш О.
Пользователь Луны написал в сообщенииновости: [email protected] ...
> но не будем преувеличивать.
> жидкое масло не выполняет свою функцию, оно стекает по цепи и
> откладывается на срубленном дереве.
> вы будете использовать его в 3 раза быстрее, и если вы этого не заметите, они будут
> нагреваться и изнашиваться элементы, цепь будет изнашиваться быстрее, так что
> вы знаете ...
я не знаете, если я преувеличиваю, потому что, как я уже упоминал, у меня нет пилы, но однажды у этого друга
я одолжил и рубил практически весь день, потому что у меня было несколько фруктовых деревьев
, которые нужно было спилить на участке, и много разной древесины отрезать.Всего один раз было добавлено
, но, возможно, вы правы. Если бы у меня был выделенный, мне, вероятно, не пришлось бы добавлять
. Это не меняет того факта, что я предпочитаю тратить 3 злотых. за литр а не
10-20.
> все возможно, можно залить куявское масло в мерседес, но... дальше что?
Как мы уже писали Мерседесу, даже малыш чуть сложнее устройства
и его части работают в куда более экстремальных
условиях, так что сравнение не очень точное.
П.С. Зашел на профессиональный форум бензопил из любопытства и прочитал, что
есть такие, которые используют жженое моторное масло. Кто-то даже
заявил, что экономя таким образом, можно через несколько лет сберечь пилу
, смазанную этим маслом, на новую.
-
С уважением
Томаш
Re: Масло для цепи бензопилы
2010-04-30 01:31:39 - Луна
Томаш О.писал(а):> Moon писал на пост
>
>P.S. Из любопытства зашел на профессиональный форум по бензопилам и прочитал,
>, что есть те, кто использует сгоревшее моторное масло.
> Кто-то даже заявил, что экономя таким образом, можно сэкономить на новом пилочном полотне, смазанном этим маслом в течение
> нескольких лет жизни.
Это ребята, которые видели сотни часов в месяц годами.
Имеют профессиональное оборудование, с небольшими допусками на возможныенегерметичный, хорошо
герметичный и прочный.
Для них это функция стоимости и времени - если использовать бутылку масла в день,
разница в цене около 5 злотых составит около 1000 злотых в год.
Его пила через 3 года все равно лопнет - все износится, так что
о том, чтобы заставить ее заработать как можно больше.
И если будете резать в выходные, то не с этой стороны.
Когда заливал один раз штатное, то через месяц обнаружил, что под пилой лужа масла
, оно вытекало из-под сальников.
И это заполнило всю комнату.
луна
Re: Масло для цепи бензопилы
2010-04-30 08:18:57 - Томаш О.
Пользователь Moon написал новостьв сообщении: [email protected] ...
> Это ребята, которые годами пьют по сотне часов в месяц.
> У них есть профессиональное оборудование, с жесткими допусками на утечку, хорошо
> герметично и прочно.
> У них это функция стоимости и времени - если использовать бутылку масла ежедневно
> тогда разница в цене около 5 злотых составит около 1000 злотых в год.
>Его пила через 3 года все равно полетит к черту - все износится, так что речь идет о
>заставить ее заработать как можно больше.
> И если будете резать на выходных, то не с этой стороны.
Вы меня вряд ли убедите. Я много чего делал когда вы пишите в выходные и
немного отклоняясь от основной темы этой группы напишу что в выходные
делал ремонт всего дома используя самое дешевое оборудование (дрель, отвертка
, угольник, электролобзик, орбитальная шлифовальная машина) и
никогда меня не подводили.В связи с тем, что
для себя эта техника не зарабатывает, я решил, что нет смысла покупать фирменную технику за сотни злотых, типа
можно купить технику за несколько десятков злотых.
> Когда заливал один раз обычную, то через месяц обнаружил
> лужу масла под пилой, вытекало из-под сальников.
> И он задушил всю комнату.
Может, это совпадение? Несчастные случаи случаются с людьми. Если бы вы вышли два раза,
я бы сказал, что у вас......плохая пила :-).
-
С уважением
Томаш
.







 Вызов дизайнера:
Вызов дизайнера:


Действующие акции

скидка для внимательных клиентов 7% от общей стоимости заказа.

