Салон штор в Санкт-Петербурге




Сварка полуавтоматом тонкого металла
Сварка кузовного металла полуавтоматом: часть 1 (подготовка ПА) | ММА сварка для начинающих

Зачастую обойтись без сварки при ремонте автомобильного кузова просто невозможно. С данной работой ежедневно сталкиваются сотни автомехаников.
При всем этом, только грамотный специалист может качественно заварить кузов автомобиля. Большинство же отказываются от сварки в силу своей некомпетентности.
Чем и как варить кузовной металл? Какое оборудование для этих целей потребуется? Вот ряд вопросов, которые интересуют начинающих сварщиков.
Чем лучше варить кузовной металл
Для сварки автомобильного кузова чаще всего применяется полуавтоматическая сварка. ММА сварка (ручная дуговая) мало подходит для этой работы.
Во-первых, при сварке электродом нужна тщательная подготовка поверхности. Сделать это порой в труднодоступном месте кузова проблематично, да и риски прожечь тонкий металл, очень высоки.
Поэтому для ремонта тонкого кузовного металла применяется MIG/MAG сварка полуавтоматом. Профессионально используя сварочный полуавтомат, получится сварить очень тонкий металл (0,5-0,8 мм), который чаще всего используется в различных кузовных элементах автомобиля.
Подготовка полуавтомата к сварке кузовного металла
Первым делом нужно проверить, потянет ли сварочный полуавтомат, и будет ли он работать от сети. Сделать это можно используя специальный тестер. Если при подключении к сети электропотребителя в 2-3 кВт, напряжение просядет до 200 вольт, то полуавтомат может работать с перебоями.
Подготовка полуавтомата к сварке более детально описана в инструкции:
- Сначала нужно «зарядить» полуавтомат специальной проволокой для сварки. Для этих целей отвинчивается сопло горелки, после чего скручивается и снимается наконечник. Далее отводятся ролики подающего механизма, и устанавливается бобина с проволокой.
- Затем необходимо выставить на полуавтомате полярность тока. При использовании углекислого газа и обычной проволоки, полярность выставляется обратная: плюс на горелку, а минус на зажим. При использовании флюсовой (защитной) проволоки, полярность нужна другая: минус на горелку, а плюс на зажим. В данном случае большее тепловыделение образуется на проволоке, это необходимо для быстрой активизации флюса.
- Выставив полярность на полуавтомате необходимо завести конец проволоки в сварочный аппарат. Эта работа очень ответственная. Проволока должна быть заведена в подающий канал сварочного аппарата не менее чем на 10-20 см, она не должна висеть, изгибаться, быть кривой.
- Придерживая одной рукой, конец сварочной проволоки нужно подвести к прижимному ролику. Проволока должна располагаться строго внутри выемки ведущего ролика.
На этом подготовка полуавтомата к работе практически завершена. Если нажать на кнопку, которая расположена на рукоятке сварочной горелки, то проволока начнёт свое движение, и уже очень скоро появится из горелки. Теперь остаётся подключить газ к полуавтомату.
Как подключить углекислый газ к полуавтомату
Для этих целей сначала устанавливается редуктор на баллон с технической углекислотой. Почему именно с технической углекислотой? Всё очень просто, поскольку она содержит наименьшее количество водяных паров.
Затем редуктор нужно будет подключить гайкой к баллону, не забыв установить прокладку. Чтобы подключить полуавтомат к редуктору, необходимо воспользоваться специальным шлангом. На этом всё. Сварочный полуавтомат подключён, остаётся лишь выполнить все необходимые регулировки.
Как отрегулировать сварочный полуавтомат
Проверять настройки и регулировки сварочного полуавтомата нужно каждый раз перед включением устройства.
В перечень необходимых работ входят:
- Проверка натяжения проволоки. Сварочная проволока должна поступать без чрезмерного натяжения, но, в тоже время, она не должна провисать.
- Подтяжка прижимного ролика. Смысл данной операции в том, чтобы настроить прижимную силу ролика, таким образом, чтобы через него проходила даже изогнутая проволока для сварки.
- Регулировка расхода газа полуавтомата. Сделать это можно посредством вентиля, который расположен на газовом баллоне. Давление на газовом редукторе должно быть примерно 2кг/см.
Следует включить сварочную горелку и дождаться когда газовый клапан откроется. Расход газа должен быть в пределах 7-10 литров в минуту. Проверить данный показатель можно по шкале расходомера на манометре.
Еще статьи про сварку:
Сварка полуавтоматом – от А до Я | СОВЕТЫ
В данной статье собрана самая необходимая информации о сварке полуавтоматом. Все изложено в доступной форме и разбито на последовательные блоки для лучшего усвоения материала. Для удобства поиска нужной информации воспользуйтесь навигацией по статье:
Теоретическая часть:
-
Устройство аппарата полуавтоматической сварки
-
Выбираем газ для сварки полуавтоматом
-
Проволока для сварки полуавтоматом
-
Сварка полуавтоматом без газа (флюсовой проволокой)
Практическая часть:
-
Подготовка аппарата к работе – СБОРКА | Как заправить проволоку в полуавтомат
-
Настройка полуавтомата для сварки на живом примере
-
Подготовительный этап и процесс сварки аппаратом
-
Направление и скорость движения для идеального сварочного шва
-
Заключение + ВИДЕО
Несмотря на возможность сразу перейти к практическим советам, рекомендуем ознакомиться с материалом полностью. Вы наверняка найдете для себя что-то новое или освежите некогда полученные знания.
Сварочный полуавтомат – кратко об устройстве
Сварка полуавтоматом предусматривает элементарное понимание устройства сварочного аппарата. В инверторе предусмотрено место для установки катушки с проволокой, которая служит аналогом плавящегося электрода, а также имеется механизм автоматической подачи. Аппарат позволяет самостоятельно выставить силу тока и скорость подачи проволоки в зависимости от производственной необходимости.
Полуавтоматы разнятся по функциональным возможностям в зависимости от назначения. Для начинающих сварщиков лучшим выбором станут надежные и простые в управлении аппараты без излишков (пример, IRMIG 160) или же варианты с синергетическим управлением, которое существенно облегчит настройку (пример, INMIG 200 SYN). Опытным профессионалам для поточного производства подойдут мощные трехфазные полуавтоматы, как, например, INMIG 500 DW SYN.
В независимости от вида устройства рабочая комплектация остается стандартной:
Конечно же, для работы понадобится специализированная проволока, а также стандартные средства защиты, обязательно необходимые для безопасности сварщика.
Выбор газа в зависимости от свариваемого металла
Основная функция защитного газа – изоляция сварочной ванны, электрода и дуги от влияния окружающего воздуха. Для того чтобы подобрать подходящий газ необходимо учитывать тип материала и его толщину. В зависимости от этого выбираются инертные, активные газы или их смеси. Чаще других используются СО2 и аргон. Последний снижает разбрызгивание металла и способствует лучшему качеству сварного шва.
Обратите внимание на таблицу:
|
Материал |
Газ |
|
Конструкционная сталь |
СО2 |
|
Конструкционная сталь |
CO2 + Ar |
|
Нержавеющая сталь |
CO2 + Ar |
|
Легированные стали (низкоуглеродистые ) |
CO2 + Ar |
|
Алюминий и его сплавы |
Ar |
ПОЛЕЗНЫЙ СОВЕТ. При поиске газа можно встретить баллоны различного объема. Чем больше объем, тем дешевле выйдет литр газа. Для редкого использования сварочного полуавтомата подойдут мобильные фасовки по 5-10 литров. В этом случае лучше всего брать дополнительный запас газа, чтобы застраховаться от внезапной нехватки.
Связь толщины металла и диаметра проволоки
На рынке сварочных материалов найдется немало вариантов проволоки для полуавтоматической сварки. Важно запомнить правило – состав проволоки должен соответствовать составу свариваемого материала. Чаще других востребована сварочная проволока СВ08Г2С, которая используется для углеродистых и низкоуглеродистых сталей.
С выбором диаметра поможет таблица:
|
Толщина металла, мм |
Диаметр проволоки |
|
1 - 3 |
0,8 |
|
4 - 5 |
1,0 |
|
6 - 8 |
1,2 |
Обычной фасовкой для проволоки является 200 или 300 мм.
ВАЖНО! Диаметр проволоки указывается во время настройки полуавтомата, о которой мы поговорим в практической части данной статьи.
Как проводится сварка полуавтоматом без газа
Защитный газ крайне важен для сварочного процесса. Он обеспечивает качественное выполнение сварочных работ, создавая защищенную среду. Однако, если будете использовать устройство довольно редко, то излишне тратиться и покупать баллон просто невыгодно. Чтобы избежать лишних расходов, всегда можно воспользоваться специальной сварочной проволокой – флюсовой или порошковой. Она состоит из стальной трубки, внутри которой находится флюс. В процессе сварочных работ он сгорает, образуя в зоне сварки облачко защитного газа.
Стоит запомнить, работа флюсовой проволокой должна выполняться током прямой полярности (на изделие подается плюс) – это обусловлено необходимостью в больше мощности для плавления порошковой проволоки. Стоит обратить внимание на то, что помимо явных плюсов использования, есть и минусы: при сварке флюсовой проволокой обычно образуется облако дыма, что усложняет визуальный контроль процесса. Ее же нельзя применять для потолочного шва.
ПРАКТИКА – ИСПОЛЬЗОВАНИЕ СВАРОЧНОГО ПОЛУАВТОМАТА НА ПРИМЕРЕ FUBAG IRMIG 200 SYN
В качестве примера возьмем аппарат FUBAG IRMIG 200 SYN. Инверторный полуавтомат оснащен модулем синергетического управления, который максимально упростит настройку начинающему сварщику. В комплекте с аппаратом уже идет горелка, кабель заземления и кабель с электродержателем.
Подготовка аппарата к работе – сборка / установка проволоки
Процесс сборки (подготовки аппарата к работе) довольно прост:
1. Устанавливаем редуктор на баллон с газом.
2. Соединяем газовый шланг с редуктором на баллоне.
3. Подключаем газовый шланг к полуавтомату.
4. Подключаем горелку к евроразъему на лицевой панели.
5. Подключаем кабель массы к минусовому разъему.
Установка проволоки в сварочном полуавтомате выполняется следующим образом:
1. Устанавливаем катушку в аппарат и фиксируем положение на оси.
2. Освобождаем проволоку на катушке и откусываем загнутый конец бокорезами.
3. Пропускаем проволоку в канавку ролика и протягиваем в направляющую втулку евроразъема примерно на 20 сантиметров.
4. Защелкиваем верхний прижимной ролик
5. Выставляем усилие прижатия.
6. Снимаем сопло горелки.
7. Откручиваем контактный наконечник.
8. Натягиваем горелку по прямой и нажимаем на кнопку подачи.
9. Как только покажется достаточное количество проволоки – накручиваем наконечник и сопло.
10. Необходимо, чтобы вылет проволоки составлял от 5 до 10 мм, для этого необходимо откусить лишнюю проволоку.
Вот и все, аппарат полностью готов к работе. Как видите, процесс не сложный, но имеет несколько важных нюансов, которые стоит запомнить.
Настройка аппарата сварочного полуавтомата
Для примера необходима не только модель аппарата, но и определенные условия. В роли материала будут использоваться стальные пластины толщиной 2,5 мм, к которым идеально подойдет проволока диаметром 1мм и газ – смесь аргона (80%) и углекислого газа (20%).
На редукторе устанавливаем расход газа на 10-12 л/мин - для работы с данной толщиной металла этого будет достаточно. Расход защитного газа сильно влияет на качество шва. При недостаточном расходе защитного газа возможно образование пор в шве. Если газа чересчур много, то возникают завихрения, которые также мешают нормальной защите.
Настраиваем параметры нашего аппарата. Для аппарата с синергетикой это очень просто:
-
Выбираем на панели тип сварки – MIG SYN
-
Выбираем газ – смесь аргона и углекислоты
-
Выбираем диаметр сварочной проволоки – 0,8 мм
-
Выбираем 2-х тактный режим работы горелки, т.к. не планируем долгой продолжительной сварки.
ПОЛЕЗНЫЙ СОВЕТ. Если предстоят продолжительные швы, то лучше выбрать 4-х тактный – тогда единожды нажав на кнопку пуска на горелке при старте работ, кнопку потом можно отпустить, чтоб рука не уставала. Если предстоят короткие швы, то лучше регулировать старт и стоп кнопкой, выбирая 2-х тактный режим.
5. Выставляем сварочный ток. Для нашего случая это порядка 100 Ампер.
ПОЛЕЗНЫЙ СОВЕТ. В полуавтоматической сварке существует прямая зависимостью между силой тока и скоростью подачи проволоки – чем выше ток, тем выше скорость подачи проволоки и наоборот – чем медленнее подача проволоки, тем ниже сила тока.
Наш сварочный полуавтомат с синергетическим управлением автоматически устанавливает напряжение дуги. При этом, при необходимости сварщик может подкорректировать напряжение под свой стиль работы и ощущение процесса.
Данный аппарат имеет регулировку индуктивности. Эта настройка позволяет настраивать жесткость дуги - корректировать форму валика и глубину провара, добиваясь однородного, эстетически красивого шва. Такая функция облегчит жизнь начинающему сварщику и позволит ему в самое короткое время добиться ровного, качественного шва.
В представленном примере мы подготовили аппарат для работы по нашей заготовке. Возьмите на вооружение шпаргалку, которая поможет вам в дальнейшем быстро настраивать нужные параметры. Сохраните ее в закладки, она вам пригодится:
|
Толщина металла |
Сила тока |
Диаметр проволоки |
|
1,5 мм |
70 - 80 А |
0,8 |
|
2,0 мм |
90-110 А |
0,8 |
|
3 мм |
120 - 140 А |
1,0 |
|
4 мм |
140-160 А |
1,0 |
|
5мм |
160 - 200 А |
1,2 |
Как проводится сварка полуавтоматом
Как и в других типах сварки, перед началом работы необходимо позаботиться о том, чтобы детали были заранее обработаны – обезжирены и зачищены. Перед началом работы подключаем кабель массы к сварочному столу и проверяем вылет сварочной проволоки. Если проволока длиннее – нужно ее откусить бокорезами.
ПОЛЕЗНЫЙ СОВЕТ. Важно, чтобы кончик проволоки был острым – тогда легче будет зажечь дугу. В процессе сварки перед каждым новым швом кончик (или образовавшийся шарик) проволоки нужно будет откусывать – так вы облегчите старт нового этапа.
Как и любой вид сварки, сварка полуавтоматом начинается с зажигания дуги. Для этого сварочная проволока должна коснуться поверхности свариваемой детали. Нажимаем на кнопку горелки – начинается подача одновременно сварочной проволоки и защитного газа.
