Салон штор в Санкт-Петербурге




Как припаять алюминий к меди
Сварочный провод - паяем алюминий и медь обычной горелкой.
Всем привет! Обычно цветные металлы сваривают в аргоновой среде, при этом дуга обеспечивает температуру для плавления алюминиевого прутка(не менее 660 °C), а аргон препятствует попаданию кислорода в рабочую зону, чтобы избежать окисления поверхностей, иначе прочного соединения не получится. Но можно использовать низкотемпературный сплав, в который уже добавлен флюс, нейтрализующий окисление. Температура плавления данного прутка всего 360 °C, так что можно работать с обычной портативной горелкой, при этом шов получается довольно прочным. Тестирование под катом.Характеристики.
На странице продавца только указана температура плавления 360 °C и что не нужно использовать дополнительный флюс.Но вообще он напоминает Castolin 192FBK, у которого температура плавления на 80 градусов выше, так что приведу в пример еще и его характеристики:
Диаметр: 2,0 мм, длина: 500 мм
Мягкий припой ISO 3677: ~B-Zn98Al 381-400
Примерный состав (вес %): 2,4 Al – остальное Zn
Температура плавления ºС: 430-440
Рабочая температура ºС: 440
Прочность на разрыв (МПа): До 100 (Al)
Плотность (г/cм3): 7,0
Распаковка и внешний вид.
Белый пакет
Внутри зип-пакет с проволокой и инструкцией
Диаметр 2 мм, длина 3 метра. Немного жестче, чем алюминиевый пруток такого же диаметра.
Сделан в виде трубки, в центре которой можно разглядеть флюс. При многократном сгибании лопается вдоль.
Инструкция простая — греть поверхность и натирать припоем.
Переходим к практике.
Для начала проверил температуру плавления. При 360 ºС размягчается, но не очень текуч, а вот при 400 плавится как олово, так что температура плавления действительно ниже, чем у Castolin 192FBK.
Далее возьмем алюминиевую трубку, отпилим кусок и попробуем частично запаять
И что-то идет не так. Припой собирается в шарики и скатывается по поверхности. Я встречал множество гневных отзывов от людей, получившись подобный результат, мол проще оплавить деталь, чем запаять щель в ней.
Но нужно понимать, что флюс хоть и защищает от окисления, но не снимает многолетнюю оксидную пленку, так что обязательно необходимо зачистить поверхность, после чего процесс идет как по маслу
Из-за флюса поверхность мутнеет.
Немного потер щеткой. Довольно неплохо, при желании можно снять лишнее.
Деталь хорошо прогрелась, та что припой протек и с внутренней стороны стыка.
Тестируем. При нормальной сварке разрыв не должен происходить по шву, так и получилось
Крупнее справа
И слева. Тут видно, что трубка начала рваться над швом.
Помимо алюминия можно паять и медь. У нее теплопроводность выше, так что процесс идет гораздо быстрее.
Вид немного портит мутная пленка, но она легко убирается
Снизу так же хорошо протекло
Но соединение получается не такое прочное, как при работе с алюминием. Не без труда, но трубку удалось оторвать, при чем можно разглядеть, что сорвало верхний слой, как будто припой въелся на десятую миллиметра. Даже подумал, что трубка с медным напылением, но потер поверхность щеткой и она снова приобрела медный блеск.
Итоги.
Заказал данный лот просто из интереса, но опыт получился занятным.
Температура плавления практически вдвое ниже температуры плавления алюминия, так что для работы хватит температуры обычной газовой горелки и риск оплавить деталь сводится к минимуму.
Шов получается довольно прочным, так что это неплохая альтернатива аргоновой сварке, особенно если нет других вариантов, а результат нужен вот прям сейчас.
Так же припой хорошо обволакивает поверхность, что позволяет легко устранять порывы трубок из цветных металлов и радиаторов в автомобилях, холодильном оборудовании. Правда у меня нет возможности проверить это под большим давлением, но 8 Атмосфер медная трубка из обзора выдержала. Запаивал торец и пропиленную щель сбоку.
При желании можно использовать его для надежной спайки толстых медных или алюминиевых проводников.
Но с крупными деталями может быть проблема. Во время прогрева места спайки, тепло будет отводиться на остальную часть корпуса, что заметно замедляет процесс и можно перегреть узлы, которые не должны перегреваться — втулки, сальники, прокладки.
Так же стоит упомянуть, что есть лоты с более низкой стоимостью, но в интернетах пишут, что «это обман и лучше данного образца в мире нет». Тем не менее я заказал еще пару в другом месте за $5, но что-то они не трекаются, может не получу их, но если доедут, сделаю небольшое сравнение — возможно и не стоит переплачивать.
Я не сварщик, так что извиняюсь если кого-то заденет моя терминология, старался объяснять «на пальцах» и просто хотел поделиться, вдруг кто-то как и я до некоторого времени не знал о существовании такого припоя )
Как всегда, приветствуется конструктивная критика в комментариях. Всем добра =)
Флюс для пайки алюминия с медью, как припаять медный провод
Пайка двух проводов всегда лучше их простой скрутки – такое соединение плотное, оно никогда не искрит, следовательно, не греется и не перегорает. Лучше всего паяется медь – она легко поддается лужению и припой пристает к этому цветному металлу без каких-либо проблем. Именно поэтому в схемах любой техники используются именно медные провода. Но бывают ситуации, когда необходима пайка меди с алюминием – обычно, это в тех ситуациях, когда в доме старая алюминиевая проводка и нужно установить новую розетку или светильник.
Проблемы с пайкой алюминия
Оксид алюминия (Al2O3) в минералогии называется корундомИсточник masterpaiki.ruБольшинство людей, которые дружат с паяльником, хоть раз в жизни пытались спаять алюминий и убедились в том, что это практически невозможно даже после лужения соляной кислотой. Но почему так? Противостоит хорошему контакту с оловом пленка оксида алюминия (Al2O3), которая возникает сразу же после зачистки. Это говорит о том, что сначала нужно ограничить возможность возникновения оксидной пленки и только потом приступать к пайке – иначе никак.
Примечательно, что оксид алюминия является драгоценным камнем, известным под названием корунд. В зависимости от содержания примесей, корунд может быть красным (примеси хрома Cr), известным как рубин, или синим, где есть примеси железа (Fe) и титана (Ti), известным как сапфир. То есть припой никак не может иметь адгезию с камнем, пусть даже драгоценным.
Пайка медных труб: общие сведения, способы и технология выполнения работ
Пайка с активным жидким флюсом
Флюс позволяет перекрыть пленку оксида алюминия перед пайкой проводовИсточник masterpaiki.ruНо как припаять медь к алюминию, если оксидная пленка не позволяет этого сделать? Да, все правильно – нужно как-то ограничить образование оксида. Для этого существуют активные флюсы, содержащие ортофосфорную и ацетилсалициловую кислоты вместе с натриевой солью борной кислоты. По сути, знакомая всем канифоль тоже имеет такой состав, но содержание вышеперечисленных активных элементов там низкое, поэтому результат при лужении алюминия сводится чуть ли не к нулю.
При пайке с применением активных флюсов очень важно соблюдать правила техники безопасности, и это вовсе не пустые слова. Как вы понимаете, приходится иметь дело с ортофосфорной и ацетилсалициловой кислотой, а пары от этих химических соединений раздражают слизистую оболочку и могут попасть в легкие и в кровь. То есть вы попросту будете вдыхать яд, а разрушенная слизистая никак вас не защитит. Результаты пайки с применением активных флюсов отличные, но после соединения кислоты все равно остаются в рабочей зоне и их обязательно нужно смывать. Лучше всего для этого подходят щелочи, а если говорить проще – это раствор кальцинированной или пищевой соды – он нейтрализует кислоты.
Вот некоторые из жидких флюсов, предназначенных для работы с паяльником:
- Castolin Alutin 51L. На 32% состоит из олова (Sn), свинца (Pb) и кадмия (Cd). Состав хорошо себя ведет при температуре от 160°C и с припоем от этого же производителя.
- Ф-61. Состоит из триэтаноламина (C6h25NO3), тетрафторобората цинка (B2F8Zn) и татрафторобората аммония (Nh5[BF4]). Рекомендуется для лужения и пайки алюминия при температуре250°C.
- Ф-64. Состоит из тетраэтиламмония (C8h30ClN), фторидов, смачивающих присадок и ингибиторов. Хорошо разрушает оксидную пленку любой толщины и как нельзя лучше подходит для пайки алюминия с медью.
Примечание: как вы понимаете, главную проблему при пайке меди с алюминием представляет оксидная пленка (Al2O3), поэтому главной целью является ее нейтрализация.
Пайка алюминия. Флюс для пайки алюминия Ф-64.
Пайка порошковыми флюсами
Бура предназначена для пайки с использованием латунных (медных) и серебряных припоевИсточник expertsvarki.ruЕще одна возможность нейтрализовать оксидную пленку (Al2O3), это использование порошковых флюсов при пайке меди с алюминием. В таких случаях чаще всего используется газовая горелка, а порошки называют присыпками. Возможно, кто-то представляет себе пайку как работу паяльником, но это не совсем так, ведь для проводов сечением 10 мм2 и более паяльник попросту непригоден, так как не сможет их должным образом разогреть. Поэтому не следует скидывать со счетов порошковые флюсы.
Вот некоторые из присыпок (порошковых флюсов):
- Натриевая соль борной кислоты, больше известная как бура (Na₂[B₄O₅(OH)₄]·8H₂O), представляет собой порошок белого цвета, температура плавления которого составляет 700°C (субстанция становится вязкой). Такой флюс имеет невысокую стоимость, растворяется в воде и хорошо смывается раствором лимонной кислоты.
- Активный флюс Ф34-A. Согласно ТУ 48-4-229-87 состоит на 50% из хлорида калия (KCl), на 8% из хлорида цинка (ZnCl₂), на 32% из хлорида лития (LiCl) и на 10% из фторида натрия (NaF). Данная субстанция гигроскопична и хорошо растворяется в воде.
Чем заменить паяльную кислоту: 7 удачных вариантов
Другие методы соединения меди и алюминия
Для соединения разнородных проводов, в данном случае, это медь и алюминий, существуют и другие методы, которые вполне себя оправдывают, что подтверждает многолетняя практика.
Метод опрессовки
При прокладке и монтаже электропроводки, появляется необходимость неразъёмного соединения медных и алюминиевых проводов опрессовкой с помощью гильзИсточник samelectrik.ruМетод пайки для соединения алюминиевых и медных проводов подходит далеко не всегда, и причины могут быть разными. Во-первых, у вас просто может не оказаться флюса, а соединение нужно сделать срочно. Во-вторых, может не оказаться возможности подключения к ≈220 V, в-третьих, может отсутствовать свободное пространство, чтобы подобраться паяльником. Например, в электрической распределительной коробке (дозе) все скрутки должны быть хорошо изолированы, но привычная всем тряпичная лента в данном случае не подходит, так как она пропускает кислород, который будет способствовать окислению алюминия и, как следствие, перегоранию скрутки. Поэтому одним из самых оптимальных вариантов изоляции в таких ситуациях будет гильза – фрагмент нужной длины, отрезанный от термоусадочной трубки.
Термоусадку на скрутку надевают так, чтобы она хотя бы по сантиметру захватывала изоляцию на одном и на другом проводе. Сначала гильзу надевают на один из проводов, затем делают плотную скрутку, передвигают термичку так, чтобы она получилась по центру, но при этом с двух сторон захватывала изоляцию. После этого остается только подогреть термоусадочную трубку, и она обожмет как изоляцию по двум сторонам, так и саму скрутку. Нагревают ее, как правило, обыкновенной горящей спичкой, а остывает гильза за 1-2 минуты. После этого доступ кислорода к соединению прекращается.
Клеммные колодки
Один из самых распространенных способов соединения проводов — это клеммные колодкиИсточник elektroznatok.ruКлеммные колодки или, как их называют электрики, клеммники, используются для соединения однородных и разнородных токопроводящих жил металлов. Для стыковки в пластиковой колодке используются болтовые или зажимные клеммы, которые обеспечивают стопроцентный контакт и полное отсутствие влияния окисления алюминия на медь. Между клеммами находится шунтирующая пластина из нейтрального металла (обычно, это луженая медь или латунь), на которую не влияет оксидная пленка. Самое основное в клеммной колодке – это хороший зажим обоих проводов, что является гарантией длительного эксплуатационного ресурса. Единственное противопоказание для такого соединения – это повышенная влажность воздуха. Если это происходит именно в таком помещении, то лучше использовать термоусадку.
Особенности автоматической сварки под флюсом
Болтовое соединение
Иногда возникает необходимость соединения двух разных по химическому составу элементов электрических цепейИсточник samelectrik.ruВ правилах устройства электроустановок (ПУЭ) говорится о том, что обычные скрутки из двух разных по химическому составу элементов электрических цепей запрещены. Такие соединения можно производить только при помощи пайки либо других способов, указанных выше – при помощи клеммных колодок, термоусадочной трубки или болтового соединения. Последний вариант чрезвычайно прост: для этого нужен болт, одна гайка и три шайбы, как это показано на верхней фотографии. Но у этого метода есть серьезный недостаток – он подходит только для воздушных линий, так как на таком соединении отсутствует какая-либо изоляция. Безусловно, как вариант, такую конструкцию с маленьким болтом можно собрать в распределительной коробке (дозе) и обезопасить тряпичной изолентой, но это, скорее, исключение, нежели правило.
Пайка алюминия с медью припоем castolin.
Заключение
В заключение следует обратить внимание на то, что при пайке меди и алюминия для лужения ПУЭ запрещает использовать соляную кислоту. Дело в том, что после завершения работ кислота все равно остается на скрутке и через время обязательно разрушатся провода.
Пайка алюминия в домашних условиях: принцип работы
Представить настоящего хозяина дома без паяльника в хозяйстве сегодня, как и несколько десятилетий назад, практически невозможно. В условиях производства сварка и пайка алюминия, а также его сплавов производится при помощи специальных материалов, установок. Пайка различных алюминиевых деталей в домашних условиях возможна благодаря оловянно-свинцовым припоям ПОС-50 и ПОС-61.
Пайка припоями в домашних условиях, где нет специального оборудования (осваивать работу газовой горелкой не нужно), а также материалов, может производиться несколькими способами, которые будут рассмотрены далее. Так как поверхность алюминия и сплавов неустойчива к образованию оксидной пленки (при контакте с воздухом), обыкновенные способы пайки алюминиевых изделий не подойдут.
Основной задачей во время пайки алюминия является удаление оксидной пленки с поверхности металла, а также последующая защита его от контакта с воздухом посредством наносимой на алюминий канифоли, минерального масла (для швейных машинок), щелочного масла или насыщенного раствора медного купороса.
Способы подготовки алюминия к пайке
Способ №1
Данный способ предполагает применение канифоли в предварительно очищенном (обезжиренном) месте потенциальной пайки. После этого в работу вступает мощный паяльник, которым прижимается шкурка к месту пайки. Далее шкуркой трут поверхность, время от времени облуживая электрическим паяльником поверхность, обработанную шкуркой.
Следующим этапом готовится алюминиевая заплатка, после чего припаивается обычным методом. Несмотря на то, что канифоль является часто используемым при пайке материалом, процедуру лучше проводить с помощью масла для швейной машинки.
Способ №2
На место пайки наносится канифоль, в которую предварительно добавляются железные опилки. Далее залуженный и достаточно разогретый паяльник натирает место, тем самым добавляя припой.
Металлические опилки своими острыми гранями отлично снимают с поверхности алюминия окись, тем самым позволяя между оловом и алюминием достигнуть отличного сцепления. Не сложно догадаться, что использование данного метода предварительной очистки металла не подразумевает.
Способ №3
Сразу стоит акцентировать внимание на том, что технология применения данного способа хотя и является наиболее надежной, но самой трудоемкой, требующей много времени и сил.
Порядок работы:
- Перед началом пайки рабочий участок алюминиевых деталей очищается от оксидной пленки путем омеднения (воздействием медью). В этом случае применяется гальванический метод покрытия металлических поверхностей металлом.
- Сначала в области места пайки создается пластилиновый бортик, позже образующий ванночку. На дно ванночки наносится тонкий слой насыщенного раствора медного купороса. Отметим, что вопреки распространенному мнению о проблематичном доступе к медному купоросу, достать его совершенно не сложно, так как он достаточно часто встречается в опрыскивании растений от всевозможных специфических болячек и вредителей. Ванночка не потребуется в том случае, если повреждение алюминия незначительно. Таким образом, готовить ванночку из пластилина для нескольких капель медного купороса нецелесообразно.
- Также не обойдемся без участия проводов: в ванночку помещается оголенный медный провод (много проводов не потребуется). Диаметр помещаемых в ванночку проводов должен находится в пределах 1-2 миллиметров. Стоит отметить, что провод должен быть наполнен медью.
- Провод посредством какой-либо опоры необходимо удерживать на расстоянии одного миллиметра от рабочей поверхности алюминия (вместе с тем, контакт между проводом и купоросом есть).
- Далее к проводу подводится положительный контакт какого-либо источника постоянного тока напряжением от 3 до 12 В путем соединения концов проводов. В качестве источника постоянного тока может отлично послужить аккумулятор, выпрямитель, либо батарейка для карманного фонарика.
