Салон штор в Санкт-Петербурге




Диаметр прутка для нарезания резьбы таблица
lab4x4.ru - Диаметр сверла и прутка для нарезания резьбы
Диаметр сверла и прутка для нарезания резьбы
В процессе изготовления или ремонта конструкций из металла часто требуется выполнить резьбовое соединение. Для этого существуют определённые стандарты. На просторах интернета представлено огромное количество информации. Мы же рассмотрим самые распространённые вопросы и представим некоторые шпаргалки для повседневного использования.
Как правило, самой часто-изготавливаемой является метрическая резьба. Она подходит для большинства случаев. На чертежах метрическая резьба обозначается буквой М:
M16, М42, М64 - с крупным шагом
М16×0,5; М42×2; М64×3 - с мелким шагом
М42×3 (Р1) - это означает, что резьба многозаходная с диаметром 42 мм, шагом 1 мм и её ход составляет 3 мм (трёхзаходная)
M14LH, M40×2LH, M42×3(P1)LH - если нужно обозначить левую резьбу, то после условного обозначения ставят буквы LH.
Нормальным считается крупный шаг, но ему соответствует несколько более мелких. Малый шаг используют при нанесении на тонкостенные изделия (трубы с тонкой стенкой). Также делают мелкий виток если нанесенная резьба является способом подстройки каких-либо параметров. Также малый шаг между витками делают для повышения герметичности соединения и для преодоление явления самовывинчивания детали. В остальных случаях нарезается стандартный (крупный) шаг.
Инструментами для нарезания резьбы являются:
- метчик - для нарезания внутренней резьбы;
- лёрка - для нарезания наружной резьбы.(второе название - плашка)
Для нарезания внутренней резьбы необходимо просверлить отверстие в материале определённого диаметра. Подобрать подходящий метчик и нарезать резьбу. Правильный выбор диаметра отверстия под резьбу имеет большое значение. Если диаметр отверстия выполнен больше требуемого, то резьба не будет иметь полного профиля, что отрицательно скажется на прочности соединения. При меньшем диаметре отверстия вход метчика в него затруднен, что приведёт либо к срыву резьбы, либо к заклиниванию и поломке метчика. Для вычисления необходимого диаметра сверла существует формула: диаметр сверла = диаметр резьбы - шаг резьбы.
Для наглядности приведём таблицу с заранее посчитанными значениями. Данные в таблице приведены для таких материалов как сталь, латунь, алюминий. Для хрупких материалов, таких, например, как чугун, бронза, пластмасса диаметр сверла следует брать меньше на 0,1 мм, чем значение в таблице.
Отверстия под нарезание метрической резьбы регулируется ГОСТ 19257-73.
Полный ГОСТ 19257-73 в формате .pdf
| Диаметр резьбы | Шаг резьбы | Диаметр сверла | Шаг резьбы | Диаметр сверла | Шаг резьбы | Диаметр сверла | Шаг резьбы | Диаметр сверла | Шаг резьбы | Диаметр сверла | Шаг резьбы | Диаметр сверла |
| 1 | 0.2 | 0.8 | 0.25 | 0.75 | ||||||||
| 1.1 | 0.2 | 0.9 | 0.25 | 0.85 | ||||||||
| 1.2 | 0.2 | 1.0 | 0.25 | 0.95 | ||||||||
| 1.4 | 0.2 | 1.0 | 0.3 | 1.1 | ||||||||
| 1.6 | 0.2 | 1.4 | 0.35 | 1.25 | ||||||||
| 1.8 | 0.2 | 1.6 | 0.35 | 1.45 | ||||||||
| 2 | 0.4 | 1.6 | 0.25 | 1.75 | ||||||||
| 3 | 0.5 | 2.5 | 0.35 | 2.65 | ||||||||
| 4 | 0.7 | 3.3 | 0.5 | 3.5 | ||||||||
| 5 | 0.8 | 4.2 | 0.5 | 4.5 | ||||||||
| 6 | 1 | 5 | 0.75 | 5.2 | 0.5 | 5.5 | ||||||
| 7 | 1 | 6 | 0.75 | 6.2 | 0.5 | 6.5 | ||||||
| 8 | 1.25 | 6.7 | 1 | 7 | 0.75 | 7.2 | 0.5 | 7.5 | ||||
| 9 | 1.25 | 7.7 | 1 | 8 | 0.75 | 7.2 | 0.5 | 8.5 | ||||
| 10 | 1.5 | 8.5 | 1.25 | 8.7 | 1 | 9 | 0.75 | 9.2 | 0.5 | 9.5 | ||
| 11 | 1.5 | 9.5 | 1 | 10 | 0.75 | 10.2 | 0.5 | 10.5 | ||||
| 12 | 1.75 | 10.2 | 1.5 | 10.5 | 1.25 | 10.7 | 1 | 11 | 0.75 | 11.2 | 0.5 | 11.5 |
| 14 | 2 | 12 | 1.5 | 12.5 | 1.25 | 12.6 | 1 | 13 | 0.75 | 13.2 | 0.5 | 13.5 |
| 16 | 2 | 14 | 1.5 | 14.5 | 1 | 15 | 0.75 | 15.2 | 0.5 | 15.5 | ||
| 18 | 2.5 | 15.4 | 2 | 16 | 1.5 | 16.5 | 1 | 17 | 0.75 | 17.2 | 0.5 | 17.5 |
| 20 | 2.5 | 17.4 | 2 | 18 | 1.5 | 18.5 | 1 | 19 | 0.75 | 19.2 | 0.5 | 19.5 |
| 22 | 2.5 | 19.4 | 2 | 20 | 1.5 | 20.5 | 1 | 21 | 0.75 | 21.2 | 0.5 | 21.5 |
| 24 | 3 | 20.9 | 2 | 22 | 1.5 | 22.5 | 1 | 23 | 0.75 | 23.2 | ||
| 27 | 3 | 23.9 | 2 | 25 | 1.5 | 25.5 | 1 | 26 | 0.75 | 26.2 | ||
| 30 | 3.5 | 26.4 | 3 | 26.9 | 2 | 28 | 1.5 | 28.5 | 1 | 29 | 0.75 | 29.2 |
| 33 | 3.5 | 29.4 | 3 | 29.9 | 2 | 31 | 1.5 | 31.5 | 1 | 32 | 0.75 | 32.2 |
| 36 | 4 | 31.9 | 3 | 32.9 | 2 | 34 | 1.5 | 34.5 | 1 | 35 | ||
| 39 | 4 | 34.9 | 3 | 35.9 | 2 | 37 | 1.5 | 37.5 | 1 | 38 | ||
| 42 | 4.5 | 37.4 | 4 | 37.9 | 3 | 38.9 | 2 | 34 | 1.5 | 40.5 | 1 | 41 |
| 45 | 4.5 | 40.4 | 4 | 40.9 | 3 | 41.9 | 2 | 43 | 1.5 | 43.5 | 1 | 44 |
| 48 | 5 | 42.8 | 4 | 43.9 | 3 | 44.9 | 2 | 46 | 1.5 | 46.5 | 1 | 47 |
Табличка для печати
Для нарезания внутренней резьбы используем заранее приготовленные метчики. Для производства качественной резьбы следует использовать наборы из двух, трёх или (в редких случаях) из пяти мечиков. Каждый метчик в таком комплекте имеет свой порядковый номер. Делать первый проход нужно метчиком с первым номером, он же черновой, и далее по возрастанию. Последний проход делается чистовым метчиком с наибольшим номером. Такая последовательность обусловлена чистотой обработки и облегчением выполнения резьбы. После чернового метчика профиль резьбы будет не полным и болт или шпильку просто не получится ввернуть. Используя сразу чистовой метчик, возникает большая вероятность заклинивания и поломки инструмента. При нарезании резьбы необходимо чередовать направление вращения метчика для облома и извлечения стружки.
Для выполнения наружной резьбы на круглом прокате используется лёрка (плашка). Процесс нарезания подобен нарезанию внутренней резьбы. При всех видах работ рекомендуется использовать смазку. Также необходимо помнить о соблюдении мер безопасности при работе. В заключении приведём таблицу диаметров стержней под нарезание метрической наружной резьбы.
Стержни под нарезание метрической резьбы регулируется ГОСТ 19258-73.
Полный ГОСТ 19258-73 в формате .pdf
| Диаметр резьбы | Шаг резьбы | Диаметр стержня | Шаг резьбы | Диаметр стержня | Шаг резьбы | Диаметр стержня | Шаг резьбы | Диаметр стержня | Шаг резьбы | Диаметр стержня | Шаг резьбы | Диаметр стержня |
| 1 | 0.25 | 0.97 | ||||||||||
| 1.2 | 0.25 | 1,17 | ||||||||||
| 1.4 | 0.3 | 1.36 | ||||||||||
| 1.6 | 0.35 | |||||||||||
| 2 | 0.4* | 1.95 | 0.25 | 1.97 | ||||||||
| 2.5 | 0.45 | 2.45 | ||||||||||
| 3 | 0.5* | 2.94 | 0.35 | 2.95 | ||||||||
| 4 | 0.7* | 3.94 | 0.5 | 3.94 | ||||||||
| 5 | 0.8* | 4.94 | 0.5 | 4.94 | ||||||||
| 6 | 1* | 5.92 | 0.75 | 5.94 | 0.5 | 5.94 | ||||||
| 8 | 1.25* | 7.90 | 1 | 7.92 | 0.75 | 7.94 | 0.5 | 7.94 | ||||
| 10 | 1.5* | 9.88 | 1 | 9.92 | 0.5 | 9.94 | 0.75 | 9.94 | ||||
| 12 | 1.75* | 11.86 | 1.5 | 11.88 | 1.25 | 11.90 | 1 | 11.92 | 0.75 | 11.94 | 0.5 | 11.94 |
| 14 | 2* | 13.84 | 1.5 | 13.88 | 1 | 13.92 | 0.75 | 13.94 | 0.5 | 13.94 | ||
| 16 | 2* | 15.84 | 1.5 | 15.88 | 1 | 15.92 | 0.75 | 15.94 | 0.5 | 15.94 | ||
| 18 | 2* | 17.84 | 1.5 | 17.88 | 1 | 17.92 | 0.75 | 17.94 | ||||
| 20 | 2.5* | 19.84 | 1.5 | 19.88 | 1 | 19.92 | 0.75 | 19.94 | 0.5 | 19.94 |
* - стандартный шаг метрической резьбы.
