Салон штор в Санкт-Петербурге




Диаметр заготовки для нарезания резьбы плашкой
ГОСТ 16093-2004В работе часто возникает необходимость нарезания наружной метрической резьбы и некоторые из рабочих не знают как правильно протачивать диаметр под резьбу, то есть номинальный диаметр и предельное отклонение. Данная таблица поможет молодым специалистам разобраться в нарезании метрической резьбы и возможно сократить брак. Табличные значения могут пригодиться на рабочих местах. Диаметры стержней под нарезание метрической резьбы регламентированы ГОСТ 16093-2004.
Стандартный шаг метрической резьбы обозначен (*) | ||||||||
Как нарезать резьбу плашкой - нарезание резьбы на трубе, таблица резьб.
При необходимости ручной нарезки наружных резьб для трубного соединения, изготовления шпильки или болта под гайку с метрической резьбой, чаще всего используется простой, но достаточно эффективный инструмент – плашка. Процесс подготовки резьбы достаточно прост, если точно следовать ниже приведенным инструкциям.
Подготовка к нарезанию резьбы плашкой
Прежде чем нарезать резьбу плашкой на пруту или на трубе необходимо подобрать инструмент нужного диаметра и шага. Сама плашка представляет собой гайку с режущими зубцами конической формы с отверстиями для крепления в воротке. Плашки могут быть цельными, разрезными, раздвижными, иметь круглую, квадратную или шестигранную форму.
В первую очередь необходимо подобрать материал и инструмент требуемого диаметра. Ниже приведена таблица соответствия наиболее популярных диаметров для метрической, дюймовой и трубной резьб с примером подбора заготовки под резьбу М6
Как видим по таблице, для нарезки резьбы М6 нам необходим прут диаметром 5,8 мм. При более высоких диаметрах резьб есть допустимое минимальное и максимальное значение толщины прута. Нарушать его нельзя – при превышении диаметра вы рискуете сломать плашку, при значении меньше минимального – получите слабую резьбу.
Перед тем как начать нарезание наружной резьбы плашкой, помимо самого инструмента и заготовки, необходим подходящий по форме и размеру вороток, а также машинное масло. После этого можно приступать непосредственно к самой нарезке.
Порядок нарезки резьбы
Перед началом нарезки необходимо снять фаску с наружной части трубы или заготовки под углом 45°. Это необходимо для облегчения первых витков и фиксации плашки.
Дальнейшие действия:
- Закрепите трубу или заготовку в строго вертикальном положении. Наилучшим вариантом чтобы избежать перекосов являются слесарные тиски, но можно использовать и газовый ключ.
- Смажьте инструмент маслом.
- Приложите плашку к головке прута в строго горизонтальном положении и начните с первых нескольких кругов.
- При явном перекосе на первых кругах снимите плашку, обстучите заготовку и начните заново.
- При вращении на первых витках одновременно равномерно нажимайте на ручки воротка для начала процесса резки.
- После нескольких первых витков проверьте правильность нарезки. Это можно сделать по горизонтальности плашки и воротка, что можно проверить уровнем. Далее, при правильном положении инструмента, можно продолжить нарезание трубной резьбы плашкой на всю необходимую длину.
- При достижении примерно середины длины вдавливающее усилие можно ослабить, далее начинается процесс самозатягивания.
- После одного – двух витков необходимо провернуть плашку на половину оборота назад для удаления стружки.
- После нарезки на нужную длину просто верните инструмент обратно по готовой резьбе.
Необходимо учесть, что плашка может иметь несколько номеров, чаще всего 2. В этом случае после нарезки черновой резьбы необходимо поочередно пройтись каждым из номеров для окончательного формирования профиля резьбы.
Нарезание наружной резьбы
Нарезание наружной резьбы
- Подробности
- Категория: Сортовой прокат
Нарезание наружной резьбы
Резьба представляет собой винтовую канавку, образованную на деталях вращения. Широко применяется для соединения деталей между собой (крепежная) и для передачи движения (как, например, в ходовом винте токарного станка или тисков).
В резьбовых соединениях применяют болты, шпильки и винты. Болт – цилиндрический стержень с головкой на одном конце и с резьбой на другом(см. рис справа а). Шпилька - цилиндрический стержень с резьбой на обоих концах. Один конец шпильки ввинчивается в одну из соединяемых деталей, а на другой конец устанавливают скрепляемую деталь и навинчивают гайку(б). Винт - цилиндрический стержень с резьбой для ввинчивания в одну из соединяемых деталей и головкой различных форм(в).
Основные элементы резьбы: угол подъема винтовой линии а,
шаг резьбы р, угол профиля у, наружный и внутренний диаметры (рис. слева). В зависимости от назначения резьбового соединения применяются разные типы резьб.
По направлению витков резьба бывает правой и левой (рис. справа). Чаще всего нарезают правую резьбу.
Для нарезания наружной крепежной резьбы используют специальный инструмент — плашки. Они бывают круглые(рис. слева а), резьбонакатные(б) и раздвижные(в).
Круглая плашка (рис. справа) выполнена в виде гайки из закаленной стали. Резьбу плашки пересекают сквозные продольные отверстия. Образовавшиеся режущие кромки в форме клина и канавки обеспечивают резание заготовки и одновременный выход стружки. Для того чтобы торец стержня (заготовки) лучше входил в плашку с торцевых сторон, ее резьба имеет меньшую высоту профиля. Это так называемая заборная часть. Круглые плашки в соответствии со стандартом предусмотрены для нарезания метрической резьбы диаметром от 1 до 76 мм. Их закладывают в гнезда плашкодержателя и фиксируют там шпильками(или болтами) со шлицем для отвертки.
Плашка 4 (рис. слева) со специальными вырезами 6 крепится в плашкодержателе 5 или в воротке тремя либо четырьмя винтами в зависимости от ее размеров и условий эксплуатации. Один или два винта 7 служат для закрепления, винты 1 и 3 — для закрепления и сжатия плашки при регулировании ее размера после прорезания перемычки. Разжимается плашка с помощью винта 2.
В корпусе резьбонакатной плашки(рис. б выше) установлены накатные регулируемые ролики с резьбой. Металл заготовки не режется, а выдавливается. За счет этого поверхность резьбы получается более чистой, а сама резьба — более качественной и точной.
Раздвижные призматические плашки (рис. в выше) состоят из двух раздвигающихся и отодвигающихся полуплашек.
Определенный интерес представляет вороток для установки и крепления плашек (рис. справа) с дополнительным направляющим кольцом 16, которое помогает выдерживать направление на цилиндрических заготовках 12 (стержней, толкателей пресс-форм и винтов, съемников штампов). Дополнительное устройство можно использовать в обычных воротках.
Во внутренней части обоймы 1 воротка имеется обработанное квадратное окно со вставленными призматическими плашками. На боковой стороне обоймы установлен винт 15, прижимающий плашки 9 во время работы, а с боковых сторон обоймы в корпус 11 ввернуты две ручки 13 для захвата руками. В нижней части обоймы установлена шайба 14, закрепленная винтами 8, и два направляющих штифта 10, по которым перемещается кольцо 16.
Для того чтобы нарезать резьбу плашкой на стержне, надо сначала узнать наружный диаметр резьбы d и ее шаг р(см. рис. слева). Эти данные обозначены на плашке. Затем по таблице (см. табл. ниже) определить диаметр стержня для этой резьбы и выбрать заготовку.
| Диаметр резьбы | Шаг (Р) | Диаметр стержня | |
| Наименьший | Наибольший | ||
| М5 | 0,75 | 4,8 | 4,8 |
| М6 | 1 | 5,8 | 5,8 |
| М8 | 1,25 | 7,8 | 7,9 |
| М10 | 1,5 | 9,75 | 9,85 |
| М12 | 1,75 | 11,76 | 11,88 |
При этом надо обязательно учитывать, что, когда нарезают резьбу, металл, особенно медь, мягкая сталь, «тянется». В результате этого диаметр стержня немного увеличивается и усиливается давление на резьбовую поверхность плашки. Она нагревается, стружка налипает на режущие кромки, и резьба становится «рваной». Все это снижает ее качество. Поэтому диаметр стержня должен быть меньше наружного диаметра резьбы на 0,1...0,3 мм в зависимости от размера резьбы. Если диаметр стержня будет меньше на 0,4...0,5 мм внешнего диаметра резьбы, то профиль резьбы получается неполным.
