Салон штор в Санкт-Петербурге




Что нужно для пайки паяльником
Пайка для начинающих / Хабр
Мои отношения с радио- и микроэлектроникой можно описать прекрасным анекдотом про Льва Толстого, который любил играть на балалайке, но не умел. Порой пишет очередную главу Войны и Мира, а сам думает «тренди-бренди тренди-бренди...». После курсов электротехники и микроэлектроники в любимом МАИ, плюс бесконечные объяснения брата, которые я забываю практически сразу, в принципе, удается собирать несложные схемы и даже придумывать свои, благо сейчас, если неохота возиться с аналоговыми сигналами, усилениями, наводками и т.д. можно подыскать готовую микро-сборку и остаться в более-менее понятном мире цифровой микроэлектроники.
К делу. Сегодня речь пойдет о пайке. Знаю, что многих новичков, желающих поиграться с микроконтроллерами, это отпугивает. Но, во-первых, можно воспользоваться макетными платами, где просто втыкаешь детали в панель, без даже намека на пайку, как в конструкторе.
Так можно собрать весьма кучерявое устройство.
Но иногда хочется таки сделать законченное устройство. Опять-таки, не обязательно «травить» плату. Если деталей немного, то можно использовать монтажную плату без дорожек (я использовал такую для загрузчика GMC-4).
Но вот паять таки придется. Вопрос как? Особенно, если вы этого никогда раньше не делали. Я, возможно, открою Америку, но буквально несколько дней назад я сам для себя открыл волшебный мир пайки без особого геморроя.
До сего времени мое понимание сути процесса ручной пайки было следующим. Берется паяльник (желательно с жалом не в форме шила, а с небольшим уплощением, типа лопаточки), припой и канифоль. Для запайки пятачка, ты берешь капельку припоя на паяльник, макаешь паяльник в канифоль, происходит «пшшшшш», и пока он идет, ты быстро-быстро касаешься паяльником места пайки (деталь, конечно, должна быть уже вставлена), и после нескольких мгновений разогрева припой должен каким-то волшебным образом переходить на место пайки.
Увы, у меня такой метод работал очень плохо, практически не работал. Детали нагревались, но припой никуда с паяльника не переходил. Очевидно, что проблема была в катализаторе, то есть канифоли. Того «пшшшшш», что я делал, опуская конец паяльник в канифоль, явно не хватало, чтобы «запустить» процесс пайки. Пока ты тащишь паяльник к месту пайки, вся почти канифоль успевает сгореть. Именно поэтому, кстати, мне была совершенно непонятна природа припоя, внутри которого уже содержится флюс (какой-то вид катализатора, типа канифоли). Все равно, в момент набирания припоя на паяльник весь флюс успевает сгореть.
Экспериментальным путем я нашел несколько путей улучшить процесс:
- Лудить места пайки заранее. Реально, при пайке деликатных вещей, типа
микросхем это крайне непрактично. Тем более, обычно, их ножки уже
луженые. - Крошить канифоль прямо на место пайки. Аккуратно кладешь кристаллик канифоли прямо на место пайки, и тогда «пшшшшш» происходит прямо там, что позволяет припою нормально переходить с паяльника. Увы, после такой пайки плата вся обгажена черными заплесами горелой канифоли. Хотя она и изолятор, но порой не видно дефектов пайки.Поэтому плату надо мыть, а это отдельный геморрой. Да и само выкрашивание делает пайку крайне медленной. Так я паял Maximite.
- Использовать жидкой флюс. По аналогии с выкрашиваем канифоли, можно аккуратно палочкой класть капельку жидкого флюса (обычно, он гораздо «сильнее» канифоли), и тогда будет активный «пшшшшш», и пайка произойдет. Увы, тут тоже есть проблемы. Не все жидкие флюсы являются изоляторами, и плату тоже надо мыть, например, ацетоном. А те, что являются изоляторами все равно остаются на плате, растекаются и могут мешать последующей внешней «прозвонке». Выход — мыть.
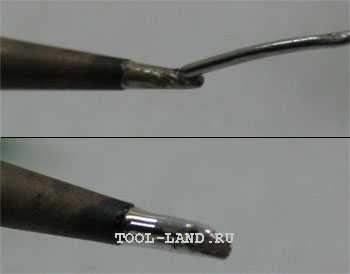
Итак, мы почти уже у цели. Я так подробно все пишу, так как, честно, для меня это было прорыв. Как я случайно открыл, все, что нужно для пайки несложных компонент — это паяльник, самый обычный с жалом в виде шила:

и припой c флюсом внутри:

ВСЕ!
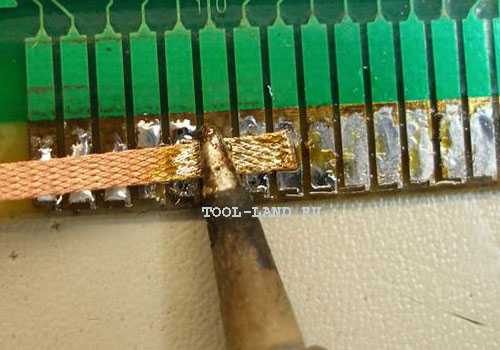
Все дело в процессе. Делать надо так:
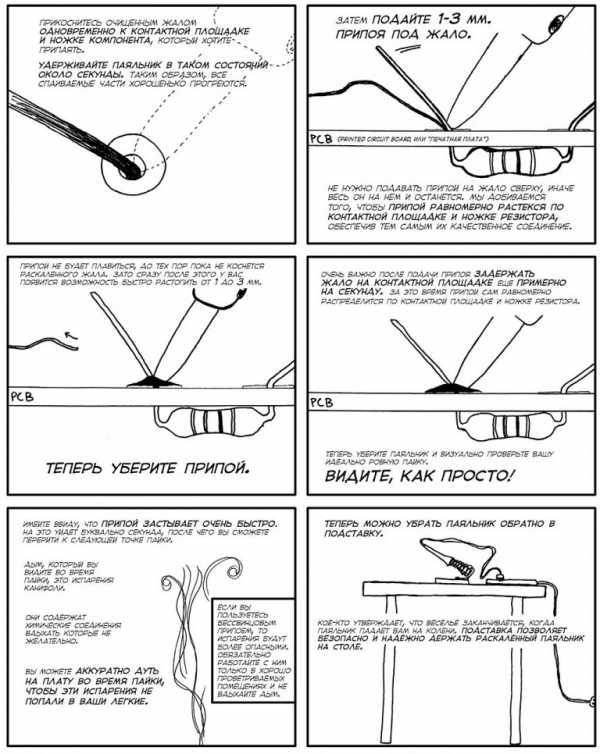
- Деталь вставляется в плату и должна быть закреплена (у вас не будет второй руки, чтобы держать).
- В одну руку берется паяльник, в другую — проволочка припоя (удобно, если он в специальном диспенсере, как на картинке).
- Припой на паяльник брать НЕ НАДО.
- Касаетесь кончиком паяльника места пайки и греете его. Обычно, это секунды 3-4.
- Затем, не убирая паяльника, второй рукой касаетесь кончиком проволочки припоя с флюсом места пайки. В реальности, в этом месте соприкасаются сразу все три части: элемент пайки и его отверстие на плате, паяльник и припой. Через секунду происходит «пшшшшш», кончик проволочки припоя плавится (и из него вытекает немного флюса) и необходимое его количество переходит на место пайки. После секунды можно убирать паяльник с припоем и подуть.
Ключевой момент тут, как вы уже поняли, это подача припоя и флюса прямо на место пайки. А «встроенный» в припой флюс дает его необходимое минимальное количество, сводя засирание платы к минимуму.
Ясное дело, что время ожидания на каждой фазе требует хотя бы минимальной практики, но не более того. Уверен, что любой новичок по такой методике сам запаяет Maximite за час.
Напомню основные признаки хорошей пайки:
- Много припоя еще не значит качественного контакта. Капелька припоя на месте контакта должна закрывать его со всех сторон, не имея рытвин, но не быть чрезмерно огромной бульбой.
- По цвету пайка должна быть ближе к блестящей, а не к матовой.
- Если плата двухсторонняя, и отверстия неметаллизированные, надо пропаять по указанной технологии с обоих сторон.
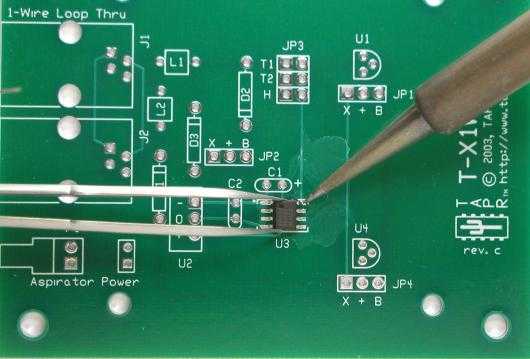
Стоит заметить, что все выше сказанное относится к пайке элементов, которые вставляются в отверстия на плате. Для пайки планарных деталей процесс немного более сложен, но реален. Планарные элементы занимают меньше места, но требуют более точного расположения «пятачков» для них.
Планарные элементы (конечно, не самые маленькие) даже проще для пайки в некотором роде, хотя для самодельных устройств уже придется травить плату, так как на макетной плате особого удобства от использования планарных элементов не будет.
Итак, небольшой, почти теоретический бонус про пайку планарных элементов. Это могут быть микросхемы, транзисторы, резисторы, емкости и т.д. Повторюсь, в домашних условиях есть объективные ограничения на размер элементов, которых можно запаять обычным паяльником. Ниже я приведу список того, что лично я паял обычным паяльником-шилом на 220В.
Для пайки планарного элемента уже не получится использовать припой на ходу, так как его может «сойти» слишком много, «залив» сразу несколько ножек. Поэтому надо предварительно в некотором роде залудить пятачки, куда планируется поставить компонент. Тут, увы, уже не обойтись без жидкого флюса (по крайне мене у меня не получилось).
Фаза 1
Капаете немного жидкого флюса на пятачек (или пятачки), берете на паяльник совсем немного припоя (можно без флюса). Для планарных элементов припоя вообще надо очень мало. Затем легонько касаетесь концом паяльника каждого пятачка. На него должно сойти немного припоя. Больше чем надо, каждый пятачек «не возьмет».
Фаза 2
Берете элемент пинцетом. Во-первых, так удобнее, во-вторых пинцет будет отводить тепло, что очень важно для планарных элементов. Пристраиваете элемент на место пайки, держа его пинцетом. Если это микросхема, то надо держать за ту ножку, которую паяете. Для микросхем теплоотвод особенно важен, поэтому можно использовать два пинцета. Одним держишь деталь, а второй прикрепляешь к паяемой ножке (есть такие пинцеты с зажимом, которые не надо держать руками). Второй рукой снова наносишь каплю жидкого флюса на место пайки (возможно немного попадет на микросхему), этой же рукой берешь паяльник и на секунду касаешься места пайки. Так как припой и флюс там уже есть, то паяемая ножка «погрузится» в припой, нанесенный на стадии лужения. Далее процедура повторяется для всех ног. Если надо, можно подкапывать жидкого флюса.
Когда будете покупать жидкий флюс, купите и жидкость для мытья плат. Увы, при жидком флюсе лучше плату помыть после пайки.
Сразу скажу, я ни разу не профессионал, и даже не продвинутый любитель в пайке. Все это я проделывал обычным паяльником. Профи имеют свои методы и оборудование.
Конечно, пайка планарного элемента требует куда большей сноровки. Но все равно вполне реально в домашних условиях. А если не паять микросхемы, а только простейшие элементы, то все еще упрощается. Микросхемы можно покупать уже впаянные в колодки или в виде готовых сборок.
Вот картинки того, что я лично успешно паял после небольшой тренировки.
Это самый простой вид корпусов. Такие можно ставить в колодки, которые по сложности пайки такие же. Эти элементарно паяются по первой инструкции.
Следующие два уже сложнее. Тут уже надо паять по второй инструкции с аккуратным теплоотводом и жидким флюсом.
Элементарные планарные компоненты, типа резисторов ниже, весьма просто паяются:
Но есть, конечно, предел. Вот это добро уже за пределами моих способностей.
Под занавес, пару дешевых, но очень полезных вещей, которые стоит купить в дополнение к паяльнику, припою, пинцету и кусачкам:
- Отсос. Изобретателю этого устройства стоит поставить памятник. Налепили много припоя или запаяли не туда? Сам припой, увы, обратно на паяльник не запрыгнет. А вот отсосом убирается элементарно. Одной рукой разогреваете паяльником место «отпайки». Второй держите рядом взведенный отсос. Как «оттает», нажимаете на кнопку, и припой прекрасным образом спрыгивает в отсос.

- Очки. Когда имеешь дело с ножками и проводами, может случиться, что разогретая ножка отпружинит, и припой с нее куда-то полетит, возможно, в глаз. С этим лучше не шутить.

Успехов в пайке! Запах канифоли — это круто!
Что нужно для пайки паяльником в домашних условиях | PoweredHouse
Когда паяльник включается в сеть первый раз, часто он начинает дымить. Это выгорают смазочные материалы, которые были использованы в процессе производства. Когда дым перестает выделяться, паяльник выключают, ждут пока он остынет. Дальше надо заточить жало.
Перед тем как заточить жало паяльника для пайки, необходимо разобраться, для какого именно процесса спаивания будет применяться инструмент, и какая форма для этого окажется подходящей. К примеру, варианты, как заточить паяльник для пайки микросхем и проводов, могут сильно отличаться. На рынке встречаются различные готовые модели, но если приходится делать все самому, нужно планировать выбор заранее.
К основным формам относятся:
- Игла. Сложный в обработке вариант, но очень распространенный в использовании. Особенно часто он встречается в комплекте жал для паяльных станций. Его применяют для выпаивания небольших деталей из микросхем. У него небольшая теплоотдача, но для своих целей данная форма жала незаменима.
- Односторонний срез. Жало, на котором присутствует скос, является универсальной разновидностью, именно на него падает выбор большинства. Его относительно легко обточить, здесь не нужны особые умения. Используется оно для пайки радиодеталей и проводов. Жала с большим диаметром подходят для массивных компонентов.
- Клин. Данная разновидность представляет собой вариант с двусторонним срезом. По своему принципу работы она мало чем отличается от одностороннего среза, но это по большей части касается личных предпочтений. Чаще всего такие наконечники обладают большим диаметром. Сложностей с тем, как правильно заточить жало паяльника под конус, не возникает.
- Ножевидное. Это не самое удобное в использовании жало. Оно обладает достаточно специфической сферой применения. Пригодится для очищения поверхностей контактов. Для создания данного типа наконечник нужно сделать в виде лезвия ножа.
- П-образной формы. Разновидность используется для SMD-компонентов. Специфическая форма позволяет нагревать сразу два контакта, благодаря чему пайка сильно упрощается. Однако необходимо угадать с соответствием жала и размеров деталей, задействованных в работе.
- Тоннель. Применяется преимущественно для мощных моделей, от 100 Вт и больше. Также его используют в паяльных станциях. Самостоятельно изготовить такую форму достаточно сложно. Ее применяют для больших теплоемких процессов, таких как пайка меди и прочее.
Типы жал паяльника
Если жало паяльника не имеет защитного покрытия, его необходимо залудить — покрыть тонким слоем олова. Это защитит его от коррозии и быстрого износа. Делают это при первом же включении инструмента, когда дым перестал выделяться.
Первый способ лужения жала паяльника:
- довести до рабоче температуры;
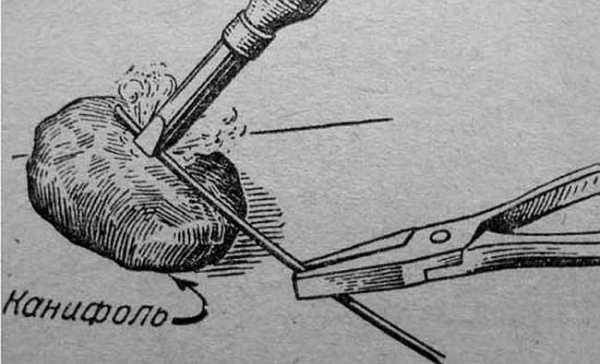
- прикоснуться к канифоли;
- расплавить припой и растереть его вдоль всего жала (можно деревянной щепкой).
Второй способ. Смочить тряпку раствором хлористого цинка, нагретое жало потереть о тряпку. Расплавить припой и куском поваренной каменной соли растереть его по всей поверхности жала. В любом случае медь должна покрыться тонким слоем олова.
Мощность паяльника выбирается в зависимости от характера работы:
- Для работы с электронными элементами — 40-60 Вт.
- С толщиной спаиваемых деталей до 1 мм — 80-100 Вт.
Толстостенные элементы — со стенкой 2 мм — требуют мощности от 100 Вт и выше.Паяльники бывают разной мощности, работают от разного напряжения
В домашнем хозяйстве достаточно иметь два паяльника — один маломощный — 40-60 Вт, и один «средний» — около 100 Вт. С их помощью можно будет покрыть около 85-95% потребностей. А пайку толстостенных деталей все равно лучше доверить профессионалу — тут нужен специфический опыт.
Подготовка к пайке
Сначала поговорим о том, как правильно паять паяльником провода. Для начала надо удалить изоляцию. Длина оголяемого участка может быть разной — если паять собираетесь проводку — силовые провода, оголяют 10-15 см. Если припаять надо малоточные проводники (те же наушники, например), длина оголяемого участка небольшая — 7-10 мм.
После снятия изоляции необходимо провода осмотреть. Если есть на них лак или оксидная пленка, ее надо удалить. У свежезачищенных проводов оксидной пленки обычно не бывает, а лак иногда присутствует (медь имеет не рыжий цвет, а коричневатый). Оксидную пленку и лак можно удалить несколькими способами:
- Механически. Использовать наждачную бумагу с мелким зерном. Ею обрабатывают оголенную часть провода. Так можно сделать с одножильными проводами довольно большого диаметра. Обрабатывать наждачной бумагой тонкие проводки неудобно. Многожильные так вообще можно оборвать.
- Химический способ. Оксиды хорошо растворяются спиртом, растворителями. Лаковое защитное покрытие снимается при помощи ацетилсалициловой кислоты (обычный аптечный аспирин). Провод кладут на таблетку, прогревают паяльником. Кислота разъедает лак.
В случае с лакированными (эмалированными) проводами можно обойтись без зачистки — нужно использовать специальный флюс, который так и называется «Флюс для пайки эмалированных проводов». Он сам разрушает защитное покрытие во время пайки. Только чтобы впоследствии он не начал разрушать проводники, его после окончания пайки его надо удалить (влажной тряпкой, губкой).
Если припаять надо провод к какой-то металлической поверхности (например, провод заземления к контуру), процесс подготовки мало чем меняется. Площадку, к которой будет припаиваться провод, надо зачистить до чистого металла. Сначала механически удаляются все загрязнения (включая краску, ржавчину и т.д.), после чего при помощи спирта или растворителя поверхность обезжиривается. Далее можно паять.
Обработка флюсом или лужение
При пайке главное — обеспечить хороший контакт спаиваемых деталей. Для этого перед началом пайки соединяемые детали надо залудить или обработать флюсом. Эти оба процесса взаимозаменяемы. Их основное назначение — улучшить качество соединения, облегчить сам процесс.
Лужение
Для обработки проводов потребуется хорошо разогретый паяльник, кусок канифоли, небольшое количество припоя.
Берем зачищенный провод, укладываем его на канифоль, прогреваем паяльником. Прогревая, поворачиваем проводник. Когда провод окажется весь в расплавленной канифоли, на жало паяльника набираем немного припоя (просто прикасаемся жалом). Затем вынимаем провод из канифоли и кончиком жала проводим по оголенному проводнику.
При этом припой тончайшей пленкой покрывает металл. Если это медь, из желтой, она становится серебристой. Провод тоже надо немного поворачивать, а жало двигать вверх/вниз. Если проводник хорошо подготовлен, он полностью становится серебристым, без пропусков и желтых дорожек.
Обработка флюсом
Тут все и проще, и сложнее. Проще в том смысле, что нужен только состав и кисточка. Кисточку обмакиваем в флюс, наносим тонким слоем состав на место пайки. Все. В этом простота.
Сложность в выборе флюса. Есть много разновидностей этого состава и под каждый вид работы надо подбирать свой. Так как сейчас говорим о том, как правильно паять паяльником провода или электронные компоненты (платы), то приведем несколько примеров хороших флюсов для этого типа работ:
- Для пайки медных и алюминиевых проводов подходит бура, флюс ЛТИ-120.
- Паять медь лучше — ПОС-60, ПОС-50, ПОС-40.
Для алюминия — ЦО-12, П-250А, ЦА-15.Флюсы есть разные, подбирать их надо аккуратно
Для пайки электронных компонентов (печатных плат) не используйте активные (кислотные) флюсы. Лучше — на водной или спиртовой основе. Кислотные же имеют хорошую электропроводность, что может нарушить работу устройства. Также они очень химически активны и могут вызвать разрушение изоляции,коррозию металлов. Благодаря своей активности они очень хорошо подготавливают к пайке металлы, потому их используют, если надо припаять провод к металлу (обрабатывают саму площадку). Наиболее распространенный представитель — «Паяльная кислота».
Разогрев и выбор температуры
Если хотите знать, как правильно паять паяльником, надо научиться определять достаточно ли разогрето место пайки. Если пользуетесь обычным паяльником, ориентироваться можно по поведению канифоли или флюса. При достаточном уровне нагрева они активно кипят, выделяют пар, но не горят. Если поднять жало, капли кипящей канифоли остаются на кончике жала.
При использовании паяльной станции исходят из таких правил:
- Температура нагрева деталей должна быть на 40-80°С больше температуры плавления припоя (указана на упаковке).
Температура наконечника паяльника должна быть на 20-40°С выше температуры нагрева деталей.При нагреве надо смотреть на состояние канифоли — когда она активно кипит, но не дымит — самое время начинать пайку
То есть, на станции выставляем на 60-120°С выше, чем температура плавления припоя. Зазор температур, как видите большой. Как выбрать? Зависит от теплопроводности спаиваемых металлов. Чем лучше он отводит тепло, тем более высокой должна быть температура.
Внесение припоя
Когда место пайки достаточно разогрето, можно добавлять припой. Его вносят двумя способами — расплавленное, в виде капли на жале паяльника или в твердом виде (проволоку припоя) непосредственно в зону пайки. Первый метод используется если область пайки небольшая, второй — при значительных площадях.
В случае, если надо внести небольшое количество припоя, его касаются жалом паяльника. Припоя достаточно, если жало стало белым, а не желтым. Если повисла капля — это перебор, ее надо удалить. Можно стукнуть пару раз по краю подставки. Потом сразу возвращаются в зону пайки, проводя жалом вдоль места пайки.
Во втором случае проволоку припоя вводим непосредственно в зону пайки. Нагревшись, он начинает плавиться, растекаясь и заполняя пустоты между проводами, занимая место испаряющегося флюса или канифоли. В этом случае надо вовремя убрать припой — его переизбыток тоже не очень хорошо влияет на качество пайки. В случае с пайкой проводов это не так критично, а вот при пайке электронных элементов на платах очень важно.
После завершения пайки, если обрабатывали провода кислотными флюсами, после остывания припоя, его остатки надо смыть. Для этого используют влажную тряпку или губку. Их смачивают в растворе моющего средства или мыла, после — удаляют влагу, просушивают.
Читайте также:
Что такое паяльный жир, и для чего он нужен?
Как правильно произвести расчет сварного соединения
Правильная заделка концов тросов U-образными зажимами
Правильный угол заточки сверла по металлу
Классы прочности Болтов, Винтов, Шпилек, Гаек. Маркировка прочности крепежа
Маркировка болтов и гаек с расшифровкой
Слесарные тиски и их виды
Если нет шуруповерта. Как правильно монтировать гипсокартон электродрелью
Как отличить саморезы для дерева
Как правильно паять — Радиомастер инфо
 Навыки пайки могут понадобиться для надежного соединения проводов, при ремонте и изготовлении радиоэлектронных устройств и т.д. Пайка металлических элементов – это их соединение расплавленным припоем.
Навыки пайки могут понадобиться для надежного соединения проводов, при ремонте и изготовлении радиоэлектронных устройств и т.д. Пайка металлических элементов – это их соединение расплавленным припоем.
Припой – это смесь олова, свинца и специальных добавок.
Что нужно для пайки?
Паяльник.
Припой, флюс.
Инструменты.
Рассмотрим по – порядку.
Паяльник.
Это основной инструмент при пайке. Разновидностей паяльников очень много. Вот некоторые из них:
Паяльник мощностью 40 Вт
 Паяльник мощностью 25 Вт
Паяльник мощностью 25 Вт
 Газовый паяльник
Газовый паяльник

Главные критерии по выбору паяльника такие:
— мощность паяльника должна соответствовать теплоемкости (проще габаритам) спаиваемых деталей, чем крупнее детали, тем больше мощность паяльника;
— форма жала паяльника должна быть удобной для пайки. Если это малогабаритные радиодетали, то удобно жало заточенное как притупленный карандаш, если металлический экран – то жало приплюснутое и т.д.;
— очень важно иметь устройство для регулировки напряжения, поступающего на паяльник. Это может быть ЛАТР (лабораторный автотрансформатор) или простейший тиристорный регулятор напряжения. Наличие регулятора позволит не допустить перегрева жала паяльника.

Удобно пользоваться паяльной станцией, в которой есть регулировка температуры жала паяльника и, как правило, фен для пайки SMD деталей или демонтажа многовыводных радиодеталей.
Припой.
Припой должен быть подобран по составу и температуре плавления. Есть легкоплавкие (мягкие) припои, с низкой температурой плавления до 300 градусов, например, ПОС-61 и тугоплавкие (твердые) с более высокими температурами плавления, например ПМЦ-54. Легкоплавкие припои применяются в устройствах, где при работе нет высоких температур и спаиваемые детали не допускают существенного нагрева, это как правило радиоэлектронные устройства (телевизоры, компьютеры и т.д.).
Если устройство при работе нагревается (блоки в моторном отсеке автомобиля, бытовая техника и т.д.) то паять нужно тугоплавким припоем, иначе при работе контакт расплавится.
ПОС-61 – припой оловянно – свинцовый. 61 – это процент содержания олова, чем меньше эта цифра, тем в припое меньше олова, а свинца больше и температура плавления соответственно выше.
Есть ряд специальных припоев, с добавками, которые придают им особые свойства. Это припой с добавлением меди и цинка (ПМЦ-54), припой с добавлением меди, цинка и серебра (ПСр-45), припой для пайки алюминия HTS-2000 и т.д.

Флюс.
Флюс – это специальное вещество для очистки поверхности спаиваемых деталей в процессе пайки и предохранения от окисления до покрытия припоем.

Самый простой и распространенный флюс – это канифоль. Ассортимент паяльных флюсов очень широкий. Есть активные флюсы. Раньше в качестве флюса просто применяли кислоту, буру и т.д.
Главное нужно помнить, что многие флюсы, особенно активные, являются плохими изоляторами, а то и вовсе проводят ток, как некоторые кислотные. Если пользоваться таким флюсом при ремонте радиоэлектроники, то это приведет к выходу ее из строя, так как после пайки на плате появятся перемкнутые флюсом контакты.
Для пайки электронных плат есть специальные флюсы с отличными изоляционными параметрами, например, вот этот:

Если нет возможности приобрести хороший флюс, можно растворять канифоль в техническом спирте и применять как флюс.
В любом случае, после окончания пайки, лучше тщательно промыть место пайки техническим спиртом и дать ему хорошо высохнуть.
Инструменты.
При пайке необходимы:
Пинцет
Кусачки
Плоскогубцы
Нож или скальпель
Держатель плат (маленькие тиски или зажим)

Технология пайки, основные моменты.
Перед пайкой очистить и залудить жало паяльника. Когда паяльник нагрелся жало можно очистить ветошью или плотной бумагой. Если жало черное и коррозировано, то выровнять и придать ему нужную форму напильником.
Жало лудить сразу после очистки и не оставлять его сухим, для этого периодически помещать в канифоль.
Лудить жало, помещая его в канифоль, затем в припой. Припой лучше расположить на кусочке луженой жести. Жалом паяльника потереть припой, затем его поместить в канифоль, и так несколько раз, пока жало не покроется припоем.

Если не пользуетесь паяльником, снизить напряжение, чтобы жало не выгорало. Припой должен держаться на жале.
Спаиваемые детали предварительно нужно залудить. Если они залужены и чистые, достаточно покрыть флюсом и паять. Если выводы деталей окислены и почернели, зачистить их канцелярской резинкой (теркой), или скальпелем. После этого выводы покрыть флюсом и залудить. Пайку осуществлять, прикладывая припой к месту пайки. Удобно, если припой проволочный с канифолью или флюсом внутри.
Правильно запаянный контакт выглядит округлым, олово растекается самостоятельно по всей поверхности контакта, припой блестит.
Если канифоль шипит и брызгает – жало перегрето. Перегретое жало не держит припой, быстро выгорает и чернеет. В таком случае нужно уменьшать напряжение на паяльнике.
Если температура жала недостаточна, припой плохо плавится и тянется за жалом, пайка имеет острые рваные края. Непрогретая пайка трескается и контакт пропадает.
При пайке радиодеталей, которые боятся статического заряда (высокочастотные полевые транзисторы и т.д.) нужно применять специальные меры:
— использовать статический браслет, который соединить с общим проводом устройства и жалом паяльника. Дополнительно можно тонким проводом обмотать выводы транзистора, таким образом перемкнув их между собой. После того как контакты запаяны, убрать этот провод.
Не забываем после окончания пайки промыть место пайки техническим спиртом и дать ему высохнуть.
Если паяльник маломощный и не прогревает крупную деталь, например, тюнер телевизора, можно подогреть место пайки дополнительным паяльником или феном паяльной станции.
При пайке полупроводниковых деталей важно не перегревать их, иначе они могут выйти из строя. Если кремниевые полупроводники выдерживают нагрев около 1000С, то германиевые намного меньше, до 700С. Как теплоотвод, можно использовать пинцет, удерживая ним деталь за вывод, который паяется.
Технология выпаивания радиодеталей, у которых много выводов, основные моменты.
Для неподготовленных людей выпаять трансформатор, у которого десять выводов, это настоящее испытание, хотя, имея информацию, приведенную ниже, сделать это совсем не сложно.
Способы, как это можно сделать:
- Применить оловоотсос

- Применить паяльник оловоотсос

- Использовать специальную трубку (заточенную медицинскую иглу)
 Такой иглой удобно демонтировать микросхемы. Нагреваем один вывод и одновременно одеваем на него иглу. Игла отделяет вывод от припоя. Пару секунд ждем пока припой остынет и переходим к следующему выводу. Освободив по очереди все выводы, снимаем микросхему с платы. Для установки новой микросхемы отверстия в плате уже готовы.
Такой иглой удобно демонтировать микросхемы. Нагреваем один вывод и одновременно одеваем на него иглу. Игла отделяет вывод от припоя. Пару секунд ждем пока припой остынет и переходим к следующему выводу. Освободив по очереди все выводы, снимаем микросхему с платы. Для установки новой микросхемы отверстия в плате уже готовы.
Если необходимо выпаять деталь с толстыми выводами, можно подобрать иглу соответствующего диаметра или использовать самодельную трубку из алюминия с отверстием нужного диаметра. Технология выпаивания такая же, как и иглой.
- Использовать для сбора олова оплетку экранированного кабеля
Ее нужно помещать в расплавленный припой. Припой будет оставаться на этой оплетке и таким образом место пайки будет очищаться от припоя.
- Применять фен паяльной станции. На фен одеваем насадку, которая позволит одновременно нагревать все выводы выпаиваемой детали. Прогреваем все выводы одновременно и вынимаем деталь.

Материал статьи продублирован на видео:
несколько секретов пайки Тонкая пайка
Разнообразные методы и способы пайки используются всегда для того, чтобы собрать любую электрическую схему, создать готовую с радиоэлементами, чтобы все детали крепко держались на своих местах. Пайке подвергают не только разные но и лампочки, резисторы, транзисторы, диоды, микросхемы, ключи, кнопки, мостовые схемы и т.д. Далеко не каждый знает, как припаять провод к проводу, хотя такое умение бывает иногда очень необходимо.
Пайка вам сможет пригодиться даже в домашних условиях: если у вас от перепада напряжения в сети случайно перегорел провод в вашем любимом радио, или вы решили собрать своими руками усилитель, чтобы на вашей вечеринке музыка была погромче.
Выбор паяльника и остальных инструментов
Перед тем как приступить непосредственно к пайке, нужно выбрать паяльник и все остальное, что может понадобиться для работы.
В первую очередь выбирается паяльник, они отличаются по мощности. Поэтому следует учитывать, что именно нужно спаять. Если это радиоэлементы, боящиеся сильного перегрева, или микросхемы, то оптимальная мощность паяльника будет 5-20 ватт. Чтобы припаять провод к проводу или клемме, подойдет паяльник с мощностью 40-50 ватт. Для соединения элементов из металла, которые имеют толщину от 3 мм, нужно выбирать паяльник с мощностью от 50 ватт.
Также для работы с паяльником вам нужно приготовить:
Длинный пинцет;
Плоскогубцы;
Канифоль, флюс или паяльную кислоту.
Как подготовиться к пайке
Перед работой жало паяльника очищается от нагара путем его зачистки напильником. Затем паяльник подключают к сети, нагревают и окунают в канифоль.
Если вы ни разу не работали с паяльником и не знаете, как припаять провод к проводу, вам нужно потренироваться.

Для этого возьмите кусок ненужного провода без изоляции и разделите на 12 приблизительно равных частей по 2,5 см каждая. Используя пинцет, паяльник, припой и флюс, постарайтесь собрать из этих кусочков куб. Это будет хорошей тренировкой для обучения пайке. После того как конструкция готова, дайте ей остыть и проверьте, насколько крепко держаться все соединения. Если что-то отвалилось - перепаяйте.
Перед работой все места, где будет произведена пайка, необходимо залудить.
Важные правила пайки
Пайка проводов паяльником требует соблюдения определенных правил, чтобы в результате работа была аккуратна и надежна. Для пайки необходим припой, наиболее часто используемыми будут Последний успешно и наиболее часто применяется на производстве. Чтобы произвести пайку, нужно прогреть то место, куда будет нанесен припой, до той температуры, чтобы припой смог расплавиться, а провода не перегрелись.
Вся работа по спаиванию проводов состоит из последовательных этапов:
Провода подготавливаются к пайке. Окисная пленка должна быть удалена протиранием или канифолью.
Заранее нагретый паяльник подносится к припою, его берется совсем немного, чтобы избежать больших наплывов в местах спаивания.
Прикладывается припаиваемый провод к проводу и к месту их соприкосновения подносится паяльник ровно на то время, которое нужно, чтобы припой остался на месте стыка проводов.
Не нужно паяльник слишком сильно задерживать возле проводов. Достаточно пары секунд, чтобы припой скрепил провода. После того как жало убирается с места пайки, припой застывает. Чтобы место соединения не пришлось перепаивать, и оно получилось аккуратным, провода нужно подержать неподвижно до полного затвердевания припоя. Если в месте пайки оказался переизбыток флюса - его надо удалить. Это нужно, чтобы место пайки со временем не окислилось.
Прежде чем вы сможете попрактиковаться на личном опыте, как припаять провод к проводу, приведем несколько полезных советов, которые вам могут понадобиться.
Во время пайки не нужно использовать много припоя, его достаточно чуть-чуть, чтобы припой мог попасть в микрозазоры материала и скрепить провода. Этого будет достаточно, чтобы силы межмолекулярного взаимодействия начали действовать.
Чтобы удалить излишки припоя, можно использовать экранирующую оплетку, взятую у любого кабеля. А также использовать паяльник, у которого на жале есть ложбинка, в которую попадает лишний припой при касании места спайки.
Слишком большое количество припоя может вызвать замыкание контактов.
Если взять слишком мало припоя на кончик паяльника - вы не сможете ничего спаять.
Если на паяльнике останется много нагара или флюса - пайка получится некачественная. То же самое будет, если паяльник не нагрет до нужной температуры.
Не забывайте, что паять надо при хорошей вытяжке или в хорошо проветриваемом помещении.
Теперь вы знаете, как припаять провод к проводу правильно.
Умение паять в современной жизни, насыщенной электроприборами и электроникой, необходимо так же, как умение пользоваться отверткой. Методов пайки металлов существует много, но прежде всего нужно знать, как правильно паять паяльником. Такое, казалось бы, несложное действо имеет массу тонкостей и нюансов - начиная с выбора инструмента и заканчивая мерами безопасности при работе с ним.
Общие вопросы
Используют именно металлы, они имеют свойство растекаться по поверхности, если находятся в расплавленном виде. Этому способствуют силы гравитации и умеренного натяжения. Это свойство позволяет соединять несколько деталей. Они покрываются слоем припоя, фиксируя элементы в определенном положении.
Казалось бы, все элементарно: расплавил металл и покрыл им место крепления частей. На практике наблюдается более сложная ситуация, ведь важно, чтобы деталь была и прочной и проводимой электрическим током. В идеале слой должен быть тонким, но с максимальной укрывистостью.
Чтобы лучше спр авиться с этой операцией, нужно учитывать следующие моменты:
Умение сделать это правильно - залог успеха. Все не так сложно, ведь встречается немало универсальных вариантов, с помощью которых можно без труда решать большинство актуальных задач при пайке. Вся необходимая информация содержится на этикетках, поэтому перед покупкой какой-нибудь марки внимательно ознакомьтесь с тем, что там написано.
Обычно флюсы нужны для протравливания и удаления оксидной пленки. Кроме того, их применение - отличный способ защитить от коррозии. Без них сложно представить полноценную подготовку к пайке, ведь если детали не будут лудиться, то и качественного сочленения не достигнуть. Как правило, данные вещества представляют собой смеси солей, щелочей и кислот.
Можно выделить два типа флюсов:
Выбор осуществляется на основании конкретных целей, которые необходимо достигнуть. Лучше, чтобы в арсенале присутствовали обе разновидности.
Фиксация осуществляется с помощью припоев . Как правило, в ход идут свинцово-оловянные марки (ПОС). После маркировки обязательно присутствует цифра, которая свидетельствует о концентрации олова. Чем внушительнее этот показатель, тем выше устойчивость к механическим воздействиям и электропроводность. Температура плавления при этом ниже. Свинец в соединении нужен для застывания. Без него олово не сможет сохранить однородность.
В продаже присутствуют особые разновидности припоев, в которых отсутствует свинец (БП). Он заменен индием или цинком. Большой плюс таких соединений - отсутствие токсичности. Температура плавления выше, но и прочность гораздо серьезнее.
Можно отыскать легкоплавкие марки. Это припои Вуда и Розе. Они растекаются при температуре 90−110 градусов. Применяются такие соединения при создании и ремонте аппаратуры.
Разнообразие видов работ и условий, в которых они производятся, породило возникновение нескольких типов паяльного оборудования.
Выбор жала паяльника
 Эта часть конструкции различна по форме и материалу, из которого произведена. Самым примитивным вариантом является шилообразное жало. Вариаций существует много: лопатка, конус, скос и т. д. Выбирая форму, нужно иметь представление о работе, которая будет выполняться этим жалом. Важно приобрести то, что будет обеспечивать максимальную площадь соприкосновения с поверхностью.
Эта часть конструкции различна по форме и материалу, из которого произведена. Самым примитивным вариантом является шилообразное жало. Вариаций существует много: лопатка, конус, скос и т. д. Выбирая форму, нужно иметь представление о работе, которая будет выполняться этим жалом. Важно приобрести то, что будет обеспечивать максимальную площадь соприкосновения с поверхностью.
Как правило, в качестве материала используется медь , в которую добавляются различные примеси (например, хром или никель). Это позволяет улучшить эксплуатационные свойства. В частности, значительно увеличивается долговечность.
Жало без покрытия быстро приходит в негодность. Его приходится периодически чистить и лудить . Чтобы нивелировать этот изъян, рекомендуется отковать этот элемент и обточить с целью придания той или иной формы.
В различных ситуациях этот инструмент может применяться с рядом особенностей, на которые стоит обратить внимание. От этого зависит не только конечное качество, но и степень осуществимости операции в целом.
Пайка проводки
Концы окунаются во флюс и после этого по ним проводим жалом, смоченным этим же раствором. Тут важно стряхивать излишки с проводов . Не пренебрегайте этим, если хотите добиться качественного соединения и безупречного функционирования.
Когда предварительная стадия закончена, скручиваем провода и прогреваем их с небольшим количеством припоя. Все свободное пространство должно быть заполнено расплавленной смесью.
Если подразумеваются многопроволочные жилы, можно обойтись без лужения. Концы просто смачиваются и фиксируются без предварительной обработки жалом. Внутри распределительных щитов эта операция не производится, так как высок риск корродирования. Кроме того, подобные конструкции не относятся к категории разъемных.
Ремонт электроники
 Правильный подход достижим только опытным путем. Если никогда не выполняли подобную работу, воспользуйтесь помощью специалиста, который подскажет, как работать паяльником в этом случае, ведь важно, чтобы кто-то контролировал и вовремя вносил правки в процесс. Но если речь идет о типовой печатной микросхеме , справится даже тот, кто впервые взял в руки инструмент.
Правильный подход достижим только опытным путем. Если никогда не выполняли подобную работу, воспользуйтесь помощью специалиста, который подскажет, как работать паяльником в этом случае, ведь важно, чтобы кто-то контролировал и вовремя вносил правки в процесс. Но если речь идет о типовой печатной микросхеме , справится даже тот, кто впервые взял в руки инструмент.
Легче всего паять мелкие выводные элементы. Предварительно фиксируем их с помощью какого-нибудь вязкого вещества в отверстиях. Плотно прижимаем жало с обратной стороны для прогрева. Затем вводим в место спайки припой (его не должно быть слишком много).
Если выводной элемент болтается, сначала смачиваем его флюсом. При такой технике небольшая капля олова с паяльника переносится на ножку. Вещество стекает, заполняя собой отверстие.
Крупногабаритные детали
Кабельные муфты, баки и посуда отличаются высокой теплоемкостью, поэтому процесс обслуживания и соединения выглядит несколько иначе.
Сначала добиваемся полной неподвижности. Это делается с помощью струбцин или пластилина (воска). Затем выполняется точечная спайка.
Следующий этап - лужение . Оно выполняется в местах фиксации. Важно подойти к этому процессу со всей тщательностью.
Затем - свободное пространство заполняется припоем. Используются специальные составы, отличающиеся тугоплавкостью и способностью сохранять герметичность на протяжении длительного отрезка времени.
Если предстоит сделать крупный шов, роль паяльника может исполнить медный топорик, подогреваемый на огне. Это все, что нужно для пайки в подобных случаях.
Важные моменты
Работа с паяльником не так проста, как это может показаться. Развитие этого умения существенно расширит спектр операций и техник , которые вы сможете использовать.
Умение паять – очень полезный навык, который пригождается в жизни. Каждый мужчина должен знать, что любое соединение кабеля в виде скрутки – очень ненадёжно и некачественно, а вот пайка обеспечит прочное и качественное соединение без каких-либо потерь. Кроме того, в некоторых моментах без пайки не обойтись, например, в ремонте микросхемы, когда нужно отпаять конденсатор и заменить его другим, а также в электрике, перед подключением многожильного провода в электроприборы (счётчик, розетку или выключатель). О пайке медных проводов паяльником – мы и расскажем вам в данной статье.
Ниже мы рассмотрим:
Что необходимо для начала пайки?
Сперва давайте рассмотрим, что нужно для пайки. Для этого нам понадобятся:
- Канифоль;
- Припой (олово).
Канифоль . Канифоль используется с целью очищения поверхности, на которую будет производиться пайка, а также для образования качественного соединения и лучшего растекания припоя. Ещё для этой задачи может быть использована паяльная кислота, но по своим свойствам она уступает канифоли.
Припой . В качестве припоя чаще всего используется олово, которое обеспечивает прочное монолитное соединение, заполняя при этом пустоты.
Подготовив все перечисленные материалы – приступаем к пайке.
Процесс пайки электрическим паяльником
Для начала необходимо подготовить так называемую рабочую поверхность, на которой будет производиться процесс пайки. Лучше всего это делать за столом, но например, при залуживании электрической , иногда это не представляется возможным, поэтому нужно оборудовать спонтанное рабочее место. В качестве рабочей поверхности для пайки отлично подойдёт деревянная доска, толщиной не меньше 1 см. Для паяльника необходим будет удлинитель, если рядом нет . Когда всё подготовлено – приступаем к пайке.
Залуживание концов кабеля
Как уже говорилось, это необходимо делать в соответствии со стандартами подключения электрики: счётчиков, автоматов и т.п. Для начала нужно снять часть изоляции провода на необходимую длину. Ещё один момент: при использовании б/у кабеля рекомендуется откусить концы без изоляции (они наверняка окислились). При использовании многожильного кабеля, жилы необходимо закрутить по часовой стрелке. Далее включаем паяльник в сеть и ждём, пока он нагреется.
Когда паяльник достиг рабочей температуры, кабель кладём на канифоль и утапливаем его паяльником, после чего достаём и равномерно обрабатываем канифолью концы. После этого сразу набираем на паяльник припой и обрабатываем им концы кабеля, равномерно распределяя припой по проводу. При этом, для равномерного нанесения припоя нужно прокручивать кабель. Старайтесь, чтобы не было бугров при зажуливании кабеля. После того как олово остынет, оно создаст прочную монолитную поверхность.