Табличка для печати
Дюймовая резьба: размеры, таблица, ГОСТ
Дюймовая резьба используется преимущественно для создания соединений труб: ее наносят как на сами трубы, так и на металлические и пластиковые фитинги, необходимые для монтажа трубных магистралей различного назначения. Основные параметры и характеристики резьбовых элементов таких соединений регламентирует соответствующий ГОСТ, приводя таблицы размеров дюймовой резьбы, на которые и ориентируются специалисты.
Сантехнические изделия с трубной дюймовой резьбой
Основные параметры
Нормативным документом, в котором оговариваются требования к размерам цилиндрической дюймовой резьбы, является ГОСТ 6111-52. Как и любая другая, дюймовая резьба характеризуется двумя основными параметрами: шагом и диаметром. Под последним обычно подразумевают:
- наружный диаметр, измеряемый между верхними точками резьбовых гребней, находящихся на противоположных сторонах трубы;
- внутренний диаметр как величину, характеризующую расстояние от одной самой нижней точки впадины между резьбовыми гребнями до другой, также находящихся на противоположных сторонах трубы.
Параметры дюймовой резьбы
Зная наружный и внутренний диаметры дюймовой резьбы, можно легко посчитать высоту ее профиля. Для вычисления данного размера достаточно определить разницу между такими диаметрами.
Второй важный параметр – шаг – характеризует расстояние, на котором друг от друга расположены два соседних гребня или две соседние впадины. На всем участке изделия, на котором выполнена трубная резьба, ее шаг не меняется и имеет одно и то же значение. Если такое важное требование не будет соблюдено, она будет просто нерабочей, к ней нельзя будет подобрать второй элемент создаваемого соединения.
Ознакомиться с положениями ГОСТ относительно дюймовых резьб можно, скачав документ в формате pdf по ссылке ниже.ГОСТ 6111-52 Резьба коническая дюймовая с углом профиля 60°
Скачать
Таблица размеров дюймовых и метрических резьб
Узнать, как соотносятся метрические резьбы с различными видами дюймовых резьб, можно с помощью данных из приведенной ниже таблицы.
Сходные размеры метрических и различных разновидностей дюймовых резьб в диапазоне примерно Ø8-64мм
Отличия от метрической резьбы
По своим внешним признакам и характеристикам метрические и дюймовые резьбы имеют не так много отличий, к наиболее значимым из которых стоит отнести:
- форму профиля резьбового гребня;
- порядок расчета диаметра и шага.
Различия в профиле резьбы
При сравнении форм резьбовых гребней можно увидеть, что у дюймовой резьбы такие элементы являются более острыми, чем у метрической. Если говорить о точных размерах, то угол при вершине гребня дюймовой резьбы составляет 55°.
Параметры метрических и дюймовых резьб характеризуются различными единицами измерения. Так, диаметр и шаг первых измеряются в миллиметрах, а вторых, соответственно, в дюймах. Следует, однако, иметь в виду, что по отношению к дюймовой резьбе используется не общепринятый (2,54 см), а специальный трубный дюйм, равный 3,324 см. Таким образом, если, например, ее диаметр составляет ¾ дюйма, то в пересчете на миллиметры он будет соответствовать значению 25.
Чтобы узнать основные параметры дюймовой резьбы любого типоразмера, который фиксируется ГОСТом, достаточно заглянуть в специальную таблицу. В таблицах, содержащих размеры дюймовых резьб, приведены как целые, так и дробные значения. Следует иметь в виду, что шаг в таких таблицах приводится в количестве нарезанных канавок (ниток), содержащихся на одном дюйме длины изделия.
Чертеж. Основные параметры профиля по ГОСТу
Таблица 1. Основные размеры профиля резьбы
Таблица 2. Основные параметры трубной резьбы
Чтобы проверить, соответствует ли шаг уже выполненной резьбы размерам, которые оговаривает ГОСТ, этот параметр необходимо измерить. Для таких измерений, проводимых как для метрических, так и для дюймовых резьб по одному алгоритму, используются стандартные инструменты – гребенка, калибр, механический измеритель и др.
Проще всего измерить шаг трубной дюймовой резьбы по следующей методике:
- В качестве простейшего шаблона используют муфту или штуцер, параметры внутренней резьбы которых точно соответствуют требованиям, которые приводит ГОСТ.
- Болт, параметры наружной резьбы которого необходимо измерить, вкручивается в муфту или штуцер.
- В том случае, если болт сформировал с муфтой или штуцером плотное резьбовое соединение, то диаметр и шаг резьбы, которая нанесена на его поверхность, точно соответствуют параметрам используемого шаблона.
Шаг дюймовой резьбы – это количество витков на дюйм
Если же болт не вкручивается в шаблон или вкручивается, но создает с ним неплотное соединение, то следует провести такие измерения, используя другую муфту или другой штуцер. По аналогичной методике измеряется и внутренняя трубная резьба, только в качестве шаблона в таких случаях применяется изделие с наружной резьбой.
Определить требуемые размеры можно при помощи резьбомера, представляющего собой пластину с зазубринами, форма и другие характеристики которых точно соответствуют параметрам резьбы с определенным шагом. Такая пластина, выступающая в роли шаблона, просто прикладывается к проверяемой резьбе своей зазубренной частью. О том, что резьба на проверяемом элементе соответствует требуемым параметрам, будет свидетельствовать плотное прилегание к ее профилю зазубренной части пластины.
Использование резьбомера для дюймовой резьбы
Для того чтобы измерить размер наружного диаметра дюймовой или метрической резьбы, можно использовать обычный штангенциркуль или микрометр.
Технологии нарезки
Резьба трубная цилиндрическая, которая относится к дюймовому типу (как внутренняя, так и наружная), может нарезаться ручным или механическим методом.
Нарезка резьбы вручнуюНарезание резьбы при помощи ручного инструмента, в качестве которого используется метчик (для внутренней) или плашка (для наружной), выполняется в несколько шагов.
- Обрабатываемая труба зажимается в тисках, а используемый инструмент фиксируется в воротке (метчик) или в плашкодержателе (плашка).
- Плашка надевается на конец трубы, а метчик вставляется во внутреннюю часть последней.
- Используемый инструмент вворачивается в трубу или навинчивается на ее конец посредством вращения воротка или плашкодержателя.
- Чтобы сделать результат более чистым и точным, можно повторить процедуру нарезания несколько раз.
Механическим способом трубная резьба нарезается по следующему алгоритму:
- Обрабатываемая труба зажимается в патроне станка, на суппорте которого фиксируется резьбонарезной резец.
- На конце трубы, используя резец, снимают фаску, после чего выполняют настройку скорости перемещения суппорта.
- После подведения резца к поверхности трубы на станке включают резьбовую подачу.
Следует иметь в виду, что резьба дюймовая нарезается механическим методом с помощью токарного станка только на трубных изделиях, толщина и жесткость которых позволяют это сделать. Выполнение трубной дюймовой резьбы механическим способом позволяет получать качественный результат, но применение такой технологии требует от токаря соответствующей квалификации и наличия определенных навыков.
Классы точности и правила маркировки
Резьба, относящаяся к дюймовому типу, как указывает ГОСТ, может соответствовать одному из трех классов точности – 1, 2 и 3. Рядом с цифрой, обозначающей класс точности, ставят буквы «А» (наружная) или «В» (внутренняя). Полные обозначения классов точности резьбы в зависимости от ее типа выглядят как 1А, 2А и 3А (для наружных) и 1В, 2В и 3В (для внутренних). Следует иметь в виду, что 1-му классу соответствуют самые грубые резьбы, а 3-му – самые точные, к размерам которых предъявляются очень жесткие требования.
Предельные отклонения размеров по ГОСТу
Чтобы понять, каким параметрам соответствует конкретный резьбовой элемент, достаточно разобраться в обозначении резьбы, которая на него нанесена. Обозначение, о котором идет речь, используют многие зарубежные производители, которые работают по американским стандартам, относящимся к элементам резьбовых соединений.
Пример условного обозначения дюймовой резьбы
В такой маркировке содержится следующая информация о резьбе:
- номинальный размер (наружный диаметр) – первые цифры;
- число витков, приходящихся на дюйм длины;
- группа;
- класс точности.
В обозначении дюймовой резьбы также могут присутствовать буквы LH, которые указывают на то, что ее витки имеют не правое, а левое направление.
Нарезание наружной резьбы
Нарезание наружной резьбы
- Подробности
- Категория: Сортовой прокат
Нарезание наружной резьбы
Резьба представляет собой винтовую канавку, образованную на деталях вращения. Широко применяется для соединения деталей между собой (крепежная) и для передачи движения (как, например, в ходовом винте токарного станка или тисков).
В резьбовых соединениях применяют болты, шпильки и винты. Болт – цилиндрический стержень с головкой на одном конце и с резьбой на другом(см. рис справа а). Шпилька - цилиндрический стержень с резьбой на обоих концах. Один конец шпильки ввинчивается в одну из соединяемых деталей, а на другой конец устанавливают скрепляемую деталь и навинчивают гайку(б). Винт - цилиндрический стержень с резьбой для ввинчивания в одну из соединяемых деталей и головкой различных форм(в).
Основные элементы резьбы: угол подъема винтовой линии а,
шаг резьбы р, угол профиля у, наружный и внутренний диаметры (рис. слева). В зависимости от назначения резьбового соединения применяются разные типы резьб.
По направлению витков резьба бывает правой и левой (рис. справа). Чаще всего нарезают правую резьбу.