Выбранную заготовку надо выправить, разметить, отрезать по разметке и, закрепив ее в тисках, напильником снять фаску(рис.справа а) для того, чтобы заборная часть плашки легче захватывала металл. Следует проверить качество плашки внешним осмотром и навинчиванием ее на болт или шпильку с неповрежденной резьбой. Необходимо также тщательно проверить качество закрепления плашки в плашкодержателе, чтобы исключить возможный ее перекос и проскальзывание в гнезде.
Перед нарезанием резьбы размечают на стержне ее длину, стержень закрепляют в тисках так, чтобы выступающий над верхней плоскостью губок конец был больше нарезаемой части на 20...25 мм. Стержень ставят по угольнику под углом 90° к верхним плоскостям губок (рис. б). Плашку, закрепленную в плашкодержателе, накладывают на верхний торец стержня и с небольшим нажимом, не допуская перекоса плашки, вращают ее (рис. в). После нарезания 1—2 ниток резьбы, еще раз проверяют совпадение осей вращения плашки и стержня.
После этого смазывают маслом резьбовую часть стержня, нарезку плашки и вращают плашку, равномерно нажимая на обе рукоятки плашкодержателя (рис. г). Вращение должно быть возвратнопоступательным: один-два оборота вправо и пол-оборота влево. При этом стружка ломается, выходит через продольное отверстие. Это облегчает нарезание резьбы и улучшает ее качество.
Качество нарезанной резьбы в условиях производства проверяют резьбовыми микрометрами, резьбовыми калибрами-кольцами и резьбовыми пробками(см. рис. слева). В школьных условиях допускается проверка резьбы гайками.
После окончания работы плашку вынимают из плашкодержателя, тщательно очищают щеткой от стружки, протирают ветошью и смазывают маслом.
Нарезание резьбы плашкой можно выполнять и на токарном станке.
При нарезании резьбы плашку следует надежно закреплять в плашкодержателе.
При работе соблюдайте осторожность, чтобы рука не попала между рукояткой плашкодержателя и опорой.
Для смазки пользуйтесь кисточкой или масленкой.
Не сдувайте стружки с плашки, а пользуйтесь щеткой-сметкой.
Не допускайте попадания масла на одежду, руки.
На предприятиях применяют закаленные винты, которые ввинчивают через пробитые отверстия в двух или нескольких соединяемых деталях из листового металла. Винты, нарезая в отверстиях резьбу, соединяют эти детали. Такой способ резьбового соединения экономичен и ускоряет процесс сборки. На многих предприятиях сейчас применяются закаленные самовыдавливающие винты для стальных и чугунных деталей, твердость которых меньше, чем твердость винтов.
Резьбу на болтах и шпильках небольшого диаметра делают на токарных станках-автоматах одновременно с изготовлением самих болтов. Винты и болты также штампуют на прессах.
В массовом производстве широко распространена накатка наружной резьбы. После прохода между валиками на стержне образуется резьба. В некоторых резьбонарезных устройствах вместо валиков используются пластины из твердого сплава.
Ниже описаны основные термины и понятия, которые необходимы для усвоения материала.
Основные элементы резьбы:
Наружный диаметр резьбы - это диаметр воображаемого цилиндра, поверхность которого совпадает с вершинами наружной резьбы и впадинами внутренней резьбы.
Внутренний диаметр резьбы - диаметр цилиндра, поверхность которого совпадает с вершинами внутренней резьбы и впадинами наружной резьбы.
Средний диаметр резьбы - диаметр воображаемого соосного с резьбой цилиндра, образующая которого пересекает профиль резьбы в точке, где ширина канавки равна половине шага резьбы.
Угол профиля - угол между боковыми сторонами профиля, измеренный в осевом сечении.
Вершина профиля - участок профиля, соединяющий боковые стороны выступа.
Впадина профиля - участок профиля, соединяющий боковые стороны канавки.
Шаг резьбы - расстояние между соседними одноименными боковыми сторонами профиля в направлении, параллельном оси резьбы.
Угол подъёма резьбы - угол, образованный касательной к винтовой линии к точке, лежащей на среднем диаметре резьбы, и плоскостью, перпендикулярной оси резьбы.
Угол профиля - угол между боковыми сторонами витка, измеренный в плоскости, проходящей через ось резьбы.
Система резьб.
В промышленности применяются следующие резьбы:
Метрическая резьба - имеет треугольный профиль и служит, в основном, для соединения деталей между собой.
Метрическая резьба подразделяется на две группы: метрическая резьба с крупным шагом и метрическая резьба с мелким шагом для диаметров 0,25-600 мм.
Трубная коническая резьба - имеет то же назначение, что и цилиндрическая. Необходимая плотность соединения достигается деформацией витков трубной конической резьбы.
Коническая дюймовая резьба с углом профиля 60 град. Коническая дюймовая резьба применяется для получения плотных соединений.
Дюймовая резьба - применяется для крепёжных соединений деталей машин болтами, винтами и шпильками.
Трапецеидальные резьбы - применяются, в основном, для ходовых винтов станков и других силовых передач.
Трапецеидальные резьбы подразделяются на крупную, нормальную и мелкую.
Упорные резьбы - крупная, нормальная и мелкая - применяются преимущественно для ходовых и грузовых (с большой нагрузкой) винтов с односторонне действующей нагрузкой. В редких случаях используются как крепёжные.
Прямоугольная резьба - применяется для грузовых и ходовых винтов. Резьба сложна в изготовлении и имеет недостатки, ограничивающие её применение.
Трубная резьба цилиндрическая - трубная цилиндрическая резьба применяется в соединениях полых тонкостенных деталей, когда соединение должно быть особенно плотным.
Модульная резьба - применяется для червяков.
Схема винтовых линий: а — развертка винтовой линии; б — цилиндрическая трехугольная резьба; в — цилиндрическая квадратная резьба; г — цилиндрическая прямоугольная резьба; д — цилиндрическая
трапецеидальная резьба; е — цилиндрическая круглая резьба; ж — однозаходная резьба; з — двухзаходная резьба; и — трехзаходная резьба.
Для того, чтобы узнать шаг резьбы, применяют специальные калибры(см. рис. справа).
