Салон штор в Санкт-Петербурге




Станок для профнастила
Оборудование для производства профнастила (Линия для профнастила (профлиста) или станок)
Компания «Профоборудование-Л» является одним из безусловных лидеров отечественного рынка разработчиков и производителей профилегибочных и нестандартных станков для обеспечения самых различных производственных циклов и выпуска разнообразной продукции. 15 лет непрерывной работы и безостановочного совершенствования технологий, конструкций и производства позволяют нам выпускать исключительно качественные, энергоэффективные и производительные линии для профнастила.
Преимущества приобретения линии для производства профнастила в компании «Профоборудование-Л»
Как только что было сказано, занимать уверенные позиции на рынке оборудования для профнастила нам помогает огромный опыт и самые высокие требования к качеству выпускаемых станков.
Станки для производства профлиста нашего предприятия имеют отличную производительность – в среднем на одной линии можно производить от 25 до 30 метров профлиста за одну минуту. Такая производительность обеспечивает высокую рентабельность оборудования для профлиста и очень короткие сроки показателя ROI – возврата инвестиций.
Безусловно, в качестве одного из важнейших преимуществ нашего предприятия является также и наличие собственного конструкторского бюро, в котором работают профессионалы самого высокого класса. Это благодаря именно их труду мы можем производить высокотехнологичное, эффективное и одновременно с этим не слишком дорогое оборудование для производства профнастила и прочие станки.
Также мы, как ответственный и добросовестный производитель, занимаемся разработкой, производством и продажей не просто разрозненных производственных агрегатов — мы поставляем линии для профнастила «под ключ».
Производственная линия для профлиста состоит сразу из нескольких электрических и механических узлов, без которых невозможна эффективная организация качественной продукции.
Первым участком производственной цепи является консольные разматыватели рулонной стали на двух опорах грузоподъемностью до 10 тонн и мощностью 5,5 киловатт. Разматыватели оснащены системой плавного спуска и могут работать с рулонами, имеющими внутренний диаметр 500-600 мм.
Следующим элементом линии для профнастила являются ручные дисковые ножницы, которые по желанию заказчика могут оснащаться электромеханическим приводом.
Далее идет непосредственно станок для производства профнастила — профилегибочный стан с моторно-редукторным приводом. Надежные высокопрочные валы диаметром не менее 100 мм обеспечивают качественное профилирование и долговечность стана. Отдельно стоит отметить, что продукция, производимая на наших станках для профнастила, соответствует не только «устаревшему» ГОСТу 24045-94, но и сменившему его стандарту 24045-2016, который предъявляет значительно более жесткие требования к качеству профилированного листа. В частности, к точности геометрической формы каждого профиля. Также на линии (станке) для профнастила устанавливается система автоматического управления, которая позволяет осуществлять производство не только в ручном, но и в автоматическом режиме.
Приемное устройство на линии также может оснащаться электромеханическим приводом. Кроме того, по желанию заказчика дополнительно может быть поставлено и установлено устройство для декоративно-защитного ламинирования профлиста и специальная загрузочная тележка, оснащенная гидравлическим подъемником с возможностью передвижения по рельсам с использованием электромеханическим приводом.
После ее установки и запуска всего поставляемого оборудования вам не придется дополнительно докупать ничего, кроме сырья — прокатного рулонного металла. После чего можно приступать к производству профилированного стального листа.
По всем вопросам, касающимся приобретения и эксплуатации оборудования для производства профнастила, обязательно звоните в офис нашей компании.
Грамотные, компетентные и неизменно доброжелательные сотрудники предприятия всегда готовы предоставить вам любуюдополнительную информацию и еще больше рассказать о достоинствах линий для производства профнастила.
Нашей стратегической задачей является не сиюминутная денежная выгода, а долговременное и плодотворное сотрудничество. Поэтому мы берем на себя весь цикл гарантийного и сервисного обслуживания производимого оборудования, обеспечивая его бесперебойную работу в течение длительного времени.
Станок для производства профнастила: виды, изготовление своими руками
Профнастил вот уже на протяжении нескольких десятилетий активно используется в области строительства и во многих других сферах. Этот надежный материал, для изготовления которого необходим специальный станок для производства профнастила, применяется в качестве основного элемента ограждающих конструкций, им покрывают крыши строительных сооружений, облицовывают стены, а также решают целый перечень других задач, связанных как с капитальным, так и с частным строительством.
Профнастил изготавливается методом холодного проката
Производство профлиста может осуществляться как на механизированном, так и на ручном оборудовании, которое при желании можно изготовить и своими руками. Зная все нюансы такого производства, можно организовать прибыльный бизнес по изготовлению востребованного на рынке профлиста или с минимальными затратами производить такой материал для собственных нужд.
Свойства профнастила
Профнастил, который на современном рынке представлен несколькими основными разновидностями, может быть изготовлен из различных материалов. Однако основным сырьем для производства профлиста является холоднокатаная листовая сталь, на поверхность которой нанесен тонкий слой цинка. Для придания стальному листу требуемой конфигурации используют метод его прокатки, которая может выполняться в горячем или холодном состоянии. Производство профнастила, при котором стальной лист предварительно подвергается значительному нагреву, осуществляют только крупные металлургические заводы. В домашних же условиях или в масштабах небольшого производственного предприятия профлист производится методом холодной прокатки.
Основные виды профилированного листа
В зависимости от условий дальнейшего использования и нагрузок, которые будет испытывать профлист, для его изготовления может быть использована сталь различной толщины. Вместо цинкового покрытия на поверхность профлиста может быть нанесен слой краски или другого материала, который в состоянии обеспечить надежную защиту металлического листа от негативного воздействия внешней среды. Учитывая тот факт, что конструкции из профнастила эксплуатируются преимущественно на открытом воздухе, наличие покрытия, защищающего их от интенсивного износа под воздействием коррозии, позволяет наделить такой материал требуемой долговечностью.
Условия, в которых эксплуатируется оборудование для производства профнастила, также оказывают влияние на качество готовой продукции. Так, и ручной станок, используемый для изготовления профнастила, и автоматизированную линию по производству такого материала желательно устанавливать в сухом и отапливаемом помещении, в котором не отмечаются резкие перепады температурного режима. Играют значение и условия, в которых хранится сырье для изготовления профилированных листов – рулоны листовой стали. Помещение, в котором осуществляется такое хранение, также должно быть сухим и отапливаемым.
Типы оборудования для производства профнастила
Любое оборудование для производства профнастила работает по типовой схеме. Плоский стальной лист для придания ему требуемой конфигурации прогоняется через систему валков, которыми оснащен станок, используемый для производства профнастила. В результате такой технологической операции плоский стальной лист деформируется, приобретая требуемую геометрическую форму.
Размеры и форма валков зависят от конфигурации производимого на станке профлиста
В качестве основного сырья, из которого изготавливается профилированный лист, как уже говорилось выше, используется листовая сталь, поставляемая с заводов-производителей в рулонах. Если стальной лист, свернутый в такой рулон, имеет небольшую толщину, то развернуть его не составит больших проблем: это можно выполнить даже вручную. Совсем иначе обстоит дело, если для профлиста необходимо использовать листовую сталь значительной толщины. В таком случае станок, применяемый для производства профлиста, нуждается в оснащении дополнительным приспособлением, которое будет отвечать за гибку листового металла значительной толщины.
Станок для профнастила в зависимости от требуемой производительности может быть оснащен ручным или механизированным приводом. Более простой конструкцией, конечно, отличается ручной станок для производства профнастила. Между тем, решив использовать такое оборудование, следует иметь в виду, что работа на ручном станке для производства профлиста требует приложения значительных физических усилий, поэтому применять такое устройство для изготовления профилированного листа значительной толщины проблематично.
Ручной профилегиб ЛСП-2000 предназначен для изготовления профлиста или шкетника из металла толщиной до 0,55 мм
Между тем изготовление в домашних условиях оснащенного механизированным приводом станка для производства профнастила также связано с определенными сложностями. Дело в том, что в таком оборудовании для профнастила должно быть устройство, обеспечивающее резку профилированных листов на изделия определенной длины. Для выполнения данной технологической операции не подойдут обычные гильотинные ножницы, так как для этого необходимы устройства, рабочие органы которых по своей форме полностью соответствуют конфигурации профилированного стального листа.
Формовка профиля на специализированной линии происходит на прокатном стане
Различают две технологии, по которым может осуществляться изготовление профнастила на специализированном оборудовании. Первая из них носит название одновременного профилирования и предполагает деформирование сразу обеих сторон стального листа, используемого для изготовления профлиста. Станки для производства профнастила, работающие по принципу последовательного профилирования, отдельно деформируют каждую из сторон стального листа.
Наибольшей эффективностью при изготовлении профлиста отличается специализированная линия для производства профнастила, в структуре которой уже содержится все необходимое оборудование.
Структура производственных линий
Для обеспечения высокого качества производимой продукции линии по производству профнастила должны быть оснащены следующими механизмами и приспособлениями.
- В такой линии обязателен механизм, который обеспечивает фиксацию рулонов с листовой сталью, а также их разматывание. Изготовление стального профлиста в промышленных масштабах предполагает использование в качестве сырья рулонов листового металла, вес которых может доходить до десяти тонн. Манипулировать такими рулонами без использования специальных приспособлений практически невозможно.
- Специальное устройство позволяет в автоматизированном режиме регулировать степень провисания заготовки между механизмом разматывания и приемной частью станка. Линия по производству профнастила, как правило, выполняет обработку листового металла с высокой скоростью, что просто не позволяет выполнять регулировку провисания заготовок в ручном режиме.
- Чтобы обеспечить высокую производительность и требуемое качество изготавливаемой продукции, профессиональное оборудование для производства металлопрофиля оснащают несколькими группами рабочих валков. Такие группы валков, которые называются клетями, выполняют различные функции, находясь в составе автоматизированной линии для производства профилированного листа. Как правило, эти клети, состоящие из различного количества рабочих валков, служат для загрузки листового металла в зону обработки оборудования, для выполнения рабочих операций и выгрузки готового изделия из станка.