Для нарезания наружной крепежной резьбы используют специальный инструмент — плашки. Они бывают круглые(рис. слева а), резьбонакатные(б) и раздвижные(в).
Круглая плашка (рис. справа) выполнена в виде гайки из закаленной стали. Резьбу плашки пересекают сквозные продольные отверстия. Образовавшиеся режущие кромки в форме клина и канавки обеспечивают резание заготовки и одновременный выход стружки. Для того чтобы торец стержня (заготовки) лучше входил в плашку с торцевых сторон, ее резьба имеет меньшую высоту профиля. Это так называемая заборная часть. Круглые плашки в соответствии со стандартом предусмотрены для нарезания метрической резьбы диаметром от 1 до 76 мм. Их закладывают в гнезда плашкодержателя и фиксируют там шпильками(или болтами) со шлицем для отвертки.
Плашка 4 (рис. слева) со специальными вырезами 6 крепится в плашкодержателе 5 или в воротке тремя либо четырьмя винтами в зависимости от ее размеров и условий эксплуатации. Один или два винта 7 служат для закрепления, винты 1 и 3 — для закрепления и сжатия плашки при регулировании ее размера после прорезания перемычки. Разжимается плашка с помощью винта 2.
В корпусе резьбонакатной плашки(рис. б выше) установлены накатные регулируемые ролики с резьбой. Металл заготовки не режется, а выдавливается. За счет этого поверхность резьбы получается более чистой, а сама резьба — более качественной и точной.
Раздвижные призматические плашки (рис. в выше) состоят из двух раздвигающихся и отодвигающихся полуплашек.
Определенный интерес представляет вороток для установки и крепления плашек (рис. справа) с дополнительным направляющим кольцом 16, которое помогает выдерживать направление на цилиндрических заготовках 12 (стержней, толкателей пресс-форм и винтов, съемников штампов). Дополнительное устройство можно использовать в обычных воротках.
Во внутренней части обоймы 1 воротка имеется обработанное квадратное окно со вставленными призматическими плашками. На боковой стороне обоймы установлен винт 15, прижимающий плашки 9 во время работы, а с боковых сторон обоймы в корпус 11 ввернуты две ручки 13 для захвата руками. В нижней части обоймы установлена шайба 14, закрепленная винтами 8, и два направляющих штифта 10, по которым перемещается кольцо 16.
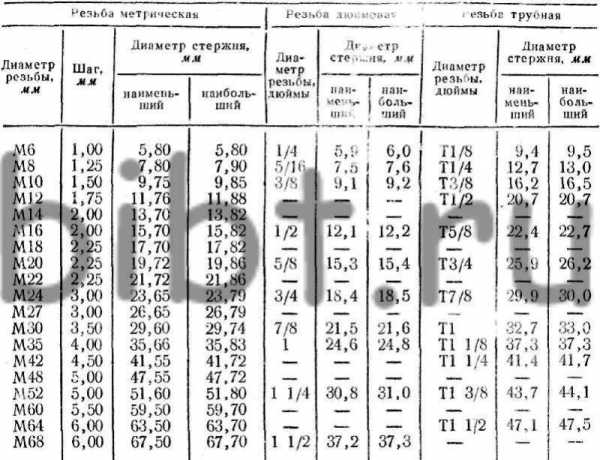
Для того чтобы нарезать резьбу плашкой на стержне, надо сначала узнать наружный диаметр резьбы d и ее шаг р(см. рис. слева). Эти данные обозначены на плашке. Затем по таблице (см. табл. ниже) определить диаметр стержня для этой резьбы и выбрать заготовку.
| Диаметр резьбы | Шаг (Р) | Диаметр стержня | |
| Наименьший | Наибольший | ||
| М5 | 0,75 | 4,8 | 4,8 |
| М6 | 1 | 5,8 | 5,8 |
| М8 | 1,25 | 7,8 | 7,9 |
| М10 | 1,5 | 9,75 | 9,85 |
| М12 | 1,75 | 11,76 | 11,88 |
При этом надо обязательно учитывать, что, когда нарезают резьбу, металл, особенно медь, мягкая сталь, «тянется». В результате этого диаметр стержня немного увеличивается и усиливается давление на резьбовую поверхность плашки. Она нагревается, стружка налипает на режущие кромки, и резьба становится «рваной». Все это снижает ее качество. Поэтому диаметр стержня должен быть меньше наружного диаметра резьбы на 0,1...0,3 мм в зависимости от размера резьбы. Если диаметр стержня будет меньше на 0,4...0,5 мм внешнего диаметра резьбы, то профиль резьбы получается неполным.
Выбранную заготовку надо выправить, разметить, отрезать по разметке и, закрепив ее в тисках, напильником снять фаску(рис.справа а) для того, чтобы заборная часть плашки легче захватывала металл. Следует проверить качество плашки внешним осмотром и навинчиванием ее на болт или шпильку с неповрежденной резьбой. Необходимо также тщательно проверить качество закрепления плашки в плашкодержателе, чтобы исключить возможный ее перекос и проскальзывание в гнезде.
Перед нарезанием резьбы размечают на стержне ее длину, стержень закрепляют в тисках так, чтобы выступающий над верхней плоскостью губок конец был больше нарезаемой части на 20...25 мм. Стержень ставят по угольнику под углом 90° к верхним плоскостям губок (рис. б). Плашку, закрепленную в плашкодержателе, накладывают на верхний торец стержня и с небольшим нажимом, не допуская перекоса плашки, вращают ее (рис. в). После нарезания 1—2 ниток резьбы, еще раз проверяют совпадение осей вращения плашки и стержня.
После этого смазывают маслом резьбовую часть стержня, нарезку плашки и вращают плашку, равномерно нажимая на обе рукоятки плашкодержателя (рис. г). Вращение должно быть возвратнопоступательным: один-два оборота вправо и пол-оборота влево. При этом стружка ломается, выходит через продольное отверстие. Это облегчает нарезание резьбы и улучшает ее качество.
Качество нарезанной резьбы в условиях производства проверяют резьбовыми микрометрами, резьбовыми калибрами-кольцами и резьбовыми пробками(см. рис. слева). В школьных условиях допускается проверка резьбы гайками.
После окончания работы плашку вынимают из плашкодержателя, тщательно очищают щеткой от стружки, протирают ветошью и смазывают маслом.
Нарезание резьбы плашкой можно выполнять и на токарном станке.
При нарезании резьбы плашку следует надежно закреплять в плашкодержателе.
При работе соблюдайте осторожность, чтобы рука не попала между рукояткой плашкодержателя и опорой.
Для смазки пользуйтесь кисточкой или масленкой.
Не сдувайте стружки с плашки, а пользуйтесь щеткой-сметкой.
Не допускайте попадания масла на одежду, руки.
На предприятиях применяют закаленные винты, которые ввинчивают через пробитые отверстия в двух или нескольких соединяемых деталях из листового металла. Винты, нарезая в отверстиях резьбу, соединяют эти детали. Такой способ резьбового соединения экономичен и ускоряет процесс сборки. На многих предприятиях сейчас применяются закаленные самовыдавливающие винты для стальных и чугунных деталей, твердость которых меньше, чем твердость винтов.
Резьбу на болтах и шпильках небольшого диаметра делают на токарных станках-автоматах одновременно с изготовлением самих болтов. Винты и болты также штампуют на прессах.
В массовом производстве широко распространена накатка наружной резьбы. После прохода между валиками на стержне образуется резьба. В некоторых резьбонарезных устройствах вместо валиков используются пластины из твердого сплава.
Ниже описаны основные термины и понятия, которые необходимы для усвоения материала.
Основные элементы резьбы:
Наружный диаметр резьбы - это диаметр воображаемого цилиндра, поверхность которого совпадает с вершинами наружной резьбы и впадинами внутренней резьбы.
Внутренний диаметр резьбы - диаметр цилиндра, поверхность которого совпадает с вершинами внутренней резьбы и впадинами наружной резьбы.
Средний диаметр резьбы - диаметр воображаемого соосного с резьбой цилиндра, образующая которого пересекает профиль резьбы в точке, где ширина канавки равна половине шага резьбы.
Угол профиля - угол между боковыми сторонами профиля, измеренный в осевом сечении.
Вершина профиля - участок профиля, соединяющий боковые стороны выступа.
Впадина профиля - участок профиля, соединяющий боковые стороны канавки.
Шаг резьбы - расстояние между соседними одноименными боковыми сторонами профиля в направлении, параллельном оси резьбы.
Угол подъёма резьбы - угол, образованный касательной к винтовой линии к точке, лежащей на среднем диаметре резьбы, и плоскостью, перпендикулярной оси резьбы.
Угол профиля - угол между боковыми сторонами витка, измеренный в плоскости, проходящей через ось резьбы.
Система резьб.
В промышленности применяются следующие резьбы:
Метрическая резьба - имеет треугольный профиль и служит, в основном, для соединения деталей между собой.
Метрическая резьба подразделяется на две группы: метрическая резьба с крупным шагом и метрическая резьба с мелким шагом для диаметров 0,25-600 мм.
Трубная коническая резьба - имеет то же назначение, что и цилиндрическая. Необходимая плотность соединения достигается деформацией витков трубной конической резьбы.
Коническая дюймовая резьба с углом профиля 60 град. Коническая дюймовая резьба применяется для получения плотных соединений.
Дюймовая резьба - применяется для крепёжных соединений деталей машин болтами, винтами и шпильками.
Трапецеидальные резьбы - применяются, в основном, для ходовых винтов станков и других силовых передач.
Трапецеидальные резьбы подразделяются на крупную, нормальную и мелкую.
Упорные резьбы - крупная, нормальная и мелкая - применяются преимущественно для ходовых и грузовых (с большой нагрузкой) винтов с односторонне действующей нагрузкой. В редких случаях используются как крепёжные.
Прямоугольная резьба - применяется для грузовых и ходовых винтов. Резьба сложна в изготовлении и имеет недостатки, ограничивающие её применение.