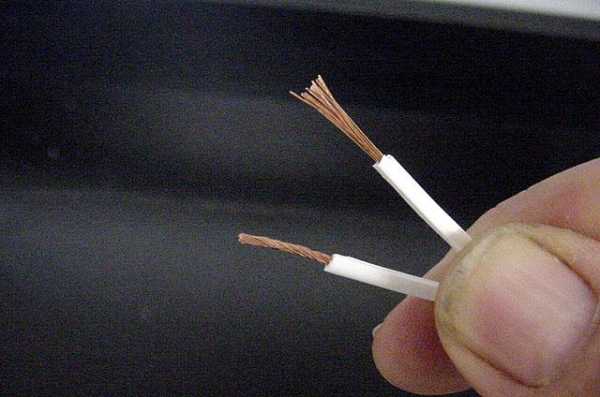
Пайка медного кабеля
Давайте на примере ещё рассмотрим, как спаять два конца медного провода. Это очень нужная процедура, которая обеспечит надёжное и качественное соединение не только медного многожильного электрического кабеля, но и кабеля для наушников, колонок и т.п.
Для того чтобы спаять два конца провода необходимо сначала их залудить, после чего с помощью припоя соединить их. Существует два способа припаивания кабеля:
- Первый способ – когда небольшая часть кабеля накладывается на другой, и они припаиваются;
- Второй способ – когда части кабеля накладываются друг на друга и припаиваются.
Перед пайкой электрического кабеля он должен быть полностью обесточен! Также после пайки провода место соединения необходимо заизолировать термоусадкой, а при её отсутствии изолентой.
На этом собственно и всё. Напоследок предлагаем вашему вниманию посмотреть подробный видеоурок, в котором детально рассказывается и демонстрируется залуживание проводов и их пайка, а также пайка микросхем.
В мире, насыщенном электротехническими металлическими изделиями, умение обращаться с электрическим паяльником и качественно паять всегда могут пригодиться. Известные преимущества пайки различных по размеру деталей позволяют самостоятельно восстанавливать отдельные образцы бытовой техники (телевизионные приёмники, например), ремонтировать различную домашнюю утварь, паять изделия из меди, латуни, серебра.
Прежде чем освоить правильные приёмы обращения с припоями и паяльником в домашних условиях, следует пройти специальный курс, предполагающий обучение пайке и всему, что предшествует этой процедуре. Можно обучаться самостоятельно, но при освоении работы с ювелирными изделиями, сложными электронными схемами, без опытного наставника не обойтись.
С точки зрения организации процесса, пайка металлов с использованием специальных припоев – это набор достаточно простых по своему содержанию операций. Однако, несмотря на кажущуюся лёгкость, правильно паять с первого раза сможет не каждый. При первом знакомстве возникают некоторые затруднения, связанные с отсутствием чёткого представления о том, что и в какой последовательности нужно делать.
- необходимо правильно выбрать основной рабочий инструмент, которым предстоит паять;
- следует побеспокоиться об изготовлении удобной и функциональной подставки, подготовить место, где придется паять большую часть времени;
- обучающийся должен запастись подходящими расходными материалами, без которых не обходится ни одна подобная процедура (припой, жидкий или пастообразный флюс).

И, наконец, начинающий пользователь должен освоить основные технологические приёмы пайки, предполагающие определённую последовательность целенаправленных действий.
Паять можно электрическим паяльником, газовой горелкой или паяльной лампой. Платы, микросхемы принято паять специальными фенами, термостанциями, обеспечивающими равномерный разогрев. Выбор того или иного типа инструмента и подставки или держателя для него определяется температурными условиями, при которых предполагается проводить рабочие операции.
Следующее по порядку требование предполагает подготовку обязательных компонентов, позволяющих правильно спаять любое металлическое соединение. К ним принято относить различные виды припоя, флюсовые добавки и специальные жидкости для пайки, необходимые для улучшения её качества (канифоли и спиртовые составы для лужения).
Все составляющие процесса обязательно подбираются под конкретные условия формирования паяного соединения и с учётом особенностей используемых деталей.
Основные рабочие процедуры
Технологическая карта или схема «правильной» пайки посредством паяльника предполагает следующий порядок проведения операций.
Прежде чем непосредственно паять, поверхности подлежащих пайке предметов очищают от сильных загрязнений и коррозионных наслоений, после чего их следует зачистить до характерного блеска.
После этого места спайки деталей обрабатываются ранее подготовленным флюсом, посредством которого удаётся улучшить условия растекания припоя по поверхности контакта.
Затем контактная площадка или зона пайки подвергаются защитному лужению, сущность которого состоит в нанесении на них расплавленного до жидкого состояния припоя. При этом расходный материал равномерно растекается по поверхности деталей, которые надо паять, и обеспечивает образование надёжного термического соединения.
При подготовке деталей под лужение предпочтение отдаётся пастообразным флюсам, которые удобно наносятся и легко смываются. Перед обработкой и пайкой детали предварительно соединяют посредством механической скрутки или сжатия пассатижами.
После фиксации на них снова наносится флюс, а затем место контакта прогревается с одновременным введением в него прутка припоя (его состав может отличаться от того материала, что использовался для лужения).
Научиться правильно паять своими руками невозможно, если не научиться лудить жало паяльника. Для лужения рабочий наконечник после полного прогрева паяльника следует с усилием прижать к любой покрытой фольгой поверхности и потереть им по расплавленной канифоли с припоем.
Эту операцию следует повторять до тех пор, пока на гранях медного острия не появится характерная плёнка из припоя, обеспечивающая хорошую адгезию с любым металлом.
Вопрос как правильно надо паять, приходит вместе с заинтересованностью о том, для чего же нужна пайка, и что можно сделать с ее помощью. Это раньше паяли преимущественно кастрюли и самовары, а сегодня паять можно и высокотехнологичные вещи.
Возможности пайки
Возможностей для того, чтобы воспользоваться своим умением правильно паять металлические детали и изделия более чем достаточно. Этим способом осуществляется множество сборочных и ремонтных операций. Вот несколько особо важных из них:
- можно паять медные трубки, входящих в состав внутренних магистралей теплообменников и холодильных установок;
- паять элементы различных электронных схем;
- проводить ремонт, пайку ювелирных украшений, очков;
- фиксировать твердосплавные режущие пластины на держателях металлообрабатывающего инструмента;
- в быту пайкой также нередко пользуются при необходимости крепления плоских деталей из меди на металлизированных поверхностях листовых заготовок;
- умение качественно лудить поверхности может пригодиться для защиты элементов металлоконструкций от коррозии.
На начальном этапе обучения искусству пайки рекомендуется использовать самые простые схемы электронных устройств.
Кроме того, посредством рассматриваемого процесса можно спаять детали из разнородных по структуре металлов, а также уплотнять различные виды жёстких соединений.
Виды паяльных операций
 Разнообразие методов пайки объясняется множеством различных факторов, определяющих качество и эффективность её проведения. К таким факторам относятся не только вид паяльного приспособления и тип припоя, который используют в процессе работы, но также и технологические особенности формирования шва. Для поверхностного монтажа деталей на плату надо научиться правильно пользоваться паяльной маской.
Разнообразие методов пайки объясняется множеством различных факторов, определяющих качество и эффективность её проведения. К таким факторам относятся не только вид паяльного приспособления и тип припоя, который используют в процессе работы, но также и технологические особенности формирования шва. Для поверхностного монтажа деталей на плату надо научиться правильно пользоваться паяльной маской.
В любом случае, чтобы правильно паять, необходимо знать температуру плавления металла, с которым предстоит работать. Она влияет на выбор инструмента пайки, а также флюсов и припоя. В соответствии с указанным параметром припойные материалы подразделяют на легкоплавкие (до 450 градусов) и тугоплавкие (более 450 градусов).
Выбор припоя
Лёгкоплавкие припои применяют в обычных условиях, не требующих особой прочности соединяемых элементов. С их помощью можно собирать электронные схемы или паять малогабаритные ювелирные изделия.
В ходе этих операций детали сплавляются жидким оловом, в котором в качестве добавки присутствует свинец.
Правда, в последние время распространяются бессвинцовые припои. При выборе типа нагревательного инструмента в этом случае предпочтение отдаётся электрическим паяльникам с рабочими мощностями от 25-ти до нескольких сот ватт.
При необходимости паять изделия из тугоплавких металлов, эксплуатируемых в экстремальных с точки зрении температуры и деформации условиях, потребуются так называемые «твёрдые» припои. Этот тип паяльных составов приготавливается на основе чистой меди с добавками цинка или другого химически активного металла. Тугоплавкие медно-цинковые припои рекомендуются к применению при необходимости сочленения деталей, работающих в условиях высоких статических нагрузок.
С их помощью можно паять изделия из латуни и других медных сплавов, в которых содержание меди не превышает 68-ми процентов. Для соединения стальных заготовок и деталей в качестве припоя чаще всего берётся чистая медь или отдельные виды латуни.
Подводя итого, отметим, что для того, чтобы научиться правильно паять различные по структуре металлические детали недостаточно одного лишь желания. Овладеть в совершенстве известными приёмами правильной пайки можно лишь после того, как будут изучены все сопутствующие этому процессу вопросы.
К числу последних следует отнести выбор нагревательного инструмента, грамотный подход к подбору расходных материалов, а также строгое соблюдение установленного порядка проведения паяльных процедур.
Всё это позволит исключить возможные ошибки при работе с расплавленными припоями и получить надёжное и прочное соединение.
Один из самых надежных способов соединения проводов — пайка. Это процесс при котором пространство между двумя проводниками заполняется расплавленным припоем. При этом температура плавления припоя должна быть ниже температуры плавления соединяемых металлов. В домашних условиях чаще всего используется пайка паяльником — небольшим устройством, работающим от электричества. Для нормальной работы мощность паяльника должна быть не менее 80-100 Вт.
Что нужно для пайки паяльником
Кроме самого паяльника нужны будут припои, канифоль или флюсы, желательно иметь подставку. Еще в процессе работы может потребоваться небольшой напильник и маленькие пассатижи.
Канифоль и флюсы
Чтобы получить хорошее соединение проводов, необходимо их очистить от загрязнений, в том числе и от оксидной пленки. Если моно-жилы еще можно очистить вручную, то многожильные проводники нормально зачистить не удастся. Их обычно обрабатывают канифолью или флюсом — активными веществами, которые растворяют загрязнения, в том числе и оксидную пленку.
И канифоль и флюсы работают неплохо, только флюсами пользоваться проще — можно окунуть кисточку в раствор и быстро обработать провода. В канифоль надо проводник положить, затем разогреть его паяльником, чтобы расплавленное вещество обволокло всю поверхность металла. Недостаток использования флюсов — если они остаются на проводах (а они остаются), постепенно разъедают прилегающую оболочку. Чтобы этого не случилось, все места пайки надо обработать — смыть остатки флюса спиртом.

Канифоль считается универсальным средством, а флюсы можно подбирать в зависимости от металла, который собираетесь паять. В случае с проводами это медь или алюминий. Для медных и алюминиевых проводов берут флюс ЛТИ-120 или буру. Очень неплохо работает самодельный флюс из канифоли и денатурированного спирта (1 к 5), кроме того его просто сделать своими руками. В спирт добавить канифоль (лучше пыль или очень мелкие ее кусочки) и встряхивать до растворения. Потом этим составом можно обрабатывать проводники и скрутки перед пайкой.
Припои для пайки паяльником медных проводов используют ПОС 60, ПОС 50 или ПОС 40 — оловянно-свинцовые. Для алюминия больше подходят составы на основе цинка. Наиболее распространенные — ЦО-12 и П250А(из олова и цинка), марки А (цинк и олово с добавлением меди), ЦА- 15 (цинк с алюминием).

Очень удобно пользоваться припоями, в состав которых входит канифоль (ПОС 61). В этом случае отпадает необходимость в предварительной обработке каждого проводника в канифоли отдельно. Но для качественной пайки паяльник надо иметь мощный — 80-100 Вт, который может быстро разогреть до необходимых температур место пайки.
Вспомогательные материалы
Для того чтобы нормально паять паяльником провода нужны еще:

Для смывки флюса может потребоваться спирт, для изоляции — изолента или термоусадочные трубки различных диаметров. Вот и все материалы и инструменты, без которых пайка паяльником проводов невозможна.
Процесс пайки электропаяльником
Вся технология пайки паяльником проводов может быть разделена на несколько последовательных этапов. Все они повторяются в определенной последовательности:
Вот, собственно и все. Таким же образом можно спаять два или более провода, можно припаять провод к какой-то контактной площадке (например, при пайке наушников — провод припаять можно к штекеру или к площадке на наушнике) и т.п.
После того, как закончили паять паяльником провода и они остыли, соединение необходимо изолировать. Можно намотать изоленту, можно надеть, а потом разогреть термоусадочную трубку. Если речь идет об электропроводке, обычно советуют сначала навернуть несколько витков изоленты, а сверху надеть термоусадочную трубку, которую прогреть.
Отличия технологии при использовании флюса
Если используется активный флюс, а не канифоль, процесс лужения изменяется. Очищенный проводник смазывается составом, после чего прогревается паяльником с небольшим количеством припоя. Далее все как описано.

Пайка скрутки с флюсом — быстрее и проще
Есть отличия и при пайке скруток с флюсом. В этом случае можно каждый провод не лудить, а скрутить, затем обработать флюсом и сразу начинать паять. Проводники можно даже не зачищать — активные составы разъедают оксидную пленку. Но вместо этого придется места пайки протирать спиртом — чтобы смыть остатки химически агрессивных веществ.
Особенности пайки многожильных проводов
Описанная выше технология пайки подходит для моножил. Если провод многожильный, есть нюансы: перед лужением проводки раскручивают чтобы можно было все окунуть в канифоль. При нанесении припоя надо следить чтобы каждый проводок был покрыт тонким слоем припоя. После остывания, провода снова скручивают в один жгут, дальше можно паять паяльником как описано выше — окунув жало в припой, прогревая место спайки и нанося олово.

При лужении многожильные провода надо «распушить»
Можно ли паять медный провод с алюминиевым
Соединение алюминия с другими химически активными металлами напрямую делать нельзя. Так как медь — химически активный материал, то медь и алюминий не соединяют и не паяют. Дело в слишком разной теплопроводности и разной токопроводимости. При прохождении тока алюминий нагревается больше и больше расширяется. Медь греется и расширяется значительно меньше. Постоянное расширение/сужение в разной степени приводит к тому, что даже самый хороший контакт нарушается, образуется токонепроводящая пленка, все перестает работать. Потому медь и алюминий не паяют.
Если возникает такая необходимость соединить медный и алюминиевый проводники, делают болтовое соединение. Берут болт с подходящей гайкой и три шайбы. На концах соединяемых проводов формируют кольца по размеру болта. Берут болт, надевают одну шайбу, затем проводник, еще шайбу — следующий проводник, поверх — третью шайбу и все фиксируют гайкой.

Есть еще несколько способов соединить алюминиевую и медную линии, но пайка к ним не относится. Прочесть о других способах можно , но болтовое — наиболее простое и надежное.
Металл для паяльника. Что нужно для паяния. Процедура пайки включает такие шаги как
Пайка паяльником относится к наиболее распространенным и простым способам пайки, однако она имеет два существенных ограничения. Во-первых, паяльником можно паять только низкоплавкими (мягкими) припоями, а во-вторых, им нельзя (или, во всяком случае, затруднительно) паять массивные детали с большим теплоотводом - из-за невозможности прогреть их до температуры плавления припоя. Последнее ограничение преодолевают, подогревая паяемую деталь внешним источником тепла - газовой горелкой, электрической или газовой плитой или каким-то иным способом, - но это усложняет процесс пайки.
Перед тем как паять паяльником, нужно обзавестись всем необходимым. К основным инструментам и материалам, без которых пайка невозможна, относится сам паяльник, припой и флюс.
Паяльники
В зависимости от способа нагрева паяльники бывают "обычными"-электрическими (со спиральным или керамическим нагревателем), газовыми (с газовой горелкой), термовоздушными (тепло передается воздушным потоком), индукционными. Массивные молотковые паяльники могут разогреваться не только электроэнергией, но и по старинке - открытым пламенем.
Как пользоваться таким паяльником, можно узнать из описаний технологии жестяных работ, именно там они использовались чаще всего. В наше время обычно пользуются электрическими паяльниками в силу их доступности и удобства пользования. Но первые паяльники нагревались на открытом пламене.

Основным параметром, по которому подбирается паяльник, является его мощность, определяющая величину теплового потока, передающегося к паяемым деталям. Для пайки электронных компонентов используются приборы мощностью до 40 Вт. Тонкостенные детали (с толщиной стенки до 1 мм) требуют мощности 80-100 Вт.


Для деталей с толщиной стенки 2 мм и более понадобятся паяльники мощностью выше 100 Вт. Такими являются, в частности, молотковые электрические паяльники, потребляющие до 250 Вт и выше. К самым энергоемким паяльникам относится, например, молотковый паяльник Ersa Hammer 550 мощностью 550 Вт. Он способен нагреваться до температуры 600°C и предназначен для паяния особо массивных деталей - радиаторов, деталей машин. Но у него неадекватная цена.

Помимо массивности детали, на необходимую мощность паяльника влияет и теплопроводность паяемого металла. С ее увеличением мощность прибора и температуру его нагрева необходимо увеличивать. При пайке паяльником деталей из меди он должен быть нагрет сильнее, чем при пайке такой же по массе детали, но изготовленной из стали. К слову сказать, при работе с изделиями из меди может возникать ситуация, когда из-за высокой теплопроводности металла, при паянии будет происходить распайка мест, выполненных ранее.
Припои
При пайке электрическими паяльниками применяются низкотемпературные оловянно-свинцовые (ПОС-30, ПОС-40, ПОС-61), оловянно-серебряные (ПСр-2, ПСр-2.5) или иные припои и чистое олово. К недостаткам припоев, содержащих свинец, относится вредность последнего, к достоинствам - лучшее качество пайки, чем у бессвинцовых припоев. Для паяния пищевой посуды применяется чистое олово.
Флюсы
Принято считать, что хорошо паяются олово, серебро, золото, медь, латунь, бронза, свинец, нейзильбер. Удовлетворительно - углеродистые и низколегированные стали, никель, цинк. Плохо - алюминий, высоколегированные и нержавеющие стали, алюминиевая бронза, чугун, хром, титан, магний. Однако, не оспаривая этих данных, можно утверждать - нет плохо паяемого металла, есть плохая подготовка детали, неправильно подобранный флюс и неверный температурный режим.Подобрать при пайке нужный флюс - значит решить главную проблему пайки. Именно качество флюса определяет в первую очередь паяемость того или иного металла, легкость или трудность самого процесса пайки и прочность соединения. Флюс должны соответствовать материалу паяемых изделий - своей способностью разрушать его окисную пленку.
Кислые (активные) флюсы, например "Паяльную кислоту" на основе хлорида цинка, нельзя использовать при пайке электронных компонентов, так как они хорошо проводят электрический ток и вызывают коррозию, однако, из-за своей агрессивности, они очень хорошо подготавливают поверхность и поэтому незаменимы при пайке металлических конструкций, и чем химически более стоек металл нем активнее должен быть флюс. Остатки активных флюсов нужно обязательно тщательно удалять после завершения пайки.
Эффективными флюсами для пайки стали являются водный раствор хлористого цинка, паяльные кислоты на его основе, флюс ЛТИ-120. Можно использовать и другие, более сильные флюсы, которых на рынке предостаточно.

Основное отличие пайки паяльником нержавеющих сталей от пайки углеродистых и низколегированных состоит в необходимости применения более активных флюсов, требующихся для разрушения химически стойких окислов, которыми покрыты нержавеющие стали. Что касается чугуна, то его нужно паять высокотемпературной пайкой, а, следовательно, электрический паяльник для этой цели не подходит.
Для нержавейки применяют ортофосфорную кислоту. Хорошо справляются с химически стойкой окисной пленкой и специализированные флюсы, такие, например, как Ф-38.

Для оцинкованного железа можно применять состав, содержащий канифоль, этиловый спирт, хлористый цинк и хлористый аммоний (флюс ЛК-2).
Вспомогательные материалы и приспособления
Без некоторых приспособлений и материалов, используемых при пайке, можно обойтись, но их наличие делает работу значительно удобнее и комфортнее.Подставка для паяльника служит для того, чтобы нагретый паяльник не касался стола или других предметов. Если она не идет в комплекте с паяльником, ее приобретают отдельно или делают самостоятельно. Простейшую подставку можно изготовить из тонкого листа жести, вырезав в нем пазы для укладки инструмента.
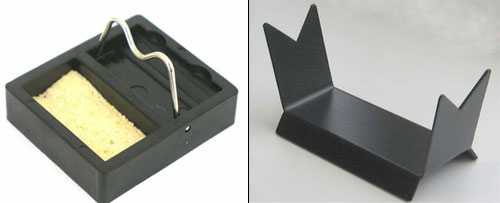
Влажной вискозной или поролоновой губкой , уложенной в гнездо для предотвращения выпадения, гораздо удобней очищать кончик паяльника, чем обычной тряпочкой. Для этих же целей может служить и латунная стружка.

Удалять излишки припоя с поверхности деталей можно с помощью специального отсоса или оплетки. Первый внешним видом и конструкцией напоминает шприц, оснащенный пружиной. Перед использованием его нужно взвести, утопив головку штока. Поднеся носик к расплавленному припою, пружину спускают, надавив на кнопку спуска. В результате излишек припоя втягивается внутрь съемной головки.

Представляет собой плетенку из офлюсованных тонких медных проводков. Приложив ее конец к припою и прижав сверху паяльником, благодаря капиллярным силам можно как промокашкой собрать в ней весь лишний припой. Кончик оплетки, напитанный припоем, просто отрезается.

Очень полезным является приспособление, называемое третьей рукой (Third-Hand Tool). При работе с паяльником иногда катастрофически "не хватает рук" - одна занята самим паяльником, другая - припоем, а нужно ведь еще держать в определенном положении паяемые детали. "Третья рука" удобна тем, что ее зажимы можно легко устанавливать в любом положении друг относительно друга.

Держатель для пайки "Третья рука"
Паяемые детали нагреваются до высокой температуры, прикоснувшись к ним можно обжечься. Поэтому желательно иметь различные зажимные устройства, позволяющие манипулировать нагретыми деталями - плоскогубцы , пинцеты , зажимы .
Подготовка паяльника к работе
При первом включении паяльника в сеть он может начать дымить. Ничего страшного в этом нет, просто выгорают масла, использованные для консервации паяльника. Нужно просто проветрить помещение.Перед использованием паяльника нужно подготовить его наконечник. Подготовка зависит от его исходного вида. Если наконечник выполнен из непокрытой меди, его кончик можно отковать в виде отвертки, это уплотнит медь и придаст ей повышенную устойчивость от износа. Можно и просто заточить на наждаке или напильником, придав ему необходимую форму - в виде острого или усеченного конуса с различным углом, четырехгранной пирамиды, углового скоса с одной стороны. Для предохранения меди от окисления используются металлические покрытия из никеля. Если паяльник имеет такое покрытие, то ковать и затачивать его нельзя во избежание повреждения покрывающего слоя.
Существует унифицированный ряд форм наконечников, но можно, разумеется, использовать любую форму, подходящую для конкретной работы.

При пайке массивных деталей площадь соприкосновения паяльника с деталью должна быть максимальной - для обеспечения лучшей передачи тепла. В этом случае наилучшей считается угловая заточка круглого стержня (2 на фото выше). Если предполагается паять мелкие детали, то подойдет острая конусная (4), ножевая или иные формы с малыми углами.
Инструкции по работе с паяльником, имеющем медное жало без покрытия, содержат одно обязательное требование - лужение "жала" нового паяльника с целью его защиты от окисления и износа. Причем делать это следует при первом же нагреве, не мешкая. Иначе "жало" покроется тонким слоем окалины, и припой не захочет прилипать к нему. Это можно сделать разными путями. Прогреть паяльник до рабочей температуры, прикоснуться "жалом" к канифоли, расплавить на нем припой и растереть последний о деревяшку. Или протереть нагретый наконечник тряпкой, смоченной раствором хлористого цинка, расплавить на него припой и куском нашатыря или каменной поваренной соли растереть его по наконечнику. Главное, чтобы в итоге этих операций рабочая часть наконечника была полностью покрыта тонким слоем припоя.
Необходимость залудить жало вызвана тем, что флюс постепенно разъедает, а припой растворяет жало. Из-за потери формы приходится регулярно затачивать жало, и чем активнее флюс те чаще, порой по нескольку раз в день. У никелированных жал никель закрывает доступ к меди, защищая её, но такие жала требуют бережного обращения, боятся перегрева, и не факт, что производитель сделал достаточно качественное покрытие, за которое требует переплаты.
Подготовка деталей к пайке
Подготовка деталей к пайке предполагает выполнение одних и тех же операций независимо от того, какого вида (низкотемпературная или высокотемпературная) выполняется пайка, и какой источник нагрева (электрический или газовый паяльник, газовая горелка, индуктор или что-то иное) используется.Прежде всего, это очистка детали от загрязнений и обезжиривание. Здесь нет никаких особых тонкостей - нужно с помощью растворителей (бензина, ацетона или прочих) очистить деталь от масел, жиров, грязи. Если имеется ржавчина, ее нужно удалить любым подходящим механическим способом - с помощью наждачного круга, проволочной щетки или наждачной бумаги. В случае высоколегированных и нержавеющих сталей желательно обработать соединяемые кромки абразивным инструментом, поскольку окисная пленка этих металлов особенна прочна.
Температура пайки
Температура нагрева паяльника - важнейший параметр, от температуры зависит качество пайки. Недостаточная температура проявляет себя тем, что припой не растекается по поверхности изделия, а ложится комком, несмотря на подготовку поверхности флюсом. Но даже если пайка внешне и получилась (припой расплавился и растекся по стыку), паяное соединение получается рыхлым, матовым по цвету, имеет низкую механическую прочность.Температура пайки (температура паяемых деталей) должна на 40-80°C превосходить температуру плавления припоя, а температура нагрева наконечника - на 20-40°C температуру пайки. Последнее требование обуславливается тем, что при соприкосновении с паяемыми деталями температура паяльника будет снижаться из-за отвода тепла. Таким образом, температура нагрева наконечника должна превосходить температуру плавления припоя на 60-120°C. Если используется паяльная станция, то необходимая температура просто устанавливается регулятором. При использовании паяльника без регулирования температуры, оценивать ее фактическое значение, при использовании в качестве флюса канифоли, можно по поведению канифоли при прикосновении паяльника. Она должна вскипать и обильно выделять пар, но не сгорать мгновенно, а оставаться на наконечнике в виде кипящих капель.
Перегрев паяльника также вреден, он вызывает сгорание и обугливание флюса до момента активации им поверхности спая. О перегреве свидетельствует темная пленка окислов, возникающая на припое, находящемся на кончике паяльника, а также то, что он не удерживается на "жале", стекая с него.
Техника пайки паяльником
Существует два основных способа пайки паяльником:- Подача (слив) припоя на паяемые детали с кончика паяльника.
- Подача припоя непосредственно на паяемые детали (на площадку).
При любом способе необходимо прежде подготовить детали к пайке, установить и закрепить их в исходном положении, разогреть паяльник и смочить место спая флюсом. Дальнейшие действия отличаются в зависимости от того, какой способ используется.
При подаче припоя с паяльника, на нем расплавляют некоторое количество припоя (чтобы удерживалось на кончике) и прижимают "жало" к паяемым деталям. При этом флюс начнет вскипать и испаряться, а расплавленный припой переходит с паяльник на спай. Движением наконечника вдоль будущего шва обеспечивают распределение припоя по стыку.
Припоя на желе может быть достаточно если жало просто приобрело металлический блеск. Если форма жала заметно изменилась, значит припоя слишком много.
При подаче припоя непосредственно на спай, паяльником вначале разогревают детали до температуры пайки, а затем подают припой на деталь или в стык между паяльником и деталью. Расплавляясь, припой будет заполнять стык между паяемыми деталями. Выбирать, как именно паять паяльником - первым или вторым способом - следует в зависимости от характера выполняемой работы. Для мелких деталей лучше подходит первый способ, для крупных - второй.
К основным требованиям качественной пайки относятся:
- хороший прогрев паяльника и паяемых деталей;
- достаточное количество флюса;
- ввод нужного количества припоя - ровно столько, сколько требуется, но не больше.
Вот несколько советов о том, как правильно паять паяльником.
Если припой не течет, а размазывается, значит температура деталей не достигла нужных значений, нужно увеличить температуру нагрева паяльника либо взять прибор помощнее.
Не нужно вносить слишком много припоя. Качественная пайка предполагает наличие в спае минимально достаточного количества материала, при котором шов получается слегка вогнутым. Если припоя оказалось слишком много, не нужно стараться его куда-то пристроить на стыке, лучше удалить отсосом или оплеткой.
О качестве спая говорит его цвет. Высокое качество - спай имеет яркий блеск. Недостаточная температура делает структуру спая зернистой, губчатой - это однозначный брак. Пережженный припой выглядит матовым и имеет пониженную прочность, что в некоторых случаях может быть вполне допустимо.
При использовании активных (кислотных) флюсов нужно обязательно смывать после пайки их остатки - каким-нибудь моющим средством или обычным щелочным мылом. В противном случае нельзя дать гарантии, что через некоторое время соединение не будет разрушено коррозией от оставшихся кислот.
Лужение
Лужение - покрытие поверхности металла тонким слоем припоя - может быть как самостоятельной, конечной операцией, так и промежуточным, подготовительным этапом пайки. Когда это подготовительный этап, успешное лужение детали в большинстве случаев означает, что самая трудная часть паяльной работы (соединение припоя с металлом) сделана, припаять облуженные детали друг к другу обычно уже не составляет особого труда.Лужение проводов . Лужение кончиков электропроводов - одна из самых частых операций. Ее осуществляют перед припайкой проводов к контактам, спаиванием между собой или для обеспечения лучшего контакта с клеммами при подсоединении с помощью болтов. Из облуженного многожильного провода удобно сделать колечко, обеспечивающее удобство при креплении к клемме и хороший контакт.
Провода могут быть одножильными и многожильными, медными и алюминиевыми, покрытыми лаком или нет, чистыми новыми или закисленными старыми. В зависимости от этих особенностей и различается их облуживание.
Проще всего лудить одножильный медный провод. Если он новый, то не покрыт окислами и лудится даже без зачистки, нужно просто нанести на поверхность провода флюс, нанести на нагретый паяльник припой и поводить по проводу паяльником, слегка поворачивая при этом провод. Как правило, лужение проходит без проблем.


Если же проводник не хочет лудиться - из-за наличия лака (эмали) - помогает обычный аспирин. Знание о том, как паять паяльником с помощью таблетки аспирина (ацетилсалициловая кислота) в некоторых случаях может оказаться очень полезным. Нужно положить ее на дощечку, прижать к ней проводник и прогреть его в течение нескольких секунд паяльником. При этом таблетка начинает плавиться, и образующаяся кислота разрушает лак. После этого провод обычно лудится легко.
Если нет аспирина, убрать с поверхности проводника мешающий лужению лак помогает и хлорвиниловая изоляция от электропроводов, которая при нагревании выделяет вещества, разрушающие лаковое покрытие. Нужно прижать паяльником проводок к кусочку изоляции и несколько раз протащить его между изоляцией и паяльником. После чего облудить провод в обычном порядке. При зачистке от лака при помощи наждачной бумаги или ножа нередки надрезы и обрывы тонких жил провода. При зачистке путём обжига, провод может потерять прочность и легко сломаться.
Следует учитывать, что расплавленный полихлорвинил и аспирин выделяют в воздух вредные для здоровья вещества.
Ещё, для покрытых лаком (эмалью) проводов можно приобрести специальный флюс, удаляющий лак.

Новый многожильный медный провод лудится также легко, как и одножильный. Единственная особенность состоит в том, чтобы вращать его в ту сторону, при которой проводки будут скручиваться, а не раскручиваться.
Старые провода могут быть покрыты окислами, препятствующими лужению. Справиться с ними поможет та же таблетка аспирина. Нужно расплести проводник, положить его на аспирин и прогреть несколько секунд паяльником, двигая проводником взад-вперед - и проблема облужения исчезнет.
Для лужения алюминиевого провода потребуется специальный флюс - например, тот, который так и называется "Флюс для пайки алюминия". Этот флюс является универсальным и подходит также для пайки металлов с химически стойкой окисной пленкой - нержавеющей стали, в частности. При его использовании нужно только не забыть после очистить соединение от остатков флюса во избежание коррозии.

Если при лужении проводов на них образовался избыток прибоя, убрать его можно, расположив провод вертикально концом вниз и прижав к его концу нагретый паяльник. Лишний припой стечет с провода на паяльник.
Лужение большой поверхности металла
Лужение поверхности металла может понадобиться для защиты его от коррозии или для последующей припайки к нему другой детали. Даже если лудится совсем новый лист, который внешне выглядит чистым, на его поверхности всегда могут находиться посторонние вещества - консервирующая смазка, различные загрязнения. Если же лудится лист, покрытый ржавчиной, то он тем более нуждается в очистке. Поэтому лужение всегда начинается с тщательной очистки поверхности. Ржавчина зачищается наждачной шкуркой или металлической щеткой, жиры и масла убираются бензином, ацетоном или иным растворителем.Затем кисточкой или другим инструментом, соответствующем флюсу, на поверхность листа, наносится флюс (это может быть не пастообразный флюс как на фото ниже, а, например, раствор хлористого цинка или другой активный флюс).

Паяльник с относительно большой плоской поверхностью жала разогревается до необходимой температуры и на поверхность детали наносится припой. Желательно чтобы мощность паяльника была около 100 Вт или выше.

Затем паяльник прикладывать к припою на детали наибольшей плоскостью и держится в таком положении. Время нагрева детали зависит от ее размеров, мощности паяльника и площади контакта. О достижении необходимой температуры свидетельствует вскипание флюса, плавление припоя и растекание его по поверхности. Постепенно припой распределяется по поверхности.

После лужения поверхность металла очищается от остатков флюса спиртом, ацетоном, бензином, мыльной водой (в зависимости от химического состава флюса).

Если припой не растекается по поверхности металла, то это может быть из-за плохой очистки поверхности перед лужением, плохого прогрева металла (по причине недостаточной мощности паяльника, маленькой площади контакта, недостаточного времени прогрева металла детали), грязного наконечника паяльника. Ещё причиной может быть неправильный выбор флюса или припоя.

Лужение может осуществляться путем нанесения (слива) припоя с паяльника и распределением его "жалом" по поверхности, или подачей припоя непосредственно на площадку - припой плавится от прикосновения к разогретому металлу детали.
Пайка листового металла внахлест
При ремонте кузовов автомашин, всевозможных жестяных работах возникает необходимость в пайке листового металла внакладку. Спаивать листовые детали наложением друг на друга можно двумя способами, - предварительно облудив их, или используя паяльную пасту, содержащую припой и флюс.В первом случае перекрывающиеся зоны деталей после механической зачистки и обезжиривания предварительно лудят. Затем части соединения прикладываются друг к другу облуженными поверхностями, фиксируются зажимными устройствами и прогреваются с помощью паяльника с разных сторон до температуры плавления припоя. Свидетельством удачной пайки является вытекание расплавившегося припоя из зазора.
При втором способе, после подготовки деталей, контактная зона одной из детали покрывается паяльной пастой. Затем детали фиксируют в нужном положении, стягивают зажимами и, как и в первом случае, прогревают шов паяльником с двух сторон.
При покупке паяльной пасты, нужно обращать внимание на её назначение, т.к. многие паяльные пасты предназначены для пайки электроники и не содержат активных флюсов позволяющих паять сталь.



При использовании содержания данного сайта, нужно ставить активные ссылки на этот сайт, видимые пользователями и поисковыми роботами.
 Как правильно паять?
Как правильно паять?
Прежде чем начать рассматривать вопрос: ”Как правильно паять?” Нужно обозначить одно но…
Пайка бывает разная . Нужно понимать, что существует большая разница в методике пайки здоровенного резистора мощностью 2 Ватта на обычную печатную плату и, например, микросхемы BGA на многослойную плату сотового телефона.
Если в первом случае можно обойтись простейшим электрическим паяльником мощностью 40 Ватт, твёрдой канифолью и припоем, то во втором случае потребуется применение таких приборов, как термовоздушная станция, безотмывочный флюс, паяльная паста, трафареты и, возможно, станция нижнего подогрева плат.
Как видим, разница существенная.
В каждом конкретном случае нужно выбирать тот метод пайки, который является наиболее подходящим для конкретного вида монтажа . Так для пайки микросхем в планарном корпусе лучше применять термовоздушную пайку, а для монтажа обычных выводных резисторов, крупногабаритных электролитических конденсаторов стоит применять контактную пайку электрическим паяльником.
Рассмотрим простейшие правила обычной контактной пайки.
Для начала начинающему радиолюбителю вполне достаточно освоить обычную контактную пайку простейшим и самым дешёвым электрическим паяльником с медным жалом.
Сперва необходимо приготовить минимальный наборчик для пайки и паяльный инструмент. О том, как подготовить электрический паяльник к работе уже рассказывалось в статье о подготовке и уходе за паяльником .
Многие считают, что для пайки лучше использовать паяльник с невыгораемым жалом. В отличие от медного, невыгораемое жало не требует периодического затачивания и лужения, так как на его поверхности не образуются углублений – раковин.

Выгоревшее жало паяльника
(для наглядности медное жало предварительно обработано напильником).
На фото видно, что край медного жала неровный, а образовавшиеся углубления заполнены застывшим припоем.
Невыгораемое жало у широко распространённых паяльников, как правило, имеет конусообразную форму. Такое жало не смачивается расплавленным припоем, то есть с его помощью на жало нельзя брать припой. При работе таким паяльником припой к месту пайки доставляется с помощью тонкого проволочного припоя.
Понятно, что использовать припой в кусочках или стержнях при пайке паяльником с невыгораемым жалом затруднительно и неудобно. Поэтому тем, кто хочет научиться паять, лучше начинать свою практику с обычного электрического паяльника с медным жалом. Недостатки его использования легко компенсируются такими удобствами, как лёгкость использования припоев в любом исполнении (проволочном, стержневом, кусковом и т.п), возможность изменения формы медного жала.
Электрический паяльник с медным жалом удобен тем, что с его помощью можно легко дозировать количество припоя, которое необходимо донести к месту пайки.
Чистота спаиваемых поверхностей.
Первое правило качественной пайки – это чистота спаиваемых поверхностей. Даже у новых радиодеталей, купленных в магазине, выводы покрываются окислами и загрязнениями. Но с этими незначительными загрязнениями, как правило, справляется флюс, который применяют в процессе пайки. Если же видно, что выводы радиодеталей или медные проводники сильно загрязнены или покрыты окислом (зеленоватого или тёмно-серого цвета), то перед пайкой их нужно очистить либо перочинным ножом, либо наждачной бумагой.
Особенно это актуально, если при сборке электронного устройства применяются радиодетали, бывшие в употреблении. На их выводах обычно образуется тёмный налёт. Это окисел, который будет препятствовать пайке.
Лужение.
Перед пайкой поверхность выводов необходимо залудить – покрыть тонким и ровным слоем припоя. Если обратить внимание на выводы новых радиодеталей, то в большинстве случаев можно заметить, что их выводы и контакты залужены. Пайка лужёных выводов происходит быстрее и качественнее, так как отпадает необходимость в предварительной подготовке выводов к пайке.
Чтобы залудить медный проводник для начала удаляют с его поверхности изоляцию и очищают от загрязнений, если таковые имеются. Затем нужно обработать поверхность пайки флюсом. Если в качестве флюса применяется кусковая канифоль, то медный провод можно положить на кусок канифоли и коснуться провода хорошо прогретым жалом паяльника. Предварительно на жало паяльника необходимо взять немного припоя.
Далее движением вдоль провода распределяем расплавленный припой по поверхности проводника, стараясь как можно лучше и равномернее прогреть сам проводник. При этом кусковая канифоль плавиться и начинает испаряться под действием температуры. На поверхности проводника должно образоваться ровное покрытие оловянно-свинцовым припоем без комочков и катышков.