Дуга зажигается. Происходит процесс сварки. Чтобы погасить дугу, нужно отпустить кнопку и отвести горелки от свариваемого изделия.
Горелкой можно управлять одной рукой, но при использовании двух рук шов будет более аккуратным и контроль над процессом более уверенным. Одной рукой нужно обхватить горелку, указательный палец должен находиться внизу на кнопке старта. Ведущей рукой можно опираться на другую руку – так будет проще контролировать расстояние до свариваемой поверхности и угол наклона, а также делать нужные движения горелкой.
Не существует универсального угла для сварочной горелки, который нужно соблюдать при сварке. Если мы варим детали в одной плоскости и обе детали одной толщины, то горелку можно держать вертикально. Если детали по толщине разные, то наклон нужно делать в сторону детали с меньшей толщиной. При сварке двух деталей под углом горелку удобнее держать под углом 5- 25% градусов (от вертикали). Расстояние от сопла до свариваемой поверхности – от 5 до 20 мм.
Движение горелки может быть как углом вперед, так и углом назад. При сварке углом назад. При таком способе глубина провара и высота шва увеличивается, его ширина уменьшается. При сварке углом вперед лучше проплавляются кромки, уменьшается глубина провара, но шов получается шире. Такой способ хорош для сварки металла небольшой толщины.
В процессе сварки вы выберете наиболее удобный и комфортный для вас стиль сварки – от способа держать горелку, до параметров аппарата. Обращайте внимание также на звук дуги – он поможет подкорректировать настройки. Так, правильно установленная дуга имеет ровный шипящий звук. Если вы слышите треск – то, скорее всего, нарушен баланс между скоростью подачи и напряжением, или плохой контакт в области сварки.
Влияние скорости движения горелки на качество шва
Качество шва также зависит от скорости сварки – скорости, с которой электрическая дуга проходит вдоль места сварки. Скорость движения сварочной горелки контролируется сварщиком и влияет на форму и качество сварного шва. Со временем вы научитесь определять скорость глядя на толщину и ширину шва в процессе сварки:
Как передвигать сварочную горелку во время сварки полуавтоматом?
Существует множество способов движений горелкой для формирования шва:
-
Для металлов 1-2 мм толщиной можно двигать горелку зигзагообразно, чтобы воздействовать дугой на оба свариваемых листа – тогда получается прочный и герметичный. К тому же, при таком способе электрическая дуга не проживает металл.
-
При наличии определенного опыта пользуются прямым швом, без каких-либо колебательных движений. Таким швом можно варить металлы любой толщины, но здесь важно чувствовать, что дуга равномерно охватывает обе заготовки.
-
Когда нужно делать длинный шов, чтобы не допустить перегрев металла и тепловой деформации, можно варить небольшими сегментами то с одного, то с другого конца свариваемых деталей. Это позволит проварить весь сегмент без тепловой деформации листового металла.
Заключение + ВИДЕО
В этом уроке мы затронули, пожалуй, все основные аспекты – от выбора расходных материалов и сборки аппарата до настройки, азов работы с горелкой и швом. Теперь – дело за вами! Регулярная практика позволит отточить мастерство, а сварочные полуавтоматы FUBAG сделают сварку комфортной и не сложной. Данное видео поможет вам наглядно увидеть настройку аппарата профессионалом и лучше усвоить вышеописанный материал практической части:
Получите 10 самых читаемых статей + подарок!
*
Подписаться
сварка тонкого металла - Ручная дуговая сварка - ММA
а для 1мм сколько ампер нужно?
На инверторе это сложно сказать, надо смотреть по месту, по регулятору может быть величина из диапазона 50-100А, зависит и от аппарата, и от самой шкалы, и от того что он выдаёт на самом деле, от длины проводов, напряжения в сети, и т.д. Только опытным путём именно на такой толщине металла, этими электродами и на этом аппарате.
ржавчину я всю уже покромсал ( фото старое) т.е. передо мной нормальный советский металл
И толщина металла стала ещё меньше, сколько осталось там чистого металла? Если меньше 0,7-0,5мм ничего не выйдет - дыра будет сразу при поджиге. Стыковое соединени в зазор не варить категорически.
а что ты имеешь ввиду под хорошим швом?
Ну чтобы сплошной металл был, без шлака, и не надо было много зачищать после.
просто мне не ясна технология сварки. может есть какой определенный способ нанесения шва?
Да, сварка с отрывом дуги, совсем коротенькими касаниями почти стоя на месте почти без колебательных движение от кромки к кромке, очень короткой дугой. Понадобится хорошо подогнать кромки свариваемых деталей
Изменено пользователем Юрий@Как варить полуавтоматом и проволокой без газа
 Как варить полуавтоматом и проволокой без газа
Как варить полуавтоматом и проволокой без газаСварка полуавтоматом имеет ряд существенных преимуществ. Во-первых, она даёт возможность варить длинные швы, а во-вторых, обладает лучшим сварочным швом, чем сварка электродами. Также, полуавтоматом удобней всего варить тонкий металл, толщина которого менее двух 1,5 мм.
При всем этом, полуавтоматическая сварка имеет лишь один существенный недостаток, который заключается в необходимости использовать защитный газ. Для этого с небольшим по габаритам сварочным аппаратом нужно таскать объёмный газовый баллон, что в свою очередь, очень и очень неудобно.
Можно исключить из обихода защитный газ, и использовать одну лишь сварку для проволоки. Однако для этого подходит не обычная проволока в качестве присадочного материала, а порошковая. Про том, как варить проволокой без газа и что для этого потребуется, вы сможете узнать ниже, из этой публикации сайта mmasvarka.ru.
Полуавтоматическая сварка: что и как происходит
Если со сваркой электродами все более менее понятно: вставил электрод в держатель, подкинул массу на заготовку и начал варить, то вот с полуавтоматической сваркой, дела обстоят иначе. В качестве присадочного материала при сварке полуавтоматом используется проволока, которую обволакивает во время сварки защитный газ.

В свою очередь, газ нужен для защиты сварочной ванны от её взаимодействия с окружающей средой. В этом то и заключается основной недостаток полуавтоматической сварки, поскольку нужен защитный газ, который не всегда есть под рукой.
Что делать в таком случае? Можно ли варить проволокой и полуавтоматом без газа?
Как варить полуавтоматом без газа
Для сварки полуавтоматом без газа можно использовать специальную порошковую проволоку. Структура порошковой проволоки устроена, таким образом, что внутри неё располагается порошок, который при сгорании проволоки попадает в сварочную ванну, защищая её тем самым от вредного воздействия извне.

По своей сути, этот порошок и является тем самым защитным газом, или если хотите электродной обмазкой, которая также выполняет защитную роль для сварочной ванны. Состоит такая обмазка из рутила и флюорита, а её более точный состав, всегда можно узнать на упаковке с электродами.

Таким образом, используя полуавтомат, можно варить порошковой проволокой и без газа. Это даёт прекрасную возможность использовать полуавтоматическую сварку в самых труднодоступных местах, например, на высоте, там, куда доставить газовый баллон не представляется возможным.
Особенности порошковой проволоки
Порошковая проволока имеет различные диаметры, самый маленький диаметр начинается от 0,8 мм. Самая толстая проволока для сварки полуавтоматом без газа, имеет диаметр 2,4 мм. В свою очередь, столь большой выбор диаметров, даёт широчайшие возможности сварки полуавтоматом: начиная от сварки тонких металлов, толщиной всего лишь в 1,2 мм, и заканчивая металлами, толщиной в один сантиметр.

Порошковой проволокой и полуавтоматом без газа, можно варить как углеродистую сталь, так и оцинкованное железо с нержавейкой. При этом наполнитель внутри проволоки может отличаться своим составом, и это очень важно учитывать при выборе порошковой проволоки для сварки.
Поделиться в соцсетях
Сварка тонкого металла MMА | Сварка своими руками

Для сварки тонкого металла 1 мм нужно иметь инвертор с хорошей вольт- амперной характеристикой, способный реально варить на низком токе.
Используют электрод диаметром 2 мм с рутиловым покрытием, можно взять 1,6 мм — минимально возможный размер. Ток выставляется 60А (для 2 мм) и 30- 40А (для 1,6мм), но также нужно смотреть по ощущениям, ведь неизвестно, какой ток на самом деле выдает ваш сварочник (читайте статью про сварочный обман).
Тонкий металл варить сплошным швом очень сложно, поэтому сварку ведут углом вперед с отрывом дуги. Не забывайте, что в тот момент, когда вы оторвали электрод, его нужно вернуть в то же самое место до начала процесса кристаллизации сварочной ванны. Если металл застынет, а вы будете добавлять присадочный материал с электрода, сварка пойдет по шлаку. В таком случае нужно остановить сварочный процесс, отбить шлак, и только после этого продолжить. Контролируйте сварочную ванну. Если вы чувствуете, что металл не плывет и вы его не прожжете, можно варить с задержкой, не обязательно отрывать электрод каждую секунду. Нет такого однозначного правила, что вы должны весь шов варить с отрывом.
Со сваркой тонкого металла в гараже чаще всего сталкиваются при выполнении кузовного ремонта автомобиля. Конечно, кузов толщиной 0,8 мм, в лучшем случае 1 мм, намного проще варить полуавтоматом, но если у вас нет денег на приобретение полуавтоматической сварки, либо нет необходимости в такой покупке из-за одной небольшой латки, вы можете полностью справиться ручной дуговой сваркой. Варят внахлест сплошным швом (но при таком способе будут большие поводки), или точками с определенным шагом. Для стыковых соединений немного снижают силу сварочного тока.Сварку встык ведут ТОЛЬКО без зазора. Не обращайте внимания на качество шва, в любом случае, у вас будет где-то больший валик, где-то меньший, все-равно в дальнейшем швы подлежат механической зачистке болгаркой, или другим доступным способом, а провар будет обеспечен в любом случае, так как лист тонкий.
Не бойтесь пробовать, все начинали с плохих, некачественных швов, допуская огромное количество ошибок.
При сварке вертикальных швов, так как электрод длинный, очень трудно держать короткую дугу. Не бойтесь придержать электрод рукой, только обязательно защищенной крагой, иначе получите ожог. Так вам легче будет контролировать процесс.
После зачистки металла могут появится пропуски. Если речь идет о кузовном металле, их можно заварить, или зашпатлевать. Если речь идет, например, о резервуаре под давлением, соответственно, такие дефекты нужно устранять только сваркой.
Сварочные деформации могут возникать не только из-за колоссального нагрева сварочной ванны, но и из-за так называемой «памяти металла», если кузов ремонтируется в том месте, где был удар.
Как приварить тонкий лист к толстому
Режимы должны быть такими же, как и при сварке тонкого металла, не нужно выставлять силу тока по толстой пластине (новички-сварщики часто допускают такую досадную ошибку и прожигают металл).Прогревают металл на толстой пластине, а потом переносят его на тонкую. Это легко делать, если толстый лист лежит сверху, и достаточно сложно — если снизу.
Какими электродами варить тонкий металл
Прежде всего, стоит отметить, что тонким металлом считается металл толщиной 2 или менее миллиметров. В наше время такой металл находит все более широкое применение, потому что для изготовления деталей для сваривания такой толщины не нужно использовать большое количество металла, и, как следствие, Вы можете приобрести такие детали по более выгодным ценам.
Чаще всего со свариванием тонкого металла можно столкнуться при работе с профильными трубами. В большинстве своем толщина металла профильных труб не превышает 2 миллиметров, поэтому производить сваривание таких конструкций можете показаться весьма сложным.
Чаще всего многие производят сваривание тонкого металла ручной дуговой сваркой. К примеру, если Вы производите сваривание, метала толщиной 1,5 миллиметра, то Вам лучше всего воспользоваться электродами толщиной 2 миллиметра. Подбирать сварочный электрод для сваривания тонкого металла Вам нужно исходя из Ваших ожиданий от конструкции и типа металла.
Для сваривания тонкого металла многие используют непрерывную сварку по длине всего шва. Значение сварочного тока равняется 40 – 60 Амперам, а, может быть, больше или меньше, потому что такие параметры зависят от типа сварочного аппарата.
Главное, что Вам нужно достичь при сваривании тонкого металла это проваривание, но не прожиг металла. При проведении сваривания тонкого металла непрерывистой дугой Вам нужно вести электрод со средней скоростью, потому, что превысив ее, Вы проварите только верх шва, понизив – прожжете металл.
Вторым способом сваривания тонкого металла является сваривание с прекращением дуги. В основном при сваривании тонкого металла используется данный способ сваривания. Если же металл при сваривании слишком тонкий или Вы используете слишком большой сварочный ток, то Вам можно использовать точечное сваривание, позволяющее производить сваривание точками, при этом, не прожигая металл.
Происходить сварочный процесс должен достаточно быстро, чтобы металл не успевал остывать. Даже при сваривании точечным способом Вам нужно быть предельно внимательными, что не прожечь металл или сделать поверхностный шов, который не будет способен выполнять свою работу.
А теперь переходим к свариванию тонкого металла полуавтоматом. Да, действительно, производить сваривание полуавтоматической сваркой намного проще, нежели другими способами сваривания. Примечательно, что данный сварочный аппарат может производить сваривание на маленьком токе. При сваривании полуавтоматической сваркой можно производить сваривание непрерывно и точками.
Производить сваривание разным способами с использованием полуавтоматического сварочного аппарата не имеет значения, потому что для успешного сварочного процесса Вам нужно просто в определенные моменты вовремя нажимать на кнопку. Все дело не в сварочных аппаратах, а в опыте сварщика и его желании учиться и использовать современные качественные электроды и технологии сваривания.
Осваиваем сварку металла автомобиля с помощью полуавтомата. Статьи компании «ТУЛС ТРЭЙДИНГ»
Как известно, полуавтомат позволяет сваривать как тонкий (0.7–0,8 мм), так и достаточно толстый металл (4 мм и толще). Это значит, что с помощью полуавтомата вы можете варить любой металл, который имеется в конструкции кузова автомобиля — крылья, пороги, лонжероны и так далее.
Теперь поговорим о наиболее популярных способах соединения металла сваркой:
Сварка встык
Применяется тогда, когда вы меняете деталь не полностью, а частично — например, устанавливаете ремонтную вставку на крыло, или ввариваете заплату. Снимать фаски с краёв тонкого стального листа при сварке встык не нужно. Фаски снимают, если толщина металла 2 мм и более, и то не всегда. Отмечу, что сварка встык требует точной взаимной подгонки деталей перед сваркой. Это значит, что между краями свариваемых деталей зазоры должны по возможности отсутствовать, или иметь минимальную величину. Иначе, при попытке сварить два тонких и плохо подогнанных куска железа, вы получите дыру, а не сварное соединение.