- Необходимо оборудовать электрическую цепь лампочкой, которая будет служить предохранителем (последовательно подключение), на номинальное напряжение постоянного питания. Таким образом, лампочка загорится в случае соприкосновения алюминиевой поверхности и медью провода, опущенного в ванночку. Лампочка будет сигнализировать вам о том, что провод коснулся дна ванночки, и наоборот – гальванический процесс прервался, если лампочка погасла. Разумеется, ванночка вставляется в электрическую цепь перед установкой проводов.
- К алюминию подводится отрицательный заряд («-») постоянного тока посредством тех же медных проводов. Спустя некоторое время после начала электролиза медный купорос выкипает, тем самым позволяя образоваться слою красной меди на поверхности алюминия. Красный слой промывается, после чего сушится. После этого поверхность алюминия благополучно лудят обыкновенным и привычным способом.
Пайка карандашом
Сварочный карандаш представляет собой припой-герметик, поджигая который можно получать крепкое соединение алюминиевых деталей, проводов, трубок радиаторов и т. п. Карандаш успешно применяется при пайке алюминия. Некоторые отказываются от работы газовой горелкой, прибегая к простому карандашу. Однако и в работе газовой горелкой, и в применении карандаша есть свои преимущества.
Порядок действий:
- Технология довольно простая. Поджигаем карандаш. Для этого всего лишь требуется взять зажигалку и поджечь краешек припоя, после чего карандаш будет самостоятельно гореть за счет магния, входящего в его состав. Карандаш создает необходимую температуру, которой достаточно для расплавления алюминия.
- В результате горения карандаша образуется расплавленная масса.
- Далее нужно набрать требуемое количество массы и нанести его на рабочую поверхность. Отметим, что угол воздействия карандаша не имеет значения, поскольку расплавленная масса быстро пристает к алюминию.
- Как только происходит соприкосновения припоя с рабочей поверхностью, карандаш перестает гореть, в то время как масса на детали продолжает гореть. Необходимо выждать 10-20 секунд, пока поверхность достаточно прогреется от горения массы.
- По истечении указанного выше времени, приступаем к заполнению чистого алюминия (в расплавленном виде) в рабочую поверхность. Для этого можно взять карандаш, либо воспользоваться кусочком стекла.
Пайка алюминиевого радиатора
Нередко для изготовления радиаторов используется алюминий. Данный материал по своему составу не слишком подвластен пайке. Отметим, что этим качеством владеют практически все алюминиевые сплавы. Так, рано или поздно встает вопрос ремонта алюминиевых радиаторов. Как известно, ничего на белом свете вечного не существует, в том числе радиаторов. Таким образом, иногда возникают поломки радиаторов, которые вполне возможно устранить в домашних условиях путем пайки.
Понадобятся следующие материалы и инструменты:
- Паяльник;
- Тигель;
- Канифоль;
- Припой;
- Опилки железные;
- Сернокислый натрий;
- Поваренная соль;
- Хлористый литий;
- Хлористый калий;
- Ступка с пестиком;
- Криолит.
Порядок работы:
- Нужно подготовить место пайки: очистить от посторонних загрязнений, зачистить наждачной бумагой. Не стоит пытаться удалить оксид алюминия с радиаторов. Обратите внимание на то, что место пайки должно быть сухим.
- В отдельном тигле необходимо расплавить канифоль, добавив в нее чистые железные опилки (помешивая). Пропорция должна быть следующей: 2 части канифоли:1 части опилок.
- Пайка радиаторов заключается в следующем: на подготовленную заранее поверхность следует нанести флюс, натирая его разогретым паяльником; следите, чтобы канифоль полностью покрыла рабочую зону пайки от воздействующего воздуха; во время интенсивного растекания канифоли можно наносить припой. Железные опилки нужны для того, чтобы удалять оксидную пленку с поверхности алюминиевых радиаторов, позволив сделать качественное сцепление. Пайка проводится привычным способом.
Если имеется неисправность трубок, подключаемых к теплообменнику, желательно заменить их на новые, а не заниматься ремонтом в домашних условиях. Отметим, что также доступен способ пайки алюминия газовой горелкой.
Похожие статьиВопрос: Как паять алюминий? - Дом и сад
Содержание статьи:
Как обычной турбогорелкой паять алюминий.
Видео взято с канала: Glavnyiy Mehanik
✔️КАК ПАЯТЬ ЗАЛУДИТЬ АЛЮМИНИЙ | ЛЕГКИЙ СПОСОБ | ПАЙКА ЛУЖЕНИЕ АЛЮМИНИЯ паяльником БЕЗ ГОРЕЛКИ
Видео взято с канала: Evseenko Technology
ПАЙКА АЛЮМИНИЯ. АРГОН НЕ НУЖЕН!
Показать описание
⇒ Нашел припой на Алиэкспресс, 20шт: http://ali.pub/4516ly еще 10-20-50шт: https://ali.ski/BlSC7.
ВНИМАНИЕ! На Али есть лоты дешевле 2-3 доллара, но это продают просто проволоку без флюса!
Привет друзья! В этом видео покажу как можно просто и дешево паять алюминий без использования аргона. Шов получается прочный, аккуратный и герметичный..
В видео используется припой марки CASTOLIN 192, еще можно использовать HTS-2000. Припой продается в магазинах с медными трубками и радиаторами..
Покупал тут: «Магазин медных труб», Московская обл, г. Реутов, шоссе Энтузиастов, владение 19. Торговый комплекс ‘Владимирский Тракт’, пав. 28Ф, сайт: http://eurometalgroup.ru (звонить им смысла нет, просто приезжаете в точку продаж и покупаете, на сайте несколько адресов).
♦♦♦♦♦♦♦♦♦♦♦♦♦♦♦♦♦♦♦♦♦♦♦♦.
⇒ Скидка от 5% на все товары Алиэкспресс: http://voltnik.ru/cashback.
⇒ Видео о том как работает скидка: https://youtu.be/D959at2-ChY.
⇒ Мобильное приложение EPN cashback: http://voltnik.ru/cash-mobile.
♦♦♦♦♦♦♦♦♦♦♦♦♦♦♦♦♦♦♦♦♦♦♦♦.
Мой профиль на ThinkerCAD: https://goo.gl/ee2ExZ.
ALIEXPRESS: http://voltnik.ru/aliexpress.
BANGGOOD: http://voltnik.ru/bngd.
GEARBEST: http://grbe.st/XBBp5O.
♦♦♦♦♦♦♦♦♦♦♦♦♦♦♦♦♦♦♦♦♦♦♦♦.
✔ Группа ВК: https://vk.com/voltnik.
✔ Сайт канала: http://voltnik.ru/.
#voltnikИнструменты
Видео взято с канала: voltNik
ПАЙКА АЛЮМИНИЯ БЕЗ АРГОНА! В домашних условиях.
Видео взято с канала: Сам себе КОЛХОЗНИК
как запаять алюминий оловом
Видео взято с канала: АС МАСТЕР ремонт авто в омске
Паять алюминий? Легко!
Видео взято с канала: MotoDalnoBoy
Как припаять к алюминию? Легко. Нужен только паяльник! Без флюсов, без горелки!
Видео взято с канала: Lithium Master
Меднение и лужение алюминия - Другие методы обработки
кстати. если уж и есть горячее желание подпаятся к алюминию во многих точках и нужен именно ПОС в качестве припоя то ни в коем случае медь в качестве подслоя применять нельзя. адгезии нет. радикально лучше нанести химникель из любого раствора химникелирования с но добавить 2-3 грамма на литр любого фторида ( натрия, калия, аммония) рН раствора 5.5-3.5
смысл- фториды разрушают окисную пленку на алюминии и никель осаждается непосредственно на металл а не на окисел. потом можно паять обычным ПОС61, соединение очень прочное и гарантированное. Целесообразно отжечь пленку при 200 градусов 1-2 часа.процесс давно применяется в аппаратуре военного назначения
Попробовал этот метод.
Использовал следующий раствор: сернокислый никель 25г/л, натрий уксуснокислый 10г/л, натрий фосфорноватистокислый 20 г/л, натрий фтористый 5 г/л.
Процесс осаждения на алюминий идет, причем достаточно интенсивно. Однако пленка получается рыхлая и шершавая и адгезия стремится к нулю (можно сдуть при обдуве детали сжатым воздухом).
Наиболее неприятно что покрытие неравномерное - где-то вообще не хочет ложиться. Грешу на неправильную подготовку поверхности.
Подготовку поверхности делаю травлением в едком натре, затем осветление в азотной кислоте.
Притом на сталь и медь, подвешенные рядом пленка садится идеальная. Гладкая и крепкая.
Сам раствор тоже ведет себя нестабильно. Чуть перегреешь и процесс запускается на дне эмалированной кастрюли. Хоть и грею на водяной бане.
Заметил что алюминий начинает пузыриться раньше, чем сталь и медь. Может для него пониже температура раствора нужна?
Дайте пожалуйста рекомендации - как получить качественную пленку?
Ивичем, или как паять алюминий и другие металлы, не совместимые с обычным паяльником
Однажды я искал способ легкого изготовления алюминиевого трубного фитинга для модели, которую я собирал. Должен признаться, что описанный в статье препарат был замечен в Интернете моей женой. Мне и в голову не пришло бы соединить алюминиевые трубки обычным способом с помощью обычного паяльника и свинцово-оловянного сплава. Да, это можно сделать по-особому, но обычным оловом, при температуре 300°С?! Поэтому, когда я впервые столкнулся с информацией, содержащейся в описании изделия Ivichem ALU-29, отнесся к нему очень скептически.Ведь каждый электронщик (и не только он) знает, что алюминий нельзя паять обычными методами. Да, можно их немного "посыпать" оловом, но паять? Поэтому мы обратились в компанию с большим любопытством? производителю с просьбой предоставить образец для испытаний.
При пайке алюминия возникают две основные проблемы. Первые из них – это оксиды алюминия, которые будут эффективно их предотвращать, а вторые – очень быстрое их образование.Поэтому, чтобы вообще паять алюминий, надо избавляться от оксидов и предотвращать - хотя бы при пайке - их образование.
Флаконы с продукцией Ивичем пришли очень быстро. К нам поступило два препарата, предлагаемых компанией: ALU-29, позволяющий производить пайку алюминия, но не только, и STS-10 для пайки нержавеющей стали, хромированных, оцинкованных поверхностей и других металлов или сплавов, трудно поддающихся пайке. при низких температурах.Нас особенно заинтересовала пайка алюминия, который при нормальных условиях, как упоминалось во введении, не только не поддается пайке обычным паяльником и свинцовым сплавом, но даже может быть постоянно окрашен обычными красками.
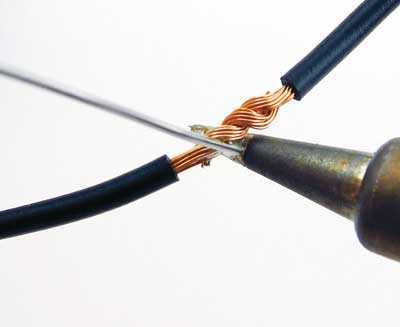
Мы первыми начали «мастерскую» алюминиевого радиатора. Для припайки к нему медного провода мы использовали обычный цеховой паяльник мощностью 60 Вт. Аккуратно зачистив поверхность наждачной бумагой и покрыв АЛУ-29, мы просто… припаяли провод к теплоотводу.Мы получили очень хорошее электрическое и механическое соединение — теперь кабель можно использовать, например, в качестве соединения между радиатором и землей. Как мы выяснили, для пайки алюминия в том объеме, который создавал бы наш кусок радиатора, нужен был бы паяльник помощнее, но после более длительного прогрева наш 60-ка справился! На фото 1 показан медный провод, припаянный к радиатору обычным паяльником и оловом, при температуре около 270°С. Пластины меньшего размера, например экраны из алюминия, не представляли трудностей при соединении.
На фотографиях 2 и 3 показаны результаты наших дальнейших экспериментов - медная проволока, припаянная к маленьким ножницам из нержавеющей стали и к выводу литий-полимерного аккумулятора. В первом случае мы использовали препарат СТС-10, а во втором препарат АЛУ-29 и такой же, обычный цеховой паяльник.
Используя оба препарата, мы получили удивительно хорошие результаты. После этих нескольких успешно проведенных испытаний можно сказать, что пайка алюминия, дюралюминия, замака (сплав цинка или меди с алюминием), нержавеющей стали, хромированной стали и других металлов трудно паять в комфортных условиях нашей мастерской. , возможен без использования сложного оборудования, горелок, сварочных аппаратов и т.п.Все, что вам нужно, это олово, паяльник и описанные препараты. В некоторых ситуациях, когда теплоемкость объекта, подлежащего пайке, очень велика, вам может понадобиться газовая горелка, но для большинства наших электронных популярных приложений будет достаточно паяльника.
Предложение Ивичем
Флюсы серииALU для пайки алюминия, ЦАМ и дюралюминия являются препаратами, поддерживающими пайку. Достаточно нанести продукт на припаиваемую поверхность и производить пайку при температуре около 300°С и .Одной упаковки при обычном спросе сервиса или небольшой мастерской хватает на десятки, а то и сотни операций.
Благодаря препаратам ALU можно успешно паять алюминий, дюраль и ЦАМ. Флюсы серии СТС предназначены для пайки нержавеющих, хромистых, оцинкованных и других сталей. Достаточно буквально нанести каплю соответствующего флюса на чистую, припаянную поверхность, а затем припаять оловом и обычным паяльником.
Некоторые комментарии
Согласно рекомендациям производителя, при пайке следует обращать внимание на несколько основных факторов, благодаря которым мы получим надежное и долговечное соединение.Во-первых, это чистота спаиваемой поверхности - она должна быть блестящей и не иметь загрязнений, следов коррозии, жирных пятен и т. д. Это очень важно, иначе соединение будет иметь низкую механическую прочность. Во-вторых, нужно как следует разогреть припаиваемый материал, в чем мы убедились, припаивая провод к радиатору. Например, трансформаторным паяльником мощностью 100 Вт нельзя спаять автомобильный радиатор. Припаиваемый материал, если он имеет большой объем, сразу будет поглощать тепло от паяльного жала.В случае действительно массивных элементов, таких как алюминиевые радиаторы, нагревайте их горелкой. Принципиально нет никакой философии при пайке алюминиевой фольги и других подобных тонких материалов — мы просто наносим флюс и припоем.
Важно, что для пайки можно использовать обычную жесть и обычный паяльник. Мы использовали свинцовое олово, но по словам производителя - это может быть и бессвинцовое олово с содержанием серебра. Иногда для олова полезно не содержать флюса.Этот аспект не очень важен, но мы всегда будем паять чуть лучше, если не будет «посторонних примесей». По конструкции олово не сочетается с алюминием. Однако после использования флюса соединение произойдет. Это будет поверхностное соединение, но при хорошей очистке паяемой поверхности и соответствующем оловянном покрытии может быть обеспечено прочное механическое соединение.
Согласно материалам производителя, флюсы серии ALU слабокислые. Потоки STS немного более кислые.Препараты не очень агрессивны, но их нужно смывать с припаиваемой поверхности, а после пайки хорошо вымыть руки.
Яцек Богуш, EP
Дополнительная информация:
Продукты, описанные в статье, можно приобрести через интернет-магазин https://ivichem.pl/lutowanie-aluminium . Редакция Elektroniki Praktyczna благодарит Ivichem за предоставление флюсов для тестирования.
То, что нужно для пайки. Можно ли припаять медную проволоку к алюминию. Работа с PROWLA
Прежде чем что-то паять или терять, необходимо получить правильные материалы и инструменты. Главное паять паяльником, это паяльник, олово и флюс.
Пайка – это процесс соединения компонентов путем пайки между ними.
Кроме них потребуется паяльный стенд и всевозможные держатели, которые подлежат пайке.Не обойтись без щепотки, окон, ножей и рулетки.
Выбор устройства
Для защиты от возгорания при пайке используйте паяльную стойку.
Выбор оборудования для хранения деталей зависит от вашей фантазии и приобретенных навыков. Это могут быть всевозможные зажимы, пинцеты, тиски, которые предназначены для обеспечения нужного положения и возможности деталей. Подставка для припоя предотвратит повреждение стола, на котором работают другие окружающие предметы.При пайке крупных конструкций нужны устройства для нагрева деталей. Для регулировки температуры кулера можно использовать диммер – диммер.
Если вам необходимо регулярно заниматься пайкой, то лучшим вариантом будет паяльная станция. Такие станции снабжены устройством для регулирования и поддержания температуры жала инструмента в определенных пределах. В комплектацию таких станций, как правило, входит большой набор вспомогательных устройств. Часто солдат входит в положение, когда не хватает рук.Есть устройство «третьей руки», позволяющее удобно организовать и закрепить соединяемые детали. Поролоновая губка используется для очистки наконечника.
Вернуться в категорию
Выбор паяльника
Солдаты имеют разные рецептуры в зависимости от мощности, температуры и способа нагрева. На эти параметры ориентируются при выборе паяльника в зависимости от объекта пайки. При нагревательном способе инструменты бывают электрические, газовые, нагреваемые от внешнего источника - паяльной лампы, костра, кузнечного рога.Мощность электропаяльника варьируется от 12 до 250 Вт. Выбор делается в зависимости от целей работы: вырезка микросхемы, работа с тонкими или толстыми проводами, крупными металлическими предметами. Солдаты до 12 или 36 вольт подходят для безопасной пайки, но потребуют использования переходного оборудования. Универсальное напряжение будет 220 В. Это паяльник с автономным питанием. Зарядки аккумулятора хватает на 2 часа работы.
Для удобства пайки используется жало солдатика различной формы и размера.Кованая медь применима к жалу. Удобнее использовать инструмент со сменными метками и приспособленный для изменения длины жала. При пайке толстоголовых деталей используйте молотковый паяльник. Такой паяльник восстанавливает
автомобильных обогревателяВ некоторых паяльниках для нагрева используется газ. Небольшая горелка встроена в компактную газовую емкость, наполненную как обычная зажигалка. Такой паяльник можно использовать как автономно, так и от аккумулятора.
Кроме паяльника и вспомогательного инструмента, без пайки не обходятся. Существует множество вариантов пайки. Большинство видов в своем составе имеют банку и свинец. Отличие припоев друг от друга по разным температурам плавления и твердости состава. Возможны разные конфигурации внешнего вида солдат. Удобнее использовать проволочную или прутковую пайку. Внутри припойные стержни с ручьем.
Флюзики необходимы для удаления загрязнений и окислов с поверхностей соединяемых деталей и расплавленного припоя.Флюс обеспечивает хорошую смачиваемость при пайке и диффузионное проникновение в структуру металла.