- В производственной линии есть механизм привода, который должен обладать достаточной мощностью для того, чтобы обеспечить высокую производительность технологических операций, связанных с изготовлением профилированного листа методом прокатки.
- Устройство для резки, которым оснащается профессиональное оборудование для производства профлиста, должно обеспечивать качественную резку готового изделия, без образования заусенцев и загибов на его краях. Наличие таких дефектов значительно снижает стоимость готовой продукции.
- Станок для изготовления профнастила в промышленных объемах также должен быть оснащен отсеком, в котором складируются готовые изделия.
Структура автоматической линии производства профлиста
Производственная линия, предназначенная для изготовления профлиста, может управляться посредством автоматизированной системы или более простого устройства, которое не в состоянии обеспечить должный уровень автоматизации технологического процесса. Между тем использовать станок для профнастила, управляемый более простым устройством, могут даже операторы с невысоким уровнем квалификации.
Как изготовить станок для производства профлистов
Станок для изготовления листа, профиль которого имеет трапециевидную конфигурацию, можно изготовить и своими руками. Следует, однако, иметь в виду, что такое оборудование будет отличаться ограниченными техническими возможностями и использовать его можно будет для обработки заготовок из листового металла небольшой толщины. Такой самодельный станок можно применять не только для производства профлиста, но и для изготовления элементов кровельных конструкций – коньков, карнизных планок и др.
Чертеж самодельного листогиба, который тоже можно использовать для изготовления профлиста
Основой такого станка, с подробностями изготовления которого можно познакомиться и по видео, является каркас, устанавливаемый на бетонном основании и фиксируемый на нем при помощи анкерных болтов. На таком каркасе монтируется рабочий стол, длина которого должна превышать длину обрабатываемых заготовок. Рабочий стол самодельного станка, предназначенного для производства профннастила, используется как для подачи заготовки в зону обработки, так и для извлечения готового изделия.
Для надежной фиксации рулона листового металла на раме станка используется специальная планка, которая фиксируется при помощи болтового соединения. Механическое воздействие на обрабатываемый листовой металл, из которого и формируется профилированный лист, осуществляется посредством ручного рычага, монтируемого на раме оборудования. При помощи такого рычага, конструкция которого может быть дополнительно оснащена прижимной пружиной, осуществляется не только подача стальных листов в зону обработки, но и регулировка угла их подачи.
При самостоятельном изготовлении ручного станка для профнастила следует иметь в виду, что полностью сделать такое оборудование своими руками не получится: некоторые элементы его конструкции придется заказывать у специалистов по металлообработке. Такими элементами, в частности, являются прокатные валы, при помощи которых осуществляется формирование требуемого профиля обрабатываемой заготовки.
Для изготовления этого мобильного профилегиба понадобятся подшипники, уголок и трубы
Каретка – основной узел самодельного станка
Прокатные валы станка, предназначенного для производства профнастила, закрепляются на раме при помощи кронштейнов и соединяются с рычагом, который и управляет их работой. Металлическая заготовка, из которой будет формироваться профилированный лист, фиксируется на поверхности рабочего стола станка специальными лапками или планками.
Прежде чем надежно зафиксировать все болтовые соединения в конструкции самодельного станка, предназначенного для производства профлиста, следует выполнить на таком оборудовании пробную гибку. Ее результаты покажут необходимость регулировки или переделки механизмов.
Оборудования (станки) для производства профнастила - состав линии и технологический процесс
На сегодняшний день преимущественные позиции по популярности среди изделий, которые изготовлены из тонколистового стального проката, занимает профнастил.
Его применяют для постройки ограждений, крыш, заборов, стеновых конструкций. За счет такой популярности значительно увеличилось производство профнастила.
Приступим к рассмотрению некоторых особенностей, которыми специализируется непосредственное производство профнастила, рассмотрим оборудование, которое используют при производстве профнастила.
Тем, кто связан с промышленностью, он будет знаком, если его назвать профилированным или гофрированным листом.
Основная функция оборудования по производству профнастила — возможность придать металлу определенную форму путем механического воздействия давлением на заготовку.
То есть такой станок имеет способность сделать из гладкого листа – профильный.
Существует горячая и холодная промышленная обработка металлов давления.
Станок проката профнастила в состоянии работать при температуре окружающего воздуха, нет необходимости в нагреве самого материала, то есть для обработки сырья используется холодный метод обработки.
Основными операциями, которыми характеризуются линии и станки, которые используют при производстве профнастила, принято считать резку и прокат.
На производстве прокат имеет второе название – профилирование, его так называют из-за того, что заготовка металла в конечном итоге получает профильную форму.

Профнастил выпускается для разных модификаций. Его тип и вид влияет на возможную область применения.
Каждая тип, в зависимости от высоты профиля, характерной для профнастила, будет требовать от оборудования для производства материала различное усилие давления.
Само оборудование, которое используют при производстве, классифицируется по степени механизации производства. Оно бывает таких типов: ручное, передвижное и автоматизированное.
Ручной станок обычно применяют для небольшого количества и небольших по размеру гофрированных изделий.
При выполнении технологических операций, электроэнергия не используется, задействуется только физическая сила оператора. Цена на ручной станок такого типа сравнительно невысока, он пользуется спросом при использовании доборных элементов, которые производят из оцинкованного материала, что применяется в металлообрабатывающей мастерской, также применим в строительных организациях.

Его не рекомендуется применять для сырья с разным типом покрытия (полимерное, лакокрасочное).
Если есть технические возможности и умения, то такое оборудование можно сделать самостоятельно, для тех, кто разбирается, это не составит труда, к тому же в интернете предлагаются чертежи для изготовления станка для профнастила с ручным приводом.
Другой подтип, а именно передвижное оборудование используют для производства профлиста на самой строительной площадке.
Такое оборудование очень часто применяют для изготовления арочного профнастила, которые применим для строительства складских помещений, ангаров, хранилищ и других сооружений, которые имеют в проекте арочные элементы.
Использование такого передвижного оборудования и арочного профнастила ускоряют процесс строительства арочных конструкций большой площади, плюс ко всему существенно экономят на опорном каркасе здания.
Цена автоматизированного оборудования состоит из стоимости его отдельных комплектующих.
Само это оборудование выглядит как автоматическая или полуавтоматическая линия, которая в свою очередь состоит из комплекта станков и механизмов, которые смонтированы в специальном порядке.
Построение технологического процесса:
- Сначала на консольном размывателе закрепляют тонколистовую горячеоцинкованную сталь (которая выглядит как рулон)
- После этого на профилирующий прокатный стан направляется начальный материал, который похож на ленту.
Такой стан имеет несколько пар клетей, которые влияют на качество получаемого профнастила. Каждая отдельная клеть предусматривает наличие двух наборов роликов необходимой геометрии, которые, следовательно, закрепляются на верхнем и нижнем валах.
- Путем прохождения профнастилом через клети, получается намеченная геометрия профнастила.

Оборудование, которое применяют при производстве профлиста имеет различную комплектацию (просечные электромеханические ножницы, рольганги или штабелеры, а так же системы автоматического управления, которая оборудована сенсорным пультом).
Иногда изготовители в комплектацию оборудования для профнастила еще добавляют комплект измерительного зажимного устройства, стол и ножницы для резки кромок, а также устройство для сбора и удаления отходов.
Стандартная линия по производству имеет:
- Консольный разматыватель для первоначального материала в рулоне (оцинкованный лист с особым покрытием), грузоподъемность этого оборудования достигает около10 тонн
- Прокатный стан, который выполняет профилировку гладкого листа (лучше остановиться на одновременной схеме прокатки, скорость которой как минимум 22 м/п в минуту)
- Гильотинные ножницы с ножами, которые схожи с формой профиля самого листа
- Устройство приема для готового продукта
- Автоматизированную систему, которая управляет производственными процессами.
Помимо указанного перечня, необходимо отапливаемое помещение, в котором имеется кран-балка и промышленный пол с ровным покрытием.
Разматыватель рулона, грузоподъемность которого до 10 тонн, используется для того, чтобы выполнить размотку металла непосредственно из ленты.
Также он способствует подаче в прокатный стан самой производственной линии.
Этот механизм автоматизирован, что позволяет проводить контроль над провисанием петли материала, которая может возникнуть на отрезке прокатны стан — размотчик.

Прокатный стан – это основной элемент и главный механизм, который относится к комплекту оборудования, необходимого при производстве профнастила.
Благодаря этому необходимый профиль получают из гладкой заготовки. Он содержит определенные рабочие прокатные клети, они необходимы для последовательного сгибания профлиста.
Помимо рабочих клетей, на общей раме расположена заправочная клеть. Также там располагается кабель управления, кабель питания, электроприводы.
Гильотинные ножницы используются для того, чтобы отрезать полученный профилированный лист в том размере, который назначил оператор.
Форма ножей ножниц полностью идентична форме самого изделия, поэтому разрез получается качественным без какого-либо загиба и заусенцев. Для того, чтобы обеспечить конструкции высокую жесткость, проводится монтировка ножниц на единой с прокатным станом раме.
Устройство приема используется для того, чтобы формировать пачки готовой продукции.
Конкретный вид профнастила предполагает определенную длину данного элемента линии.
Автоматизированная управляющая система отвечает за то, чтобы связывать все устройства линии воедино, помимо этого она отвечает за контроль выполнения работы, и возникновение внештатных аварийных ситуаций. Помимо этого она позволяет управлять всем процессом, находясь за центральным операторским пультом.
Многие эксперты придерживаются мнения, что вкладывать деньги в производство профнастила, в принципе логично.