Расплавившаяся канифоль способствует уменьшению поверхностного натяжения расплавленного припоя и улучшает смачиваемость спаиваемых поверхностей. Благодаря флюсу (в данном случае – канифоли) обеспечивается равномерное покрытие проводника тонким слоем припоя. Также флюс способствует удалению загрязнений и предотвращает окисление поверхности проводников во время прогрева их паяльником.
Прогрев жала паяльника до рабочей температуры.
Перед началом пайки необходимо включить электрический паяльник и подождать, пока его жало хорошо прогреется и температура его достигнет значения 180 – 240 0 C.
Так как у обычного паяльника нет индикации температуры жала, то судить о достаточном нагреве жала можно по вскипанию канифоли.
Для проверки нужно кратковременно коснуться кусочка канифоли нагретым жалом. Если канифоль плохо плавиться и медленно растекается по жалу паяльника, то он ещё недогрет. Если же происходит вскипание канифоли и обильное выделение пара, то паяльник готов к работе.
В случае пайки недогретым паяльником, припой будет иметь вид кашицы, будет быстро застывать, а поверхность паяного контакта будет иметь шероховатый вид с тёмно – серым оттенком. Такая пайка является некачественной и быстро разрушается.
Качественный паяный контакт имеет характерный металлический глянец, а его поверхность ровная и блестит на солнце.
Также при пайке различных радиодеталей стоит обращать внимание на площади спаиваемых поверхностей. Чем больше площадь проводника, например, медной дорожки на печатной плате, тем мощнее должен быть паяльник. При пайке происходит теплопередача и кроме самого места пайки происходит и побочный прогрев радиодетали или печатной платы .
Если от места пайки происходит существенный теплоотвод, то маломощным паяльником невозможно хорошо прогреть место пайки и припой очень быстро остывает, превращаясь в рыхлую субстанцию. В таком случае нужно либо дольше нагревать спаиваемые поверхности (что не всегда возможно или не приводит к желаемому результату), либо применять более мощный паяльник.
Для пайки малогабаритных радиоэлементов и печатных плат с плотным монтажом лучше использовать паяльник мощностью не более 25 Ватт. Обычно в радиолюбительской практике используются паяльники мощностью 25 – 40 Ватт с питанием от сети переменного тока 220 вольт. При эксплуатации электрического паяльника стоит регулярно проверять целостность изоляции сетевого шнура , так как в процессе работы нередки случаи её повреждения и случайного оплавления разогретыми частями паяльника.
При запаивании либо выпаивании радиодетали с печатной платы желательно следить за временем пайки и ни в коем случае не перегревать печатную плату и медные дорожки на её поверхности свыше 280 0 C.
Если произойдёт перегрев платы, то она может деформироваться в месте нагрева, произойдёт расслоение или вздутие, отслоятся печатные дорожки в месте нагрева.
Температура свыше 240-280 0 C является критической для большинства радиоэлементов. Перегрев радиодеталей во время пайки может вызвать их порчу.
При спайке деталей очень важно жёстко их зафиксировать. Если этого не сделать, то любая вибрация или смещение нарушит качество пайки, так как припою требуется несколько секунд для того чтобы затвердеть.
Для того чтобы качественно производить пайку деталей “на весу” и избежать смещения или вибрации во время остывания паяного контакта можно использовать приспособление, которое в быту радиолюбителей называется “третья рука ”.
"Третья рука"
Такое нехитрое устройство позволит не только легко и без особых усилий производить пайку деталей, но и избавит от ожогов, которые можно получить, если придерживать детали во время пайки рукой.
"Третья рука" в работе
Меры безопасности при пайке.
В процессе пайки довольно легко получить пусть и небольшой, но ожог. Чаще всего ожогам подвергаются пальцы и кисти рук. Причиной ожогов, как правило, является спешка и плохая организация рабочего места.
Нужно помнить, что в процессе пайки не стоит прикладывать больших усилий к паяльнику. Нет смысла давить им на печатную плату в надежде быстрого расплавления паяного контакта. Нужно дождаться, когда температура в месте пайки достигнет необходимой . В противном случае возможно соскальзывание жала паяльника с платы и случайное касание раскалённым металлом пальцев рук или ладони. Поверьте, ожоговые раны очень долго заживают !
Также стоит держать глаза подальше от места пайки. Нередки случаи, что при перегреве печатная дорожка на плате отслаивается с характерным вспучиванием, что ведёт к разбрызгиванию мельчайших капелек расплавленного припоя. Если есть защитные очки, то стоит применить их. Как только будет получен достаточный опыт пайки, то от защитных очков можно отказаться.
Производить пайку желательно в хорошо проветриваемом помещении. Пары свинца и канифоли вредны для здоровья. Если нет возможности проветривать помещение, то стоит делать перерывы между работой.
В мире, насыщенном электротехническими металлическими изделиями, умение обращаться с электрическим паяльником и качественно паять всегда могут пригодиться. Известные преимущества пайки различных по размеру деталей позволяют самостоятельно восстанавливать отдельные образцы бытовой техники (телевизионные приёмники, например), ремонтировать различную домашнюю утварь, паять изделия из меди, латуни, серебра.
Прежде чем освоить правильные приёмы обращения с припоями и паяльником в домашних условиях, следует пройти специальный курс, предполагающий обучение пайке и всему, что предшествует этой процедуре. Можно обучаться самостоятельно, но при освоении работы с ювелирными изделиями, сложными электронными схемами, без опытного наставника не обойтись.
С точки зрения организации процесса, пайка металлов с использованием специальных припоев – это набор достаточно простых по своему содержанию операций. Однако, несмотря на кажущуюся лёгкость, правильно паять с первого раза сможет не каждый. При первом знакомстве возникают некоторые затруднения, связанные с отсутствием чёткого представления о том, что и в какой последовательности нужно делать.
- необходимо правильно выбрать основной рабочий инструмент, которым предстоит паять;
- следует побеспокоиться об изготовлении удобной и функциональной подставки, подготовить место, где придется паять большую часть времени;
- обучающийся должен запастись подходящими расходными материалами, без которых не обходится ни одна подобная процедура (припой, жидкий или пастообразный флюс).

И, наконец, начинающий пользователь должен освоить основные технологические приёмы пайки, предполагающие определённую последовательность целенаправленных действий.
Паять можно электрическим паяльником, газовой горелкой или паяльной лампой. Платы, микросхемы принято паять специальными фенами, термостанциями, обеспечивающими равномерный разогрев. Выбор того или иного типа инструмента и подставки или держателя для него определяется температурными условиями, при которых предполагается проводить рабочие операции.
Следующее по порядку требование предполагает подготовку обязательных компонентов, позволяющих правильно спаять любое металлическое соединение. К ним принято относить различные виды припоя, флюсовые добавки и специальные жидкости для пайки, необходимые для улучшения её качества (канифоли и спиртовые составы для лужения).
Все составляющие процесса обязательно подбираются под конкретные условия формирования паяного соединения и с учётом особенностей используемых деталей.
Основные рабочие процедуры
Технологическая карта или схема «правильной» пайки посредством паяльника предполагает следующий порядок проведения операций.
Прежде чем непосредственно паять, поверхности подлежащих пайке предметов очищают от сильных загрязнений и коррозионных наслоений, после чего их следует зачистить до характерного блеска.
После этого места спайки деталей обрабатываются ранее подготовленным флюсом, посредством которого удаётся улучшить условия растекания припоя по поверхности контакта.
Затем контактная площадка или зона пайки подвергаются защитному лужению, сущность которого состоит в нанесении на них расплавленного до жидкого состояния припоя. При этом расходный материал равномерно растекается по поверхности деталей, которые надо паять, и обеспечивает образование надёжного термического соединения.
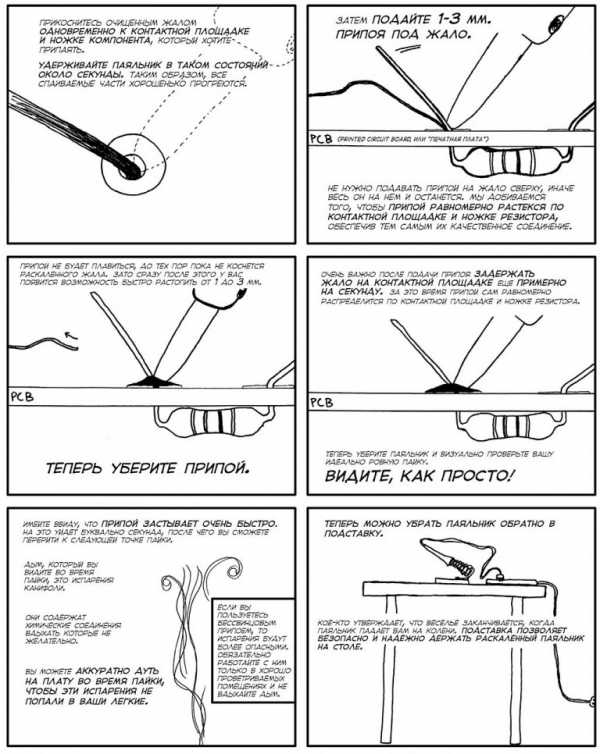
При подготовке деталей под лужение предпочтение отдаётся пастообразным флюсам, которые удобно наносятся и легко смываются. Перед обработкой и пайкой детали предварительно соединяют посредством механической скрутки или сжатия пассатижами.
После фиксации на них снова наносится флюс, а затем место контакта прогревается с одновременным введением в него прутка припоя (его состав может отличаться от того материала, что использовался для лужения).
Научиться правильно паять своими руками невозможно, если не научиться лудить жало паяльника. Для лужения рабочий наконечник после полного прогрева паяльника следует с усилием прижать к любой покрытой фольгой поверхности и потереть им по расплавленной канифоли с припоем.
Эту операцию следует повторять до тех пор, пока на гранях медного острия не появится характерная плёнка из припоя, обеспечивающая хорошую адгезию с любым металлом.
Вопрос как правильно надо паять, приходит вместе с заинтересованностью о том, для чего же нужна пайка, и что можно сделать с ее помощью. Это раньше паяли преимущественно кастрюли и самовары, а сегодня паять можно и высокотехнологичные вещи.
Возможности пайки
Возможностей для того, чтобы воспользоваться своим умением правильно паять металлические детали и изделия более чем достаточно. Этим способом осуществляется множество сборочных и ремонтных операций. Вот несколько особо важных из них:
- можно паять медные трубки, входящих в состав внутренних магистралей теплообменников и холодильных установок;
- паять элементы различных электронных схем;
- проводить ремонт, пайку ювелирных украшений, очков;
- фиксировать твердосплавные режущие пластины на держателях металлообрабатывающего инструмента;
- в быту пайкой также нередко пользуются при необходимости крепления плоских деталей из меди на металлизированных поверхностях листовых заготовок;
- умение качественно лудить поверхности может пригодиться для защиты элементов металлоконструкций от коррозии.
На начальном этапе обучения искусству пайки рекомендуется использовать самые простые схемы электронных устройств.
Кроме того, посредством рассматриваемого процесса можно спаять детали из разнородных по структуре металлов, а также уплотнять различные виды жёстких соединений.
Виды паяльных операций
 Разнообразие методов пайки объясняется множеством различных факторов, определяющих качество и эффективность её проведения. К таким факторам относятся не только вид паяльного приспособления и тип припоя, который используют в процессе работы, но также и технологические особенности формирования шва. Для поверхностного монтажа деталей на плату надо научиться правильно пользоваться паяльной маской.
Разнообразие методов пайки объясняется множеством различных факторов, определяющих качество и эффективность её проведения. К таким факторам относятся не только вид паяльного приспособления и тип припоя, который используют в процессе работы, но также и технологические особенности формирования шва. Для поверхностного монтажа деталей на плату надо научиться правильно пользоваться паяльной маской.
В любом случае, чтобы правильно паять, необходимо знать температуру плавления металла, с которым предстоит работать. Она влияет на выбор инструмента пайки, а также флюсов и припоя. В соответствии с указанным параметром припойные материалы подразделяют на легкоплавкие (до 450 градусов) и тугоплавкие (более 450 градусов).
Выбор припоя
Лёгкоплавкие припои применяют в обычных условиях, не требующих особой прочности соединяемых элементов. С их помощью можно собирать электронные схемы или паять малогабаритные ювелирные изделия.
В ходе этих операций детали сплавляются жидким оловом, в котором в качестве добавки присутствует свинец.
Правда, в последние время распространяются бессвинцовые припои. При выборе типа нагревательного инструмента в этом случае предпочтение отдаётся электрическим паяльникам с рабочими мощностями от 25-ти до нескольких сот ватт.
При необходимости паять изделия из тугоплавких металлов, эксплуатируемых в экстремальных с точки зрении температуры и деформации условиях, потребуются так называемые «твёрдые» припои. Этот тип паяльных составов приготавливается на основе чистой меди с добавками цинка или другого химически активного металла. Тугоплавкие медно-цинковые припои рекомендуются к применению при необходимости сочленения деталей, работающих в условиях высоких статических нагрузок.
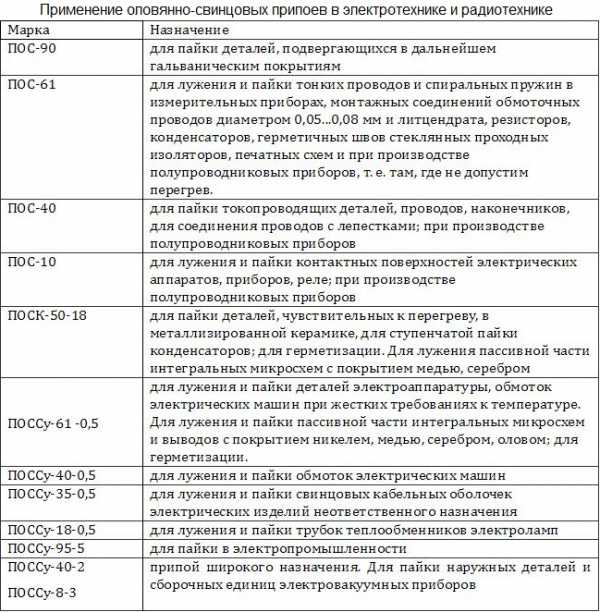
С их помощью можно паять изделия из латуни и других медных сплавов, в которых содержание меди не превышает 68-ми процентов. Для соединения стальных заготовок и деталей в качестве припоя чаще всего берётся чистая медь или отдельные виды латуни.
Подводя итого, отметим, что для того, чтобы научиться правильно паять различные по структуре металлические детали недостаточно одного лишь желания. Овладеть в совершенстве известными приёмами правильной пайки можно лишь после того, как будут изучены все сопутствующие этому процессу вопросы.
К числу последних следует отнести выбор нагревательного инструмента, грамотный подход к подбору расходных материалов, а также строгое соблюдение установленного порядка проведения паяльных процедур.
Всё это позволит исключить возможные ошибки при работе с расплавленными припоями и получить надёжное и прочное соединение.
Какие бы новшества ни предлагал современный рынок инструментов для ремонта радиотехники, паяльник остаётся одним из самых надёжных и безопасных устройств.
Процесс пайки проводов и микросхем считается эффективным, поскольку благодаря ему можно добиться максимально прочного соединения между проводами и мелкими деталями.
Достичь такого результата помогает добавление в область контакта специального материала - припоя, имеющего более низкую температуру плавления, чем у соединяемых деталей.
Таким образом, пайка при помощи паяльника представляет собой воздействие определённой температуры на разные металлические поверхности для их прочного и качественного соединения. Однако перед тем, как приступить к работе с паяльником, вначале следует разобраться в правилах пайки и прочих тонкостях данного процесса.
Что нужно для пайки паяльником
Чтобы что-то припаять, вначале необходимо подготовить все необходимые для данного процесса инструменты.

Имея под рукой все необходимые инструменты, можно приступать к работе с паяльником .
Как правильно паять паяльником с канифолью
Канифоль обладает такими уникальными качествами , как лёгкость растворения в различных органических соединениях, например, ацетон или спирт. В процессе нагревания данное вещество может расщеплять сложные химические соединения наподобие меди, олова или свинца. Поэтому правильное использование канифоли способствует уменьшению вероятность растекания вещества, разрушению оксидного покрытия, а также качественному лужению припаиваемых элементов.
Также нужно учесть, что чем тоньше окажется наконечник паяльника, тем проще будет с ним работать, особенно если дело касается припайки очень тонких проводков и деталей. Поэтому если он ещё не наточен, это следует сделать перед тем, как приступить к работе.
Описание процесса

Особых сложностей при работе с инструментом возникнуть не должно. Чтобы всё прошло гладко, лучше всего предварительно поупражняться в работе с канифолью на деталях, которые не жалко будет потом выкинуть. Ведь опыт всегда приходит с практикой.
Спаивание проводов
Для того чтобы правильно припаять медные провода при помощи канифоли, необходимо соблюсти определённую последовательность действий.
Как видно, особых трудностей с запаиванием проводов при помощи канифоли, не возникает. Главное - не забыть залудить провод и проверить качество спайки. В случае необходимости лужение нужно повторить несколько раз до тех пор, пока провода прочно не соединятся припоем.
Разобравшись в том, как пользоваться паяльником, следует учесть несколько рекомендаций по работе с данным инструментом.
Если взять на заметку эти маленькие хитрости , то процесс запаивания деталей пройдёт быстро, а главное, качественно.
Подводя итоги
Паяльник - это универсальный инструмент , при помощи которого можно оперативно соединить разорвавшиеся провода или контакты, а также быстро отремонтировать микросхему или соединить лёгкие металлические поверхности.
Простота эксплуатации прибора позволяет любому мужчине научиться им пользоваться в кратчайшие сроки.
И что немаловажно: для работы с паяльником не требуется наличие каких-либо профессиональных навыков.
Процесс пайки сам по себе не сложен – подготавливаем детали, обрабатываем флюсом, разогреваем, добавляем припой в зоне пайки. Но, как и в любом деле есть свои нюансы, которые необходимо знать, чтобы получить качественный результат.
Что представляет собой процесс спаивания
Пайка выполняется, когда необходимо соединить две детали.

Перед процессом необходимо подготовить компоненты: очистить от грязи и удалить оксидную пленку в месте спаивания, так как наличие даже небольших загрязнений или окисления помешает надежной стыковке материалов.

При выборе припоя нужно руководствоваться правилом – температурный режим плавления припоя должен быть ниже температуры плавления элементов, которые планируется соединить.

Порядок действий в технологии пайки:
Поверхности деталей необходимо зачистить от грязи, ржавчины, окисной пленки и пр., так, чтобы появился блеск основного металла. Для удаления окисления и его предотвращения в дальнейшем необходимо покрыть детали в месте соединения флюсом. Нанести его можно кисточкой тонким слоем.






Альтернативой второму этапу может быть вариант обработки, называемый лужение. Используется в основном для обработки проводов. Зачищенный провод кладется на канифоль, прогревается паяльником, провод необходимо поворачивать, чтобы он весь оказался в расплавленной канифоли, далее наносится тонкий слой расплавленного припоя, который на химическом уровне соединяется с основным металлом (можно взять капельку припоя непосредственно паяльником и нанести на деталь).

Детали соединяют механически: к примеру, при работе с проводами нужно сделать скрутку; выводные элементы на плате фиксируются пластилином, воском или термоклеем, другие детали можно зажать пассатижами или тисками.

Наносится дополнительно флюс, чтобы избежать окисления при нагреве. Разогретым паяльником наносится припой.

Для легкости понимания прилагаем фото-инструкцию, как правильно паять.

Виды паяльников
В быту распространены сетевые паяльники, работающие от напряжения 220 В.

Профессионалы отдают предпочтение паяльным станциям. Основной их плюс – наличие термостата, благодаря которому стабильно обеспечивается заданная температура.

В случае с сетевыми паяльниками, температура определяется по канифоли или флюсу, когда паяльник готов к работе они начинают хорошо кипеть, но до горения доводить не стоит.

Для домашнего пользования можно приобрести два паяльника с малой (40-60 Вт) и средней мощностью (100 Вт). Маломощный паяльник предназначен для спаивания деталей в электронике.





Расходники
Флюс
Это смесь для снятия окисления с металлических деталей перед процессом спаивания. Обработка флюсом позволяет лучше растечься припою по месту стыка и защитить его от коррозии при нагревании. Флюс можно встретить в виде жидкости, пасты и порошка. Наносить, конечно, удобнее жидкий флюс.

Флюсами могут быть канифоль, нашатырь, кислоты борная и ортофосфорная, таблетки обычного аспирина.

В продаже легко найти флюс для любого вида работы, и как правило, на этикетке уже указано, как и для каких материалов его использовать. Это позволяет не заниматься самодеятельностью, а использовать уже подготовленную смесь, что позволит избежать сюрпризов в виде нагара.


Канифоль – популярный флюс, отличается приятным запахом при нагревании, не токсична. Как паять паяльником с канифолью: можно взять сразу жидкий вариант канифоли, он удобнее. Если же имеем дело с твердой канифолью, то сначала нужно расплавить ее паяльником и жалом нанести ее на место спаивания.

Канифоль подходит для пайки медных проводников, радио- и электроэлементов, хорошо ведет себя с золотом и серебром. Остатки канифоли после пайки нужно убрать, чтобы предупредить коррозию металла.

Спирто-канифольный флюс (сокращенно СКФ) – это канифоль со спиртом в пропорциях один к трем. Применяется в тех же случаях, что и обычная канифоль. Удобнее в использовании за счет жидкого состояния.

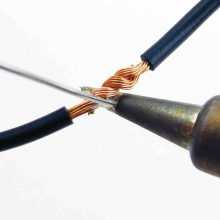



Припой
Припой имеет меньшую температуру плавления, чем материал соединяемых элементов, поэтому в горячем виде он обволакивает соединение, а после остывания две детали становятся единым целым. При какой температуре паять зависит от химического состава деталей и выбранного припоя.

Сплавы, используемые как припои:
- олово+свинец
- кадмий
- никель
- серебро и пр.


На рынке чаще всего встречаются свинцово-оловянные припои ПОС. После аббревиатуры ПОС следует цифровое значение, которое указывает на количество олова. Чем оно выше, тем больше олова, что положительно отражается на прочности и электропроводности будущего соединения.
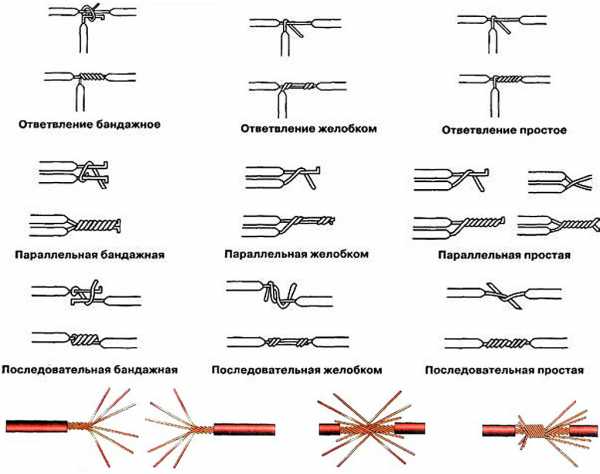
Эта подсказка позволит разобраться, как правильно паять оловом, в качестве флюса обычно выбирается канифоль (наиболее удобный вариант – оловянная проволока внутри которой уже присутствует канифоль).

Свинец идет в качестве регулятора процесса застывания, так как олово без этого вспомогательного элемента растрескается и покроется иглами. Свинец может быть заменен индием или цинком (бессвинцовые припои).

Для алюминия нужно будет выбрать специализированные флюс (Ф-61А, Ф-34А) и припой (есть разные варианты).

Жала паяльника
Практически все жала делаются из меди, бывают с покрытием и без. Хромированные и никелированные жала более жаростойкие, долговечные и не подвержены окислению.


Жала без покрытия требуют постоянной зачистки, так как окислившись они перестают качественно работать (припой не прилипает). А в ходе чистки жало довольно быстро стачивается.

Выбор формы жала зависит от поставленной задачи, но универсальными считаются в форме шила и лопаточки.

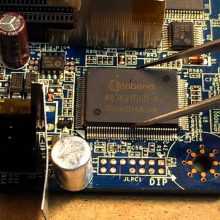


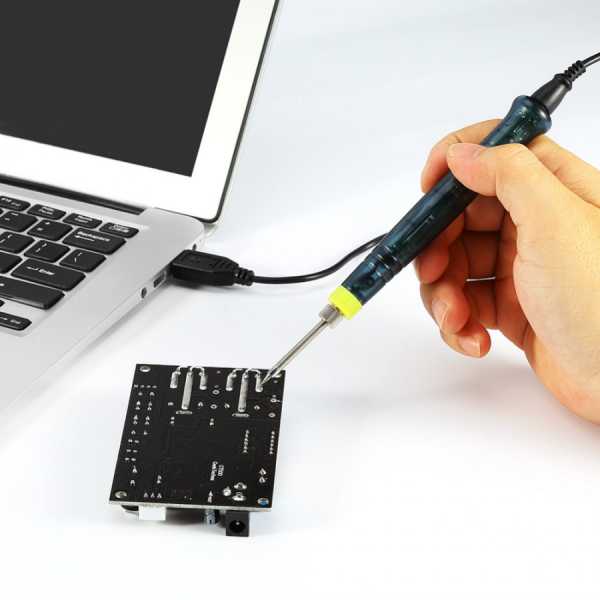
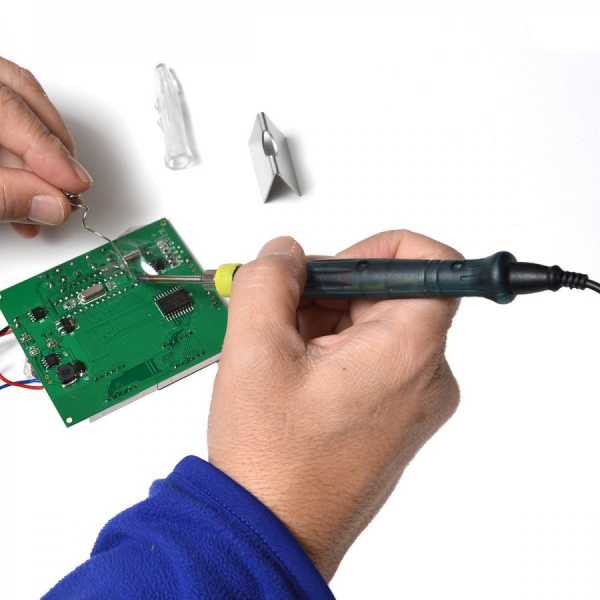
Завершение работы
После того как работа с паяльником завершена, необходимо очистить жало от припоя, и можно уже выключить паяльник. Горячее жало нужно ввести в твердую канифоль и подождать остывания, вынуть жало, излишки канифоли стекут и уже полностью остывший паяльник можно убрать на место.

Вооружившись хорошими теоретическими знаниями, как правильно паять паяльником, на практике можно добиться успехов в этом деле.




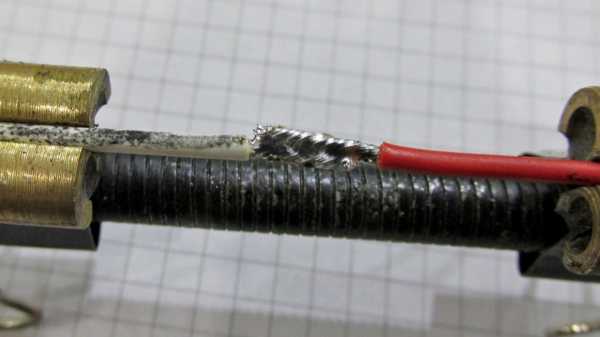






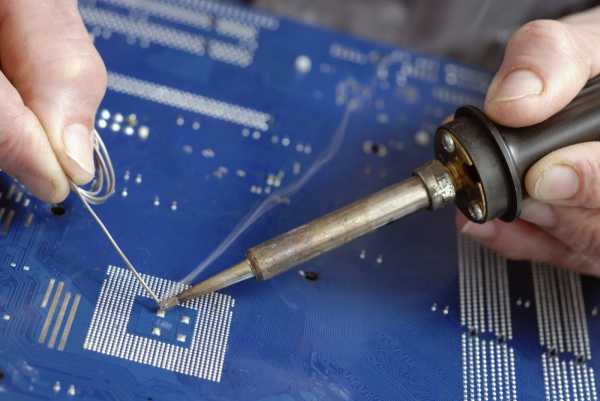



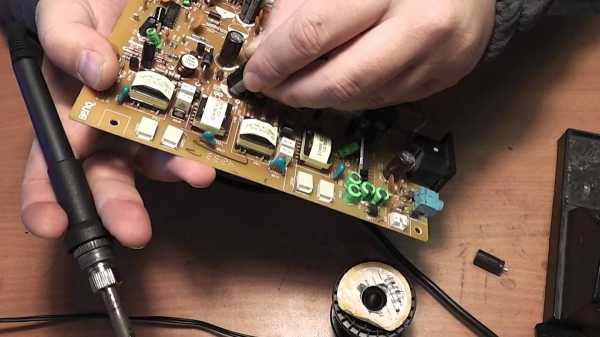

простой способ научиться хорошо паять провода (инструкция + 125 фото)
Если в советское время существовала игра для школьников, сутью которой было спаять «на коленке» радиоэлектронную микросхему самому, что они успешно делали, то сейчас многих вопрос о том, как правильно пользоваться паяльником, ставит в затруднительное положение. Хотя научиться паять паяльником не так уж сложно и, освоив основы для «чайников», можно будет самостоятельно проводить несложные работы, не обращаясь к специалистам.
Тонкости хорошей пайки
Чтобы припаять деталь к плате, нужно:
1) Нанести флюс на поверхность пайки; 2) Залудить их припоем; 3) Снова нанести флюс на контакты; 4) Запаять зазор между контактами.
Первое важное правило – избегать температуры выше 400 °C и более. Многие начинающие (и даже опытные) радиолюбители пренебрегают этим. Это критические значения для микросхем и плат.

Припой расплавляется примерно от 180 до 230 °C (свинец — содержащие припои) или от 180 до 250 °C (бессвинцовые). Это далеко не 400 °C. Почему тогда выставляют высокую температуру?
Что нужно для надежного контакта
Основные критерии:
- Правильно выбрать флюс. Например, для пайки проводов подойдет жидкий флюс. Он лучше всего смачивает провода и позволяет качественнее залудить такие контакты. Низкокачественный флюс быстро вскипает и растекается по плате.
- Использовать качественный припой. Именно припой определяет дальнейшую надежность и прочность соединения. Так же качество припоя может повлиять на работу схемы в целом, из-за шлаков и низкокачественных сплавов могут образоваться помехи в работе электроники и со временем могут появиться трещины.
- Пользоваться проверенным инструментом и оборудованием. Паяльники плохого качества могут нестабильно держать температуру, перегреваться.
- Соблюдать температурный режим. Не перегревать детали и держаться в температурном режиме плавления припоя. Слишком низкая температура и припой будет плохо плавиться, а если слишком высокая – материал будет испаряться, хуже лудить контакты.
- Долгие часы практики, проб и ошибок. Без практики не будет и своего метода пайки.
Эти критерии взаимосвязаны друг с другом. И при плохом выборе комплектующих с материалами, будет такой же результат.
Что такое термоусадка?
Во время сращивания проводов профессионалы рекомендуют применять специальные термоусадочные трубки. Диаметр их обязательно должен быть в два раза больше, чем у провода. Трубка надевается на один конец провода. После осуществления его механического сцепления с другим проводом и пайки термоусадка перетаскивается на место их соединения. Она должна располагаться так, чтобы с каждого конца шва оставалось по 1 см. После этого пайка выполняется заново. Термоусадка должна равномерно покрывать и нагревать соединение проводов. В результате воздействия на трубку высоких температур она запаивается, обеспечивая надежную изоляцию в зоне соединения, а также прочность механического сцепления.
С чего начать
Для начала, необходимо определиться с какой целью нужна пайка. Для радиолюбительства это начальный уровень, для пайки проводки и простого уровня нужны более профессиональные инструменты. А для ремонта и пайки SMD, BGA микросхем придется выучить все азы пайки и приобрести специальные инструменты и расходники.
Правильный выбор набора для пайки
Припои бывают разных типов и диаметров.

Большой диаметр припоя удобен по время пайки проводов, а мелкие для точечной пайки SMD компонентов, или разъемов. Так же припои бывают с канифолью или без. С канифолью припой очень удобен. Его проще всего брать на жало паяльника.
Набор для начинающих
Для радиолюбителей магазины продают сразу все в одной пачке. Такие наборы дешевле всего, так как по отдельности все будет стоить дороже. Например, есть наборы с паяльником и жалами, а также пинцетами.

Отличный набор для начинающих с Алиэкспресса
Паяльник или станция
Для пайки радиоконструкторов и проводов достаточно паяльника, а для более продвинутой пайки уже понадобится станция. Паяльная станция обладает в свое составе как правило и феном. С помощью фена можно паять SMD компоненты, и получится лучше прогревать плату.

Лучше всего начать с паяльника и выбрать тот, у которого доступна регулировка температуры и смена жал.
Жала паяльника
Существует арсенал жал для паяльников. Конус, плоское, топорик, волна и т.п. Они все могут быть различной площади и формы.

Выбор паяльного жала
Для начинающих отлично подойдет мини волна. Такое жало проще всего лудится, и способно на большой спектр задач.
Особенности применения
Для пайки проводов это массивные жала, а для планарных контактов это, как правило, конусные и изогнутые жала. Например, чтобы опаять шлейф от платы, лучше всех подойдет топорик. Этот тип обладает широкой рабочей поверхностью, которая позволяет массивно прогреть большую поверхность платы.
Вечные жала и правила их использования
Главное правило использование вечных жал — всегда на жале должен быть припой или флюс. Если игнорировать это правило, на жале начнут появляться черные точки, которые со временем перейдут на всю поверхность.

Это слой нагара, который образуется при окислении воздуха на рабочей поверхности. Припой или флюс выполняют защитную функцию, и во время работы паяльника окисляются они, а не жало паяльника.
Почему паяльник начал плохо паять
Если паяльник плавит припой, однако не берет его на свою рабочую поверхность, то его нужно залудить. Он сильно окислен, но его не стоит выкидывать.
Подготовка к работе
После включения паяльника в сеть, нужно дождаться его нагрева. Вся подготовка сводится к чистке нагара с рабочей поверхности и нанесения припоя. При работе с жалами нельзя использовать режущие инструменты. Нельзя удалять нагар с паяльника лезвиями или другими острыми предметами.
Лужение паяльника
Лужение паяльника происходит поэтапно:
- Разогретое жало нужно почистить. С помощью мокрой губки или медной стружки.
- На чистую поверхность наносился припой.
Черная поверхность жала удаляется с помощью долгого залуживания. Делается это с помощью комка припоя и флюса. Жало топится в припое до тех пор, пока оно не будет чистым. Периодически оно должно обмокать в припое. И затем снова чиститься с помощью губки. В этом случае лучше всего использовать медную стружку, она удаляет окислы и нагар намного лучше. Мокрая губка только удаляет припой, но не нагар. Если вышеперечисленные методы не помогают, то придется использовать активатор жал или паяльную кислоту.
Сопла фена
У паяльного фена тоже существую свои насадки. Они бывают разного диаметра, формы и крепления. Все зависит от того, какие работы проводятся.

Выбор паяльного флюса
Паяльные работы обладают большим спектром. И для разных задач нужны свои материалы. Например, для пайки проводов ни что не сравниться с обычной канифолью. Канифоль дешевая, практичная и удобная в работе. А для микросхем нужен иной подход. Пастообразный флюс и шприц для точечной дозировки флюса к SMD компонентам.

Чем отмывается флюс после пайки
С помощью бензина «Калоша» или спирта.
Инструментов и расходники для чистки:
- Вата;
- Ватные диски;
- Палочки из ваты;
- Зубная щетка.
Рабочее место и дополнительные инструменты
Для рабочего места подойдет деревянный стол. Если не хочется портить поверхность стола, то можно воспользоваться деревянной дощечкой. Дерево мало впитывает тепло и не действует как радиатор. А если нет такой дощечки, то можно приобрести силиконовый термостойкий коврик. В таком коврике есть удобная площадка для разборки электроники, различные карманы и места для инструментов. Коврик можно чистить обычным спиртом после работы, если остались какие-либо пятна или следы припоя.
Пинцеты и лопатки
С помощью пинцетов можно двигать детали при пайке, позиционировать и устанавливать детали. Они также изготавливаются из разных материалов, бывают угловыми, прямыми, с фиксацией и т.п.

Оптика и микроскопы
Лупы не очень удобны, поэтому намного удобнее и практичнее использовать микроскопы. Лучше всего начать с бюджетного варианта. Например, простой USB микроскоп позволит оценить результат пайки на экране компьютера.

Конечно, частота кадров не позволяет нормально работать под ним, но он позволяет без вреда для зрения рассматривать мелкие детали платы.

Вентиляция помещения и правила безопасности
Помещение должно быть с хорошей вентиляцией. При паяльных работах нужно держать дистанцию, и не приближаться близко, чтобы припой не попал на лицо. После паяльных работ обязательно проветрить помещение, и помыть руки и лицо с мылом. Нельзя употреблять пищу при пайке, ибо на слизистых поверхностях остаются осадки от дыма.
Виды паяльных жал никелированных
- Жало в форме иглы — им паяют очень маленькие радиодетали, такие как SMD. При осуществлении ремонта телефонов такое жало незаменимо. Оно применяется на платах с высокой плотностью монтируемых деталей.
- Жало-лопаточка — применяется для осуществления выпаивания и в случаях монтажа крупных радиодеталей. Им работают с многовыводными микросхемами.
- Жало в форме капли — им удобно переносить припой с канифолью к месту паяния, что приводит к повышению качества работы.
- Жало с изогнутой формой — чаще всего им отпаивают радиодетали, находящиеся в медной оболочке, чтобы на плате не оставался лишний припой. Оно может применяться и для обычной пайки. Паяльник нагревается до температуры 290-300 С.
Работая с паяльником, необходимо всегда содержать его в идеальной чистоте. Новые паяльные жала обычно обрабатывают с помощью молотка, чтобы на его поверхности образовались мелкие зазубрины. Впоследствии их аккуратно подравнивают напильником, чтобы придать жалу наиболее правильную форму.

Затем жало следует залудить, используя припой с канифолью. То есть покрыть тонким слоем припоя, обмакнув его в канифоль.
Простая пайка проводов
Первый пример это припаивание проводов.

Что потребуется
Для снятия изоляции с проводов понадобится стриппер.

С помощью него можно быстро удалить изоляцию. Бокорезы, кусачки, нож, зубы или паяльник не смогут так же легко справиться с этой задачей.
Для пайки проводов подойдет жидкая канифоль, или ФКЭТ.
Жидкая канифоль лучше всего обволакивает жилки проводов. Она дешевая, практичная и удобная.
Какое жало лучше выбрать
Для проводов нужно много припоя. Мини волна практичнее всего для пайки любых проводов, чем обычный конус или плоское жало.

Пошаговый процесс
Стриппером снимаем изоляцию, скручиваем провода.

Наносим флюс на спаиваемые провода, берем припой на жало. Температура жала не больше 300 °C.

Несколькими движениями вперед и назад лудим скрученные провода. Если припой образовался в комочки, то добавляем ждем остывания место пайки, чтобы не повредить кисточку. Добавляем еще флюс и снова проводим по месту пайки паяльником. Припоя не должно быть много или мало.
Лучше всего залудить оба провода перед спаиванием вместе, однако не получится надежно их скрутить. Поэтому, легче сразу сделать скрутку и затем спаять их.

Ремонт наушников
Основная проблема при ремонте наушников это стойкая изоляция проводов.

Особенности залуживания проводов
Чтобы залудить такие провода, необходимо с помощью припоя и канифоли тщательно пройтись по месту пайки.

Для пайки понадобится массивное жало, большая капля припоя и жидкая канифоль. Так же наносится флюс, но пайка немного другая. Теперь главная задача это сжечь изоляцию. Это можно сделать при помощи большой капли припоя. Продольными движениями вперед и назад проводим припой по месту пайки. Изоляция сжигается медленно. Не нужно повышать температуру выше 300 °C и использовать кислоту. Если не получается залудить, то пробуем снова, но уже вместо канифоли используем ЛТИ-120. Этот флюс поможет залудить провода не хуже паяльной кислоты.

Включаем паяльник в сеть
Нагревающим элементом является провод из нихрома, намотанный на трубку, спрятанный под кожухом. На конце трубки находится жало. Нихром, раскаляясь под воздействием идущего по нему тока, нагревает заостренные рабочие кромки.

Чтобы проверить готовность паяльника, касаемся им кусочка канифоли. Если пойдет небольшая струйка дыма, можно приступать к работе. Повалит густой дым – паяльник перегрелся. Придется его немного охладить. Выключить из сети.
Лучше всего – использовать терморегулятор, чтобы не дергать постоянно вилку из розетки туда-сюда.
Лужение эмалированной проволоки
Эмалированная медная проволока теплоемкая и трудно поддается лужению.

Но ее можно легко залудить с помощью обычной канифоли. Достаточно наждачной бумаги.

Удаляем эмалированное покрытие с помощью наждачки, наносим канифоль и проволока успешно задужена и готовка к пайке.

Подготовка
Для того, чтобы начать паять, нужно обзавестись нужным инструментом. Вот что нам понадобится:
- Канифоль, кислота, флюс;
- Набор отверток;
- Припой оловянно свинцовый – ПОС 60;
- Плоскогубцы;
- Пинцет;
- Кусачки, бокорезы;
- Молоток;
- Напильник, наждачка;
- Паяльник средней мощности (40 – 60 Ватт)

Предварительно зачищаем спаиваемую поверхность. Используем наждачную бумагу, напильник. Затачиваем жало паяльника – две кромки, когда он новый. Освобождаем от старого припоя, если он ранее использовался. Для этого чистим его напильником, протираем губкой.
Пайка светодиодной ленты
Светодиодная лента так же теплоемкая, как и толстый провод. Она имеет в своем составе медную подложку, которая забирает тепло при нагреве.
Залуживаем контакты с помощью канифоли. Используем мини волну и совсем немного припоя. На месте пайки должно быть немного припоя.