Нарезание Диаметры стержней под резьб
Назначение резьбы. Винтовая нарезка и ее элементы. Профили резьбы. Система резьб. Инструмент для нарезания резьбы. Конструкция и виды слесарных метчиков. Воротки. Процесс нарезания внутренних резьб. Определение диаметра сверла под резьбу по шаблону. Плашки, их конструкция. Клуппы. Процесс нарезания наружной резьбы. Определение диаметра стержня под резьбу по таблицам. [c.648]Диаметры стержней под резьбу при нарезании резьбы плашками [c.265]
Диаметр стержня под резьбу при нарезании приближенно равен [c.48]
Для определения диаметра стержней под резьбу при нарезании плашками можно рекомендовать табл. 27. [c.142]
Подготовка заготовки (детали) к нарезанию резьбы. При обточке заготовки под последующее нарезание резьбы учитывают, что при нарезании происходит некоторое выдавливание металла из впадин. Поэтому диаметр стержня под резьбу должен иметь допуск на минус , а диаметр отверстия — допуск на плюс . Выбор диаметра стержня и отверстия под [c.174]
Ответ. Диаметр отверстия под нарезание резьбы МЗО должен составлять 26,15 мм. Диаметры, "отверстий под резьбу, а также диаметры стержней под резьбу даны в табл. 16 и 17. [c.85]
Диаметры стержней под накатывание и нарезание резьб, диаметры отверстий под нарезание резьб, а также выход резьбы (сбеги, недорезы, проточки и фаски) стандартизованы. Кроме того, стандартизованы метки (в виде прорезей) на деталях с левой резьбой. [c.32]
Диаметры стержней под нарезание метрической резьбы по ГОСТ 9150—81 с допусками по ГОСТ 16093—81, изготовляемых из стали по ГОСТ 380—71, ГОСТ 4543—71, ГОСТ 1050—74, ГОСТ 10702—78, ГОСТ 5632—72, а также ГОСТ 20072—74 (кроме сплавов на никелевой основе) и меди по ГОСТ 858—78 (СТ СЭВ 226—75), стандартизованы для резьб с крупным шагом с номинальными диаметрами 1—68 мм и для резьб с мелким шагом с номинальными диаметрами 1—200 мм [125]. [c.289]
Ниже приводятся диаметры заготовок (стержней) под нарезание трубных цилиндрических резьб и отклонения диаметров стержней под нарезание метрических резьб. [c.89]
Отклонения диаметра стержней под нарезание метрических резьб [c.90]
Справочные таблицы диаметров заготовок, диаметров сверл и диаметров отверстий под нарезание резьбы разработаны с учетом изложенного выше, а также на основании практических данных машиностроительных заводов, В табл. 192 приведены диаметры стержней под нарезание метрических резьб плашками. [c.311]Диаметры стержней под нарезание резцом или фрезой метрических резьб с крупным шагом [c.312]
| Таблица 197 Диаметры стержней под нарезание резцом трапецеидальной резьбы |
Отклонения диаметров стержней под нарезание трапецеидальных резьб [c.403]
Припуск при нарезании резьбы плашками равен разности между наружным диаметром стержня, подготовленного под резьбу (см. табл. 6.3 и 6.4), и внутренним диаметром резьбы припуск снимается плашкой за один проход. Диаметры стержней под накатывание приведены в табл. 6.9. [c.252]
Примечание. В таблице указаны диаметры стержней под нарезание трубной цилиндрической резьбы по ГОСТ 6357—81, изготовляемых из сталей по ГОСТ 380-71, ГОСТ 4543-71, ГОСТ 1050-74, ГОСТ 5632-72 (кроме сплавов на никелевой основе) и меди по ГОСТ 859—78. [c.262]
Диаметры стержней под нарезание метрической резьбы выбирают по ГОСТ 19258-73, трубной цилиндрической резьбы - по ГОСТ 21347-75, а трубной конической резьбы - по ГОСТ 21349-75. [c.539]
Диаметры стержней под нарезание наружной резьбы назначаются с учетом подъема металла, и допусков на наружный диаметр резьбы по ГОСТ 19268—73. [c.477]
При нарезании наружной резьбы (так же, как и внутренней) на заготовках из вязких металлов происходит поднятие нитки (вспучивание металла), т. е. наружный диаметр резьбы получает некоторое приращение по сравнению с первоначальным диаметром стержня перед нарезанием резьбы. Поэтому диаметр стержня под нарезаемую резьбу делают на 0,1—0,2 жж меньше наружного диаметра резьбы. [c.218]Диаметры стержней под нарезание метрической резьбы по ГОСТ 9150 — 81 даны в табл. 11. В табл. 12 указаны диаметры сверл и отверстий под нарезание метрической резьбы. [c.219]
Диаметры стержней под нарезание дюймовой и трубной цилиндрических резьб (МН 5598—64 и МН 5600—64) [c.276]
Резьба неполного профиля Малый диаметр стержня под нарезание резьбы Увеличить диаметр стержня [c.150]
При подготовке стержней или труб для нарезания резьбы необходимо очистить их от грязи и окалины и обработать торец. Диаметр стержня под нарезку выбирается по справочным таблицам несколько меньшим наружного диаметра (практически на 0,3 высоты резьбы) из-за выдавливания металла при нарезании. При увеличенном диаметре стержня возрастает давление на зубья плашки, увеличивается сила трения, зубья нагреваются, срывается резьба или ломаются зубья плашки. При уменьшенном диаметре стержня резьба получается неполной. [c.42]
Диаметры стержней под нарезание метрической резьбы плашкой, мм [c.233]
Диаметры сверл под нарезание метчиками метрической, дюймовой и трубной резьбы приведены в табл. 24—27, диаметры расточки под нарезание резьбы резцом или фрезой — в табл. 28 и 29, а диаметры стержней под нарезание резьбы — в табл. 30—34. [c.67]
Диаметры стержней под нарезание метрической резьбы плашкой (по ГОСТ 8724-58 и ГОСТ 9150-59) [c.72]
Раздвижные плашки состоят из двух половинок — полуплашек. На боковых сторонах полуплашек имеются угловые пазы, которыми они устанавливаются в направляющие выступы клуппа (воротка) и поджимаются винтом. Этим же винтом можно изменять расстояние между полу-плашками и обеспечивать диаметр резьбы в нужных пределах. Нарезать резьбу двумя полуплашками можно в несколько переходов, что облегчает резание. Диаметр стержня под резьбу выбирают по табл. 8—10. Нарезание наружной резьбы вручную осуществляют следующим образом. На воротке (плашкодержателе) отворачивают все винты, плашку вставляют маркировкой наружу в гнездо воротка, а углубления располагают против стопорных винтов. Плашку закрепляют в воротке стопорными винтами. Для разрезной плашки крайние регулировочные винты воротка отвертывают, а средний винт плотно завертывают, разжав плашку. Штангенциркулем проверяют диаметр стержня и наличие на его конце фаски для облегчения врезания плашки. При отсутствии фаски стержень опиливают напильником. Приступая к нарезанию наружной резьбы плашками, необходимо закрепить стержень в тисках вертикально так, чтобы его конец выступал над губками тисков на 15—20 мм больше длины нарезаемой части. Конец стержня смазывают смазочно-охлаждающей жидкостью. Плашку накладывают на конец стержня так, чтобы маркировка была снизу. Нажимая на корпус воротка ладонью правой руки, левой рукой вращают его за рукоятку по часовой стрелке до полного врезания плашки. Взяв вороток двумя руками, плавно вращают его по часовой стрелке. [c.434]
Стержни под наружную резьбу. Диаметры стержней под нарезание наружной резьбы назначаются с учетом подъема заготовки и допусков на наружный диаметр резьбы d = Tlj где — диаметр заготовки [c.364]
Перед нарезанием резьбы конец стержня на всю длину нарезки обтачивают или опиливают до соответствующего диаметра и на самом конце снимают фаску. Стержни под резьбу должны иметь чис-стую поверхность нельзя нарезать стержни, покрытые окалиной или ржавчиной, так как при этом сильно изнашиваются плашки. [c.202]
Заготовки под нарезание резьбы - Энциклопедия по машиностроению XXL
Определение размера заготовки под нарезание резьбы производится в зависимости от принятого способа изготовления резьбы. Размер заготовки зависит также от материала обрабатываемой детали. [c.179]Заготовки под нарезание резьбы. Диаметры заготовок для наружной или внутренней резьбы должны выбираться с учетом допускаемых отклонений диаметра резьбы и деформации металла в процессе нарезания резьбы. Значения диаметров заготовок для резьб приведены в табл. 10—15 [c.565]
Соответственно заготовки под нарезание резьбы плашками принимаются меньшими, чем заготовки под нарезание резьбы резцом. То же самое относится и к размерам отверстий под нарезание внутренней резьбы. [c.408]
ОПРЕДЕЛЕНИЕ РАЗМЕРА ЗАГОТОВКИ ПОД НАРЕЗАНИЕ РЕЗЬБЫ [c.541]
Размер заготовки под нарезание резьбы зависит от материала детали и от инструмента, которым нарезается резьба. При изготовлении резьбы метчиками и плашками вследствие большого их угла резания материал детали слегка выдавливается, причем вязкий материал выжимается легче, чем твердый. [c.541]
При нарезании резьбы резцом этих явлений не наблюдается. Поэтому диаметр заготовки под нарезание резьбы плашками принимают несколько меньшим, чем при нарезании резцом. [c.67]
ЗАГОТОВКИ под НАРЕЗАНИЕ РЕЗЬБЫ [c.398]
Заготовки под нарезание резьбы [c.399]
Диаметр заготовки обрабатываемой под нарезание резьбы зависит от допускаемых отклонений диаметра резьбы, от материала детали и от режущего инструмента, которым будет нарезаться резьба. При нарезании резьбы метчиками и плашками ввиду большого угла резания последних материал заготовки выдавливается (вязкий материал выжимается легче, чем твердый). При нарезании резьбы [c.310]