Сварка встык чаще всего применяется при ремонте наружных поверхностей кузовных деталей. Например, при частичной замене крыльев. И тогда, когда требуется высокое качество ремонтных работ. Поясню этот момент. Иногда повреждённую деталь заменяют не целиком, а частично. То есть, вырезают не всю деталь, а только повреждённый участок. А на на его место ставят фрагмент, вырезанный из новой кузовной детали. Сварку ведут встык сплошным точечным швом. Если сделать всё хорошо и правильно, то после зачистки и рихтовки сварной шов почти не требует шпатлевания.
Сварка встык требует большого объёма подгоночных работ и достаточно высокой квалификации от сварщика. Сварка встык толстого металла, от 2 мм и толще, происходит гораздо проще. Толстый металл не требует очень точной подгонки, и «прощает» сварщику огрехи, допущенные при подгонке. Толстый металл можно варить сплошным точечным швом — иногда это удобнее и проще.
Сварка внахлест
Это самый простой, и поэтому наиболее распространённый способ соединять металл. В этом случае один кусок металла накладывается на другой. Применяется, например, при вваривании тех же заплат и ремонтных вставок. Сварку внахлест используют для ремонта или замены силовых элементов — лонжеронов, усилителей, порогов.
Сварка через отверстие, или электрозаклепка
Это разновидность соединения внахлёст. Несколько напоминает точечную сварку, применяемую при сборке кузова на заводе. При ремонте автомобиля применяется сплошь и рядом. Новые пороги, крылья, различного рода усилительные накладки на силовые элементы кузова, а иногда и сами силовые элементы также могут быть приварены электрозаклепкой.
Виды сварных швов
Вне зависимости от способа соединения металла — «встык» или «внахлест», сварные швы бывают следующих видов:
1. Точечные
2. Сплошные
3. Сплошные прерывистые
Сплошной прерывистый шов — это чередование сплошных участков сварки с такими же, или другими, перерывами. Строго говоря, размер участков сплошной сварки и интервал между ними вы можете выбирать по своему произволу, исходя из конкретной задачи. Сплошными прерывистыми швами обычно соединяют силовые элементы кузова, сделанные из сравнительно толстого металла.
Сплошной шов может состоять из отдельных точек, расположенных вплотную с некоторым перекрытием. Это будет сплошной точечный шов. Такие швы чаще всего применяют при сварке встык как тонкого, так и толстого металла. В автомобильном кузове нет сплошных сварных швов. Это объясняется тем, что кузов должен сохранять некоторую «эластичность», чтобы уменьшить вероятность появления усталостных трещин в процессе его эксплуатации. Сплошные сварные швы имеют высокую жёсткость и не обеспечивают нужной эластичности кузова. Сплошной шов также склонен к короблению. Сплошным швом варят тогда, когда это действительно нужно. Например, при изготовлении бака для загородной бани, или при изготовлении металлоконструкций из стального уголка.
Конструкция точечного шва понятна из его названия ― это чередующиеся с определённым интервалом сварные точки. Интервал, в зависимости от поставленной задачи, может быть от нескольких миллиметров до нескольких сантиметров.
Все эти виды сварных швов можно делать на деталях, по-разному ориентированных в пространстве, а именно:
1. Горизонтальные, или «на полу»
2. Горизонтальные же, но «на потолке»
3. Вертикальные, или «на стене»
Удобнее всего варить в положении «на полу». Да и качество сварки получается самым высоким. При сварке на «стене», и особенно, на «потолке», расплавленный металл стремится вытечь из сварочной ванны, ухудшая качество шва.
Подготовка металла к сварке
Перед тем, как начать варить металл, его нужно хорошенько очистить от любых загрязнений. К ним относится абсолютно всё, кроме самого металла:
1. Ржавчина
2. Краска, грунт, включая транспортировочный
3. Антикоррозионные покрытия всех видов, включая жидкие консерванты
4. Любая смазка
Все эти загрязнения могут сделать сварку невозможной или как минимум некачественной. И вот почему:
- Загрязнения не проводят электрический ток, и вы не сможете начать сварку.
- В условиях большого тепловыделения, которое происходит в процессе сварки, некоторые загрязнения выделяют большое количество газов, которые «выдувают» жидкий металл из сварочной «ванны». Вместо соединения вы получаете «дыру», а жидкий металл разбрызгивается во все стороны и может привести к ожогам и пожару.
- Газы, выделяемые загрязнениями, могут сделать сварной шов пористым, то есть некачественным.
- Некоторые загрязнения горят и (или) выделяют много дыма. Может случиться пожар и (или) отравление продуктами горения. Много бед могут наделать жидкие автоконсерванты типа «мовиль», которые активно горят в процессе сварки порогов и лонжеронов. Поэтому при установке новой детали, например порога, или крыла, ставьте её необработанной. Свежие консерванты и антикоры содержат горючие растворители и моментально вспыхнут при первой же возможности.
Свариваемые участки металла должны быть по возможности плотно, без зазоров, прижатыми друг к другу. Делается это с помощью разного рода зажимов, или временным креплением на болтах, саморезах и так далее. Если этого не делать, то весьма вероятны сквозные прожоги краёв свариваемого металла. Особо это касается сварки встык тонкого металла. Если между краями имеется зазор, то, как уже отмечалось выше, имеется риск сделать его ещё больше.
Выбор величины сварочного тока
Если вы начинаете сварку впервые, есть смысл для начала потренироваться, но не на конкретном автомобиле, а на кусках тонкого чистого металла толщиной 0,8 мм и более, который есть у вас «под рукой». Но:
1. Не берите для опытов оцинкованный металл, так как испарения цинка ядовиты.
2. Не ведите сварку на ветру или сквозняке — защитный газ будет выдуваться из зоны сварки, что значительно ухудшит её качество или сделает её невозможной.
Сварочный ток зависит от толщины свариваемого металла и для тонкого листа составляет 40–60 А. На регуляторах тока большинства полуавтоматов вы увидите градуировки в относительных единицах, и установить силу тока, например, 50 А, вам так просто не удастся. Для этого надо будет внимательно прочесть инструкцию, хотя для практической работы точное знание величины сварочного тока необязательно. Правильно выбран ток или нет, вы увидите по характеру сварного шва. По мере приобретения опыта вы сами будете знать, в каких положениях должны находиться регуляторы тока при сварке металлов той или иной толщины и в том или ином пространственном положении.
Теперь поговорим о регуляторах. В качестве примера возьмём итальянский полуавтомат «Helvi Panther 132».
У него имеется всего три регулятора, имеющих отношение к величине сварочного тока — два из них предназначены для ступенчатой регулировки — это положения «1» и «2» у одного , и «мин» и «макс» у другого, т.е. всего 4 значения сварочного тока. Третий регулятор — это плавный регулятор скорости подачи сварочной проволоки. Причём, скорость подачи проволоки увязана с величиной сварочного тока. Это значит, что полуавтомат автоматически изменяет величину сварочного тока при изменении скорости подачи проволоки. И наоборот, при переключении ступенчатых регуляторов тока автоматически изменяется скорость подачи проволоки. Например, для сварки тонкого кузовного металла оптимальными оказались следующие положения регуляторов: ступенчатые — «1» и «макс», плавный — примерно на делении 6 или 7. При сварке толстого металла, например, стального уголка с толщиной свариваемого металла около 4 мм, положения регуляторов оказались следующими: «2» и «макс», плавный — 7 или 8. На вашем полуавтомате может быть иная конфигурация регуляторов сварочного тока. Но суть останется той же.
Для начала не обязательно сразу сваривать куски металла между собой. Просто попробуйте аппарат в работе, нанося сварные точки на чистый металл. Для этого оденьте свой «хамелеон», поднесите горелку к металлу на расстояние 4-6мм. Рукоять сварочной горелки удобнее держать двумя руками. Для удобства можно опереть край газового сопла сварочной горелки на свариваемый металл. Затем нажмите клавишу. Немедленно загорится дуга. Через 3-4 секунды отпустите клавишу. Рассмотрите сварную точку.
Далее возможны варианты. Их можно перечислить в следующем порядке:
1. Сварочный ток мал. В этом случае расплавленный металл проволоки не растекается, как следует, а свариваемая деталь не проплавляется. У сварщиков это называется, нет «провара». В этом случае увеличиваем ток и повторяем попытку.
2. Сварочный ток в норме. Расплавленный металл проволоки хорошо растекается и хорошо проплавляет свариваемый металл. На обратной стороне металла появляется небольшая капля.
3. Сварочный ток велик. Сварная точка как бы «просела», а на обратной стороне металла повисла капля.
4. Сварочный ток велик настолько, что в металле прожигается дыра. Значит, ток надо убавить. Тренируемся до тех пор, пока не будем получать красивую и правильную сварную точку. После тренировок можно приступать к опытам по свариванию кусков металла между собой.
Все проблемы можно условно поделить на две группы.
Проблемы, связанные с неправильным выбором режимов работы сварочного полуавтомата
К ним относятся:
Неправильный выбор величины сварочного тока
При чрезмерно большом сварочном токе возможны прожоги свариваемого металла. Другие признаки чрезмерного сварочного тока — образование большой капли металла на конце проволочного электрода, выходящего из медного наконечника сварочной горелки. Иногда эта капля намертво приваривается к медному наконечнику, образуя с ним единое целое. При попытке пустить сварочный аппарат проволока «стоит», а иногда ломается на выходе подающего устройства, перед входом в шланг. Сварка становится невозможной.
В этом случае нужно проделать ряд мероприятий:
Снять газовое сопло и плоским напильником со средней насечкой запилить торец медного наконечника. Опиловку делают до тех пор, пока полностью не освободят проволоку от «прихвата» к медному наконечнику. Иногда приходится спилить значительную часть наконечника, чтобы вызволить проволоку из «плена». Если вам не хочется тратить время на опиловку, вы можете вывернуть наконечник, не обращая внимания на сопротивление закручиваемой проволоки. Если проволока на выходе подающего устройства не сломалась, то после замены наконечника можно продолжить работу.
Если проволока сломалась, образовав петлю на входе в подающий шланг, то действуем дальше:
- Отводим прижимной ролик и кусачками перекусываем сварочную проволоку до входа в подающее устройство.
- Вытягиваем кусок сварочной проволоки из шланга, действуя в направлении от сварочной горелки к бобине.
- Далее заводим проволоку в подающий канал (как это делается, уже написано в предыдущих статьях), и продолжаем работу.
Неправильная регулировка прижима проволоки в подающем устройстве
Как уже отмечалось выше, при «прихвате» сварочной проволоки в медном наконечнике она ломается на выходе подающего устройства. Это значит, что прижим сварочной проволоки в подающем устройстве слишком велик. Прижим должен быть отрегулирован так, чтобы при прихвате проволока проскальзывала, но не ломалась. Другая крайность — прижим слишком мал. В этих случаях также возможен прихват сварочной проволоки в наконечнике, хотя сварочный ток выбран правильно. Это происходит потому, что проволока из-за проскальзывания подается медленнее, чем плавится. В конце концов дуга начинает гореть на самом наконечнике, что и приводит к прихвату. Те же самые последствия имеет слишком малая скорость подачи проволоки.
Мал расход газа
Сварка получается пористой. Решение этой проблемы — увеличить расход газа регулировкой редуктора. Считается, что для сварочной проволоки диаметром 0,8 мм оптимальным будет расход газа 8-10 литров в минуту. В инструкциях по применению бытовых углекислотных полуавтоматов могут быть указаны другие цифры — например, 2-3 литра газа в минуту. Как показала практика, такого расхода явно недостаточно.
Проблемы, связанные с неисправностями сварочного полуавтомата
Неисправности полуавтомата редко бывают фатальными. Чаще всего изнашивался медный наконечник в сварочной горелке. В этом случае дуга горит нестабильно, слышны частые «щелчки», варить становится просто невозможно. Износ наконечника складывается из механического и электроэрозионного. Механический износ образуется за счет трения проволоки о наконечник. Дело усугубляется тем, что на сварочной проволоке имеется насечка, которую делает подающий ролик. Эта насечка работает подобно напильнику. Электрическая эрозия возникает вследствие того, что через медный наконечник, представляющий собой скользящий контакт, проходит электрический ток в десятки, а иногда и сотни ампер, и металл наконечника переносится на проходящую через него проволоку. Поэтому наконечник изнашивается довольно быстро. Внешне это выглядит так: отверстие в наконечнике становится овальным, и проволока как бы «болтается» в нем. Такой наконечник подлежит немедленной замене запасным.
Проблемы косвенного характера
Иногда в процессе сварочных работ не удается достичь приемлемого качества сварки. Всё говорит о том, что вроде бы неисправен полуавтомат — дуга горит неустойчиво, сварочная проволока прилипает к металлу, а провар получается плохим. Регулировки сварочного тока и скорости подачи проволоки почти ничего не меняют. Появляется мучительное желание разобрать аппарат и начать чинить его… Не торопитесь. Причина может оказаться на редкость банальной — в питающей полуавтомат электрической сети может оказаться пониженное напряжение.
Описание сварки МИГ/МАГ >> Справочник eSpawarka.pl
Описание метода МИГ/МАГ
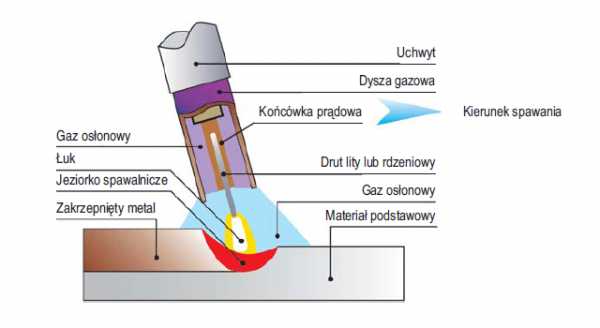
ICD.pl 9 февраля 2015 г. Сварка МИГ/МАГСварка МИГ/МАГ включает сварку с использованием электрической дуги между стержневым электродом и обрабатываемой деталью. Расходуемый электрод представляет собой постоянно подаваемую проволоку. Дуга и ванна расплавленного металла защищены потоком защитного газа.
Используются следующие специальные термины для процесса сварки плавящимся электродом в газовой защите:
-
MIG - (Metal Inert Gas) - это название используется для описания процесса сварки при использовании химически инертного газа в качестве защитного газа инертный , напр.аргон, гелий.
-
MAG - (металлический активный газ) - это название используется для описания процесса сварки, когда химически активный газ активный используется в качестве защитного газа, например CO 2 .