Далее, берем паяльник от себя ручкой, прислоняем провод к контакту и сверху жалом паяльника. Пайка должна длиться не дольше секунды, пока есть флюс. Это связано с тем, что медная подложка быстро забирает тепло, а сгорающий флюс уже не в состоянии собрать припой в единое целое. Поэтому, если паяльные работы будут длиться больше секунды, то на ленте будут комочки припоя с признаками холодного контакта. Если такое произошло, снова наносим флюс и одним касанием исправляем плохую пайку.

Канифоль (флюс) чиститься с ленты при помощи спирта (или бензина) и ватного диска.

Внесение припоя
Когда место пайки достаточно разогрето, можно добавлять припой. Его вносят двумя способами — расплавленное, в виде капли на жале паяльника или в твердом виде (проволоку припоя) непосредственно в зону пайки. Первый метод используется если область пайки небольшая, второй — при значительных площадях.
В случае, если надо внести небольшое количество припоя, его касаются жалом паяльника. Припоя достаточно, если жало стало белым, а не желтым. Если повисла капля — это перебор, ее надо удалить. Можно стукнуть пару раз по краю подставки. Потом сразу возвращаются в зону пайки, проводя жалом вдоль места пайки.
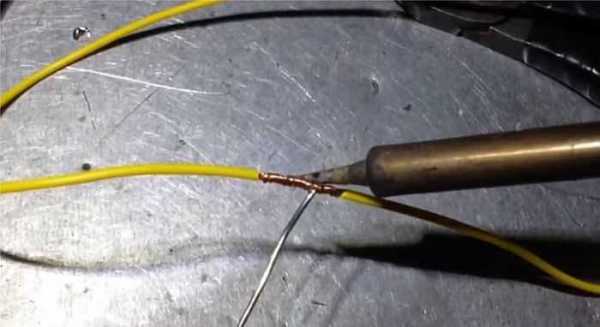
Как правильно паять паяльником: второй способ внесения припоя
Во втором случае проволоку припоя вводим непосредственно в зону пайки. Нагревшись, он начинает плавиться, растекаясь и заполняя пустоты между проводами, занимая место испаряющегося флюса или канифоли. В этом случае надо вовремя убрать припой — его переизбыток тоже не очень хорошо влияет на качество пайки. В случае с пайкой проводов это не так критично, а вот при пайке электронных элементов на платах очень важно.
Ликбез для начинающих
Для выпаивания детали из платы, нужно сделать так, чтобы контакты разогрелись до плавления припоя (примерно 230 °C). Основная ошибка начинающих — место паяльных работ сразу прогревают на 300 — 350 °C.
Например, нужно выпаять микросхему из платы паяльной станцией Lukey 702.

Многие радиолюбители и электронщики выставляют параметры нагрева выше 300 °C.
В первый момент, на деталь действует около 200 °C. На контактах и окружающем месте паяльных работ комнатная температура.

Нагрев детали достигает 300 °C, а контакты еще не дошли до 200 °C.

На микросхему поступает критическая температура 350 °C. Тем временем, окружающее место пайки неравномерно прогревается, даже если происходят равномерные движения феном по месту пайки. На контактах детали появляется заметная разница температур.

400 °C и микросхема начинает зажариваться.

Еще чуть-чуть, и она отпаяется из-за того, что и контакты практически нагрелись до плавления припоя. Но это происходит потому, что плата прогрелась. И в данном случае, это произошло неравномерно. Высокие значения температур приводят к тепловому пробою микросхемы, она выходит из строя. Плата сгибается, чернеет, появляются пузыри из-за вскипевшего текстолита и его составляющих.
Такой метод пайки очень опасен и не эффективен.
Как все-таки без ущерба паять детали?
Нужно проанализировать место пайки и оборудование:
- Оценить толщину платы. Чем толще плата – тем сложнее и дольше ее прогревать. Плата представляет собою слои дорожек, маски, площадки и много металлических деталей, которые очень теплоемкие.

- Что находится рядом. Чтобы не повредить окружающие компоненты, нужно их защитить от температуры. С этой задачей справятся: термоскотч, алюминиевый скотч, радиаторы и монетки.
- Какая температура окружающей среды. Если воздух холодный, то плату придется нагревать чуть дольше. Особое значение имеет то, что находится под платой. Не нужно паять на металлической пластине, или на пустом столе. Лучше всего подойдет деревянная дощечка или набор салфеток. И при этом плата должна находиться в одной плоскости, без перекосов.
- Оборудование. Многие паяльные станции продаются без калибровки. Разница между показываемой температуры на индикаторе и фактическая может достигать как 10 °C, так и все 50 °C.
Ремонтируем посуду без паяльника
Различные емкости и другую кухонную утварь можно ремонтировать с помощью так называемых карандашей, которые продаются в специализированных магазинах или на рынках. При отсутствии такого приспособления предлагаем сделать следующее:
- Обрабатываем место повреждения наждачной бумагой.
- Удаляем следы ржавчины, а также выполняем дополнительную обработку соляной кислотой.
- С внешней стороны емкости укладываем широкую пластину рукой. Она нужна для того, чтобы исключить протечку припоя.
- Изнутри насыпаем измельченное олово и канифоль на поврежденный участок.
- Ставим емкость на огонь и дожидаемся расплавления припоя.
Паяльная паста: быстро производим соединение деталей
Еще один способ соединения проводов или металлических деталей без паяльника – это использование специальной пасты, состоящей из таких ингредиентов:
- соляная кислота – 32 мл;
- олово – 7,8 г;
- цинк – 8,1 г;
- вода – 12 мл.
Сперва разводим в воде соляную кислоту, после чего последовательно вливаем в нее цинк и олово. Затем добавляем дополнительные компоненты:
- глицерин – 10 мл;
- свинцовый порошок – 7,4 г;
- олово – 14,8 г;
- цинковая пыль – 29,6 г;
- канифоль – 9,4 грамма.
Все ингредиенты предварительно нагреваются и после расплавления смешиваются между собой.
Получившимся пастообразным составом нужно намазать на соединяемый участок. После этого осуществляется нагрев с помощью свечи или зажигалки до полного расплавления этого своеобразного припоя. Паста достаточно надежно соединяет даже толстые провода, однако с ее приготовлением придется повозиться. Очень важно соблюдать все указанные выше пропорции, чтобы добиться нужного результата.
Паяльник является очень простым и удобным инструментом. С помощью него соединяются маленькие металлы, и об этом знает каждый мужчина с самого детства. А вот на вопрос о том, как паять без него, могут ответить немногие. Иногда могут возникнуть такие ситуации, когда необходимо спаять провод или иную деталь, но под рукой не оказывается паяльника. Пайка является самым распространённым видом соединения маленьких деталей, которую можно сделать в домашних условиях. Сварить детали, когда паяльник сломался, не так сложно, как может показаться, необходимо только обладать некоторыми знаниями.
Как правильно паять феном
Нужно закрыть все мелкие и уязвимые к перегреву компоненты защитой.

В данном случае используется алюминиевый скотч. Он хорошо защищает компоненты от температуры, плотно держит компоненты платы. Однако, прибавляет теплоёмкость к месту пайки. Термоскотч также хорошо защищает, только хуже держится на плате.

Плату размещается на таком материале, который наименее теплоёмкий и медленно отдает температуру в окружающую среду. Можно использовать, например, деревянную дощечку. И при этом, место пайки не должно находиться под наклоном.

Лучше всего нанести на контакты флюс. Он хорошо распространяет тепло, по сравнению с нагреваемым воздухом, однако не следует его добавлять слишком много. Он может вскипеть, зашипеть или помешать пайке.
Первым делом прогревается место пайки. Фен выставляется около 100 °C и максимальным потоком воздуха.
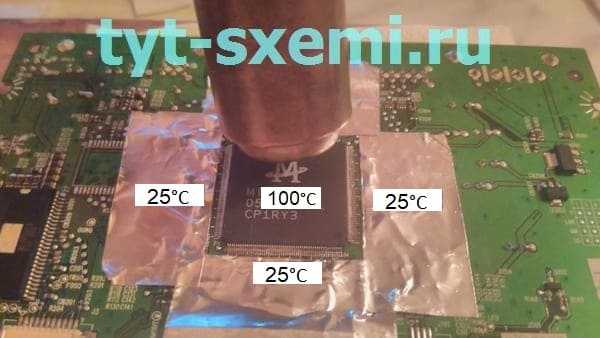
Нужно прогреть как саму деталь, так и окружающее место пайки с контактами круговыми движениями.
Далее, спустя около минуты следует плавно повысить нагрев.
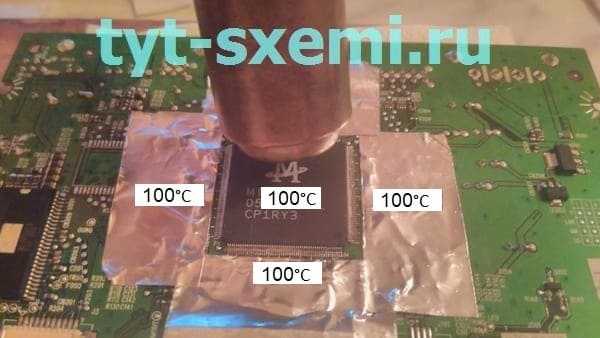
Разница с контактами будет небольшая. Таким образом, в течение нескольких минут, повышаем до 300 °C.
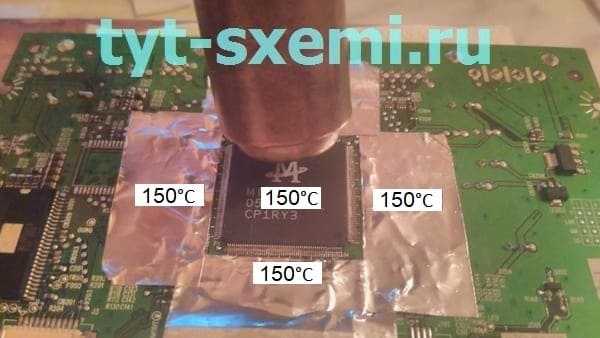
Шаг около 20 — 30 °C на каждые десятки секунд.
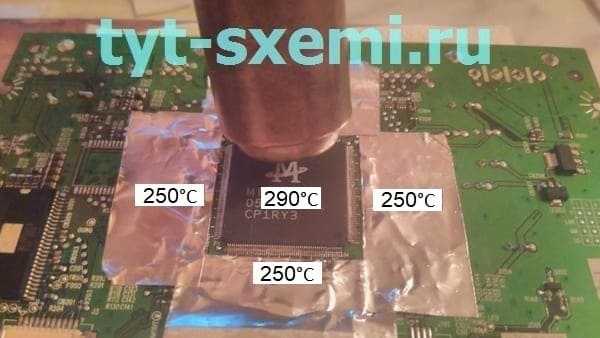
Выводы по краткому обучению пайке
Сегодня мы познакомились с тем, как учатся паять американцы. Задорнов сказал бы…ну в общем вы поняли. В оригинале, как мне кажется, все выглядит немного коряво и поверхностно, так что постарался внести свои уточнения в текст. В принципе, самые азы раскрыты, но останавливаться в этом деле никак нельзя, так что подписывайтесь на обновления блога — будут еще подробности о процессе пайки.

К одним из самых надежных и эффективным методик скрепления различных элементов — пайка. Для бытовых задач нередко применяются обыкновенные электропаяльники. Существуют устройства, функционирующие и от 220 В, и от 380 В, и даже от 12 В. Двенадцативольтные паяльники характеризуются небольшими показателями мощности. Они зачастую применяются на опасных производствах. Они используются и в быту, однако их нагревание осуществляется крайне медленно.
Как понять, что деталь уже выпаивается
На контактах появляется блик. С помощью пинцета следует аккуратно подтолкнуть микросхему. Если она двигается легко и плавно из стороны в сторону, то ее уже можно снимать, если нет – греем дальше.

Эту технику необходимо индивидуально подстраивать под каждую пайку и паяльную станцию. Например иногда придется дольше греть плату, а в порой и около 240 °C хватит. Метод паяльных работ зависит от случая.
Устройство нагревательного элемента паяльника.
Рассмотрим устройство нагревательного элемента в разрезе.
Нагревательным элементом в паяльниках обычно служит нихромовый провод, намотанный на металлическую трубку, в которую вставляется медный стержень (жало). Электрический ток раскаляет нихромовый провод, а он в свою очередь отдает тепло медному стержню, нагревая его.
Для изоляции этого провода от контакта с защитным кожухом и металлической трубкой, служит слюда, которая слоями прокладывается между ними.
Сплав Розе
Чтобы уменьшить риск перегрева, можно использовать сплав Розе. Он поможет снизить нагрев до 120 °C. Таким способом можно выпаять деталь из опасных и чувствительных участков. Достаточно добавить пару гранул припоя и немного флюса.
После лужения контактов, деталь легко выпаивается. Нужно аккуратно выпаивать контакты, они могут легко повредиться из-за резкого движения.
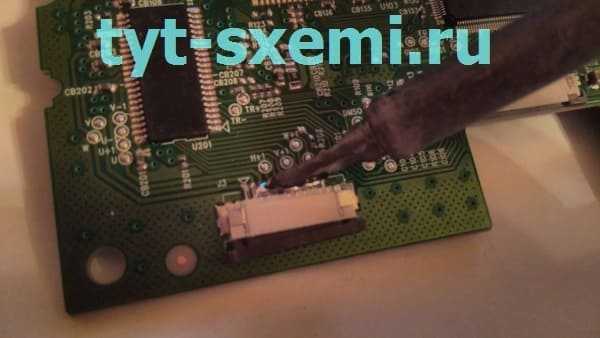
Получившийся припой в обязательном порядке удаляется с платы. Он очень хрупкий и не подходит для использования.
Пошаговое освоение навыков пайки
Перед теми, кто совсем недавно начал своё знакомство с электроникой встаёт на первый взгляд простая задача – научиться правильно паять.
Казалось бы, всё просто – взял паяльник, припой, канифоль, и можно начинать собирать какое-нибудь интересное устройство. Но, чтобы собрать электронную самоделку, нужно обладать навыками качественной и надёжной пайки.
Работоспособность любого электронного устройства в первую очередь зависит от надёжности электрических соединений и паянных в том числе. Навыки качественной пайки приходят с опытом. Поэтому необходима тренировка. С чего же начать?
Чтобы научиться паять, в первую очередь необходимо ознакомиться с теорией. Это потребует немного времени сейчас и сбережёт его в будущем. Вот что потребуется знать, для того, чтобы приступить к освоению навыков пайки.
Минимальный набор для пайки: паяльник, припой, канифоль, подставка для паяльника. Подробнее…
Подготовка паяльника к работе. Советы и рекомендации по уходу за паяльным инструментом. Подробнее…
Припои. Свойства и характеристики оловянно — свинцовых припоев. Подробнее…
В последнее время на прилавках радиомагазинов появился бессвинцовой припой (Lead free). Его активно применяют при сборке бытовой радиоаппаратуры. Припой без свинца отличается своими свойствам от широко распространённого оловянно-свинцового. О бессвинцовых припоях читайте здесь.
Также в процессе пайки и сборки потребуется монтажный инструмент. Подробнее…
После лёгкого прочтения теории, можно смело приступать к пайке. Для тренировки навыков можно спаять куб. Сперва может показаться, что это дело простое, но на самом деле это не так.
Куб, спаянный из медного провода
Берём медную проволоку сечением около 1 миллиметра. Если провод лакированный, то предварительно нужно удалить изоляцию. Делать это лучше с помощью перочинного ножа и мелкой наждачной бумаги. Поверхность проволоки нужно тщательно зачистить, чтобы остатки лакового покрытия не мешали лужению проводника. Даже небольшие участки лаковой изоляции, случайно оставшиеся после зачистки, будут препятствовать дальнейшему лужению. Далее залуживаем медную проволоку. О лужении провода можно прочесть здесь.
Паяем куб
В процессе лужения можно использовать жидкий флюс, например, ЛТИ-120. Продаётся в магазине радиотоваров в тюбиках. Может комплектоваться кисточкой или диспенсером (типа, как пипетка для нанесения флюса капелькой).
ЛТИ — 120
Жидкий флюс быстро высыхает. Поэтому некоторые слегка подсушивают его для придания более густой консистенции.
Для облегчения процесса спайки двух проводников под необходимым углом можно воспользоваться “третьей рукой”. Третья рука весьма полезное приспособление. Оно поможет сберечь пальцы рук от случайных ожогов, которые можно получить придерживая детали или проводники пальцами.
Третья рука
Если не удаётся купить такой девайс, то что-то подобное можно собрать, используя зажимы типа “крокодил” и несколько металлических деталей.
Выпаивание радиодеталей.
Потренироваться в выпаивании радиодеталей можно на печатных платах от неисправной аппаратуры. Для этих целей подойдёт старый ненужный телевизор, например, типа 3УСЦТ. Таких телевизоров было наштамповано огромное количество в советское время. На печатных платах таких телевизоров все радиодетали смонтированы методом монтажа в отверстия — THT (от англ. –Through Hole Technology).
В подавляющем большинстве современной радиоаппаратуры применяется монтаж SMT или смешанный (SMT + THT). Демонтаж радиоэлементов с печатных плат, собранных методом SMT осложняется тем, что SMD элементы (конденсаторы, диоды, резисторы) имеют очень малые размеры и для их выпаивания требуется специальное оборудование. Поэтому практиковаться в выпаивании всевозможных радиодеталей с печатных плат легче начинать с плат, выполненных методом монтажа в отверстия.
Если особых трудностей с выпаиванием обычных радиодеталей не возникло, можно приступить к тренировке навыков пайки элементов SMD. В современной электронике монтаж радиодеталей на поверхность очень популярен и эта тенденция будет сохраняться – детали будут всё мельче и мельче.

Поверхностный монтаж
Для пайки SMD компонентов желательно обзавестись термовоздушной паяльной станцией.
Подробнее о термовоздушной паяльной станции читайте здесь.
Выпаять SMD элементы с платы обычным паяльником очень сложно, а многовыводные детали вроде микросхем вообще нереально, поэтому станция пайки горячим воздухом просто необходима. Она упрощает процесс монтажа и демонтажа многовыводных планарных микросхем, миниатюрных SMD-транзисторов, резисторов и конденсаторов. Если вы занимаетесь радиоэлектроникой и планируете освоить ремонт электроники и, например, ремонт сотовых телефонов, то не сомневайтесь в том, что термовоздушная паяльная станция вам пригодиться.
Также не стоит забывать о правилах безопасности. Желательно, чтобы помещение, в котором происходит пайка, проветривалось. Старайтесь не вдыхать пары канифоли.
Не перегревайте печатную плату. Это исключить её вспучивание и расслоение. Также стоит оберегать глаза и лицо. Не редки случаи, что выводы деталей пружинят под действием сил упругости, разбрызгивая капельки жидкого припоя во все стороны. Похожая ситуация происходит и при перегреве печатной платы, когда медные дорожки отслаиваются, а жидкий припой разбрызгивается по сторонам. Старайтесь избегать таких случаев!
Комбинированный метод
Еще одна очень эффективная техника. Если во время пайки деталь плохо паяется или не выпаивается – это следствие низкокачественного припоя, флюса или недостаточного прогрева платы.

Для этого во время работы паяльником, необходимо сверху помогать паяльным феном. Фен следует ставить до 200°C. Так нагрев будет происходить быстрее, и температура на контактах стабилизируется, окружающий воздух будет меньше забирать тепло.
Технология паяния
Сегодня наибольшей популярностью пользуются паяльники электрического типа. Люди, чья работа тесно связана с процессом пайки (починка техники, чайников, микросхем, плат, наложение страз ), зачастую выбирают паяльную установку, любители же обходятся обыкновенными устройствами без каких-либо регуляторов.
Чтобы научиться паять паяльником, необходимо разобраться в общем процессе, после чего можно углубляться в особенности.
Потому следует начать с небольшого описания последовательности работы.
Пайка предполагает определенную схему действий. Речь пойдет о спаивании радиотехнических элементов и проводов, так как это встречается повсеместно. Итак, действия будут следующими:
- Подготовка элементов к работе.
- Лужение или обработка поверхностей флюсом.
- Нагрев обрабатываемых элементов до определенных температурных показателей.
- Внесение припоя в область пайки.
Далее припой остается лишь остудить и произвести проверку качества стыка. Если вы сделали все верно, то обработанная поверхность будет блестеть. Если же припой обладает пористой структурой и тусклым оттенком, то это может свидетельствовать о том, что при пайке не была достигнута достаточная температура. Такую пайку специалисты называют «холодной». Она с легкостью разрушается — провода при этом достаточно просто потянуть. Также участок пайки может обугливаться. Это свидетельствует о чрезмерно высокой температуре.
Подготовка к работе
Перед работой следует избавиться от изоляции. У оголяемого провода может быть разная длина. Если вам нужно спаять проводку, то оголяют от 10 до 15 см. Для наушников же, к примеру, будет достаточно небольшой длины — от 7 до 10 см.
После удаления изоляционного материала нужно осмотреть провода. Если они покрыты специальной оксидной пленкой или лаком, то от покрытия тоже нужно удалить. Для этого можно воспользоваться сразу несколькими способами:
- Механический. Применить мелкозернистую наждачку, которой нужно обработать оголенный провод. Однако, этим способом очень неудобно обрабатывать тонкие проводки, а многожильные можно вообще повредить.
- Химический. Оксидную пленку можно снять с помощью растворителей и чистого спирта. ЛКМ-покрытие удаляется ацетилсалициловой кислотой (обыкновенный аспирин из аптеки). Провод просто укладывают на поверхность таблетки, после чего нагревают паяльником. Кислота очень быстро начнет съедать лак.
Вам также нужно будет научиться определять достаточно прогрева участка пайки. В том случае, если вы используете обыкновенное паяльное устройство, то следует обратить свое внимание на поведение флюса или канифоли. Если нагрев достаточный, то вещества начинают кипеть и выделять пар. При поднятии кончика жала капельки горячей канифоли не спадают.
В каких случаях паять феном не получится
Паяльный фен как правило достигает мощности не боле 500 Вт. Чем меньше мощность, тем меньше можно прогреть площадь платы.
С помощью паяльного фена не получится адекватно выпаять массивные детали, компьютерные BGA микросхемы (мосты, CPU, GPU). Фен не сможет прогреть такие площади.
Это все равно что вскипятить стакан воды с помощью одной спички. Повышать температуру тоже не вариант, это уничтожит как саму деталь, так и плату.
Для массивной платы необходим нижний подогрев. Чаще всего это плита, которая нагревается до 100 – 200 °C. Печатную плату получится равномерно прогреть. А с помощью фена довести до плавления припоя.
Так же можно использовать строительный фен. Он имеет большее сопло, и его мощность может быть до 3000 Вт. Однако, строительный фен тоже не выход. Из-за того, что греется только деталь и небольшое окружающее пространство вокруг, после пайки плата деформирмируется от высокой разницы нагрева, тем самым отрываются выводы от площадок (особенно это кается больших BGA деталей).
Какой паяльник выбрать?
Научиться паять правильно — легко, но при условии удачно выбранного инструмента. Среди большого разнообразия этих устройств мастеру-любителю, решившему заняться починкой оргтехники, стоит выбрать акустический паяльник, который отличается малыми размерами и хорошей работоспособностью. Он имеет низкую теплоемкость, что желательно для тонких паечных работ при сборке микросхем. Начинающему мастеру лучше остановить свой выбор на приборе, мощность которого не превышает 40 Вт. Важно, чтобы паяльник также не был слабее 15 Вт, поскольку мощности в таком изделии будет недостаточно даже для соединения простых проводов оргтехники. Покупать предпочтительнее инструмент с трехнаправляющим заземляющим штекером. Его наличие предотвратит возможные рассеивания напряжения во время движения электротока к металлической трубке.

Для выполнения работ по присоединению калибровочных проводов, шасси и витражных работ подойдет промышленный паяльник.
Выпаивание деталей из плат одним паяльником
Малогабаритные по площади SMD детали можно выпаять с помощью конусного жала. Нагреваются оба контакта детали и она быстро отходит с платы. Также конусное жало удобно во время впаивания SMD детали, так как можно точно дозировать количество припоя на контакты.

Пайка оплеткой
Оплетка представляет собой жилки тонких медных проводов.

Можно использовать в качестве оплетки экранирующую изоляцию от антенны. С помощью оплетки можно легко и быстро убрать припой с контакта. Нужно нанести флюс на оплетку и контакт. Далее, с помощью паяльника место пайки медленно прогревается и олово переходит на оплетку. Такой метод пайки хорош для мелких деталей и не больших DIP контактов. Если нужно выпаять PCI разъем, то оплетка быстро потратиться в пустую.
Вакуумный шприц и иглы
Вакуумный шприц быстро удаляет массивные распаленные части припоя. А с помощью игл DIP контакты легко отпаиваются от платы. Игла надевается на контакт, и с помощью паяльника прогревается. Иглу нужно успеть продеть через контакт платы на корпус микросхемы, пока припой будет в расплавленном состоянии. Или наоборот, когда контакт уже разогрет, и в эту же секунду вставляется игла.

Такие методы пайки устарели. Современные платы производятся для машинной сборки, поэтому зазор между контактами и выводами деталей минимален. Игла уже слабо проходит, а вакуумный шприц не успевает забрать точенные капли припоя. Обычный электролитический конденсатор выпаять с помощью шприца уже не получится. В таком случае поможет метод жидкого жала.
Жидкое жало и его плюсы
Жидкое жало представляет собой каплю припоя, которая позволяет не пользоваться дополнительными инструментами (оплетку, фен, иглы или шприц). Техника такая же, как и со сплавом Розе. Основное отличие в температурах.
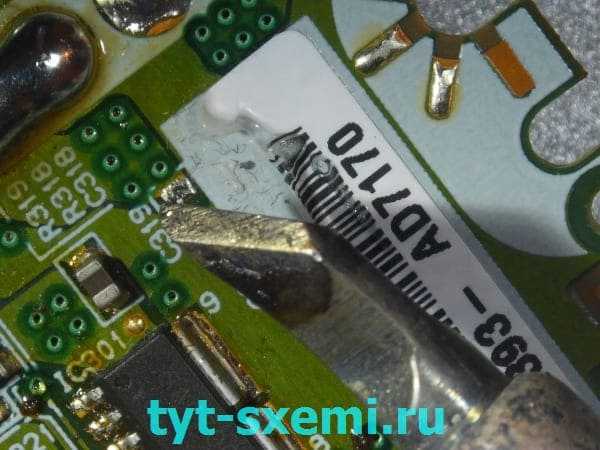
Жало типа топорик обладает массивной продольной рабочей поверхностью. Оно позволяет захватить сразу несколько контактов одновременно.
Наносим припой на жало.

На паяемую микросхему наносится пастообразный флюс с помощью шприца.

Деталь и ее контакты прогреваются жалом до плавления олова и точно также нужно сделать с другой стороны.
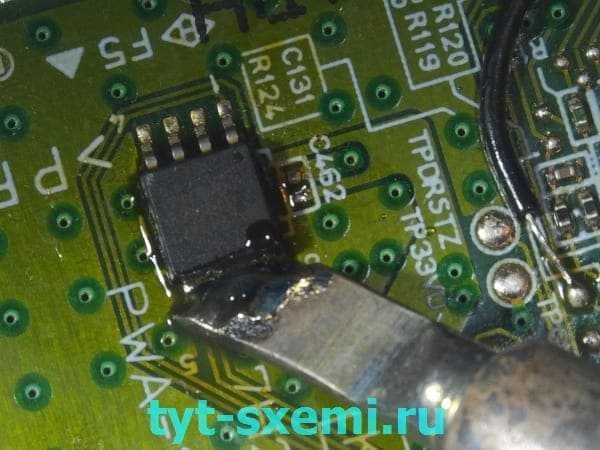
Такой техникой можно выпаять и DIP контакты.
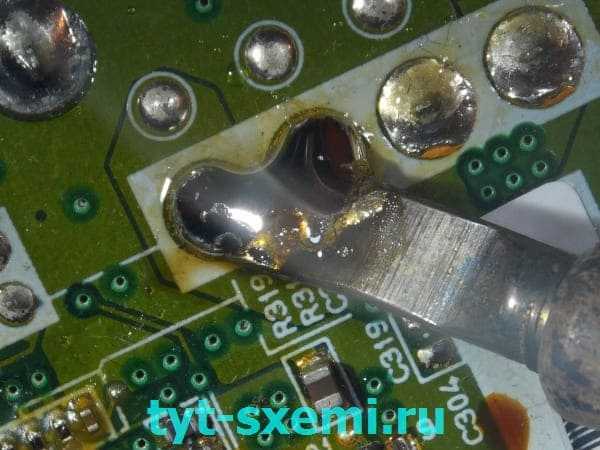
Припой и флюс. Для чего они нужны?
Пайка представляет собой процесс сваривания двух деталей. Только вместо электрода используется припой – сплав свинца и олова. Для смачивания спаиваемой поверхности, защиты от окисления применяется флюс. Обычно это – канифоль, изготовленная из смолы сосны. По виду и цвету напоминает кусок янтаря.

Припой выпускается в виде проволоки или трубки с флюсом внутри. Первый вариант – более популярен. Флюс в любом случае используется.

В зависимости от способов соединения, пайки проводов, подбирается соответствующий вид припоя. Чем он темнее, тем больше в нем содержится свинца, на большую температуру плавления он рассчитан.

Припой для тех или иных целей подбирают согласно его маркировки. Расшифровка кода обозначения очень проста: буквы обозначают, что припой состоит из олова и свинца, цифры – процентное содержание элементов
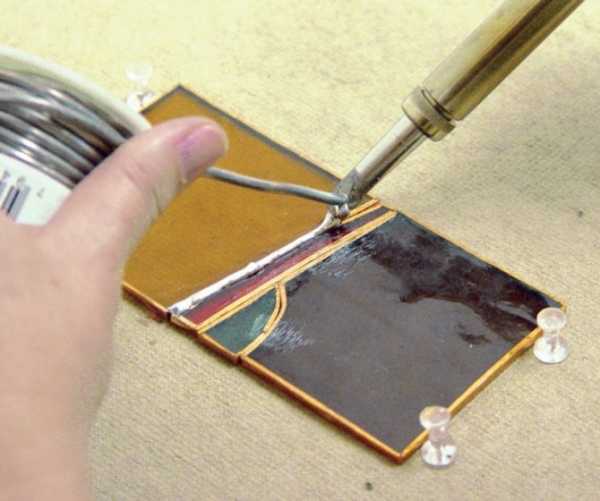
Для домашних целей оптимально подходит припой марки ПОС 60, температура плавления которого – около двухсот. Несмотря на низкое содержание свинца и высокого – олова, соединение будет достаточно прочным.
Дополнительная тренировка
Для дополнительной тренировки можно попробовать паять различные ненужные платы от компьютеров и смартфонов. На материнских платах существует много SMD и DIP компонентов. Только долгие и упорные часы практики помогут развить навыки в пайке.

Сетка
В качестве упражнения можно попробовать спаять сетку из проводов. Качество пайки оценивается по нагрузке на эту спаянную сетку проводов. Если паяные соединения не рвутся под нагрузкой, то пайка отличная.
Конструкторы
Так же отлично помогают радиоконструкторы.

Они учат понимать электрические схемы и тонкости пайки. Следует начинать с простых конструкторов, например с мигалок или дверных замков. По мере повышения мастерства, можно повышать уровень сложности, доходя до сложных LED кубиков.

Пайка кислотой
Кислота используется только в крайнем случае, когда сильно окисленная поверхность не поддается лужению. Все детали, провода и разъемы могут отлично паяться без кислоты. Подробнее о паяльной кислоте
Необходимый инструмент
Если необходимо припаять провод или что-то другое без паяльника, нужно подготовить следующий инструмент:
- пассатижи с тонкими носиками;
- плоскогубцы;
- нож;
- ножницы;
- шкурку наждачную;
- напильник;
- надфиль;
- кисточку.
В качестве источника огня следует использовать спиртовку или лампу на сухом спирте.
Вопрос, как припаять без паяльника, только на первый взгляд кажется абсурдным. Такую пайку можно произвести очень простыми способами, а можно сделать качественно с применением паяльной пасты.
Для чего нужна канифоль?
Она — катализатор процесса. Это твердая смола, и при расплаве пахнет так же, как и зеленая хвоя, ведь производится из терпентина – части смол этого дерева.

Её просто обожают радиолюбители, создающие свои изделия и ремонтирующие заводские качественно и быстро. Носик паяльника и провода подносят к смоле, расплавляют её немного и проводки сами сплавляются.

Нужно только погреть, чтобы лишнее олово стекло. Но не к каждому металлу этот припой подходит. Но медь и латунь, бронза лучше соединяются с ней.

Способы пайки деталей и компонентов
Пайка проводов считается самой легкой процедурой. В растворенный флюс окунаются концы каждого провода, после чего по ним необходимо пройтись паяльником, жало которого также хорошо смочено флюсом.
Во время самого лужения весь лишний припой рекомендуется стряхивать. В процессе соединения постепенно формируется скрутка. Она прогревается, а все свободное место заполняется оловом.
В другом случае концы вымачиваются во флюсе, а пайка производится сразу же, без лужения. Данный способ часто применяется в соединениях тонких проводников или много проволочных жил. При хорошем флюсе и мощном паяльнике обеспечивается качественное и надежное соединение.
Работа с электроникой значительно сложнее. Здесь уже требуются определенные знания и практические навыки. Однако, несложные действия по ремонту схемы может выполнить и начинающий мастер:
- Элементы выводов с ножками перед тем как паять, нужно зафиксировать воском или пластилином в своих отверстиях. На другой стороне платы паяльник нужно плотно прижать к выводу для его прогрева. Далее в это место вставляется тонкий припой в виде проволочки с флюсом. Олова требуется совсем немного, главное, чтобы оно со всех сторон равномерно затекало в лунку.
- Если отверстие слишком большое и ножки в нем болтаются, это место нужно смочить небольшим количеством флюса. Далее олово подносится к ножке и стекает по ней, после чего лунка равномерно заполняется.
Пайка с помощью жидких или пастообразных флюсов
Преимущество таких составов в том, что их можно предварительно нанести на точку соединения. То есть, флюс начинает работать еще до нагрева. При касании паяльником, происходит вторая ступень реакции, и жидкий флюс служит смазкой для растекания припоя.
Еще один плюс — пастообразный или жидкий очиститель увеличивает пятно контакта. Основная проблема пайки не плоских предметов — площадь передачи тепла от паяльника минимальна. Если место касания смочено флюсом — температура передается эффективнее.
Единственный недостаток: нет механического воздействия на поверхность.
Информация: некоторые профессионалы старой закалки растворяют сосновую канифоль спиртом или более жидким флюсом, и получается эффективный состав практически без недостатков.
Как припаять или выпаять микросхему без паяльника
Вы уже поняли, что для успешной пайки требуется разогрев детали до температуры плавления припоя. Его можно расплавить с помощью тепловой пушки, или паяльного фена. Это аналог фена строительного, только он компактный и часто оснащен специальными формованными соплами.