Одним из популярных ручейков является канифоль.
Это вещество входит в состав многих рек. Имея паяльник, паяльник и флюс, вы готовы к пайке. Все дополнительные вещи, которые нужно покупать одновременно с опытом.
Пайка: Основы для начинающих, технология, виды и материалы, тонкости
Умение паять современный быт, Насыщенные электроприборы и электроника, необходимо, как и умение пользоваться отверткой и Ванатуз.Металл Методы Методы Есть много, но главное нужно знать как паяльник, хотя в Долговечных бытовых условиях могут понадобиться и другие методы. В помощь тем, кто хотел освоить технологию ручных спаек, и призвана данная статья.
Примечание: Не прикасайтесь к пропиленовым паяльникам и другим пластикам. Он фактически не паяется - в этом процессе нет обязательных составляющих спаек, пайки и флюса. Технологически спаянные пластмассы приближаются к низкотемпературной контактной сварке.То же касается и холодной пайки - соединения деталей токопроводящим клеем.
Пайка металлов паяльника - достаточно сложный физико-химический процесс, но в работе он сводится к достаточно простым приемам и операциям. Для пайки, не блуждая теорией на воле, необходимо соблюдать правила производства самоклеящихся работ. Особенно это касается выбора способов пайки, пайки и флюсования в зависимости от типа соединяемых деталей и требований к паяному соединению. Описанию этих и других деталей, без которых прочное склеивание не получится, и посвящена основная часть представленного материала.
Примечание: Если вы хотите что-то быстро спаять, ниже вы можете посмотреть подробный видео-урок по основам пайки для начинающих. Но учтите, дальше по тексту он не будет заменен. В запретах не всегда имеется правило - "делай, получится". А в стационарном производстве бывает и голову поломать - а вдруг не так получится? Или что нужно делать, чтобы тренироваться, если нет спасибо, что нужно делать.
Видео: Как научиться паять - урок для начинающих
Что такое пайка?
Пайка своими руками в домашних условиях сводится к следующим технологическим операциям:
- Очистка спаиваемых поверхностей от загрязнений, коррозионных корок и др.
- Чистота до блеска, т.е. до отсутствия видимых следов окислов;
- Струйное покрытие - вещество, удаляющее остаточный оксид и не допускающее окисления поверхности в дальнейшем процессе. В случае потока плавления предпочтительно использовать потоки, отличные от жидких или твердых потоков, а струйные пасты;
- Затем поверхности скользят - на них наносится расплавленный припой (специально предназначенный для пайки), пробивает тонкую фольгу и химически соединяется с основным металлом;
- Детали механически скреплены: скрутка, компрессионный пинцет, пассатек, тиски, зажим и т.д.
- Еще нанесите флюс для предотвращения окисления припоя при нагревании;
- Сделать заявку с прогревом еще пайкой (возможно даже больше) до получения установленного качества;
- Если у припоя паяльник с затемненным жалом (см. ниже), его на конце зачищают и покрывают неактивным флюсом. Для того, чтобы паяльник был качественным, обычный паяльник нужно хранить с подсушивающим пятном!
Необходимое отступление
Примечание: В северных русских говорах есть еще луда - подводные каменные гряды - и даже водится там рыба SIG Ludog.Но в каноническом языке Люды она мелькала очень редко, поэтому их нельзя учитывать.
Разрыв
Получение после очистки является первой пайкой операции обрезки. Использование его абразивов недопустимо! Мельчайшие их частицы, которые они внедрили в металл, не могут быть полностью удалены. Затем они становятся очагами процессов, разрушающих спайку.
Очистите поверхности под паяльником, напильником, грязным инструментом (скребками различного типа) или просто ножом.Но лучше всего, особенно если они подготовлены к пайке токопроводами, сразу покрыть их активированным флюсом (см. ниже), а после пайки тщательно удалить остатки. Зубную щетку удобно смачивать спиртом.
Что и как брить/паять?
Для следующих операций вам понадобится специальный инструмент для электронагрева: паяльник, балахон или паяльник. Для домашней пайки электрика чаще всего имеет застой с медью.Его устройство показано POS. 1 рис. "Для полного счастья радиолюбителю требуется штанга солдатиков до 16-20 Вт для микросхем и печатных плат, поз. 2а, 40-50 Вт (поз. 2б), для электроаккумулятора и собранной установки электронной составляющей и 80-150 Вт (поз. 2б), для монтажа малогабаритных металлоконструкций.
Электробиоаппарат и разновидности с медным затемненным жалом
Если не требуется работа с микросхемами (телефоны, планшеты, компьютеры) и припоем стали толщиной более 0,5-0,6 мм, то может производиться комплектом паяльных емкостей на 25 Вт (поз.3а) и 60-65 Вт, поз. 3 б.Вдруг возникнет потребность в пайке металлических изделий с толщиной стенки до 3-4мм и/или толстого стального листа, требуется охладитель железа на 300-400Вт, поз. четыре.
Паяльники малой мощности (поз. 2а, 2б, 3а, 3б) изначально не дробятся и поэтому довольно быстро окисляются (затягиваются). Для повышения прочности, и в то же время необходимо создать посадку, стержень выбирается из паяльника, проткнутого гидромолотом на наковальне стола вице-кондуктора.«Встряхивать» его напфил после этого нет нужды и не нужно, чтобы не снимать наружный слой загустевшего медного слоя. После складывания он сразу же покроется активированным потоком.
Теперь возьмите твердые фекалии и мягкий, достаточно тугоплавкий припой (см. ниже): ПОС-10, ПОС-30 или ПОС-40. Вставляется хвостовик паяльника, фиксируется при наличии винта и охватывает паяльник к сети. Поскольку струя проглатывается во время разогрева, ее окунают в фекалии, чтобы предотвратить ее выведение.Когда канифоль вокруг жала начнет пузыриться, ее растирают припоем с палочкой, чтобы он попал на всю поверхность тугого плотного семени. Резьбовой припой на катушке в данном случае не совсем годится, он для пайки мелких деталей.
Пока готовили паяльник, флюс на поверхностях сделал свое дело: под ним слой, который можно осветлить. Здесь критической точкой будет толщина деталей:
- Менее 1/8 диаметра стержня припоя - они нагреваются до температуры плавления припоя менее чем за 7 с.Flux не успеет выгнать.
- Более 1/6 от того же значения - нагреваются более 10 секунд, флюс будет слит, детали повреждены и окислены.
- 1/8-1/6 Диаметр стержня - необходимо, чаще всего исходя из собственного опыта, до легкого плавления под струей кипения. Или используйте более мощный паяльник.
В первом случае капля припоя вписана в жало, допустимую поверхность, а если:
- Проволока тонкая - легко, без нажима перемещаться по оголенному концу хранения одной, затем противоположной стороной при этом припой не растечется.Проволока держит кончик вниз. Выдвижной паяльник засыпает кольцевым сверлом.
- Проволока толстая - жало движется вперед-назад по спирали.
- Плоская тонкая длинная деталь — нанесите припой на конец и переместите жало. Когда за наклоном показываются не сфокусированные детали, они наносятся на замусоренный участок флюса, получают еще одну каплю припоя и продолжают банку.
- Длинная широкая часть - как раньше. Бывает, но жало загоняется змеей.
- Особые детали - спирали жала с центром по краям.
Для густых шумов берите напайку Т-образной резьбой. Harpius: это тонкая гибкая трубка из фольги, в которой канифоль похожа на порошок. Регистрация начинается с края длинных или центра широких данных. Конец Гарпии прикладывается к месту в начале грязи, она нагревает железо до тех пор, пока не растечется. Стинг трафика - так же, как и раньше. Случаи.Солдат подается под похоть как расходы. Написано по требованию - к нему будет прилипать до тех пор, пока не образуется крупная капля, которая черствеет там, где не надо.
Функции пайки проводов
Больше всего проблем возникает при первоначальном соединении с припаиваемыми деталями: они должны соприкасаться, отчего загрязняется металлическая поверхность и засоряется провод, часто другие паяные соединения должны выдерживать механические нагрузки.
Скрутка проводов
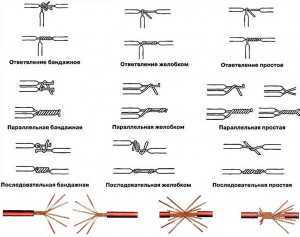
Тщательно очистите провода перед пайкой.Основные типы щеток для припоя показаны на фиг. У каждого из них есть свое место:
- Веточка бинта соединяет жесткие (одножильные толстые) токопровода, т. е. по которым передается электричество. Особенно - наружная проводка. Состав бандажа обеспечивает достаточный электрический контакт даже с несбалансированным или перегретым оксидным спа.
- Веселые кроссоверы изготавливаются из спиц в изоляции с низкой температурой плавления (простой ПВХ, полиэтилен), где нужен намаз для пайки с минимальным прогревом.Groove Heat Twisty только в канавке.
- Прямые скрутки можно соединять как с одножильными, так и с пониженными минимально зачищенными от изоляции проводами (гениально).
- Простая последовательная скрутка, т. прямой британской, или только британской, применяется для соединения токопроводов, несущих гибкие кабели сечением до 1,4 кв. мм, не испытывающие регулярных высоких механических нагрузок, например, электрических удлинителей или бросков.
Электрические кабели, подвергающиеся постоянным и/или постоянным механическим нагрузкам, должны иметь оплетку.Закручивают их так, как показано на рис ниже: кончики заворачиваются, «метлы» двигаются навстречу друг другу и закручиваются в британцы. Например, паять с малым коэффициентом усиления повышенной прочности. Поск-50 (см. ниже) со струйной активацией, не требующей удаления остатков, также см. ниже.
Параллельная (тупиковая) скрутка жил сечением более 0,7 кв. ММ Припой желательно погружать в расплавленный припой, см. ниже. Иначе придется греть или долго или слишком мощная пайка, отчего изоляция поползет и флюс преждевременный.
Примечание. Одножильные ремонтные кабели — радиоэлектроника Подробное заключение — Для пайки онлайн или с эскизом крючка см. рисунок справа.
Что такое Payato, но не пайка
Не предназначен для подключения гибких коаксиальных кабелей и кабелей к компьютерным сетям типа "витая пара" ("Витуха"). Опытный кабельщик с полной картиной электродинамики линий передачи сигнала в исключительных случаях производит на них муфту.Но когда производительность дилетанта пусть будет остатком от умелого электроника и установщика, пропускная способность, пропускная способность и помехозащищенность упадут ниже допустимых, вплоть до полной потери.
Как чистить и ухаживать за жалом
Жесткость паяльника очищают от остатков припоя протиранием мягкой пористой или волокнистой подкладки. Чаще всего используется поролон, но этот вариант не самый лучший: горит и торчит по требованию. Лучший материал для его очистки - натуральный войлок или базальтовый картон.А еще лучше - 2-скоростная очистка, сначала о губку-шлифовальную металлическую ленту, потом о войлок. После чистки паяльники выключаются, жало все еще вставлено в твердые испражнения и ждут остановки лампочки. Затем они вытягиваются и удерживают конец рюмки излишков фекалий. При полном остывании паяльник можно отправлять на хранение.
Паяльники и форсунки.
Теперь пора аккуратно подобрать рабочий и струйный паяльник, ведь пайка, в отличие от посадочных мест, не должна крепко сцепляться с основным металлом, но и быть прочной.Сводку войск и потоков широкого использования из старого каталога см. на РИС. По поводу этого времени осталось не так много добавить.
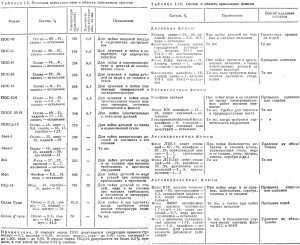
Характеристики припоев и распространенных флюсов
Паяльники
Паяльники от ПОС-90 до АИР-2 - мягкие для низкотемпературной пайки. Гарантируется только электрический контакт. ПОС-30 и ПОС-40 припаивают медь, латунь, бронзу с неактивными струями, а их сталь и сталь со сталью - с активной.Чустр-15 можно оцинковывать бездействующими балками; Другие паяльники взрываются цинком до стали и припой вскоре отваливается.
Паяльники 34а, МФ-1 и ПСР-25 стационарные, для высокотемпературной пайки. Громкоговоритель 34A может быть изготовлен из алюминия методом пайки пламенем (см. ниже для алюминиевых припоев) со специальными балками, см. Там же. Вращение медного припоя МФ1 для стали с активированным флюсом. «Низкие требования к прочности» в данном случае означают, что сила падения ближе к силе меди, чем к стали.ПСР-25 При пайке сухим паяльником (см. ниже) пригоден для пайки ювелирных изделий, витражей тиффани и т.п. не вступает во взаимодействие и не взаимодействует в незначительных, активированных, химически действующих на основной металл при нагревании, и активно (кислотных) действующих на него и на холоде. Что касается потока, наш век принес больше всего инноваций; В основном то же хорошее, но начнем с неприятного.
Первый - технически чистый ацетон для промывки ракет в широкой продаже больше не находится в связи с тем, что он используется в подпольном производстве наркотиков, и сам по себе обладает наркотическим действием. Технические заменители ацетона - растворители 646 и 647.
Второй - хлорид цинка в полосках активированного потока часто заменяют натрийтерабовой кислотой - коричневой. Соляная кислота - высокотоксичное, химически агрессивное летучее вещество; Хлорид цинка также токсичен, а при нагревании возгоняется, т.е.Он исчезает, не растворяясь. Бора безопасна, но при нагревании выделяет большое количество воды с кристаллизацией, что несколько ухудшает качество пайки.
Примечание. Боранер сам по себе представляет собой поток припоя для погружения с расплавленным припоем, см. ниже.
Хорошие новости: теперь в продаже имеется широкий ассортимент балок для всех видов пайки. Для обычных клеев вам понадобится (см. рис.) дешевый СКФ (Спитоканимимипимипал, Байл Ке, второй в списке хвойных потоков в таблице.I.10 на фиг. Выше) и паяльная кислота) это первый список кислотных потоков. СКФ подходит для пайки меди и ее сплавов, а паяльная кислота — для стали.
СКФ припои необходимо промывать: Янтарная кислота содержится в фекалиях, при длительном контакте с разрушающим металлом. Кроме того, беспорядочно разлитое СКФ сразу же распространяется по большой площади и превращается в очень долго сухие, очень липкие противные, пятна, которые не уменьшаются ни с одежды, ни с мебели, ни с пола со стен.В общем, СКФ для пайки хороший флюс, но не для разбросанных ротосейвов.
Полноценный заменитель ZPF, но не такой гадкий с небрежным обращением - теги потока. Стальные детали Более массивные, чем допустимо для пайки кислотным припоем, и более плотные - паяльником Ф38. Универсальный флюс может паять почти все металлы в любых сочетаниях, в том числе и алюминий, но падающая с ним прочность не нормируется. Вернемся к пайке алюминия.
Примечание: Радиоруководители, помните - теперь есть потоки для пайки эмалированных проводов без сноса!
Другие виды пайки
Мастера-любители также часто паяют сухим паяльником с бронзовой непрекращающейся сталью, т. наз. Паяльный карандаш, поз. 1 на рис.Хороша там, где недопустимо распространение пайки за пределы зоны пайки: в украшениях, витражах, художественных пуговицах прикладного искусства. Иногда их припаивают и монтируют на поверхность микросхемы, с выводами 1,25 или 0,625 мм, но это рискованно и опытными специалистами: плохой тепловой контакт требует чрезмерной мощности утюга и длительного нагрева, а стабильность прогрева ручным способом обеспечить невозможно. пайка.Для сухой пайки Гарпиус используют с Поск-40, 45 или 50 и флюсовыми пастами, не требующими удаления остатков.
Другие виды пайки, упрощаемые в домашних условиях
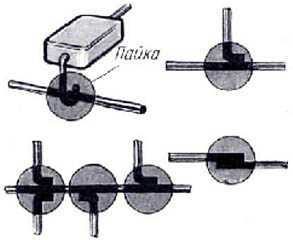
Deventlock, превращенный в толстую проволоку (см. выше) Капюшонный припой - ванна с расплавленным припоем. Когда-то, чем паяльная лампа (поз. 2а), но теперь это примитивные размеры: электрооборудование или паяльная ванна (поз. 2) дешевле, надежнее и дает наиболее качественную пайку.Скрутку в вытяжку вводят через слой с кипящей струей, подаваемой на пайку после расплавления и прогревают ее до рабочей температуры. Самая простая струя в этом случае — это порошок цэмплина, но вскоре BIDIDE и он сгорает быстрее. Лучше флюсовать на Boroaceder, а если в ванне с припоем оцинковывать мелкие детали, то это единственно возможный вариант. При этом максимальная температура Фортика не должна быть ниже 500 градусов Цельсия, так как Цинк плавится при 440.
Наконец, например, массивная медь в изделиях. Трубы, высокотемпературная пайка, пайка пламенем. В нем всегда есть несгоревшие частицы, жадные до поглощения кислорода, поэтому пламя обладает, как говорят химики, восстановительными свойствами: удаляет оставшийся оксид и не дает образоваться новому. На рис. 3 Вы можете видеть, как пламя специальной паяльной горелки буквально выдувает из зоны пайки все лишнее.
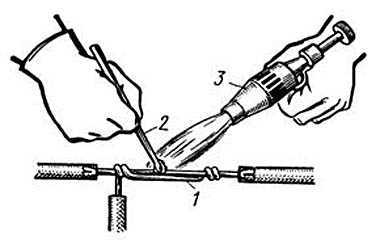
Высокотемпературная пайка в пламени
Высокотемпературная пайка свинцом, см. рис.Справа равномерно протирая зону нажима 1 неподвижной палочки для пайки 2. Пламя горелки 3 должно следовать за пайкой так, чтобы горячее пятно не было в воздухе. Пайка перед зоной прогревается до тех пор, пока не пойдет партия цветов. К склеенной твердой поверхности припоя можно припаять что-то еще, как обычно, аккуратно. Для получения дополнительной информации о пайке пламенем см. раздел «Трубы».
Фрай, но в некоторых источниках горелка срабатывает от паяльной станции.Ну и Рерайт прописывают, что берешь. По сути, настольная паяльная станция (см. далее рис.) - оборудование для тонких паяльных работ: с микросхемами и т.п., в случае недопуска не требуется рассеяние пайки и т.п. Огречи. Паяльная станция точно выдерживает определенную температуру в зоне пайки, а если заправка управляемая, то контролирует и подачу газа. При этом горелка входит в его комплект, а сама паяльная станция не более чем каменоломня - Собор Василия Блаженного.
Стационарные паяльные станции.
Как алюминиевый припой