-
GMAW - (Gas Metal Arc Welding) - аббревиатура, используемая в основном в США, общая для обоих методов: MIG и MAG и указывает на использование сплошной проволоки.
-
FCAW - (Flux Cored Arc Welding) - аббревиатура метода сварки, аналогичного MIG/MAG (GMAW) с той разницей, что вместо сплошной проволоки используется порошковая проволока.Если проволока наполнена порошком, выделяющим при сварке защитные газы (метод Innershield ), то внешняя (баллонная) подача защитного газа не требуется.
-
сварка мигоматом, сварка полуавтоматическая, сварка полуавтоматическая - это общие названия процесса сварки, как методом МИГ, так и МАГ.
Сварка MIG/MAG в настоящее время является наиболее широко используемым методом сварки, на долю которого приходится примерно 65% всех методов промышленной дуговой сварки.
| MIG / MAG сварочная диаграмма MIG / MAG Сварка на первый взгляд: Сварочная проволока проходит плавно из пистолета и тает непрерывно в электрической дуге. Расплавленный материал проволоки смешивается с расплавленным материалом, подлежащим склеиванию, с образованием жидкой сварочной ванны. После того, как дуга отходит, сварочная ванна затвердевает, образуя неразъемное соединение. Через сварочную горелку и ее газовое сопло непрерывно подается защитный газ, который защищает расплавленный металл от атмосферы и охлаждает горелку (используются также дополнительные горелки с жидкостным охлаждением). |
| Схема сварки FCAW Wnelershield (самозащитная проволока) 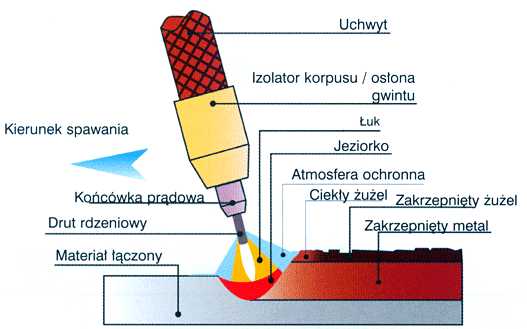 Сварочная сварка FCAW Innershield Короче говоря: Самосвязанная проволока, как описано выше привале Метод MIG/MAG, с той разницей, что вместо сплошной проволоки используется проволока с заполненным порошком сердечником внутри.Под воздействием высокой температуры сердечник проволоки плавится, а содержащийся в ней порошок выделяет защитный газ, создающий защитную атмосферу вокруг сварочной ванны, отсюда и название «самозащитная проволока». При использовании самозащитной проволоки можно отказаться от подачи газа извне (из баллона), что упрощает процесс сварки. |
Способ сварки MIG / MAG
-
Преимущества:
-
Универсальный метод - Различные металлы и их сплавы могут быть приварены во всех позициях,
-
Высокая сварка - намного выше, чем с покрытыми электродами,
-
относительно низкая стоимость сварочных материалов - общие затраты ниже примерно на 20%, чем затраты на сварку покрытыми электродами,
-
хорошее качество сварных швов,
-
возможность механизация и автоматизация метода.
-
-
Качество сварных швов в значительной степени зависит от навыков сварщика,
-
относительно высокие затраты на покупку устройств и оборудования,
-
MAG Сварка более склонна к прилипанию и пористость сварных швов.
Применение метода MIG/MAG
Метод MAG применяется для сварки нелегированных, низколегированных и высоколегированных конструкционных сталей, а метод MIG – для сварки алюминия, магнезиальных, медь и другие цветные металлы и их сплавы.
Сварка полуавтоматом (мигомат) применяется практически во всех отраслях сварочного производства, в т.ч. тяжелая промышленность и машиностроение, включая верфи, производство металлоконструкций, трубопроводов, сосудов под давлением, а также ремонтно-эксплуатационное производство.
Полуавтоматические сварочные аппараты широко используются в промышленности по обработке листового металла, особенно в автомобильной, кузовной и легкой промышленности. Мигоматы также часто используются для хобби или домашней работы.
Как сваривать Мигоматом? Как правильно настроить мигомат?
MIG/MAG — наиболее часто используемый на сегодняшний день метод сварки. Подсчитано, что он составляет около 65% всех методов дуговой сварки, классифицируемых как промышленные. Он очень популярен не только среди профессионалов, но и среди любителей рукоделия. Вы знаете, как настроить мигомат и как с ним сварить? Вы узнаете все из записи ниже.
Метод MIG/MAG – приложение
Стоит напомнить, что MIG (Metal Inert Gas) — это процесс сварки, при котором используемый защитный газ химически инертен.гелий или аргон. MAG расшифровывается как Metal Active Gas, что означает, что сварка происходит в активной газовой среде, например, в углекислом газе. Метод MIG/MAG используется во многих ситуациях, считается универсальным. Фактически сварка мигоматом применяется практически во всех отраслях сварочного производства (включая машиностроение и тяжелую промышленность). MIG/MAG – это метод, используемый во время работ по техническому обслуживанию и ремонту или при производстве трубопроводов, стальных конструкций и сосудов под давлением.Кроме того, мигоматы очень хорошо подходят для сварки: алюминия, меди, магния, а также других цветных металлов и их сплавов. Также следует упомянуть, что сварочный полуавтомат является незаменимым оборудованием в мелкой промышленности и автомобилестроении. Он также хорошо подходит для хобби и мелкого ремонта дома. Из этого следует, что сварочный аппарат MIG/MAG является очень практичным устройством. Однако нужно знать, как подготовить мигомат к работе, чтобы процесс сварки был правильным и можно было получить качественный сварной шов.
Что такое процесс сварки MIG/MAG?
Напоминаем: при сварке MIG/MAG сварочная проволока плавно выходит из горелки. Он постепенно плавится в электрической дуге и, таким образом, смешивается с заготовкой, образуя сварочную ванну. По мере удаления дуги ванна начинает затвердевать, образуя сварной шов. Сварка MIG/MAG происходит в газовой защите. Его основные задачи — охлаждение ручки и защита расплавленного металла от атмосферы. Что нужно сделать перед началом сварки?
Сварщик
Mig Mag в цехе сварки сплошных сварных швов.номер
Установка основных параметров
Правильный выбор основных параметров имеет решающее значение для всего процесса сварки. Ниже подсказка, на какие из них нужно обратить особое внимание:
- Тип и полярность сварочного тока - метод MIG/MAG использует постоянный ток с положительной полярностью. Это позволяет сварочной проволоке интенсивно плавиться. Сварочная горелка подключается к «+», а держатель массы к «-».Важно отметить, что из этого правила есть одно исключение: сварка самозащитной проволокой. Затем необходимо изменить полярность.
- Напряжение сварочной дуги - влияет на стабильность дуги и количество брызг. Установка слишком высокого напряжения приведет к меньшей частоте отказов, меньшей стабильности дуги и большему разбрызгиванию. Слишком низкое напряжение вызывает нестабильный процесс сварки. Значение этого параметра можно регулировать плавно или ступенчато, в зависимости от мигомата.Снижая напряжение, мы укорачиваем сварочную дугу, а повышая – удлиняем.
- Сварочный ток - зависит от напряжения дуги, диаметра проволоки и скорости ее подачи. Значение параметра выбирается исходя из положения и скорости сварки, толщины материала и его химического состава.
- Скорость подачи проволоки - необходимо установить таким образом, чтобы процесс плавления проволоки был стабильным. Если оно слишком мало, на конце проволоки появятся характерные крупные капли жидкого металла, попадающие вблизи сварочной ванны (это происходит и при слишком высоком напряжении дуги).Установка высокой скорости приводит к заметному выталкиванию ручки вверх. Тогда сварочная проволока не успевает за плавлением дуги, что затрудняет работу.
- Скорость сварки - в случае ручной сварки MIG/MAG скорость находится в пределах 0,2-1,4 м/мин. Правильная настройка этого параметра позволяет поддерживать правильную форму сварного шва (с соответствующей регулировкой напряжения и тока).
Сварка MIG/MAG - какой тип и диаметр электродной проволоки?
В методе MIG/MAG электродная проволока также является связующим, поэтому подбирается с учетом химического состава свариваемого материала.Его диаметр чаще всего составляет: 0,6, 0,8, 1, 1,2 или 1,6 мм. Выбор зависит от толщины основного материала, а также от установленной силы тока и положения сварки. Обычно применяются следующие правила:
- Если основной материал имеет диаметр до 4 мм, подойдет проволока диаметром 0,6-0,8 мм.
- Если основной материал имеет диаметр от 4 до 10 мм, подойдет проволока диаметром 1-1,2 мм.
- Если основной материал имеет диаметр более 10 мм, подходит проволока диаметром 1,6 мм или более.
При этом стоит помнить, что рекомендуется использовать провода меньшего диаметра. Это связано с тем, что тогда можно получить более высокую плотность тока (что улучшает стабильность дуги) и более узкий шов. Однако использование слишком тонкой электродной проволоки затрудняет сварку и увеличивает долю меди в шве, что ограничивает его пластические свойства. Как правило, проволоку диаметром 1,2 мм используют для сварки тонких листов и при работе в вынужденных положениях. Те, что большего диаметра, 1,2-4 мм, применяются при полуавтоматической и автоматической сварке в положении под уклон.
Тип и интенсивность защитного газа в методе MIG/MAG
Тип защитного газа оказывает большое влияние на весь процесс сварки MIG/MAG. Более тяжелые газы, такие как аргон и двуокись углерода, обеспечивают более эффективную защиту от газа. По этой причине в качестве инертного газа аргон используется чаще, чем гелий. Однако очень важно, какой материал мы будем сваривать:
- стали низколегированные и нелегированные - обычно сваривают в защитной оболочке из активных смесей на основе аргона с добавкой О2 или СО2,
- высоколегированные стали - свариваются в среде инертного газа или аргона с небольшой добавкой О2 и СО2,
- алюминий, медь, магний, цирконий, титан и их сплавы - сваривают в среде инертного газа или смеси инертных газов.
Скорость газового потока следует выбирать таким образом, чтобы эффективно защищать сварочную ванну, то же самое относится и к самой дуге. Предполагается, что на каждый миллиметр диаметра газа приходится 1 л/мин. Часто сварщики учитывают и зависимость расхода газа от диаметра электродной проволоки:
- проволока диаметром 0,8-1,2 мм - 10-14 л/мин; проволока
- диаметром 1,6-2,4 мм - 14-25 л/мин.
Почему необходимо правильно выбирать тип и интенсивность защитного газа? Недостаточная газовая защита вызывает химическую реакцию жидкого металла с атмосферным воздухом.Это вызывает нестабильность сварочной дуги и пористость сварного шва.
Метод MIG/MAG – длина свободного выхода и наклон сварочной горелки
Другими факторами, которые следует учитывать при сварке MIG/MAG, являются длина свободного выходного отверстия и угол наклона сварочной горелки. Первый – это расстояние, измеряемое от конца плавильной проволоки до начала контактного наконечника. Сварщик может регулировать его по высоте, на которой он держит ручку над свариваемым материалом.Увеличение длины свободного выхода увеличивает эффективность плавления проволоки (что напрямую влияет на увеличение скорости сварки). Слишком короткий медленный выход приводит к застреванию провода и разрушению контактного наконечника, а слишком длинный — к нестабильности дуги и разбрызгиванию. Длина свободного выхода зависит от нескольких факторов:
- напряжение дуги,
- сварочный ток,
- тип и диаметр электродной проволоки.
Наклон сварочной горелки оказывает большое влияние на форму сварного шва и процесс сварки. Он не должен отклоняться от вертикали более чем на 15 градусов. Соблюдение этого принципа позволяет добиться хорошего вплавления в материал, а также получить соответствующую форму сварного шва.
Migomat - Сварочный аппарат Magnum 208 Alu Synergia
Способы переноса жидкого металла в методе MIG/MAG
В методе MIG/MAG расплавленный металл электрода может поступать в сварочную ванну тремя различными способами:
- Короткое замыкание - иначе капельно, диапазон сварочного тока 50-180 А.Металл перемещается всякий раз, когда капли металла вступают в контакт со сварочной ванной. Сварку коротким замыканием применяют при работе с заданным малым значением тока и с тонкими материалами, толщиной 1-3 мм.
- Переходный - различно смешанный, диапазон сварочного тока 180-250 А. Жидкий металл стекает в ванну в виде капель и брызг. Переходную дугу применяют при сварке материалов толщиной 3-6 мм.
- Спрей - в остальном без КЗ, диапазон сварочного тока 250-500 А. В результате увеличения тока и напряжения дуги образуется большое количество мелких капель расплавленного металла. Это обеспечивает высокую эффективность и низкое разбрызгивание. Дуга распыления используется для сварки более толстых материалов в плоском положении.
Способ течения жидкого металла влияет на стабильность и эффективность процесса сварки, а также на форму сварного шва, размер брызг и глубину проплавления.
Как перенести сварку?
После того, как мы правильно выбрали все параметры и позаботились об основных правилах охраны здоровья и безопасности (например, о защите глаз и соответствующей рабочей одежде), можно приступать к сварке. Как это должно выглядеть в мигомате? Дуга зажигается нажатием кнопки на сварочном держателе, она носит контактный характер. Проволока вытягивается с заданной нами скоростью и плавится, а длина дуги постоянна благодаря явлению саморегулирования. Сварочная горелка должна равномерно перемещаться вдоль сварного шва.Вы должны следить за ее формой, а также держать постоянное расстояние ручки от свариваемого материала и следить за ее положением. В методе MIG/MAG достаточно момента невнимательности, чтобы совершить ошибку. Так что вы должны быть сконцентрированы, когда вы работаете.
Чтобы сварка мигоматом прошла гладко, стоит выбрать качественное оборудование. В магазине Allweld представлены сварочные полуавтоматы таких известных брендов, как Magnum, Paton, Ideal, Sherman и Spartus. У вас есть проблема с выбором сварочного аппарата MIG/MAG? Мы рады проконсультировать вас.
Смотрите другие интересные статьи из нашего блога:
- Сварка цинка - вся самая важная информация о сварке цинком
- Сварка латуни - вся самая важная информация о сварке этого металла
- Сварка алюминия - вся важная информация о сварке этого металла
- Сварка чугуна - вся самая важная информация о сварке этого металла
- Сварка электродом - вся самая важная информация по сварке электродом ММА
- Инверторные сварочные аппараты - Все об инверторных сварочных аппаратах
— зарядное устройство — см. рекомендуемые зарядные устройства
.- Обозначение сварных швов - Посмотрите, какие виды сварных швов бывают
Руководство по закупкам:
- Сварочный аппарат для любителей и начинающих любителей рукоделия
- Инверторный сварочный аппарат до 500 злотых
- Инверторный сварочный аппарат до 1000 злотых
- Инверторный сварочный аппарат от 1000 до 2000 злотых
- Как правильно выбрать сварочный аппарат для ваших нужд
.