Популярность этого материала с каждым годом повышается, поэтому можно прогнозировать увеличение рынка сбыта. Не стоит забывать от том, что для производства конкурирующего материала, отвечающего всем ГОСТам, необходимо использование профессионального и качественного оборудования.
Конечно, если вы желаете сэкономить, тогда можно приобрести и не совсем новое оборудование.
Если так, тогда необходимо очень внимательно изучить суть предложения и его технические свойства, так как часто встречаются случаи, что на продажу попадают станки, которые находятся в состоянии выработки.
Такой же совеем можно дать, есть желание приобрести продукцию из Китая, так как часто бывает лишь некачественная имитация известной марки, которая абсолютно не похожа с оригинальным оборудованием.
Оборудование для производства профнастила от ГК «БОРА»
Линии профнастила предназначены для производства профилированного листа различной высоты гофры. ГК БОРА производит оборудование начиная от профиля С8 до Н114. Автоматизированные линии позволяют методом холодной прокатки формировать профилированный настил из тонколистовой рулонной оцинкованной стали и стали с полимерным покрытием.
Производство оборудования для профнастила занимает ведущее место в перечне продукции нашей компании с 2006 года. Более 15 лет мы производим и поставляем в российские регионы автоматизированные линии и станки с высоким рабочим ресурсом.
Прокатные станы выполнены по последовательной схеме профилирования прокатный инструмент с термоупрочнением. Данная схема исключает "уводку" исходной ленты металла по отношению к прокатным валкам при использовании разнотолщинного металла.
Увеличенное количество клетей гарантирует высокие декоративные качества и стабильность геометрических размеров производимых панелей при прокатке металлов с различными механическими свойствами и толщинами от 0,32 мм. Оборудование для профнастила ГК БОРА исключает частые переналадки межвалковых зазоров при переходе на металл другой толщины.
Линии профнастила компании БОРА способны обеспечить качественный прокат профлиста без дополнительных регулировок зазоров на большом диапазоне толщин. Линии оснащаются мощными приводами, обеспечивая производительность до 35 м.п./мин.
Специфика оборудования для профнастила от ГК «БОРА»
- в качестве рабочего сырья может использоваться листовая или рулонная сталь любых качественных параметров, причем допустимая толщина листа - 0,36-1,0 мм. Возможно использование простой оцинковки или стали с покрытием разного вида.
Всю технику нашего производства можно быстро переналадить на работу с металлом выбираемой толщины.
- в конфигурацию линий профнастила включено большее число прокатных клетей, и более мощные приводы - так что чего обеспечивается требуемая точность геометрических параметров профлиста и его размерных характеристик.
- оборудование профнастил имеет высокий эксплуатационный ресурс (выше стандартных характеристик для техника аналогичного класса). Его существенный рост обеспечивается в том числе включением в линии термоупроченных валков;
- качество гильотинных ножей обеспечивает исключительную точность реза.
Станки профнастил и автоматизированные линии: варианты комплектации
ГК "БОРА" предложит поставки профилегибочной техники в любой необходимой вам комплектации. За счет изменения комплектации стандартный функционал оборудования для профнастила может быть расширен, обслуживание техники станет более простым, а производительность повысится.
В числе лучших предложений:
- линии профнастила с двухярусным расположением прокатных станов. Именно такой вариант позволяет производить профлист разного вида единовременно на одной задействованной линии.
- включение к комплектацию сменных кассет - это открывает возможность производства профлиста нескольких типов на единственной имеющейся линии. Вариант привлекателен высокой экономичностью и простотой технического решения.
- использование гильотин для резки металла с 3-d резом дает возможность выпускать профлист с фигурным краем (самый востребованный заборный профилированный лист). Гильотины с фигурным резом включаются в состав линии вместе со стандартными прямыми гильотинными ножами. Такие линии профнастил работают в стандартном режиме, не требуется прерывать их работу на замену ножа.
Для каждого нашего заказчика, заинтересованного в покупке нестандартного оборудования, наши проектировщики предложат оптимальный вариант состава линии (с учетом всех желаемых параметров, уровня производительности и, конечно, стоимости).
В числе сильных сторон техники нашего производства - использование ПО с доступным (интуитивным) интерфейсом. Для работы на станке профнастил или линии нашей сборки не потребуется сложной длительной подготовки персонала.
оборудование для профнастила с 3D резом
Подробнее:
линии профнастила со сменными кассетами
Подробнее:
Академия «БОРА»
Станок для изготовления профнастила
Станок для производства профнастила: виды, изготовление своими рукамиПрофнастил вот уже на протяжении нескольких десятилетий активно используется в области строительства и во многих других сферах. Этот надежный материал, для изготовления которого необходим специальный станок для производства профнастила, применяется в качестве основного элемента ограждающих конструкций, им покрывают крыши строительных сооружений, облицовывают стены, а также решают целый перечень других задач, связанных как с капитальным, так и с частным строительством.
Профнастил изготавливается методом холодного проката
Производство профлиста может осуществляться как на механизированном, так и на ручном оборудовании, которое при желании можно изготовить и своими руками. Зная все нюансы такого производства, можно организовать прибыльный бизнес по изготовлению востребованного на рынке профлиста или с минимальными затратами производить такой материал для собственных нужд.
Свойства профнастила
Профнастил, который на современном рынке представлен несколькими основными разновидностями, может быть изготовлен из различных материалов. Однако основным сырьем для производства профлиста является холоднокатаная листовая сталь, на поверхность которой нанесен тонкий слой цинка. Для придания стальному листу требуемой конфигурации используют метод его прокатки, которая может выполняться в горячем или холодном состоянии. Производство профнастила, при котором стальной лист предварительно подвергается значительному нагреву, осуществляют только крупные металлургические заводы. В домашних же условиях или в масштабах небольшого производственного предприятия профлист производится методом холодной прокатки.
Основные виды профилированного листа
В зависимости от условий дальнейшего использования и нагрузок, которые будет испытывать профлист, для его изготовления может быть использована сталь различной толщины. Вместо цинкового покрытия на поверхность профлиста может быть нанесен слой краски или другого материала, который в состоянии обеспечить надежную защиту металлического листа от негативного воздействия внешней среды. Учитывая тот факт, что конструкции из профнастила эксплуатируются преимущественно на открытом воздухе, наличие покрытия, защищающего их от интенсивного износа под воздействием коррозии, позволяет наделить такой материал требуемой долговечностью.
Условия, в которых эксплуатируется оборудование для производства профнастила, также оказывают влияние на качество готовой продукции. Так, и ручной станок, используемый для изготовления профнастила, и автоматизированную линию по производству такого материала желательно устанавливать в сухом и отапливаемом помещении, в котором не отмечаются резкие перепады температурного режима. Играют значение и условия, в которых хранится сырье для изготовления профилированных листов – рулоны листовой стали. Помещение, в котором осуществляется такое хранение, также должно быть сухим и отапливаемым.
Типы оборудования для производства профнастила
Любое оборудование для производства профнастила работает по типовой схеме. Плоский стальной лист для придания ему требуемой конфигурации прогоняется через систему валков, которыми оснащен станок, используемый для производства профнастила. В результате такой технологической операции плоский стальной лист деформируется, приобретая требуемую геометрическую форму.
Размеры и форма валков зависят от конфигурации производимого на станке профлиста
В качестве основного сырья, из которого изготавливается профилированный лист, как уже говорилось выше, используется листовая сталь, поставляемая с заводов-производителей в рулонах. Если стальной лист, свернутый в такой рулон, имеет небольшую толщину, то развернуть его не составит больших проблем: это можно выполнить даже вручную. Совсем иначе обстоит дело, если для профлиста необходимо использовать листовую сталь значительной толщины. В таком случае станок, применяемый для производства профлиста, нуждается в оснащении дополнительным приспособлением, которое будет отвечать за гибку листового металла значительной толщины.
Станок для профнастила в зависимости от требуемой производительности может быть оснащен ручным или механизированным приводом. Более простой конструкцией, конечно, отличается ручной станок для производства профнастила. Между тем, решив использовать такое оборудование, следует иметь в виду, что работа на ручном станке для производства профлиста требует приложения значительных физических усилий, поэтому применять такое устройство для изготовления профилированного листа значительной толщины проблематично.
Ручной профилегиб ЛСП-2000 предназначен для изготовления профлиста или шкетника из металла толщиной до 0,55 мм
Между тем изготовление в домашних условиях оснащенного механизированным приводом станка для производства профнастила также связано с определенными сложностями. Дело в том, что в таком оборудовании для профнастила должно быть устройство, обеспечивающее резку профилированных листов на изделия определенной длины. Для выполнения данной технологической операции не подойдут обычные гильотинные ножницы, так как для этого необходимы устройства, рабочие органы которых по своей форме полностью соответствуют конфигурации профилированного стального листа.
Формовка профиля на специализированной линии происходит на прокатном стане
Различают две технологии, по которым может осуществляться изготовление профнастила на специализированном оборудовании. Первая из них носит название одновременного профилирования и предполагает деформирование сразу обеих сторон стального листа, используемого для изготовления профлиста. Станки для производства профнастила, работающие по принципу последовательного профилирования, отдельно деформируют каждую из сторон стального листа.
Наибольшей эффективностью при изготовлении профлиста отличается специализированная линия для производства профнастила, в структуре которой уже содержится все необходимое оборудование.
Структура производственных линий
Для обеспечения высокого качества производимой продукции линии по производству профнастила должны быть оснащены следующими механизмами и приспособлениями.
- В такой линии обязателен механизм, который обеспечивает фиксацию рулонов с листовой сталью, а также их разматывание. Изготовление стального профлиста в промышленных масштабах предполагает использование в качестве сырья рулонов листового металла, вес которых может доходить до десяти тонн. Манипулировать такими рулонами без использования специальных приспособлений практически невозможно.