Трубная резьба цилиндрическая - трубная цилиндрическая резьба применяется в соединениях полых тонкостенных деталей, когда соединение должно быть особенно плотным.
Модульная резьба - применяется для червяков.
Схема винтовых линий: а — развертка винтовой линии; б — цилиндрическая трехугольная резьба; в — цилиндрическая квадратная резьба; г — цилиндрическая прямоугольная резьба; д — цилиндрическая
трапецеидальная резьба; е — цилиндрическая круглая резьба; ж — однозаходная резьба; з — двухзаходная резьба; и — трехзаходная резьба.
Для того, чтобы узнать шаг резьбы, применяют специальные калибры(см. рис. справа).
| Как подобрать диаметр сверла под резьбу? Резьбовое соединение деталей – это часто применяемый способ соединения деталей разных видов. Этот способ позволяет много раз разбирать и собирать части деталей, без потери эксплуатационных свойств Различают два Вида по типу поверхности резьбы:
Инструменты применяемые для нарезания Резьбы на деталях это
Прежде, чем нарезать внутреннюю резьбу нужно сделать отверстие, правильно подобрав его диаметр. И сразу встает вопрос: «Как подобрать диаметр сверла под резьбу?» Ведь, если отверстие сделать большого размера, то резьба будет недостаточно глубокой и быстро скосится, если маленького, то сломается сам инструмент в процессе сверления Самый простой способ - это воспользоваться специальной Таблицей Диаметров сверл под резьбу, где указаны основные параметры: маркировка, Диаметр Резьбы, Шаг Резьбы, Диаметр сверла под резьбу Параметры, указанные в таблице, соответствуют ГОСТу: размеры отверстий для любого диаметра резьбы, с учетом шага резьбы и допусков. Диаметры отверстия под резьбу с полем допуска устанавливает ГОСТ 19257-73 Если этой Таблицы сверл под резьбу нет в нужный момент под рукой, то можно воспользоваться простым методом, рассчитав диаметр отверстия по формуле: Из наружного диаметра резьбы вычесть шаг и в результате получается диаметр сверла. Как видно, рассчитать диаметр сверла под резьбу несложно. Можно воспользоваться готовой таблицей или использовать простую формулу для вычисления нужного диаметра. Например, для М10х1.5: Dотв = 10 – 1.5 = 8.5 мм Магазин инструментов «Инструмент-Уфа» предоставляет возможность купить в Уфе все необходимое оборудование и оснастку для нарезания резьбы в материалах любой твердости, выполнения различных металлорежущих и слесарных работ Таблица рекомендуемых диаметров отверстий под резьбу, мм
Изготавливаем и поставляем Все Инструменты для Металлообработки: сверла, метчики, плашки, фрезы, развертки, резцы, калибры, зенкеры зенковки, ролики протяжки, долбяки, цековки, оправкипресс-формы, оснастку, шестерни согласно ГОСТ и по чертежам заказчика В магазине продается профессиональный инструмент для токарей-фрезеровщиков представленные компанией ООО "АНГО", а также инструменты от мировых ведущих производителей
Алфавитный каталог: Адаптеры, переходники и держатели для бит Алмазная и эльборовая паста, ГОИ Алмазные головки Алмазные карандаши, иглы, алмазы в оправе Алмазные круги Алмазные надфили Алмазные напильники Алмазные отрезные диски Алмазные сверла и коронки Биты двухсторонние Биты квадратные тип S Биты крестовые РZ Биты крестовые РН Биты шлицевые SL Бородки, высечки и кернеры Борфрезы твердосплавные Бруски ручные алмазные Бруски хонинговальные тип АБХ Бруски шлифовальные Буры твердосплавные Взрывобезопасный инструмент Воротки для метчиков и плашкодержатели Воротки и оснаcтка для торцевых головок Вставки к пробкам Втулки 7:24 MAS 403 BT / КМ Втулки 7:24 ГОСТ 25827 исп.1 / КМ Втулки 7:24 ЧПУ NT / КМ Втулки HSK / КМ Втулки R8 / КМ Втулки КМ / КМ для концевых фрез Втулки КМ / КМ для центров Втулки КМ / КМ с лапкой и клинья Втулки поддерживающие к оправкам для фрез Гайковерты и винтоверты Гидравлическое оборудование Глубиномеры Головки делительные Головки измерительные Головки расточные Головки торцевые с хвостовиком Головки торцевые сменные Головки торцевые сменные дюймовые Головки шарнирные Головки шлифовальные - наборы Головки шлифовальные конические KW(ГКЗ), EW(ГК) Головки шлифовальные угловые DW(ГУ) Головки шлифовальные цилиндрические AW(ГЦ) Головки шлифовальные шаровые FW(ГШЦ), F2W(ГШ) Гребенки резьбонарезные Диски сепарационные Диски фибровые и самозацепляемые Долбяки и шеверы Долота и стамески Домкраты Заготовки - стержни круглые Р6АМ5 и ВК6М Заготовки резцов квадратные Р6АМ5 Заготовки резцов прямоугольные Р6АМ5 Заклепочники и заклепки Замки Заточные станки Зенкеры насадные Зенкеры с коническим хвостовиком Зенкеры твердосплавные насадные Зенкеры твердосплавные с коническим хвостовиком Зенковки с коническим хвостовиком Зенковки с цилиндрическим хвостовиком Зерно шлифовальное Зубила Измерительный инструмент уценённый Инвентарь Индикаторы Калибры разные Квадратные неперетачиваемые пластины Кельмы и шпатели Клейма и маркеры Клещи для снятия стопорных колец Клуппы и плашки к ним Ключи для круглых шлицевых гаек Ключи комбинированные Ключи накидные кольцевые коленчатые Ключи разводные Ключи разные Ключи рожковые гаечные Ключи торцевые Ключи трубные Ключи уцененные Ключи шестигранные имбусовые Ключи шестигранные TORX имбусовые Ключи шестигранные дюймовые имбусовые Кольца промежуточные к оправкам для фрез Кольца резьбовые Крепежная оснастка УСП Круги вулканитовые Круги зачистные обдирочные Круги и пасты полировальные Круги отрезные Круги шлифовальные 2П, 3П, 4П, ПВ, ПВД Круги шлифовальные ПП прямого профиля Круги шлифовальные лепестковые радиальные КЛ Круги шлифовальные лепестковые радиальные КЛО Круги шлифовальные лепестковые торцовые КЛТ Круги шлифовальныеЧК (т.11) ЧЦ (т.6) Т (т.12) Круглогубцы Круглые неперетачиваемые пластины Кувалды Кусачки Лебёдки, тали и стропы Линейки Ломы, лопаты Малярный инструмент и принадлежности Манжеты (сальники) Металлорежущий инструмент уценённый Метчики гаечные Метчики гаечные ЛЕВЫЕ Метчики для трапецеидальной резьбы TR Метчики дюймовые BSW/BSF резьба Уитворта Метчики дюймовые UNC/UNF м/р Метчики дюймовые UNC/UNF ручные Метчики дюймовые для резьб G, Rc K Метчики дюймовые резьба G ручные ЛЕВЫЕ Метчики машинно-ручные Метчики машинно-ручные ЛЕВЫЕ Метчики машинно-ручные твёрдосплавные Метчики ручные Метчики ручные ЛЕВЫЕ Микрометры Молотки киянки Муфты кулисно-крестовые плавающие Наборы алмазного инструмента Наборы бит Наборы измерительного инструмента Наборы ключей Наборы концевых мер длины и поштучно Наборы метчиков и плашек Наборы напильников, надфилей и рашпилей Наборы отверток Наборы сверл и буров Наборы сверл уценённые Наборы свёрл по дереву Наборы слесарно-монтажного инструмента Наборы торцевых головок Наборы фрез Надфили Наковальни Напаиваемые пластины Напильники квадратные Напильники круглые Напильники плоские Напильники полукруглые Напильники ромбические Напильники трехгранные Напильники уценённые Ножи и лезвия Ножи к фрезам Ножницы для резки арматуры, кабеля, троса Ножницы по металлу Ножовки по металлу Нутромеры Оправки для насадных зенкеров и развёрток Оправки для насадных и торцовых фрез Оправки контрольные с хвостовиком Оправки контрольные центровые Оправки переходные для сверлильных патронов Оснастка для кольцевых корончатых сверл Оснастка к электроинструменту Оснастка уценённая Отвертки Параллелограмм неперетачиваемые пластины Патроны быстросменные с шариками Патроны резьбонарезные для метчиков Патроны сверлильные Патроны токарные и комплектующие Патроны фрезерные Патроны цанговые и цанги ER Патроны цанговые и цанги-втулки переходные Паяльное оборудование и принадлежности Пилки для электролобзиков Пилы дисковые по дереву Пилы и ножовки по дереву Пилы по металлу и сегменты Пластины разные Плашки для метрической резьбы Плашки для метрической резьбы ЛЕВЫЕ Плашки дюймовые BSW/BSF резьба Уитворта Плашки дюймовые UNC/UNF Плашки дюймовые для резьб G, R K Плиты поверочные и станины Плиты, призмы и блоки магнитные Плоскогубцы Пневмосверлильные машины Подшипники качения Подшипники корпусные Подшипники линейные (шариковые втулки) Подшипники шарнирные (Ш, ШС, ШМ и т.