Салон штор в Санкт-Петербурге




Что напечатать на принтере если скучно
Делаем силиконовый светильник с помощью 3D принтера / Хабр
Печатать пластиком — скучно? Мне — тоже, поэтому сегодня я расскажу свою идею как делать силиконовые изделия на обычном 3Д принтере.
Сейчас я участвую в одном проекте интерьерных вещей — мы экспериментируем с различными технологиями для производства предметов. Почти всё изначально проектируется в 3D, поэтому ключевой технологией является 3д печать.
Но сама по себе 3д печать имеет ограничения. Когда мы печатаем по технологии FDM (обычные 3д принтеры), то, соответственно, оказываемся ограничены в выборе материалов, качестве поверхности, времени печати.
Поэтому давно назревала задача: обойти какое-то из ограничений FDM 3D печати с помощью минимальных усилий.
Идея
Суть моей идеи такова: получить изделие из литьевого силикона, но лить его прямо в напечатанную форму!
В чём тут инновационность? А в том, что обычно для этого создается силиконовая форма, а она снимается с мастер-модели. То есть, если лить силикон прямо в напечатанную форму, то мы избавляем себя от затрат на литьё формы, а ведь на форму требуется иногда в несколько раз больше силикона чем на само изделие. Давайте же приступим к реализации.
Реализация идеи литья в напечатанную форму
Забыл сказать — сейчас мы экспериментируем с изготовлением светильников. Поэтому, первым делом надо обдумать каким образом должно функционировать наше изделие и как будет заливаться силикон. В результате учета всех нюансов печати и литья, дизайнер создала вот такую 3Д модель светильника:
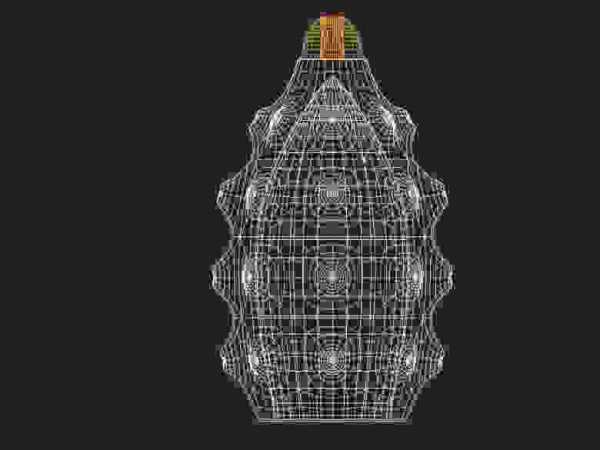
Эта модель одновременно является так же моделью для печати формы, вот такой вот трюк. Отчетливо видна полость внутрь которой и будем заливать материал
Объект получился средних размеров — в высоту 23 см и в диаметре 11 см. Давайте уже печатать наконец.
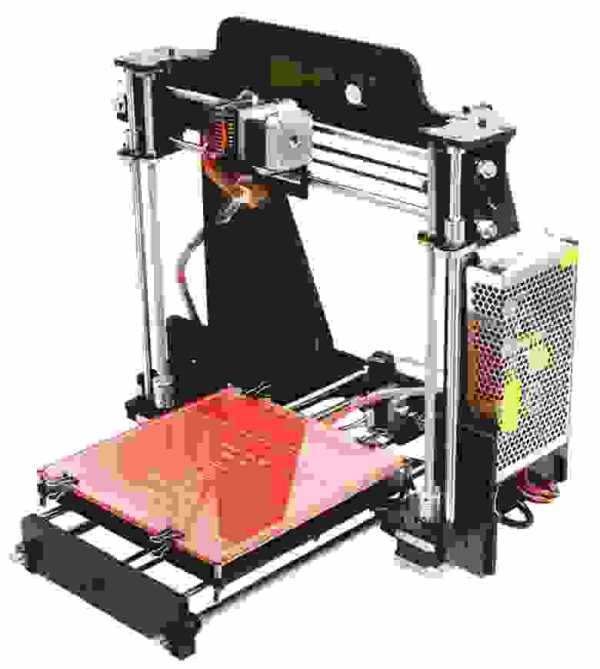
Печатать решили на нашем большом 3д принтере, т.к. у него стояло сопло 1,0 мм — поэтому печать была быстрой, а форма получилась прочной, хоть и толщиной всего в 1 стенку. Материал — ABS. Естественно, печатаем только стенки — никакого заполнения.
Кстати, вот фото этого Царь-принтера:
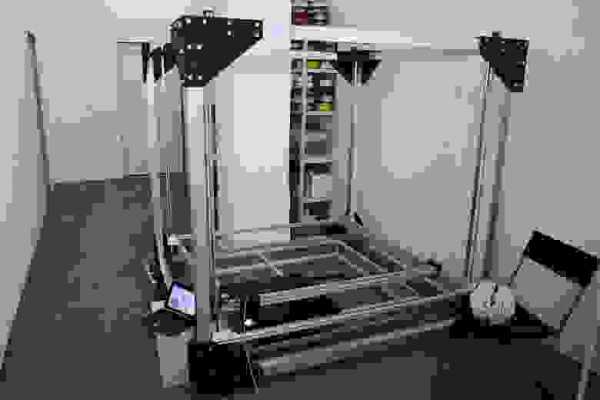
Область его печати — 1,2 м х 1,2 м, поэтому печатать такую маленькую штуку конечно немного смешно. Если кому-то будет интересно, то напишу про него статью, он почти доработан и имеет очень интересные фишки.
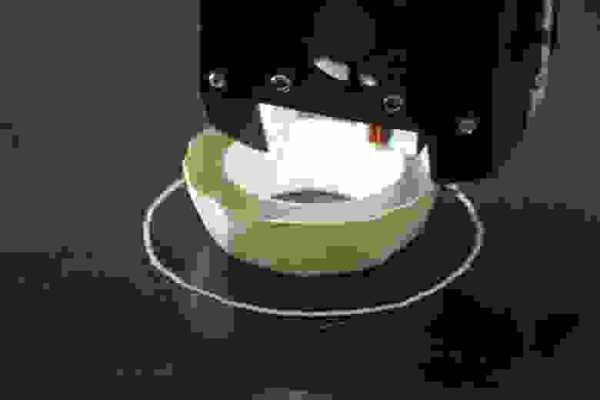
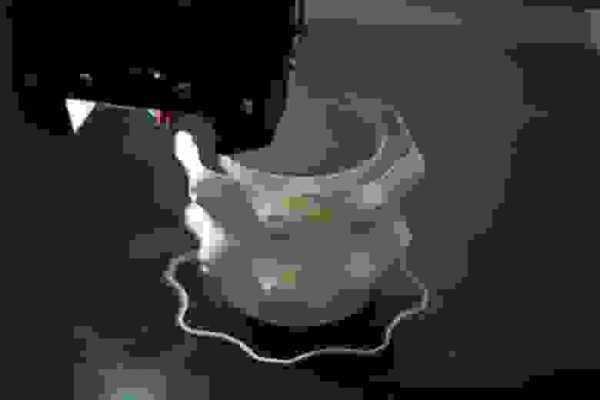
Итак, форма получена:

Снизу видно насколько толстая ширина линии. Носик вверху специально удлиннен, чтобы была возможность его потом ровно срезать.

Вообщем, получилось шикарно с первого раза. Теперь надо залить внутрь силикон. Не забудьте загерметизировать форму, заклеив все мелкие дырочки, например, термоклеем.
К сожалению, процесса литья не смог снять, т.к. силикон сильно пачкается, а особо медлить было нельзя.
Далее силикон затвердел и через сутки мы сломали форму, достав силиконовое изделие.
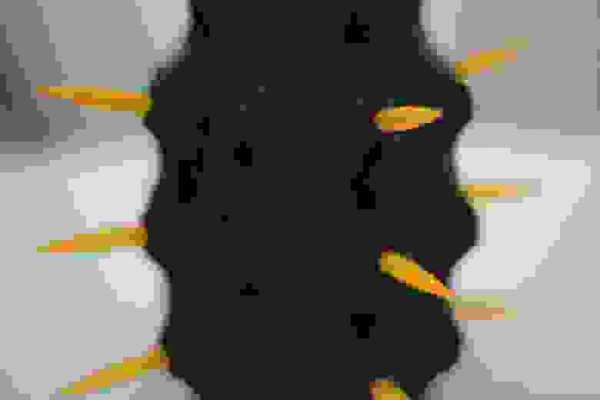
По задумке дизайнера это должен быть светильник с полупрозрачными шипами. Но лить шипы мы не стали и решили просто напечатать. Чтобы вставить шипы проделали в силиконе отверстия.
Далее вставили лампочку и теперь можно оценить как получилось.
Результат

Это получился светильник, например, для бара. По задумке он не одинок и находится в подобном интерьере.
Поверхность полностью повторила фактуру послойной 3Д печати, но, так как слой был толстый — около 0.6 мм, то он различим глазом и интересно переливается. На ощупь очень необычно — он мягкий, а кажется напечатанным из черного пластика.