- Специальное устройство позволяет в автоматизированном режиме регулировать степень провисания заготовки между механизмом разматывания и приемной частью станка. Линия по производству профнастила, как правило, выполняет обработку листового металла с высокой скоростью, что просто не позволяет выполнять регулировку провисания заготовок в ручном режиме.
- Чтобы обеспечить высокую производительность и требуемое качество изготавливаемой продукции, профессиональное оборудование для производства металлопрофиля оснащают несколькими группами рабочих валков. Такие группы валков, которые называются клетями, выполняют различные функции, находясь в составе автоматизированной линии для производства профилированного листа. Как правило, эти клети, состоящие из различного количества рабочих валков, служат для загрузки листового металла в зону обработки оборудования, для выполнения рабочих операций и выгрузки готового изделия из станка.
- В производственной линии есть механизм привода, который должен обладать достаточной мощностью для того, чтобы обеспечить высокую производительность технологических операций, связанных с изготовлением профилированного листа методом прокатки.
- Устройство для резки, которым оснащается профессиональное оборудование для производства профлиста, должно обеспечивать качественную резку готового изделия, без образования заусенцев и загибов на его краях. Наличие таких дефектов значительно снижает стоимость готовой продукции.
- Станок для изготовления профнастила в промышленных объемах также должен быть оснащен отсеком, в котором складируются готовые изделия.
Структура автоматической линии производства профлиста
Производственная линия, предназначенная для изготовления профлиста, может управляться посредством автоматизированной системы или более простого устройства, которое не в состоянии обеспечить должный уровень автоматизации технологического процесса. Между тем использовать станок для профнастила, управляемый более простым устройством, могут даже операторы с невысоким уровнем квалификации.
Как изготовить станок для производства профлистов
Станок для изготовления листа, профиль которого имеет трапециевидную конфигурацию, можно изготовить и своими руками. Следует, однако, иметь в виду, что такое оборудование будет отличаться ограниченными техническими возможностями и использовать его можно будет для обработки заготовок из листового металла небольшой толщины. Такой самодельный станок можно применять не только для производства профлиста, но и для изготовления элементов кровельных конструкций – коньков, карнизных планок и др.
Чертеж самодельного листогиба, который тоже можно использовать для изготовления профлиста
Основой такого станка, с подробностями изготовления которого можно познакомиться и по видео, является каркас, устанавливаемый на бетонном основании и фиксируемый на нем при помощи анкерных болтов. На таком каркасе монтируется рабочий стол, длина которого должна превышать длину обрабатываемых заготовок. Рабочий стол самодельного станка, предназначенного для производства профннастила, используется как для подачи заготовки в зону обработки, так и для извлечения готового изделия.
Для надежной фиксации рулона листового металла на раме станка используется специальная планка, которая фиксируется при помощи болтового соединения. Механическое воздействие на обрабатываемый листовой металл, из которого и формируется профилированный лист, осуществляется посредством ручного рычага, монтируемого на раме оборудования. При помощи такого рычага, конструкция которого может быть дополнительно оснащена прижимной пружиной, осуществляется не только подача стальных листов в зону обработки, но и регулировка угла их подачи.
При самостоятельном изготовлении ручного станка для профнастила следует иметь в виду, что полностью сделать такое оборудование своими руками не получится: некоторые элементы его конструкции придется заказывать у специалистов по металлообработке. Такими элементами, в частности, являются прокатные валы, при помощи которых осуществляется формирование требуемого профиля обрабатываемой заготовки.
Для изготовления этого мобильного профилегиба понадобятся подшипники, уголок и трубы
Каретка – основной узел самодельного станка
Прокатные валы станка, предназначенного для производства профнастила, закрепляются на раме при помощи кронштейнов и соединяются с рычагом, который и управляет их работой. Металлическая заготовка, из которой будет формироваться профилированный лист, фиксируется на поверхности рабочего стола станка специальными лапками или планками.
Прежде чем надежно зафиксировать все болтовые соединения в конструкции самодельного станка, предназначенного для производства профлиста, следует выполнить на таком оборудовании пробную гибку. Ее результаты покажут необходимость регулировки или переделки механизмов.
Оценка статьи:
Загрузка...Поделиться с друзьями:
Оборудование для производства холоднокатаных профилегибочных машин для производства гофрированного картонаНаши услуги
Гарантия:
Гарантия 12 месяцев. если какая-то часть машины сломана. Мы поставим лучшую часть, но если поврежденные части из-за ошибки в работе, покупатель оплатит стоимость доставки.
Послепродажное обслуживание:
Мы отправили техника в вашу страну, чтобы починить машину. Покупатель должен оплатить все расходы, включая: визу, билет в оба конца и подходящее жилье, а также покупатель должен выплатить зарплату 100USD / DAY.
Информация о компании
Компания «Botou Kexinda Roll Forming Machine Co., Ltd.» не только производит различные типы профессиональных профилегибочных машин, но также разрабатывает интеллектуальные автоматические линии для профилирования, линии C & Z для профилирования, линии для производства дорожных профилегибочных станков, линии по производству сэндвич-панелей, профнастилы, машины с легким килем, профилегибочные машины для ставни, водосточные машины, водосточные машины и т.д.
.Производство современной гофротары
Гофроящик
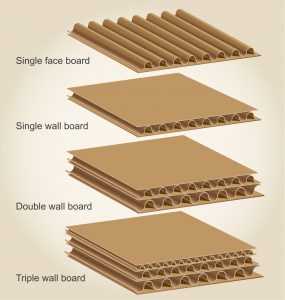
Гофроагрегат - это набор машин, предназначенных для объединения трех, пяти или семи листов бумаги в непрерывный процесс с одной, двумя или тремя стенками.
3 ключевых этапа:
- Рифление канавок и приклеивание к одному вкладышу
- Склеивание наружного вкладыша для изготовления жесткой доски
- Обрезка доски до нужного размера
На гофроагрегате одновременно разворачиваются три листа бумаги (картон): внутренний вкладыш , наружный вкладыш и посередине - , средний (также называемый , расклеивающий ).
Средний лист дается «волна». Это гофрирование получается путем прессования листа под воздействием тепла через рифленые металлические валки. Эта операция дает бумаге ее рифленую форму в однолистовой машине .
Крахмал наносят на концы канавок с одной стороны, наружный вкладыш и внутренний вкладыш приклеивают к наконечникам гофрированного среднего листа бумаги с внешней и внутренней сторон соответственно.
Гофрированный картон выходит из гофроагрегата в виде плоского листа.
Подробнее о производственном процессе
Ссылки по теме
Переработка гофрокартона
Преобразование гофрокартона включает в себя все процессы преобразования из плоского картона в готовый продукт (в основном, в упаковку). Эти процессы состоят из печати, высечки, фальцовки и склеивания (скотча или сшивания).
Различные операции выполняются в зависимости от спецификации клиента и в зависимости от типа упаковки.
Процесс конвертации варьируется в зависимости от типа упаковки.
Дополнительная информация о процессе преобразования
Печать
Независимо от типа упаковки, печать на гофрированных листах всегда возможна.
Процесс флексографической печати обычно используется для печати на гофрокартоне. В последние годы цифровая прямая печать выходит на рынок, предлагая новые возможности.
Печать может быть выполнена «в линии» или «в автономном режиме».
Ссылки по теме
высечка, складывание, склейка
Большая часть гофрированных контейнеров производится на машинах Flexo-Folder-Gluer (FFG), которые сочетают печать, резку, фальцовку и склеивание. Эти процессы также могут выполняться на отдельных машинах.
Затем упаковка укладывается на поддоны и готова к отправке заказчику.
Ссылки по теме
Высечка - это процесс, при котором доска обрезается и сгибается с помощью специально разработанной формы для создания уникальной упаковки, необходимой клиенту.
Ссылки по теме
, Машина для производства картонной коробки Линия по производству гофрированного картонаI. Процесс:
01 купить полотно
02 использовать одностороннюю машину для изготовления одной бумаги (1)
03 использовать ОБРАБОТКА МАШИНЫ (2) ламинирование еще одной бумаги с одним лицом на первую бумагу,
, становящаяся гофрированным картоном
04, используйте машину для разделения тонких лезвий и обрезки (3), чтобы разрезать картон до нужного размера
05 использовать печатно-канавочную машину (4) для печати и придания формы готовому бумажному картону
06 гвоздильный станок (5) Частицы будут выгружаться из нижнего выпускного отверстия.
II. Машина
1. односторонняя гофрированная машина
2. односторонняя гофрированная картонная машина
01 Эта линия является специальным оборудованием для производства гофрированного картона с одной стороны из гофрированного картона. полотно, автоматическое склеивание, контроль давления и резка.
02 Тип флейты разработан в соответствии с международным стандартом.
03 Объединяя международную передовую структуру, линия характеризуется разумной структурой, новым внешним видом, передовыми технологиями,
, удобной работой, низким энергопотреблением и небольшой площадью, подходит для небольших и средних упаковок и цветов. производство гофрокороба.
| Модель | DW-1600 |
| Макс.Ширина используемой бумаги | 1600mm |
| Тип флейты | УФ / ABCE |
| Скорость Механические | 0-30m / мин. |
| Способ нагрева | электричество, пар, уголь, газ |
| Диапазон длины поперечной резки | |
| разрезая ширина в диапазоне | 350-2000mm |
| Суммарная мощность | 38kw |
| Вес | 8000kw |
9 0005
3.ОБРАБОТКА МАШИНЫ QDF1300
Используется в основном для склеивания гофрированного картона, картона и цветной бумаги для печати, а затем становится новым картоном. Используется для продуктов питания, напитков
, бытовой электроники, легкой промышленности, ткацкой подарочной упаковки промышленного назначения.
| Модель | Макс. | Мин. | Speed | Блок питания | Размер | Вес |
| 000000 | 350 × 400 мм | 0-50 м / мин | 380 В / кВт | 9300 × 1600 × 1200 | 9000 000 9000 5000 |
4.Серия SBF Сепаратор для тонкого раскроя и обжимки
01 Используется в основном для резки картонной бумаги и изготовления линий.