д.) Пожарное оборудование Полотна ручные и машинные Пресса Приборы Призмы поверочные и разметочные Пробки гладкие Пробки резьбовые Проволочки для измерения среднего диаметра резьбы Протяжки Прочее (станки и оснастка) Прочие товары уценённые Пятигранные неперетачиваемые пластины Развертки конические 1:10 Котельные Развертки конические 1:16 Rc и K Развертки конические 1:30 Развертки конические 1:50 Развертки конические под конус Морзе Развертки машинные с коническим хвостовиком Развертки машинные с цилиндрическим хвостовиком Развертки насадные Развертки ручные разжимные Развертки ручные регулируемые Развертки ручные с цилиндрическим хвостовиком Деревообрабатывающий инструмент Рашпили и рихтовочные напильники Резцедержатели, держатели сверл хвостовик VDI Резцы отрезные Резцы подрезные Резцы проходные Резцы расточные Резцы расточные для головок-оправок, КРС Резцы резьбовые Резцы сборные с механическим креплением пластин Резцы со вставками оснащенными СТМ Резцы строгальные Резцы чистовые широкие и специальные Ромбические неперетачиваемые пластины Рубанки и фуганки Рулетки Сварочное оборудование Сварочное оборудование - газопламенное Сварочное оборудование - электроды Сверла двухсторонние Р6М5 Сверла кольцевые корончатые по бетону и дер Сверла кольцевые корончатые по кирпичу Сверла кольцевые корончатые по металлу Р6М5 Сверла кольцевые корончатые по металлу Т15К6 Сверла по дереву Сверла с коническим хвостовиком Сверла с коническим хвостовиком длинные Сверла с коническим хвостовиком короткие Сверла с утолщённым цилиндрическим хвостовиком Сверла с утолщённым цилиндрическим хвостовиком левые Сверла с цилиндрическим хвостовиком Сверла с цилиндрическим хвостовиком левые Сверла с цилиндрическим хвостовиком длинные Сверла с цилиндрическим хвостовиком короткие Сверла с цилиндрическим хвостовиком короткие левые Сверла с цилиндрическим хвостовиком уцененные Сверла ступенчатые конусные Сверла ступенчатые под резьбу Сверла твердосплавные к/х по металлу Сверла твердосплавные цилиндрический хвостовик по металлу Сверла твердосплавные цилиндрический хвостовик по металлу 2-х сторонние Сверла твердосплавные с цилиндрический хвостовик по бетону Сверла твердосплавные центровочные Сверла центровочные Сверлильные станки Сегменты шлифовальные Сетка абразивная Системы охлаждения, СОЖ, смазки Скобы гладкие листовые с пластинами твердосплавными Скобы гладкие регулируемые Скобы индикаторные и рычажные Слесарно-монтажный инструмент уценённый Слесарный инструмент, разный Смазки подшипников Средства защиты Средства измерений Стенкомеры и толщиномеры Стойки и Штативы Столы поворотные и координатные Стопорные кольца Стопорные кольца эксцентрические Строительный инструмент разный Струбцины слесарные Струбцины столярные Съемники Тиски слесарные Тиски станочные Тиски станочные специальные Топоры Трехгранные ломаные неперетач. пластины Трехгранные неперетачиваемые пластины Трубогибы, трубоприжимы и труборезы Угломеры и Угломеры-транспортиры Угольники Уровни Фрезы дисковые 3-х сторонние Фрезы дисковые 3-х сторонние твердосплавные Фрезы дисковые зуборезные мелкомодульные Фрезы дисковые зуборезные модульные Фрезы дисковые пазовые Фрезы для Т-образных пазов Фрезы для Т-образных пазов твердосплавные Фрезы для пазов "ласточкин хвост" Фрезы для пазов сегментных шпонок Фрезы концевые радиусные Фрезы концевые радиусные твердосплавные Фрезы концевые с коническим хвостовиком Фрезы концевые с механическим креплением твердосплавных пластин Фрезы концевые с цилиндрическим хвостовиком Фрезы концевые твердосплавные конический хвостовик Фрезы концевые твердосплавные цилиндрический хвостовик Фрезы отрезные-прорезные Фрезы полукруглые вогнутые и выпуклые Фрезы резьбовые гребёнчатые Фрезы торцевые насадные Фрезы торцевые насадные твердосплавные Фрезы угловые Фрезы цилиндрические насадные и конический хвостовик Фрезы червячные для зубчатых колес Фрезы червячные для зубьев звездочек Фрезы червячные для шлицевых валов Фрезы шпоночные к/х уцененные Фрезы шпоночные с коническим хвостовиком Фрезы шпоночные с цилиндрическим хвостовиком Фрезы шпоночные твердосплавные конический хвостовик Фрезы шпоночные твердосплавные цил. хв. Хомуты Цековки Центры и задние бабки Циркули разметочные -Кронциркули Чертилки слесарные Шаберы Шарики и ролики Шестигранные неперетачиваемые пластины Шланги пневматические Шланги промышленные Шлифлента на тканевой основе водост. Шлифмашины и бормашины Шлифшкурка на бумажной основе водост. Шлифшкурка на бумажной основе неводост. Шлифшкурка на тканевой основе водост. Шлифшкурка на тканевой основе неводост. Шприцы и масленки Штангенглубиномеры Штангенинструмент разный Штангенрейсмасы Штангенциркули Штревели Щетки стальные зачистные Экстракторы Электрические шлифовальные машины Электроинструмент разный Электроперфораторы Электроточило Эльборовые круги Ящики инструментальные
Таблица диаметра Сверл под Дюймовую резьбу
| ||||||||||||
Как нарезать резьбу плашкой? — РИНКОМ
Поделиться
18-11-2016
Рис. 1. Плашки
Плашки предназначены для нарезания наружных резьб. Инструмент конструкционно похож на гайку с режущими зубцами и отверстиями для закрепления в воротке. Расположение зубцов — коническое, толщина плашки — 8 – 10 режущих кромок.
В торговых сетях можно купить плашки круглой, квадратной, шестигранной формы, раздвижные, разрезные или цельные. Чаще других используют круглые цельные плашки — ими нарезают внешние резьбы вручную. Наибольший интерес для изучения представляют ручные способы создания метрической и трубной резьбы. Кроме конфигураций плашки различаются по размерам сечений. Таблица ниже поможет сориентироваться в стандартных величинах.
Диаметр стержней (труб) под нарезание резьбы плашками
| Метрическая резьба | Трубная резьба | ||||
| наружный диаметр резьбы, мм | диаметр стержня, мм | диаметр резьбы, дюймы | диаметр стержня, мм | ||
| минимальный | максимальный | минимальный | максимальный | ||
| 5 | 4,92 | 4,84 | G 1/2 | 20,7—21,3 | 20,4 |
| 6 | 5,92 | 5,80 | G 5/8 | 22,7—23 | 22,4 |
| 8 | 7,90 | 7,80 | G 3/4 | 26,2—26,8 | 25,9 |
| 10 | 9,90 | 9,80 | G 7/8 | 30,0 | 29,9 |
| 12 | 11,88 | 11,76 | G 1 | 33,5 | 32,7 |
| 14 | 13,82 | 13,70 | G 1/4 | 42,3 | 41,4 |
| 15 | 15,82 | 15,70 | G 1 1/2 | 48 | 47,1 |
| 18 | 17,82 | 17,70 | G 2 | 60 | 58,3 |
Перед началом нарезки подготовьте:
- плашку;
- вороток;
- железный прут или деталь, требующую нанесения резьбы;
- машинное масло.
Ход работы по нарезанию внешней резьбы плашкой
Рис. 2. Нарезание внешней резьбы плашкой
- ПОДГОТОВКА. Торец заготовки нужно срезать по окружности под углом 40 ⁰. Это облегчит вхождение и фиксацию заготовки в проеме плашки.
ВАЖНО! Сечение заготовки должно точно совпадать с сечением нужной резьбы. Перед началом нарезки прут можно обточить на толщину 0,1 – 0,2 мм для твердых сплавов, до 0,4 мм для мягких металлов.
Подготовленную деталь закрепляют в тисках в строго вертикальном положении.
- ПЕРВЫЕ ВИТКИ. Крайне важно положение плашки на первых витках резьбы — их конфигурация задает тон всей работе. Закрепив плашку нужного диаметра в воротке, нужно смазать инструмент маслом, приложить его к головке прута (заготовки) и осторожно сделать первые несколько кругов. Для проворачивания плашки на воротке установлены рукоятки — одна против другой. Нажимая равномерно на ручки воротка, нужно с усилием надавить плашкой на заготовку, совершая при этом одновременно вращательное движение. Это требует навыка и далеко не у всех получается с первого раза.
Можно зажать прут и газовым ключом, но эксперты считают, что в таком случае соблюсти строго горизонтальное положение плашки и обойтись без перекосов будет почти невозможно.
- НАРЕЗАНИЕ. Сделав несколько первых витков и убедившись в том, что процедура проходит ровно, можно продолжить работу, нарезав необходимое количество витков. Признаком того, что первые витки сделаны ровно, станет горизонтальное положение плашки и воротка — это можно и нужно проверить уровнем. При успешном старте дальнейшая работа идет легче и с равномерным усилием. Как только заготовка углубится в плашку и достигнет ее середины, вдавливающее усилие можно ослабить — происходит так называемое самозатягивание, дальше нужно будет совершать только вращательные движения.
СОВЕТ.
Если в начале процедуры произошел явный перекос, можно снять плашку с заготовки, обстучать прут и снова попробовать нарезать резьбу правильно. Концевая часть будущего винта не несет на себе главную нагрузку, так что подобная работа над ошибками позволительна.
- УДАЛЕНИЕ СТРУЖКИ. После 1–2 полных оборотов воротка следует прокручивать плашку в обратную сторону на 180 ⁰ (полкруга), чтобы избавиться от металлической стружки, появляющейся в процессе нарезания.
- ЗАВЕРШЕНИЕ ПРОЦЕДУРЫ. Нарезав резьбу на нужную, плашку снимают с заготовки естественным путем — возвращая инструмент по уже готовой резьбе. Винт/болт, отрезок трубы готов к использованию/креплению.
Разработка урока учебной практики "Нарезание наружной резьбы"
КИРИШСКИЙ ПОЛИТЕХНИЧЕСКИЙ ТЕХНИКУМ
Методическая разработка открытого урока
Производственное обучение (Учебная практика)
Дисциплина «УП.02.01 МДК.02.01 Конструкция, эксплуатация и техническое обслуживание автомобилей»
Профессия : 23.01.08 Слесарь по ремонту строительных машин
Тема урока «Нарезание наружной резьбы»
Курс -1, полугодие – 1.