Миграционная сварка | MIG MAG – консультация на ProfiMarket.pl
Дуговая сварка в среде защитного газа (MIG/MAG)
Общая информация.
Способ дуговой сварки плавящимся электродом в газовой защите (GMAW - Gas Metal Arc Welding) нашел свое применение в промышленности в начале 1950-х годов, практически полностью заменив ручную электродуговую сварку электродами с покрытием (MMA - Manual Metal Arc ). Первоначально в качестве защитного газа использовались только благородные газы — аргон и гелий.Введение в электродную проволоку раскислителей позволило производить сварку в среде углекислого газа и газовых смесей. Большинство свариваемых материалов можно сваривать методом MIG/MAG. Легированные и нелегированные стали, алюминий и его сплавы, а также медь, цирконий, титан и их сплавы. Метод MIG/MAG позволяет выполнять полуавтоматическую ручную сварку, а также полностью автоматизированные сварочные процессы с использованием специально разработанных роботов. Сегодня, благодаря своим многочисленным преимуществам, это один из самых распространенных способов сварки и наплавки металлов.Применяется в производственной сфере, при ремонте и регенерации деталей машин, в кузовных работах и других сферах жизни. В зависимости от вида используемого защитного газа различают два основных метода:
MIG - Metal Inert Gas - дуговая сварка плавящимся электродом в виде сплошной проволоки в среде инертного газа (аргон, гелий).
MAG - Metal Active Gas - дуговая сварка плавящимся электродом в виде сплошной проволоки в среде активных химических газов или газовых смесей (двуокиси углерода, газовых смесей - CO2+Ar, CO2+Ar+O2 и др. ).
Метод МИГ/МАГ - Принцип действия
В методе МИГ/МАГ электрическая дуга тлеет между заготовкой и расходуемым электродом в виде проволоки, которая также служит связующим. Электродная проволока точно намотана на катушки (пластиковые, металлические) стандартных размеров Д-100, Д-200, Д-300. В случае стальной проволоки наиболее распространены катушки с весом проволоки 1 кг, 5 кг и 15 кг.При нажатии кнопки на сварочном держателе проволока автоматически и непрерывно подается на кончик электрода.Проволока подается по кабелю, соединяющему механизм подачи проволоки с электрическим приводом со сварочной горелкой. Плавная и непрерывная подача связующего обеспечивает высокую скорость сварки. В методе MIG/MAG скорость сварки находится в пределах 0,25 – 1,3 м/мин. Поток защитного газа защищает головку стержня и сварочную ванну от неблагоприятного воздействия атмосферных загрязнителей. Состав защитного газа оказывает существенное влияние на процесс сварки.Влияет на поведение сварочной дуги. Держатель массы оснащен стандартной вилкой для машинного гнезда. Сварочная горелка с водяным охлаждением и евровилкой. количество брызг металла, образующихся при сварке, перенос жидкого связующего, а также глубину проплавления, механические и химические свойства сварного шва.
Возможна дуговая сварка порошковыми проволоками (FCAW). Процесс сварки осуществляется аналогично методу MIG/MAG с использованием сплошной проволоки, с той разницей, что нет необходимости использовать защитный газ.В результате оплавления порошковой проволоки, аналогично методу ММА, создается газовая прослойка, защищающая сварочную ванну. При сварке порошковой проволокой не забывайте менять полярность сварочного тока! (Сварочная горелка "-", держатель массы "+").
Сварочные позиции MIG MAG
По номенклатуре, применяемой при сварке, различают следующие сварочные позиции: - ПА - Подольная (корыто)
- ПБ - Боковая
- ПК - Стена
- ПД - Свес
- ПЭ 90 Потолок
- ПФ - снизу вверх
- ПГ - сверху вниз
Параметры сварки методом МИГ/МАГ
Ключ к правильному ведению процесса сварки и, Следовательно, для получения сварного шва, соответствующего заданной прочности и техническим требованиям, необходимо выбрать соответствующие параметры сварки:
а) Вид и полярность сварочного тока:
Для получения интенсивного плавления электродной проволоки, прямой используется ток положительной полярности.Т.е. сварочная горелка подключается к «+», а заземляющая горелка к «-». Исключением из этого правила является ситуация, при которой приваривается самозащитная проволока, тогда следует изменить полярность мигомата. В современных инверторных аппаратах возможна сварка импульсным током, с одинарной и двойной пульсацией. Упомянутые функции особенно полезны при сварке алюминия и его сплавов.
b) Напряжение дуги:
Влияет на стабильность дуги и количество брызг жидкого металла.Сварку следует выполнять короткой дугой. Слишком высокое напряжение дуги приводит к менее стабильному свечению дуги, меньшей частоте отказов и большему разбрызгиванию. При постоянном сварочном токе и постоянной скорости подачи проволоки значения напряжения влияют на длину дуги и форму сварного шва. Уменьшение напряжения укорачивает дугу, а повышение его приводит к удлинению дуги. И наоборот, изменения длины дуги сопровождаются изменениями напряжения сварочной дуги.Чрезмерное удлинение или укорочение сварочной дуги может вызвать нестабильное свечение дуги и образование сварочных дефектов в сварном шве.
в) Сварочный ток:
Зависит от значения установленного напряжения, диаметра и скорости подачи проволоки. Величину сварочного тока выбирают в первую очередь в зависимости от толщины и химического состава основного материала, количества накладываемых валиков, положения и скорости сварки.
г) Диаметр и тип электродной проволоки:
В связи с тем, что электродная проволока является еще и связующим, тип электродной проволоки выбирают в зависимости от химического состава свариваемого материала.Наиболее распространенные диаметры электродной проволоки 0,6, 0,8, 1,0, 1,2, 1,6 [мм]. Выбор диаметра электродной проволоки зависит главным образом от толщины основного материала, силы тока и положения сварки. В целом можно принять следующие правила выбора диаметра проволоки:
- Для основного материала диаметром до 4 мм - проволоки диаметром 0,6 - 0,8 [мм]
- Для основного материала диаметром от 4 до 10 мм - проволока диаметром 1,0 - 1,2 [мм]
- Для основного материала диаметром свыше 10 мм - проволока диаметром 1,6*мм + и более
e) Скорость подачи проволоки:
Для определенного напряжения установите скорость подачи проволоки, чтобы обеспечить стабильный процесс сварки. Если скорость проволоки слишком мала или напряжение дуги слишком велико, характерные крупные капли жидкого металла образуются на конце проволочного электрода и падают за сварочную ванну. Слишком высокая скорость подачи проволоки вызывает заметное «выталкивание» рукоятки вверх — электродная проволока не может расплавиться в сварочной дуге.
f) Длина свободного выхода:
Это расстояние от конца плавящегося электрода до начала контактного наконечника. Его можно регулировать по высоте, на которой сварщик держит сварочную горелку над свариваемым материалом. С увеличением длины свободного выхода повышается эффективность плавления проволоки (за счет увеличения интенсивности нагрева электрода), что напрямую выражается в увеличении скорости сварки. Слишком длинный, медленный отвод может вызвать нестабильное свечение электрической дуги и образование брызг из-за нарушений в газовой защите.Слишком короткий свободный выход вызывает залипание провода и разрушение контактного наконечника.
Длина свободного выхода зависит, среди прочего, от:
- Типа и диаметра электродной проволоки
- Напряжение сварочной дуги
- Сварочный ток
- Способ переноса материала (дуга короткого замыкания: 5-16 мм , дуга распыления 18–26 мм).
g) Расход и состав защитного газа:
Состав защитного газа имеет существенное влияние на качество газозащиты (что выражается в качестве сварного соединения), величину критического тока и поперечную форму сварного шва.Сварка в защите более тяжелых газов (аргон, СО2) облегчает получение эффективной газовой защиты, поэтому, в частности, в качестве инертного газа при сварке чаще используют аргон, чем гелий. Нелегированные и низколегированные стали сваривают в основном в защите активных газовых смесей на основе аргона с добавками СО2, О2. Высоколегированные стали сваривают в среде инертного газа или, чаще, в смеси аргона с небольшим количеством кислорода и углекислого газа (О2 — от 1% до 3%, СО2 — от 2% до 4%).Для сварки металлов, подверженных окислению, таких как алюминий, магний, медь, титан, циркон и их сплавы, используется только инертный газ или смеси инертных газов. Расход защитного газа выбирается таким образом, чтобы обеспечить эффективную защиту ванны и сварочной дуги. Ориентировочные значения составляют 1,0 л/мин на каждый минимометр диаметра газового сопла (так называемая шкала). Также можно использовать зависимость расхода газа от диаметра используемой электродной проволоки:
- Для сварки проволоками диаметром 0,8 - 1,2 мм; 10 - 14 л/мин
- Для сварки проволокой диаметром 1,6 - 2,4 мм; 14 - 25 л/мин
h) Скорость сварки и наклон сварочной горелки:
Правильная скорость сварки позволяет сохранить соответствующую форму сварного шва при правильно установленных значениях напряжения электрической дуги и сварочного тока. Скорость ручной сварки методом MIG/MAG составляет от 0,2 до 1,4*м/мин+. Способ направления сварочной горелки также оказывает существенное влияние на ход процесса сварки и форму сварного шва. Большая ширина шва и неглубокое проникновение достигаются толкающим способом направления рукоятки.Тяговая ручка и сварочная ванна обеспечивают глубокое проплавление и малую ширину сварного шва.
При направлении сварочной горелки обратите внимание на угол наклона горелки, который не должен превышать 15 градусов по отношению к вертикали. Это позволяет получить оптимальную форму сварного шва и хорошее сплавление с материалом.
Способы переноса жидкого металла при сварке МИГ и МАГ
В методе МИГ/МАГ расплавленный металл электрода поступает в сварочную ванну различными путями в зависимости, в том числе, от плотности тока, мощности дуги и тип защитного газа.На основании наблюдений за явлениями, происходящими в сварочной дуге, выделены три способа переноса жидкого металла: а) Короткое замыкание (капельный) (диапазон сварочного тока 50 - 180А) При сварке коротким замыканием происходит перенос жидкого металла в сварочную ванну в результате каждого касания капли металла сварочной ванной. Этот тип дуги используется для сварки тонколистовых материалов (от 1 мм до 3 мм) и малых токов, при выполнении сквозных швов.Преимуществом сварки короткой дугой является малое разбрызгивание металла, правильное формирование шва и предотвращение чрезмерного проплавления. Из-за небольшого размера сварочной ванны сварка короткой дугой особенно выгодна при сварке в принудительном положении. Однако обратите внимание на длину выхода свободного провода. Слишком большая длина свободного выхода при сварке в вынужденных положениях (потолочное и вертикальное) и малый сварочный ток могут привести к т.н.дуговой разряд и образование избыточного количества брызг и малой глубины проплавления. Кроме того, при сварке в смеси Ar/CO2 часто могут возникать сварочные несовместимости в виде пор и прилипания из-за недостаточного нагрева соединяемого материала. б) Переходная (смешанная) (диапазон сварочных токов 180 - 250А) При переходной дуговой сварке жидкий металл поступает в сварочную ванну смешанным образом, т.е. в виде капель и брызг. Переходная дуга достигается при более высоких сварочных токах, чем при капельной дуге, ее применяют для материалов толщиной 3 - 6 мм.в) Распыление (без короткого замыкания) (диапазон сварочного тока 250 - 500А) При превышении критического значения сварочного тока срабатывает т.н. распылительная арка. Из-за высоких значений критического тока струйную дугу применяют для сварки толстых материалов. Применение защитных газов с содержанием аргона снижает критическое значение сварочного тока (чем выше процентное содержание аргона в смеси, тем ниже так называемый над уровнем моря). В струйной дуге жидкий металл переходит в сварочную ванну без коротких замыканий, в виде мелких капель.При дуговой сварке струей сварщик имеет наибольшее влияние на форму сварного шва, и дуга горит устойчиво. Сварка на высокой скорости в наклонном и боковом положении особенно выгодна.
Инверторные сварочные полуавтоматы и их возможности
Значительный технологический прогресс за последние 25 лет, в том числе в области сварочного оборудования, в частности появление инверторных источников сварочного тока, привел к созданию многих полезных функций, улучшающих течение сварочного процесса.У конструкторов машин появилась возможность лучше влиять на явления, происходящие при сварке. Одним из многих нововведений стало введение импульсного тока (с одинарной или двойной пульсацией). Импульсная сварка обеспечивает кратковременный и циклический перенос капель жидкого металла в сварочную ванну. При импульсной сварке источник вырабатывает сварочный ток двух видов: Первый - основной сварочный ток, который используется непосредственно для поддержания сварочной дуги и косвенно для расплавления острия электродной проволоки и кромок соединяемых элементов. Второй - пульсирующий ток, обеспечивающий стабильный перенос жидкого металла в сварочную ванну, без коротких замыканий и всплесков, в ритме импульсов тока, генерируемых источником (Капля жидкого металла быстрее образуется и быстрее уходит в сварочную ванну.Последовательные импульсы помещают последовательные капли в сварочную ванну, одновременно отжигая ранее проложенный стежок).
Сварка импульсным током по сравнению с традиционной сваркой методом MIG/MAG характеризуется следующими особенностями:
- Подводит к заготовке меньшее количество тепла (тепловая энергия вводится в сварной шов импульсным способом, сварной шов остывает между импульсами)
- Позволяет получать швы высокого качества независимо от положения сварки (мелкозернистая структура шва, повышенная механическая прочность)
- Способствует получению требуемой формы и геометрических размеров шва (узкий и глубокий провар, плоский и ровная поверхность сварного шва)
- Устраняет разбрызгивание
- Снижает потребление электроэнергии.
Преимущества импульсной сварки особенно проявляются при сварке алюминия и его сплавов.Алюминий является одним из трудносвариваемых материалов, в том числе из-за его высокой теплопроводности (сложность плавления подложки, большое количество брызг - капля расплавленного металла "холодная" по сравнению с металлом в сварочной ванне) . Мелкокапельный способ переноса металла, импульсный нагрев и охлаждение сварочной ванны положительно сказываются на явлениях, происходящих при сварке алюминия, исключая, в том числе, явление разбрызгивания. Кроме того, использование двойной пульсации при сварке алюминия позволяет получить сварной шов с правильной шкалой, визуально напоминающий сварной шов, выполненный методом TIG.При сварке пульсирующим током получаются сварные швы с мелкокристаллической структурой, очень хорошими механическими свойствами и высокой стойкостью к горячему растрескиванию.