02 Машина приводится в движение бесступенчатым двигателем, и ее мощность передается синхронно с зубчатыми колесами и звездочками.
03 Отличается низким уровнем шума, плавным ходом и легкой регулировкой ширины.
04 Лезвие для отделения бумаги изготовлено из высокопрочного сплава толщиной 1,2 мм, а ролики подачи изготовлены из резины, не оставляющей следов на бумаге.
05 Машина без ошибок в отделении бумаги и хорошо экономит электроэнергию при более низком расходе электроэнергии.
06 Оснащенный автоматическим и ручным фрезерно-режущим аппаратом, станок может обеспечить ровные края бумаги и неусадочные гофры.
07 Это признанное идеальное оборудование для угольной промышленности и упаковочной промышленности.
5. Полуавтоматическая фазовая модуляция ZSYC-D с четырьмя ножами для зубчатой печати и слотов
01 Легко настраиваемые наборы кодов бумаги для лучшей адаптации к различным картонам, и бумаги стабильной и точной.
02 Подача с использованием высококачественного резинового ремня, бесшовный ремень, трение, длительный срок службы, низкий уровень шума, простота обслуживания,
высокая экономическая эффективность.
03 Двойной контроль напряжения, удобный и надежный.
04 Роликовый вал с узором используется для увеличения трения с подающим ремнем
для обеспечения плавной высокоскоростной транспортировки доски.
05 Локальный электромагнитный тормозной механизм сцепления.
06 Машина оснащена ПЛК с автоматическим управлением и высокой степенью автоматизации.
07 Двигатель привода инвертора, управление скоростью вращения для достижения стабильности.
08 Оптический сигнал с помощью ПЛК управляет электромагнитным тормозом сцепления для достижения синхронизации с хостом.
6. Степлер
01. Применяется для различных коробок из гофрированного картона, высокой скорости и высокой эффективности.
02. Возможны одинарное или двойное сшивание
.ручной станок для изготовления своими руками и оборудование для проката профлиста
Профилированный настил широко применяется в кровельных, отделочных, облицовочных, общестроительных работах. Свою популярность материал заслужил благодаря легкости, прочности, долговечности и невысокой стоимости.
Прокат профнастила: оборудование и технологии
Профнастил представляет собой лист тонкокатаной стали, которой посредством гнутья придается ребристость. Профилирование значительно увеличивает прочность и несущую способность стального листа. Отталкиваясь от технических параметров и сферы применения, руководствуясь отраслевым стандартом, различают стеновые, несущие и универсальные настилы.
Подробнее об этом:
Изготовление профилированного настила подразумевает использование стального проката с цинковым, лакокрасочным или полимерным покрытием, толщиной от 0,4 до 1,5 мм.
В зависимости от квалификации производителя и масштабов производства прокат профнастила осуществляется на автоматизированном или ручном оборудовании.
Автоматизированное производство профнастила на высокомощных линиях
Автоматизированный станок для изготовления профнастила представляет собой высокомощную линию, позволяющую производить колосальные объемы продукции высокого качества в короткий срок.
Автоматизированная линия для производства профлиста состоит из:
- Разматывателя;
- Собственно прокатного стана;
- Гидравлических гильотинных ножниц;
- Принимающего устройства.
Комплектация условна, так как на сегодняшний день существует множество вариаций прокатных станов, но в основу производства положен единый принцип.
Существует два варианта профилирования: одновременное и последовательное. Технология одновременного гнутья предусматривает формирование всех гофр профлиста, начиная с первой клети прокатного станка. Во втором – профилирование происходит поэтапно, начиная с середины листа.
На разматыватель устанавливается рулон оцинкованной или окрашенной стали. Предварительно тщательно замеряется ширина и сопоставляется с требованиями технических условий. С размывателя сталь подается в формовочную часть стана, где подвергается формированию рельефа. Разматыватель обладает собственной системой автоматики, которая с помощью системы торможения регулирует скорость подачи металла, синхронизируя ее со скоростью прокатки.
Готовый лист подается к ножницам, и обрезается на заданной отметке длины. Длина листа может составлять от 50 см до 12 метров по согласованию с заказчиком. Вид профиля (волна, трапеция и т.д.) зависит от формы вальцев, которыми снабжен станок.
Автоматизированное оборудование для производства профнастила гарантирует высокую геометрическую точность листа, равную удаленность гофр, минимум брака и высокое качество продукции в целом, благодаря сверхточному контролю на всех этапах производства.
Изготовление профнастила своими руками на профилегибочном станке
Альтернативой заводскому производству служит изготовление профнастила своими руками. Примечателен факт, что профнастил ручного производства не редко попадает на строительный рынок: недобросовестные продавцы пытаются выдать его за продукт заводского производства.
Ручной станок для производства профнастила делает возможным производство листой длиной, не превышающей 2-2,5 метра. При увеличении длины неизбежны нарушения геометрической точности и глубины прогиба. Изготовление профлиста своими руками на ручном станке целесообразно только в случае, если необходимо малое количество материала или стоимость его доставки на строительный объект превышает стоимость изготовления материала на заводе.
Станок для профнастила ручной представляет собой устройство прямо противоположное автоматизированной линии. Все что в первом случае, включая контроль качества и разматывание стального рулона, производится руками.
Состоит ручной профилегибочный стан из трех основных узлов:
- Гибочный механизм, состоящий из сменой гибочной матрицы и прижимной балки;
- Специальная станина, на которую установлен гибочный механизм;
- Задний (подающий) стол, дополненный роликовым ножом.
В качестве «принимающего механизма» используется стол равный длине производимого листа, но, как показывает практика, в случае гаражного производства готовую продукцию вынуждены также принимать человеческие руки.
Для изготовления профнастила своими руками в станок «заправляется» рулон или уже отмерянная и отрезанная стальная заготовка. Усилием руки на поверхность металла опускается гибочный механизм – механизм поднимается, сформированный участок профиля руками продвигается вперед. Так волна за волной, трапеция за трапецией в течение длительного времени производится профлист своими руками. При этом гнется сначала одна сторона гофра, затем лист поворачивается на 180 градусов, и догибается вторая.
Если вы заинтересованы в приобретении качественного профнастила по цене производителя, изготовленного в заводский условиях на высокомощной автоматизированной линии с соблюдением отраслевых, государственных и межгосударственных стандартов, обращайтесь к менеджеру ООО «НТК»!
Станки для профнастила: окупаемость и автоматизация
Профнастил сегодня приобретает большую популярность среди желающих построить современное здание, ограждение, надежно укрепить перегородки, придать новизны старой постройке. Широкие возможности профилированная сталь предоставляет желающим возвести оригинальную крышу дома или офисного строения. Высокое качество стали для проката позволяет использовать профлист при строительстве складов и ангаров.

Готовая крыша
Создание качественного строительного покрытия методом проката полосы через направляющие валики — процесс несложный, технология и оборудование позволяет организовать производство на доступных площадях.
Внимание!!! Наши читатели считают, что утренняя рыбалка - миф! Раскрыт секрет улова, необходимо всего лишь растворить 1 пакетик в 0,5 литрах воды читать далее...
Виды линий для производства
Профнастил, используемый для кровли, отличается от стенового высотой волны и толщиной стали. При одинаковых технических характеристиках листа, толщина стали отвечает за износостойкость. То есть, лист меньшей толщины прослужит более короткий срок.
Создание ребер жесткости и покрытие полимерными материалами больших партий профнастила производится промышленным способом. Малые количества изготавливаются во многом на частных предприятиях. Линии по производству профнастила состоят из нескольких станков, расположенных в помещении последовательно, чтобы ускорить работу. Рулонная сталь располагается здесь же. При недостатке площади — в отдельном складском помещении рядом, сокращая время подачи к станку.
Объемы производства определяют установленные мощности.
Автоматизация изготовления

Прокатка профлиста
Наиболее продуктивной выступает автоматизированная линия производства профнастила, верстаты, выстроенные поэтапно, управляются сенсорным способом. Разматывающий механизм подает рулонную сталь на прокатный станок для профнастила с направляющими трапециевидными валиками, механизмом обрезки и сбора отходов материала.
Валики установлены двумя каскадами, по мере продвижение лист под усилием приобретает нужную профильную высоту. Профнастилы производятся методом холодного либо горячего проката. Основное предпочтение производители среднего звена отдают холодному прокату профнастилов, не требующему дополнительной установки для разогрева полосы. Производство происходит при температуре не ниже четырех градусов. Готовый профилированный лист подается на гильотину, раскраивающую рулон согласно заданных стандартов.
Качество жесткости и размеров профнастилов контролируется специальными измерительными приборами, установленными в конце производственной линии. Укладка и упаковка готовых металлопрофильных листов выполняется здесь же.
Передвижное оборудование
Строительные организации, выполняющие заказы на возведение арочных перекрытий, ангаров обязательно включают в свой арсенал передвижное оборудование для профильной обработки металла. Станок, занимающий минимум площади и несложный в транспортировке, используется для создания деталей конструкции из профлиста непосредственно на объекте. Технология позволяет сохранить время на грузоперевозки и позволяет изготовить детали требуемой конфигурации в короткий срок. Передвижные установки дают дополнительную экономию на возведении опорных конструкций здания.
Собственное домашнее производство
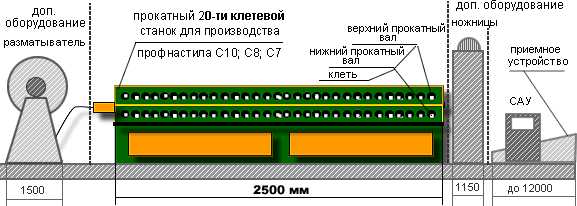
Схема производственного станка
Небольшие объекты требуют соответственного количества кровельного материала. Изготовить необходимый минимум возможно с помощью ручного станка для профнастила. Установка оборудования не требует больших площадей. Небольшие размеры установки позволяют расположение под навесом или в небольшом помещении. Подготовка занимает короткий отрезок времени. Устанавливают станок для профнастила на ровный пол с твердым покрытием, предпочтительно бетонным.