Припуск под нарезание резьбы резьбонарезными головками зависит от обрабатываемого материала. В связи с этим диаметр заготовки определяется следующим образом при работе по ковкому чугуну [c.266]
При изготовлении резьбы резцами и фрезами размер заготовки, обточенной под нарезание резьбы, должен быть равен диаметру резьбы. То же самое относится и к размеру отверстий под нарезание внутренней резьбы. [c.179]
Нарезание резьбы (рис. 75, г) производят после сверления отверстия под размер нарезаемой резьбы метчиками раз личных конструкций. При этом необходим обратный ход шпинделя (реверсирование) для вывертывания метчика из заготовки после нарезания резьбы. Исключение составляют так называемые падающие метчики (выпадающие из гнезда шпинделя) и специальные гаечные метчики, у которых нарезанные гайки перемещаются последовательно на гладкую часть стержня метчика. [c.177]
Размеры заготовок (стержней) под нарезание резьб резцами и фрезами. Ио ш-нальный диаметр заготовки детали, [c.274]
Положение I — исходное. В этом положении палец находится напротив углубления 23 и на некотором расстоянии от участка 18. После включения рабочей подачи суппорта инструмент касается нарезаемой поверхности и вместе с держателем и муфтой останавливается. В это время корпус перемещается, сжимая пружину, создает усилие, с которым инструмент прижимается к заготовке. Под действием возникающих усилий трения инструмент вместе с держателем и муфтой поворачиваются в направлении вращения заготовки. При этом палец занимает положение II. Теперь инструмент оказывается замкнутым на жесткий упор, а при дальнейшей подаче начинает врезаться в деталь. Появляется крутящий момент резания, под действием которого инструмент поворачивается, а палец переходит в положение III, пройдя наклонный участок 19, на котором происходит дополнительное перемещение инструмента вперед, надежный захват его заготовкой и нарезание резьбы. [c.121]
В процессе нарезания резьбы в отверстии материал заготовки несколько вдавливается (под действием усилия подачи и вращения метчика) и внутренний диаметр резьбы получается больше диаметра просверленного отверстия. Поэтому при подготовке сверлением отверстия под нарезание резьбы сверла надо подбирать согласно ГОСТ 19257—73, Если диаметр отверстия, просверленного под резьбу, будет меньше рекомендуемого ГОСТом, нагрузка на метчик сильно возрастет, резьба получится рваной, может заклиниться и поломаться метчик. Если диаметр просверленного отверстия окажется больше рекомендуемого, получится резьба неполного профиля (витки неполной высоты). [c.200]
Рваная резьба Очень мягкий и вязкий материал детали Неправильная заточка инструмента Увеличенный размер заготовки под резьбу Слишком большая скорость резания Вибрация резца или гребенки Подобрать соответствующую охлаждающую жидкость Проверить углы заточки инструмента и заточить его в соответствии с требованиями материала Уменьшить диаметр стержня или увеличить отверстие под нарезание резьбы Уменьшить число оборотов шпинделя Устранить вибрацию [c.150]
Выдавливающие плашки предназначены для образования резьб в заготовках из легкообрабатываемых сталей и сплавов. При образовании резьб в таких материалах плашки производительны (частота вращения шпинделя =1000 мин ), достаточно стойки, стоимость их невелика. Диаметры заготовок под нарезание резьбы этими плашками приведены в табл. 23. При необходимости плашки такой конструкции используют и при нарезании резьб (до [c.60]
Стержни (заготовки) под наружную резьбу. Диаметры стержней под нарезание наружной резьбы назначают с учетом вспучивания заго- [c.820]
Резьбы нарезают плашкой, установленной в дополнительном шпинделе станка. Вследствие того, что шпиндель, несущий пруток, не реверсирует и постоянно вращается, имея левое направление , нарезание резьб осуществляется по методу обгона, т. е. резьбонарезной шпиндель вращается в ту же сторону, что и шпиндель, несущий обточенную под нарезание резьбы заготовку, но с большей частотой вращения р. (рис. 33). Разницу в частоте вращения подсчитывают в соответствии с нормативами на скорость резания при нарезании резьбы плашками. Про- [c.86]
Используя справочник, определите размер отверстия под нарезание резьбы М18 в стальной заготовке. [c.42]
Такие операции, как сверление и нарезание резьбы, в заготовке, отлитой под давлением, в ряде случаев совершенно исключаются, так как отверстия и резьба получаются в процессе отливки. [c.354]
Для благоприятных условий нарезания необходимо, чтобы у являлось положительной величиной, в противном случае резьбонарезной инструмент для болта будет нагружен не только по внутреннему диаметру и сторонам профиля, но и по наружному диаметру. Это требование сохраняет свою силу даже при учёте, что наибольший диаметр заготовки под резьбу болта меньше номинального диаметра резьбы (см. ниже), так как полное заострение резьбы инструмента практически жимо. [c.35]
Подготовка заготовки-стержня под нарезание резьбы плашкой сводится к правильному выбору его диаметра. Практика показывает, что диаметр стержня должен быть несколько меньше диаметра нарезаемой резьбы. Это объясняется тем, что при образовании профиля резьбы металл детали течет, вследствие чего происходит заш,емление витков резьбы в плашке. [c.216]
Подготовка заготовки (детали) к нарезанию резьбы. При обтачивании заготовки под последующее нарезание резьбы учитывают, что при нарезании происходит некоторое выдавливание металла. из впадин. Поэтому диаметр вала под резьбу должен быть несколько меньше наружного диаметра резьбы, а дааметр отверстия — больше внутреннего. Выбор диаметра вала и отверстия под резьбу зависит от обрабатываемого материала и шага резьбы. Диаметры вала и отверстия при подготовке поверхности под нарезание резьбы определяют по справочникам. В конце резьбового участка протачивают канавку (проточку) для выхода резца (рис. 214, а). Ширина канавки должна быть не менее шага резьбы (при скоростном нарезании резьбы твердосплавными резцами — 24-3 шага). Глубина канавки должна быть больше глубины резьбы на 0,14-0,2 мм. Иногда в чертеже детали указы-вастся -КС канавка в конце резьбы, а длйна сбега (рис. 214, б), т. е. участка, на кото- [c.128]
Оснащение рабочего места. Заготовки предваритеяьно обточенные под нарезанные резьбы резьбовые резцы стержневой, дисковый, призматический, гребенка резьбовой шаблон калибры-кольца резьбовые. [c.147]
Нарезание резьбы резцами производят в несколько рабочих ходов, так как острый угол при вершине в плане не допускает больших нагрузок. Число рабочих ходов зависит от размеров впадины, т. е. от величины срезаемого слоя металла, и требуемой точности. После каждого рабочего хода резец отводят от заготовки, возвращают в исходное положение и поперечным перемещением устанавливают на требуемую глубину резания для следующего рабочего хода. Поперечное перемещение возможно либо в направлении, перпендикулярном оси заготовки, либо под углом профиля резьбы. После установки резца на требуемую глубину резания включают механическую продольную подачу и производят следующий рабочий ход. При поперечной подаче, перпендикулярной оси заготовки, в резании участвуют обе режущие кромки и вершина резца, что ухудшает условия стружкообразо-вания. [c.148]
Дисковые фрезы применяют для нарезания длинных резьб крупного шага и многозаходных резьб. Фрезы изготовляют с острозаточен-выми зубьями и устанавливают относительно оси заготовки под углом [c.529]
Как нарезать резьбу плашкой? — РИНКОМ
Поделиться
18-11-2016
Рис. 1. Плашки
Плашки предназначены для нарезания наружных резьб. Инструмент конструкционно похож на гайку с режущими зубцами и отверстиями для закрепления в воротке. Расположение зубцов — коническое, толщина плашки — 8 – 10 режущих кромок.
В торговых сетях можно купить плашки круглой, квадратной, шестигранной формы, раздвижные, разрезные или цельные. Чаще других используют круглые цельные плашки — ими нарезают внешние резьбы вручную. Наибольший интерес для изучения представляют ручные способы создания метрической и трубной резьбы. Кроме конфигураций плашки различаются по размерам сечений. Таблица ниже поможет сориентироваться в стандартных величинах.
Диаметр стержней (труб) под нарезание резьбы плашками
| Метрическая резьба | Трубная резьба | ||||
| наружный диаметр резьбы, мм | диаметр стержня, мм | диаметр резьбы, дюймы | диаметр стержня, мм | ||
| минимальный | максимальный | минимальный | максимальный | ||
| 5 | 4,92 | 4,84 | G 1/2 | 20,7—21,3 | 20,4 |
| 6 | 5,92 | 5,80 | G 5/8 | 22,7—23 | 22,4 |
| 8 | 7,90 | 7,80 | G 3/4 | 26,2—26,8 | 25,9 |
| 10 | 9,90 | 9,80 | G 7/8 | 30,0 | 29,9 |
| 12 | 11,88 | 11,76 | G 1 | 33,5 | 32,7 |
| 14 | 13,82 | 13,70 | G 1/4 | 42,3 | 41,4 |
| 15 | 15,82 | 15,70 | G 1 1/2 | 48 | 47,1 |
| 18 | 17,82 | 17,70 | G 2 | 60 | 58,3 |
Перед началом нарезки подготовьте:
- плашку;
- вороток;
- железный прут или деталь, требующую нанесения резьбы;
- машинное масло.