Внедрение инверторных источников сварочного тока привело к дальнейшему развитию полуавтоматических сварочных аппаратов. Новые технологические возможности привели к созданию синергетических источников сварочного тока.
Сварочные полуавтоматы Synergic обеспечивают полностью цифровое управление параметрами сварки. В них встроены готовые программы.По сравнению с «обычными» источниками сварочного тока, в синергетических источниках сварщик ограничен выбором типа и толщины свариваемого материала, остальные параметры выбираются аппаратом автоматически. Синергетические сварочные полуавтоматы обеспечивают оптимальное течение сварочного процесса. Даже неопытный сварщик способен выполнить сварные швы с отличными свойствами.
Предустановленные программы, возможность программирования новых специальных программ, быстрота и простота выбора параметров сварки, повторяемость работы делают эти аппараты лучшими и самыми современными среди имеющихся на рынке.
Критерии, которыми следует руководствоваться при выборе мигомата
Широкий ассортимент сварочных аппаратов, доступных на отечественном и мировом рынке, затрудняет выбор потенциального пользователя. Какими критериями должен руководствоваться покупатель при покупке мигомата? На что обратить внимание при выборе? Выбор полуавтомата следует начинать с определения максимальной толщины соединяемых материалов. Зная ответ на этот вопрос, мы можем определить максимальный сварочный ток, который у нас должен быть.Ориентировочно можно предположить, что значение силы тока будет достигать 30-40А на миллиметр толщины основного материала.
После определения максимального сварочного тока обратите внимание на КПД аппарата. КПД определяется для 10-минутного рабочего цикла и выражается в процентах, т. е. сварочный полуавтомат с КПД 25 % должен обеспечивать непрерывную сварку на номинальном токе в течение 2,5 мин, прежде чем отключится из-за перегрева. Чем ниже сварочный ток, тем больше увеличивается время сварки по отношению к времени сварки на номинальном токе.
Например: сварочный аппарат мигомат с КПД 25% при номинальном токе 200А, при сварке током 120А может достичь КПД 60%. В хороших сварочных аппаратах всегда приводится КПД аппарата, устройства, для которых не дается информация об КПД, можно сразу исключить.
Для любительских, полупрофессиональных применений должен быть достаточен КПД 20-35%, а для профессионального (промышленного) применения КПД 60% является минимумом, необходимым для обеспечения бесперебойной работы.
Источник сварочного тока. Как для трансформаторных, так и для инверторных устройств существует правило - источники меньшей мощности обычно питаются однофазным током напряжением 230В, источники большей мощности - трехфазным током напряжением 400В. Так что стоит задуматься над выбором устройства, питающегося от напряжения 400В. В случае с инверторными мигоматами, как те, что питаются от напряжения 230 В, так и 400 В, обладают отличными параметрами сварки.
Тип и длина сварочной горелки. В случае небольших и дешевых полуавтоматов есть ручки, прикрепленные непосредственно к механизму подачи проволоки, длиной 3 - 4 м. Для любительского/полупрофессионального применения этого решения обычно достаточно. Более дорогие и качественные полуавтоматы оснащены так называемым евророзетка, к которой можно подключить любую сварочную горелку, оснащенную евровилкой. В зависимости от применения к нему можно подключить ручки длиной 3, 4 и 5 метров.Большие полуавтоматы - для промышленного применения, с номинальным током свыше 300 А, в силу своих габаритов обычно выпускаются в двух вариантах - компактном и модульном (с внешним отдельным механизмом подачи проволоки). Перемещение крупногабаритного станка может быть обременительным для пользователя, поэтому в случае организации работы, требующей перемещения полуавтомата по производственному цеху, стоит рассмотреть модульный вариант. Кроме того, полуавтоматы со сварочным током выше 350А должны быть оснащены горелкой с жидкостным охлаждением.
В случае сварки алюминия и легированных сталей, особенно когда речь идет о тонких элементах, стоит рассмотреть вариант приобретения инверторного аппарата с возможностью сварки импульсом или двойной пульсацией. Важно, что полуавтомат оснащен четырехроликовым механизмом подачи проволоки, что позволяет осуществлять точную и нескользящую подачу проволоки (алюминиевой проволоки из-за ее мягкости и легкого обрыва в сварочном кабеле). Для сварки алюминия требуются специальные подающие ролики (U-образный паз для предотвращения перерезания проволоки), тефлоновая вставка и токовые сопла, адаптированные к алюминиевой проволоке.Если вышеперечисленные элементы отсутствуют, необходимо их дооснастить.
Сварочные аппараты Migomat MIG MAG в ProfiMarket
.миг сварка
Другие названия - дуговая сварка в защитных газах, полуавтоматическая сварка, сварка в среде СО2.
Способ работы - ручной, с возможностью использования механического смещения направляющей электрода.
Источник тепла - электрическая дуга.
Защита от луж - газ, не вступающий в реакцию с металлом сварного шва.
Диапазон тока - 60 ¸ 500А.
Тепловая мощность - 1¸25кДж/с.
Принцип работы - Дуга горит между кончиком электрода и основным металлом в линии соединения.Электрод перемещается с постоянной скоростью с помощью двигателя с регулируемой скоростью. Ток зависит от скорости подачи электрода. Длина дуги поддерживается источником питания, и сварщик должен направлять вывод электрода на постоянной высоте над ванной (обычно около дюжины мм). Дуговое пространство и свариваемый металл экранируются газом, выбранным в зависимости от свариваемого металла. Обычно используемые газы: аргон, аргон с добавлением 5% кислорода или 20% углекислого газа, или чистый углекислый газ.Типичные области применения - изделия средней толщины соединяемых элементов, тонкие листы.
Характеристики метода
Дуговая сварка плавящимся электродом в газовой защите (МИГ - сварка в инертных газах, МАГ - активная газовая защита) в настоящее время является одним из наиболее распространенных способов сварки конструкций. Точное экранирование дуги, горящей между расходуемым электродом и свариваемым материалом, обеспечивает формирование сварного шва в очень благоприятных условиях. Таким образом, сварку MIG/MAG можно использовать для высококачественного соединения всех металлов, которые можно соединить дуговой сваркой.К ним относятся углеродистые и низколегированные стали, коррозионностойкие стали, алюминий, медь, никель и их сплавы. Сварка MIG/MAG заключается в сплавлении свариваемого материала и материала плавящегося электрода теплом электрической дуги, тлеющей между плавящимся электродом и свариваемым объектом, в среде инертного или активного газа. Металл шва формируется из металла плавящейся электродной проволоки и оплавленных кромок свариваемого материала. Основными защитными газами, используемыми для сварки MIG/MAG, являются инертные газы, такие как аргон, гелий и активные газы; CO2, h3, O2, N2 и NO, используемые отдельно или только в качестве добавок к аргону или гелию.Плавящийся электрод из сплошной проволоки, обычно диаметром 0,5¸4,0 мм, подается непрерывно через специальную систему подачи со скоростью 2,5¸50 м/мин. Горелка может иметь водяное или воздушное охлаждение.
Сварка MIG/MAG может выполняться на постоянном или переменном токе во всех положениях. В настоящее время почти исключительно используется сварка MIG/MAG с положительной полярностью. Сварка осуществляется как полуавтоматическая, механизированная, автоматическая или роботизированная.Благодаря высокой универсальности процесса, простоте настройки сварка МИГ/МАГ позволяет выполнять различные конструкции из различных металлов и сплавов в цеховых и сборочных условиях, во всех положениях.
Параметры сварки
Основные параметры сварки MIG/MAG:
Тип и сила тока (скорость подачи проволоки),
Напряжение дуги,
Скорость сварки,
Тип и расход защитного газа,
Диаметр проволоки,
Длина выхода свободного электрода,
Скорость подачи проволоки,
Разъем или наклон электрода.
a) Сварка постоянным током с положительной полярностью является наиболее часто используемым методом сварки MIG/MAG. При малых токах электрод плавится в защите из инертных газов с крупной каплей без разбрызгивания, а в защите из СО2 со значительным разбрызгиванием, даже до десятка с лишним процентов. Каплю трудно отделить от конца электрода, а передача дугой не осевая.
б) Сварка постоянным током отрицательной полярности в среде инертного и активного газа допускает только крупнокапельную сварку и сварку с неосевым переносом металла в дуге независимо от силы тока.Брызги металла значительны, а глубина проплавления значительно меньше, чем при положительной полярности; хотя производительность плавления электрода до 100% выше
(c) Сварка переменным током требует использования источников тока высокого напряжения холостого хода, чтобы обеспечить стабильное свечение дуги и крупные капли металла через дугу. При переменном токе отрицательной полярности перенос металла затруднен и происходит разбрызгивание, а при положительной полярности дуга горит устойчиво.Нанесение эмульсионного покрытия на плавящийся электрод обеспечивает, как и при сварке постоянным током отрицательной полярности, стабильный и распыляемый перенос металла в дуге. Сварка переменным током мало используется в промышленности.
г) Сила тока - тесно связана с изменением скорости подачи проволоки, которая должна быть равна скорости плавления проволоки. Увеличение силы тока выше критической для данного диаметра электрода уменьшает размер капель, увеличивает частоту их прохождения и улучшает стабильность дуги.
При больших плотностях тока, в диапазоне 600-700 А/мм2, получаются наилучшие результаты сварки, производительность сварки высокая, достигающая свыше 20 кг металла шва в час. При этом глубина проплавления большая, но сварка ограничивается только плоским и боковым положениями. При постоянной силе тока глубина проплавления увеличивается с уменьшением диаметра электрода.
д) Напряжение дуги - строго зависит от состава защитного газа. Увеличение напряжения дуги приводит к увеличению ширины валика сварного шва и уменьшению глубины проплавления.Чрезмерное натяжение дуги приводит к разбрызгиванию, пористости и обесцвечиванию поверхности сварного шва. Если напряжение дуги слишком низкое, швы становятся пористыми, и на забое появляются потеки.
е) Скорость сварки - результирующий параметр для заданных тока и напряжения дуги при сохранении правильной формы сварного шва. Когда скорость сварки должна быть изменена даже незначительно, сила тока или напряжение дуги должны быть изменены, чтобы сохранить постоянную форму сварного шва.
Защитный газ
Защитный газ - определяет эффективность защиты зоны сварки, а также способ переноса металла в дугу, скорость сварки и форму сварного шва.
Инертные газы, аргон и гелий, прекрасно защищая расплавленный металл шва от атмосферы, не подходят для всех видов сварки MIG/MAG
Смешиванием гелия или аргона в правильных пропорциях с химически активными газами достигается изменение характера переноса металла в дуге, повышается и появляется устойчивость дуги. При этом удается значительно уменьшить или полностью исключить разбрызгивание.
Основные активные газы: CO2, O2, NO, N2, h3.
Расход защитного газа должен выбираться таким образом, чтобы обеспечивалась постоянная защита зоны сварки даже при сквозняке или ветре. Скорость потока следует установить такой, чтобы на один миллиметр диаметра газового сопла приходилось 1,0 л/мин.
Присадочная проволока
а) Диаметр электродной проволоки - определяет плотность тока и, следовательно, глубину проплавления и характер переноса металла в дуге. При заданном значении тока скорость наплавки увеличивается по мере уменьшения диаметра проволоки.Проволока малого диаметра, до 1,2 мм, рекомендуется для сварки соединений тонких листов и для сварки в вынужденных положениях. Проволока диаметром более 1,2 мм¸4,0 мм используется при полуавтоматической или автоматической сварке в положении под уклон.
б) Длина выхода свободного электрода - влияет на интенсивность нагрева проволоки по длине между контактным наконечником и оплавляемым концом проволоки, а значит, на ее температуру и скорость плавления. Соответственно, по мере увеличения длины свободного выхода электрода при той же силе проплавления электрода значительно возрастает, так что скорости наложения присадочных валиков при многослойной сварке выше.
Сварочное оборудование MIG/MAG
(а) источники питания сварочной дуги
Основными узлами при сварке плавящимся электродом в среде защитных газов являются источники питания дуги, которые подают энергию дуге.
В качестве источников питания используются следующие выпрямители:
светодиод,
тиристор,
инверсия.
(b) устройства подачи электродной проволоки
Вторым важным узлом, используемым в сварочном оборудовании плавящимся электродом в среде защитного газа, является механизм подачи проволоки.Существует два способа подачи электродной проволоки: классический (используемый давно) с использованием роликов с приводом от классической передачи и более новый с планетарной передачей. Механизм подачи проволоки состоит из приводного двигателя, механического редуктора, приводных роликов проволоки, катушки с проволокой и системы управления.
(с)
сварочные горелкиГорелки сварочные изготавливаются в двух исполнениях: трубчатые - с естественным или водоохлаждаемым и пистолетные - снабженные "тянущим" узлом привода электрода, с водяным охлаждением.Ручки должны быть легкими и удобными в использовании, а их вес не должен превышать 0,4 кг. Для обеспечения хорошего прохождения тока к подвижному проволочному электроду используется контактная трубка, отверстие которой должно соответствовать диаметру проволоки. Сварочный пистолет соединяется с питателем шлангом. В случае водоохлаждаемых горелок кабель состоит из защитной оболочки, шланга подачи газа, кабеля водяного тока, шланга подачи воды, шланга с внутренней вставкой для транспортировки проволочного электрода и контрольных проводов.
Сварка МИГ/МАГ (Metal Inert Gas/Metal Active Gas) - сварка плавящимся электродом в среде инертного газа (MIG) или активного газа (MAG). Наиболее часто применяемыми защитными газами являются аргон, гелий и смеси этих газов. Однако в качестве активных газов - углекислый газ или его смесь с аргоном.
В методе MIG/MAG электрическая дуга горит между заготовкой и проволочным электродом. Дуга и ванна расплавленного металла защищаются потоком инертного или активного газа.Метод подходит для сварки большинства материалов, подбирая электродную проволоку, подходящую для разных металлов.
Параметры сварки [править]
ток: 60–500 А [1]
тепловая мощность: 1,25 кВт [1]
напряжение: 18-28 В
скорость сварки 0,2-0,5 м/мин
диаметр сварочной проволоки: обычно 0,5-4,0 мм [1]
расход защитного газа 12-30 л/мин
Применение метода [править]
в технологических линиях и сборочных работах
для автоматической и полуавтоматической сварки
Преимущества метода [править]
хорошее качество сварки
высокая производительность
возможность роботизированного метода
возможность сварки элементов с широким диапазоном толщин
можно приваривать во всех положениях
Недостатки метода [править]
предназначен только для сварки нелегированных (MAG) сталей
.при сварке с углекислотной защитой наблюдается большое разбрызгивание металла (MAG)
необходимость использования ветрозащиты при сварке на открытом пространстве
Станция сварки MIG/MAG включает в себя:
Источник питанияс системой управления.Популярные названия: сварочный полуавтомат, мигомат.