Перед изгибочным аппаратом устанавливается стол для подачи металла, направления на валики для формирования гофры. Станкам с механическим приводом не требуется подключения электричества. Устройство пружинного механизма приводится в действие усилиями человека, достаточными, чтобы изготовить не только металлопрофиль.

Ручной станок
Производство труб, отливов на ручных станках значительно облегчает работу и экономит время. С помощью станков для металлопрофильного проката можно завальцевать кромку и раскатать швы металлической конструкции. Функций изгиба и проката, устроенных в станке, достаточно. Ручными станками для профнастила успешно пользуются при необходимости изготовления доборных деталей и небольших элементов конструкции. Минусом станка с ручным приводом выступает возможность изготовления полос небольшой длины.
Ручной верстат для изгиба профнастила возможно изготовить самостоятельно. Чертежи просты в исполнении, механизм не содержит сложных деталей. Недостатком такого станка является жесткий ход, замедляющий продвижение листа. Станки для профнастила с ручным приводом не рекомендуется использовать для профилизации стали с полимерным покрытием во избежание повреждения поверхности.
Окупаемость оборудования
Популярность профнастила дает возможность небольшому предприятию очень быстро вернуть средства, вложенные в производственное оборудование. Использование современной линии, качественная работа в короткий срок окупает затраты благодаря расширению клиентской базы. Фирмы, выполняющие профилизацию металла, успешно занимаются укладкой профлиста. Возможность расширить производство наступает очень быстро и позволяет выйти на совершенно новый уровень.
90 000 Машины для производства упаковки - Allegro.plПовышенный спрос на машины для производства картонной упаковки
На рынке доступно множество различных видов упаковки. Это означает, что для их производства необходимы различные машины. С некоторых пор из-за сильного акцента на экологию упаковка из фольги постепенно заменяется бумажной или картонной упаковкой. По этой причине машины для производства картона завоевывают все больше клиентов.
Высококачественные машины для производства картонной упаковки обеспечивают не только аккуратность и аккуратность.Очень важным элементом является высокий темп работы. Очевидным преимуществом автоматизации производства коробок является сокращение человеческих ресурсов, необходимых для управления всем процессом. С такой машиной нужен только оператор для контроля правильности производственного процесса.
Типы машин для производства картонных коробок
Первым элементом процесса производства упаковки является вырезание соответствующей формы. Конечно, станок с числовым программным управлением обеспечивает практически идеальную точность.Благодаря компьютерному управлению также возможна печать картонных коробок по специальному заказу. Картонные коробки очень разнообразны, как и машины для их производства.
- Базовая машина представляет собой традиционную штамповочную машину, которая производит классические типы картонных коробок.
- Аналогичные задачи выполняют биговальные ножи, которые дополнены функцией биговки, т.е. разрезания картона в определенном месте для облегчения его сгибания.
- Роликовый штамповочный станок позволяет изготавливать фигурные упаковки, т.е. такие, в которых перекрывающиеся крылья и клапаны легко складываются и для этого не требуется использовать клейкую ленту.
Прочие машины, используемые для производства картонных коробок
Для того, чтобы картонная упаковка была в рабочем состоянии, требуется еще одно приспособление, заклейщик картонных коробок. Используется для склеивания прямоугольных картонных коробок.Они могут иметь любые размеры, и чаще всего это сборные упаковки, т.е. такие, в которые помещаются другие более мелкие упаковки. Эта машина также управляется компьютером. После ввода оператором соответствующих параметров на картон наносится соответствующее количество клея, картон сгибается и склеивается в холодном виде. Картонная коробка покидает машину в сложенном виде.
Картонные коробки обычно печатаются. Для этой цели служит флексографический принтер. Позволяет печатать пакеты из многослойного цельного картона или уже склеенных коробок.
.ОПАК - машины и устройства для упаковочной промышленности.
О нас
Упаковочная компания – это частная польская компания, работающая на рынке с 1991 года. Мы производим гофрированный картон, а также готовые изделия и картонную упаковку.
Нашей специализацией являются не только готовые изделия из картона, но и машины для производства упаковки и картонных коробок, ведущим дистрибьютором которых мы являемся. Наше обширное предложение включает в себя игровые автоматы, принтеры, ротационные резаки, фальцевально-склеивающие машины, упаковочные штабелеры, плоскорезальные машины, высекальные машины, степлеры, ламинаторы, резаки и штамповочные машины.
Машины, адаптированные к индивидуальным потребностям клиентов, полуавтоматические или с современными системами управления, обеспечивающие повторяемость последующего производства, короткое время настройки и высокую эффективность. Наше предложение включает в себя как новые, так и бывшие в употреблении машины.
Предложение о продаже машин


Вам нужна дополнительная информация?
.Технология производства гофрированного картона
Существует несколько видов картона: белый, коричневый (серый), технический, мелованный. Производство этого материала происходит в так называемом гофроагрегат. Постоянно волнистая форма подходит для так называемого рифленые валы, цилиндры с волнистой структурой, при высокой температуре. Картон может иметь несколько слоев. Tekturnica представляет собой обширную производственную линию средней длиной 100-140 м, состоящую из множества взаимодействующих компонентов и установок. Среди них различают: одинарную клеящую машину, двойную клеящую машину, нагревательно-сушильный стол, продольно-листовальную машину, поперечную листогибочную машину, агрегаты укладки листов картона в стопки.
В процессе склеивания необходимо достаточное количество тепла. Именно поэтому для этого использовались котлы – парогенераторы, работающие на газе или мазуте. Крахмальный клей также необходим для этого процесса. Соответствующие рулоны бумаги для гофрированного и плоского слоя вводятся в единую клеильную машину, где происходит первый момент склейки. Материал нагревается и проходит под давлением между гофрированными валками, образуя характерную волну.Тип производимого картона и его функциональные особенности определяются выбором используемых роликов. На шипы гофрокартона наносится небольшое количество крахмального клея для нагрева комбинированного вкладыша - склеенного фультингом. Соответствующее склеивание бумаги происходит под воздействием температуры, после прохождения ее между прижимными валиками и рифлеными валиками. Получается гибкий двухслойный картон.
Вернер Кенкель Сп. о.о. - производитель профнастила
Следующим этапом производства является приклеивание еще одного наружного плоского слоя.Двухслойный картон транспортируется по специальному мосту к двойному клею. Там снова наносят клей на оголенные гребни гофрированных волн. Подготовленное таким образом картонное полотно укладывают на нагревательно-сушильный стол, а бумагу укладывают под картонное полотно на наружный плоский слой. Окончательная склейка картона происходит на нагревательно-сушильном столе. Картонное полотно проходит между поверхностью нагреваемого стола и подвижной прижимной лентой. Это позволяет клеевым швам правильно схватываться.Для многослойной плиты плита должна быть оснащена большим количеством слоев.
Подготовленный таким образом картон передается в высекальный участок, где производится его резка штампом, рабочей частью которого является нож с соответствующим профилем формы лезвия. Благодаря этому процессу можно соответствующим образом придать изделиям внешнюю форму и проделать в них отверстия. Технология биговки также играет важную роль в производстве картона для изготовления коробок с клапанами.Он заключается в воронении мест более позднего изгиба. Следующий этап – ламинирование, т.е. облагораживание картона путем обклеивания его тонкой бумагой с печатью. Этот процесс повышает устойчивость картона к внешним факторам и позволяет использовать офсетную печать на его поверхности. Это позволит полностью покрыть картон краской и печатать на уже окрашенном картоне.
Заказ картона в Mondi Corrugated Packaging Polska
.20210316_Rprinter-RSR | Schumacher Packaging
Schumacher Packaging и BHS Corrugated разработали цифровую печатную машину. schumacher-packaging.com), вводит принтер RSR® (RSR®: Roll to Printed Sheet in Real Time) от BHS Corrugated в эксплуатацию на заводе в Гревене — новую высокопроизводительную цифровую печатную машину.Это результат многолетнего сотрудничества между Schumacher Packaging и BHS Corrugated Maschinen- und Anlagenbau GmbH. Благодаря высокой скорости печати: до 300 метров в минуту и полностью автоматизированным процессам эффективность производства упаковки из гофрокартона может быть значительно выше по сравнению с традиционным методом флексографской печати. Кроме того, этап печати происходит до производства гофрокартона, что значительно снижает затраты в случае опечаток.
Устранение узких мест в процессе печати
До сих пор печать снижала скорость процесса при дальнейшей обработке гофрокартона.«Мы устранили это узкое место, — объясняет Бьорн Шумахер, управляющий директор группы Schumacher Packaging. «Наша новая цифровая печатная машина работает со скоростью от 100 до 300 метров в минуту. Это значительно увеличивает наши производственные мощности после таких процессов, как резка, склеивание и укладка на поддоны». Ширина печати до 2800 миллиметров.
Готовое изображение печати для линии по производству гофрокартона
Еще одной особенностью новой линии является изменение текущей последовательности процессов: сначала идет печать, а затем производство гофрокартона.И цифровая печать, и линия по производству гофрокартона производятся одним и тем же производителем: BHS Corrugated Maschinen- und Anlagenbau GmbH. В результате они идеально согласованы друг с другом, например, с точки зрения скорости работы. Связь между машинами и связь с системой управления складом осуществляется через оптимально адаптированные интерфейсы. Обе машины оснащены системой обнаружения ошибок, которая гарантирует, что только бездефектная упаковка из гофрокартона проходит через этапы производства.Затраты на отбраковку из-за возможных ошибок печати можно значительно снизить, изменив последовательность процессов на обратную: сначала идет печать, а затем производство гофрокартона.