Ход работы по нарезанию внешней резьбы плашкой
Рис. 2. Нарезание внешней резьбы плашкой
- ПОДГОТОВКА. Торец заготовки нужно срезать по окружности под углом 40 ⁰. Это облегчит вхождение и фиксацию заготовки в проеме плашки.
ВАЖНО! Сечение заготовки должно точно совпадать с сечением нужной резьбы. Перед началом нарезки прут можно обточить на толщину 0,1 – 0,2 мм для твердых сплавов, до 0,4 мм для мягких металлов.
Подготовленную деталь закрепляют в тисках в строго вертикальном положении.
- ПЕРВЫЕ ВИТКИ. Крайне важно положение плашки на первых витках резьбы — их конфигурация задает тон всей работе. Закрепив плашку нужного диаметра в воротке, нужно смазать инструмент маслом, приложить его к головке прута (заготовки) и осторожно сделать первые несколько кругов. Для проворачивания плашки на воротке установлены рукоятки — одна против другой. Нажимая равномерно на ручки воротка, нужно с усилием надавить плашкой на заготовку, совершая при этом одновременно вращательное движение. Это требует навыка и далеко не у всех получается с первого раза.
Можно зажать прут и газовым ключом, но эксперты считают, что в таком случае соблюсти строго горизонтальное положение плашки и обойтись без перекосов будет почти невозможно.
- НАРЕЗАНИЕ. Сделав несколько первых витков и убедившись в том, что процедура проходит ровно, можно продолжить работу, нарезав необходимое количество витков. Признаком того, что первые витки сделаны ровно, станет горизонтальное положение плашки и воротка — это можно и нужно проверить уровнем. При успешном старте дальнейшая работа идет легче и с равномерным усилием. Как только заготовка углубится в плашку и достигнет ее середины, вдавливающее усилие можно ослабить — происходит так называемое самозатягивание, дальше нужно будет совершать только вращательные движения.
СОВЕТ.
Если в начале процедуры произошел явный перекос, можно снять плашку с заготовки, обстучать прут и снова попробовать нарезать резьбу правильно. Концевая часть будущего винта не несет на себе главную нагрузку, так что подобная работа над ошибками позволительна.
- УДАЛЕНИЕ СТРУЖКИ. После 1–2 полных оборотов воротка следует прокручивать плашку в обратную сторону на 180 ⁰ (полкруга), чтобы избавиться от металлической стружки, появляющейся в процессе нарезания.
- ЗАВЕРШЕНИЕ ПРОЦЕДУРЫ. Нарезав резьбу на нужную, плашку снимают с заготовки естественным путем — возвращая инструмент по уже готовой резьбе. Винт/болт, отрезок трубы готов к использованию/креплению.
lab4x4.ru - Диаметр сверла и прутка для нарезания резьбы
Диаметр сверла и прутка для нарезания резьбы
В процессе изготовления или ремонта конструкций из металла часто требуется выполнить резьбовое соединение. Для этого существуют определённые стандарты. На просторах интернета представлено огромное количество информации. Мы же рассмотрим самые распространённые вопросы и представим некоторые шпаргалки для повседневного использования.
Как правило, самой часто-изготавливаемой является метрическая резьба. Она подходит для большинства случаев. На чертежах метрическая резьба обозначается буквой М:
M16, М42, М64 - с крупным шагом
М16×0,5; М42×2; М64×3 - с мелким шагом
М42×3 (Р1) - это означает, что резьба многозаходная с диаметром 42 мм, шагом 1 мм и её ход составляет 3 мм (трёхзаходная)
M14LH, M40×2LH, M42×3(P1)LH - если нужно обозначить левую резьбу, то после условного обозначения ставят буквы LH.
Нормальным считается крупный шаг, но ему соответствует несколько более мелких. Малый шаг используют при нанесении на тонкостенные изделия (трубы с тонкой стенкой). Также делают мелкий виток если нанесенная резьба является способом подстройки каких-либо параметров. Также малый шаг между витками делают для повышения герметичности соединения и для преодоление явления самовывинчивания детали. В остальных случаях нарезается стандартный (крупный) шаг.
Инструментами для нарезания резьбы являются:
- метчик - для нарезания внутренней резьбы;
- лёрка - для нарезания наружной резьбы.(второе название - плашка)
Для нарезания внутренней резьбы необходимо просверлить отверстие в материале определённого диаметра. Подобрать подходящий метчик и нарезать резьбу. Правильный выбор диаметра отверстия под резьбу имеет большое значение. Если диаметр отверстия выполнен больше требуемого, то резьба не будет иметь полного профиля, что отрицательно скажется на прочности соединения. При меньшем диаметре отверстия вход метчика в него затруднен, что приведёт либо к срыву резьбы, либо к заклиниванию и поломке метчика. Для вычисления необходимого диаметра сверла существует формула: диаметр сверла = диаметр резьбы - шаг резьбы.
Для наглядности приведём таблицу с заранее посчитанными значениями. Данные в таблице приведены для таких материалов как сталь, латунь, алюминий. Для хрупких материалов, таких, например, как чугун, бронза, пластмасса диаметр сверла следует брать меньше на 0,1 мм, чем значение в таблице.
Отверстия под нарезание метрической резьбы регулируется ГОСТ 19257-73.
Полный ГОСТ 19257-73 в формате .pdf
| Диаметр резьбы | Шаг резьбы | Диаметр сверла | Шаг резьбы | Диаметр сверла | Шаг резьбы | Диаметр сверла | Шаг резьбы | Диаметр сверла | Шаг резьбы | Диаметр сверла | Шаг резьбы | Диаметр сверла |
| 1 | 0.2 | 0.8 | 0.25 | 0.75 | ||||||||
| 1.1 | 0.2 | 0.9 | 0.25 | 0.85 | ||||||||
| 1.2 | 0.2 | 1.0 | 0.25 | 0.95 | ||||||||
| 1.4 | 0.2 | 1.0 | 0.3 | 1.1 | ||||||||
| 1.6 | 0.2 | 1.4 | 0.35 | 1.25 | ||||||||
| 1.8 | 0.2 | 1.6 | 0.35 | 1.45 | ||||||||
| 2 | 0.4 | 1.6 | 0.25 | 1.75 | ||||||||
| 3 | 0.5 | 2.5 | 0.35 | 2.65 | ||||||||
| 4 | 0.7 | 3.3 | 0.5 | 3.5 | ||||||||
| 5 | 0.8 | 4.2 | 0.5 | 4.5 | ||||||||
| 6 | 1 | 5 | 0.75 | 5.2 | 0.5 | 5.5 | ||||||
| 7 | 1 | 6 | 0.75 | 6.2 | 0.5 | 6.5 | ||||||
| 8 | 1.25 | 6.7 | 1 | 7 | 0.75 | 7.2 | 0.5 | 7.5 | ||||
| 9 | 1.25 | 7.7 | 1 | 8 | 0.75 | 7.2 | 0.5 | 8.5 | ||||
| 10 | 1.5 | 8.5 | 1.25 | 8.7 | 1 | 9 | 0.75 | 9.2 | 0.5 | 9.5 | ||
| 11 | 1.5 | 9.5 | 1 | 10 | 0.75 | 10.2 | 0.5 | 10.5 | ||||
| 12 | 1.75 | 10.2 | 1.5 | 10.5 | 1.25 | 10.7 | 1 | 11 | 0.75 | 11.2 | 0.5 | 11.5 |
| 14 | 2 | 12 | 1.5 | 12.5 | 1.25 | 12.6 | 1 | 13 | 0.75 | 13.2 | 0.5 | 13.5 |
| 16 | 2 | 14 | 1.5 | 14.5 | 1 | 15 | 0.75 | 15.2 | 0.5 | 15.5 | ||
| 18 | 2.5 | 15.4 | 2 | 16 | 1.5 | 16.5 | 1 | 17 | 0.75 | 17.2 | 0.5 | 17.5 |
| 20 | 2.5 | 17.4 | 2 | 18 | 1.5 | 18.5 | 1 | 19 | 0.75 | 19.2 | 0.5 | 19.5 |
| 22 | 2.5 | 19.4 | 2 | 20 | 1.5 | 20.5 | 1 | 21 | 0.75 | 21.2 | 0.5 | 21.5 |
| 24 | 3 | 20.9 | 2 | 22 | 1.5 | 22.5 | 1 | 23 | 0.75 | 23.2 | ||
| 27 | 3 | 23.9 | 2 | 25 | 1.5 | 25.5 | 1 | 26 | 0.75 | 26.2 | ||
| 30 | 3.5 | 26.4 | 3 | 26.9 | 2 | 28 | 1.5 | 28.5 | 1 | 29 | 0.75 | 29.2 |
| 33 | 3.5 | 29.4 | 3 | 29.9 | 2 | 31 | 1.5 | 31.5 | 1 | 32 | 0.75 | 32.2 |
| 36 | 4 | 31.9 | 3 | 32.9 | 2 | 34 | 1.5 | 34.5 | 1 | 35 | ||
| 39 | 4 | 34.9 | 3 | 35.9 | 2 | 37 | 1.5 | 37.5 | 1 | 38 | ||
| 42 | 4.5 | 37.4 | 4 | 37.9 | 3 | 38.9 | 2 | 34 | 1.5 | 40.5 | 1 | 41 |
| 45 | 4.5 | 40.4 | 4 | 40.9 | 3 | 41.9 | 2 | 43 | 1.5 | 43.5 | 1 | 44 |
| 48 | 5 | 42.8 | 4 | 43.9 | 3 | 44.9 | 2 | 46 | 1.5 | 46.5 | 1 | 47 |
Табличка для печати
Для нарезания внутренней резьбы используем заранее приготовленные метчики. Для производства качественной резьбы следует использовать наборы из двух, трёх или (в редких случаях) из пяти мечиков. Каждый метчик в таком комплекте имеет свой порядковый номер. Делать первый проход нужно метчиком с первым номером, он же черновой, и далее по возрастанию. Последний проход делается чистовым метчиком с наибольшим номером. Такая последовательность обусловлена чистотой обработки и облегчением выполнения резьбы. После чернового метчика профиль резьбы будет не полным и болт или шпильку просто не получится ввернуть. Используя сразу чистовой метчик, возникает большая вероятность заклинивания и поломки инструмента. При нарезании резьбы необходимо чередовать направление вращения метчика для облома и извлечения стружки.