С его помощью прогревается рабочая зона, при этом припой плавится не в определенной точке, а на относительно большой площади. Это эффективный способ, особенно если необходимо выпаивать микросхему (все ножки нагреваются одновременно). Но при таком способе есть риск повредить саму деталь от перегрева.
Если вы извлекаете неисправный элемент — нет проблем.
Вообще, паяльный фен необходимо использовать только в случаях, когда традиционный способ пайки невозможен. Например, при монтаже SMD деталей (кто не знает — у них нет ножек) на радиаторную пластину.
Пайка - с чего начать, что понадобится? Блог
Необходимым навыком для человека, который хотел бы заниматься электроникой профессионально или как любитель, является пайка. Основой для обучения пайке является знакомство с инструментами, необходимыми для этого процесса. Благодаря этому руководству вы узнаете, как правильно выбирать инструменты и на что следует обращать особое внимание при покупке, чтобы легко воплотить теоретические знания в практику пайки.
Паяльник
Как нетрудно догадаться, это основной инструмент, необходимый для пайки, поэтому выбор правильного паяльника особенно важен. Прежде чем перейти к более техническим элементам инструмента, о которых стоит помнить, важно упомянуть довольно обыденную вещь — удобство использования. Благодаря тому, что устройство держится в руке, основой является удобный хват. Если есть возможность, лучшим решением будет протестировать паяльник, который мы собираемся купить в магазине.
Самый важный параметр, на который стоит обратить внимание, это мощность паяльника (определяется в ваттах). Мощность прибора выражается в первую очередь в скорости его нагрева, поэтому паяльник с большей мощностью будет нагреваться быстрее, а с меньшей — медленнее. Хорошим решением для новичка будет выбор паяльника-трансформера с регулируемой мощностью, благодаря чему мы избежим ситуации, когда у инструмента будет слишком мало мощности для пайки определенных элементов (напр.разъемы).
Жало паяльника, т.е. его жало, тоже очень важный элемент. Мы постоянно эксплуатируем наконечник при очень высоких температурах, поэтому стоит выбрать инструмент, наконечник которого изготовлен из прочного материала, который не испортится и не потеряет своих свойств после нескольких пайков.
Рекомендуемые паяльники, отвечающие вышеуказанным критериям:
Наполнитель для припоя
Самый популярный выбор здесь — олово с флюсом.Он продается разного диаметра, но самый безопасный выбор для новичка – 0,7 мм. Кроме того, рекомендуется иметь отдельный контейнер для жидкого флюса. Благодаря ему паять будет намного проще, особенно новичку.
Другие полезные аксессуары
- Устройство для отсоса оплетки и олова - это средства, помогающие предотвратить кризисные ситуации и собрать лишнее олово из системы, чтобы не повредить ее
- Защитные очки - особенно важны для людей без опыта, они помогут защитить глаза от ситуации, при которой в нашу сторону брызнет олово или обрезанная проволока
- Универсальный держатель - может стать отличным подспорьем для начинающих, позволяя сосредоточиться на пайке без переустановки системы.
Основные принципы
При пайке важны свойства связующего и соединяемых поверхностей, а также условия, в которых будет проходить весь процесс. Наиболее важные правила успешной пайки:
1. Точная установка и обеспечение правильного расстояния между припаиваемыми элементами. Наиболее выгодным будет расстояние около 0,04 мм, но дополнительно стоит учитывать тепловое расширение элементов, которое можно варьировать (например,пайка стали с латунью, которая расширится намного больше, чем сталь). Соблюдение соответствующего расстояния необходимо для надлежащего проникновения связующего (т. е. другого расплавленного металла) в соединяемые металлы и обеспечения надлежащего сцепления.
2-й Товар Предварительная очистка металлических поверхностей и обезжиривание . Все остатки ржавчины, краски, жиров и масел следует удалить специальными препаратами. Оставление загрязненных поверхностей приведет к неравномерному распределению флюса по ним, неравномерному нагреву и неправильному распределению вяжущего.Это также может привести к окислению металла при нагревании.
3. Использование правильного флюса – это химическое вещество, которое необходимо нанести на спаянные поверхности перед соединением. Флюс обеспечит гораздо большую эффективность пайки, так как создает защитный слой, препятствующий окислению металлов при контакте с кислородом воздуха (при нагреве). Образовавшиеся оксиды металлов затрудняют заполнение швов расплавленным связующим и препятствуют надлежащему и прочному склеиванию поверхностей.Флюс растворяется при нагреве и затем поглощает все мешающие пайке оксиды металлов. Флюс следует тщательно нанести на все соединяемые поверхности. В некоторых случаях припои доступны сразу со встроенным флюсом, что облегчает пайку и обеспечивает правильное дозирование.
Традиционно применяемый флюс лучше всего наносить на соединяемые поверхности непосредственно перед пайкой, чтобы он не засыхал и не стирался в процессе работы.
Лучше всего правильно подобрать флюсы в зависимости от свойств соединяемых материалов и требуемой температуры. Флюс следует использовать в количестве, достаточном для поглощения любых образующихся оксидов. Преимуществом флюса также является защита от перегрева соединяемых материалов.
4. Правильное размещение паяных элементов - правильно подготовленные, очищенные и покрытые флюсом элементы должны быть размещены в наиболее удобном положении. Можно использовать специальные формы или подставки.Однако следует помнить, что все несущие устройства изготавливаются из изоляционных материалов, плохо проводящих тепло (например, из керамики).
5. Настройка правильной температуры во время процесса пайки . Нагрев должен быть равномерным и ограничиваться в основном местами подключения. В случае небольших поверхностей все можно нагреть до точки плавления припоя. Для больших поверхностей также используются газовые горелки для нагрева более широкой области вокруг стыка.Ручным инструментом, наиболее часто используемым для пайки, является электрический паяльник  . Если при нагреве плавкий предохранитель меняет свой вид, становится однородным - значит, элементы прогрелись равномерно, то следует приблизить палочку или проволоку припоя и подержать так, чтобы он расплавился, заполняя стыки. Если мы заметим, что флюса недостаточно, мы можем добавить его, окунув в него конец припоя. Добавление в припой нового слоя флюса повысит его текучесть и проникающую способность.В процессе пайки важно следить за тем, чтобы жидкий припой не затекал в места, отличные от тех, которые вы хотите соединить.
. Если при нагреве плавкий предохранитель меняет свой вид, становится однородным - значит, элементы прогрелись равномерно, то следует приблизить палочку или проволоку припоя и подержать так, чтобы он расплавился, заполняя стыки. Если мы заметим, что флюса недостаточно, мы можем добавить его, окунув в него конец припоя. Добавление в припой нового слоя флюса повысит его текучесть и проникающую способность.В процессе пайки важно следить за тем, чтобы жидкий припой не затекал в места, отличные от тех, которые вы хотите соединить.
6. Очистите соединение после пайки. Сначала мы удаляем остатки флюса, например, погружая соединяемые элементы в теплую воду (до того, как они остынут). Тогда флюс будет трескаться и отслаиваться. Вы также можете удалить лишний флюс проволочной щеткой во время замачивания.
Однако, когда остатки флюса становятся зелеными или черными, это означает, что они стали слишком насыщенными оксидами.Такие налеты удаляем кислотными растворами, например, соляной (помните об особой осторожности). Использование азотной кислоты не рекомендуется, так как она вступает в реакцию с серебром, содержащимся в приманках. После очистки мест пайки от окислов - соединяемые элементы уже можно использовать. При желании их можно обработать, например, электролизом, или защитить антикоррозионным защитным слоем, например, маслом.
.
Научитесь правильно паять
Пайка – это процесс соединения материалов, незаменимых в электронике, автоматике или гидравлике, среди прочего. Этот процесс используется как энтузиастами DIY, так и профессионалами. Характерной чертой процесса пайки, отличающей его от процессов сварки и плавления, является соединение материалов в твердом состоянии. Необходимость неразъемного соединения металлических элементов вынуждает пользователя готовить устройства, которые обеспечат хорошее качество припоя на отдельных элементах.
Работа с паяльником — это повседневная рутина для электроники. Люди, ежедневно использующие в своей работе технику пайки, не имеют ни малейших проблем с выполнением ремонта паяльником. Однако, если вы используете это устройство только изредка, результат может быть неудовлетворительным. Правильная пайка довольно проста, даже если вы неопытны, этому можно легко научиться. Мы собрали интересную информацию о пайке и покажем вам, как паять правильно.
В чем разница между пайкой и сваркой?
Пайка и сварка представляют собой соединения материалов, различающиеся по трем пунктам:
1.Рабочая температура
Припой при пайке плавится уже при температуре ниже 1000°С. При газовой сварке кислородно-ацетиленовое пламя имеет температуру почти 3000°С.
2. Тип соединения
При сварке соединяемые материалы разжижаются в месте сварки. Поставляемая сварочная проволока используется для заполнения зазоров и может повлиять на свойства расплавленного металла.
При пайке материалы нагреваются только до точки, при которой они образуют заподлицо с флюсом.Заготовки не оплавляются, как в случае сварки.
3 Прочность соединения
В принципе можно сказать, что: чем выше температура при соединении, тем выше долговечность или прочность соединения. Следовательно, сварное соединение имеет большую прочность, чем паяное. Однако это намного сложнее и требует обширного защитного оборудования.
Кроме того, не все материалы и точки соединения устойчивы к высоким температурам, возникающим при сварке, т.е.из-за малой толщины материала желоба не свариваются, а припаиваются. А пайка медных проводов — один из основных навыков монтажника.
В чем разница между мягкой и твердой пайкой?
В зависимости от температуры плавления припоя различают два вида пайки: мягкую и твердую, которые различаются областями применения и методами:
Мягкий припой
При мягком припое нагрев осуществляется выборочно.Он используется в основном в электротехнике, например для электропроводного соединения элементов на печатной плате. Данная методика имеет множество преимуществ:
Диапазон рабочих температур 180 - 250°С, а значит, соединяемые элементы не подвергаются термическим перегрузкам.
Паяное соединение обеспечивает достаточную механическую прочность, чтобы надежно удерживать даже более крупные компоненты.
Паяльник избирательно нагревает материал, чтобы можно было быстро выполнить процесс пайки.
Кроме системы отвода паров припоя, никаких специальных мер защиты не требуется.
Пайка
При пайке происходит нагрев большой площади при температурах выше 450°С.
Температуры намного выше и работа не ведется выборочно. Пайка обеспечивает герметичное соединение с высокой прочностью на растяжение и ударной вязкостью.
Некоторые припои имеют температуру плавления почти 1000°С.Эти температуры не могут быть достигнуты с помощью паяльников, поэтому используются подходящие паяльные горелки.
Как и при сварке, при пайке необходимо соблюдать соответствующие правила пожарной безопасности.
Какие материалы можно паять?
Многие металлы можно паять с помощью подходящего припоя и флюса.В принципе, многие металлы и сплавы могут быть спаяны вместе. Благодаря универсальным связующим и флюсам легко комбинируются между собой следующие материалы:
- медь (Cu) и медные сплавы, такие как латунь (Me) или бронза (Br)
- никель и никелевые сплавы
- железосодержащие материалы
- Стали
- Драгоценные металлы
Для других металлов, таких как алюминий (Al), олово, цинк, свинец или нержавеющая сталь, требуются специальные припои или флюсы.
В разделе "Пайка алюминия - как правильно" мы более подробно разберем эту тему, в том числе на что стоит обратить внимание.
Что нужно для пайки?
Когда мы говорим о «пайке» в целом, в большинстве случаев мы имеем в виду мягкую пайку, так как пайка в основном выполняется квалифицированным персоналом.
1. Паяльник
Роторный паяльник
Паяльники просты и недороги. В большинстве случаев люди, не обладающие специальными знаниями, но все же любящие заниматься своими руками, тянутся к ручному паяльнику без контроля температуры.
Паяльники предлагают очень хорошее соотношение цены и качества, а это значит, что бюджет любителя не перегружен. Кроме того, они доступны в широком диапазоне классов производительности и размеров, что позволяет оптимально выполнять различные задачи по пайке.
Паяльники для проверки стыка
Пистолетные паяльники
Быстрые паяльники.Специалисты по обслуживанию рады иметь паяльные пистолеты в своих ящиках для инструментов. Высокая температура в них достигается за счет протекания тока большой силы по проводу, который одновременно является наконечником. Если причиной неисправности является плохой контакт, обрыв проводки или плохое соединение проводов, паяльный инструмент должен быть готов к использованию быстро. Именно здесь паяльник имеет наибольшее преимущество. Они быстро нагреваются, но установить точную рабочую температуру не представляется возможным.
Достигается температура пайки всего за несколько секунд благодаря мощным нагревательным элементам.
Паяльники с контрольным пистолетом
Паяльная станция
Паяльные станции с точным контролем температуры.Люди, уже имеющие базовые знания, а также квалифицированные специалисты оценят преимущества паяльной станции. Это сложные, профессиональные паяльные устройства. Они имеют встроенные электронные системы, позволяющие точно и плавно регулировать и поддерживать температуру.На дисплее сразу отображается вся важная информация: текущая температура, мощность нагрева и запрограммированная температура. В случае массивного отвода тепла через большие поверхности олово быстро разогревается до необходимой температуры. Это означает, что процесс пайки может быть выполнен за короткое время без чрезмерной термической нагрузки на компоненты.
Еще одним преимуществом станции является наличие паяльных жал различной формы для соответствующих паяльников.
Проверка паяльных станций
Газовый паяльник
Пайка без электропитания.Газовые паяльники не требуют подключения к сети. Это делает их идеальными для мобильного использования за пределами дома и мастерской. Высокая температура наконечника достигается за счет нагрева наконечника газовой горелкой, работающей на газе пропан-бутан. В зависимости от модели газовые паяльники подходят как для точной пайки, так и для типичных работ в мастерской, не требующих очень большой мощности.Они также подходят для плавления, горячей резки, сварки пластмасс, усадки или окраски огнем (пирография).
При их выборе стоит обратить внимание на объем бензобака, от которого будет зависеть время работы паяльника и регулировка температуры. Они имеют небольшие габариты, поэтому поместятся в любую сумку для инструментов.
Паяльники контрольные газовые
2. фев
Припой с различными сплавами и в жидкой форме используется для заполнения паяльного зазора.Поскольку олово (Sn) является основным компонентом припоя, название оловянный припой стало нарицательным. Другими материалами, которые добавляют в припой в различных количествах, являются, например, свинец (Pb), медь (Cu), серебро (Ag), золото (Au) или висмут (Bi). В зависимости от добавки и соотношения смешивания свойства припоя изменяются. В результате его можно оптимально адаптировать к различным требованиям.
Основная задача припоя – заполнить пространство между спаиваемыми деталями. Кроме того, он должен образовывать как механическое, так и электропроводящее соединение.Температура плавления должна быть ниже температуры соединений.
1. Печатная плата
2. Шайба
3. Компонент (резистор)
4. Сборная шина с защитным лаком
5. Соединительные компоненты кабеля
6. Припой
Припой делится на две категории:
3
2 90 припой
На протяжении десятилетий оловянно-свинцовый припой широко использовался для мягкой пайки. Припой, обозначенный Sn60Pb40, состоял из 60 % олова и 40 % свинца.Он переходит из твердого состояния в «мягкое» при 183 °C и в жидкое при 191 °C. Оловянный припой имеет очень хорошие эксплуатационные свойства и создает паяные соединения с металлическим блеском. Соединения методом холодной пайки могут образоваться быстро, если компоненты встряхиваются или перемещаются на этапе охлаждения.
Припой SN63Pb37 является эвтектическим, что означает, что при 183°C он быстро переходит из твердого состояния в жидкое. Если температура падает, он так же быстро превращается из жидкого в твердое.
Согласно Директиве ЕС 2011/65/EU (RoHS = Restriction of Hazardous Substances) использование определенных опасных веществ ограничено. Это также относится к токсичному тяжелому металлу свинцу. По этой причине на несколько лет отказались от свинца в олове, используемом в производстве электрических и электронных устройств.
Бессвинцовый припой
Самым большим отличием от оловянно-свинцового припоя является повышенная температура плавления, которая составляет 218 - 230°С.Бессвинцовые припои в основном состоят из олова (Sn), к которому добавлено серебро (Ag), золото (Au) или медь (Cu).
К сожалению, текучесть и качество поверхности бессвинцового припоя намного хуже, чем у свинцового припоя. Наилучшие результаты достигаются при содержании в нем помимо олова 3 % серебра и 0,5 % меди (Sn3,0Ag0,5Cu).
3. Флюс
Флюс требуется в процессе пайки, чтобы обеспечить требуемую смачиваемость и плавучесть припоя на припое за счет уменьшения содержания оксидов на припое и поверхностях припоя, а также для предотвращения повторного окисления.
Кроме того, поверхностное натяжение жидкого припоя снижается, благодаря чему припой может плотно прилегать к заготовке. На практике флюс подается к месту пайки вместе с припоем. Для этого оловянный припой имеет трубчатую форму, внутрь которой залит флюс.
Обозначение типа F-SW-23 определяет согласно DIN 8511, для каких материалов подходит флюс и насколько агрессивны его остатки.
F = обозначение флюса
S = материал припоя (S — тяжелый металл, L — легкий металл).
H = процесс пайки (H означает пайка, W означает пайку мягким припоем).
11 - 13 (высокая коррозионная активность - необходимо удалить остатки флюса).
21 - 28 (Слабокоррозийный - удалить остатки флюса).
31 - 34 (не вызывает коррозии - не требует удаления остатков флюса).
4) Приспособления для пайки
Классика среди припоев.При покупке паяльника стоит обратить внимание на дополнительные элементы, которые нужны для пайки или облегчают ее.
При пайке вам часто может понадобиться больше, чем две руки, потому что одна рука занята паяльником, а другая припаивается.В ситуации, когда печатную плату, компоненты или провода также необходимо удерживать в правильном положении для облегчения процесса пайки, применяется так называемый третья рука в виде небольшой подставки с зажимами типа «крокодил».
Если дополнительно использовать лупу для лучшего наблюдения за рабочим местом, то даже самые мелкие детали будут быстро спаяны.
Существует множество других практичных принадлежностей, таких как наборы штифтов для печатных плат, очистители наконечников припоя и диспенсеры для припоя, которые еще больше упрощают пайку.
Проверка принадлежностей для пайки
5) Вытяжка паров припоя
Система вытяжки паров припоя очищает воздух от паров припоя.Опасность для здоровья от паров при пайке должна быть как можно меньше. По этой причине даже те, кто занимается пайкой редко, должны использовать подходящую систему всасывания паров припоя, в том числе при работе только с бессвинцовыми припоями.
Канифольсодержащие аэрозоли, возникающие при пайке, всасываются непосредственно на рабочем месте и связываются в фильтре с активированным углем.Таким образом эффективно предотвращается прямой контакт с кожей, глазами и дыхательными путями.
Какой мощности должен быть паяльник?
При правильной мощности паять можно быстро и аккуратно.К сожалению, на этот вопрос нельзя ответить конкретными значениями. Мощность устройства должна соответствовать типу впаиваемых элементов. Чем прочнее паяльник, тем быстрее он достигнет более высокой температуры.
Если спаять два тонких провода, тепловыделение будет минимальным.В этом случае нет необходимости быстро разогревать паяльное жало. Для небольших электронных деталей достаточно паяльника меньшей мощности. Мощный паяльник может разрушить.
Иначе обстоит дело с экранирующими пластинами или заземленными паяными соединениями. Если материал с хорошей теплопроводностью значительно снижает температуру паяльного жала, его следует быстро нагреть, чтобы за короткое время достичь необходимой температуры пайки. Это, в свою очередь, возможно только с сильными паяльниками, которые также требуют более широкого наконечника в форме долота, чтобы тепло могло адекватно передаваться паяному соединению.Это обеспечивает быстрое выполнение процесса пайки без тепловой перегрузки компонентов.
Как правильно паять?
Прежде чем приступить к пайке, вы должны знать, как выглядит правильный трехэтапный процесс. Для правильных результатов их необходимо правильно проводить.
| Этап 1: Увлажнение Место пайки нагревается наконечником, а затем добавляется припой.Убедитесь, что место пайки полностью покрыто или смочено припоем. | Этап 2: Растекание На этом этапе жидкий припой должен затекать в места пайки и, таким образом, создавать соединение элементов на большой площади. | Этап 3: Склеивание В процессе склеивания паяное соединение охлаждается и затвердевает. На этом этапе заготовку ни в коем случае нельзя трясти, так как это приводит к образованию «холодного припоя». |
Наш практический совет: Оптимальная пайка
Весь процесс пайки должен занимать от 2 до 5 секунд, в зависимости от размера паяного соединения. Если через 5 секунд поток припоя все еще отсутствует, остановите процесс пайки и используйте более сильный паяльник.
Какие ошибки часто допускают при пайке?
Неправильный выбор паяльника
Припой не перешел в жидкую фазу.Если выбран паяльник со слишком малой мощностью, олово не перейдет в жидкую фазу, и паяное соединение будет иметь плохую проводимость или вообще не будет ее проводить.Кроме того, процесс пайки займет гораздо больше времени, что может привести к перегреву компонентов.
Наконечник припоя отделяется слишком быстро
Если наконечник припоя преждевременно удаляется из паяного соединения, фаза протекания не может возникнуть или происходит только частично. Фаза настройки, которая начинается слишком рано, приводит к недостаточному или неправильному контакту.
Неверная процедура пайки
Припой не выполняет соединение.Люди с меньшим опытом, как правило, наносят олово на жало припоя, а затем пытаются каким-то образом переместить пузырек жидкого припоя к месту припоя.
В этом случае, поскольку паяное соединение холодное, припой не сцепляется с поверхностью или компонентом.
Интенсивное использование припоя
Припой течет через покрытие сквозного отверстия.Применение слишком большого количества припоя обычно приводит к нежелательным перемычкам припоя.По этой причине, при пайке точек пайки близко друг к другу, всегда будьте осторожны, чтобы избежать короткого замыкания из-за перемычек припоя.
В случае сквозных контактных точек пайки (см. рисунок) избыток припоя может капать с нижней стороны печатной платы и вызывать короткие замыкания.
Перемещение компонентов во время фазы охлаждения
Припой ломается и не образует токопроводящего соединения.Если детали перемещаются во время фазы охлаждения, припой может сломаться там, где он еще мягкий.
Это приводит к трещинам в пайке и плохому контакту или его отсутствию.
Перегрев места пайки
Выступ припоя выступает из печатной платы.Если температура паяльника слишком высока или жало паяльника слишком долго остается в зоне пайки, может произойти термическое повреждение.
В результате может расплавиться изоляция кабелей, а в случае печатных плат могут отсоединиться проводящие дорожки и наконечники для пайки.В экстремальных случаях это может вызвать невидимые микротрещины, которые приводят к нарушению проводимости.
Слишком высокая температура также может повредить компоненты.
Наш практический совет: берегитесь нагрева
Опыт показывает, что полупроводники, такие как диоды, транзисторы, тиристоры или симисторы, не обязательно подвержены тепловой гибели во время пайки. Электролитические конденсаторы гораздо более чувствительны к перегреву при пайке.
Как правильно распаять?
Не рекомендуется «ремонтировать» поврежденный паяный шов путем его повторного нагрева. Гораздо лучшим решением является удаление припоя и повторная пайка.
Когда компонент должен быть удален с печатной платы, олово должно быть удалено. Это можно сделать с помощью различных инструментов:
Демонтажный насос
При нажатии кнопки насос кратковременно создает вакуум. Насос для удаления припоя имеет на конце трубку из термостойкого материала.Устройство подпружинено и может кратковременно создавать вакуум при нажатии кнопки.
Паяльник предназначен для разжижения олова в месте пайки. Часто бывает полезно добавить немного свежего припоя при нагреве паяного соединения. Добавленный таким образом флюс обеспечивает достаточное разжижение всего припоя в паяном соединении.
Как только припой перейдет в жидкую фазу, наконечник насоса для всасывания припоя помещается на место пайки и включается насос.Это освобождает место пайки от жидкого припоя.
Оплетка для отпайки
Оплетка для отпайки идеально подходит для аккуратного удаления припоя.Оловянная оплетка состоит из оплетки из тонких медных проволок, пропитанных флюсом. Витая пара укладывается на холодный припой и прижимается паяльником.
Тепло от паяльного жала проникает в оплетку и расплавляет припой в месте пайки. Жидкий припой втягивается в оплетку под действием капиллярных сил.Если на стыке остались оловянные отложения, отрежьте «изношенный» отрезок оплетки и повторите процесс.
Этот метод удаления припоя намного мягче, чем откачка, поэтому плетеные провода идеально подходят для небольших точек пайки с тонкими токопроводящими дорожками.
Демонтажные устройства
Профессиональная электростанция с паяльником и демонтажным утюгом. Демонтажные устройстваидеально подходят для сервисных мастерских и лабораторий электроники, где выполняется множество работ по пайке и распайке.В некоторых случаях паяльные и демонтажные станции предлагаются как агрегаты, совмещающие обе функции в одном устройстве.
Демонтажные устройства имеют полый нагреваемый наконечник, который полностью окружает место пайки. Вакуумный насос создает вакуум, необходимый для отсасывания горячего припоя.
В зависимости от области применения (кабельные компоненты или компоненты SMD) существуют различные версии устройств для распайки.
Пайка SMD: на что обратить внимание?
SMD является аббревиатурой от Surface Mounted Device и означает компонент поверхностного монтажа, который не имеет соединительных проводов и поэтому припаивается непосредственно к печатной плате.
В промышленном производстве технология поверхностного монтажа экономит время и деньги. Кроме того, устройства становятся меньше, так как плотность монтажа может быть значительно увеличена.
При ремонте SMD-компонентов, где переделываются небольшие паяные соединения или заменяются SMD-компоненты, требуется большая ловкость. Поэтому для распайки SMD используются специальные инструменты:
Пинцет для распайки
Паяльник и пинцет в одном устройстве.Биполярные компоненты SMD можно очень легко отпаять с помощью пинцета, который сочетает в себе паяльник и пинцет в одном умном устройстве.
При захвате компонента демонтажным пинцетом точки пайки нагреваются с обеих сторон. Припой становится жидким за очень короткое время, и компонент можно удалить с печатной платы пинцетом.
Во избежание перегрева как можно скорее поместите элемент на термостойкую поверхность.
Оборудование для пайки горячим воздухом
Когда электронные компоненты в технологии SMD имеют несколько соединений, для их разборки и сборки используются термовоздушные устройства, не имеющие физического контакта с припаиваемыми деталями.Процесс пайки осуществляется путем направления образующегося горячего воздуха на припаиваемые элементы. Пайка горячим воздухом особенно удобна для работы с небольшими и хрупкими деталями. Он отлично работает в процессе распайки компонентов.
Бывает, что термовоздушный паяльник интегрирован с паяльной станцией, которая обычно имеет довольно большие габариты.
Доступны различные насадки для различных компонентов.В дополнение к многоцелевым точечным соплам имеются также сменные сопла, специально адаптированные к конструкции интегральных схем.Таким образом, вы можете отключить все соединения процессора и удалить компонент с платы за одну операцию.
Особой проблемой является профессиональная пайка компонентов SMD.
Из-за чрезвычайно малых размеров мелкие детали, а также небольшие токопроводящие дорожки могут быть очень быстро разрушены во время пайки. Поэтому в начале стоит потренироваться в пайке и выпаивании SMD-компонентов на старых и ненужных платах.
В частности, с оборудованием для пайки горячим воздухом необходимо обращаться осторожно, чтобы не повредить плату чрезмерным нагревом.
Алюминий паять не так просто, как, например, медь или латунь. Проблема заключается в оксидном слое, который образуется поверх алюминия в течение нескольких минут, когда алюминий вступает в контакт с кислородом окружающего воздуха.
В отличие от черных металлов, где слой оксида или ржавчины медленно, но неуклонно разрушает металл, оксид алюминия образует своего рода уплотнение, защищающее материал. В процессе анодирования на алюминий наносится оксидный слой для защиты и улучшения качества заготовки.Также следует обратить внимание на температуру паяемого алюминия. Перегретый алюминий становится хрупким и мягким.
Сварка, пайка или мягкая пайка?
Сварка и пайка обеспечивают очень прочные соединения, но технически очень сложны. По этой причине алюминиевые детали в основном соединяются между собой мягкой пайкой. Однако, если вы хотите паять алюминий, вам нужно обратить внимание на несколько моментов и использовать правильные инструменты.
Материалы, необходимые для пайки алюминия
Газовая горелка
Поскольку алюминий является очень хорошим проводником тепла, его можно использовать для нагрева паяного соединения до требуемой температуры ок.380°С, используйте газовую горелку.
Алюминиевый припой
Для мягкой пайки алюминия требуется специальный алюминиевый припой. Различают фрикционный припой (например, AL370 или AL380), который необходимо вводить в место пайки, и капиллярный припой (например, AL 390), автоматически затекающий в зазоры и трещины.
Флюс
Флюс обычно используется для пайки. Флюс предназначен для химического удаления оксидного слоя или предотвращения окисления алюминия в процессе пайки.Это также улучшает текучесть припоя.
Если вы работаете с фрикционным припоем, флюс можно наносить на место пайки кистью сразу после очистки. Флюс герметизирует паяное соединение и предотвращает контакт алюминия с кислородом воздуха. В случае капиллярного припоя припой покрыт твердым флюсом.
Процесс пайки
Температура плавления оксидного слоя на алюминии 1600 - 2100°С. Сам алюминий плавится при температуре 580 - 680°С.Поскольку оксидный слой препятствует процессу пайки, его необходимо удалить перед пайкой. Это можно сделать щеткой из нержавеющей стали или шлифовкой.
Затем место пайки должно быть защищено флюсом или процесс пайки должен быть начат немедленно. Точка пайки доводится до необходимой температуры с помощью горячей газовой горелки. Поскольку алюминий не тускнеет и не обесцвечивается при воздействии тепла, требуется некоторый опыт в отношении того, когда можно наносить припой.При необходимости поможет инфракрасный термометр.
Если используется фрикционный припой, используйте отвертку или небольшой шпатель, чтобы втереть жидкий припой в паяное соединение. В случае капиллярного припоя припой автоматически поступает в паяное соединение. Всегда следите за тем, чтобы паяное соединение имело правильную температуру.
После завершения процесса пайки заготовка должна остыть, после чего ее можно очистить от остатков флюса. Поскольку флюс растворяется в воде, для очистки достаточно проточной воды и щетки.При необходимости место пайки можно отшлифовать и отполировать.
Наш полезный совет: при необходимости предварительно нагрейте компоненты
Для цельных алюминиевых заготовок имеет смысл предварительно нагреть их в печи. Тогда тепловыделение в месте пайки уже не так велико и температура пайки достигается быстрее.
В качестве основы для пайки используйте огнеупорный камень или кирпич. Металлическая пластина в качестве площадки для пайки будет слишком сильно рассеивать тепло.
Конструкция и типы паяльников
Паяльники (паяльники, паяльные станции) - устройства для пайки, т. е. соединения материалов с использованием припоя (связующее), который затем соединяет металлические элементы между собой. Температура плавления должна быть ниже, чем у соединяемых металлов.
Присадочный металл, используемый во время пайки, широко известен как олово .
Это название действительно означает сплав олова (обычно 60%) с другими флюсами, такими как серебро, медь и т.д.Паяльники незаменимы при работе с электронными и электротехническими элементами. Некоторые паяльники также используются для сварки пластмасс или резки. Их используют как любители DIY, так и профессионалы.
Конструкция паяльника
В конструкции любого классического паяльника можно выделить основные элементы:
- Ручка
- Нагревательный элемент
- Жало, имеющее непосредственный контакт со связующим - припоем (кроме термовоздушных паяльников) .
Классификация паяльников
С учетом температуры плавления припоя можно выделить два типа пайки: мягкая пайка и твердая пайка . Мягкая пайка осуществляется при температуре ниже 450°С (чаще всего около 250°С), а твердая пайка выше 450°С.
Процесс мягкой пайки применяется там, где важнее всего герметичность и хорошая электропроводность соединения, а не его высокая прочность. Этот метод соединения в настоящее время широко используется в электронной промышленности, электромонтаже, а также в электротехнической промышленности, например.для пайки плат.
Конструкция и принцип действия, а также предполагаемое использование также определяют разделение паяльных устройств. Паяльники можно разделить на несколько групп.
Нагреватель (сопротивление) паяльников
Работают со встроенным нагревателем, который производит тепло, которое затем распространяется по проводу, ведущему к жало. Благодаря отдельно размещенному блоку питания и неподключенному к нему жалом паяльники с нагревателем очень легкие и подходят как для любительского и любительского ремонта, так и для общих работ с электронными компонентами.
Нагреватель паяльников имеет возможность замены жал различной формы, что позволяет адаптировать прибор к текущей работе. Эти устройства маленькие и удобные в работе. Паяльники с нагревателем экономичны, что делает их идеальными для любителей и обычных работ с электроникой.
В группу нагревательных паяльников также входит паяльник. Его большой наконечник выполнен из металла, что позволяет соединять более крупные элементы.
Паяльник TOOLCRAFT SKD-3060, 230 В, 30 Вт, 60 Вт
Паяльники трансформаторные
Высокая температура в них достигается за счет протекания тока большой силы по проводу, который одновременно является жалом.Их название происходит от трансформатора, который является его неотъемлемой частью. Благодаря сетевому питанию и проводу внутри корпуса паяльники быстро нагреваются. Это идеальные устройства для быстрой пайки и распайки толстых кабелей и компонентов большой площади. Трансформаторные паяльники быстро нагреваются, но не умеют выставлять точную рабочую температуру. Недостатком этого типа паяльников является их относительно большой вес, что делает их менее удобными и менее точными.
Паяльник-трансформер Rothenberger Industrial 35957 35957
Газовые паяльники
Высокая температура жала достигается за счет нагрева жала газовой горелкой, работающей на газе пропан-бутан. В зависимости от модели газовые паяльники подходят как для точной пайки, так и для типичных работ в мастерской, не требующих очень большой мощности. При их выборе стоит обратить внимание на емкость бензобака, от которой будет зависеть время работы паяльника и регулировка температуры.
газовые паяльники не требуют подключения к сети. Это делает их идеальными для мобильного использования за пределами дома и мастерской. Они имеют небольшие габариты, поэтому поместятся в любую сумку для инструментов.
Газовый паяльник TOOLCRAFT
Паяльники на батарейках
Представляют собой нагревательные паяльники, работающие от батареек или аккумуляторов. Устройства этого типа хорошо работают при соединении малогабаритных элементов за счет меньшей мощности по сравнению с другими паяльниками.Паяльники идеально подходят для мобильного применения: они легкие, маленькие и их легко транспортировать. Работа от батареек или аккумуляторов делает эти паяльники менее эффективными, чем от сети. Способ питания также определяет время работы аккумуляторных паяльников, которое обычно короче по сравнению, например, с газовыми паяльниками. Из-за необходимости замены батарей стоимость их эксплуатации относительно высока. Однако альтернативным решением является покупка аккумуляторов с зарядным устройством.
Паяльники с горячим воздухом, Паяльники с горячим воздухом
Устройства этого типа работают с горячим воздухом, поэтому нет физического контакта между паяльником и припаиваемыми деталями. Процесс пайки осуществляется путем направления образующегося горячего воздуха на припаиваемые элементы. Это полезно для особо деликатных вещей. Они идеально подходят, например, для при распайке компонентов.
Бывает, что термовоздушный паяльник интегрирован с паяльной станцией, которая обычно имеет довольно большие габариты.
Термовоздушная паяльная станция TOOLCRAFT
Паяльные станции
Паяльные станции представляют собой сложные профессиональные паяльные устройства. Они имеют встроенные электронные системы, позволяющие точно и плавно регулировать и поддерживать температуру. Регулируемые паяльные станции имеют контроль температуры с аналоговым или цифровым дисплеем. На дисплее сразу отображается вся важная информация: текущая температура, мощность нагрева (с гистограммой) и запрограммированная температура.Благодаря возможности регулировки температуры в зависимости от типа припоя все компоненты будут спаяны точно и безопасно.
Связанные категории :
Рекомендуемые продукты :
Рекомендуемые аксессуары :
Если вы считаете, что мы можем улучшить эту статью, пожалуйста, свяжитесь с нами по адресу: [электронная почта, защищенная]. Спасибо - Команда Конрада.
Что нужно для начала пайки. Домашняя пайка паяльником
Одним из самых надежных способов соединения проводов и деталей является пайка. Как паять паяльником, как подготовить паяльник к работе, как получить надежное соединение - подробнее на эту тему.
«Обычные» электрические паяльники используются в быту. Есть работающие от 220 В, есть - от 380 В, есть - от 12 В. Последние отличаются малой мощностью. В основном используется на предприятиях на объектах повышенной опасности.Можно использовать их в бытовых целях, но нагрев у них медленный и мощность маловата...
Вы должны выбрать тот, который удобно лежит в руке
Выбор мощности
Мощность паяльника подбирается в зависимости от характера работы:

В хозяйстве достаточно иметь два паяльника - один малой мощности - 40-60 ватт, а другой "средний" - около 100 ватт. С их помощью удастся покрыть примерно 85–95% потребностей. А пайку толстостенных элементов все же лучше доверить профессионалам — здесь нужен особый опыт.
Подготовка к работе
При первом подключении паяльник часто начинает дымить. Это сжигает смазочные материалы, которые использовались в производственном процессе. Когда дым перестанет выделяться, паяльник выключают, ждут, пока он остынет. Затем нужно заточить жало.

Заточка жала
Далее нужно подготовить жало. Представляет собой цилиндрический стержень из медного сплава. Он крепится прижимным винтом, который находится в самом конце нагревательной камеры.В более дорогих моделях жало можно немного подточить, но заточки в принципе нет.

Мы изменим самый кончик жала. Можно использовать молоток (расплющить медь по необходимости), напильник или наждак (только ненужное обточить). Форма жала выбирается в зависимости от предполагаемого вида работ. Это может быть:
- Выровняйте шпателем (как отверткой) или выровняйте с одной стороны (угловая заточка). Такой вид заточки нужен, если припаиваются массивные детали.Такая заточка увеличивает плоскость контакта, улучшает теплоотдачу.
- Возможна заточка края жала в острый конус (пирамидку), если предстоит работа с мелкими деталями (тонкие провода, электрические детали). Легче контролировать степень нагрева.
- Такой же конус, но не такой острый, подходит для работы с трубками большего диаметра.
Заточка считается более универсальной. Если его формировать молотком, медь уплотняется, наконечник нужно будет подправлять реже.Ширину «лезвия» можно сделать больше или меньше, просветив его по бокам напильником или наждаком. Благодаря этому виду заточки можно работать с тонкими и средними припаиваемыми деталями (поворачивать жало в нужное положение).
Лужение паяльника
Если жало паяльника не имеет защитного покрытия, его необходимо залудить - покрыть тонким слоем олова. Это защищает от коррозии и быстрого износа. Сделайте это при первом включении инструмента, и дым больше не будет выделяться.
Первый способ лужения жала:
- довести до рабочей температуры;
- сенсорная канифоль; Припаяйте сплав
- и притрите его по всему жалу (можно щепой).
Второй способ. Смочите ткань раствором хлорида цинка, потрите нагретое жало о ткань. Расплавьте припой и кусочек каменной соли, натрите им всю поверхность жала. В любом случае медь должна быть покрыта тонким слоем олова.
Технология паяльника
Практически все сейчас пользуются электрическими паяльниками. Те, чья работа связана с пайкой, предпочитают иметь паяльную станцию, «любители» предпочитают обходиться без традиционных паяльников без регуляторов.Для разных видов работ достаточно иметь несколько паяльников разной мощности.
Чтобы научиться правильно паять паяльником, нужно иметь общее представление о процессе и затем вникать в нюансы. Поэтому начнем с краткого описания последовательности действий.
Пайка включает в себя ряд повторяющихся операций. Речь пойдет о припое проводов или радиодеталях. Именно с ними чаще встречается в хозяйстве. Действия следующие:

На этом пайка закончена.Необходимо охладить припой и проверить качество соединения. Если все сделано правильно, место пайки имеет яркий блеск. Если припой выглядит тусклым и пористым, это означает недостаточную температуру пайки. Сама пайка называется «холодной» и не обеспечивает необходимого электрического контакта. Его легко разрушить — нужно просто тянуть провода в разные стороны и даже что-то подобрать. Еще место пайки может обгореть - это признак ошибки реверса - слишком высокая температура.В случае с проводами это часто сопровождается оплавлением изоляции. При этом электрические параметры в норме. Но если провода припаяны к устройству разводки, то лучше их повторить.
Подготовка к пайке
Для начала поговорим о том, как припаять провод паяльником. Сначала нужно снять изоляцию. Длина оголенного участка может варьироваться - если вы собираетесь паять проводку - силовые провода, оголенные 10-15 см. Если нужно паять слаботочные провода (те же наушники например) длина оголенного участка составляет мелкие - 7-10 мм.

После разборки проверьте проводку. Если на них есть слой лака или оксида, удалите его. Свежезачищенные провода обычно не имеют оксидной пленки и иногда присутствует лак (медь не коричневая, а коричневая). Оксидный слой и лак можно удалить несколькими способами:
- Механический Используйте мелкую наждачную бумагу. Лечит оголенную часть провода. Это можно сделать одножильными проводами достаточно большого диаметра. Шлифовать тонкие провода неудобно.Линия, так можно вообще обломать.
- Химический метод. Оксиды хорошо растворяются в спирте и растворителях. Защитное покрытие лака снимается ацетилсалициловой кислотой (обычный аптечный аспирин). Провод кладется на планшет, нагревается паяльником. Кислота разъедает лакокрасочное покрытие.
В случае с лакированными (эмалированными) проводами это можно сделать без снятия изоляции - использовать специальный флюс, который называется "Флюс для пайки эмалированных проводов".Он сам разрушает защитное покрытие при пайке. Только, чтобы он потом не начал разрушать проводники, его надо снимать после пайки (влажной тряпкой, губкой).

Если вам нужно припаять провод к металлической поверхности (например, заземляющий провод к цепи), процесс подготовки мало чем меняется. Зачистите место, к которому будет припаиваться провод, к чистому металлу. Сначала механически удаляются все загрязнения (включая краску, ржавчину и т. д.), а затем поверхность обезжиривается спиртом или растворителем.Потом можно паять.
Флюс или лужение
При пайке очень важно обеспечить хороший контакт между припаиваемыми деталями. Для этого перед началом пайки соединяемые детали необходимо залудить или обработать флюсом. Оба эти процесса взаимозаменяемы. Их основная цель — улучшить качество соединения для облегчения самого процесса.

Лужение
Для обработки проволоки понадобится хорошо нагретый паяльник, кусочек канифоли, небольшое количество припоя.
Берем зачищенный провод, кладем на канифоль, нагреваем паяльником. Разогрев, скручиваем проводник. С проволокой в расплавленной канифоли наберите немного припоя на жало паяльника (просто коснитесь жала). Затем вынимаем проволоку из канифоли и кончиком жала ведем ее по оголенной проволоке.

Луженые провода - необходимо припаять
В этом случае припой покрывает металл тончайшей фольгой. Если это медь, цвет меняется с желтого на серебристый.Проволоку тоже нужно немного повернуть и жало будет двигаться вверх/вниз. Если обработчик хорошо подготовлен, он становится полностью серебристым, без зазоров и желтых следов.
Обработка флюсом
Здесь все проще и сложнее. Это проще в том смысле, что вам нужен только макияж и кисть. Окуните кисточку во флюс, нанесите тонкий слой состава на место пайки. Это все. Это простота.
Трудности с выбором спрея.Вариаций этого состава множество, и для каждого вида работ нужно подобрать свой. Так как мы сейчас говорим о том, как правильно паять провода или электронные компоненты (платы) паяльником, вот несколько примеров хороших флюсов для такого рода работ:

Активные (кислотные) флюсы нельзя использовать для пайки электронных компонентов (печатных плат). Лучше - на водной или спиртовой основе. Кислые кислоты обладают хорошей электропроводностью, что может мешать работе устройства.Они также очень химически активны и могут вызвать повреждение изоляции и коррозию металла. Благодаря своей активности они очень хорошо подготавливают металлы к пайке, поэтому их применяют, если необходимо припаять провод к металлу (им обрабатывают само место). Наиболее распространенным представителем является «паяльная кислота».
Выбор нагрева и температуры
Если вы хотите знать, как правильно паять паяльником, вам нужно узнать, как определить, достаточно ли горячая точка пайки.Если вы используете обычный паяльник, вы можете двигаться в зависимости от поведения канифоли или флюса. При достаточном нагреве они активно кипят, выделяют пар, но не горят. Если поднять жало, на кончике жала останутся капли кипящей канифоли.
При использовании паяльной станции соблюдайте следующие правила:

Это значит, что на станции мы ставим на 60-120°С выше температуры плавления припоя. Как видите, разница температур большая.Как выбрать Зависит от теплопроводности припаиваемых металлов. Чем лучше он отводит тепло, тем выше должна быть температура.
Заявка февраль
Когда место пайки достаточно нагреется, можно добавить припой. Его вводят двумя способами - расплавленным, в виде капли на жало паяльника или в виде твердого вещества (припойной проволоки) непосредственно в зону пайки. Первый способ применяют, если поверхность пайки небольшая, второй — при значительных площадях.
Если требуется небольшое количество припоя, жало паяльника будет касаться его.Припоя достаточно, если наконечник стал белым, а не желтым. Если капля замерзнет - это бюст, который нужно снять. Вы можете постучать по краю подставки несколько раз. Затем они немедленно возвращаются в зону пайки, проводя жало по месту пайки.
Во втором случае проволока припоя вводится непосредственно в зону пайки. При нагревании он начинает плавиться, растекаться и заполнять пустоты между проволоками, заменяя испарительный флюс или канифоль.При этом необходимо вовремя удалять припой - его избыток тоже не очень хорошо сказывается на качестве припоя. В случае пайки проводов это не так важно, а вот при пайке электронных компонентов на платы очень важно.
Чтобы пайка была качественной, все нужно делать аккуратно: зачищать провода, нагревать место пайки. Но и перегрев тоже нежелателен, так как припоя слишком много. Здесь нужна мера и опыт, который можно набрать, повторяя все действия несколько раз.

Удобный инструмент для пайки - третья рука
Как научиться паять паяльником
Для начала возьмите несколько отрезков одножильного провода небольшого диаметра (можно - скреплять провода, используемые в связи и т.п.) - с ними проще работать. Нарежьте их небольшими кусочками и тренируйтесь на них. Сначала попробуйте спаять два провода. Кстати, после лужения или переплавки их лучше скрутить. Это увеличит площадь контакта и облегчит удержание кабелей на месте.
Когда пайка будет надежной в несколько раз, можно увеличить количество проводов. Их тоже нужно будет скрутить, но придется использовать пассатижи (два провода можно скрутить вручную).
Обычные паяльные средства:

Освоив пайку нескольких проводов (трех...пяти), можно попробовать витые провода. Сложность в разборке и лужении. Чистить можно будет только химическим методом и залудить, предварительно скрутив провода. Тогда луженые жилы можно попытаться скрутить, но это достаточно сложно.Мне приходится держать их пинцетом.
При освоении можно потренироваться на спицах большего сечения - 1,5 мм или 2,5 мм. Это провода, которые используются при прокладке проводов в квартире или доме. Здесь можно тренироваться. Ведь работать с ними сложнее.
После пайки
Если провода обрабатывались кислотными флюсами, после остывания припоя его остатки необходимо смыть. Для этого используйте влажную тряпку или губку. Их смачивают раствором моющего средства или мыла, удаляют влагу и высушивают.
Вы умеете правильно паять паяльником, теперь вам нужно получить практические навыки.
Способ соединения металлических изделий и предметов в одно целое с помощью паяльника и припоя известен человечеству очень давно. Конечно, кузнецы (Goldsmith) первыми стали использовать этот метод, так как кузнечный метод не подходил для их тонких и изящных изделий. Позже технология стала использоваться для ремонта металлической посуды, а с развитием электричества она давно стала основным способом соединения электропроводки и комплектующих.Научиться паять электрическим паяльником не очень сложно. Потребуется осторожность, аккуратность и терпение.
Что такое пайка пайкой
С технологической точки зрения пайка представляет собой операцию соединения деталей из различных материалов в одно целое с использованием легкоплавкого металла или сплава. Расплавленный припой вводится между двумя оставшимися в твердой фазе продуктами, затекает в их мельчайшие поры и затвердевает, прочно связывая их между собой.
Люди начали паять паяльником, нагревая его на открытом огне. Такая работа требовала большого мастерства и даже определенной сноровки, чтобы научиться паять, понадобились студенческие годы. В начале 1900-х годов появились электрические паяльники, которые поддерживали постоянную температуру жала, и с тех пор они освоили основы пайки любого человека на руке за считанные часы. Пайка паяльником утратила секреты ремесла и превратилась в обычный навык домашнего мастера.Однако сам паяльник не паяется, и необходимо соблюдать определенные правила пайки.
Паяльная техника
Профессионалы-паялисты в течение всего рабочего дня используют паяльные станции - достаточно сложный агрегат, позволяющий точно настраивать технологические режимы. Домашний мастер обходится парой электрических паяльников разной мощности.
Технологический процесс состоит из следующих основных операций:
- Подготовка поверхности
- Обработка поверхности флюсом или лужение.
- Нагреваемые детали для соединения.
- Добавьте припой в рабочую зону.
- Прекратить нагрев и закалку.
- Проверка качества связи.
Список операций может показаться коротким и простым, но в каждой из них есть подводные камни.
Чтобы научиться паять, вам нужны три вещи:
- Терпение
- Терпение
- Терпение
Кроме того,
- Для правильной пайки требуется правильно оборудованное рабочее место.
- Качественный и полезный электрический паяльник.
- Выберите правильную проволоку и флюс для припоя.
- Правильно и тщательно подготовьте поверхность.