Пайка алюминиевых умывальников
Благодаря современному течению алюминия его вообще начали паять, он не сложнее меди. На случай низких температур его пайка рассчитана на FLUX F-61A, см. рис.Паяльник - любой аналог воздушных солдатиков; В продаже есть разные. Единственное, хвостовик в паяльнике лучше вставлять в стойло с коричневыми тонированными насечками примерно как напильник.Он легко покрывается прочной оксидной пленкой, не позволяющей алюминию протекать непосредственно под слоем флюса.
FLUS F-34A предназначен для высокотемпературной пайки алюминия 34А. Однако для нагрева области пайки пламя очень осторожно: температура плавления самого алюминия составляет всего 660 градусов по Цельсию. Поэтому для высокотемпературной пайки алюминия лучше использовать стационарную камеру (печная пайка), но оборудование для этого дорого.
Fit пайка алюминия
Существует также «новаторский» способ предварительной пайки алюминия. Он подходит, когда требуется только электрический контакт и исключаются механические напряжения в зоне пайки, например, если вы хотите соединить алюминиевый корпус с общей печатной платой. Алюминиевый припой «Пионер» подают в установку, показанную на фиг. слева. Порошок медного капера. Поместите холм в область пайки. Зубную щетку с правой, обмотанной оголенной медной проволокой, обмакнуть в дистиллированную воду и протереть ее вращательным нажимом.Когда на алюминии есть медное пятно, оно будет сломано и зажато, как обычно.
Мелкая пайка
Есть функции по пайке печатных плат. По пайке деталей печатной платы в целом смотрите небольшой мастер-класс на рисунках. Пропадает логирование проводов, т.к. Выводы Радиодетали и микросхемы уже затемнены.
В любительских условиях, во-первых, не так уж важно поразить все текущие треки, если ваш аппарат работает на частотах до 40-50 МГц.В промышленном производстве зарядов, например, низкотемпературными методами. напылением или гальванопокрытием. Теплая пайка кусков по всей длине ухудшит их сцепление с основанием и повысит вероятность отслоения. После установки компонентной платы ее лучше покрыть лаком. Медь от него потемнеет сразу, но на работоспособность устройства это никак не повлияет, если только речь не идет о микроволновой печи.
Припайка радиоэлектронной части к печатной плате
Потом посмотрите слева на что-то некрасивое.Инжир. В случае такого брака и неблагоприятной памяти о советской карте (МЭП) установщики держали в отраслевых или поддиапазонах. Это даже не выглядит или побеждает дорогую пайку, и, во-первых, тем, что при остывании эти места крепления хмурятся, и детали перегреваются. А большие тяжелые рукава довольно равнодушны к уже ослабленным гирям. Эффект хорошо знаком радиолюбителям: нечаянно кинул "Каракатин" на пол - отклеилось 1-2 и более песен.Не дожидаясь первого ремонта.
Неправильно и правильно обрызганные печатные платы
Смывы на печатных платах должны быть закругленными гладкими высотой не более 0,7 диаметра места крепления, см. справа на рис. Заключительные подсказки должны говорить немного не по делу. Кстати, плата полностью автономна. В домашних условиях есть способ напечатать сборку аккуратно и чисто, как на заводе, да еще и втягивать туда какие хочешь надписи. Белые пятна — блики краски при фотографировании.
Конкейв есть вогнутый, и, что более важно, брак тоже. Только вогнутые импликации означают, что пайки недостаточно, а сморщены, разве что в пайку проник воздух. Если собранное устройство не работает и есть подозрение на ненадежность, смотрите в первую очередь такие места.
Есть и микросхемы
На самом деле интегральная схема (есть) и микросхема одна и та же, но для наглядности, как общепринятые и принятые в технике, микросхемы - "микроудесы" оставят ИМС в DIP корпусах , на большие по степени интеграции Enabled, с запросом 3,5 мм, устанавливаемые в монтажные отверстия или запекаемые поршни, если плата многослойная.Пусть микросхемы сверхсердечные их, "миллионы", поверхностного монтажа, с шагом выводов от 1.25мм и меньше, а микросхемы - это миниатюрные ИУС в тех же корпусах для телефонов, планшетов, ноутбуков. Процессоры и прочие «камни» с жесткими мультитранспортными проводами не трогают: они не выбрасываются, а устанавливаются в специальные панели, которые разыскиваются в ногах один раз при сборке на предприятии.
Заземляющий паяльник
Современные КМОП (CMOS) ims на чувствительность к статическому электричеству То же, что и ТТЛ и ТТЛ выдерживаются без повреждения потенциала 150В в течение 100мс.Значение амплитуды действующего сетевого напряжения 220 В - 310 В (220х1,414). Отсюда вывод: Паяльнику нужно низкое напряжение, на напряжении 12-42В, содержащееся на выходящем трансформаторе на дросселе, а не на импульсной комнате или емкостном балласте! Тогда даже простой сплит по запросу не испортит дорогие чипсы.
Еще случайные, и более опасные выбросы сетевого напряжения: рядом сварка, был выброс сети, обречена проводка и т.д. Самый надежный способ Держитесь от них подальше - не отводите "блудные" потенциалы от маркерной боли, и не допускайте иди туда.Для этого на специальных предприятиях СССР паяльные печи, показанные на рис.
Низковольтная силовая цепь
Точка соединения С1 С2 и сердечник трансформатора подключаются непосредственно к контурной схеме защитной подложки, а к средняя точка обмотки вторичной обмотки (разомкнутая медная фольга турбины) и есть работа. К контуру эта точка подключается отдельным проводом. При достаточной мощности трансформатора к нему можно подключаться просто как к пайке, не заботясь о заземлении каждого в отдельности.В доме точки А и В подключаются к общей клемме отдельными проводами.
Микросхемы, пайка
Микросхемы в корпусе корпуса впаяны, как и другие радиоэлектронные компоненты. Паяльник - до 25 Вт. ЛЮТЕР - ПОС-61; Флюс – Теги или Спитоканифол. Остатки необходимо смывать в ацетон или его заменители: спирт берёт кору намертво, и промыть её между ног без помпы или тряпки не совсем возможно.
Если хотя бы Микрочипы и особенно Микрочипы, то паять их вручную специалисты любого уровня не рекомендовали: это лотерея с очень проблематичной прибылью и очень вероятными убытками.Если у вас есть дело к таким тонкостям, как ремонт телефонов и планшетов, вам придется дорасти до паяльной станции. Его не намного сложнее использовать, чем ручной паяльник, смотрите видео ниже, и цены на паяльные станции сейчас довольно приличные.
Видео: Уроки машинной пайки
Микросхемы, неудобные
"В правильном первом" МКС надо проверять при ремонте не падает. Их диагноз ставится на месте специальными тестерами и методами, а непригодные удаляются раз и навсегда.Но хозяйки не всегда позволяют это, поэтому на всякий случай мы даем вам список способов доставки IC, где это уместно. Микрочипы ремесленников тоже заточены под выпадение, например, используются для целого ряда грубых проволочных применений и сушки слуха, но эта лотерея еще менее выгодна, чем ручная установка больших и сверхнизких ICS.
Видео: Пробой стружки - 3 способа
Как паять
Высокотемпературные распроданные медные трубки для любой твердой пайки меди активированной реактивной пастой, не требующей удаления остатков.Тогда возможны 3 варианта:
- W медные (латунные, бронзовые) соединительные соединения - Фитинги под пайку.
- С полным распределением.
- С неполным распространением и сжатием.
Фитинги для пайки медных труб более надежны, чем другие, но требуют значительных дополнительных соединений. Единственный случай, когда это необходимо - устройство помех; Затем используется монтажный тройник. Обе поверхности пайки не сверху, а покрыты струей.Затем труба вставляется в узел, надежно фиксируется и соединение исчезает. Пайка считается законченной, когда паяльник перестанет входить в зазор между трубкой и муфтой (нужно 0,5-1мм) и сделает небольшой валик наружу. Ручку снимают не ранее, чем через 3-5 минут для затвердевания паяльника, когда соединение уже можно хранить руками, иначе пайка не будет увеличивать силы и соединения и течь.
Способ пайки труб с полной разводкой, показанной слева на РИС.Давление припоя остается таким же, как и при сборке, но требует дополнительного давления. Предположите, чтобы развернуть прекращение и повышенный износ пайки. Фиксации карбоновой трубы не требуется, ее можно пустить в дуру с грузом до тех пор, пока она не закрутится намертво, поэтому пайка с полной разводкой часто производится в неудобных для монтажа хомута местах.
Трубы медные под пайку
При отечественной разводке тонкостенных труб малого диаметра, где давление уже мало и его потери незначительны, может быть целесообразна пайка с неполным разрывом одной трубы и сужением другой, поз.Справа на рис.Для изготовления труб закругленный ряд из массива дерева с конусной кромкой 10-12 градусов с одной стороны и усеченно-коническим отверстием 15-20 градусов с другой, ПОЗ II. Концы труб обрабатываются, когда они не заходят друг в друга без блокировки. на 10-12 мм. Поверхности заранее портят, прикладывают к потемневшей струе и сливают с вареньем. Затем они нагревают его, пока паяльник не расплавится, и перчат тяжелую трубку, пока она не раздавится. Расход пайки минимальный.
Важнейшее условие надежности такого пруда - сужение водоема для водоориентировки, поз. III. Школьный закон Бернулли является обобщением идеальной жидкости в широкой трубе, а у реальной жидкости в узкой трубе из-за ее (жидкости) вязкости максимальный скачок давления смещается наоборот, поз. IV. Образуется составляющая силы давления, прижимающая сужение раздаточной трубы, и пайка получается очень надежной.
Что еще?
Ах да, стоит паяльник.Классика, слева на рис.Подходит для любого удилища. Где паяльные ванны и фекалии - ваше дело, регламента нет. Для маломощных припоев с фартуком клепки просто упрощены, посередине подходят.
Паяльные стойки правые и неправильные
Паяльные станции комплектуются преимущественно подпружиненными или трубчатыми обитаемыми гнездами для паяльников. В них вся горячая часть инструмента недоступна на ощупь, но и пропустить через них утюг, ориентируясь на пайку неглубокого «язычка», скорее всего.А вот что точно делать не надо, и что прямо запрещено ТБ, так это подставка из базовых материалов, в которой паяльник лежит на расходных ванночках, справа на фиг.
Показать все отмеченные материалы:
- электромонтажные работы
- работы с металлом
- инструмент
- техника
Перейти в раздел:
vopros-remont.ru.
Как паять? Что насчет пайки?
Все знают, что такое паяльник и зачем он нужен, но не все умеют им пользоваться.И инструмент весьма полезен не только в мастерской по изготовлению телевизоров, но и в домашнем хозяйстве. Благодаря им можно эффективно восстанавливать заданный кабель, ремонтировать электроинструмент, бытовую технику и многое другое. Однако паяльник должен уметь просыпаться, а также уметь подбирать расходные материалы.
Если не говорить о пайке микросхем и высоковольтного оборудования, то сам процесс не представляет никакой сложности. Большую часть домашних заданий можно выполнить самостоятельно, не обращаясь к специалисту.
Паяльное устройство.