Группа № 29
Разработал мастер производственного обучения Силаев И.А.
Цели урока:
образовательные:
- обучение приёмам нарезания наружной резьбы;
- ознакомление обучающихся с видами инструмента, применяемого при нарезании наружной резьбы;
- создание у обучающихся прочной основы трудовых действий при выполнении слесарной операции «нарезание наружной резьбы»;
- создание положительной мотивации для дальнейшего обучения
Развивающие:
- развитие навыков сравнительного и логического мышления;
- формирование умения применять полученные знания в различных производственных ситуациях;
Воспитательные:
- формирование способности к самовыражению;
- развитие чувства самостоятельности;
- развитие навыков самоконтроля;
- быстрая адаптация личности к реальным условиям жизни.
Тип урока: комбинированный (повторение пройденного материала, изучение нового и его закрепление)
Оборудование, инструменты, материалы: верстак с тисками, слесарная ножовка, линейка, штангенциркуль, чертилка, напильники, лерки(плашки), леркодержатели(плашкодержатели), заготовки из прутка различного диаметра.
Наглядные пособия: Плакаты по темам «Таблица диаметров стержней при нарезании резьбы лерками(плашками)», «Нарезание резьбы».
Введение
Тема «Нарезание резьбы» рассчитана на 12 часов. Первое занятие(6 часов) посвящено нарезанию наружной резьбы. Второе занятие (6 ч) посвящено нарезанию внутренней резьбы. Каждое занятие включает в себя один час на вводный и заключительный инструктажи и пять часов - на практические упражнения обучающихся.На данном занятии следует изучить и отработать упражнения в нарезании наружной резьбы.
.
Ход урока
Организационная часть: построение, проверка явки обучающихся, внешнего вида.
Вводный инструктаж:
1 . Сообщить тему урока.
2 . Сообщить цели урока.
3. Провести беседу по материалу, пройденному на предыдущих уроках, вопросы проверки:
а) Организация рабочего места.
б) Сущность сверления, зенкования металла, инструменты для сверления, зенкования металла.
в) Приёмы сверления, зенкования металла.
г) Устройство сверлильных станков.
д)Техника безопасности при операциях сверления, зенкования.
Предложить обучающимся показать следующие приёмы:
а) Сверления металла.
б)Зенкования металла.
в)Детали сверлильного станка..
4 . Объяснение нового материала:
а) Теоретическая часть:
Понятие о резьбе. Образование винтовой линии
Наиболее распространенными соединениями деталей машин являются резьбовые. Широкое применение резьбовых соединений в машинах, механизмах объясняется простотой и надежностью этого вида креплений, удобством регулирования затяжки, а также возможностью разборки и повторной сборки без замены детали.
Нарезанием резьбы называется образование резьбы снятием стружки (а также пластическим деформированием) на наружных или внутренних поверхностях заготовок деталей.
Резьба бывает двух видов: наружная и внутренняя. Стержень с наружной резьбой называется винтом, болтом, шпилькой, деталь с внутренней резьбой – гайкой.
Эти виды резьбы изготовляют на станках и ручным способом.
В зависимости от направления подъема витков на цилиндрической поверхности винтовая линия (резьба) может быть правой и левой.
Если винтовая линия при навивании треугольника на цилиндр, удаляясь от основания, постепенно поднимается слева направо (против часовой стрелки)), то она называется правой, соответственно и резьба называется правой. Если винтовая линия при навивании треугольника на цилиндр, удаляясь, постепенно поднимается справа налево (по часовой стрелке), то она называется левой, соответственно и резьба называется левой.
Правыми винтовая линия и соответствующая ей резьба называются потому, что для завинчивания винта с этой резьбой винт (или гайку) надо вращать вправо, т. е. по ходу часовой стрелки. При левой резьбе винт или гайку для завинчивания надо вращать влево, т. е. против часовой стрелки. В машиностроении чаще применяют правые резьбы.
Основные элементы резьбы.
Во всякой резьбе различают следующие основные элементы: профиль, угол профиля, шаг, глубину, наружный, средний и внутренний диаметры.
Профилем резьбы называются очертания впадин и выступов, полученные путем продольного разреза резьбы.
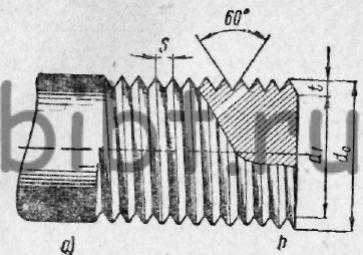
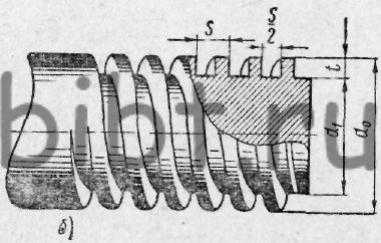
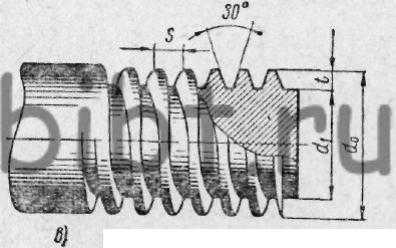
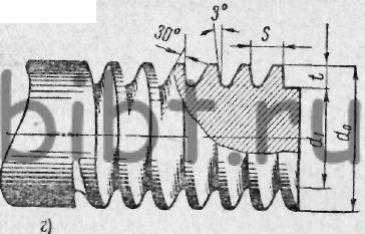
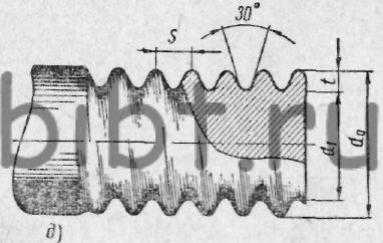
Рис. 1. Профили резьб:
Профили резьб:
а - треугольная, б - прямоугольная, в - трапецеидальная, г - упорная, д - круглая
Ниткой (витком) называется часть резьбы, образуемая при одном полном обороте профиля.
Шагом резьбы s называется расстояние (мм) между соответствующими вершинами двух соседних витков, измеряемое параллельно оси.
Углом профиля резьбы α называется угол, заключенный между боковыми сторонами профиля резьбы, измеренный в плоскости, проходящей через ось болта.
Вершиной резьбы называется участок профиля резьбы, находящийся на наибольшем расстоянии от оси болта.
Основанием резьбы (впадиной) называется участок профиля резьбы, находящийся на наименьшем расстоянии от оси.
Глубиной резьбы t называется расстояние от вершины резьбы до ее основания, т. е. высота уступа.
Наружным диаметром d0 резьбы называется наибольший диаметр, измеряемый по вершине резьбы, перпендикулярно ее оси.
Средним диаметром dcp называется расстояние между двумя линиями, проведенными посередине профиля резьбы между дном впадины и вершиной нитки параллельно оси винта.
Внутренним диаметром резьбы d1 называется наименьшее расстояние между противоположными основаниями резьбы, измеренное в направлении, перпендикулярном оси болта.
Профиль резьбы зависит от формы режущей части инструмента, при помощи которого нарезается резьба. Чаще всего применяется резьба треугольного профиля (рис. 1, а). Кроме того, в практике встречаются резьбы и с другими профилями. Наибольшее распространение имеет цилиндрическая треугольная резьба, которую обычно называют крепежной, так как такую резьбу нарезают на крепежных деталях, например на шпильках, болтах и гайках.
Помимо цилиндрических треугольных резьб, бывают конические треугольные резьбы, которые дают возможность получить плотное соединение; такие резьбы встречаются на конических пробках, в арматуре, иногда в масленках.
Прямоугольная (рис.1,б)и трапецеидальная (рис.1, в) резьбы применяются в деталях, предназначенных для передачи движения, например в ходовых винтах, в винтах суппортов металлорежущих станков, грузовых винтах, у слесарных тисков и т. д.
Упорная резьба (рис. 1, г) применяется в механизмах, работающих с большим давлением, действующим в одном направлении, например в гидравлических и механических прессах, домкратах и т. д.
Круглая резьба (рис. 1, д) отличается продолжительным сроком службы даже при работе в загрязненной среде. Она нарезается на вагонных сцепках, водопроводной арматуре и т. д.
Инструменты для нарезания резьбы подразделяются на две группы:
1) метчики, служащие для нарезания внутренней резьбы;
2) плашки(лерки), прогонки, винторезные доски, служащие для нарезания наружной резьбы.
Плашки(лерки) представляют собой инструмент для нарезания наружной резьбы как вручную, так и на станках.
В зависимости от конструкции плашки подразделяются на круглые, раздвижные, специальные (для нарезания труб).
Круглые плашки изготовляются цельными, разрезными и трубчатыми.
Цельные плашки (рис. 2, а) представляют собой стальную закаленную гайку 1, в которой резьба 2 прорезана сквозными продольными канавками, образующими режущие кромки, а также служащими для выхода стружки. С обеих сторон плашки имеются заборные части 3 длиной 11/2-2 нитки. Эти плашки применяют при нарезании резьбы диаметром до 52 мм за один проход, они обладают большой жесткостью и обеспечивают получение чистой резьбы, однако эти плашки малопроизводительны и быстро изнашиваются.