Защита окружающей среды без компромиссов
Устойчивое развитие и защита окружающей среды являются приоритетом для Schumacher Packaging. «С самого начала разработки новой машины нам было ясно, что в цифровой печати на каждом этапе процесса, от предварительного покрытия до лакирования, будут использоваться только материалы на водной основе», — подчеркивает Бьорн Шумахер.«Кроме того, используемые печатные краски соответствуют требованиям Швейцарского регламента по потребительским товарам и Руководству по упаковочным краскам Nestlé».
Цифровая печать – будущее упаковочной промышленности
«Благодаря печатной машине RSR® процесс производства гофрокартона стал полностью цифровым», – подчеркивает Шумахер. «Мы убеждены, что цифровая печать — это технология будущего в области упаковки из гофрокартона и твердого картона. С одной стороны, это единственный способ удовлетворить постоянно растущие требования покупателей и потребителей к качественной упаковке.С другой стороны, это позволяет экономично производить короткие серии. Стоит помнить: благодаря полностью автоматизированным процессам мы еще больше повысили нашу эффективность и установили новые стандарты качества».
.Гофрокартон - Как его делают? - Etisoft Packaging
Производство огромного ассортимента упаковки основано на сырье из гофрированного картона. Вписанный в нашу реальность в конце 19 века, он эволюционирует с развитием новых технологий. Благодаря творческим усилиям инженерно-технического персонала и динамично работающих бумажных предприятий создаются машины для производства картона все более и более высоких стандартов.
Сжатая информация для гофрированного картона
Первая картоноделательная машина в Европе была запущена в 1883 году.В Лондоне. Через три года — в 1886 г. еще один начал работать. На этот раз в Кирхберге в Германии. Более тридцати лет спустя в Польше появился первый гофроагрегат, он был установлен в 1923 году в Равиче. Современные картонные коробки значительно отличаются от своих прототипов, а постоянные улучшения, защищенные многочисленными патентами, позволяют оптимизировать процесс, что выражается в повышении эффективности, повышении качества или исключении бракованного сырья.
Ведущий производитель гофроагрегатов - компания BHS-Corrugated, базирующаяся в живописной Баварии, сконструировала первый комплексный гофроагрегат.Машина, построенная в 1961 году, имела ширину всего 1600 мм. Он был установлен в Германии на заводе Stahl.
Производство станков, более близких к нашему настоящему - шириной 2500 мм и скоростью 200 м/мин. Начато в 1968 году. Позже BHS, как инновационная компания, также представила на рынке множество гофроагрегатов с рабочей шириной 2800 мм. А в 2002 г. в Prowell была установлена первая машина шириной 3300 мм. Гофроагрегат такой ширины и скорости 400м/мин позволяет производить более 1.300м2/мин, т.е. 78000м2/ч картона.
Производимый картон имеет максимальную плотность до 3000 г/м2. И это было не последнее слово производителя. Современные картонные коробки представляют собой производственные линии длиной около 150 м и общим весом до 500 тонн.
Как проходит сам процесс?
Гофрированный картон изготавливается путем склеивания нескольких слоев бумаги в виде рулонов. Делается это на картоноделательной машине, состоящей из множества взаимодействующих узлов и установок.Основные компоненты можно выбрать в соответствии со следующей разбивкой:
- одинарная клеевая машина,
- двойной клеевой станок,
- нагревательно-сушильный стол,
- Слиттер,
- поперечный резак,
- укладчики листов
Производственный процесс требует не только электричества, но также воды и сжатого воздуха для обеспечения тепла, необходимого для процесса склеивания.
В качестве ингредиента используется крахмальный клей, обычно приготовленный в специальных устройствах, обычно называемых «клеевыми кухнями».
Сначала мокрый
Начало процесса производства гофрированного картона происходит в т.н. Детали «мокрого» гофроагрегата на одной клеевой установке. На этом этапе используются подготовленные подходящие рулоны бумаги. Один из них предназначен для волнистого слоя, а другой – для плоского. Они подаются в единую клеильную машину, где склеиваются первые два слоя картона. Флейтинг имеет форму прочной характерной волны. Это делается путем нагревания и пропускания под давлением между рифлеными валами, т.е. цилиндрами с волнистой структурой.Тип используемых валов, т. е. форма волны, нанесенная на их поверхность - с определенным шагом и высотой, определяет функциональные особенности и вид производимого картона.
Склеивание слоев
Затем на гребни получившейся волны с большой точностью наносится небольшое количество крахмального клея. Следующим шагом является соединение (склейка) нагретого ленера с гофрой . Это делается путем оказания давления на бумагу, проходящую между прижимными роликами и высокотемпературными рифлеными роликами., получаемые из валов с паровым обогревом. Затем формируется клеевой шов, который соединяет обе бумаги. Конечным результатом этого процесса является двухслойный картон, который представляет собой полуфабрикат для дальнейшей обработки или готовое изделие, если таково намерение производителя.
Многослойный картон
 В случае производства 3,5- или 7-слойного гофрокартона переходим к следующему этапу – приклеиванию второго наружного плоского слоя. Затем двухслойный картон, изготовленный на односклейной машине, транспортируется по специальному мосту к двухсклейной машине.Там на обнаженные гребни гофрированных волн наносится клей и подготовленное таким образом полотно из 2-слойного картона укладывается на нагревательно-сушильный стол. Для так называемого Детали "сухой" картонной коробки. При этом под картонное полотно на внешнем плоском слое вводят бумагу. Окончательная склейка картона происходит на нагревательно-сушильном столе. Процесс происходит путем пропускания картонного полотна между поверхностью нагреваемого стола и подвижной прижимной лентой, т.н. «Сушка», посредством которой сливается лишняя влага – водяной пар.Правильное прохождение картона через вышеупомянутый стол обеспечивает правильную фиксацию клеевых швов.
В случае производства 3,5- или 7-слойного гофрокартона переходим к следующему этапу – приклеиванию второго наружного плоского слоя. Затем двухслойный картон, изготовленный на односклейной машине, транспортируется по специальному мосту к двухсклейной машине.Там на обнаженные гребни гофрированных волн наносится клей и подготовленное таким образом полотно из 2-слойного картона укладывается на нагревательно-сушильный стол. Для так называемого Детали "сухой" картонной коробки. При этом под картонное полотно на внешнем плоском слое вводят бумагу. Окончательная склейка картона происходит на нагревательно-сушильном столе. Процесс происходит путем пропускания картонного полотна между поверхностью нагреваемого стола и подвижной прижимной лентой, т.н. «Сушка», посредством которой сливается лишняя влага – водяной пар.Правильное прохождение картона через вышеупомянутый стол обеспечивает правильную фиксацию клеевых швов.
За этим этапом следует 3-слойный гофрокартон. Производство картона с большим количеством слоев требует дополнительных одиночных склеивающих устройств. В случае 5-слойного картона - еще два, а для 7-слойного картона - три.
Резка картона
Следующим этапом производства является резка. Это происходит в секции резаков. Сначала в продольном направлении - то есть картонное полотно разрезается перпендикулярно направлению волн на необходимые ширины (форматы).При этом происходит обрезка боковых кромок полотна для обеспечения ровности краевых листов. Дополнительная операция, которую можно выполнить в ходе этого процесса, — биговка, т. е. воронение места, где лист картона потом сгибается. Следующий шаг – резка картона в поперечном направлении полотна, т.е. параллельно направлению волн. Делается это в бригаде под названием поперечный резак. Он часто состоит из двух-трех независимо работающих комплектов валов с установленными на них режущими ножами.
Готов к транспортировке
Листы картона, нарезанные на определенные форматы, транспортируются на ленточных конвейерах к устройству, которое укладывает определенное количество листов в стопки, равномерно уложенные друг на друга. Подготовленные таким образом листы можно укладывать на поддоны и отправлять на дальнейшую переработку или прямую продажу.
Управление процессами
За ходом всего процесса следит ряд приборов, создавая дополнительные системы, повышающие их эффективность, облегчающие эксплуатацию и контроль.Что во многом отражается на качестве производимого картона. Усовершенствованная автоматизация процессов, установленные компьютерные системы позволяют добиться максимальной повторяемости производства, снизить количество производственных отходов и сократить потребление энергии. Часто они интерактивно связаны с внедренными в компании интегрированными системами управления, что позволяет полностью оптимизировать процессы.
Резюме
За ходом всего процесса следит ряд приборов, создавая дополнительные системы, повышающие их эффективность, облегчающие эксплуатацию и контроль.Что во многом отражается на качестве производимого картона. Усовершенствованная автоматизация процессов, установленные компьютерные системы позволяют добиться максимальной повторяемости производства, снизить количество производственных отходов и сократить потребление энергии. Часто они интерактивно связаны с внедренными в компании интегрированными системами управления, что позволяет полностью оптимизировать процессы.
Артикул:
- "Вращательно-листовальная машина в картонной коробке" Станислав Муселак - Обзор статьи.
- «Общие вопросы и рекомендуемые стандарты для гофрированного картона и упаковки из гофрокартона» Марек Белецкий, Анна Хмелевска-Вуруч, Томаш Дэменцки, Беата Паталан, Мацей Слома, Славомир Ждзебло - издатель: Stowarzyszenie Papierników Polskich.
Машина для производства гофрированного картона Гофрированный рулон HRC60 E.
Машина для производства гофрокартона HRC60 E.
ОписаниеРулоны гофрированного картона 50CrMoE Flute Hard Chrome
Гофрированный валик из твердого хрома:
♦ Поковка из легированной стали 50CrMo, толщина стенки бочки ≥70 мм
♦ Использование передовой технологии термообработки, закалка с твердостью ≥ HRC58
♦ Прецизионный станок для многослойных процессов
♦ Твердый хром толщиной 0,06-0,08 мм,
♦ Срок службы более 8 миллионов метров
♦ Флейта A, C, B, E, FG, N.