Для выполнения наружной резьбы на круглом прокате используется лёрка (плашка). Процесс нарезания подобен нарезанию внутренней резьбы. При всех видах работ рекомендуется использовать смазку. Также необходимо помнить о соблюдении мер безопасности при работе. В заключении приведём таблицу диаметров стержней под нарезание метрической наружной резьбы.
Стержни под нарезание метрической резьбы регулируется ГОСТ 19258-73.
Полный ГОСТ 19258-73 в формате .pdf
| Диаметр резьбы | Шаг резьбы | Диаметр стержня | Шаг резьбы | Диаметр стержня | Шаг резьбы | Диаметр стержня | Шаг резьбы | Диаметр стержня | Шаг резьбы | Диаметр стержня | Шаг резьбы | Диаметр стержня |
| 1 | 0.25 | 0.97 | ||||||||||
| 1.2 | 0.25 | 1,17 | ||||||||||
| 1.4 | 0.3 | 1.36 | ||||||||||
| 1.6 | 0.35 | |||||||||||
| 2 | 0.4* | 1.95 | 0.25 | 1.97 | ||||||||
| 2.5 | 0.45 | 2.45 | ||||||||||
| 3 | 0.5* | 2.94 | 0.35 | 2.95 | ||||||||
| 4 | 0.7* | 3.94 | 0.5 | 3.94 | ||||||||
| 5 | 0.8* | 4.94 | 0.5 | 4.94 | ||||||||
| 6 | 1* | 5.92 | 0.75 | 5.94 | 0.5 | 5.94 | ||||||
| 8 | 1.25* | 7.90 | 1 | 7.92 | 0.75 | 7.94 | 0.5 | 7.94 | ||||
| 10 | 1.5* | 9.88 | 1 | 9.92 | 0.5 | 9.94 | 0.75 | 9.94 | ||||
| 12 | 1.75* | 11.86 | 1.5 | 11.88 | 1.25 | 11.90 | 1 | 11.92 | 0.75 | 11.94 | 0.5 | 11.94 |
| 14 | 2* | 13.84 | 1.5 | 13.88 | 1 | 13.92 | 0.75 | 13.94 | 0.5 | 13.94 | ||
| 16 | 2* | 15.84 | 1.5 | 15.88 | 1 | 15.92 | 0.75 | 15.94 | 0.5 | 15.94 | ||
| 18 | 2* | 17.84 | 1.5 | 17.88 | 1 | 17.92 | 0.75 | 17.94 | ||||
| 20 | 2.5* | 19.84 | 1.5 | 19.88 | 1 | 19.92 | 0.75 | 19.94 | 0.5 | 19.94 |
* - стандартный шаг метрической резьбы.
Табличка для печати
ШТАМП для горячего выжигания логотипа - диаметр штампа: 25мм
Штамп выгравирован волоконным лазером с поразительной точностью!
Детали, которые можно получить с помощью волоконного лазера, невозможно получить с помощью обычного фрезерного станка.
Пример применения: штамп для горячего выжигания логотипа на дереве.
Диаметр пуансона: 25 мм
Диаметр графического изображения: 22 мм
Возможны и другие размеры (по индивидуальной оценке).
МАТЕРИАЛ: латунь для гравировки
ГЛУБИНА ГРАВИРОВКИ: до 1,5 мм
РЕЗЬБА: M8
Технология гравировки металла волоконным лазером позволяет изготавливать:
- матрицу с большим количеством деталей
- матрицу с любой графикой или логотипом
- очень острые графические ракурсы, не поддающиеся обработке на обычном фрезерном станке
- очень маленькая матрица с большим количеством деталей
- очень точная матрица
- любая графика
- выпуклые или вогнутые буквы
- любое содержание, нумерация, символ, графический знак, логотип.
Срок выполнения заказа: от 5 до 14 рабочих дней
в зависимости от проводимых работ.
Для более крупных заказов срок выполнения устанавливается индивидуально.
ЭТАПЫ РЕАЛИЗАЦИИ:
1. После совершения покупки предоставьте логотип, графику, содержание гравировки на адрес электронной почты: [email protected].
- графические файлы: cdr, ai, fh, wmf. для этих файлов выберите вариант: векторной проработки НЕТ.
- графические файлы: jpg, bmp, png или tiff должны быть преобразованы в векторную графику, позволяющую сделать матрицу, поэтому для этих файлов выберите опцию: векторная обработка ДА.
2. Отправляем проект (2-3 выкройки на выбор) на согласование в виде pdf файла.
3. После утверждения проекта создается матрица.
4. Комплект поставки
ГАЛЕРЕЯ: включает пример реализации
ДОПОЛНИТЕЛЬНАЯ РЕКОМЕНДАЦИЯ:
НАГРЕВАТЕЛЬ ПАЯЛЬНИК (СОПРОТИВЛЕНИЕ) - устройство позволяет сделать отражение в древесине методом ГОРЯЧЕЙ ПЕЧАТИ. Работа заключается в нагревании латунного штампа и выжигании выгравированного логотипа, графики или текста путем прижимания его к деревянной поверхности.
- горелка предназначена для непрерывной работы только в вертикальном положении. При использовании штатива снимите деревянную ручку.
- очень хорошая сбалансированность устройства позволяет комфортно работать длительное время, не утомляя руки.
- нагревательный штифт оканчивается резьбой М8 длиной 10 мм, что позволяет легко заменять штампы.
Применение: выжигание любого текста или логотипа на дереве.
РЕКОМЕНДАЦИИ: Перед включением устройства прочтите инструкцию по эксплуатации, чтобы обеспечить безопасную эксплуатацию горелки. Устройство нагревается до высокой температуры, поэтому будьте особенно осторожны во время работы. Мы можем держать горелку только за деревянные ручки. Прикосновение к металлическим частям может привести к серьезным ожогам!!! Не нагревайте горелку, установленную на столе, доске, металле, стекле, камне или горючих материалах. Из-за очень высокой рабочей температуры устройство следует прогревать в безопасном месте, подвесив его на крючок за стальную треугольную проушину. После окончания работы горелка длительное время сохраняет высокую температуру, поэтому подвешивайте ее на крючок до полного остывания.Во избежание возгорания не оставляйте горячее устройство без присмотра!!!