Электропаяльник обязательно должен иметь нагреватель. Нагреватель может быть нихромовым или керамическим. Керамические обогреватели по-своему хороши, но достаточно требовательны к условиям эксплуатации. Поэтому для бытовых нужд лучше всего подойдет электрический спиральный нагреватель припоя (ЭПСН). Довольно неприхотливое и главное недорогое устройство.
Часть работы железа — жалить. Нагреватель доводит его до высокой температуры, позволяя паяльнику расплавиться.На корпусе паяльника обычно имеется винт для фиксации жала, с помощью которого можно регулировать его вылет. Ручка для пайки имеет удлинитель или отдельный фартук, не дающий руке даже случайного соскальзывания в нагретую часть.

В последние годы появилась компактная газовая пайка, которая сразу составила конкуренцию электрической пайке. Их заправляют очищенным бутаном, точно таким же, которым заправляют зажигалки. Пайка газовой пайки происходит за счет воздействия открытого пламени миниатюрной насадки.Температуру пламени можно регулировать в диапазоне 750-1200°С. За одну заправку паяльник может работать 60-90 минут в зависимости от настройки. Такой инструмент способен полностью заменить электрический паяльник мощностью 150 Вт. Для хозяйственных нужд его более чем достаточно, если, конечно, речь не идет о паяльных трубках или кастрюле.
Выбор паяльника
В первую очередь необходимо определить цель приобретаемого для пайки.В быту обычно принимают устройство, которое может паять кабели, провода, фиксировать аппаратные штекеры и т. д. Для этих целей используется устройство на 25 Вт. При пайке огромных деталей используются более производительные устройства, а это уже промышленное применение. В то же время не стоит покупать слишком маломощные припои на 5-15 Вт. Они предназначены для пайки сквозных микросхем и небольших устройств, например, для ремонта мобильных телефонов.
Обратите внимание при покупке паяльника для дома и на входящее напряжение.Обязательно, чтобы этот прибор работал от 220 В, а не от 12 или 24.... Желательно, чтобы паяльник имел вилку европейского образца. Современные дома уже все больше оснащаются заземлением, которое в этом случае исключит электрическую катастрофу при нахождении курка на корпусе.
Если жало было изолировано, значит, при необходимости его можно заменить. Узнать очень просто - солдатики с заменами имеют в корпусе винтовое(ые) крепление. Винт позволяет регулировать длину выхода и в свою очередь влияет на температуру открытой части.
Ston покрыт медью и никелем. Последний не рухнет, так что вам вряд ли нужно быть рядом. Однако они немного дороже. Постояла красная стена от времени, надо почистить от пайки и отредактировать файл. Никаких сложностей в этих операциях нет - он берет файл и запрошенная форма доводится до вашего сведения. Делать это желательно, когда взгляд отведен, подтянут наоборот.
Что касается формы солдатиков, то кроме классической формы "ручка" в продаже можно встретить так называемые "ружья".Разница между ними только в форме ручки. Он также пристреливает жала для быстрой пайки с трансформатором, но они относятся уже к приборам профессионального класса. Многие специалисты считают, что классической формой паяльника удобнее работать.