Сравнение между валом из карбида вольфрама и гофрированным валом из твердого хрома
| Объект сравнения: | Хромированный гофрированный стержень | Гофрированный вал из карбида вольфрама |
| Гофрированный профиль и ТУР | Из-за плохой износостойкости хромированного зубчатого ролика, для того чтобы высота износа не была ниже нормы, профиль зуба следует соответствующим образом проектировать выше. | Гофрированный вал из карбида вольфрамаобладает высокой твердостью, отличной износостойкостью и небольшой высотой зуба. Кроме того, он не снизит прочность на сжатие готовых изделий из-за износа кончика зуба. Более оптимизированный V-образный зуб может быть разработан для увеличения прочности картона, уменьшения количество наносимого клея и экономия гофрированной бумаги. |
| Толщина готовой плиты | Использование хромированного гофрированного валика приведет к износу, а высота паза будет меньше, поэтому толщина гофрокартона уменьшится. | Теоретически гофрированный вал из карбида вольфрама никогда не изнашивается и может обеспечить долговечность готового профнастила при качественном производстве. |
| Срок службы гофрированного валика | Срок службы хромированного гофрированного ролика обычно составляет 8-12 миллионов метров. | Срок службы гофрированного валика из карбида вольфрама может достигать не менее 35 миллионов метров, что сокращает время обслуживания и замены, экономит рабочую силу, материальные и финансовые ресурсы. |
| Возможность использования подложки для рулонов гофрокартона | Поскольку износостойкость хромированного гофрированного рулона низкая, и ремонт каждый раз будет уменьшать соответствующий диаметр и твердость, соответственно будет увеличена норма бумаги и уменьшено количество ремонтов. | Износостойкость валика из карбида вольфрама хорошая, а его покрытие из карбида вольфрама использует специальный процесс удаления, поэтому подложка гофрированного валика не может быть повреждена, а гофрированный валик можно многократно использовать во время ремонта. |
Хорошо отрегулировать
1. Регулярно, не реже одного раза в месяц, проверяйте остаток рулона гофрокартона.
2. Проверьте зазор между биговальным валиком, клеевым валиком и прижимным валиком, чтобы избежать трения.
3. При сборке валков для гофрирования обратите внимание на небольшой зазор между валами для гофрирования и присоской, что приведет к износу валиков для гофрирования и алюминиевой пластины от присоски.
4. Медные ножи будут расшатываться при движении машины. Нож в положении "Т" будет царапать покрытие с обеих сторон пазов. Поэтому регулярно ремонтируйте медные ножи.
5. Для обеспечения качества гофрированного картона в реальном производстве лучше использовать самое низкое давление в масляно-воздушном цилиндре как на гофрированном, так и на прижимном ролике.
6. При переключении с широкого на малый в реальном производстве уменьшите давление в масляном/воздушном цилиндре как в гофрирующем, так и в прижимном роликах, чтобы избежать ненормального истирания из-за избыточного давления.В частности, прямое истирание между валками для гофрирования и прижимным валом в безбумажных зонах приведет к отслаиванию покрытий.
Связаться со мной:
Бонни Ли
Мобильный и WhatsApp и Wechat: + 86-18661680180
Электронная почта: [email protected], [email protected]
.90 000 Экологическая упаковка как рецепт будущего 11 сен 2020 12:00 9000 1До недавнего времени ходили слухи о замене пластиковой упаковки на бумажную как о долгосрочном процессе. Многие сущности пытались отвернуться от рассматриваемых предположений, надеясь, что тема сойдет на нет, а если и будет рассмотрена, то через несколько-десяток лет. Реальность, однако, принимает другое измерение и, согласно так называемому С начала 2021 года Директива о пластмассах внесет очень серьезные изменения в сферу ограничения использования пластмасс в производстве одноразовых компонентов и упаковки.
Директива запрещает использование некоторых одноразовых пластиковых изделий, у которых есть заменители. В приложении к директиве указано, что это: ватные палочки, вилки, ножи, ложки, палочки, тарелки, соломинки, мешалки для напитков, палочки, прикрепленные к воздушным шарам, и полистироловые пищевые контейнеры, в том числе контейнеры для фаст-фуда, такие как также пищевая упаковка для прямого контакта с еда.
Большинство международных концернов начали реструктуризацию своей продукции, что привело к внедрению множества заменителей из бумаги, картона и сырья на основе полностью биоразлагаемых материалов.Речь идет о пленках из кукурузной и картофельной муки, а также недавно обнаруженных пленках из 100%. из древесного материала (так называемая прозрачная бумага). Потенциалу человеческого разума нет предела, и вам нужно только задать вопрос, чтобы действительно найти альтернативу проблеме. И здесь время не стоит на месте, и рынки моментально реагируют на новые вызовы. Как специалисты по переработке бумаги и гофрокартона, мы рады, что сможем консультировать наших подрядчиков с еще большей ответственностью в выборе оптимальной технологии в соответствии с текущими требованиями и их потребностями.
Одним из таких технологических решений является производство объемной упаковки методом формовки на машинах CE (Carton Erecting) мирового лидера Heiber + Schröder, базирующегося в Германии. Эта технология очень гибкая и позволяет изготавливать такую упаковку как: лотки с крышкой, ракушки (упаковка для гамбургеров), French Fries (для картофеля фри), China Food (китайская еда), покрытые внутри полиэтиленовой пленкой, лотки с внутренняя вставка, лотки с двойной колонной в параллельной плоскости, шестиугольные лотки и многое другое, поскольку конфигурация этой машины позволяет творчески создавать новые узоры.
В данной технологии заготовка формируется холодным способом с использованием формообразующего инструмента (т.н. копыт) и клея, подходящего для соединения различных видов сырья, например, картона или гофрированного картона.
Рынок производителей станков предлагает теоретически аналогичные решения, но они характеризуются серьезными производственными ограничениями, такими как низкая производительность, сложный, трудоемкий и дорогой инструмент, низкая точность изготовления, что выливается в стабильность работы и конечного результата, который правильно склеена упаковка.Однако описанная выше технология проверена на практике и дает ощущение комфорта на каждом этапе ее реализации.
Альтернативой вышеописанному процессу является производство упаковок методом горячей экструзии с использованием штампа/втулочного инструмента в форме изготавливаемой упаковки. Одним из лидеров рынка по производству машин для термоформования лотков и емкостей из бумаги и картона без добавления клея является итальянская компания Novatec srl, которая с внушительным количеством установок более 500 по всему миру является лидером в строительстве машины для производства горячеформованной упаковки.Все термоформовочные машины и инструменты производятся в Италии по индивидуальным проектам с учетом конкретных потребностей клиентов.
Термоформованные контейнеры без использования клея (что позволяет компостировать упаковку) в основном используются в пищевой промышленности для упаковки:
- выпечка, такая как пицца, пирожные или макаронные изделия;
- свежие продукты, такие как: сыр, мясо и рыба; мясные нарезки или продукты, требующие вакуума или защищенной атмосферы, в том числе упаковки "SEAL" и "SKIN".
Эта упаковка также хорошо подходит для классического применения, такого как противни для тортов, тарелки для пикника и многое другое. Дополняя ассортимент бумажной и картонной упаковки для пищевой промышленности, производитель также предлагает машины для производства бумажных стаканов и машины для формирования клееных конических лотков, используемых в плодоовощной сфере, а также другую упаковку для фаст-фуда и еды. -выездной сектор, супермаркеты, гастрономическая и кондитерская промышленность.
До сих пор основное внимание уделялось производству упаковки из переработанных материалов, таких как переработанный гофрированный картон, но она содержит различные клеи и добавки из предыдущих процессов и применений. В настоящее время возможность компостирования упаковки после ее использования стала более важной, что идет рука об руку с изменениями, происходящими на бумажных фабриках, особенно на скандинавских. Некоторые из них уже имеют несколько производственных линий для компостирования и термоформования продуктов.
Соответствующее оборудование является ключевым аргументом для эффективного функционирования производителей упаковки.Специалисты «Технограф» гарантируют подбор оптимальной технологии, соответствующей современным требованиям заказчика, и в то же время предоставляют полный комплекс услуг в области монтажа, обучения и сервиса.
По материалам компании «Технограф
».



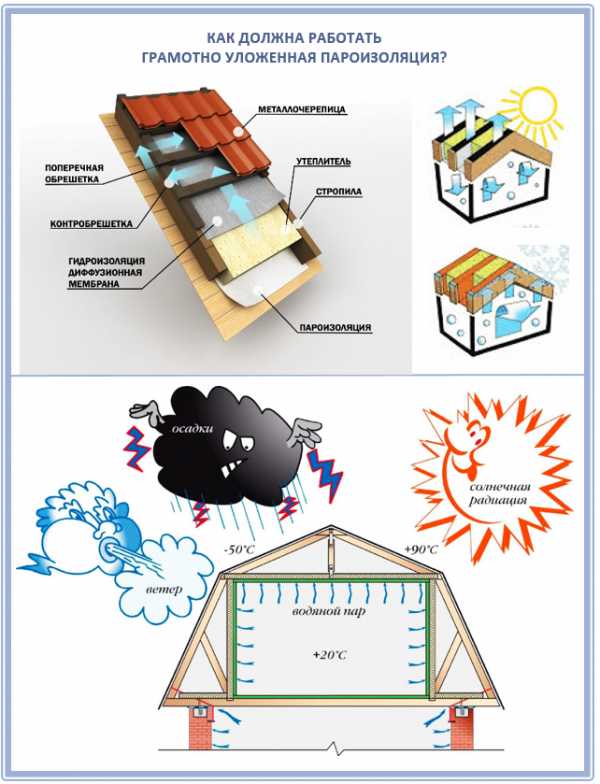






 Вызов дизайнера:
Вызов дизайнера:


Действующие акции

скидка для внимательных клиентов 7% от общей стоимости заказа.