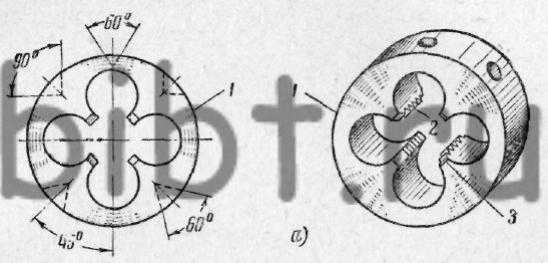
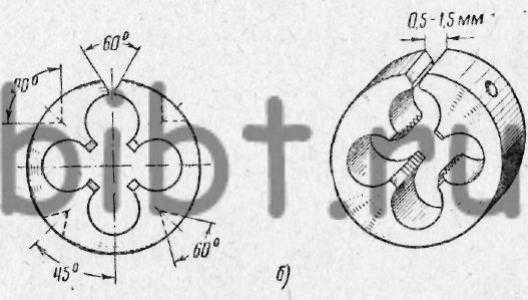
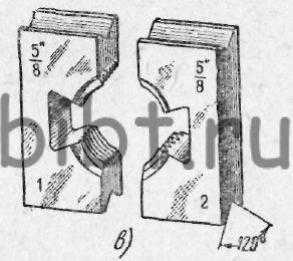
Рис. 2. Плашки:
а - цельные: 1 - гайка, 2 - резьба, 3 - заборная часть; б - разрезные, в - раздвижные (призматические)
Кроме круглых плашек, есть еще квадратные и призматические. Все они отличаются друг от друга только очертанием и предназначаются главным образом для нарезания резьбы на трубах.
Круглые плашки при нарезании резьбы вручную закрепляют в специальном воротке (плашкодержателе, леркодержателе).
Раздвижные (призматические) плашки закрепляют в клуппе (рис. 3), который состоит из косой рамки 1 с двумя ручками 2 и зажимного винта 5. Полуплашки 3 вставляют в рамки на выступы, затем заводят сухарь 4 и закрепляют винтом 5.
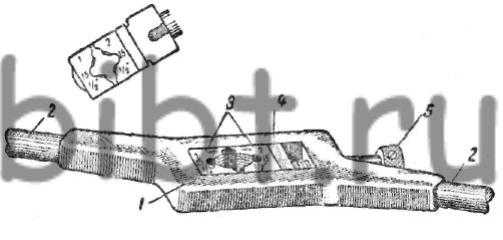
Рис. 3. Косой клупп:
1 - косая рамка, 2 - ручки, 3 - полуплашки, 4 - сухарь, 5 – винт
Перед тем как нарезать резьбу, необходимо подобрать диаметр заготовки под данную резьбу.
Нарезая резьбу плашкой, надо иметь в виду, что при образовании профиля резьбы металл изделия, особенно сталь, медь и др., тянется и изделие увеличивается. Вследствие этого усиливается давление на поверхность плашки, что приводит к нагреву и прилипанию частиц металла, поэтому резьба может получиться рваной.
При выборе диаметра стержня под наружную резьбу следует руководствоваться теми же соображениями, что при выборе отверстий под внутреннюю резьбу. Практика нарезания наружных резьб показывает, что лучшее качество резьбы можно получить в том случае, если диаметр стержня несколько меньше наружного диаметра нарезаемой резьбы. Если диаметр стержня будет меньше требуемого, то резьба получится неполной; если же больше, то плашка или не сможет быть навинчена на стержень и конец стержня будет испорчен, или во время работы зубья плашки вследствие перегрузки могут поломаться, а резьба будет сорвана.
В табл. 1 приведены диаметры стержней, используемых при нарезании резьбы плашками.
Диаметр заготовки должен быть на 0,3-0,4 мм меньше наружного диаметра резьбы.
При нарезании резьбы плашкой стержень закрепляют в тисках так, чтобы выступающий над уровнем губок конец тисков был на 20-25 мм больше длины нарезаемой части. Для обеспечения врезания на верхнем конце стержня запиливается фаска. Затем на стержень накладывают закрепленную в клупп плашку и с небольшим нажимом вращают клупп так, чтобы плашка врезалась примерно на 0,2-0,5 мм. После этого нарезаемую часть стержня смазывают маслом и вращают клупп точно таким же образом, как при работе метчиком, т. е. один-два оборота вправо и пол-оборота влево (рис. 4).
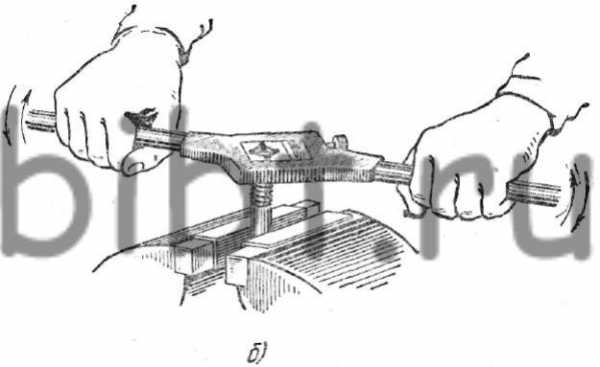
Рис. 4. Прием нарезания резьбы плашкой (б)
Для предупреждения брака и поломки зубьев необходимо, чтобы плашка заходила на стержень без перекоса.
Проверка нарезанной внутренней резьбы производится резьбовыми калибрами-пробками, а наружной - резьбовыми микрометрами или резьбовыми калибрами-кольцами.
Брак чаще всего получается вследствие невнимательности работающего, а также из-за недостаточного знания инструмента. В табл. 2 указаны наиболее часто встречающиеся виды брака, причины его появления и способы предотвращения.
Таблица 2 Причины брака и способы его предотвращения
Виды бракаПричины брака
Способы предотвращения
Рваная разьба
Нарезание без смазки и охлаждения
Обязательно применять смазку или охлаждение
Работа тупым метчиком или плашкой, или неправильная заточка их
Не нарезать резьбу тупым или неправильно заточенным инструментом
Неправильная установка режущего инструмента
Следить, чтобы инструмент был правильно установлен
Тупая резьба
Диаметр просверленного отверстия больше требуемого; диаметр стержня меньше требуемого
Правильно выбрать диаметр стержня или диаметр отверстия
б) Практическая часть:
Показать приёмы работы в рабочем и замедленном темпе. Обратить внимание на правильные приемы нарезания наружной резьбы. Предостеречь от брака в работе, рассказать о типичных ошибках.
Проверить усвоение обучающимися изучение нового материала по следующим вопросам:
Сущность резьбы.
Устройство инструментов для нарезания наружной резьбы
Приёмы нарезания наружной резьбы
Безопасность труда при нарезании наружной резьбы
Предложить обучающимся показать приёмы нарезания наружной резьбы перед всей группой, чтобы убедиться, правильно ли они их поняли и выполнили. Затем сообщить конкретное задание на урок, нормы времени, критерии оценок.
После этого обучающиеся приступают к самостоятельной работе, заключающейся в упражнениях по нарезания наружной резьбы.
Текущий инструктаж включает в себя целевые обходы рабочих мест для контроля за выполнением трудовых приёмов, организации рабочих мест, соблюдения правил безопасности труда. При каждом обходе рабочих мест мастер следит за работой всех учащихся, делает им по ходу наблюдения все необходимые замечания и указания, исправляет и предупреждает ошибки, обращает внимание на недостатки в работе, независимо от основной цели обхода. Если в процессе обходов выявляются одинаковые ошибки у большинства учеников, следует прервать работу и провести дополнительный инструктаж для всех обучающихся, затем они опять приступают к самостоятельной работе.
Заключительный инструктаж :
Подведение итогов работы за занятие.
Сообщить оценку каждого обучающегося.
Отметить лучшие работы
Разобрать наиболее характерные недочёты в работе обучающихся.
Дать задание на дом.
После этого произвести уборку рабочих мест, подготовку к следующему уроку производственного обучения
технологий | СТИОРСЕН
 | Электрические врезные рукава Нарезание резьбы вручную обычно является утомительным и длительным процессом. Использование мобильных манипуляторов дает ряд преимуществ для пользователя. Стабильные рабочие параметры и встроенная система перегрузки обеспечивают высочайшее качество резьбы и увеличивают время работы инструментов. Электрические врезные рукава изготовлены из сверхлегких алюминиевых сплавов.Модульная конструкция устройства обеспечивает относительно большую рабочую зону, доступную с одного крепления. Отдельные рычаги устройства были оптимально сбалансированы газовыми баллонами, благодаря чему использование устройства не требует применения больших усилий. Простая, компактная конструкция с поворотной головкой расширяет возможности применения за счет нарезания резьбы под углом. Доступны различные варианты монтажа станка: |
- опора монтажная 4xM8, монтаж на рабочем месте
- магнитный держатель, монтируемый непосредственно на стальную конструкцию Рабочий стол
- , сборка, позволяющая работать на станции и перемещать устройство
Устройство оснащено рукояткой для быстрой сборки и набором держателей инструмента.Устройство приводится в действие сервоприводом с очень высоким крутящим моментом и регулируемой скоростью, работающим от сети 230В.
Преимущества электропривода по сравнению с пневмоприводом:
- более высокая точность и динамика работы
- гораздо более низкий уровень шума
- более высокий крутящий момент
- значительно снизить эксплуатационные расходы
- без станции подготовки воздуха
- легко перемещается, мы можем использовать везде, где есть источник питания 230 В
- безаварийность и отсутствие периодических проверок
Метчики работают как с обычными метчиками, так и с накатниками.
Традиционная резьба
Предлагаем метчики машинные сквозные DIN 376 из стали HSS M2. Противоизносное покрытие TiN (нитрид титана) дополнительно значительно продлевает срок службы. Оптимальны для нарезания резьбы из обычных, легированных сталей и чугуна.
Накатка резьбы
Формование пластиковой резьбы происходит без образования стружки, в отличие от обычного нарезания резьбы, когда резьба врезается в обрабатываемый материал.Спиральная резьба через многоугольную часть штампа «ввинчивается» в просверленное отверстие с соответствующей постоянной подачей, соответствующей шагу резьбы.
Профиль резьбы постепенно прижимается к материалу резьбового отверстия через направляющий конус. При этом предельные напряжения превышаются, материал становится пластичным и деформируется. Пластифицированный материал вдавливается радиально вдоль стенок профиля в «пустоты».
Смещение материала создает особые формы карманов на гребне резьбы.Диаметр отверстия для предварительной пробивки зависит от пластичности материала, формы резьбовой части и ожидаемой высоты формируемой резьбы, но обычно больше, чем у отверстий с обычной резьбой.