Расходные материалы для пайки
Припой. Соединение деталей с паяльником предполагает использование свинцового припоя. Процесс пайки можно сравнить с горячим склеиванием. Клей в этом случае выступает паяльником.
Соотношение олова и припоя может быть другим. Производители используют маркировку, в которой номер олова указывается процентным содержанием олова, например, ПР-61 - Паяльник, в котором содержание олова составляет 61%. Пайка из такого сплава плавится при температуре 180°С. Это намного ниже температуры плавления меди или алюминия для пайки, что является наиболее распространенным.
Изменение соотношения свинца и олова отражается на температуре плавления припоя.Например, если олова в припое 40%, то температура плавления такого сплава будет 240°С, а если олова 90%, то плавиться расплав начинает только при 310°С.
Маркировка импортной продукции отличается от отечественной. Чтобы понять, что за сплав перед вами, нужно посмотреть прилагаемые документы или поискать маркировку в интернете. Однако при самодельной пайке сплава особого значения пайка не имеет. Наиболее тугоплавкий припой плавится при температуре 300°С, что также ниже t (табл.) Медь или алюминий. Но с малолетними припоями работать проще, поэтому следует отдать предпочтение сбалансированным припоям, где олово и свинец примерно одинаковы.

Удобнее использовать секретку в виде проволоки 1-3 мм. В продаже есть паяльники в виде трубы, наполненной струей. Такой припой - на любителя; Многие специалисты предпочитают простой проволочный припой, который оставляет возможность для более точной дозировки припоя и флюса.
Флюс необходим для защиты металлических деталей от термического окисления. Медное железо быстро окисляется, в результате чего получается неметаллическая фольга, плохо поддающаяся пайке. Флюс удаляет оксидную пленку и способствует равномерному распределению припоя. Обработка деталей и контактов струей называется настойкой.

Существует два типа потоков - кислые и некислотные. Кислотные пламена чаще всего применяют при пайке сплавов железа (чугун, сталь).После работы с кислотным потоком необходимо удалить его остатки, чтобы кислота не убавляла металл. С кислотными струями нужно работать очень осторожно, так как кислота легко разъедает кожу.
Из нетканого ручья наиболее распространена канифоль - сера сосновая очищенная. Для большинства бытовых задач шланга хватает. Трубка качественная прозрачная и имеет янтарный цвет; Не такое быстрое грязное жало и не слишком много дыма. Вы также можете иметь под рукой фосфорную кислоту в тех случаях, когда окисление является значительным.
Технология пайки.
Когда необходимо припаять одну заготовку к другой, разрядить контакты или концы проводов, наша задача – защитить ход пайки.
- Хороший контакт и прочность шипа зависят от качества исполнения. Спаянные детали необходимо хорошо очистить, обезжирить и прорастить.
- Если вы паяете электрический провод или другие электроды, вы должны убедиться, что они не находятся под напряжением.
- Для изготовления кухонной вытяжки лучший паяльник Так канифольный дым будет сразу же удален из помещения.
- Очень важно не перегружать розетки. Сами по себе паяльником они вряд ли проспятся, а вот пластик (например, изоляция проводов) может пострадать от высоких температур. Поэтому время воздействия высокой температуры на элементы должно быть минимальным. Желательно паять в одну правую.
- Детали, соединенные пайкой, должны быть обработаны флюсом и припоем.Замененные провода держат биту, поэтому их скручивают не заморачиваясь и только потом припаивают.
- При пайке кабелей или проводов зачищают концы изоляции, сам провод зачищают механически и обрабатывают струей паяльника. Для того, чтобы сделать качественную изоляцию шпажных проводов, необходимо предварительно поместить их термоусадочными полимерными комбайнами. Затем концы провода скручивают между собой и закрепляют пайкой, которая должна в итоге покрыть всю контактную часть.
- Посадочное место для шипа закрыто термоусадочной камбрией, которая при нагревании окружает шип и надежно изолирует его от контакта с другими проводниками.
- Проволочный паяльник удобен в качестве точки отпайки, а не собирает оловянное пятно. Но так как у человека всего две руки, пайка получается только тогда, когда данные надежно закреплены. Не пробуйте паять Navis - только зря потратите время и нервы. Паяные детали лучше сначала зафиксировать через обойму, а потом припаять.
Это все технологии. Как видите, это нехорошо. Самое главное — соблюдать несколько простых правил и понимать, что происходит и в каком порядке.
www.domastroim.su.
Паяльник: Какие материалы и приспособления нужны, например провода для пайки
 Если рассматривать способы пайки, то работа, производимая пайкой, наиболее распространена и удобна. Все-таки у паяльника есть два важных ограничения, которые следует учитывать при выборе метода.Паяльник получается только для низковолновых паяльников и необходимые манипуляции сложны в производстве, если детали, которые нужно паять, слишком громоздки.
Если рассматривать способы пайки, то работа, производимая пайкой, наиболее распространена и удобна. Все-таки у паяльника есть два важных ограничения, которые следует учитывать при выборе метода.Паяльник получается только для низковолновых паяльников и необходимые манипуляции сложны в производстве, если детали, которые нужно паять, слишком громоздки.
Последнюю трудность можно преодолеть, если использовать дополнительные источники тепла, такие как газовая или электрическая плита, газовая горелка. С помощью этих источников можно добиться желаемого результата, прогревая элемент припоя, несмотря на то, что это усложняет весь процесс.
Чтобы начать процесс пайки, нужно подготовить нужный инструмент и специальные материалы.В первую очередь нужен паяльник и понятно, что никакой флюс и припой не нужны.
Типы паяльников
Специалисты различают такие виды паяльных инструментов:

Электрические паяльники считаются наиболее распространенными паяльным оборудованием, так как они просты в использовании и их не сложно купить. Нужный паяльный инструмент выбирался по его мощности, которая показывает уровень теплового потока, направленного на спаиваемые детали.
Проволока для пайки электронных компонентов будет правильной для устройства, мощность которого не превышает 40 Вт. Если размеры спаиваемых деталей или провода не превышают одного миллиметра, инструмент следует выбирать в пределах 80-100 Вт. Если стена представляет собой часть в два миллиметра и более, то мощность необходима более 100 Вт. Только к таким мощным инструментам относятся молотки, приводимые в действие электрическими паяльными баками, которые имеют мощность 250 Вт и выше. Такие мощные устройства нужны, как правило, для отрасли, где приходится паять большие данные.Цена таких не секретов соответственно.
При выборе мощности паяльника также необходимо учитывать теплопроводность припоя. Например, при пайке стали изделия должны находиться в менее нагретом состоянии, чем при работе с медными конструкциями.
Паяльники
Чисто оловянные, оловянно-серебряные и другие варианты солдатиков используются для пайки электроинструментом.
Если вам нужно разместить посуду, используйте только чистую жестяную посуду.
Flusy
По мнению специалистов хорошо паяются такие материалы как бронза, серебро, незильбер, медь, олово, золото, латунь, свинец. Вполне допустим для припоя никель, низколегированная и углеродистая сталь, цинк. К материалам, с которыми трудно работать, можно отнести алюминий, нержавеющую сталь, а также хром, сталь, сталь, алюминиевую бронзу, чугун, магний, титан. На практике видно, что только неподготовленная деталь или проволока, неправильно подобранный флюс и неправильно подобранная температура обработки приводят к некачественной пайке.
Итак, правильно выбранное обязательство для стрима идеально выполненной работы с минимальными временными и физическими затратами. Именно этот флюс отвечает за то, будет ли нужный металл прочностью соединения, так как пройти весь процесс сложно. Вся задача струи – разрушить оксидную пленку припаиваемого металла.
Флюс «солдановая кислота», относящийся к кислотным активным флюсам, запрещается использовать при пайке электронных деталей.При агрессивности такая струя может вызвать коррозию. Но именно это свойство облегчит эту связь. металлические детали. Таким образом, чем химически металлические стойки, используемый флюс должен быть более активным. Но нельзя забывать, что то, что осталось от активных потоков, необходимо удалить после завершения процесса.
Для пайки стальных конструкций Эффективными струями считаются водный раствор хлорида цинка и паяльные кислоты, произведенные на его основе. На данный момент производители представили широкий ассортимент мощных флюсов, которые можно использовать и при пайке.
При работе с нержавеющей сталью, в отличие от низколегированной и углеродистой стали, необходимо использовать более активные струи, которые позволят разрушить покрытие стойких оксидов, поверхность нержавеющей стали
Научиться паять паяйте изделие из чугуна чугуном, очевидно, что для этих целей электрический паяльник будет непригоден, так как он не сможет выполнять поставленные перед ним задачи. Промывка чугуна должна производиться только высокотемпературной пайкой.
Для эффективной работы с нержавеющей сталью необходимо использовать фосфорную кислоту (F-38). Потому что лучше всего покрыть материал оксидостойкой пленкой.
Оцинкованное железо легко поддается пайке флюсом, в состав которого входит хлористый цинк, этиловый спирт, хлористый аммоний, калушен (ЛК-2).
Оборудование и материалы
 Не все оборудование и материалы необходимы при проведении пайки.Но все они упрощают и работать с паяльником удобнее и удобнее.
Не все оборудование и материалы необходимы при проведении пайки.Но все они упрощают и работать с паяльником удобнее и удобнее.
Подставка для паяльника нужна не только для удобства, но и для безопасности. Чтобы нагревательный наконечник прибора не касался посторонних предметов, которые могут быть повреждены от такого контакта.
Три варианта получения необходимой спички:
- Подставка поставляется в комплекте с инструментом для пайки.
- Куплена.
- Изготавливается самостоятельно из листа тонкой банки.
Для удаления излишков пайки имеется специальный период из медных отраженных тонких проводков. Незаблокированный конец прикладывается к настоящему, затем сверху прижимается паяльником. Тогда весь дополнительный капиллярный припой можно будет монтировать в него, как в фликанк. Наложенный кончик пластыря, уже пропитанный к февралю, срезают и выбрасывают.
Во время паяльных работ очень уместно будет иметь устройство под названием "третья рука".Решается это устройство своими зажимами с катастрофической нехваткой рук в процессе пайки, где паяльник держат в одной руке, а паяют в другой. Кроме того, этот прибор можно оснастить более увеличительным стеклом, что поможет лучше рассмотреть припаиваемые изделия или тонкий провод.
Очевидно, что без пинцетов, зажимов, пассатижей нельзя проводить паяльные работы. Ведь детали могут нагреться, и удержать их руками будет невозможно.
Техника Паяльник
Есть несколько способов работы с паяльником:
- Доставка от преподавателя сразу на запрашиваемые реквизиты.
- Доставка пайки непосредственно к месту пайки.
Но перед тем, как припаять, нужно провести некоторые подготовительные манипуляции с деталями. Подготовка заключается в закреплении деталей, прогревая утюг и смачивая зазоры припоем.
Если вы продаете свой первый маршрут, на паяльнике расплавляется небольшое количество припоя и прижимается жалом к нужным местам на припаиваемой детали. Равномерное движение жала паяльника вдоль предполагаемого шва способствует идеальному распределению припоя на спаиваемой поверхности.
При втором варианте пайки сначала нагрейте паяльником необходимые детали до необходимой температуры пайки, а затем проведите раструбной пайкой между нужными деталями или спаиваемой поверхностью. Спаяйте, оплавляя, заполняя расстояние между деталями, что даст вам желаемый результат.
Прокладка кабеля
 Прокладка по грунту — это процесс покрытия верхнего слоя металла пайкой. Такая операция проводит как подготовку перед пайкой, так и самостоятельную операцию.
Прокладка по грунту — это процесс покрытия верхнего слоя металла пайкой. Такая операция проводит как подготовку перед пайкой, так и самостоятельную операцию.
Чаще всего суспензия наносится на концы электрических проводов. Как напаять железный припой проволокой и сделать грязь, чтобы получить нужный эффект, рассмотрим подробно.
В зависимости от проводников и их состояния выпускаются, в которых они находятся в процессе работ, обработке которых необходимо подвергать.
Одна медная жила лучше всего подходит для антресолей. Новый провод не защищен окислами, поэтому его не нужно прокладывать с ним по населенному пункту.Процесс применим к наконечнику флюсового проводника, припой наносится на горячий конец паяльника и проводится паяльником по проводу, стараясь провернуть провод.
В некоторых случаях, когда проводник не собирается умирать, ему может помочь простая таблетка. Это может произойти, если провод покрыт лаком или эмалью. В этом случае необходимо положить таблетку аспирина на плату и, плотно прижав проводник к ее поверхности, на несколько секунд нагреть утюг к паяльнику.При таких действиях таблетка плавится, чем разрушает лак. Тогда можно без проблем проводить проводную каротаж.
Пары от расплавленных таблеток аспирина вредны для здоровья, поэтому можно использовать специальную струю, удаляющую лак с поверхности труб.
Если трубка старая, она обычно покрыта оксидами, которые препятствуют процессу меццани. Решить проблему можно с помощью уже упомянутого аспирина. Для этого нам нужно разорвать проводник, положить его на планшет и несколько секунд нагревать паяльником, продвигая проводник из стороны в сторону.
 Для того, чтобы выжечь проволоку из алюминия, необходимо приобрести специальный флюс, например, идеально подходящий «флюс для пайки алюминия». Его также можно использовать при пайке металлов с сопротивлением оксидной фольги. Единственное, о чем нельзя забывать при использовании такого флюса, так это очистка от остатков припаиваемой поверхности. Если это не так, его можно найти там, где шип проржавел.
Для того, чтобы выжечь проволоку из алюминия, необходимо приобрести специальный флюс, например, идеально подходящий «флюс для пайки алюминия». Его также можно использовать при пайке металлов с сопротивлением оксидной фольги. Единственное, о чем нельзя забывать при использовании такого флюса, так это очистка от остатков припаиваемой поверхности. Если это не так, его можно найти там, где шип проржавел.
Для удаления остатков припоя, образовавшихся при лужении, можно расположить проволоку вертикально и к лишнему участку прижать горячим паяльником.Все лишние стекла на паяльнике с проводами.
Используя все знания и необходимые материалы, Вы сможете искать идеально выполненные работы при использовании паяльника.
электро гуру.
Как научиться паять электропаяльником: правила работы
Процедура пайки относится к очень простым операциям при соблюдении технологического процесса и наличии навыков. Эта статья расскажет вам, как паять прямо в домашних условиях и объяснит основы пайки.Начиная с самого простого шипа жилых проводов и постепенно осваивая более сложные действия, навыки и качество соединения деталей будут повышаться. Как паять паяльником канифолью, кислотой, описан технологический процесс ведения паяльных работ, в корне отличающийся от сварки. Помимо обычных электриков, у опытных мастеров есть профессиональные паяльные станции для ремонта печатных плат сложных устройств.