Номинальное напряжение: 230 В ~ 50 Гц
Потребляемая мощность: 400 Вт
Температура наконечника: 450 °C
Время нагрева до температуры: 205 °C зависит от размеров пуансона
Вес: 1,2 кг
Гарантия: 12 месяцев
Мы будем рады ответить на ваши вопросы по электронной почте и по телефону
Гранулятор STILER 11кВт STILER - Профессиональные станки для обработки металла, дерева и листового металла
Настройки файлов cookie
Здесь вы можете определить свои предпочтения в отношении использования нами файлов cookie.Требуется для работы страницы
Эти файлы cookie необходимы для работы нашего веб-сайта, поэтому вы не можете их отключить.
Функциональный
Эти файлы позволяют использовать другие функции сайта (кроме необходимых для его работы).Включив их, вы получите доступ ко всем функциям веб-сайта.
Аналитический
Эти файлы позволяют нам анализировать наш интернет-магазин, что может способствовать его лучшему функционированию и адаптации к потребностям Пользователей.
Поставщики аналитического программного обеспечения
Эти файлы используются поставщиком программного обеспечения, под которым работает наш магазин.Они не объединяются с другими данными, введенными вами в магазине. Целью сбора этих файлов является выполнение анализа, который будет способствовать разработке программного обеспечения. Вы можете прочитать больше об этом в политике использования файлов cookie Shoper.
Маркетинг
Благодаря этим файлам мы можем проводить маркетинговые мероприятия.
.Что такое кнопка кубика?
Штамп для пуговиц является частью набора кубиков, который устанавливается в пуговичный штамп. Он получил свое название из-за пуговичной формы материала, оставшегося после прокола отверстия. Матрица находится в нижнем держателе пуансона для поддержки материала, принимающего отверстие для пуансона. Подвижная верхняя губка штампа для пуговиц содержит пробивной штамп, который вставляется в отверстие в центре штампа для пуговиц. Правильный выбор двух плашек обеспечит отсутствие искажений в отверстии в материале.Использование неправильной комбинации кнопки и пуансона приведет к повреждению материала и штампов, а также к травме оператора пуансона.
Разница между диаметром отверстия в штампе для пуговиц и диаметром штампа зависит от типа и толщины пробиваемого материала. Более тонкие и мягкие материалы требуют более жестких допусков для создания круглого отверстия без повреждения материала. Металлы и другие твердые материалы требуют большего зазора между двумя матрицами, чтобы материал не застрял в матрице пуговицы.Склеенный материал создаст давление в штампе кнопки, что приведет к выходу штампа из строя или, возможно, разрушению штампа и отправке кусков в сторону человека, который держит пуансон. После выравнивания штампов еще один часто пропускаемый шаг также может привести к поломке штампов и разлетанию осколков.
Неправильно отцентрованные матрицы могут привести к тому, что режущая кромка матрицы пуансона соприкоснется с краем матрицы пуговицы. В результате столкновения матрица треснет или разобьется, и части матрицы будут лететь к оператору штампа на высокой скорости.Опускание прокалывающего штампа вручную в отверстие пуговичного штампа перед использованием позволит оператору отрегулировать положение прокалывающего штампа в соответствии с положением отверстия пуговичного штампа. Непрерывная проверка и регулировка выравнивания двух штампов гарантируют, что операция штамповки будет продолжаться без проблем.
Непрерывный контроль площади выреза вокруг края отверстия штампа для пуговиц гарантирует, что отверстие, оставленное в перфорированном материале, останется круглым и будет иметь ровные края.Поврежденную пуговичную матрицу следует немедленно заменить, чтобы обеспечить правильный размер отверстия и безопасность оператора при работе с пуговичным пуансоном. Остатки материала после очистки матрицы после каждого использования делают края отверстия матрицы видимыми для осмотра.
ДРУГИЕ ЯЗЫКИ
.| Фото | Имя + | Цена | |
| | Ролики + набор крышек для гранулятора PP150 | 90 022 434,96 злотых (нетто) 90 023 535,00 злотых (брутто)||
| Ролики + набор крышек для гранулятора PP150 | |||
| | Ролики + набор крышекдля гранулятора PP200 | 90 022 463,41 злотых (нетто) 90 023 570,00 злотых (брутто)||
| Ролики + набор крышек для гранулятора PP200 | |||
| | Ролики + набор крышек для гранулятора PP230 | 90 022 475,61 злотых (нетто) 90 023 585,00 злотых (брутто)||
| Ролики + набор крышек для гранулятора PP230 | |||
| | Ролики + набор крышекдля гранулятора PP260 | 90 022 495,94 злотых (нетто) 90 023 610,00 злотых (брутто)||
| Ролики + набор крышек для гранулятора PP260 | |||
| | Матрица для гранулятора PP120 или KL120 диаметром 6 мм | Временно без цены | |
| Диаметр матрицы: от 120 мм Диаметр отверстий в матрице: 6 мм Толщина матрицы: 29 мм | |||
| | Матрица для гранулятора PP150 или KL150 диаметром 6 мм | Временно без цены | |
| Диаметр матрицы: от 150 мм Диаметр отверстий в матрице: 6 мм Толщина штампа: | мм|||
| | Матрица для гранулятора PP200 или KL200 диаметром 10 мм | Временно без цены | |
| Диаметр матрицы: от 200 мм Диаметр отверстий в матрице: 10 мм Толщина матрицы: 29 мм | |||
| | Матрица для гранулятора PP200 или KL200 диаметром 4 мм | Временно без цены | |
| Диаметр матрицы: от 200 мм Диаметр отверстий в матрице: 4 мм Толщина матрицы: 29 мм | |||
| | Матрица для гранулятора PP200 или KL200 диаметром 6 мм | Временно без цены | |
| Диаметр матрицы: от 200 мм Диаметр отверстий в матрице: 6 мм Толщина матрицы: 29 мм | |||
| | Матрица для гранулятора PP200 или KL200 диаметром 8 мм | Временно без цены | |
| Диаметр матрицы: от 200 мм Диаметр отверстий в матрице: 8 мм Толщина матрицы: 29 мм | |||
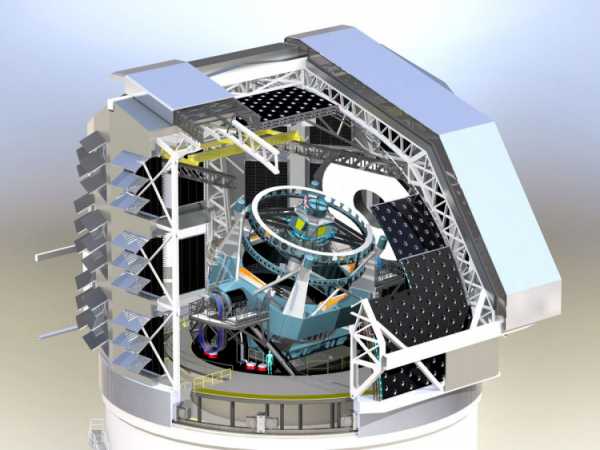
Самая большая матрица с разрешением 3200 мегапикселей будет создана
3,2 гигапикселя на площади диаметром 64 см — рекордная матрица будет использовать телескоп LSST для фотографирования небаНациональная ускорительная лаборатория SLAC Министерства энергетики начинает создание рекордной «камеры». 3200-мегапиксельная астрономическая камера будет подключена к строящемуся Большому синоптическому обзорному телескопу (LSST).Проект предназначен для быстрого и глубокого фотографирования всего неба.
В записи матрица будет иметь диаметр примерно 64 см , но не будет единого чипа. Он будет состоять из 189 ПЗС-матриц меньшего размера с разрешением 16 Мп (4Kx4K) каждая. Сгруппированные по девять (3x3), они смогут работать даже как независимые блоки. Благодаря использованию более 3000 каналов чтение одной 3,2-гигапиксельной фотографии займет всего 2 секунды, а необработанная фотография в формате RAW будет весить до 10 ГБ.В итоге фотографии, сделанные за одну ночь, будут занимать до 20-30 ТБ.