Начинающему пайку будет лучше всего, если вы возьмете на себя относительно простую задачу для освоения и всегда на учебном материале. Вам не нужно осваивать процесс, пытаясь отремонтировать свой пылесос или материнскую плату компьютера — возьмите проводку и потренируйтесь.
Подготовка паяльника к работе
При первом включении нового электропаяльника с его поверхности идет дым и появляется характерный запах. При этом сжигается тонкий слой смазки, нанесенной на корпус электронагревателя при изготовлении. Когда жир выгорит, выключите прибор и подождите, пока он остынет.
Заточка жала
Жало представляет собой стержень из медного сплава в форме сильно вытянутого цилиндра. Необходимо указать конец острия одной из форм, используемых при пайке.
- Сплющенный в форме шпателя. Используется для пайки массивных предметов мощными электрическими паяльниками.
- Заточен на острый конус или четырехгранную пирамиду. Используется при работе с тонкими проводниками и электронными компонентами.
- Тупой конус подходит для более толстых сердцевин.
Заточка шпателем позволяет паять тонкие и толстые провода и изделия одним жалом, поворачивая их на правую сторону.
Лужение паяльника
Перед началом работы с паяльником на жало следует нанести тонкий слой сплава олова (олова).Существует два основных метода:
- Нагретым жалом коснуться канифоли, расплавить кусок проволоки припоя и потереть кончик жала деревянной лопаточкой.
- Нагретое жало натирают тряпкой, смоченной в растворе хлористого цинка, после чего действуют так же, как и в первом способе.
После покрытия жала слоем олова паяльник готов к работе.
Какие бывают паяльники
За тысячелетия технического прогресса люди разработали несколько типов устройств, большинство из них за последнее столетие.
Молоток
Традиционный, проверенный вид - медный щит с одной стороны заточенный на углях или на огне.

Работа требует идеальной координации движений и тайминга - такое устройство довольно быстро остывает.
Электрический паяльник
Это тот самый прибор, которым пользуется большинство домашних мастеров. Только материал рукоятки и изоляция шнура питания изменились за столетие. Конструкция оптимальна для мощности 25-250 Вт.По цене конкурентов нет.
Керамика
Вместо нихрома используется специальный электрокерамический элемент. Такой прибор очень быстро нагревается и позволяет регулировать температуру нагрева.

Изготавливаются маломощными и используются в производстве.
Импульс
Жало содержится во вторичной цепи трансформатора, намотанной толстым проводом в несколько витков. В связи с этим низкое напряжение, но очень сильный ток.Нагревает жало за долю секунды. Жало греется не постоянно, а только во время пайки, для чего на рукоятке есть кнопка включения. Температура не регулируется, но для домашнего использования они удобны и экономичны.
Индукция
В таких устройствах сердечник нагревается за счет явления высокочастотной индукции. Они отличаются стабильностью рабочей температуры.
Газ
Миниатюрная газовая горелка расположена за жалом, а газовый баллончик в рукоятке.Позволяет работать без электричества, может работать с высокотемпературными припоями, после снятия жала превращается в универсальную газовую горелку.

Характеризуется повышенной пожароопасностью.
Выбор мощности
Выбор мощности зависит от спаиваемых объектов:
- Тонкая проводка и электроника: 25-40 Вт.
- Проводники и детали толщиной до одного миллиметра: 40-80 Вт.
- Изделия толщиной до 2 мм: не менее 100 Вт.
Домашний мастер обычно покупает два электропаяльника: 25-40 ватт для тонких работ и 60-100 ватт для средних. Пайку кабелей и тарелок лучше доверить специалисту с соответствующим оборудованием и навыками.
Подготовка к пайке
Подготовьте спаиваемые поверхности перед пайкой. С кабелей снимается изоляция, с контактных площадок удаляются грязь и возможные лакокрасочные покрытия.
- Механическое удаление с помощью «бархатного» напильника или мелкой наждачной бумаги.
- Химико-лаковая обработка слабым раствором кислоты.
- Комбинированный
Если вы хотите припаять регистры паяльником или вывод электронного компонента к площадке на печатной плате, зачистка производится очень аккуратно, чтобы не повредить соседние участки. Правильная пайка - это прежде всего тщательная подготовка к операции.
Флюс или лужение
Для того, чтобы компоненты были спаяны правильно и надежно, а соединение имело минимальное сопротивление электрическому току, необходимо полностью разрушить оксидные слои на поверхности.Для этого есть две операции: лужение и флюсование.
Лужение
Чтобы разорвать проволоку нужно:
- Канифоль
- Кусок припоя.
- Электрический паяльник с подогревом.
Конец проводки через жало вдавливается в канифоль, и при прогреве несколько раз проворачивается. Прежде чем образуется лужа расплавленной канифоли.
Соберите немного припоя на жало, снимите проводку с канифоли и сделайте по ней жало.Он покрыт тонким слоем олова.
Обработка флюсом
Требуется меньше маневренности — просто смажьте конец проводки флюсом с помощью кисточки или петлевой проволоки. Однако важно выбрать правильный поток. Для разных материалов рекомендуются собственные составы флюсов:
- ЛТИ-120 используется на основе буры для пайки меди и алюминия.
- Для меди и меди - ПОС-60, ПОС-50, ПОС-40.
- Для алюминия и алюминия - Ц12, П-250А, ЦА-15.
Флюсы на кислотной основе нельзя использовать с печатными платами. Для этого подходят флюсы на водной или спиртовой основе.
Выбор нагрева и температуры
Для достижения оптимального режима температура соединяемых элементов должна быть на 60–80°С выше температуры плавления припоя, а температура жала должна быть на 10–20°С выше выше.
На профессиональной паяльной станции температура жала устанавливается на 70-110 градусов выше точки плавления.Датчика температуры на обычном приборе нет, поэтому используют следующий прием: при погружении жала в канифоль она должна бурно кипеть, с шипением и характерным смолистым запахом, но не должна дымить и трескаться - значит, канифоль жало перегревается.
Нанесение припоя
Припой нагревается до необходимой температуры рабочей зоны двумя способами:
- В жидком виде на конце жала используется для соединения мелких деталей. Для этого к проволоке прикасаются жалом, кусок проволоки плавится и под действием поверхностного натяжения попадает в жало, покрывая его тонким слоем.Капля не должна висеть на жале.
- Прочный, удерживающий провод в рабочей зоне. Используется для работы с крупными деталями.

Важно следить за тем, чтобы не образовывались капли припоя – немедленно удаляйте их.
Какие бывают припои
Разработаны и используются в промышленности десятки различных марок для различных комбинаций припоев и различных методов пайки. Выбрать из этого многообразия подходящую марку не так просто, для этого нужны систематические знания в области материаловедения.В домашних мастерских этого многообразия можно вполне разобраться со сплавами ПОС ХХ (олово-свинцовые).Две цифры после названия обозначают процентное содержание олова в сплаве.
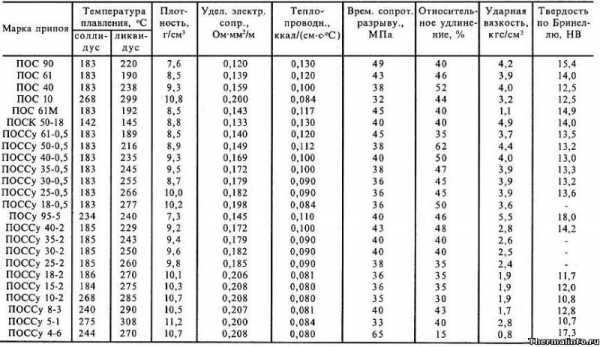
ПОС-60 используется для ответственного склеивания - печатных плат и электронных компонентов, а ПОС-30 можно обойтись для менее важных. Для пайки алюминия правильно использовать составы марки «Авиа».
Для правильной и надежной пайки деталей следуйте нескольким советам:
- Тщательно подготовьте поверхности.
- Правильно прогрейте рабочее место, избегая как недостаточного нагрева, так и перегрева.
- Избегайте нехватки или избытка припоя в рабочей зоне. Его ровный слой должен полностью покрывать провода и контакты, но не должно образовываться капель и потеков.
- Правильно обустройте рабочее место. Избегайте беспорядка. Все должно быть под рукой.
- Держите провода и провода деталей пинцетом во избежание ожогов.
Как научиться паять паяльником
В качестве учебной работы идеально подходит обучение резке проволоки.Лучше начать с одного ядра. Достаточно взять два провода и попробовать их спаять. Когда получится правильно паять одножильные провода (они перестанут разваливаться друг от друга), можно переходить к многожильным.
Признаки того, что вы научились правильно паять и у вас качественное соединение:
- Поверхность затвердевшего припоя блестящего серебристого цвета.
- Ни падений, ни падений.
- Соединение прочное (от рук не рвется).
- Изоляция не расплавилась.
После пайки
Если концы проволоки и контактная пластина были обработаны флюсом, удалите все остатки флюса в конце операции.
Смочите ткань или губку мыльным раствором и протрите разъем. После этого его следует высушить сухой тряпкой или феном.
Прочие виды пайки
Сухая пайка паяльным карандашом применяется в случаях, когда растекание припоя из рабочей зоны нежелательно - при изготовлении ювелирных изделий и предметов искусства.Жало взято из бронзы и не лужено.
Скрученные жилы большого сечения припаивают погружением в чашу, наполненную расплавленным припоем или мехом. Футорка имеет электрообогрев, на поверхности имеется слой кипящего флюса, через который при погружении заканчиваются концы жил.
Для тяжелых медных изделий, таких как трубы, пайка происходит в пламени горелки. Высокая температура горелки удаляет оксидный слой.

Первоначально их лужят тугоплавким припоем, после чего детали можно паять низкотемпературными составами.
Как паять алюминий
Паять алюминий можно специальными сплавами Ф-61А и Авиа. Для операции используют специальное коричневое жало, покрытое пересекающимися насечками, напоминающими узор напильника. Эти надрезы соскабливают оксидный слой, мгновенно образующийся на поверхности любого алюминиевого изделия.
В случаях, когда необходимо создать только электрический контакт, но нет необходимости в прочном соединении, применяется метод с предварительным покрытием медью.Для этого в рабочую зону добавляют щепотку порошка медного купороса и растирают жесткой щеткой. После появления медного пятна на алюминиевой поверхности его лужят и припаивают.
Мелкие пищевые пайки
При пайке мелких деталей на печатные платы, таких как электронные компоненты, следует избегать двух ошибок:
- Перегрев. Это может привести к поломке деталей и отсоединению токопроводящих дорожек.
- Избыток припоя. Остаточное тепло, содержащееся в крупной капле, может быть достаточным для выключения транзистора или микросхемы.Падающего веса также достаточно, чтобы сломать гусеницу в условиях вибрации или сильного удара.
По окончании процесса пайки печатная плата должна быть покрыта специальным лаком, защищающим стыки, детали и токопроводящие дорожки от влаги и коррозии.
Интегральные схемы и интегральные схемы
Интегральная схема или микросхема имеет чрезвычайно тонкое внутреннее устройство и чрезвычайно чувствительна к перегреву. Паять их нужно с особой осторожностью, тщательно обеспечивая отвод тепла.Микросхемы в стандартных DIP-корпусах, выводы которых проходят через 2,51 мм, припаиваются с помощью маломощных устройств. Выводы у таких микросхем лужятся на заводе, поэтому для совмещения достаточно короткого и точного касания жала с минимальным составом PIC 61 в качестве струи берут состав спирт-пси или ТАГ.
Крупные микросхемы, например процессоры в персональных компьютерах, вообще не припаиваются, а вставляются в специальные гнезда под пайку на материнской плате. Просто перепаять процессор вашего смартфона тоже маловероятно, даже если у вас есть паяльная станция.
Пайка чипов
Согласно техническим условиям производителей чипы нельзя использовать после пайки с платы - слишком велик риск перегрева. Однако умельцы ухитряются припаивать микросхемы, накладывая нихромовую проволоку на припаянные ножки для обеспечения теплоотвода. Но вероятность необратимого повреждения чипа все равно очень высока.
Заземление паяльника
Используйте низковольтные электрические паяльники при работе с очень чувствительными электронными компонентами, которые могут быть повреждены статическим электричеством.Заземляются они по специальной схеме, с помощью понижающего трансформатора. Использование импульсных устройств недопустимо.
Дополнительно мастер должен надеть на запястье заземляющий браслет, соединенный гибким кабелем с землей печатной платы.
Меры предосторожности при пайке
Пайка правильная, значит безопасная пайка.
Двумя основными опасностями при пайке являются высокие температуры и вредные для здоровья газы, выделяющиеся при плавлении припоя и плавления флюса.
Исходя из этого меры безопасности должны быть следующими:
- Перед запуском проверить устройство на наличие механических повреждений, целостность сетевого шнура и вилки, надежность узла наконечника.
- Рабочее место должно хорошо проветриваться, желательно с вытяжной вентиляцией.
- Рабочее место недопустимо захламлять, в рабочей зоне должны находиться только те предметы, которые сейчас будут спаиваться.
- Каждый раз, держа электропаяльник под рукой, ставьте его на специальную массивную подставку, предотвращающую опрокидывание.
- Будьте осторожны, чтобы не разбрызгать припой и флюс, для чего необходимо использовать защитные очки или прозрачную крышку.
- Для фиксации деталей используйте только инвентарные приспособления: пинцет, скрепки, приспособление «третья рука».
Недопустимо прижимать припаиваемые предметы локтем, кистью, корпусом прибора или другими тяжелыми предметами.
Если пятна попали на кожу, промойте пораженный участок струей прохладной чистой воды и нанесите мазь с антисептическим лекарством. При попадании брызг в глаза или на другие слизистые оболочки, а также при тяжелых ожогах немедленно обратиться к врачу.
При эксплуатации также необходимо соблюдать общие меры электробезопасности, а при использовании газовой паяльной горелки - дополнительные меры пожарной безопасности.
Навык пайки в современной жизни, пронизанной электрическим и электронным оборудованием, так же важен, как умение пользоваться отверткой. Способов пайки металлов много, но для начала нужно знать, как правильно паять паяльником. Такая, казалось бы, несложная операция имеет множество тонкостей и нюансов – начиная от выбора инструмента и заканчивая техникой безопасности при работе с ним.
Общие вопросы
Это металлы, которые имеют тенденцию растекаться по поверхности в расплавленном состоянии.Этому способствует сила тяжести и умеренное напряжение. Это свойство позволяет соединять несколько частей вместе. Они покрыты слоем припоя, фиксирующего элементы в определенном положении.
Казалось бы, все элементарно: расплавил металл и прикрыл им места крепления деталей. На практике ситуация сложнее, так как важно, чтобы объект был прочным и управлялся электрически. В идеале слой должен быть тонким, но с максимальным покрытием.
На лучше хороший при подписке на эту операцию следует учитывать следующие моменты:
 Умение это сделать — ключ к успеху.Все не так сложно, так как есть множество универсальных вариантов, с помощью которых можно легко решить большинство реальных задач при пайке. Вся необходимая информация есть на этикетках, поэтому перед покупкой любой марки внимательно читайте, что там написано.
Умение это сделать — ключ к успеху.Все не так сложно, так как есть множество универсальных вариантов, с помощью которых можно легко решить большинство реальных задач при пайке. Вся необходимая информация есть на этикетках, поэтому перед покупкой любой марки внимательно читайте, что там написано.
Обычно флюсы необходимы для травления и удаления оксидного слоя. Кроме того, их использование является отличным методом защиты от коррозии. Без них сложно представить полноценную подготовку к пайке, ведь если детали не поджечь, хорошего соединения получить невозможно.Как правило, это смеси солей, щелочей и кислот.
Существует два типа потоков:
Отбор производится на основе конкретных целей, которые необходимо достичь. Лучше иметь в своем арсенале оба вида.
Исправление выполнено с помощью Feb . Как правило, используются марки свинца и олова (ПОС). При выборе обязательно присутствует число, указывающее на концентрацию олова. Чем внушительнее этот показатель, тем выше устойчивость к механическим воздействиям и электропроводность.Температура плавления ниже. Свинец в соединении необходим для замораживания. Без него олово не может сохранять однородность.
Существуют специальные типы припоев, не содержащие свинец (BP). Его заменяют индием или цинком. Большим преимуществом таких соединений является отсутствие токсичности. Температура плавления выше, но и прочность гораздо серьезнее.
Вы можете найти марки горячего расплава. Это спаянное дерево и роза. Растекаются при температуре 90-110 градусов. Такие соединения используются при создании и ремонте техники.
Разнообразие видов работ и условий, в которых они производятся, привели к появлению нескольких типов паяльного оборудования .
Жало на выбор
 Эта часть проекта отличается формой и материалом, из которого она изготовлена. Самый примитивный вариант – шиловидное жало. Существует множество вариаций: весло, конус, скос и т. д. При выборе формы нужно иметь представление о работе, которую будет выполнять это жало. Важно получить что-то, что даст вам максимальный поверхностный контакт с поверхностью.
Эта часть проекта отличается формой и материалом, из которого она изготовлена. Самый примитивный вариант – шиловидное жало. Существует множество вариаций: весло, конус, скос и т. д. При выборе формы нужно иметь представление о работе, которую будет выполнять это жало. Важно получить что-то, что даст вам максимальный поверхностный контакт с поверхностью.
Как правило, используется в качестве материала. медь , к которой добавлены различные примеси (например, хром или никель). Это позволяет улучшить эксплуатационные свойства. В частности, значительно увеличивается долговечность.
Жало без чехла быстро приходит в негодность. Его нужно периодически чистить и накручивать . Для выравнивания этого зазора рекомендуется выковать этот элемент и отшлифовать для придания той или иной формы.
Этот инструмент можно использовать в различных ситуациях со многими функциями, на которые стоит обратить внимание.Это зависит не только от конечного качества, но и от степени выполнимости операции в целом.
Провода под пайку
Концы окунаем во флюс, затем прорисовываем смоченное этим же раствором жало. Важно сбросить лишние провода . Не пренебрегайте этим, если хотите качественного соединения и безупречной работы.
После завершения предварительного этапа скрутите провода и нагрейте их небольшим количеством припоя. Все свободное пространство должно быть заполнено расплавленной смесью.
Что касается многожильных кабелей, то это можно сделать без лужения. Концы просто смачиваются и фиксируются без предварительной обработки жалом. Внутри распределительного устройства эту операцию не проводят из-за высокого риска коррозии. При этом такие конструкции не относятся к категории разъемных.
Ремонт электроники
 Правильно Такой подход возможен только с опытом. Если вы никогда не занимались подобными работами, заручитесь помощью специалиста , который подскажет, как работать паяльником в этом случае, так как важно, чтобы кто-то контролировал и вносил свой вклад в сроки выполнения смены .Но если речь идет о типовой печатной микросхеме , то с ней справится даже тот, кто первым возьмет в руки инструмент.
Правильно Такой подход возможен только с опытом. Если вы никогда не занимались подобными работами, заручитесь помощью специалиста , который подскажет, как работать паяльником в этом случае, так как важно, чтобы кто-то контролировал и вносил свой вклад в сроки выполнения смены .Но если речь идет о типовой печатной микросхеме , то с ней справится даже тот, кто первым возьмет в руки инструмент.
Самый простой способ спаять маленьких выхода. Предварительно зафиксируйте их липким веществом в отверстиях. Плотно прижмите жало с обратной стороны, чтобы разогреть. Затем вводим в место пайки припой (его не должно быть слишком много).
Если штифт разболтался, сначала смочите его флюсом. При этой технике на ножку переносится небольшая капля олова из паяльника.Вещество течет, заполняя отверстие.
Слишком большие детали
Кабельные муфты, резервуары и сосуды обладают высокой теплоемкостью, поэтому процесс обслуживания и соединения выглядят несколько иначе.
Сначала мы достигаем полной неподвижности. Делается это струбцинами или пластилином (воском). Затем выполняется точечный прыжок.
Следующий шаг лужение . Выполняется в местах фиксации. Важно подойти к этому процессу с осторожностью.
Затем - пустое место заполняется припоем. Используются специальные препараты, отличающиеся огнестойкостью и способностью сохранять герметичность в течение длительного периода времени.
Если необходимо сделать большой шов, в качестве паяльника можно использовать нагретый медный топор. Это все , которые вам нужны для пайки в этих случаях.
Действительные баллы
Работать с паяльником не так просто, как может показаться. Развитие этого навыка значительно расширит спектр операций и приемов и приемов , которые вы сможете использовать.
Пайка — это технологический процесс соединения металлических деталей, которому уже более тысячелетия. Первоначально он использовался ювелирами для создания украшений. Ведь уже известная кузнечная сварка для ювелирных изделий не годилась, а пайка металлов легкоплавкими сплавами оказалась весьма кстати. Золото паяли серебряно-медными припоями, серебро медно-цинковыми, а для меди лучшими соединениями оказались сплавы олова и свинца.
Со временем, с развитием электротехники, а затем и радиоэлектроники, пайка стала и остается основным методом сборки деталей для создания различных схем. Появились роботизированные конвейерные системы, автоматически, без ручного труда, производящие сотни печатных плат и комплектующих для современного оборудования в час, основным методом сборки которых является пайка. Но старый добрый ручной паяльник не утратил своей актуальности.
И за эти годы претерпел множество изменений и улучшений.
- Все началось давным-давно с мощных паяльных молотков, раскаленных огнем или углем. Некогда распространенные бензиновые горелки даже имели сверху специальные ручки для нагрева этих молотов. Таким паяльником вполне можно было спаять прохудившийся чайник или самовар. А рыбаки-любители, изготовлявшие в те времена все свои снасти, использовали их для использования приманок и приспособлений, обеспечивавших лов рыбы не хуже современных воблеров и твистеров.
- В 1920-е годы, когда началось широкое распространение радио- и электротехники, был изобретен электрический паяльник. Сначала он тоже был похож на молоток, но потом пришел к своей классической форме удочки, в которой и существует до сих пор.
- Классический дизайн электропаяльника просуществовал довольно долго. Это хорошо для мощности нагревателя в пределах 25~200 Вт. Однако миниатюризация электронной аппаратуры выдвинула новые требования к этим устройствам. Нужны были маломощные орудия, которые быстро прогревались и позволяли мгновенно регулировать температуру жала.
- Некоторую популярность приобрели паяльные паяльники, у которых жало представляет собой часть вторичной цепи трансформатора, намотанную очень толстым проводом. Напряжение в такой обмотке очень маленькое, но через нее протекает ток в несколько ампер, что приводит к сильному нагреву.
- Более экзотический вариант - индукционные паяльники, в которых нагрев ферритового сердечника осуществляется индукционными токами высокой частоты. Регулирование температуры в них происходит автоматически за счет изменения магнитной проницаемости стержня при его нагреве до точки Кюри.
- Развитием оригинальной идеи по нагреву паяльной горелки стали современные модели газовых паяльников. В них тепло наконечника реализуется газовой горелкой, расположенной непосредственно в теле трубчатого стержня.Газ поступает из многоразового баллончика в ручке.
Представляет собой ручку из тепло- и электроизоляционного материала, через которую проходит электрический кабель и соединяется с закрепленным на другом конце трубчатым нагревательным элементом. Стержень жала вставляется в трубчатый нагреватель, которым собственно и производится пайка.Традиционно используемый нагревательный элемент представляет собой нихромовую спираль, намотанную на слой асбестового изолятора. Жало представляет собой медный стержень, правильно заточенный на конце.
Поэтому в традиционном электрическом паяльнике инертная нихромовая термопара заменена керамической термопарой. В таких устройствах полое жало на одном конце надевается на нагретый керамический стержень. Благодаря хорошему тепловому контакту и низкой теплоотдаче жало нагревается практически мгновенно, а расположенный рядом с ним термометр позволяет с высокой точностью выставить уровень нагрева.
Кроме того, эти модели паяльников намного долговечнее обычных, что очень важно для сборки конвейера радиоаппаратуры.
Обычно они выполнены в виде куркового пистолета, позволяющего включить ток на несколько секунд. Этого достаточно для достижения рабочей температуры. Недостаток таких устройств – невозможность точно регулировать температуру, однако для домашнего использования они вполне удобны.
Хорош для автономной работы при отсутствии электричества. Жало таких паяльников легко снимается, а при его снятии устройство превращается в миниатюрную газовую горелку, которую можно паять высокотемпературными припоями.
Как было сказано выше, соединение деталей при пайке осуществляется с помощью специальных металлических сплавов - припоев, которых много, на все случаи жизни. Но в основном их можно разделить на два больших класса:
- Низкая температура или мягкость .Температура плавления ниже 350°С. Они, в свою очередь, делятся на несколько видов:
- Олово-свинец . Цифра в их обозначении указывает на процент содержания олова: ПОС - 18 (температура плавления - 277 °С), ПОС - 30 (256 °С), ПОС - 40 (235 °С), ПОС - 50 (222 °С). , ПОС-61 (190°С), ПОС-90 (222°С). Для монтажа электронных изделий чаще всего применяют ПОС - 61 или их импортные аналоги, например, сплав 60/40. Для других приложений, в том числе домашних, не требующих очень качественных соединений, чаще всего используется ПОС-30.
- Свинец бессвинцовый (327°С), свинец-серебро (304°С).
- Легкоплавкий - Древесные сплавы (60,5°С), д'Арсенваль (79,0°С), Розе (97,3°С).
- Специальный Например для пайки алюминия - Авиа-1 (200°С), Авиа-2 (250°С).
Представлен несколькими классами:
- Медь (1083°С)
- Медь-цинк или латунь (830~870°С)
- Медь-фосфор (700~830°С)
- Серебро (720~830°С)
Припои оловянно-свинцовые наиболее часто применяются во многих областях промышленности и быта. Они производятся в виде стержней или проволоки. Для использования при сборке электронных изделий применяют паяльные трубки в виде проволоки с флюсовым наполнителем внутри.
 Флюсы - специальные составы, предназначенные для очистки и лужения поверхностей деталей, соединяемых пайкой. Лужение — это процесс предварительного покрытия деталей припоем для облегчения окончательного соединения. Это необходимо и рекомендуется в технологии пайки, так как поверхности, покрытые слоями оксидов и примесей, не обеспечат надежного соединения с припоем, а значит, и качественного результата паяного соединения. Для удаления таких оксидов и примесей применяют флюсы:
Флюсы - специальные составы, предназначенные для очистки и лужения поверхностей деталей, соединяемых пайкой. Лужение — это процесс предварительного покрытия деталей припоем для облегчения окончательного соединения. Это необходимо и рекомендуется в технологии пайки, так как поверхности, покрытые слоями оксидов и примесей, не обеспечат надежного соединения с припоем, а значит, и качественного результата паяного соединения. Для удаления таких оксидов и примесей применяют флюсы:
- Некислотный .Обычная канифоль или очищенная сосновая смола была и остается одним из самых известных и, возможно, до сих пор одним из лучших флюсов. Он содержит большинство специальных флюсов, производимых для использования в электронной промышленности. До сих пор ничего лучшего для пайки электронных схем не придумали. Это канифоль, содержащаяся в паяльном стержне. Его преимущество в том, что он легко снимается после пайки и не создает на месте пайки агрессивной среды, разрушающей со временем.
- Химически активный . Они содержат кислоты и поэтому требуют тщательной промывки соединения после пайки. Большинство известных соединений содержат хлорид цинка. В основном они используются для соединения изделий из черных и цветных металлов.
Для пайки канифолью может применяться как в исходном виде, так и в спиртовом растворе. Среди составов, выпускаемых промышленностью, флюсы ЛТИ-120, канифольный гель и др. Флуоресцентный.
Из действующих потоков можно назвать Ф-34А, ФГХЛ, «глицерол-гидразин» и другие.
Вспомогательные материалы
Приступая к пайке радиодеталей, тщательно подготовьте рабочее место. Оно должно быть хорошо освещено и иметь хорошую вентиляцию, так как при выполнении таких работ обычно образуется много едкого дыма и газов.
Неплохо иметь в ящике с инструментами маленькие тиски, лупу с зажимом "третьей руки", вакуумный отсос для пайки. Также необходимо иметь под рукой пассатижи, вязальный крючок, пассатижи или утконос, бокорез, небольшой напильник или напильник, кусочки наждачной бумаги, тряпки и губку.Перед началом пайки должно быть удобно разобрать все инструменты, приспособления и реактивы на рабочем месте.
Температура пайки
Температура пайки не должна превышать - 250°С, при пайке радиоэлементов нагрев жала не должен подниматься выше 300°С. Паяльник без терморегулятора может нагреваться до 400°С при длительной работе и сетевом напряжении всплески. Если в составе оборудования нет специальной паяльной станции, рекомендуется приобрести в магазине электротоваров обычный диммер для понижения температуры.Особенно в случае повсеместного перехода на эконаборы, которые с ним не работают, спрос на них, а значит, и цены снижаются.
 В обычной меди без специального покрытия жала при пайке, особенно при повышенных температурах, образующийся на стержне оксид меди растворяется в смеси припоя и флюса. На его рабочем конце образуются ямки и ямки, вследствие чего ускоряется как его износ, так и ухудшается качество пайки.
В обычной меди без специального покрытия жала при пайке, особенно при повышенных температурах, образующийся на стержне оксид меди растворяется в смеси припоя и флюса. На его рабочем конце образуются ямки и ямки, вследствие чего ускоряется как его износ, так и ухудшается качество пайки.
Поэтому перед началом работы с паяльником и его процессом их необходимо снять. Для этого нужно зачистить рабочую часть жала напильником, придав ему необходимую форму: конус, плоская отвертка или скошенный скос.
Включив паяльник в сеть и дождавшись его прогрева, зачищенное до красно-медного цвета жало должно быть грязным. Это не так сложно. Просто окуните рабочее жало в канифоль, чтобы расплавить небольшой кусочек припоя, поместите его на подставку для паяльника или любую другую металлическую поверхность.
Затем в расплавленном припое притирают рабочие поверхности торца металлической стойки до тех пор, пока торец стержня не будет покрыт ровным и равномерным слоем припоя. Паяльник должен хорошо разогреваться, что является признаком легкого и быстрого размягчения как канифоли, так и припоя.
Как только вы начнете работать, жало паяльника начнет подгорать, даже если вы все сделаете правильно. Об этом свидетельствует почернение и налет накипи, поэтому процесс очистки и лужения следует периодически повторять.Чтобы не снимать напильником много меди, можно за это время почистить стержень, потерев его о наждачную бумагу, разложенную на столе, а затем снова приложить.
Все это не относится к специальным негорючим стержням. Их нельзя очистить с помощью файла. Более того, вам нужен блестящий никелированный слой, тщательно защищенный от повреждений и царапин. Однако такие паяльные инструменты также нуждаются в лужении в процессе эксплуатации. Но для них эта процедура не так проста и требует сноровки.
Для этого очистить их от высокотемпературного налета, сильно протирая специальной губкой или слегка влажным куском махрового полотенца, затем сразу обмакнуть в канифоль и растопить ее, натереть на жало кубиком припоя.
Подготовка деталей к пайке
Чтобы правильно склеить две детали, смажьте их клеем, подождите, снова смажьте и затем плотно прижмите друг к другу. То же самое относится и к процессу пайки: для получения качественного соединения детали необходимо предварительно залудить — покрыть тонким слоем припоя.Этот процесс требует определенного опыта и знаний. Каждый вид материала, соединяемый пайкой, имеет свою технологию.
Лужение является неотъемлемой частью процесса.
 Применение большинства радиодеталей для облегчения их установки с завода уже залужено. Однако перед началом установки на плату их необходимо заново пропаять слоем припоя. Его не нужно снова чистить, просто возьмите каплю припоя на жало паяльника и равномерно распределите по кончикам деталей.
Применение большинства радиодеталей для облегчения их установки с завода уже залужено. Однако перед началом установки на плату их необходимо заново пропаять слоем припоя. Его не нужно снова чистить, просто возьмите каплю припоя на жало паяльника и равномерно распределите по кончикам деталей.
Чтобы правильно и правильно паять медные жилы, начните с лужения без изоляции. Их следует предварительно зачистить наждачной бумагой, затем обмакнуть в нагретую паяльником канифоль или, предварительно смазав спиртом, спиртовой раствор, покрыть расплавленным припоем.
Медный провод в эмалевой изоляции необходимо предварительно очистить, снять покрытие наждачной бумагой или соскрести лезвием ножа. В случае с тонкими проводами все не так просто. Их изоляцию можно сжечь в пламени фонарика или зажигалки, но это значительно снижает прочность самого провода.
Можно воспользоваться проверенным способом: положить конец проволоки на таблетку отечественного аспирина (чаще всего импортный не подходит) и несколько раз протолкнуть нагретое жало паяльника с расплавленным препаратом.
Надо сказать, эта процедура буквально съедает жало паяльника. Кроме того, при вдыхании выделяется очень едкий дым, который может обжечь органы дыхания, поэтому используйте этот метод в крайнем случае.
Активные флюсы должны использоваться для обслуживания деталей из черных металлов, бронзы и других материалов.Для таких соединений не требуются легкоплавкие и качественные радиотехнические припои - можно использовать обычные, более дешевые, ПОС-30.
После тщательной шлифовки поверхности перед пайкой покрыть поверхность флюсом, например хлоридом цинка, хорошо прогреть и хорошо зачистить швы. Затем при повторном прогреве двух соединяемых поверхностей прочно припаяйте их друг к другу и затем закрепите до остывания припоя. Чем массивнее детали, тем мощнее паяльник. При пайке старайтесь их не двигать, так как массивные детали долго держат температуру.
Алюминий следует паять специальными припоями с использованием специальных флюсов. Однако, набравшись небольшого опыта, можно подключать и обычным припоем. Но это относится только к чистому металлу, а многие алюминиевые сплавы очень трудно паять.
Подробнее о методах пайки
Подготовленные к пайке радиодетали вставить в отверстия платы, укоротить пассатижами до необходимой длины и нагреть паяльник вдоль дорожки платы, поднести к ним паяльник, а когда капля прольется равномерно на места пайки, уберите паяльник и дождитесь остывания припоя, также стараясь в это время не переносить детали с места.
Пайку миниатюрных транзисторов и микросхем следует производить очень осторожно, стараясь не допустить их перегрева. При установке микросхем лучше всего сначала припаять контакты питания и земли, дождаться надежного застывания припоя и только потом, касаясь паяльником и стержнем припоя на долю секунды, отпаять все остальные контакты. Можно предварительно смазать место пайки раствором канифоли на спиртовой основе, что значительно улучшит качество соединений.
Основные условия качественной пайки - хорошая очистка и уход перед включением, хороший прогрев в процессе. Полдня пайки в месте пайки должны полностью оплавиться на обеих частях - это обеспечит надежное соединение. Но в то же время его нельзя перегревать. Умение хорошо паять заключается в нахождении оптимального баланса для наилучшего качества работы.
Меры безопасности при пайке
О выделении агрессивных газов при пайке уже говорилось.Рабочее место должно хорошо проветриваться и проветриваться. Процесс пайки может сопровождаться распылением горячего припоя и флюса, поэтому будьте осторожны, чтобы не обжечься, и особенно защищайте глаза. Лучше всего использовать очки. А случайно прикоснувшись открытыми частями тела к раскаленному инструменту, можно сильно обжечься.
Большинство электрических паяльников, за исключением аккумуляторных и низковольтных, работают от сетевого напряжения, поэтому при работе с ними необходимо соблюдать все правила электробезопасности.
Не разбирайте паяльник - тогда после сборки есть опасность пробоя изоляции и повреждения высокого напряжения на корпусе, что крайне опасно.
Во время работы также необходимо следить за шнуром питания паяльника. Удар раскаленным жалом может повредить изоляцию кабеля и привести к поражению электрическим током. Это также может привести к короткому замыканию и возгоранию.
Из этого видео вы узнаете, как работать с паяльником.
Самое интересное, что все виды паяльников, появившиеся за время их существования, используются и сегодня.
Как спаять две огромные детали в полевых условиях, когда нет электричества или не хватает мощности паяльнику? Помочь может паяльник с молотком, нагретый на костре или паяльной лампой.
А старый кладовой электрический пылесборник мощностью 100 Вт, который не подходит для работы с современными электронными схемами, справится с ремонтом латунных или бронзовых изделий или украшений.
Кроме того, кто увлекается изготовлением украшений своими руками, универсальная газовая паяльная горелка будет незаменимым помощником.
Если в советское время была игра для школьников, суть которой заключалась в том, чтобы спаять электронную схему до самого колена, что удавалось, то сейчас вопрос, как правильно пользоваться паяльником, сложен. Хотя научиться паять паяльником не так уж и сложно, и освоить азы манекенов возможно, несложные работы удастся выполнить самостоятельно, не обращаясь к специалистам.
Подготовьте рабочее место и необходимый инструмент для начала пайки. Вне зависимости от предусматриваемого вида работ к рабочему месту предъявляются следующие требования:
- Наличие хорошего освещения позволит не только комфортно работать, но и позволит увидеть небольшие дефекты свариваемых деталей, что затруднительно при отсутствии света;
- Не воспламеняющиеся предметы;
- Свободное рабочее пространство, в котором можно легко разместить припаиваемую деталь;
- Наличие вентиляции сделает работу не только комфортнее, но и безопаснее, вдыхание расплавленной канифоли негативно влияет на органы дыхания;
- Лупа позволяет работать даже с мелкими деталями и тонкими проводами;
- Простое основание решает проблему размещения нагретого паяльника.
Следующим этапом подготовки будет выбор инструмента, а у новичка всегда будет вопрос, что нужно для пайки паяльником.
Основой качественной пайки является нагрев металлических деталей по температуре пайки, для каждого вида работ рекомендуется использовать паяльники разной мощности:
- Для пайки радиодеталей и микросхем рекомендуется лучше всего использовать паяльник мощностью не более 60 Вт, иначе можно перегреть деталь или просто расплавить ее;
- Детали толщиной до 1 мм лучше нагреваются инструментом мощностью 80–100 Вт;
- Детали со стенкой до 2 мм требуют большой мощности и некоторого профессионального опыта, поэтому в данной статье не будет рассматриваться пайка таких деталей.
После выбора мощности паяльника подготовьте его к работе, а точнее , жало . Есть паяльники со сменными жалами, которые подходят для разных видов работ. Существуют также модели с медным жалом, которое можно заточить или придать ему любую желаемую форму. Серьезным недостатком таких наконечников является необходимость их сплошного лужения, чтобы на поверхности не появлялся оксидный слой, препятствующий пайке. Кроме того, производители выпускают более дорогой вариант с никелем, но они боятся перегрева и требуют бережного обращения.
Что еще нужно для пайки
Помимо паяльника вам потребуются следующие предметы:
- Февраль;
- канифоль;
- паяльные кислоты или флюсы.
связующий материал впаивается между припаиваемыми деталями, без него работа не получится. Сейчас в магазинах продаются специально подготовленные припои в виде скрученных проводов разного диаметра, из которых удобно "вырезать" нужный кусок раскаленным жалом, но можно использовать и по старинке кусок жести но это тоже не сработает.
Канифоль используется для подготовки поверхности к нанесению припоя. Припой с канифолью растекается равномерно, при отсутствии второго растекается и не прилипает к некоторым поверхностям.
Для подготовки контактов к пайке требуется паяльная кислота или флюс. Новичок должен знать, что флюс для каждого припаиваемого материала разный, и нельзя использовать кислоту для пайки алюминия на медной проволоке, иначе припой не ляжет.
Качество - основа любой пайки Нагрев спаянных деталей затем закрепляем их припоем.Технологически можно выбрать два вида пайки : с использованием флюса или канифоли.
 Научиться паять канифольным паяльником сложнее, но овладев этим навыком, можно будет выполнить 90 процентов работы.
Научиться паять канифольным паяльником сложнее, но овладев этим навыком, можно будет выполнить 90 процентов работы.
Рассмотрим пример припайки проводов к плате. Сначала необходимо нагреть проволоку, так как жало нагретого паяльника прикладывается рубанком (лучше, если это будет жало в форме отвертки), максимально вдавливая его.Через несколько секунд проволока с прижатым к ней наконечником падает в канифоль, которая при кипении будет равномерно распределяться по всем жилам проволоки. Итак, провод подготовлен к нанесению припоя. Жало паяльника берет небольшую часть припоя и наносит его тонким слоем на провод. Не должно быть перепадов или целых участков, желательно такой же провод, но в жестяной банке.
Жало паяльника промываем металлической губкой или тряпкой и касаясь жалом канифоли, делаем выжигание на доске, оставляя на поверхности тонкий слой канифоли.Поверхности подготовлены. Обеспечивая максимальный контакт между проводом и платой, вдавливаем жало в провод тонким слоем припоя и несколько раз «ударяем» по месту пайки паяльником для лучшего прогрева. Затем дайте ему остыть и проверьте прочность контакта.
При правильной пайке поверхность будет блестеть, а соединение будет иметь максимальную прочность. Если поверхность выглядит тусклой и рыхлой, то правила пайки нарушены и соединение не такое прочное.Но в некоторых случаях это нормально.
Пайка под флюсом
Для пайки флюсом просто возьмите струю, окуните в нее щетку и нанесите на припаиваемую поверхность. После этого можно наносить припой или припаивать сразу. Несмотря на кажущуюся простоту, работа с кислотой имеет множество нюансов :
- Для каждого материала свой флюс и они не взаимозаменяемы, а в некоторых случаях даже имеют противоположный эффект;
- Нельзя использовать чрезмерно активные потоки на микропроцессорах, так как они могут прожечь металлические дорожки;
- Если после работы не удалить флюс с поверхности или сделать его неподходящим реагентом, он продолжит разрушать металл;
- Медное жало паяльника, особенно если оно заточено, разрушается от действия кислоты и должно постоянно цениться.
.Помимо знаний, работа с паяльником требует аккуратности и аккуратности, а научившись паять простые детали, будет легко начать паять более тонкие печатные платы, или наоборот, толстые провода, различные элементы, кубический цирконий, а позже даже впаивать пластины между ними.
Пайка - что это такое? Откройте для себя виды пайки
Паяльник является одним из важнейших инструментов мастерской. Он пригодится для многих работ — как мелких, так и гораздо более сложных. Его отличные характеристики не могут быть заменены никаким другим оборудованием. Узнайте, что такое пайка, какие существуют способы пайки и для чего она чаще всего применяется. Приглашаем к чтению!
Пайка что это? Как происходит процесс пайки?
Если вы хотите соединить два элемента из металла, лучше всего использовать паяльник, о котором мы рассказали в следующей статье: https://www.ebmia.pl/wiedza/porady/narzedzia-porady/lutownica/ . Хорошо выполненная пайка обеспечит прочное и стабильное соединение. Весь процесс очень прост. Само устройство компактное и удобное в использовании. Вам не нужны специальные знания, чтобы использовать его. Достаточно знать несколько важнейших правил обработки металла.
Процесс пайки заключается в соединении двух металлических деталей специальным связующим (припой/припой). Материал, которым соединяются два металлических элемента, обладает физико-химическими свойствами элементов из группы металлов.Благодаря этому выполненное соединение выглядит действительно хорошо и долговечно. Тем не менее, сварной шов будет заметен на первый взгляд, но на качестве выполненной работы это никак не сказывается.
Наряду с пайкой довольно популярным методом металлообработки является сварка. Однако следует помнить, что в отличие от нее пайка никак не влияет на структуру соединяемых припоем материалов. Более того, вся работа происходит при правильной температуре, что не позволяет повредить или расплавить отдельные детали.Однако он настолько высок, что легко пластифицирует связующее. В определенный момент работы с паяльником все элементы — как соединяемые металлические детали, так и само связующее — достигают одной температуры, т. е. температуры пайки. Это немного выше, чем нужно для расплавления припоя, но и достаточно низко, чтобы не испортить соединяемые детали.
Переходя к более специализированным вопросам, в процессе пайки используются два основных физико-химических явления, а именно диффузия и адгезия.Когда припой расплавляется, он начинает проникать в зазор между двумя деталями, а мелкие частицы попадают в поры на их поверхности. Самое главное, что между клеем и соединяемыми деталями создается прочная металлическая связь. Именно поэтому так важно предварительно очистить детали от оксидного слоя. Чтобы обеспечить прочное соединение, стоит использовать специальный флюс для пайки.
Самый распространенный способ пайки – это, конечно же, паяльник.Однако опытные энтузиасты-самоучки иногда вместо паяльника используют выжигатель. Ведь паяльник намного точнее и к тому же безопаснее. Однако, какое бы решение вы ни выбрали, не забудьте правильно его оптимизировать, то есть, в первую очередь, установить правильную температуру. Именно этот аспект больше всего влияет на окончательный результат пайки.
Процесс пайки
Таким образом, процесс пайки выглядит следующим образом:
-
Очистка элементов, подлежащих пайке.
-
Нагрев детали до температуры на 30-50°С выше температуры плавления припоя.
-
Нанесение флюса и припоя на соединяемые кромки.
-
Ожидание процесса диффузии и взаимной адгезии.
-
Охлаждение связующего до затвердевания.