Технология пайки
Устройства, используемые для пайки, бывают четырех типов: электрические, индукционные, газовые, тепловые.В электроприборах есть нагреватель спирального или керамического типа, работа на газу с помощью горелки, а в термовысотах используется воздушный поток. Наиболее часто используемыми атрибутами являются Электробавники, которые очень удобны в использовании и доступны. Они делятся по мощности, определяющей отрыв теплового потока от контактных деталей.
Пайку электронных компонентов производят электроустановками мощностью до 40 Вт и для тонкостенных деталей применяют приборы мощностью около 80-100 Вт.Более массивные устройства используются для работы с металлом с толщиной стенки 2 мм. К таким приборам относятся паяльники молоткового типа мощностью более 250 Вт. Выбор электропровода влияет на теплопроводность обрабатываемого изделия.
В процессе пайки используется способность расплавленного металла распространяться. Этот способ соединения содержит детали деталей, он соединяется паяным слоем после парения горячей массы. Электропроводность зависит от качества выполненных контактов шипа.Чтобы научиться работать с паяльником, рекомендуется просмотреть соответствующее видео, а также изучить инструкцию по работе с этим электроприбором.
Соединение деталей пайкой возможно при соблюдении двух условий:

Purity Spike Spots
Наличие оксидной пленки на ножках радиодеталей обеспечивает присоединение к поверхности пайки. Этот процесс происходит на атомарном уровне, поэтому наличие примесей не обеспечит надежного сцепления с элементами.Схемы используются для предотвращения образования оксидной пленки, для предотвращения образования оксидной пленки. Чтобы понять, как паять канифолью или кислотой, ознакомьтесь с технологией их применения.
Соблюдение температурного режима
Перед началом пайки необходимо определиться с выбором сплава под используемые детали. Температура, при которой припой переходит в расплавленное состояние, должна быть ниже допустимой для продаваемых деталей. Особенно это касается алюминиевых компаундов, а также компонентов с высокой усадкой при замерзании, что препятствует нормальному кристаллообразованию припойной массы.
Основные ошибки при работе с паяльником
Процесс пайки только необитаемых оказывается очень простым. Тем не менее, это требует некоторых знаний и определенных навыков в зависимости от опыта. Научиться паять канифоль, пайку и кислоту совсем просто. Для этого нужно ознакомиться с технологией, основными принципами работы, постараться не допустить основных ошибок. Прежде чем научиться паять паяльником, необходимо внимательно изучить основные приемы работы, а также некоторые нюансы.Перекус появляется постепенно, как качество сделанных отношений. Распространенные ошибки новичков при использовании паяльника:
- unpains;
- перегрев;
- точение припоем;
- химическое уничтожение.
Утечка
Плохая подвеска грозит выходом из строя электрических деталей и получается по нескольким причинам. Это связано с плохо нагретым паяльником, использованием тугоплавкого сплава, подвижными контактами во время массы массы, а также слишком холодной поверхностью острия.
Перегрев
Этот процесс происходит, когда электрическая машина имеет большую мощность, чем необходимо, а также высокие температуры для каких-либо паяльных работ. Кроме того, перегрев возникает при длительном воздействии нагретого паяльника в рабочем пространстве, использовании для соединения элементов стойкой пайки с низкой температурой стабильности. Это приводит к термическому разрушению соединительных проводов, деталей, изменению их характеристик.
Припои для прокатки
Процесс прокатки достигается за счет плохой очистки соединяемых компонентов.Слой окисления на них не позволяет сплаву хорошо развиваться и заходить в небольшие зазоры. Кроме того, это бывает при соединениях флюса соединениями, а также несоответствии марки припаиваемого металла. Раскачивание приводит к плохому контакту, возможным механическим повреждениям при малейшем внешнем воздействии.
Химический отказ
Химический отказ происходит при неправильном выборе флюса, который не соответствует типу компонентов, соединяемых электропайкой. Кроме того, это может произойти, если вы стираете соединения в конце рабочего процесса.Угроза коррозии, а также разрушения металлического проводника.
Эта информация поможет вам понять, как паять электрические соединения, чтобы обеспечить надежный контакт.
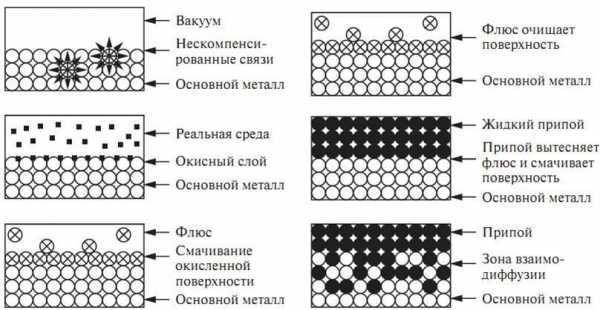
Процесс подготовки
На этом этапе подготавливаются электронные и агрегатные изделия. Чтобы определить, что нужно для пайки припоя, необходимо иметь минимальный набор компонентов. В его состав входят электрика, флюс для различных материалов, паяльники, вспомогательные инструменты.Новая, более мощная электроэнергия может сгореть при начальной мощности до сети. Это вполне нормальные масла для его безбилетника.
Наконечники могут иметь разную форму. Подходят для разных видов пайки. Новое жало подвергается мезонину для защиты от износа и окисления. Для этого в испражнения погружается нагретый наконечник, на него наплавляется металлический, после чего поднимается деревянный брадобрей. В результате этой процедуры жало должно быть полностью покрыто сплавом. В процессе пайки струя постепенно мешает острию, что требует периодической заточки и повторения процедуры меццани.
Перед паяльником для пайки канифолью и банкой производится подготовка площадки. Детали, используемые для электропайки, очищают от загрязнений, проводят их обезжиривание. Для этого многие растворители на основе ацетона, бензина и других жидкостей механическим методом удаляют ржавчину. Это необходимо для быстрого удаления пленки окисления с соединяемых поверхностей.
Грязь или обработка
Выполнение каротажа означает нанесение на соединяемую поверхность изделий наилучшего слоя припоя.Эта процедура используется в подготовительных, а также промежуточных и заключительных процессах. Использование подготовительной процедуры значительно облегчает окончательное соединение элементов, так как уже облученные детали легко спаиваются.
Окончание кабелей разного диаметра является одной из самых распространенных операций пайки. Флюс используется для очистки от изоляционного материала, а затем от припоя. Расплавленный металл легко входит в активную зону, и процедура меццани завершена. Для улучшения процедуры рекомендуется провести механическую зачистку поверхности жил и кабелей.Радиодетали не требуют этой предварительной процедуры и легко припаиваются к платам.
Для различных соединяемых металлов используются свои флюсы. Они предназначены для работы с определенными материалами. Флюиды для электропайки алюминия подходят для изделий из нержавеющей стали. При этом по окончании пайки необходимо очищать поверхность изделий от остатков во избежание коррозии.
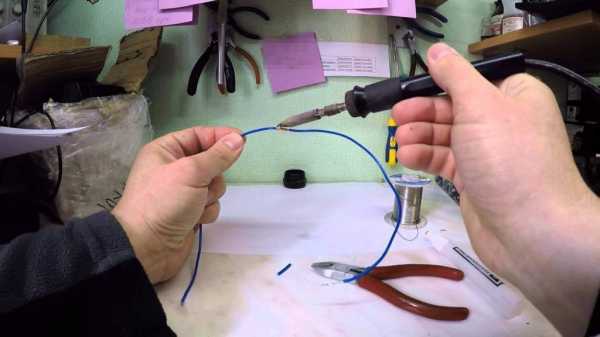
Техника пайки
Выполнение работ паяльником осуществляется за счет слива припоя от жала к детали и непосредственной подачи его на платформу поставляемого элемента.Независимо от способа пайки деталь подготавливают установкой и фиксацией в рабочем положении. Затем он смачивается потоком технологического пространства и нагревает силовую плоскость. Как паяльник от Rosinel расскажет видео с подробной демонстрацией процесса.
При пайке сливается с жалом, прижимая прилагаемую деталь. Флюс закипает и постепенно испаряется, позволяя расплавленному металлу плавно скользить от острия к месту соединения. Осуществляя поступательные движения по соединенным местам, проводят разложение металла по месту соединения, а обрабатываемый участок правят.
Доставка сплава к месту шипа обеспечивает предварительный нагрев элементов до нужной температуры Знакомство. Ведь паяльник подают с раструбом из расплавленного металла между жалом и деталью. Этот метод работы больше подходит для крупных деталей.
После использования различных кислотных флюсов требуется формовка для защиты компаунда от коррозии.
Виды солдатиков
Для пайки электроприборов используются низкотемпературные лицензии.Эти оловянные материалы имеют форму металлических стержней. Согласно ГОСТу, эти твердые сплавы имеют в своем составе разное содержание олова. В зависимости от этого выполняется их маркировка (ПОС-61, ПОС-40, ПОС-30). Кроме них выпускаются безводные и другие нетоксичные препараты для пайки. Они имеют более высокую температуру плавления и обеспечивают высокую твердость соединения.
Некоторые сплавы имеют низкую температуру растекания и используются для радиоэлементов и микроциркуляции многих пластин, особенно чувствительных к перегреву.Оловянно-серебряные препараты типа ПСР, а также олово в чистом виде. Для многих продаваемых деталей есть таблицы с компонентами, используемыми для их соединения.

Температура пайки
Качество паяных элементов напрямую зависит от температуры нагрева наконечника электрической дорожки. Недостаточный прогрев не позволит металлу растечься по поверхности даже при использовании струи. Такое соединение будет иметь рыхлую структуру и низкую прочность.
Температура жала должна быть 40° при диапазоне температур пайки, а для припоя этот показатель обязателен в диапазоне 40-80°С. При этом жало припоя нагревается на 60-120°С выше температуры значение плавления пайки. На паяльных станциях необходимая температура устанавливается специальным регулятором.
Для визуальной индикации желаемого нагрева индикатор канифоль. Он должен выделять пар и вариться, оставаясь на докатке в виде мелких кипящих капель.
Техника безопасности
В процессе электропайки выделяются едкие газы, опасные для здоровья, поэтому работы следует проводить в хорошо проветриваемом помещении. Кроме того, технологический процесс сопровождается периодическими брызгами расплавленного металла, флюса. Используйте специальные очки для защиты глаз. Следует помнить, что электрооборудование сети требует соблюдения особых мер предосторожности, так как имеет открытые металлические части. Особое внимание уделяется состоянию изоляции блока питания.Следите за тем, чтобы он не попал в горячие части электрической машины, что может привести к отключению электричества и возгоранию.
В процессе пайки любой человек может измерить себя, и результат будет таким, как ожидается, есть несколько важных правил, которым необходимо следовать.
Что такое пайка: особенности процесса
Пайка - Процесс, при котором одни металлы соединяются с помощью других с большим коленом. Происходит это при высоких температурах (180 - 300°С) путем введения между деталями припоя (свинцово-оловянный сплав), имеющего более низкую температуру плавления.В результате его затвердевания образуется прочный, недеформируемый и хорошо электропроводящий материал. Нагрев осуществляется паяльником. Существуют разные виды паяльников, припоев и флюсов.
Для домашнего использования лучше всего взять самый обычный припой на 220В и 40Вт.
Обычно металлические поверхности покрыты оксидной пленкой и должны быть очищены перед пайкой. Но поверхности могут быть повторно окислены. Чтобы этого не произошло, и поверхность расплавленного припоя была более жидкой, используйте флюс .
Самый распространенный тип струи - канифоль . Он состоит из хвойной смолы и имеет янтарно-желтый цвет. Благодаря этому место пайки не подвергается коррозии и не допускает утечки электрического тока.
Какой выбрать паяльник
Для правильного выбора паяльника предлагаю найти свои мнения:
- Паяльник от 3 до 10 Вт - для микросхем;
- От 20-40 Вт - домашний вариант, подойдет, например, для радиоаппаратуры;
- От 60 до 100 Вт - для пайки толстых проводов;
- от 100 до 250 Вт — для крупных предметов, таких как радиатор.
Паяльник - лучший выбор со встроенным термодатчиком.
Технология безопасности
Пайка – опасный процесс, и перед его началом необходимо соблюдать все правила техники безопасности.
- Перед началом работы наденьте хорошие защитные очки - это обеспечит попадание припоя в глаза;
- Паяльник можно хранить только за ручку;
- Нагретый паяльник нельзя наносить на изоляцию шнура питания, так как это может привести, а, в результате, к возгоранию;
- К перегреву тоже может быть - проверив что касанием канифоли - должны быть легкие удары;
- Береги тренажер для паяльника - они продаются;
- При пайке электронных устройств отсоединяйте кабели питания.Например, электронная схема может быть отключена, но подключена к земле. А если корпус паяльника не заземлен или имеет плохую изоляцию, то это может привести к возникновению дуги до нескольких кВ;
- Не вдыхайте пары во время пайки - они вредны для организма. До и после работы проверьте помещение. Используйте эту лучшую техническую комнату;
- Аккуратные руки и лицо после работы. Выполнять их лучше в одежде с длинными рукавами.
Технология пайки.
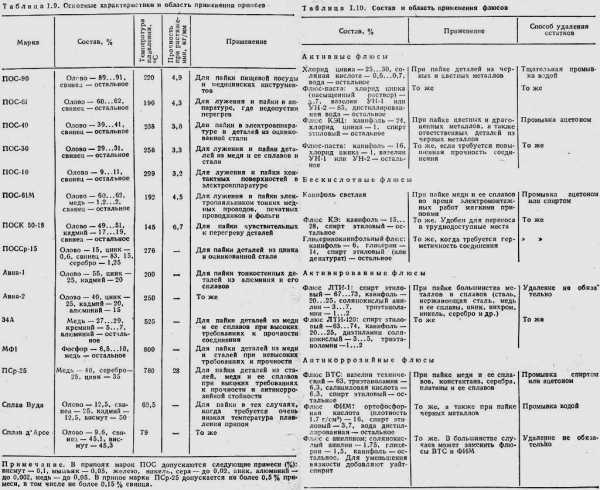
5 правил хорошей репутации
- Для получения качественного результата необходимо следить за равномерными температурами спаиваемых поверхностей.Это означает, что недостаточно нагреть одну поверхность и прикрепить ее к другой. Благодаря низкому нагреву, заживление жала лишь немного размягчается, но не плавится. При высокой - будет чрезмерное испарение припоя.
- Если что-то не получилось в первый раз - надо делать крутые вещи! На них нельзя дуть и развлекаться искусственно. Время выбирается опытным путем. Желательно сначала поработать над чем-то, например над медными проводами, прежде чем приступать к основной работе. Флюс
- наносится непосредственно перед самой пайкой. На 1 каплю припоя достаточно прикоснуться канифолью.
- Разрешение распространяется на пайку сайта всей лопатой!
- Припой должен быть равномерно распределен по всей поверхности. И жало хорошо очищается от окислов.
Одна практика поможет вам научиться хорошо паять. Соблюдайте технику безопасности и не бойтесь экспериментировать!
Иногда может возникнуть вопрос, как спаять провод без использования паяльника, так как пайка - самый распространенный способ соединения мелких деталей в быту.Бывают такие ситуации, когда требуется срочное подключение проводов, а паяльник, используемый как простой и удобный инструмент, находится в сломанном состоянии. КАК, вооруженные ими, соединяющие металлы, известны практически каждому. А вот как производится пайка, если в доме нет электричества – это уже другой вопрос, который мы рассмотрим ниже.
С использованием самодельной стали
Не у всех есть такой счастливый инструмент, как паяльник, но есть много разных ломающих устройств.Наиболее распространены телефонные зарядки или наушники, у которых перегорел штекер. Конечно, при необходимости можно купить новые аксессуары, а можно вдохнуть новую жизнь в старые. Можно заменить паяльник обычными материалами для свитера. Одним словом, это простое жало паяльника для нагрева, которое подходит для разжигания костра.