Механизм подачи проволоки - может быть встроен в источник питания или размещен снаружи,
пакет шлангов — соединяет механизм подачи проволоки с источником питания — необходим только в том случае, если механизм подачи проволоки находится вне источника питания,
Многофункциональный кабель с держателем MIG/MAG для подачи сварочного тока на проволоку, защитного газа, управления и опциональной системы охлаждения,
кабель заземления с зажимом, соединяющий заготовку с источником питания,
Источник защитного газа - газовый баллон,
опционально - система водяного охлаждения рукоятки - жидкостный охладитель.
Как сваривать полуавтоматом (мигомат) - основная информация
Перед началом сварки с помощью migomat необходимо выбрать основные параметры сварки, описанные ниже.
Дуга зажигается нажатием кнопки на сварочной горелке. Зажигание контактного типа. Поскольку проволока продвигается с заданной скоростью, длина дуги остается приблизительно постоянной из-за эффекта саморегулирования. После начала сварки равномерно перемещайте сварочный пистолет вдоль сварного шва.Следует соблюдать форму сварного шва, положение и расстояние держателя от свариваемого элемента должны быть постоянными. Сварщик всегда должен сосредоточиться на создании правильного сварного шва. Момент невнимательности увеличивает риск ошибки. В этом случае остановите сварку, а затем возобновите сварку.
Основные параметры процесса сварки методом MIG/MAG
Тип и полярность сварочного тока - в методе MIG/MAG используется постоянный ток с положительной полярностью, вызывающий интенсивное плавление сварочной проволоки.
Сварочные полуавтоматы более высокого класса позволяют производить сварку пульсирующим током и даже током двойной пульсации. Между проволокой и сварным швом горит маломощная дуга, питаемая базовым током и прерываемая импульсами тока очень большой силы. Все параметры подобраны таким образом, чтобы при слабом токе на конце проволоки образовывалась одна капля жидкого металла, а затем высокоимпульсным способом без короткого замыкания переносилась ее на сварной шов.Первоначально импульсная сварка применялась для сварки алюминия и нержавеющих сталей. Самым большим преимуществом импульсной сварки является сварной шов без брызг с правильным поперечным сечением и без пористости. В случае соединений никеля и других трудносвариваемых материалов это также облегчает работу сварщика.
Ток и напряжение дуги - сварочные полуавтоматы имеют плоскую характеристику напряжения источника тока, поэтому напряжение дуги является непосредственно регулируемым параметром.С другой стороны, сварочный ток зависит от значения установленного напряжения, а также от скорости подачи проволоки и ее диаметра. Величину напряжения можно регулировать ступенчато или плавно в мигрантах. Чем выше напряжение, тем длиннее дуга, что приводит к меньшей глубине проплавления и более широкой поверхности сварного шва. Слишком сильное натяжение увеличивает разбрызгивание, пористость и риск подрезания и прилипания. Слишком низкое напряжение может сделать процесс нестабильным.
Скорость подачи проволоки - рядом с напряжением дуги, второй базовый параметр, устанавливаемый при сварке полуавтоматом.При заданном значении напряжения дуги скорость подачи проволоки должна быть установлена такой, чтобы процесс ее плавления имел устойчивое течение.
Тип и диаметр проволоки - тип проволоки выбирается в зависимости от свариваемого материала. Сварочная проволока имеет следующие диаметры: 0,6 мм, 0,8 мм, 1,0 мм, 1,2 мм, 1,6 мм и выбирается в зависимости от толщины свариваемого элемента и положения сварки. Важна плотность тока, протекающего по сварочной проволоке. Чем меньше диаметр, тем больше плотность и больше глубина проникновения.Плотность тока также влияет на характер переноса металла в дуге.
Тип и расход защитного газа - тип защитного газа оказывает большое влияние на процесс сварки. Нелегированные и низколегированные стали в основном сваривают в защите активных смесей на основе аргона с добавками СО2 или СО2 и О2, что дает лучшее качество сварки и производительность, чем при использовании только СО2, газ которого рекомендуется применять только при низких -углеродистые стали.
Все металлы можно сваривать инертными газами, такими как аргон, гелий и их смеси, но практически используются для сварки металлов, подверженных окислению, таких как Al, Mg, Cu, Ti, Zr и их сплавы.
Высоколегированные стали также можно сваривать в одних инертных газах, но процесс более благоприятен в смеси аргона с добавкой 1÷3% О2 или 2÷4% СО2.
Расход защитного газа следует выбирать таким образом, чтобы обеспечить эффективную защиту сварочной дуги и сварочной ванны даже при небольших сквозняках. Ориентировочно скорость потока должна составлять 1,0 л/мин. на каждый миллиметр диаметра газового сопла.
Свободный выход - длина удлинения провода, измеряемая как расстояние от плавящегося конца провода до контактного наконечника.Сварщик со свободным выходом проволоки регулирует высоту держателя над заготовкой. Длина удлинения проволоки влияет на интенсивность нагрева проволоки по длине между контактным наконечником и плавящимся концом проволоки, а значит, на ее температуру и скорость плавления. Соответственно, с увеличением длины выхода свободного электрода при той же силе проплавления электрода значительно возрастает, а значит, и скорости сварки выше. Слишком большой выступ проволоки нарушает стабильность дуги, что приводит к образованию так называемого«стрельба» и повышенное разбрызгивание. Слишком короткий свободный отвод приводит к слишком близкому расположению дуги к контактному наконечнику и может привести к залипанию провода и повреждению наконечника.
Длина свободного выхода зависит, в частности, от от типа и диаметра проволоки, тока дуги и напряжения. Например, при сварке MAG коротким замыканием оптимальная длина составляет 6 ÷ 15 мм, а при дуговой сварке струей — 18 ÷ 25 мм.
Скорость сварки - это скорость, с которой движется конец проволоки с раскаленной дугой.Скорость – это результирующий параметр для заданного тока и напряжения дуги при сохранении правильной формы сварного шва. Если скорость сварки необходимо изменить даже незначительно, измените скорость подачи проволоки или напряжение дуги, чтобы сохранить форму сварного шва постоянной. Скорость ручной сварки обычно находится в пределах 0,25÷1,3 м/мин.
Наклон рукоятки — наклон рукоятки зависит, среди прочего, от от типа соединения и сварки, а также от положения сварки. Осадка определяет глубину проплавления, а также ширину и форму поверхности сварного шва.Наклон рукоятки в сторону сварки дает большую глубину проплавления при меньшей ширине шва. Наклон в противоположном направлении уменьшает глубину проплавления, а поверхность сварного шва становится выше и шире, что позволяет сваривать более тонкие материалы.
Способ перетекания жидкого металла из плавящейся проволоки в сварочную ванну в процессе сварки MIG/MAG влияет на ее стабильность, размер брызг, возможность сварки в определенных положениях, форму шва, глубину проплавления и производительность сварки.
В зависимости от заданных параметров сварки: тока, напряжения дуги и состава защитного газа можно просто разделить поток жидкого металла на короткозамкнутый, распыленный и смешанный.
При низком сварочном токе и низком напряжении дуга короткая, а капли, образующиеся на кончике электрода, большие и иногда вызывают короткое замыкание сварочной цепи. Образовавшаяся дуга короткого замыкания имеет низкую энергию и подходит для сварки тонких элементов во всех положениях и более толстых элементов в вынужденных положениях.Дуга короткого замыкания обеспечивает хорошее проплавление и низкое разбрызгивание, но не очень гладкую поверхность сварного шва.
Повышение только напряжения и, следовательно, удлинение дуги вызывает так называемое крупнокапельный проход без короткого замыкания, характеризующийся меньшей стабильностью, повышенным разбрызгиванием и неровной поверхностью.
Одновременное увеличение тока и напряжения дуги вызывает смешанный поток, что очень неблагоприятно - неустойчиво, с большим разбрызгиванием и очень неровной поверхностью.
Повышение тока и напряжения дуги дополнительно инициирует поток большого количества мелких капель в дуге, называемый струйным потоком.Сварка струйной дугой обеспечивает высокую производительность, увеличивается глубина проплавления шва, уменьшается количество брызг, поверхность сварного шва становится гладкой. Из-за высокой энергии сварки и объема сварочной ванны сварка струйной дугой возможна только в положении вниз по склону. Подходящий состав защитного газа также является предпосылкой для появления потока брызг. Дуга факела не возникает, когда защитный слой состоит только из СО2 или его доля в смеси превышает 20 %.
Поисковик
Связанные страницы:
Сварка МИГ
Сварка МИГ
Сварка МИГ, различные
Сварка МИГ, различные
Сварка МИГ МАГ,
Сварка МИГ, практические занятия
Сварка МИГ Маг и т.д. 135)
Сварка металловMIG-MAG, Люблинский технический университет, Исследования, Исследования, Sprawka 5 семестр
mig mag tig report, Сварка, TIG
MAG MIG, MAG
сварка Технология сварки высоколегированных сталей 97 2003
Презентация дуговой сварки
Сварка и наплавка с электроды с покрытием
Брошюра Свариваемость PL сварка inox
СВАРНЫЕ СОЕДИНЕНИЯ [Пример 1]
POL WELDED
Универсальное монтажное соединение, сварное DS
больше похожих страниц
.Сварка MAG - Arms-Spawalnicze.pl
Метод сварки МАГ основан на дуговой сварке плавящимся электродом в среде газовых смесей или активных химических газов. Его название происходит от английского термина Metal Active Gas. Он заключается в плавлении проволоки в электрической дуге, которая сматывается с барабана с постоянной скоростью. Выходящий из сопла газ (углекислый газ) защищает проволоку, электрическую дугу и сварочную ванну от неблагоприятного воздействия воздушной атмосферы.Этот метод используется для сварки цветных металлов и легированных сталей.
В случае метода МАГ защитным газом является углекислый газ и его смесь с аргоном. Он используется в следующих пропорциях: 18-20% CO2 и 80-82% Ar и обычно называется коргоном или смесью. В этом методе электрическая дуга горит между присадочной проволокой и заготовкой, создавая сварной шов.
Этот метод, как и любой другой, имеет свои преимущества и недостатки. Наиболее важные преимущества:
- возможность сварки материалов различной толщины,
- возможность наблюдения за дугой и сварочной ванной,
- высокая производительность,
- высокое качество получаемых сварных швов,
- возможность роботизировать весь процесс.
Недостатки метода МАГ:
- риск разрушения газового щита непредвиденным выбросом воздуха,
- в основном подходит только для нелегированных металлов,
- при полуавтоматической сварке качество соединения во многом зависит от ручных навыков сварщика.
Сварочные станции MAG состоят из следующих элементов:
- Источник электроэнергии с системой управления (мигомат, сварочный полуавтомат),
- механизм подачи проволоки (встроенный в источник питания или внешний),
- составной кабель, соединяющий фидер с источником питания (только когда фидер находится вне источника питания),
- многофункциональный кабель с держателем MAG, подающий сварочный ток на проволоку,
- кабель заземления, соединяющий источник питания с заготовкой,
- газовый баллон (источник защитного газа),
- или жидкостный охладитель (система водяного охлаждения ручки).

Сварочный аппарат для сварки MIG/MAG
Метод МАГ в настоящее время используется для соединения нелегированных, конструкционных, низколегированных и высоколегированных сталей. Сварка мигоматом (полуавтоматом) применяется практически во всех отраслях сварки - тяжелой и машиностроительной промышленности. Кроме того, полуавтоматические сварочные аппараты часто встречаются в отрасли обработки листового металла, особенно в автомобильной промышленности и мелкой промышленности. Их также можно использовать во время работы по дому.
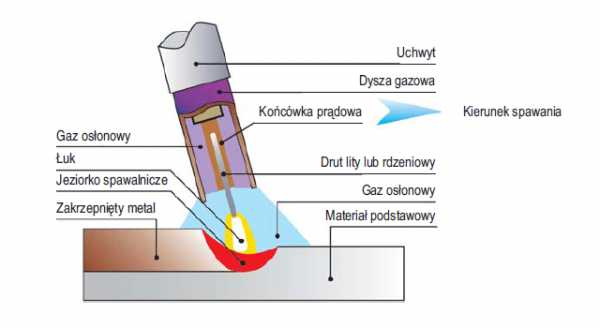
Схема сварки MIG/MAG
Скорость ручной сварки значительная и составляет в среднем около 1м/мин. Производительность составляет 2-8 кг вяжущего/час и выше, чем при сварке под флюсом (при той же силе тока). Единственным ограничением является потеря электродного металла при напылении. Они могут составлять 7-15% в зависимости от условий сварки и используемого оборудования. Метод MAG обычно называют полуавтоматической сваркой, так как это механизированный и ручной процесс одновременно.
Благодаря возможности манипулирования сварочным держателем и свариваемым объектом, он поддается всем видам механизации и автоматизации. Тогда скорость сварки может быть значительно выше. Однако он также требует применения большей мощности, напряжения и т. д. Кроме того, выполненный таким образом стык может иметь менее эстетичный вид лица, поэтому рекомендуется использовать смешанные аргоносодержащие экраны.

Пример использования сварки в технологии MAG
Во время работы рабочее место сварщика должно быть надлежащим образом оборудовано и закреплено.Сам сварщик во время работы должен быть надлежащим образом одет. Экипировка и должность сварщика MAG включают:
- сварочный стол (читать статью) со сварочным вытяжным устройством (читать статью)
- Перчатки из хромированной кожи и термостойкой кожи (свиной и коровьей кожи) с негорючей пропиткой,
- Обувь защитная конструкции типа В или С (сапоги или полуботинки), устойчивая к искрам и металлическим брызгам, из кожи, стойкой к высоким температурам,
- комбинезон из ткани с противотуманной пропиткой и особыми диэлектрическими свойствами, напр.кожаные фартуки без карманов, складок и манжет,
- средства защиты глаз, например, капюшон или сварочный шлем.
Аналог
.Сварка алюминия TIG и MIG
Алюминий является вторым наиболее часто используемым сплавом в мире. Его плотность в три раза ниже, чем у железа. Важнейшими его преимуществами, помимо малого веса и высокой прочности, являются: малый вес и устойчивость к ржавчине.
В дополнение к своим антикоррозионным свойствам алюминий также имеет низкую температуру плавления и хорошую электропроводность. Неудивительно, что все больше и больше людей хотят сваривать алюминий.- отмечается его широкое применение в следующих отраслях: пищевой, автомобильной, авиационной, строительной, а также в электротехнической промышленности. На сегодняшний день наиболее важную роль играют алюминий и его сплавы в автомобильной промышленности.