По мере увеличения размера резьбового отверстия снижается нагрузка на инструмент и, следовательно, увеличивается срок службы инструмента. Благодаря закаленной (не нарезанной) структуре материала зуба резьбы передаваемая нагрузка остается неизменной даже при высоте зуба 50 % от полной высоты.Формовочные инструменты с оптимизированной геометрией и максимальным количеством гребней по окружности позволяют добиться значительного увеличения долговечности и точности размеров резьбы.
Формование резьбы имеет много преимуществ, а именно:
- без стружки - устраняет необходимость удаления стружки, что очень полезно при нарезании резьбы в закрытых профилях (например, для гидравлики или пневматики)
- одним инструментом можно делать как глухие, так и сквозные отверстия
- этот метод позволяет исключить погрешности формы и шага резьбы, возникающие при нарезании
- можно нарезать резьбу в различных материалах без замены инструмента
- качество резьбы намного лучше, поверхность резьбы более гладкая.Характеризуется более высокой прочностью на растяжение за счет сплошной структуры волокон материала и упрочнения материала при холодном формовании (около 20% по сравнению с нарезанной нитью)
- возможно изготовление резьбы с жестким допуском
- Оптимально подходит для нарезания резьбы в глубоких или глухих отверстиях, так как не возникает проблем с эвакуацией стружки
- нет необходимости затачивать инструменты
- значительно увеличивает срок службы метчика
Чтобы в полной мере насладиться методом накатки резьбы без сколов, используйте инструменты самого высокого качества.Наше предложение включает формовочные метчики (метчики для холодной штамповки), покрытые износостойким слоем нитрида титана (TiN), обеспечивающим более длительный срок службы.
Для нарезания резьбы используются специальные масла. Смазка предотвращает образование наростов на стенке инструмента и значительно снижает крутящий момент. Инструменты нельзя эксплуатировать без смазки. Мы рекомендуем использовать смазки с графитом так же, как и в процессе накатки резьбы. Следуйте правилу «чем лучше смазать, тем легче согнуть нить».Смазка существенно увеличивает ресурс инструмента, который может составлять от нескольких до десятков тысяч нарезанных витков. Кроме того, на долговечность формовочных инструментов влияют условия обработки, тип обрабатываемого материала, а также целевая глубина резьбового отверстия.
| 26092 | 1224 | Нарезной станок для резьбы 1/4 "- 4" NPT с ударной рукояткой | 711/714 | 36/12 | 120 | 60 | 1 | индукция | 15 | - | 509.0 | 231,0 | Купи сейчас |
Стандартное оборудование
| |||||||||||||
| 26097 | 1224 | Нарезной станок для резьбы 1/4 "- 4" NPT с ударной рукояткой | 711/714 | 36/12 | 230 | 60 | 1 | индукция | 8 | - | 509.0 | 231,0 | Купи сейчас |
Стандартное оборудование
| |||||||||||||
| 26112 | 1224 | Нарезной станок для резьбы 1/4"–4" BSPT с ударным патроном | 911/914 | 36/12 | 115 | 50 | 1 | индукция | 15 | - | 463,0 | 210,0 | Купи сейчас |
Стандартное оборудование
| |||||||||||||
| 26122 | 1224 | Нарезной станок для резьбы 1/4"–4" BSPT с ударным патроном | 911/914 | 36/12 | 230 | 60 | 1 | индукция | 8 | - | 509.0 | 231,0 | Купи сейчас |
Стандартное оборудование
| |||||||||||||
| 26107 | 1224 | Нарезной станок для резьбы 1/2 "- 4" BSPT с ударной рукояткой | 911/914 | 36/12 | 230 | 50 | 1 | индукция | 8 | - | 463,0 | 210,0 | Купи сейчас |
Стандартное оборудование
| |||||||||||||
| 31442 | 1224 | Нарезной станок для резьбы 1/4 "- 4" NPT с ударной рукояткой | 711/714 | 36/12 | 230 | 50 - 60 | 1 | индукция | 8 | - | 463,0 | 210,0 | Купи сейчас |
Стандартное оборудование
| |||||||||||||
| 29863 | 1224 220В BSPT НАРЕЗНАЯ МАШИНА | - | - | - | - | - | - | - | - | - | 231,0 | Купи сейчас | |
| 29858 | 1224 | РЕЗЬБОВОЙ СТАНОК 1224 220 В NPT | - | - | - | - | - | - | - | - | 509.0 | 231,0 | Купи сейчас |
Отверстия для резьбы - как нарезать резьбу? Пошаговое руководство!
Нарезание отверстий - очень полезный навык. Благодаря ему мы сможем создать в заготовке такое отверстие, в которое сможем вкручивать шурупы. Как нарезать отверстия, чтобы работа шла быстро и качественно? Прорези в отверстии должны быть прямыми и без зазоров, чтобы шуруп можно было вкрутить в отверстие без проблем и надежно. В статье ниже мы познакомим вас с наиболее важной информацией и основными методами нарезания отверстий.Приглашаем к чтению!
Внутренняя и внешняя резьба
Нарезание резьбы можно разделить на два типа.
Внутренний
Внутренняя резьба — это не что иное, как резьбовых отверстий . Делаем в нем прорези, которые будут направлять шуруп. В начале нам нужно просверлить отверстие , которое будет подходить для изготовления необходимой резьбы.
Внешний
Наружная резьба - это нарезание резьбы из стержней, которую мы будем делать с помощью специальных плашек , прикладываемых к заготовке.В этом случае диаметр резьбы должен соответствовать диаметру стержня.
Необходимые инструменты
Мы можем нарезать отверстия вручную или механически.
Нарезание резьбы вручную
Если вы решите использовать ручную резьбу, вам потребуются специальные держатели и соответствующие прямые метчики. Они делятся на три типа:
- плашки - имеют только один рез и применяются на первом этапе нарезания резьбы в отверстиях.
- капельницы - уже имеют два разреза и используются во второй части резьбы.
- Финишеры - Как следует из названия, эти метчики используются для чистовой обработки отверстий и не имеют вырезов.
Механическое нарезание резьбы
Гораздо больше Удобнее и практически без усилий . Механическая нарезка отверстий очень быстрая и точная. Для этой работы нам понадобится сверло или специальный резьбонарезной станок / , который предназначен для данного вида обработки.Для механического нарезания резьбы отверстий , используются механические метчики, которые выполняют все три задачи - нарезание, отрыв и доводку резьбы. Это означает, что g можно использовать для нарезания резьбы одним метчиком , что экономит время на его замену. Метчики прямые используются только для нарезания сквозной резьбы, а спиральные метчики позволяют нарезать сквозную и глухую резьбу.
Специальные резьбонарезные станки
На рынке имеются специально разработанные станки, которые используются для нарезания резьбы.Их конструкция очень похожа на конструкцию дрели, но они отличаются несколькими деталями, которые существенно влияют на удобство и точность выполняемых работ. Электрические резьбонарезные станки можно найти на профессиональных фабриках, где важны время и очень точный рез. Благодаря такому инструменту мы можем нарезать резьбу за одну операцию - высокий крутящий момент , низкий крутящий момент и высокая концентричность это позволяют. Нажав на этот инструмент, мы начинаем нарезание резьбы на правых оборотах, при вытягивании шпинделя автоматически переключается на нарезание резьбы на левых оборотах.
Как делать отверстия?
Как только у нас будут нужные инструменты, мы сможем приступить к работе. Как мы уже упоминали, в самом начале нужно просверлить отверстие соответствующей глубины и диаметра . Затем смажьте отверстие специальным маслом для резьбы .
Машина
Если вы решили использовать машинную нарезку резьбы, то задача проста - достаточно проделать то же, что и для сверления .Помните, однако, что при использовании обычной дрели давайте работать на минимально возможной скорости .
Вручную
Если делать все вручную, то процесс немного сложнее. Метчики устанавливаются в специальный квадратный держатель , вставляются в отверстие и поворачиваются по часовой стрелке. После полного вращения важно сделать небольшой реверс влево , благодаря чему мы сломаем чип и защитим резьбу от повреждений.
Нарезание резьбы – несколько советов
Перед началом нарезания резьбы проверьте , что инструмент надежно закреплен . В противном случае мы можем сломать метчик или сделать очень слабую резьбу, которая не будет работать должным образом. Равномерная подача очень важна для нарезания резьбы. Если это не хорошо, мы можем расширить резьбу и повредить ее. Также следует помнить, что перед началом работы нам необходимо тщательно подобрать диаметр сверла и метчики .
Мы надеемся, что приведенная выше статья окажется для вас полезной! Как видите, нарезать отверстия не так уж и сложно - высокое качество резьбы зависит в первую очередь от нашего терпения и аккуратности.
.Сверла большого диаметра Blacksmith
Настройки файлов cookie
Здесь вы можете определить свои предпочтения в отношении использования нами файлов cookie.Требуется для работы страницы
Эти файлы cookie необходимы для работы нашего веб-сайта, поэтому вы не можете их отключить.
Функциональный
Эти файлы позволяют использовать другие функции сайта (кроме необходимых для его работы).Включив их, вы получите доступ ко всем функциям веб-сайта.
Аналитический
Эти файлы позволяют нам анализировать наш интернет-магазин, что может способствовать его лучшему функционированию и адаптации к потребностям Пользователей.
Поставщики аналитического программного обеспечения
Эти файлы используются поставщиком программного обеспечения, под которым работает наш магазин.Они не объединяются с другими данными, введенными вами в магазине. Целью сбора этих файлов является выполнение анализа, который будет способствовать разработке программного обеспечения. Вы можете прочитать больше об этом в политике использования файлов cookie Shoper.
Маркетинг
Благодаря этим файлам мы можем проводить маркетинговые мероприятия.
.









 Вызов дизайнера:
Вызов дизайнера:


Действующие акции

скидка для внимательных клиентов 7% от общей стоимости заказа.