Материалы шурупов следующие: Одножильный медный провод (диаметр - 0,5 см), а также небольшой кусочек ткани, устойчивой к высоким температурам.Можно использовать проволоку в качестве жала, одна сторона должна быть аккуратно заточена под углом примерно 45 градусов. В будущем он послужит инструментом для пайки. Что касается другого конца используемого кабеля, то он надежно теплоизолирован с целью обеспечения безопасности. В качестве утеплителя подойдет стеклоткань или, на худой конец, обычная джинса. Просто отрежьте длинный кусок ткани и намотайте на проволоку. Зафиксировать ткань нитками или клеем.
Теперь переходим к самому главному: как таким самодельным жалом заняться пайкой.В первую очередь потребуется источник огня. Например, они будут служить газовой плитой. Следует взять жало и осторожно нагреть его. Потом, когда станет тепло, относятся к канифоли и пайке, в результате чего вы услышите конец жала. Инструмент позволяет, и здоров, пока он в таком состоянии пригоден для пайки.
Например, что делать, если на телефоне лопнула нагрузка. В первую очередь нужно аккуратно ножом зачистить концы проволоки. Затем на концы медной проволоки прикладывают нагретое жало.Для соединения поломки используется пайка.
Важно! При пайке убедитесь, что токопроводящая проволока тщательно очищена. Для удаления окислов с поверхности чаще всего используют обычный нож, в результате чего получается качественная шина.
Применить самодельное Жало. Для замены паяльника достаточно слегка коснуться поврежденного провода, в результате чего он нормально и быстро просыпается.
Паяльная фольга
При использовании этого метода Spike выполняется за 5 минут.Фольга в данном случае используется как паяльник, который скатывается в тонкую полоску. Эта форма считается очень удобной, так как не будет крутиться и будет вытекать в большей дозе, что физически невозможно.

Вид, расположение и размер контактов могут быть любыми, ограничений для этого метода нет. Паяльная фольга удобна для разных ситуаций, начиная с выключателя на плате и заканчивая соединением контактов двух витых проводов.
Для подготовки контактов необходимо снять с них изоляцию и очистить от остатков. Затем концы проводов соединяют скруткой, отрезают необходимое количество фольги, снимают скотч и переворачивают провод. После этого осуществляется равномерный нагрев, для которого подойдет свеча или обычная зажигалка.
Паяльники Like Girl с лекарствами
Для гирлянды в первую очередь нужно будет найти место отсоединения провода. Причиной этого может быть:
- Часто размыкаются контакты в блоке управления, где тонкий провод не обеспечивает достаточной поверхности сопряжения;
- ИМПУЛЬС может быть гирляндой по всей длине;
- Если лампы соединить параллельно, то при отваге одной разомкнется вся цепочка.
Внимание! Перед началом работы гирлянду необходимо отключить от сети.
Как правило, сдвинувшиеся контакты легко найти невооруженным глазом.В других случаях может быть специальный тестер: измеряется каждая половинка, после чего круг поиска постепенно сужается до тех пор, пока не найдется нерабочий элемент.
Найдя точку обрыва, можно начинать процедуру пайки. Следует отметить, что в данной ситуации именно безумный способ является наиболее актуальным, что объясняется малым диаметром проволоки. Паста и термоусадочная трубка будут эффективными.
Мое отношение к радио и микроэлектронике можно описать красивым анекдотом о Льве Толстом, который любил играть на балалайке, но не знал.Иногда он пишет очередную главу о войне и мире и думает: «Модный бренди Модный бренди…». После курсов по электроприборам и микроэлектронике в моей любимой Мае, а также бесконечных объяснений брату, которого я почти сразу забыл, в принципе можно собрать простые схемы и даже придумать свои, ну если не прочь заморачиваться Сам Аналоговые сигналы, усиление, наконечники и т.д. Можно найти готовую микросборку и остаться в более-менее понятном мире цифровой микроэлектроники.
Для бизнеса. Сегодня речь пойдет о пайке. Я знаю, что многие новички, желающие поиграть с микроконтроллерами, напуганы. Но сначала вы можете воспользоваться
Итак, мы почти у цели. Пишу все подробно, потому что, честно говоря, для меня это был прорыв. Как я случайно обнаружил, все, что нужно для пайки простых деталей, это паяльник, чаще всего с жалом в виде шитья:
И паяльник c Флюсом внутри :

Все дело в процессе .Необходимо:
- Товар в зарядке и требует ремонта (б/у на хранение у вас не будет).
- В одну руку берется паяльник, в другую - паяльная проволока (удобно, если она в специальном дозаторе, как на фото).
- Паяльник на паяльник НЕ ДЕЛАТЬ .
- Постукивание жала паяльника в положение пайки и нагрева. Обычно это 3-4 секунды.
- Затем, не снимая припоя, другой рукой коснитесь кончика припоя струей пятна пайки.Фактически соприкасаются сразу все три детали: кусок припоя и его отверстие на плате, паяльник и паяльник. На втором, ПШШшшсс, оплавилось жало паяльника (и с него есть какой-то флюс) и нужное количество меняется в месте пайки. После второго можно снимать паяльником с припоем и заливать.
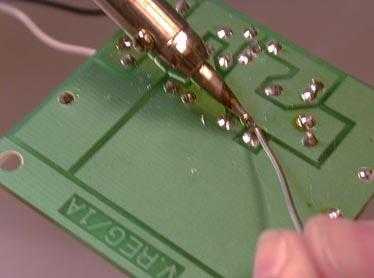
Понятно, что время ожидания для каждой фазы требует хотя бы минимальной практики, но не более того. Я уверен, что каждый посетитель такой техники видит максимум час в час.
Напомню основные признаки хорошей пайки:
- Много припоев еще не означает качественный контакт. Капля припоя в месте контакта должна замыкать его со всех сторон, без стержня, но не слишком бульварно.
- Цвет припоя должен быть ближе к глянцевому, а не к матовому.
- Если доска двухсторонняя и отверстия неметаллические, необходимо опустить ее по указанной технологии с обеих сторон.
Плоскостные элементы (конечно, не самые маленькие) даже проще спаять каким-то образом, хотя для бытовой техники Вам придется гонять за плату, так как особого удобства от использования плоских предметов не будет.
Да, небольшой, почти теоретический бонус про пайку планарных элементов. Это могут быть микросхемы, транзисторы, резисторы, контейнеры и т.д. Опять же, в домашних условиях есть объективные ограничения на размеры элементов, которые можно отлить через обычный паяльник. Ниже привожу список того, что я лично паял штатной пайкой на 220В.
Припаять на ходу планарный элемент не получится, так как он может слишком сильно "пропасть", "залить" сразу несколько ножек.Поэтому необходимо опубликовать фикс определенным образом там, где планируется разместить компонент. Тут, к сожалению, уже не обходятся без плавного потока (замечательно мне не удалось).
Капаем на пяточек (или латку) струйку жидкости, берем на паяльник совсем немного припоя (можно без флюса). В случае плоских кусков пайки это совершенно необходимо. Затем осторожно прикоснитесь к концу паяльника каждого патча. К нему нужно припаять немного.Больше, чем нужно, любые наклонности «не возьмут».
Возьмите кусок пинцета. Во-первых, удобнее, во-вторых, пинцет будет различать тепло, что очень важно для планарных элементов. Позаботьтесь о компоненте в месте пайки, удерживая пинцет. Если это чип, вам нужно держать ногу на припое. В случае чипов особенно важен теплоотвод, поэтому можно использовать два пинцета. Один держит заготовку, а другой крепится к припаянной ножке (есть такие пинцеты с зажимом, которыми не нужно направлять руки).Другой рукой повторно наносите каплю струи жидкости на место пайки (вероятно, она попадет на чип), берете припой той же рукой и на секунду прикасаетесь к месту пайки. Так как паяльники и жиклеры уже есть, припаянная ножка "утопает" в пайке, нанесенной на этапе луга. Затем процедура повторяется для всех ног. При необходимости можно подливать жидкость струей.
Когда вы покупаете гладкий спрей, купите и вымойте пластины. К сожалению, при плавном потоке плату после пайки лучше промыть.
Сразу скажу, я никогда не был ни профессионалом, ни даже продвинутым любителем пайки. Все это я делал обычным паяльником. У профессионалов есть свои методы и оборудование.
Конечно, планарная пайка требует гораздо большего мастерства. Но все же вполне реально дома. А если делать не фри, а только самые простые элементы, то все равно упрощается. Микрогуиты можно приобрести уже в продаже в подушках или в виде готовых сборок.
Вот фотки того, что лично я успешно спаял после небольшого обучения.
Это самый простой тип корпуса. Такие можно поставить в шайбы, одинаковые по сложности пайки. Элементарные припаиваются по первой инструкции.
Следующие два уже сложнее. Здесь уже нужна пайка по второй инструкции с аккуратным радиатором и жидкостной струей.
Элементарные планарные компоненты, Тип резисторов ниже, просто рулон:
Но есть конечно предел.Это хорошо за пределами моих возможностей.
Под занавес, помимо паяльника, паяльника, пинцета и трубок можно купить недорогие, но очень полезные вещи:

Удачной пайки! Запах Розифоли классный!
Диски по дереву - NOR-TECH TOOL CENTER WARSAW
Настройки файлов cookie
Здесь вы можете определить свои предпочтения в отношении использования нами файлов cookie.Требуется для работы страницы
Эти файлы cookie необходимы для работы нашего веб-сайта, поэтому вы не можете их отключить.
Функциональный
Эти файлы позволяют использовать другие функции сайта (кроме необходимых для его работы).Включив их, вы получите доступ ко всем функциям веб-сайта.
Аналитический
Эти файлы позволяют нам анализировать наш интернет-магазин, что может способствовать его лучшему функционированию и адаптации к потребностям Пользователей.
Поставщики аналитического программного обеспечения
Эти файлы используются поставщиком программного обеспечения, под которым работает наш магазин.Они не объединяются с другими данными, введенными вами в магазине. Целью сбора этих файлов является выполнение анализа, который будет способствовать разработке программного обеспечения. Вы можете прочитать больше об этом в политике использования файлов cookie Shoper.
Маркетинг
Благодаря этим файлам мы можем проводить маркетинговые мероприятия.
.Управление теплом в электронных устройствах
- О нас
- Склад
- контакт
- Новостная рассылка
- Авторизоваться
- Рынок
- Компании
- Продукты
- ЭКОНОМИКА
- Отчеты
- Интервью
- Техника
- Мнения
- Презентации
- Календарь
- Рынок
- Компании
- Продукты
- ЭКОНОМИКА
- Отчеты
- Интервью
- Техника
- Мнения
- Презентации
- Календарь
Информационный бюллетень
- О нас
- Склад
- контакт
- Новостная рассылка
- Авторизоваться
Четверг,
.
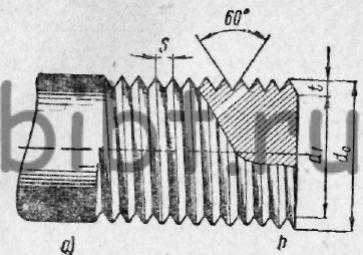









 Вызов дизайнера:
Вызов дизайнера:


Действующие акции

скидка для внимательных клиентов 7% от общей стоимости заказа.