Размещение алюминиевых компонентов в транспортных средствах делает их намного легче, чем изготовленные из других металлов, благодаря чему снижается вес транспортного средства, что приводит к более экономичному расходу топлива и меньшему выбросу CO2 в атмосферу.
Способы сварки алюминия
При выборе способа сварки алюминия надо знать, что весь процесс зависит не только от навыков сварщика, но и от толщины свариваемого материала. Различные виды сварки могут дать совершенно разные результаты.
Вообще, у нас есть два метода сварки алюминия - MIG (Metal Inert Gas) и TIG (Tungsten Metal Gas) . Выбор любого из этих способов зависит в первую очередь от толщины металла, который мы хотим сварить. Сварка алюминия методом MIG применяется в случае толщины материала более 1 мм. Чем больше диаметр проволоки, тем толще должны быть алюминиевые сплавы, которые мы хотим сварить.
Сварка ВИГ AC в среде инертного газа является наиболее популярным методом, особенно для тонкого алюминия. В качестве защитного газа в обоих методах используется аргон – он допускает значительную токовую нагрузку. Если мы выберем сварочный аппарат TIG, нам придется вооружиться неплавящимся электродом, также называемым вольфрамовым электродом.
 Газовый баллон для сварки алюминия
Газовый баллон для сварки алюминия Процесс сварки алюминия – как сваривать алюминий?
При сварке алюминия учитывают реакцию металла с кислородом и быстро образующийся оксид.Следует помнить, что оксид твердый и имеет высокую температуру плавления (около 2050°С), поэтому легко может вызвать дефекты сварного шва. Оксид тяжелее расплавленного металла и может образовывать в нем включения.
Поэтому при сварке алюминия необходима правильная подготовка - сначала удалите слой металлических загрязнений со склеиваемых поверхностей. Для очистки алюминия от оксидов используется щетка из нержавеющей стали и специальные химические вещества, благодаря которым мы снизим риск образования пор.
Свойства алюминия и его сплавов можно разделить на две группы по свариваемости:
● материалы, пригодные для сварки – сплавы Al, AlMn, AlMg, AlSi
● трудносвариваемые сплавы – сплавы AlCuMg, AlMgSi, AlZnMg
Na при сварке алюминия и его сплавов основное влияние будет оказывать их химический состав, механические и физические свойства. Основной проблемой при сварке является необходимость удаления слоя оксида алюминия. Проблемы со сваркой также могут быть вызваны большой разницей температур плавления Al и Al 2 O 3 (660 и 2060 °С соответственно), а также большим удельным весом оксида (4 г/см 3 ), чем у жидкого металла (2,4 г/см 3 ).В результате частицы Al 2 O 3 попадают на дно шва, делая его пористым.
Еще одной проблемой при сварке алюминия является высокая теплопроводность алюминия, которая с одной стороны затрудняет локальный нагрев металла до точки плавления, а с другой стороны вызывает быстрое охлаждение материала - в результате , в сварном шве создаются высокие сварочные напряжения, которые легко могут повредить соединение.
Высокая теплопроводность алюминия требует увеличения погонной энергии сварки.При традиционных способах сварки алюминиевых сплавов (MIG, TIG) это приводит к образованию широкой околошовной зоны вокруг сварного шва.
Низкая прочность алюминия при температурах выше примерно 500 °С также оказывает негативное влияние, вызывая появление горячих трещин, а также высокое тепловое расширение, приводящее к образованию значительных трещин в сварных швах.
Из-за отсутствия смены переходных цветов при нагреве алюминия трудно определить степень нагрева металла и близость точки плавления - это значительно затрудняет выполнение правильного соединения.
Сварочный аппарат TIG для сварки алюминия
Аппараты для сварки TIG чаще всего используются для сварки алюминия. Это метод дуговой сварки в среде защитного газа, гарантирующий высочайшее качество сварных швов. В этом методе весь процесс осуществляется неплавящимся и термостойким вольфрамовым электродом, который создает сварочную дугу, нагревающую и плавящую алюминий.
Наиболее распространенным защитным газом является аргон высокой чистоты или смеси аргона и гелия.Чистый гелий используется для автоматической сварки постоянным током с отрицательным полюсом на электроде.
Интенсивность тока соответствует толщине материала, а также диаметру сопла и расходу газа. Диаметр вольфрамового электрода подбирается таким, чтобы на 1 мм приходился ток 40 ампер. Диаметр сварочного стержня должен соответствовать диаметру сварочного электрода .
При сварке тонких листов в нижнем положении на малых токах целесообразно нагревать вольфрамовый электрод, зажигая дугу на графитовой пластине и затем перенося дугу на свариваемые детали.
Наплавленный металл подается в сварочную ванну путем продвижения проволоки назад и вперед. Заключается в перемещении бруска к бассейну и затем, после оплавления конца бруска, отодвигании его на такое расстояние, чтобы конец оказался вне зоны наибольшей температуры.
Техника сварки более толстых алюминиевых деталей в наклонном положении немного отличается. Более высокий сварочный ток делает взрыв дуги намного сильнее, а также увеличивает сварочную ванну. Каждое введение проволоки в зону действия сварочной дуги вызывает сильное ее возмущение, разбрызгивание жидкого металла и контакт алюминия с вольфрамом, что приводит к остановке сварки.
Поток металла шва в сварочную ванну должен поддерживаться. Провод должен иметь очень небольшой угол к элементу. В зависимости от толщины свариваемых элементов выполняют одно- или многослойные швы. Однослойные швы можно выполнять до толщины 6 мм, многослойные швы – выше этой толщины.
Сварка алюминиевой поверхности с помощью Migomat
Метод сварки MIG предполагает сварку с использованием аналогичного инертного защитного газа, например, гелия или аргона. Сварка осуществляется с помощью электрической дуги, создаваемой между плавящимся электродом и свариваемой частью алюминия.
Сварные швы, выполненные таким образом, отличаются хорошим качеством, эффективностью сварки и низкими затратами на сварку. При сварке МИГ, в зависимости от параметров тока, различают метод короткого замыкания и метод распыления.В случае сварки алюминия ток не должен быть очень высоким для переноса капель, так как температура плавления намного ниже, чем у стали.
Первое, с чего нужно начать при сварке алюминия Мигоматом, это заменить вставку в держателе со штатного металла на тефлоновую. Этот тип вставки улучшит скольжение алюминиевой проволоки в держателе и предотвратит ее деформацию.
То же самое касается и роликов в подающем устройстве, их необходимо заменить на те, у которых форма канавок напоминает букву "U" - это также направлено на уменьшение деформации, которая может возникнуть на сварочной проволоке.
Чтобы обеспечить подачу проволоки точно в точку сварки, наша машина должна быть оснащена механизмом подачи проволоки с 4 роликами. После установки проволоки в держатель замените контактный наконечник на один с маркировкой «А» для сварки алюминия — из-за расширения алюминия при нагреве.
Современное сварочное оборудование также позволяет производить сварку импульсным током, функция, которая будет полезна при сварке тонких алюминиевых деталей.При сварке алюминия используйте аргон в качестве защитного газа и нагревайте материал перед сваркой. Нагрев материала не требуется, если в качестве защитного газа используется смесь Ar + (50 ÷ 75%) He, т.к. гелий увеличивает тепловую мощность дуги. Последнее, что нужно сделать перед началом сварки, это как следует очистить материал.
Сначала обезжирьте свариваемые поверхности, например, бензином, а на следующем этапе удалите оксидные слои щеткой из нержавеющей стали.Метод MIG позволяет получить глубокий провар при сварке, поэтому листы толщиной до 6 мм не требуют снятия фаски.
Оставляйте между краями зазор около 1 мм. В пределах 6-15 мм кромки пластин имеют фаску V (угол 70°), при этом порог составляет 2-5 мм, а расстояние между кромками 1-2 мм. При возможности двусторонней сварки листы толщиной более 15 мм должны иметь фаску по Х (угол 70°) с порогом 2-3 мм. Помимо скашивания краев листов, их также необходимо обезжирить и зачистить.
Подготовленный таким образом материал дает нам уверенность в правильном соединении без дефектов.
Сварка коротким замыканием более удобна при сварке тонких листов, а также при сварке в вынужденных положениях. Для толщины 25 мм используем 100% аргон, при толщине листа 25-50% используем аргон с 10-35% гелия, а при толщине свыше 50 мм используется смесь аргона с 35-70% гелия. использовал.
Из-за высокой теплопроводности алюминия при использовании в гелиевых смесях с высокой энергией ионизации сварочные токи аналогичны таковым при сварке стали, но напряжения дуги выше.Температура плавления алюминия ниже, для того чтобы сохранить правильное сечение валика, скорость сварки значительно выше. Благодаря внедрению в сварочные аппараты функции импульсной сварки удалось получить надежность соединений как при методе TIG и снизить риск образования горячих трещин.
90 135 Какова толщина свариваемого материала методом MIG?| Толщина материала [мм] [мм] | Диаметр электродной проволоки [мм] | Ток [A] |
[л / мин] 47 | Скорость сварки [мм / мин] |
| 2 3 4 3 5 5 6 8 8 10 12 20 12 20
0,8 1.0
1.2
1.6 1.6 2.0 2.0 2.4 2.4 | 90-130 100-150 150-200 150-200 180-240 220-240 220-270 250-300 280-320 300-370 350-400 | 22-24 22-24 22-24 24-25 24-25 24-25 25-26 26-28 26-28 26- 28 | 7.5 6.0 5.0 5.0 4000 5.0 4,8 5.0 3.8 4.0 47
12 14 12
14 14 15 15 18 18 18 18 20
7009 650 600 500500 500 500
500 450 450 300 |
Независимо от толщины краев соединяться, лучше всего сваривать слева направо.Сварочная горелка должна располагаться почти перпендикулярно пластинам (угол наклона горелки не более 10-20°). Сварите без перерывов и максимально короткой дугой (расстояние между газовым соплом пистолета и материалом не должно превышать 10-15 мм). Используя этот метод, вы можете сваривать в горизонтальном, вертикальном и пристенном положениях. Из-за высокой скорости процесса в настоящее время это самый экономичный метод сварки.
Метод MIG MAG когда-то применялся только для менее ответственных соединений из-за микропористости сварных швов и, как следствие, снижения прочности.Благодаря современному сварочному оборудованию и все более качественным материалам соединения, выполненные с помощью мигоматов , в настоящее время обладают достаточной прочностью.
Как полуавтоматическая, так и автоматическая сварка позволяют выполнять сварку во всех положениях, включая вертикальное положение и положение у стены.
Смотрите другие интересные статьи нашего сварочного блога:
- Сварка цинка - вся самая важная информация о сварке цинка
- Сварка латуни - вся самая важная информация о сварке этого металла
- Сварка электродом - вся самая важная информация о сварке электродом ММА
- Инверторные сварочные аппараты - все об инверторных сварочных аппаратах
- Рабочий цикл сварщика - все об инверторных сварочных аппаратах рабочий цикл
- Электрогенераторы - все о электрогенераторах для инверторных сварочных аппаратов
.Услуги по сварке алюминия Люблин предоставляет MIG с использованием робота и вручную TIG
Алюминий— это цветной металл с уникальными свойствами, которые позволяют использовать его во многих отраслях, таких как парусный спорт и авиация. Он имеет плотность 2,7 г/см 3 и часто используется там, где очень важен малый вес конструкции. Хотя технически чистый алюминий и большинство его сплавов обладают пониженной механической прочностью и твердостью. Некоторые сплавы могут иметь улучшенные свойства для специальных применений и, как и сталь, могут быть обработаны для улучшения механических свойств.При сварке алюминия нужен источник, вырабатывающий переменный ток, так как алюминий нельзя сваривать постоянным током. Это относится, в частности, к аргонно-дуговой сварке.
Что такое полуавтоматическая сварка MIG алюминия?
Полуавтоматическая сварка алюминия МИГ (мигомат) в среде защитного газа — один из способов обработки цветных металлов специальной сварочной проволокой. Для защиты алюминиевого соединения от кислорода (окисления) применяют инертный газ, в основном смесь или чистый аргон.Сварщик вручную перемещает горелку, через которую автоматически подается сварочная проволока и защитный газ с заданной скоростью и требуемым давлением. В поисках опытного профессионала, который будет выполнять сварку алюминия , Люблин имеет на своей территории компанию, которая, благодаря профессионализму своих сотрудников, может предложить услуги высокого качества по сбалансированной цене.
Сварка алюминия существенно отличается от сварки обычной стали тем, что обладает высокой теплопроводностью.По этой причине рекомендуется предварительно разогревать детали и увеличивать скорость подачи пломбировочного материала. Как правило, полуавтоматическая сварка алюминия применяется на малых и крупных производствах, при работе на ремонтно-строительных предприятиях, в авиационной, пищевой и химической промышленности, в мастерских, на станциях технического обслуживания и т. д.
Сварка алюминия в Люблине - сварочный робот MIG (сварка тонкостенного алюминия) обеспечивает использование:
Профессиональное оборудование и материалы
Высококачественная сварочная проволока
Высококвалифицированные сварщики
Высококачественный инертный газ или смесь.
При наличии всех вышеперечисленных факторов достигается качественное сварное соединение МИГ, металлы соединяются путем их нагрева дугой.
Характеристики сварки ВИГ - ручная сварка алюминия
Алюминий — цветной металл с высокой температурой плавления из-за наличия на его поверхности тугоплавкого оксидного слоя. При этом алюминиевые изделия не меняют цвет при нагревании.В процессе сварки алюминия ТИГ в полуавтоматическом аппарате сварочная дуга образуется между сварочной проволокой и обрабатываемым металлом, а в инверторах ТИГ между вольфрамовым электродом и свариваемым металлом. Свариваемые детали можно соединять, переплавляя разделку под сварку. Полуавтоматическая сварка MIG более эффективна, чем ручная сварка TIG.
TIG сварка алюминия в несколько раз медленнее, чем полуавтоматическая сварка. При сварке аргонодуговой или аргоно-гелиевой смесью обеспечивается более прочное сварочное соединение, поэтому его применяют для таких областей и задач, как: трубопроводы высокого давления, тонкие листы, соединительные элементы, напр.усиленная арматура, сварка стали и т. д. При заказе сварки алюминия в Люблине, например, сварки тонкостенных алюминиевых профилей, услуга будет выполнена с использованием материалов, обеспечивающих прочность соединений и идеальное соединение элементов. Этот вид сварки используется в пищевой, химической и автомобильной промышленности.
.










 Вызов дизайнера:
Вызов дизайнера:


Действующие акции

скидка для внимательных клиентов 7% от общей стоимости заказа.