Модель масштаба 1:1 с 3200-мегапиксельной матрицей, которая будет состоять из 189 матриц меньшего размера с разрешением 16 Мп
Модель 3200-мегапиксельной матрицы в масштабе 1:1, которая будет состоять из 189 меньших матриц с разрешением 16 Мп
Весь модуль камеры весит целых 2800 кг и имеет размеры небольшого автомобиля — 1,5 х 3 м. Он будет размещен в главном фокусе телескопа, оптическая схема которого основана на модифицированном пау- Система Бейкера. Оптическая система с апертурой f/1,23 состоит из трех зеркал, основное из которых, изготовленное из одного стеклоблока, должно иметь диаметр 8,4 м (активная площадь соответствует 6,67 м), а два других зеркала 3, 4 и 5 м. В результате телескоп будет предлагать очень большое поле зрения в 3,5 градуса. Для сравнения, диск Луны, который мы видим на небе, имеет диаметр около 0,5 градуса.
Визуализация Большого синоптического обзорного телескопа, оснащенного 3,2-гигабитной ПЗС-камерой
Визуализация Большого синоптического обзорного телескопа, оснащенного 3,2-гигабитной ПЗС-камерой
Технические возможности Большой синоптический обзорный телескоп будет использоваться для интенсивного обзора неба, а собранный материал позволит проводить астрономические исследования во многих плоскостях — от распределения черной материи во Вселенной, через картографирование Млечного Пути, открытие внесолнечных и сверхновых планет, наблюдение за малыми телами астероидов Солнечной системы, в том числе обнаружение астероидов пояса Койпера и тех, которые угрожают Земле, в конечном итоге.
Телескоп LSST будет установлен на горе Серро Пачон в Чили на высоте 2682 м над уровнем моря. Дата начала проекта намечена на 2022 год.

Телескоп LSST будет построен в чилийских Андах на высоте 2682 м над уровнем моря.
Телескоп LSST будет построен в чилийских Андах на высоте 2682 м над уровнем моря.
| Название: | Оптимизация синтеза пористых матриц анодного оксида алюминия в фосфорной (V) кислоте и их использование для производства нанопроволок с модулированным диаметром |
| альтернативное название: | Оптимизация синтеза пористого анодного оксида алюминия (ААО) в фосфорной кислоте и использование его в качестве темплата для изготовления нанопроволок с модулированным диаметром |
| автор: | Вуйцикевич Доминик |
| рецензент: | Сулка Гжегож, Бжожка Агнешка |
| советник: | Сулка Гжегож |
| дата подачи : | 2019-07-02 |
| язык: | польский |
| реферат на польском языке: | Пористый оксид алюминия, полученный анодированием алюминия, в последние годы широко исследуется и нашел множество применений.В частности, нанопористый оксид алюминия с гексагональным расположением пор стал широко используемой матрицей для синтеза многочисленных функциональных наноструктур.Традиционно нанопористый оксид алюминия получали путем мягкого анодирования при малых плотностях тока (j = 1-5 мА/см2) или жесткого анодирования при значительно более высокие плотности тока (j = 30-250 мА/см2). Первый способ позволяет получить упорядоченные нанопоры, однако процесс идет медленно и, кроме того, его можно осуществить только для относительно узкого диапазона условий анодирования, так называемогообласть самоорганизации. Второй способ намного быстрее, но нанопоры, полученные этим методом, характеризуются неровной поверхностью и многочисленными неоднородностями. Метод, называемый импульсным анодированием, позволяет получать пористый оксид алюминия с высокой степенью организации пор с модулированным диаметром пор. Подход в этом методе основан на использовании серии ступеней потенциала, состоящих не менее чем из двух импульсов потенциала (чаще всего чередующихся импульсов в области мягкого и жесткого анодирования) со строго определенными периодом и амплитудой.Этот подход позволяет создавать поры с уникальной внутренней морфологией. Получение целевого продукта при относительно низких напряжениях уже хорошо изучено, однако растущий спрос на поры с диаметром более 150 нм является одной из причин развития анодирования при высоких межэлектродных напряжениях. Это связано с тем, что диаметр полученных нанопор и расстояние между ними пропорциональны используемому напряжению анодирования. С другой стороны, чем выше напряжение анодирования, тем более вероятным становится неконтролируемое и нежелательное окисление образца.Целью данной работы было получение нанопористого оксида алюминия при высоких межэлектродных напряжениях в фосфорной (V) кислоте методом импульсного анодирования, оптимизация этого процесса, а затем использование полученной мембраны в качестве матрицы для синтеза нанопроволок с Модулируемый диаметр. Матрицы с модулированным диаметром пор были синтезированы методом импульсного анодирования в фосфорной кислоте (V). Полученные нанопоры демонстрируют периодическую модуляцию диаметра вдоль своей оси. На основании полученных результатов показано, что как диаметр пор, так и длина сегментов с модулированным диаметром увеличиваются с увеличением амплитуды и периода используемых импульсов напряжения.На основе полученных матриц удалось успешно получить никелевые и полистирольные нанопроволоки с модулированным диаметром. Нанопроволоки никеля были синтезированы методом электроосаждения из раствора в двухэлектродной системе, а нанопроволоки полистирола – методом сплавления полистирола. Были получены микрофотографии образцов, взятых с помощью сканирующей электронной микроскопии (СЭМ). Морфология полученных нанопроволок была тщательно изучена, и анализ формы нанопор был проведен на основе наблюдения поперечных сечений полученных слоев оксида алюминия. |
| резюме на английском языке: | Пленки пористого анодного оксида алюминия (ААО), образованные электрохимическим окислением металлических подложек, широко исследовались и использовались во многих приложениях. В последние годы нанопористые АОА с гексагональным расположением монодисперсных нанопор стали популярным шаблоном для синтеза различных функциональных наноструктур. Нанопористый оксид алюминия традиционно изготавливали путем мягкого анодирования при низкой плотности тока (j = 1–5 мА/см2) или жесткого анодирования при гораздо более высоких плотностях тока (j = 30–250 мА/см2).Первый метод создает самоупорядоченные пористые структуры, но он работает только в узком диапазоне экспериментальных условий и очень медленный. Последний быстрее, но полученные нанопоры часто неоднородны и имеют неровную поверхность. Импульсное анодирование сочетает в себе преимущества обоих этих процессов. Подход основан на использовании серии потенциальных волн, состоящих из двух или более разных импульсов с заданными периодами и амплитудами, и обеспечивает уникальную возможность адаптации внутренней пористой структуры анодного оксида алюминия.Изготовление желаемого продукта с использованием относительно низких напряжений уже в основном разработано, но растущий спрос на массивы нанопор с диаметром более 150 нм является одной из причин, по которой высоковольтное импульсное анодирование алюминия все еще развивается. Это связано с тем, что диаметр образующихся нанопор и расстояние между ними пропорциональны используемому напряжению анодирования. С другой стороны, чем выше напряжение анодирования, тем больше вероятность неконтролируемого окисления образца и явления горения.Целью данной работы было получение нанопористого оксида алюминия методом высоковольтного импульсного анодирования в фосфорной кислоте, оптимизация условий процесса и последующее использование синтезированного продукта в качестве шаблона для изготовления нанопроволок с модулированным диаметром. Оксид алюминия был синтезирован импульсным анодированием алюминия в растворе фосфорной кислоты. Поры полученных ААО имеют модулированный диаметр вдоль осей пор. В частности, показано, что как диаметр пор, так и длина модулированных сегментов увеличиваются с увеличением амплитуды и периода колебаний тока.Никелевые и полистирольные нанопроволоки с модулированным диаметром были изготовлены методами электроосаждения и плавления соответственно. Микрофотографии синтезированных образцов были получены с помощью сканирующей электронной микроскопии (СЭМ). Морфология полученных нанопроволок была тщательно изучена, и, с другой стороны, анализ формы нанопор был выполнен посредством точного наблюдения поперечных сечений полученных слоев оксида алюминия. |
| ключевых слов на польском языке: | импульсное анодирование, пористый оксид алюминия, никелевые нанопроволоки, модуляция диаметра |
| ключевых слов на английском языке: | импульсное анодирование, пористый анодный оксид алюминия, никелевые нанопроволоки, модуляция диаметра |
| принадлежность: | Факультет физики, астрономии и прикладной информатики |
| тип: | лицензия работа |








 Вызов дизайнера:
Вызов дизайнера:


Действующие акции

скидка для внимательных клиентов 7% от общей стоимости заказа.