Виды пайки
Когда вся самая важная информация о том, что такое пайка, и ход всего процесса, стоит также узнать, какие бывают виды пайки.Стоит знать, почему было создано такое деление, из чего оно вытекает и что характеризует каждый тип.
Процесс пайки может осуществляться несколькими способами. Вариантов много и описать их все невозможно, поэтому мы специально опускаем методы промышленной пайки, которые достаточно сложны. Вместо этого мы сосредоточимся на самых популярных, а главное, самых практичных методах, которые можно использовать даже в домашней мастерской.
Среди двух наиболее распространенных и важных методов пайки можно выделить: мягкую пайку, которая выполняется при температуре ниже 450°С, и пайку, о которой говорят, когда температура превышает 450°С.Что же касается основных отличий между ними, то они в основном заключаются в различном протекании всего процесса пайки. Разумеется, температура, при которой проводятся работы, тоже бывает разной. Его доводят до температуры плавления связующего. Условием является, конечно, отсутствие риска повреждения соединяемых частей. Наилучшая температура для качественного выполнения работ должна быть на 30-50°С выше температуры плавления припоя.
Благодаря тому, что мы написали выше, очень легко увидеть зависимость между плавкостью припоя и методом пайки.Мягкая пайка может производиться присадочным металлом с максимальной температурой плавления 400°С, тогда как при пайке используются среднеплавкие металлы. Также стоит учитывать термочувствительность материалов, которые будут соединяться между собой. Для более мягких металлов лучше использовать мягкую пайку. Пайка может успешно использоваться для изготовления прочных компонентов.
Мягкая пайка
Наиболее часто используемым методом пайки является мягкая пайка.Его используют как любители, так и профессионалы. Сам процесс действительно очень простой, поэтому с ним справится абсолютно любой. Для этого достаточно базовой модели паяльника.
Что касается состава мягкого припоя, то это сплав компонентов, точно определенных DIN EN 29453. В основном это олово, а также другие металлы с приблизительной температурой плавления, такие как висмут, кадмий или сурьма. Этот сплав имеет температуру плавления от 183°C до 280°C.Стоит помнить, что в составе припоя могут быть небольшие количества ядовитых элементов (например, ртути и свинца). К счастью, производители все чаще отказываются от использования этих ингредиентов и используют альтернативные продукты, безопасные для окружающей среды и здоровья. Мягкий припой может принимать различные формы, такие как палочка, проволока, пластина или порошок. Идеально подходит для соединения элементов из стали, цинка, латуни и меди. Он также используется для соединения металлических сплавов. Это гарантирует равномерное склеивание в любом случае.Мягкая пайка может использоваться для соединения электропроводки, электроники, ремонта трубопроводов, герметизации крыш и водосточных желобов и гидроизоляции.
Пайка
Пайка требует использования профессиональных инструментов. Кроме того, стоит иметь хотя бы небольшой опыт пайки, ведь работа при достаточно высоких температурах иногда опасна. Стандартной для пайки является температура 450°С, но стоит помнить, что некоторые металлы следует паять при температуре до пяти раз выше.
При промышленной пайке применяются самые высокие температуры, и для таких применений простого традиционного паяльника недостаточно. Для таких применений потребуется кислородно-ацетиленовая горелка, кузнечный огонь или паяльная лампа. В качестве альтернативы можно также использовать индукционную пайку электрическим током.
Одним из наиболее часто используемых припоев являются серебряные смеси. Они позволяют соединять вместе подавляющее большинство металлов, кроме алюминия и магния.С другой стороны, медно-фосфорные припои полезны, например, для пайки элементов из бронзы, меди и латуни. Если вы хотите соединить нержавеющую сталь, идеальным выбором будет никелевая связка. Ведь медная связка лучше всего подходит для соединения стали, никеля и латунных сплавов с оловом. Область применения пайки очень широка. Это особенно касается холодильной, автомобильной и других отраслей промышленности.

Пайка - самая важная информация
Пайка считается одним из самых популярных методов обработки металлов.Несомненно, это связано с тем, что весь процесс можно провести за очень короткое время даже в условиях домашней мастерской. Большим преимуществом выбора этого метода является эстетично выполненная работа и образующиеся после пайки однородные швы. Кроме того, существует два четко различимых метода пайки, а именно мягкая и твердая пайка. Выбрать конкретный тип действительно очень просто, поэтому можно быстро, а главное эффективно провести весь процесс пайки. Благодаря развитию технологии пайки сегодня можно сваривать между собой подавляющее большинство чистых металлов и сплавов, а получаемые соединения получаются прочными и устойчивыми к повреждениям.
Область применения паяльника очень широка: от основных задач, которые можно выполнять с его помощью в домашних условиях, до профессиональных работ в мастерской. Во-первых, пайка позволяет соединить трубы, благодаря чему можно быстро предотвратить перебои с подачей воды или затопление здания. Он также хорошо подходит для обработки водосточных желобов и крыш. Он позволит эффективно устранять любые протечки и укреплять соединения в случае неблагоприятных погодных условий. Кроме того, пайка позволит заменить поврежденные части крыши или желоба.
Как видите, пайка не очень сложный процесс. Тем не менее стоит как следует подготовиться к работе с паяльником, чтобы при этом не возникало опасности. Приобретение соответствующих знаний в области пайки, безусловно, является хорошей идеей, чтобы можно было выполнять мелкий ремонт самостоятельно в домашних условиях. Для этой цели также стоит купить подходящий паяльник, который не сломается после первых попыток пайки и прослужит долгие годы, являясь полезным инструментом при устранении любых бытовых неисправностей.
В других статьях мы описали:
Электронный паяльник
Канифоль
.То, что нужно для пайки. Можно ли припаять медную проволоку к алюминию. Работа с PROWLA
Прежде чем что-то паять или терять, необходимо получить правильные материалы и инструменты. Главное паять паяльником, это паяльник, олово и флюс.
Пайка – это процесс соединения компонентов посредством пайки между ними.
Кроме них потребуется паяльный стенд и всевозможные держатели, которые подлежат пайке.Не обойтись без щепотки, окон, ножей и рулетки.
Выбор устройства
Для защиты от возгорания при пайке используйте подставку для пайки.
Выбор оборудования для хранения деталей – дело вашей фантазии и умений. Это могут быть всевозможные зажимы, пинцеты, тиски, которые предназначены для обеспечения нужного положения и возможности деталей. Подставка для припоя предотвратит повреждение стола, на котором работают другие окружающие предметы.При пайке крупных конструкций нужны устройства для нагрева деталей. Для регулировки температуры кулера можно использовать диммер – диммер.
Если вам необходимо регулярно заниматься пайкой, то лучшим вариантом будет паяльная станция. Такие станции снабжены устройством для регулирования и поддержания температуры жала инструмента в определенных пределах. В комплектацию таких станций, как правило, входит большой набор вспомогательных устройств. Часто солдат входит в положение, когда не хватает рук.Есть устройство «третьей руки», позволяющее удобно организовать и закрепить соединяемые детали. Поролоновая губка используется для очистки наконечника.
Вернуться в категорию
Выбор паяльника
Солдаты имеют разные рецептуры в зависимости от мощности, температуры и способа нагрева. На эти параметры ориентируются при выборе паяльника в зависимости от объекта пайки. При нагревательном способе инструменты бывают электрические, газовые, нагреваемые от внешнего источника - паяльной лампы, костра, кузнечного рога.Мощность электропаяльника варьируется от 12 до 250 Вт. Выбор делается в зависимости от целей работы: вырезка микросхемы, работа с тонкими или толстыми проводами, крупными металлическими предметами. Солдаты до 12 или 36 вольт подходят для безопасной пайки, но потребуют использования переходного оборудования. Универсальное напряжение будет 220 В. Это паяльник с автономным питанием. Зарядки аккумулятора хватает на 2 часа работы.
Для удобства пайки используется жало солдатика различной формы и размера.Кованая медь применима к жалу. Удобнее использовать инструмент со сменными метками и приспособленный для изменения длины жала. При пайке толстоголовых деталей используйте молотковый паяльник. Такой паяльник восстанавливает
автомобильных обогревателяВ некоторых паяльниках для нагрева используется газ. Небольшая горелка встроена в компактную газовую емкость, наполненную как обычная зажигалка. Такой паяльник можно использовать как автономно, так и от аккумулятора.
Кроме паяльника и вспомогательного инструмента без пайки не обходится. Существует множество вариантов пайки. Большинство видов в своем составе имеют банку и свинец. Отличие припоев друг от друга по разным температурам плавления и твердости состава. Возможны разные конфигурации внешнего вида солдат. Удобнее использовать проволочную или прутковую пайку. Внутри припойные стержни с ручьем.
Флюзики необходимы для удаления загрязнений и окислов с поверхностей соединяемых деталей и расплавленного припоя.Флюс обеспечивает хорошую смачиваемость при пайке и диффузионное проникновение в структуру металла.
Одним из популярных ручейков является канифоль.
Это вещество входит в состав многих рек. Имея паяльник, паяльник и флюс, вы готовы к пайке. Все дополнительные вещи, которые нужно покупать одновременно с опытом.
Пайка: Основы для начинающих, технология, виды и материалы, тонкости
Умение паять современный быт, Насыщенные электроприборы и электроника, необходимо, как и умение пользоваться отверткой и Ванатуз.Металл Методы Методы Есть много, но главное нужно знать как паяльник, хотя в Долговечных бытовых условиях могут понадобиться и другие методы. В помощь тем, кто хотел освоить технологию ручных спаек, и призвана данная статья.
Примечание: Не прикасайтесь к пропиленовым паяльникам и другим пластикам. Он фактически не паяется - в этом процессе нет обязательных составляющих спаек, пайки и флюса. Технологически спаянные пластмассы приближаются к низкотемпературной контактной сварке.То же касается и холодной пайки - соединения деталей токопроводящим клеем.
Пайка металлов паяльника - достаточно сложный физико-химический процесс, но в работе он сводится к достаточно простым приемам и операциям. Для пайки, не блуждая теорией на воле, необходимо соблюдать правила производства самоклеящихся работ. Особенно это касается выбора способов пайки, пайки и флюсования в зависимости от типа соединяемых деталей и требований к паяному соединению. Описанию этих и других деталей, без которых прочное склеивание не получится, и посвящена основная часть представленного материала.
Примечание: Если вы хотите что-то быстро спаять, ниже вы можете посмотреть подробный видео-урок по основам пайки для начинающих. Но учтите, дальше по тексту он не будет заменен. В запретах не всегда имеется правило - "делай, получится". А в стационарном производстве бывает и голову поломать - а вдруг не так получится? Или что нужно делать, чтобы тренироваться, если нет спасибо, что нужно делать.
Видео: Как научиться паять - урок для начинающих
Что такое пайка?
Пайка своими руками в домашних условиях сводится к следующим технологическим операциям:
- Очистка спаиваемых поверхностей от загрязнений, коррозионных корок и др.
- Чистота до блеска, т.е. до отсутствия видимых следов окислов;
- Струйное покрытие - вещество, удаляющее остаточный оксид и не допускающее окисления поверхности в дальнейшем процессе. В случае потока плавления предпочтительно использовать потоки, отличные от жидких или твердых потоков, а струйные пасты;
- Затем поверхности скользят - на них наносится расплавленный припой (специально предназначенный для пайки), пробивает тонкую фольгу и химически соединяется с основным металлом;
- Детали механически скреплены: скрутка, компрессионный пинцет, пассатек, тиски, зажим и т.д.
- Еще нанесите флюс для предотвращения окисления припоя при нагревании;
- Сделать заявку с прогревом еще пайкой (возможно даже больше) до получения установленного качества;
- Если у припоя паяльник с затемненным жалом (см. ниже), его на конце зачищают и покрывают неактивным флюсом. Для того, чтобы паяльник был качественным, обычный паяльник нужно хранить с подсушивающим пятном!
Необходимое отступление
Примечание: В северных русских говорах есть еще луда - подводные каменные гряды - и даже водится там рыба SIG Ludog.Но в каноническом языке Люды она мелькала очень редко, поэтому их нельзя учитывать.
Разрыв
Получение после очистки является первой пайкой операции обрезки. Использование его абразивов недопустимо! Мельчайшие их частицы, которые они внедрили в металл, не могут быть полностью удалены. Затем они становятся очагами процессов, разрушающих спайку.
Очистите поверхности под паяльником, напильником, грязным инструментом (скребками различного типа) или просто ножом.Но лучше всего, особенно если они подготовлены к пайке токопроводов, сразу покрыть их активированным флюсом (см. ниже), а после пайки тщательно удалить остатки. Зубную щетку удобно смачивать спиртом.
Что и как брить/паять?
Для следующих операций вам понадобится специальный инструмент для электронагрева: паяльник, балахон или паяльник. Для домашней пайки электрика чаще всего имеет застой с медью.Его устройство показано POS. 1 рис. "Для полного счастья радиолюбителю требуется штанга солдатиков до 16-20 Вт для микросхем и печатных плат, поз. 2а, 40-50 Вт (поз. 2б), для электроаккумулятора и собранной установки электронной составляющей и 80-150 Вт (поз. 2б), для монтажа малогабаритных металлоконструкций.
Электробиоаппарат и разновидности с медным затемненным жалом
Если не требуется работа с микросхемами (телефоны, планшеты, компьютеры) и припоем стали толщиной более 0,5-0,6 мм, то можно производить с комплектом паяльных емкостей на 25 Вт (поз.3а) и 60-65 Вт, поз. 3 б.Вдруг возникнет потребность в пайке металлических изделий с толщиной стенки до 3-4мм и/или толстого стального листа, требуется охладитель железа на 300-400Вт, поз. четыре.
Паяльники малой мощности (поз. 2а, 2б, 3а, 3б) изначально не дробятся и поэтому довольно быстро окисляются (затягиваются). Для повышения прочности, и в то же время необходимо создать посадку, стержень выбирается из паяльника, проткнутого гидромолотом на наковальне стола вице-кондуктора.«Встряхивать» его напфил после этого нет нужды и не нужно, чтобы не снимать наружный слой загустевшего медного слоя. После складывания он сразу же покроется активированным потоком.
Теперь возьмите твердые фекалии и мягкий, достаточно тугоплавкий припой (см. ниже): ПОС-10, ПОС-30 или ПОС-40. Вставляется хвостовик паяльника, фиксируется при наличии винта и охватывает паяльник к сети. Поскольку струя проглатывается во время разогрева, ее окунают в фекалии, чтобы предотвратить ее выведение.Когда канифоль вокруг жала начнет пузыриться, ее растирают припоем с палочкой, чтобы он попал на всю поверхность тугого плотного семени. Резьбовой припой на катушке в данном случае не совсем годится, он для пайки мелких деталей.
Пока готовили паяльник, флюс на поверхностях сделал свое дело: под ним слой, который можно осветлить. Здесь критической точкой будет толщина деталей:
- Менее 1/8 диаметра стержня припоя - они нагреваются до температуры плавления пайки менее чем за 7 с.Flux не успеет выгнать.
- Более 1/6 от того же значения - нагреваются более 10 секунд, флюс будет слит, детали повреждены и окислены.
- 1/8-1/6 Диаметр стержня - необходимо, чаще всего исходя из собственного опыта, до легкого плавления под струей кипения. Или используйте более мощный паяльник.
В первом случае капля припоя вписана в жало, допустимую поверхность, а если:
- Проволока тонкая - легко, без нажима перемещаться по оголенному концу хранения одной, затем противоположной стороной при этом припой не растечется.Проволока держит кончик вниз. Выдвижной паяльник засыпает кольцевым сверлом.
- Проволока толстая - жало движется вперед-назад по спирали.
- Плоская тонкая длинная деталь — нанесите припой на конец и переместите жало. Когда за наклоном показываются не сфокусированные детали, они наносятся на замусоренный участок флюса, получают еще одну каплю припоя и продолжают банку.
- Длинная широкая часть - как раньше. Бывает, но жало загоняется змеей.
- Особые детали - спирали жала с центром по краям.
Для густых шумов берите напайку Т-образной резьбой. Harpius: это тонкая гибкая трубка из фольги, в которой канифоль похожа на порошок. Регистрация начинается с края длинных или центра широких данных. Конец Гарпии прикладывается к месту в начале грязи, она нагревает железо до тех пор, пока не растечется. Стинг трафика - так же, как и раньше. Случаи.Солдат подается под похоть как расходы. Написано по требованию - к нему будет прилипать до тех пор, пока не образуется крупная капля, которая черствеет там, где не надо.
Функции пайки проводов
Больше всего проблем возникает при первоначальном соединении с припаиваемыми деталями: они должны соприкасаться, отчего загрязняется металлическая поверхность и засоряется провод, часто другие паяные соединения должны выдерживать механические нагрузки.
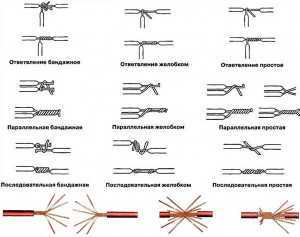
Скрутка проводов
Тщательно очистите провода перед пайкой.Основные типы щеток для припоя показаны на фиг. У каждого из них есть свое место:
- Веточка бинта соединяет жесткие (одножильные толстые) токопровода, т. е. по которым передается электричество. Особенно - наружная проводка. Состав бандажа обеспечивает достаточный электрический контакт даже с несбалансированным или перегретым оксидным спа.
- Веселые кроссоверы изготавливаются из спиц в изоляции с низкой температурой плавления (простой ПВХ, полиэтилен), где нужен намаз для пайки с минимальным прогревом.Groove Heat Twisty только в канавке.
- Прямые скрутки можно соединять как с одножильными, так и с пониженными минимально зачищенными от изоляции проводами (гениально).
- Простая последовательная скрутка, т. прямой британской, или только британской, применяется для соединения токопроводов, несущих гибкие кабели сечением до 1,4 кв. мм, не испытывающие регулярных высоких механических нагрузок, например, электрических удлинителей или бросков.
Электрические кабели, подвергающиеся постоянным и/или постоянным механическим нагрузкам, должны иметь оплетку.Закручивают их так, как показано на рис ниже: кончики заворачиваются, «метлы» двигаются навстречу друг другу и закручиваются в британцы. Например, паять с малым коэффициентом усиления повышенной прочности. Поск-50 (см. ниже) со струйной активацией, не требующей удаления остатков, также см. ниже.
Параллельная (тупиковая) скрутка жил сечением более 0,7 кв. ММ Припой желательно погружать в расплавленный припой, см. ниже. Иначе придется греть или долго или слишком мощная пайка, отчего изоляция поползет и флюс преждевременный.
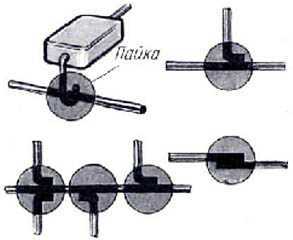
Примечание. Одножильные ремонтные кабели — радиоэлектроника Подробное заключение — Для пайки онлайн или с эскизом крюка см. рисунок справа.
Что такое Payato, но не пайка
Не предназначен для подключения гибких коаксиальных кабелей и кабелей к компьютерным сетям типа "витая пара" ("Витуха"). Опытный кабельщик с полной картиной электродинамики линий передачи сигнала в исключительных случаях производит на них муфту.Но когда производительность дилетанта пусть будет остатком от умелого электронщика и монтажника, пропускная способность, пропускная способность и помехозащищенность упадут ниже допустимых, вплоть до полной потери.
Как чистить и ухаживать за жалом
Жесткость паяльника очищают от остатков припоя протиранием мягкой пористой или волокнистой подкладки. Чаще всего используется поролон, но этот вариант не самый лучший: горит и торчит по требованию. Лучший материал для его очистки - натуральный войлок или базальтовый картон.А еще лучше - 2-скоростная очистка, сначала о губку-шлифовальную металлическую ленту, потом о войлок. После чистки паяльники выключаются, жало все еще вводят в твердые испражнения и ждут, пока прекратится пузырение. Затем они вытягиваются и удерживают конец рюмки излишков фекалий. При полном остывании паяльник можно отправлять на хранение.
Паяльники и форсунки.
Теперь пора аккуратно подобрать рабочий и струйный паяльник, ведь пайка, в отличие от посадочных мест, не должна крепко сцепляться с основным металлом, но и быть прочной.Сводку войск и потоков широкого использования из старого каталога см. на РИС. По поводу этого времени осталось не так много добавить.
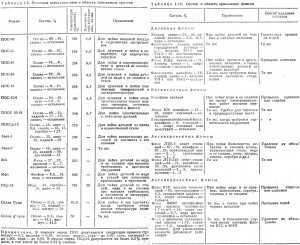
Характеристики припоев и распространенных флюсов
Паяльники
Паяльники от ПОС-90 до АИР-2 - мягкие для низкотемпературной пайки. Гарантируется только электрический контакт. ПОС-30 и ПОС-40 припаивают медь, латунь, бронзу с неактивными струями, а их сталь и сталь со сталью - с активной.Чустр-15 можно оцинковывать бездействующими балками; Другие паяльники взрываются цинком до стали и припой вскоре отваливается.
Паяльники 34а, МФ-1 и ПСР-25 стационарные, для высокотемпературной пайки. Громкоговоритель 34A может быть изготовлен из алюминия методом пайки пламенем (см. ниже для алюминиевых припоев) со специальными балками, см. Там же. Вращение медного припоя МФ1 для стали с активированным флюсом. «Низкие требования к прочности» в данном случае означают, что сила падения ближе к силе меди, чем к стали.ПСР-25 При пайке сухим паяльником (см. ниже) подходит для пайки ювелирных изделий, витражей тиффани и т.п. не вступает во взаимодействие и не взаимодействует в незначительных, активированных, химически действующих на основной металл при нагревании, и активно (кислотных) действующих на него и на холоде. Что касается потока, наш век принес больше всего инноваций; В основном то же хорошее, но начнем с неприятного.
Первый - технически чистый ацетон для ополаскивания ракет в широкой продаже больше нет в связи с тем, что он используется в подпольном производстве наркотиков, а сам обладает наркотическим действием. Технические заменители ацетона - растворители 646 и 647.
Второй - хлорид цинка в полосках активированного потока часто заменяют натрийтерабовой кислотой - коричневой. Соляная кислота - высокотоксичное, химически агрессивное летучее вещество; Хлорид цинка также токсичен, а при нагревании возгоняется, т.е.Он исчезает, не растворяясь. Бора безопасна, но при нагревании выделяет большое количество воды с кристаллизацией, что несколько ухудшает качество пайки.
Примечание. Боранер сам по себе представляет собой поток припоя для погружения с расплавленным припоем, см. ниже.
Хорошие новости: теперь в продаже имеется широкий ассортимент балок для всех видов пайки. Для обычных клеев вам понадобится (см. рис.) дешевый СКФ (Спитоканимимипимипал, Байл Ке, второй в списке хвойных потоков в таблице.I.10 на фиг. Выше) и припойная кислота) это первый список кислотных потоков. СКФ подходит для пайки меди и ее сплавов, а паяльная кислота — для стали.
СКФ припои необходимо промывать: Янтарная кислота содержится в фекалиях, при длительном контакте с разрушающим металлом. Кроме того, беспорядочно разлитое СКФ сразу же растекается по большой площади и превращается в очень долго сухие, очень липкие противные, пятна, которые не уменьшаются ни с одежды, ни с мебели, ни с пола со стен.В целом СКФ для пайки хороший флюс, но не для разбросанных ротозей.
Полноценный заменитель ZPF, но не такой гадкий с небрежным обращением - теги потока. Стальные детали Более массивные, чем допустимо для пайки кислотным припоем, и более плотные - паяльником Ф38. Универсальный флюс может паять почти все металлы в любых сочетаниях, в том числе и алюминий, но падающая с ним прочность не нормируется. Вернемся к пайке алюминия.
Примечание: Радиоруководители, помните - теперь есть потоки для пайки эмалированных проводов без сноса!
Другие виды пайки
Мастера-любители также часто паяют сухим паяльником с бронзовой непрекращающейся сталью, т. наз. Паяльный карандаш, поз. 1 на рис.Хороша там, где недопустимо распространение пайки за пределы зоны пайки: в украшениях, витражах, художественных пуговицах прикладного искусства. Иногда их впаивают и монтируют на поверхность микросхемы, с выводами 1,25 или 0,625 мм, но это рискованно и опытными специалистами: плохой тепловой контакт требует чрезмерной мощности утюга и длительного нагрева, а ручным способом обеспечить стабильность прогрева невозможно. пайка.Для сухой пайки Гарпиус используют с Поск-40, 45 или 50 и флюсовыми пастами, не требующими удаления остатков.
Другие виды пайки, упрощаемые в домашних условиях
Deventlock, превращенный в толстую проволоку (см. выше) Капюшонный припой - ванна с расплавленным припоем. Когда-то, чем паяльная лампа (поз. 2а), но теперь это примитивные размеры: электрооборудование или паяльная ванна (поз. 2) дешевле, надежнее и дает наиболее качественную пайку.Скрутку в вытяжку вводят через слой с кипящей струей, подаваемой на пайку после расплавления и прогревают ее до рабочей температуры. Самая простая струя в этом случае — это порошок цэмплина, но вскоре BIDIDE и он сгорает быстрее. Лучше флюсовать на Boroaceder, а если в ванне с припоем оцинковывать мелкие детали, то это единственно возможный вариант. При этом максимальная температура Фортика не должна быть ниже 500 градусов Цельсия, так как Цинк плавится при 440.
Наконец, например, массивная медь в изделиях. Трубы, высокотемпературная пайка, пайка пламенем. В нем всегда есть несгоревшие частицы, жадные до поглощения кислорода, поэтому пламя обладает, как говорят химики, восстановительными свойствами: удаляет оставшийся оксид и не дает образоваться новому. На рис. 3 Вы можете видеть, как пламя специальной паяльной горелки буквально выдувает из зоны пайки все лишнее.
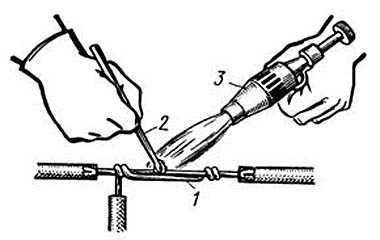
Высокотемпературная пайка в пламени
Высокотемпературная пайка свинцом, см. рис.Справа равномерно протирая зону нажима 1 неподвижной палочки для пайки 2. Пламя горелки 3 должно следовать за пайкой так, чтобы горячее пятно не было в воздухе. Пайка перед зоной прогревается до тех пор, пока не пойдет партия цветов. К склеенной твердой поверхности припоя можно припаять что-то еще, как обычно, аккуратно. Для получения дополнительной информации о пайке пламенем см. раздел «Трубы».
Фрай, но в некоторых источниках горелка срабатывает от паяльной станции.Ну и Рерайт прописывают, что берешь. По сути, настольная паяльная станция (см. далее рис.) - оборудование для тонких паяльных работ: с микросхемами и т.п., в случае недопуска не требуется рассеяние пайки и т.п. Огречи. Паяльная станция точно выдерживает определенную температуру в зоне пайки, а если заправка управляемая, то контролирует и подачу газа. При этом горелка входит в его комплект, а сама паяльная станция не более чем каменоломня - Собор Василия Блаженного.
Стационарные паяльные станции.
Как алюминиевый припой

Пайка алюминиевых умывальников
Благодаря современному течению алюминия его вообще начали паять, он не сложнее меди. На случай низких температур его пайка рассчитана на FLUX F-61A, см. рис.Паяльник - любой аналог воздушных солдатиков; В продаже есть разные. Единственное, хвостовик в паяльнике лучше вставлять в стойло с коричневыми тонированными насечками примерно как напильник.Он легко покрывается прочной оксидной пленкой, не позволяющей алюминию протекать непосредственно под слоем флюса.
FLUS F-34A предназначен для высокотемпературной пайки алюминия 34А. Однако для нагрева области пайки пламя очень осторожно: температура плавления самого алюминия составляет всего 660 градусов по Цельсию. Поэтому для высокотемпературной пайки алюминия лучше использовать стационарную камеру (печная пайка), но оборудование для этого дорого.
Fit пайка алюминия
Существует также «новаторский» способ предварительной пайки алюминия. Он подходит, когда требуется только электрический контакт и исключаются механические напряжения в зоне пайки, например, если вы хотите соединить алюминиевый корпус с общей печатной платой. Алюминиевый припой «Пионер» подают в установку, показанную на фиг. левый. Порошок медного капера. Поместите холм в область пайки. Зубную щетку с правой, обмотанной оголенной медной проволокой, обмакнуть в дистиллированную воду и протереть ее вращательным нажимом.Когда на алюминии есть медное пятно на алюминии, оно будет сломано и зажато, как обычно.
Мелкая пайка
Есть функции по пайке печатных плат. По пайке деталей печатной платы в целом смотрите небольшой мастер-класс на рисунках. Пропадает логирование проводов, т.к. Выводы Радиодетали и микросхемы уже затемнены.
В любительских условиях, во-первых, не особо важно попадание во все текущие треки, если аппарат работает на частотах до 40-50 МГц.В промышленном производстве зарядов, например, низкотемпературными методами. напылением или гальванопокрытием. Теплая пайка кусков по всей длине ухудшит их сцепление с основанием и повысит вероятность отслоения. После установки компонентной платы ее лучше покрыть лаком. Медь от него потемнеет сразу, но на работоспособность устройства это никак не повлияет, если только речь не идет о микроволновой печи.
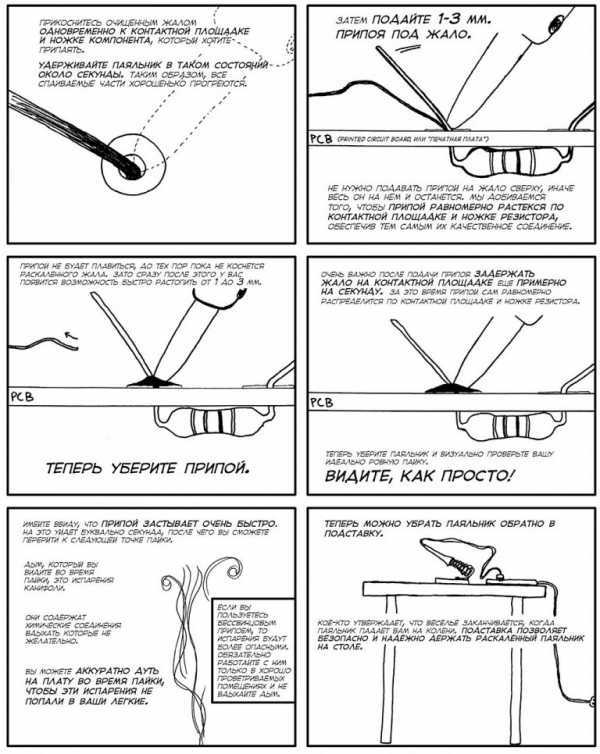
Припайка радиоэлектронной части к печатной плате
Потом посмотрите слева на что-то некрасивое.Инжир. В случае такого брака и неблагоприятной памяти о советской карте (МЭП) установщики держали в отраслевых или поддиапазонах. Это даже не выглядит или побеждает дорогую пайку, и, во-первых, тем, что при остывании эти места крепления хмурятся, и детали перегреваются. А большие тяжелые рукава довольно равнодушны к уже ослабленным гирям. Эффект хорошо знаком радиолюбителям: нечаянно кинул "Каракатин" на пол - отклеилось 1-2 и более песен.Не дожидаясь первого ремонта.
Неправильно и правильно посыпанные печатные платы
Смывы на печатных платах должны быть закругленными гладкими высотой не более 0,7 диаметра места крепления, см. справа на рис. Заключительные подсказки должны говорить немного не по делу. Кстати, плата полностью автономна. В домашних условиях есть способ напечатать сборку аккуратно и чисто, как на заводе, да еще и втягивать туда какие хочешь надписи. Белые пятна — блики краски при фотографировании.
Конкейв есть вогнутый, и, что более важно, брак тоже. Только вогнутые импликации означают, что пайки недостаточно, а сморщены, разве что в пайку проник воздух. Если собранное устройство не работает и есть подозрение на ненадежность, смотрите в первую очередь такие места.
Есть и микросхемы
На самом деле интегральная схема (есть) и микросхема одна и та же, но для наглядности, как общепринятые и принятые в технике, микросхемы - "микроудесы" оставят ИМС в DIP корпусах , на большие по степени интеграции Enabled, с запросом 3,5 мм, устанавливаемые в монтажные отверстия или запекаемые поршни, если плата многослойная.Пусть микросхемы сверхсердечные их, "миллионы", поверхностного монтажа, с шагом выводов от 1,25мм и меньше, а микросхемы - это миниатюрные ИУС в тех же корпусах для телефонов, планшетов, ноутбуков. Процессоры и прочие «камни» с жесткими мультитранспортными проводами не трогают: они не выбрасываются, а устанавливаются в специальные панели, которые разыскиваются в ногах один раз при сборке на предприятии.
Заземляющий паяльник
Современные КМОП (CMOS) ims на чувствительность к статическому электричеству То же, что и ТТЛ и ТТЛ выдерживаются без повреждения потенциала 150В в течение 100мс.Значение амплитуды действующего сетевого напряжения 220 В - 310 В (220х1,414). Отсюда вывод: Паяльнику нужно низкое напряжение, на напряжении 12-42В, содержащееся выходящим трансформатором на дросселе, а не импульсным номером или емкостным балластом! Тогда даже простой сплит по запросу не испортит дорогие чипсы.
Еще случайные, и более опасные выбросы сетевого напряжения: рядом сварка, выброс сети был, проводка обречена и т.д. Самый надежный способ Держитесь от них подальше - не отводите "блудные" потенциалы от маркерной боли, и не отпускайте там .Для этого на специальных предприятиях СССР паяльные печи, показанные на рис.
Низковольтная силовая цепь
Точка соединения С1 С2 и сердечник трансформатора подключаются непосредственно к контурной схеме защитной подложки, а к средняя точка обмотки вторичной обмотки (разомкнутая медная фольга турбины) и есть работа. К контуру эта точка подключается отдельным проводом. При достаточной мощности трансформатора к нему можно подключаться просто как к пайке, не заботясь о заземлении каждого в отдельности.В доме точки А и В подключаются к общей клемме отдельными проводами.
Микросхемы, пайка
Микросхемы в корпусе корпуса впаяны, как и другие радиоэлектронные компоненты. Паяльник - до 25 Вт. ЛЮТЕР - ПОС-61; Флюс – Теги или Спитоканифол. Остаток необходимо смывать в ацетон или его заменители: спирт берёт кору намертво, и промыть её между ног без помпы или тряпки не совсем возможно.
Если хотя бы Микрочипы и особенно Микрочипы, то паять их вручную специалисты любого уровня не рекомендовали: это лотерея с очень проблематичной прибылью и очень вероятными убытками.Если у вас есть дело к таким тонкостям, как ремонт телефонов и планшетов, вам придется дорасти до паяльной станции. Его не намного сложнее использовать, чем ручной паяльник, смотрите видео ниже, и цены на паяльные станции сейчас довольно приличные.
Видео: Уроки машинной пайки
Микросхемы, неудобные
"В правильном первом" МКС надо проверять при ремонте не падает. Их диагноз ставится на месте специальными тестерами и методами, а непригодные удаляются раз и навсегда.Но хозяйки не всегда позволяют это, поэтому на всякий случай мы даем вам список способов доставки IC, где это уместно. Микросхемы кустарного фри также заточены на выпадение, например, используются для целого ряда применений с грубой проволокой и слуховых аппаратов, но эта лотерея еще менее выгодна, чем ручная установка больших и сверхнизких ICS.
Видео: Пробой стружки - 3 способа
Как паять
Высокотемпературные распроданные медные трубки для любой твердой пайки меди активированной реактивной пастой, не требующей удаления остатков.Тогда возможны 3 варианта:
- W медные (латунные, бронзовые) соединительные соединения - Фитинги под пайку.
- С полным распределением.
- С неполным распространением и сжатием.
Фитинги для пайки медных труб более надежны, чем другие, но требуют значительных дополнительных соединений. Единственный случай, когда это необходимо - устройство помех; Затем используется монтажный тройник. Обе поверхности пайки не сверху, а покрыты струей.Затем труба вставляется в сборку, надежно фиксируется и соединение исчезает. Пайка считается законченной, когда паяльник перестанет входить в зазор между трубкой и муфтой (нужно 0,5-1мм) и сделает небольшой валик наружу. Ручку снимают не ранее, чем через 3-5 минут для затвердевания паяльника, когда стык уже можно хранить руками, иначе пайка не будет увеличивать силы и стыки и течь.
Способ пайки труб с полной разводкой, показанной слева на РИС.Давление припоя остается таким же, как и при сборке, но требует дополнительного давления. Предположите, чтобы развернуть прекращение и повышенный износ пайки. Фиксации карбоновой трубы не требуется, ее можно пустить в дуру с грузом до тех пор, пока она не закрутится намертво, поэтому пайка с полной разводкой часто производится в неудобных для монтажа хомута местах.
Трубы медные под пайку
При отечественной разводке тонкостенных труб малого диаметра, где давление уже мало и его потери незначительны, может быть целесообразна пайка с неполным разрывом одной трубы и сужением другой, поз.Справа на рис.Для изготовления труб закругленный ряд из массива дерева с клиновидной кромкой 10-12 град с одной стороны и усеченно-коническим отверстием 15-20 град с другой, ПОЗ II. Концы труб обрабатываются, когда они не заходят друг в друга без блокировки. на 10-12 мм. Поверхности заранее портят, прикладывают к потемневшей струе и сливают с вареньем. Затем они нагревают его, пока паяльник не расплавится, и перчат тяжелую трубку, пока она не раздавится. Расход пайки минимальный.
Важнейшее условие надежности такого пруда - сужение водоема для водоориентировки, поз. III. Школьный закон Бернулли является обобщением идеальной жидкости в широкой трубе, а у реальной жидкости в узкой трубе из-за ее (жидкости) вязкости максимальный скачок давления смещается наоборот, поз. IV. Образуется составляющая силы давления, прижимающая сужение раздаточной трубы, и пайка получается очень надежной.
Что еще?
Ах да, стоит паяльник.Классика, слева на рис.Подходит для любого удилища. Где паяльные ванны и фекалии - ваше дело, регламента нет. Для маломощных припоев с фартуком клепки просто упрощены, посередине подходят.
Правая и неправильная паяльные кабины
Паяльные станции комплектуются преимущественно подпружиненными или трубчатыми обитаемыми гнездами для паяльников. В них вся горячая часть инструмента недоступна на ощупь, но и пропустить через них утюг, ориентируясь на пайку неглубокого «язычка», скорее всего.А вот что точно делать не надо, и что прямо запрещено ТБ, так это подставка из базовых материалов, в которой паяльник лежит на расходных ванночках, справа на фиг.
Показать все отмеченные материалы:
- электромонтажные работы
- работы с металлом
- инструмент
- техника
Перейти в раздел:
vopros-remont.ru.
Как паять? Что насчет пайки?
Все знают, что такое паяльник и зачем он нужен, но не все умеют им пользоваться.И инструмент весьма полезен не только в мастерской по изготовлению телевизоров, но и в домашнем хозяйстве. Благодаря им можно эффективно восстановить заданный кабель, отремонтировать электроинструмент, бытовую технику и многое другое. Однако паяльник должен уметь просыпаться, а также уметь подбирать расходные материалы.
Если не говорить о пайке микросхем и высоковольтного оборудования, то сам процесс не представляет никакой сложности. Большую часть домашних заданий можно выполнить самостоятельно, не обращаясь к специалисту.
Паяльное устройство.

Электропаяльник обязательно должен иметь нагреватель. Нагреватель может быть нихромовым или керамическим. Керамические обогреватели по-своему хороши, но достаточно требовательны к условиям эксплуатации. Поэтому для бытовых нужд лучше всего подойдет электрический спиральный нагреватель припоя (ЭПСН). Довольно неприхотливое и главное недорогое устройство.
Часть работы железа — жалить. Нагреватель доводит его до высокой температуры, позволяя паяльнику расплавиться.На корпусе паяльника обычно имеется винт для фиксации жала, с помощью которого можно регулировать его вылет. Ручка для пайки имеет удлинитель или отдельный фартук, не дающий руке даже случайного соскальзывания в нагретую часть.

В последние годы появилась компактная газовая пайка, которая сразу составила конкуренцию электрической пайке. Их заправляют очищенным бутаном, точно таким же, которым заправляют зажигалки. Пайка газовой пайки происходит за счет воздействия открытого пламени миниатюрной насадки.Температуру пламени можно регулировать в диапазоне 750-1200°С. За одну заправку паяльник может работать 60-90 минут в зависимости от настройки. Такой инструмент способен полностью заменить электрический паяльник мощностью 150 Вт. Для хозяйственных нужд его более чем достаточно, если, конечно, речь не идет о паяльных трубках или кастрюле.
Выбор паяльника
В первую очередь необходимо определить цель приобретаемого для пайки.В быту обычно принимают устройство, которое может паять кабели, провода, фиксировать аппаратные штекеры и т. д. Для этих целей используется устройство на 25 Вт. При пайке огромных деталей используются более производительные устройства, а это уже промышленное применение. В то же время не стоит покупать слишком маломощные припои 5-15 Вт. Они предназначены для пайки сквозных микросхем и небольших устройств, например, для ремонта мобильных телефонов.
Обратите внимание при покупке паяльника для дома и на входящее напряжение.Обязательно, чтобы этот прибор работал от 220 В, а не от 12 или 24.... Желательно, чтобы паяльник имел вилку европейского образца. Современные дома уже все больше оснащаются заземлением, которое в этом случае исключит электрическую катастрофу при нахождении курка на корпусе.
Если жало было изолировано, значит, при необходимости его можно заменить. Узнать очень просто - солдатики с заменами имеют в корпусе винтовое(ые) крепление. Винт позволяет регулировать длину выхода и в свою очередь влияет на температуру открытой части.
Ston покрыт медью и никелем. Последний не рухнет, так что вам вряд ли нужно быть рядом. Однако они немного дороже. Постояла красная стена от времени, надо почистить от пайки и отредактировать файл. Никаких сложностей в этих операциях нет - он берет файл и запрошенная форма доводится до вашего сведения. Делать это желательно, когда взгляд отведен, подтянут наоборот.
Что касается формы солдатиков, то кроме классической формы "ручка" в продаже можно встретить так называемые "ружья".Разница между ними только в форме ручки. Он также пристреливает жала для быстрой пайки с трансформатором, но они относятся уже к приборам профессионального класса. Многие специалисты считают, что классической формой паяльника удобнее работать.

Расходные материалы для пайки
Припой. Соединение деталей с паяльником предполагает использование свинцового припоя. Процесс пайки можно сравнить с горячим склеиванием. Клей в этом случае выступает паяльником.
Соотношение олова и припоя может быть другим. Производители используют маркировку, в которой номер олова указывается процентным содержанием олова, например, ПР-61 - Паяльник, в котором содержание олова составляет 61%. Пайка из такого сплава плавится при температуре 180°С. Это намного ниже температуры плавления меди или алюминия для пайки, что является наиболее распространенным.
Изменение соотношения свинца и олова отражается на температуре плавления припоя.Например, если олова в припое 40%, то температура плавления такого сплава будет 240°С, а если олова 90%, то плавиться расплав начинает только при 310°С.
Маркировка импортной продукции отличается от отечественной. Чтобы понять, что за сплав перед вами, нужно посмотреть прилагаемые документы или поискать маркировку в интернете. Однако при самодельной пайке сплава особого значения пайка не имеет. Наиболее тугоплавкий припой плавится при температуре 300°С, что также ниже t (табл.) Медь или алюминий. Но с малолетними припоями работать проще, поэтому следует отдать предпочтение сбалансированным припоям, где олово и свинец примерно одинаковы.

Удобнее использовать секретку в виде проволоки 1-3 мм. В продаже есть паяльники в виде трубы, наполненной струей. Такой припой - на любителя; Многие специалисты предпочитают простой проволочный припой, который оставляет возможность для более точной дозировки припоя и флюса.
Флюс необходим для защиты металлических деталей от термического окисления. Медное железо быстро окисляется, в результате чего получается неметаллическая фольга, плохо поддающаяся пайке. Флюс удаляет оксидную пленку и способствует равномерному распределению припоя. Обработка деталей и контактов струей называется настойкой.

Существует два типа потоков - кислые и некислотные. Кислотные пламена чаще всего применяют при пайке сплавов железа (чугун, сталь).После работы с кислотным потоком необходимо удалить его остатки, чтобы кислота не убавляла металл. С кислотными струями нужно работать очень осторожно, так как кислота легко разъедает кожу.
Из нетканого ручья наиболее распространена канифоль - сера сосновая очищенная. Для большинства бытовых задач шланга хватает. Трубка качественная прозрачная и имеет янтарный цвет; Не такое быстрое грязное жало и не слишком много дыма. Вы также можете иметь под рукой фосфорную кислоту в тех случаях, когда окисление является значительным.
Технология пайки.
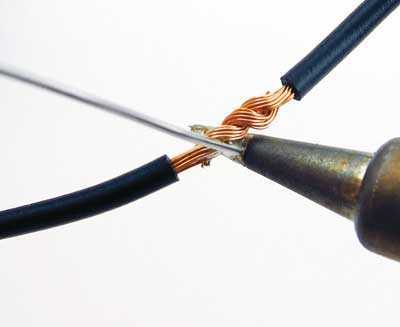
Когда необходимо припаять одну заготовку к другой, разрядить контакты или концы проводов, наша задача – защитить ход пайки.
- Хороший контакт и прочность шипа зависят от качества исполнения. Спаянные детали необходимо хорошо очистить, обезжирить и прорастить.
- Если вы паяете электрический провод или другие электроды, вы должны убедиться, что они не находятся под напряжением.
- Для изготовления кухонной вытяжки лучший паяльник Так канифольный дым будет сразу же удален из помещения.
- Очень важно не перегружать розетки. Сами по себе паяльником они вряд ли проспятся, а вот пластик (например, изоляция проводов) может пострадать от высоких температур. Поэтому время воздействия высокой температуры на элементы должно быть минимальным. Желательно паять в одну правую.
- Детали, соединенные пайкой, должны быть обработаны флюсом и припоем.Замененные провода держат биту, поэтому их скручивают не заморачиваясь и только потом припаивают.
- При пайке кабелей или проводов зачищают концы изоляции, сам провод зачищают механически и обрабатывают струей паяльника. Для того, чтобы сделать качественную изоляцию шпажных проводов, необходимо предварительно надеть на них термоусадочные полимерные комбайны. Затем концы провода скручивают между собой и закрепляют пайкой, которая должна в итоге покрыть всю контактную часть.
- Посадочное место для шипа закрыто термоусадочной камбрией, которая при нагревании окружает шип и надежно изолирует его от контакта с другими проводниками.
- Проволочный паяльник удобен в качестве точки отпайки, а не собирает оловянное пятно. Но так как у человека всего две руки, пайка получается только тогда, когда данные надежно закреплены. Не пробуйте паять Navis - только зря потратите время и нервы. Паяные детали лучше сначала зафиксировать через обойму, а потом припаять.
Это все технологии. Как видите, это нехорошо. Самое главное — соблюдать несколько простых правил и понимать, что происходит и в каком порядке.
www.domastroim.su.
Паяльник: Какие материалы и приспособления нужны, например провода для пайки
 Если рассматривать способы пайки, то работа, производимая пайкой, наиболее распространена и удобна. Все-таки у паяльника есть два важных ограничения, которые следует учитывать при выборе метода.Паяльник получается только для низковолновых паяльников и необходимые манипуляции сложны в производстве, если детали, которые нужно паять, слишком громоздки.
Если рассматривать способы пайки, то работа, производимая пайкой, наиболее распространена и удобна. Все-таки у паяльника есть два важных ограничения, которые следует учитывать при выборе метода.Паяльник получается только для низковолновых паяльников и необходимые манипуляции сложны в производстве, если детали, которые нужно паять, слишком громоздки.
Последнюю трудность можно преодолеть, если использовать дополнительные источники тепла, такие как газовая или электрическая плита, газовая горелка. С помощью этих источников можно добиться желаемого результата, прогревая элемент припоя, несмотря на то, что это усложняет весь процесс.
Чтобы начать процесс пайки, нужно подготовить нужный инструмент и специальные материалы.В первую очередь нужен паяльник и понятно, что никакой флюс и припой не нужны.
Типы паяльников
Специалисты различают такие виды паяльных инструментов:

Электрические паяльники считаются наиболее распространенными паяльным оборудованием, так как они просты в использовании и их не сложно купить. Нужный паяльный инструмент выбирался по его мощности, которая показывает уровень теплового потока, направленного на спаиваемые детали.
Провод для пайки электронных компонентов будет правильным для устройства, мощность которого не превышает 40 Вт. Если размеры спаиваемых деталей или провода не превышают одного миллиметра, выберите инструмент в диапазоне 80-100 Вт. Если стена представляет собой участок в два миллиметра и более, то мощность нужна более 100 Вт. Только к таким мощным инструментам относятся молотки, приводимые в действие электрическими паяльными баками, мощностью 250 Вт и выше. Такие мощные устройства нужны, как правило, для отрасли, где приходится паять большие данные.Цена таких не секретов соответственно.
При выборе мощности паяльника также необходимо учитывать теплопроводность припоя. Например, при пайке стали изделия должны находиться в менее нагретом состоянии, чем при работе с медной конструкцией.
Паяльники
Чисто оловянные, оловянно-серебряные и другие варианты солдатиков используются для пайки электроинструментом.
Если вам нужно разместить посуду, используйте только чистую жестяную посуду.
Flusy
По мнению специалистов хорошо паяются такие материалы как бронза, серебро, незильбер, медь, олово, золото, латунь, свинец. Вполне допустим для припоя никель, низколегированная и углеродистая сталь, цинк. К материалам, с которыми трудно работать, можно отнести алюминий, нержавеющую сталь, а также хром, сталь, сталь, алюминиевую бронзу, чугун, магний, титан. На практике видно, что только неподготовленная деталь или проволока, неправильно подобранный флюс и неправильно подобранная температура обработки приводят к некачественной пайке.
Итак, правильно выбранное обязательство для стрима идеально выполненной работы с минимальными временными и физическими затратами. Именно этот флюс отвечает за то, будет ли нужный металл прочностью соединения, так как пройти весь процесс сложно. Вся задача струи – разрушить оксидную пленку припаиваемого металла.
Флюс «солдановая кислота», относящийся к кислотным активным флюсам, запрещается использовать при пайке электронных деталей.При агрессивности такая струя может вызвать коррозию. Но именно это свойство облегчит эту связь. металлические детали. Таким образом, чем у химически металлических стоек, используемый флюс должен быть более активным. Но нельзя забывать, что то, что осталось от активных потоков, необходимо удалить после завершения процесса.
Для пайки стальных конструкций Эффективными струями считаются водный раствор хлорида цинка и паяльные кислоты, произведенные на его основе. На данный момент производители представили широкий ассортимент мощных флюсов, которые можно использовать и при пайке.
При работе с нержавеющей сталью, в отличие от низколегированной и углеродистой стали, необходимо использовать более активные струи, которые позволят разрушить покрытие стойких оксидов, поверхность нержавеющей стали
Научиться паять паяйте изделие из чугуна чугуном, очевидно, что для этих целей электрический паяльник будет непригоден, так как он не сможет выполнять поставленные перед ним задачи. Промывка чугуна должна производиться только высокотемпературной пайкой.
Для эффективной работы с нержавеющей сталью необходимо использовать фосфорную кислоту (F-38). Потому что лучше всего покрыть материал оксидостойкой пленкой.
Оцинкованное железо легко поддается пайке флюсом, в состав которого входит хлористый цинк, этиловый спирт, хлористый аммоний, калушен (ЛК-2).
Оборудование и материалы
 Не все оборудование и материалы необходимы при проведении пайки.Но все они упрощают и работать с паяльником удобнее и удобнее.
Не все оборудование и материалы необходимы при проведении пайки.Но все они упрощают и работать с паяльником удобнее и удобнее.
Подставка для паяльника нужна не только для удобства, но и для безопасности. Чтобы нагревательный наконечник прибора не касался посторонних предметов, которые могут быть повреждены от такого контакта.
Три варианта получения необходимой спички:
- Подставка поставляется в комплекте с инструментом для пайки.
- Куплена.
- Изготавливается самостоятельно из листа тонкой банки.
Для удаления излишков пайки имеется специальный период из медных отраженных тонких проводков. Незаблокированный конец прикладывается к настоящему, затем сверху прижимается паяльником. Тогда весь дополнительный капиллярный припой можно будет монтировать в него, как в фликанк. Наложенный кончик пластыря, уже пропитанный к февралю, срезают и выбрасывают.
Во время паяльных работ очень уместно будет иметь устройство под названием "третья рука".Решается это устройство своими зажимами с катастрофической нехваткой рук в процессе пайки, где паяльник держат в одной руке, а паяют в другой. Кроме того, этот прибор можно оснастить более увеличительным стеклом, что поможет лучше рассмотреть припаиваемые изделия или тонкий провод.
Очевидно, что без пинцетов, зажимов, пассатижей нельзя проводить паяльные работы. Ведь детали могут нагреться, и удержать их руками будет невозможно.
Техника Паяльник
Есть несколько способов работы с паяльником:
- Доставка от преподавателя сразу на запрашиваемые реквизиты.
- Доставка пайки непосредственно к месту пайки.
Но перед тем, как припаять, нужно провести некоторые подготовительные манипуляции с деталями. Подготовка заключается в закреплении деталей, прогревая утюг и смачивая зазоры припоем.
Если вы продаете свой первый маршрут, на паяльнике расплавляется небольшое количество припоя и прижимается жалом к нужным местам на припаиваемой детали. Равномерное движение жала паяльника вдоль предполагаемого шва способствует идеальному распределению припоя на спаиваемой поверхности.
При втором варианте пайки сначала нагрейте паяльником необходимые детали до необходимой температуры пайки, а затем проведите раструбной пайкой между нужными деталями или спаиваемой поверхностью. Спаяйте, оплавляя, заполняя расстояние между деталями, что даст вам желаемый результат.
Прокладка кабеля
 Прокладка по грунту — это процесс покрытия верхнего слоя металла пайкой. Такая операция проводит как подготовку перед пайкой, так и самостоятельную операцию.
Прокладка по грунту — это процесс покрытия верхнего слоя металла пайкой. Такая операция проводит как подготовку перед пайкой, так и самостоятельную операцию.
Чаще всего суспензия наносится на концы электрических проводов. Как напаять железный припой проволокой и сделать грязь, чтобы получить нужный эффект, рассмотрим подробно.
В зависимости от проводников и их состояния выпускаются, в которых они находятся в процессе работ, обработке которых необходимо подвергать.
Одна медная жила лучше всего подходит для антресолей. Новый провод не защищен окислами, поэтому его не нужно прокладывать с ним по населенному пункту.Процесс применим к наконечнику флюсового проводника, припой наносится на горячий конец паяльника и проводится паяльником по проводу, стараясь провернуть провод.
В некоторых случаях, когда проводник не собирается умирать, ему может помочь простая таблетка. Это может произойти, если провод покрыт лаком или эмалью. В этом случае необходимо положить таблетку аспирина на плату и, плотно прижав проводник к ее поверхности, на несколько секунд нагреть утюг к паяльнику.При таких действиях таблетка плавится, чем разрушает лак. Тогда можно без проблем проводить проводную каротаж.
Пары от расплавленных таблеток аспирина вредны для здоровья, поэтому можно использовать специальную струю, удаляющую лак с поверхности труб.
Если трубка старая, она обычно покрыта оксидами, которые препятствуют процессу меццани. Решить проблему можно с помощью уже упомянутого аспирина. Для этого нам нужно разорвать проводник, положить его на планшет и несколько секунд нагревать паяльником, продвигая проводник из стороны в сторону.
 Для того, чтобы выжечь проволоку из алюминия, необходимо приобрести специальный флюс, например, идеально подходящий «флюс для пайки алюминия». Его также можно использовать при пайке металлов с сопротивлением оксидной фольги. Единственное, о чем нельзя забывать при использовании такого флюса, так это очистка от остатков припаиваемой поверхности. Если это не так, его можно найти там, где шип проржавел.
Для того, чтобы выжечь проволоку из алюминия, необходимо приобрести специальный флюс, например, идеально подходящий «флюс для пайки алюминия». Его также можно использовать при пайке металлов с сопротивлением оксидной фольги. Единственное, о чем нельзя забывать при использовании такого флюса, так это очистка от остатков припаиваемой поверхности. Если это не так, его можно найти там, где шип проржавел.
Для удаления остатков припоя, образовавшихся при лужении, можно расположить проволоку вертикально и к лишнему участку прижать горячим паяльником.Все лишние стекла на паяльнике с проводами.
Используя все знания и необходимые материалы, Вы сможете искать идеально выполненные работы при использовании паяльника.
электро гуру.
Как научиться паять электропаяльником: правила работы
Процедура пайки относится к очень простым операциям при соблюдении технологического процесса и наличии навыков. Эта статья расскажет вам, как паять прямо в домашних условиях и объяснит основы пайки.Начиная с самого простого шипа жилых проводов и постепенно осваивая более сложные действия, навыки и качество соединения деталей будут повышаться. Как паять паяльником канифолью, кислотой, описан технологический процесс ведения паяльных работ, в корне отличающийся от сварки. Помимо обычных электриков, у опытных мастеров есть профессиональные паяльные станции для ремонта печатных плат сложных устройств.

Технология пайки
Устройства, используемые для пайки, бывают четырех типов: электрические, индукционные, газовые, тепловые.В электроприборах есть нагреватель спирального или керамического типа, работа на газу с помощью горелки, а в термовысотах используется воздушный поток. Наиболее часто используемыми атрибутами являются Электробавники, которые очень удобны в использовании и доступны. Они делятся по мощности, определяющей отрыв теплового потока от контактных деталей.
Пайку электронных компонентов производят электроустановками мощностью до 40 Вт и для тонкостенных деталей применяют приборы мощностью около 80-100 Вт.Более массивные устройства используются для работы с металлом с толщиной стенки 2 мм. К таким приборам относятся паяльники молоткового типа мощностью более 250 Вт. Выбор электропровода влияет на теплопроводность обрабатываемого изделия.
В процессе пайки используется способность расплавленного металла распространяться. Этот способ соединения содержит детали деталей, он соединяется паяным слоем после парения горячей массы. Электропроводность зависит от качества выполненных контактов шипа.Чтобы научиться работать с паяльником, рекомендуется просмотреть соответствующее видео, а также изучить инструкцию по работе с этим электроприбором.
Соединение деталей пайкой возможно при соблюдении двух условий:

Purity Spike Spots
Наличие оксидной пленки на ножках радиодеталей обеспечивает присоединение к поверхности пайки. Этот процесс происходит на атомарном уровне, поэтому наличие примесей не обеспечит надежного сцепления с элементами.Схемы используются для предотвращения образования оксидной пленки, для предотвращения образования оксидной пленки. Чтобы понять, как паять канифолью или кислотой, ознакомьтесь с технологией их применения.
Соблюдение температурного режима
Перед началом пайки необходимо определиться с выбором сплава под используемые детали. Температура, при которой припой переходит в расплавленное состояние, должна быть ниже допустимой для продаваемых деталей. Особенно это касается алюминиевых компаундов, а также компонентов с высокой усадкой при замерзании, что препятствует нормальному кристаллообразованию припойной массы.
Основные ошибки при работе с паяльником
Процесс пайки только необитаемых оказывается очень простым. Тем не менее, это требует некоторых знаний и определенных навыков в зависимости от опыта. Научиться паять канифоль, пайку и кислоту совсем просто. Для этого нужно ознакомиться с технологией, основными принципами работы, постараться не допустить основных ошибок. Прежде чем научиться паять паяльником, необходимо внимательно изучить основные приемы работы, а также некоторые нюансы.Перекус появляется постепенно, как качество сделанных отношений. Распространенные ошибки новичков при использовании паяльника:
- unpains;
- перегрев;
- точение припоем;
- химическое уничтожение.
Утечка
Плохая подвеска грозит выходом из строя электрических деталей и получается по нескольким причинам. Это связано с плохо нагретым паяльником, использованием тугоплавкого сплава, подвижными контактами во время массы массы, а также слишком холодной поверхностью острия.
Перегрев
Этот процесс происходит, когда электрическая машина имеет большую мощность, чем необходимо, а также высокие температуры для каких-либо паяльных работ. Кроме того, перегрев возникает при длительном воздействии нагретого паяльника в рабочем пространстве, использовании для соединения элементов стойкой пайки с низкой температурой стабильности. Это приводит к термическому разрушению соединительных проводов, деталей, изменению их характеристик.
Припои для прокатки
Процесс прокатки достигается за счет плохой очистки соединяемых компонентов.Слой окисления на них не позволяет сплаву хорошо развиваться и заходить в небольшие зазоры. Кроме того, это бывает при соединениях флюса соединений, а также несоответствии марки припаиваемого металла. Раскачивание приводит к плохому контакту, возможным механическим повреждениям при малейшем внешнем воздействии.
Химический отказ
Химический отказ происходит при неправильном выборе флюса, который не соответствует типу компонентов, соединяемых электропайкой. Кроме того, это может произойти, если вы стираете соединения в конце рабочего процесса.Угроза коррозии, а также разрушения металлического проводника.
Эта информация поможет вам понять, как паять электрические соединения, чтобы обеспечить надежный контакт.
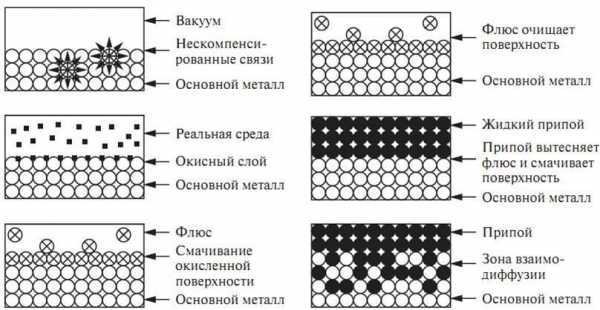
Процесс подготовки
На этом этапе подготавливаются электронные и агрегатные изделия. Чтобы определить, что нужно для пайки припоя, необходимо иметь минимальный набор компонентов. В его состав входят электрика, флюс для различных материалов, паяльники, вспомогательные инструменты.Новый, более мощный электрический может сгореть при первоначальном подключении к электросети. Это вполне нормальные масла для его безбилетника.
Наконечники могут иметь разную форму. Подходят для разных видов пайки. Новое жало подвергается мезонину для защиты от износа и окисления. Для этого в испражнения погружается нагретый наконечник, на него наплавляется металлический, после чего поднимается деревянный брадобрей. В результате этой процедуры жало должно быть полностью покрыто сплавом. В процессе пайки струя постепенно мешает острию, что требует периодической заточки и повторения процедуры меццани.
Перед паяльником для пайки канифолью и банкой производится подготовка площадки. Детали, используемые для электропайки, очищают от загрязнений, проводят их обезжиривание. Для этого многие растворители на основе ацетона, бензина и других жидкостей механическим методом удаляют ржавчину. Это необходимо для быстрого удаления пленки окисления с соединяемых поверхностей.
Грязь или обработка
Выполнение каротажа означает нанесение на соединяемую поверхность изделий наилучшего слоя припоя.Эта процедура используется в подготовительных, а также промежуточных и заключительных процессах. Использование подготовительной процедуры значительно облегчает окончательное соединение элементов, так как уже облученные детали легко спаиваются.
Окончание кабелей разного диаметра является одной из самых распространенных операций пайки. Флюс используется для очистки от изоляционного материала, а затем от припоя. Расплавленный металл легко входит в активную зону, и процедура меццани завершена. Для улучшения процедуры рекомендуется провести механическую зачистку поверхности жил и кабелей.Радиодетали не требуют этой предварительной процедуры и легко припаиваются к платам.
Для различных соединяемых металлов используются свои флюсы. Они предназначены для работы с определенными материалами. Флюиды для электропайки алюминия подходят для изделий из нержавеющей стали. При этом по окончании пайки необходимо очищать поверхность изделий от остатков во избежание коррозии.
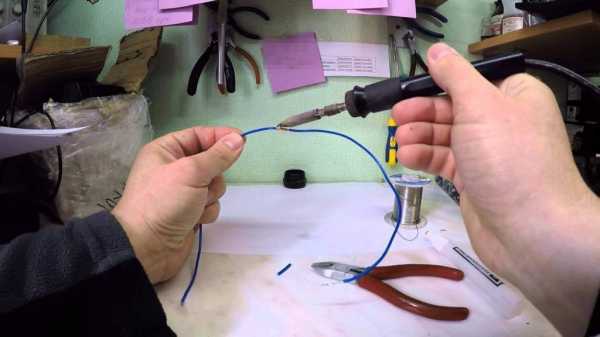
Техника пайки
Выполнение работ паяльником осуществляется за счет слива припоя от жала к детали и непосредственной подачи его на платформу поставляемого элемента.Независимо от способа пайки деталь подготавливают установкой и фиксацией в рабочем положении. Затем он смачивается потоком технологического пространства и нагревает силовую плоскость. Как паяльник от Rosinel расскажет видео с подробной демонстрацией процесса.
При пайке сливается с жалом, прижимая прилагаемую деталь. Флюс закипает и постепенно испаряется, позволяя расплавленному металлу плавно скользить от острия к месту соединения. Осуществляя поступательные движения по соединенным местам, проводят разложение металла по месту соединения, а обрабатываемый участок правят.
Доставка сплава к месту шипа обеспечивает предварительный нагрев элементов до нужной температуры Знакомство. Ведь паяльник подают с раструбом из расплавленного металла между жалом и деталью. Этот метод работы больше подходит для крупных деталей.
После использования различных кислотных флюсов требуется формовка для защиты компаунда от коррозии.
Виды солдатиков
Для пайки электроприборов используются низкотемпературные лицензии.Эти оловянные материалы имеют форму металлических стержней. Согласно ГОСТу, эти твердые сплавы имеют в своем составе разное содержание олова. В зависимости от этого выполняется их маркировка (ПОС-61, ПОС-40, ПОС-30). Кроме них выпускаются нетоксичные и другие нетоксичные препараты для пайки. Они имеют более высокую температуру плавления и обеспечивают высокую твердость соединения.
Некоторые сплавы имеют низкую температуру растекания и используются для радиоэлементов и микроциркуляции многих пластин, особенно чувствительных к перегреву.Оловянно-серебряные препараты типа ПСР, а также олово в чистом виде. Для многих продаваемых деталей есть таблицы с компонентами, используемыми для их соединения.

Температура пайки
Качество паяных элементов напрямую зависит от температуры нагрева наконечника электрической дорожки. Недостаточный прогрев не позволит металлу растечься по поверхности даже при использовании струи. Такое соединение будет иметь рыхлую структуру и низкую прочность.
Температура жала должна быть 40° при диапазоне температур пайки, а для припоя этот показатель обязателен в диапазоне 40-80°С. При этом жало припоя нагревается на 60-120°С выше температуры значение плавления пайки. На паяльных станциях необходимая температура устанавливается специальным регулятором.
Для визуальной индикации желаемого нагрева индикатор канифоль. Он должен выделять пар и вариться, оставаясь на докатке в виде мелких кипящих капель.
Техника безопасности
В процессе электропайки выделяются едкие газы, опасные для здоровья, поэтому работы следует проводить в хорошо проветриваемом помещении. Кроме того, технологический процесс сопровождается периодическими брызгами расплавленного металла, флюса. Используйте специальные очки для защиты глаз. Следует помнить, что электрооборудование сети требует соблюдения особых мер предосторожности, так как имеет открытые металлические части. Особое внимание уделяется состоянию изоляции блока питания.Следите за тем, чтобы он не попал в горячие части электрической машины, что может привести к отключению электричества и возгоранию.
В процессе пайки любой человек может измерить себя, и результат будет таким, как ожидается, есть несколько важных правил, которым необходимо следовать.
Что такое пайка: особенности процесса
Пайка - Процесс, при котором одни металлы соединяются с помощью других с большим коленом. Происходит это при высоких температурах (180 - 300°С) путем введения между деталями припоя (свинцово-оловянный сплав), имеющего более низкую температуру плавления.В результате его затвердевания образуется прочный, недеформируемый и хорошо электропроводящий материал. Нагрев осуществляется паяльником. Существуют разные виды паяльников, припоев и флюсов.
Для домашнего использования лучше всего взять самый обычный припой на 220В и 40Вт.
Обычно металлические поверхности покрыты оксидной пленкой и должны быть очищены перед пайкой. Но поверхности могут быть повторно окислены. Чтобы этого не произошло, и поверхность расплавленного припоя была более жидкой, используйте флюс .
Самый распространенный тип ручья - канифоль . Он состоит из хвойной смолы и имеет янтарно-желтый цвет. Благодаря этому место пайки не подвергается коррозии и не допускает утечки электрического тока.
Какой выбрать паяльник
Для правильного выбора паяльника предлагаю найти свои мнения:
- Паяльник от 3 до 10 Вт - для микросхем;
- От 20-40 Вт - домашний вариант, подойдет, например, для радиоаппаратуры;
- От 60 до 100 Вт - для пайки толстых проводов;
- от 100 до 250 Вт — для крупных предметов, например радиатора.
Паяльник - лучший выбор со встроенным термодатчиком.
Технология безопасности
Пайка – опасный процесс, и перед его началом необходимо соблюдать все правила техники безопасности.
- Перед началом работы наденьте хорошие защитные очки - это обеспечит попадание припоя в глаза;
- Паяльник можно хранить только за ручку;
- Нагретый паяльник нельзя наносить на изоляцию шнура питания, так как это может привести, а, в результате, к возгоранию;
- К перегреву тоже может быть - проверив что касанием канифоли - должны быть легкие удары;
- Береги тренажер для паяльника - они продаются;
- При пайке электронных устройств отсоединяйте кабели питания.Например, электронная схема может быть отключена, но подключена к земле. А если корпус паяльника не заземлен или имеет плохую изоляцию, то это может привести к возникновению дуги до нескольких кВ;
- Не вдыхайте пары во время пайки - они вредны для организма. До и после работы проверьте помещение. Используйте эту лучшую техническую комнату;
- Аккуратные руки и лицо после работы. Выполнять их лучше в одежде с длинными рукавами.
Технология пайки.
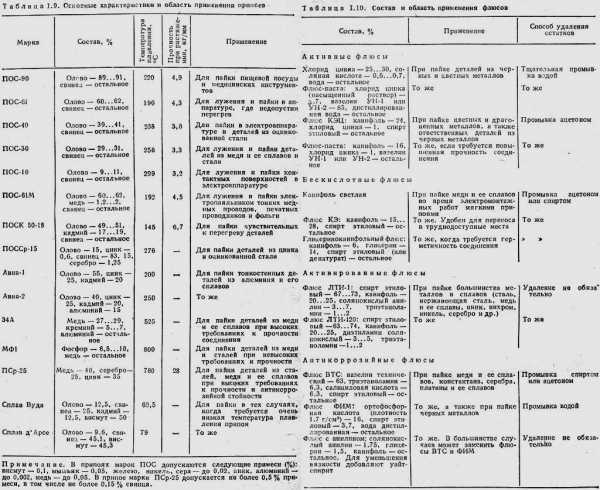
5 правил хорошей репутации
- Для получения качественного результата необходимо следить за равномерными температурами спаиваемых поверхностей.Это означает, что недостаточно нагреть одну поверхность и прикрепить ее к другой. Благодаря низкому нагреву, заживление жала лишь немного размягчается, но не плавится. При высокой - будет чрезмерное испарение припоя.
- Если что-то не получилось в первый раз - надо делать крутые вещи! На них нельзя дуть и развлекаться искусственно. Время выбирается опытным путем. Желательно сначала поработать над чем-то, например над медными проводами, прежде чем приступать к основной работе. Флюс
- наносится непосредственно перед самой пайкой. На 1 каплю припоя достаточно прикоснуться канифолью.
- Разрешение распространяется на пайку сайта всей лопатой!
- Припой должен быть равномерно распределен по всей поверхности. И жало хорошо очищается от окислов.
Одна практика поможет вам научиться хорошо паять. Соблюдайте технику безопасности и не бойтесь экспериментировать!
Иногда может возникнуть вопрос, как спаять провод без использования паяльника, так как пайка - самый распространенный способ соединения мелких деталей в вашем доме.Бывают такие ситуации, когда требуется срочное подключение проводов, а паяльник, используемый как простой и удобный инструмент, находится в сломанном состоянии. КАК, вооруженные ими, соединяющие металлы, известны практически каждому. А вот как производится пайка, если в доме нет электричества – это уже другой вопрос, который мы рассмотрим ниже.
С использованием самодельной стали
Не у всех есть такой счастливый инструмент, как паяльник, но есть много разных ломающих устройств.Наиболее распространены телефонные зарядки или наушники, у которых перегорел штекер. Конечно, при необходимости можно купить новые аксессуары, а можно вдохнуть новую жизнь в старые. Можно заменить паяльник обычными материалами для свитера. Одним словом, это простое жало паяльника для нагрева, которое подходит для разжигания костра.

Материалы шурупов следующие: Одножильный медный провод (диаметр - 0,5 см), а также небольшой кусок ткани, устойчивый к высоким температурам.В качестве жала можно использовать проволоку, одна сторона должна быть тщательно заточена под углом около 45 градусов. В будущем он послужит инструментом для пайки. Что касается другого конца используемого кабеля, то он надежно теплоизолирован с целью обеспечения безопасности. В качестве утеплителя подойдет стеклоткань или, на худой конец, обычная джинса. Просто отрежьте длинный кусок ткани и намотайте на проволоку. Зафиксировать ткань нитками или клеем.
Теперь переходим к самому главному: как таким самодельным жалом заняться пайкой.В первую очередь потребуется источник огня. Например, они будут служить газовой плитой. Следует взять жало и осторожно нагреть его. Потом, когда станет тепло, относятся к канифоли и пайке, в результате чего вы услышите конец жала. Инструмент позволяет, и здоров, пока он в таком состоянии пригоден для пайки.
Например, что делать, если на телефоне лопнула нагрузка. В первую очередь нужно аккуратно ножом зачистить концы проволоки. Затем на концы медной проволоки прикладывают нагретое жало.Для соединения поломки используется пайка.
Важно! При пайке убедитесь, что токопроводящая проволока тщательно очищена. Для удаления окислов с поверхности чаще всего используют обычный нож, в результате чего получается качественная шина.
Применить самодельное Жало. Для замены паяльника достаточно слегка коснуться поврежденного провода, в результате чего он нормально и быстро просыпается.
Паяльная фольга
При использовании этого метода Spike выполняется за 5 минут.Фольга в данном случае используется как паяльник, который скатывается в тонкую полоску. Эта форма считается очень удобной, так как не будет крутиться и будет вытекать в большей дозе, что физически невозможно.

Вид, расположение и размер контактов могут быть любыми, ограничений для этого метода нет. Паяльная фольга удобна для разных ситуаций, начиная с выключателя на плате и заканчивая соединением контактов двух витых проводов.
Для подготовки контактов необходимо снять с них изоляцию и очистить от остатков. Затем концы проводов соединяют скруткой, отрезают необходимое количество фольги, снимают скотч и переворачивают провод. После этого осуществляется равномерный нагрев, для которого подойдет свеча или обычная зажигалка.
Паяльники Like Girl с лекарствами
Для гирлянды в первую очередь нужно будет найти место отсоединения провода. Причиной этого может быть:
- Часто размыкаются контакты в блоке управления, где тонкий провод не обеспечивает достаточной поверхности сопряжения;
- ИМПУЛЬС может быть гирляндой по всей длине;
- Если лампы соединить параллельно, то при отваге одной разомкнется вся цепочка.
Внимание! Перед началом работы гирлянду необходимо отключить от сети.
Как правило, сдвинувшиеся контакты легко найти невооруженным глазом.В других случаях может быть специальный тестер: измеряется каждая половинка, после чего круг поиска постепенно сужается до тех пор, пока не найдется нерабочий элемент.
Найдя точку обрыва, можно начинать процедуру пайки. Следует отметить, что в данной ситуации именно безумный способ является наиболее актуальным, что объясняется малым диаметром проволоки. Паста и термоусадочная трубка будут эффективными.
Мое отношение к радио и микроэлектронике можно описать красивым анекдотом о Льве Толстом, который любил играть на балалайке, но не знал.Иногда он пишет очередную главу о войне и мире и думает: «Модный бренди Модный бренди…». После курсов по электроприборам и микроэлектронике в моей любимой Мае, а так же бесконечных объяснений брату, которого я почти сразу забыл, в принципе можно собирать простые схемы и даже изобретать свои, ну если не прочь заморачиваться Сам Аналоговые сигналы, усиление, наконечники и т.д. Можно найти готовую микросборку и остаться в более-менее понятном мире цифровой микроэлектроники.
Для бизнеса. Сегодня речь пойдет о пайке. Я знаю, что многие новички, желающие поиграть с микроконтроллерами, напуганы. Но сначала вы можете воспользоваться
Итак, мы почти у цели. Пишу все подробно, потому что, честно говоря, для меня это был прорыв. Как я случайно узнал, все что нужно для пайки простых деталей это паяльник, чаще всего с жалом в виде шитья:
И паяльник c Флюсом внутри :

Все дело в процесс.Необходимо:
- Товар в зарядке и требует ремонта (б/у на хранение у вас не будет).
- В одну руку берется паяльник, в другую - паяльная проволока (удобно, если она в специальном дозаторе, как на фото).
- Паяльник на паяльник НЕ ДЕЛАТЬ .
- Постукивание жала паяльника в положение пайки и нагрева. Обычно это 3-4 секунды.
- Затем, не снимая припоя, другой рукой коснитесь кончика припоя струей пятна пайки.Фактически соприкасаются сразу все три детали: кусок припоя и его отверстие на плате, паяльник и паяльник. На втором, ПШШшшсс, оплавилось жало паяльника (и с него есть какой-то флюс) и нужное количество меняется в месте пайки. После второго можно снимать паяльником с припоем и заливать.
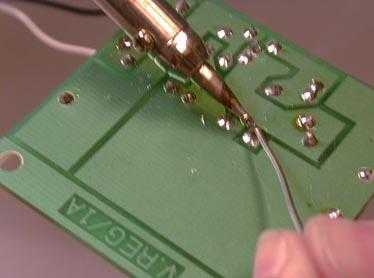
Понятно, что время ожидания для каждой фазы требует хотя бы минимальной практики, но не более того. Я уверен, что каждый посетитель такой техники видит максимум час в час.
Напомню основные признаки хорошей пайки:
- Много припоев еще не означает качественный контакт. Капля припоя в месте контакта должна замыкать его со всех сторон, без стержня, но не слишком бульварно.
- Цвет припоя должен быть ближе к глянцевому, а не к матовому.
- Если доска двухсторонняя и отверстия неметаллические, необходимо опустить ее по указанной технологии с обеих сторон.
Плоскостные элементы (конечно, не самые маленькие) даже проще спаять каким-то образом, хотя для бытовой техники Вам придется гонять за плату, так как особого удобства от использования плоских предметов не будет.
Да, небольшой, почти теоретический бонус про пайку планарных элементов. Это могут быть микросхемы, транзисторы, резисторы, контейнеры и т.п. Опять же, в домашних условиях есть объективные ограничения на размеры элементов, которые можно отлить через обычный паяльник. Ниже привожу список того, что я лично паял штатной пайкой на 220В.
Припаять на ходу планарный элемент не получится, так как он может слишком сильно "пропасть", "залить" сразу несколько ножек.Поэтому необходимо опубликовать фикс определенным образом там, где планируется разместить компонент. Тут, к сожалению, уже не обходятся без плавного потока (замечательно мне не удалось).
Капаем на пяточек (или латку) струйку жидкости, берем на паяльник совсем немного припоя (можно без флюса). В случае плоских кусков пайки это совершенно необходимо. Затем осторожно прикоснитесь к концу паяльника каждого патча. К нему нужно припаять немного.Больше, чем нужно, любые наклонности «не возьмут».
Возьмите кусок пинцета. Во-первых, удобнее, во-вторых, пинцет будет выделять тепло, что очень важно для планарных элементов. Позаботьтесь о компоненте в месте пайки, удерживая пинцет. Если это чип, вам нужно держать ногу на припое. В случае чипов особенно важен теплоотвод, поэтому можно использовать два пинцета. Один держит заготовку, а другой крепится к припаянной ножке (есть пинцет с зажимом, которым не нужно направлять руки).Другой рукой повторно наносите каплю струи жидкости на место пайки (вероятно, она попадет на чип), берете припой той же рукой и на секунду прикасаетесь к месту пайки. Так как паяльники и жиклеры уже есть, припаянная ножка "утопает" в пайке, нанесенной на этапе луга. Затем процедура повторяется для всех ног. При необходимости можно подливать жидкость струей.
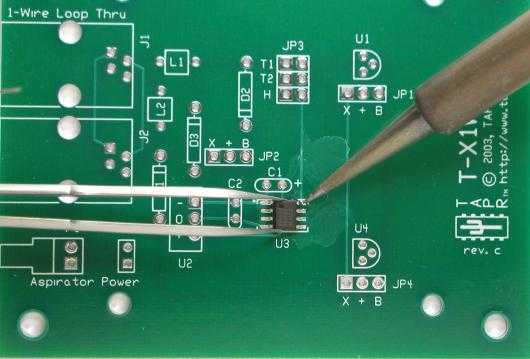
Когда вы покупаете гладкий спрей, купите и вымойте пластины. К сожалению, при плавном потоке плату после пайки лучше промыть.
Сразу скажу, я никогда не был профессионалом и даже продвинутым любителем пайки. Все это я делал обычным паяльником. У профессионалов есть свои методы и оборудование.
Конечно, планарная пайка требует гораздо большего мастерства. Но все же вполне реально дома. А если делать не фри, а только самые простые элементы, то все равно упрощается. Микрогуиты можно приобрести уже в продаже в подушках или в виде готовых сборок.
Вот фотки того, что лично я успешно спаял после небольшого обучения.
Это самый простой тип корпуса. Такие можно поставить в шайбы, одинаковые по сложности пайки. Элементарные припаиваются по первой инструкции.
Следующие два уже сложнее. Здесь уже нужна пайка по второй инструкции с аккуратным радиатором и жидкостной струей.
Элементарные планарные компоненты, Тип резисторов ниже, просто рулон:
Но есть конечно предел.Это хорошо за пределами моих возможностей.
Под занавес, помимо паяльника, паяльника, пинцета и трубок можно купить недорогие, но очень полезные вещи:

Удачной пайки! Запах Розифоли классный!






 Вызов дизайнера:
Вызов дизайнера:


Действующие акции

скидка для внимательных клиентов 7% от общей стоимости заказа.