В итоге дизайнерская задумка была реализована. По затратам времени и денег получилось достаточно экономично, но самое главное что опробован ещё один способ использования 3д печати, а это значит что большей идей сможет реализоваться.
Оффтопик
Насчет печати из пластика — есть у нас и светильник который полностью печатается. Очень долго печатается, весит наверное килограмм. Вот он:
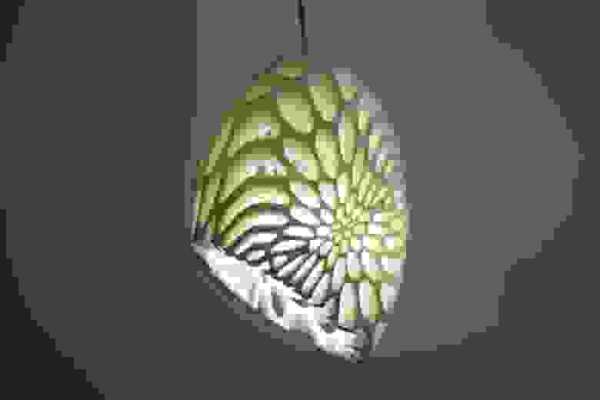
Высота его — около 30 см, так что достаточно большой. Светит хорошо и на стенах рисует интересный узор.
Другие светильники можете посмотреть на сайте проекта.
P.S. Интересно было бы услышать ваши идеи на тему производства таким вот образом. В следующий раз надеюсь рассказать про печать непосредственно самим силиконом.
13 заметок о 3D-печати, после 3 лет владения 3D-принтером / Хабр

Эта статья будет, прежде всего, интересна как тем, кто сталкивался непосредственно с 3D печатью, то есть является владельцем 3D-принтера, но также и тем, кто только собирается влиться в ряды 3D-печатников и раздумывает о покупке своего принтера.
В рамках этой статьи я хочу изложить свои наблюдения, как непосредственного владельца 3D-принтера, в течение более чем 3 лет.
Несмотря на то что 3D-принтеры известны достаточно давно и, на моей памяти, стали широко применяться, судя по информации на различных ресурсах, начиная примерно с 2010 года (могу и ошибаться, это мои субъективные наблюдения), долгое время я по необъяснимым причинам игнорировал эту сферу, сложно сказать почему…
Наверное, считал это каким-то «детским баловством», ещё одной хайповой темой, на которую уже просто не хватает времени…
Перелом произошёл тогда, когда у меня износилось одно колёсико у чемодана для поездок. Ну, знаете, такой большой пластиковый чемодан, с вращающимися четырьмя колёсиками снизу. К сожалению, он является «достаточно одноразовой вещью», ввиду отсутствия подшипников на колёсах, из-за чего износ места трения оси и колёса даёт чемодану прослужить не более одного-двух сезонов.
И у меня как будто «молния сверкнула посреди дня: 3D-принтер!» Именно с его помощью я смогу исправить эту проблему! Забегая вперёд, скажу, что починить чемодан таким способом мне так и не удалось, поэтому пришлось использовать другой подход…
В итоге я его «апнул» — установив колёса от ненужных роликовых коньков. Благодаря такому «апу», чемодан стал настоящим вездеходом и, даже будучи весьма нагруженным, легко едет – толкаемый вперёд даже «одним пальчиком». И даже по снегу, в 5-6 см толщиной. Танк, а не чемодан получился! К слову – крутящиеся колёсные «юниты» брал в леруа. Потом снял и выкинул оттуда родные пластиковые колёса, вставив от роликовых коньков:

Но сама эта мысль стала неким спусковым крючком, которая позволила мне наконец-то приобщиться к миру печатников и купить свой первый 3D-принтер.
Как и многие, прежде чем его приобрести, я долго штудировал разнообразные форумы и сайты, вникая во все тонкости. И почему-то сразу мне приглянулся тип принтера, называемый дельта принтер. Наверное, потому, что при работе он выглядит как некий «аппарат пришельцев».
Если на досуге вы любите посидеть, «смотря в ковёр», то с появлением такого принтера у вас появится гораздо более интересное занятие, даже, можно сказать, гипнотизирующее :-))
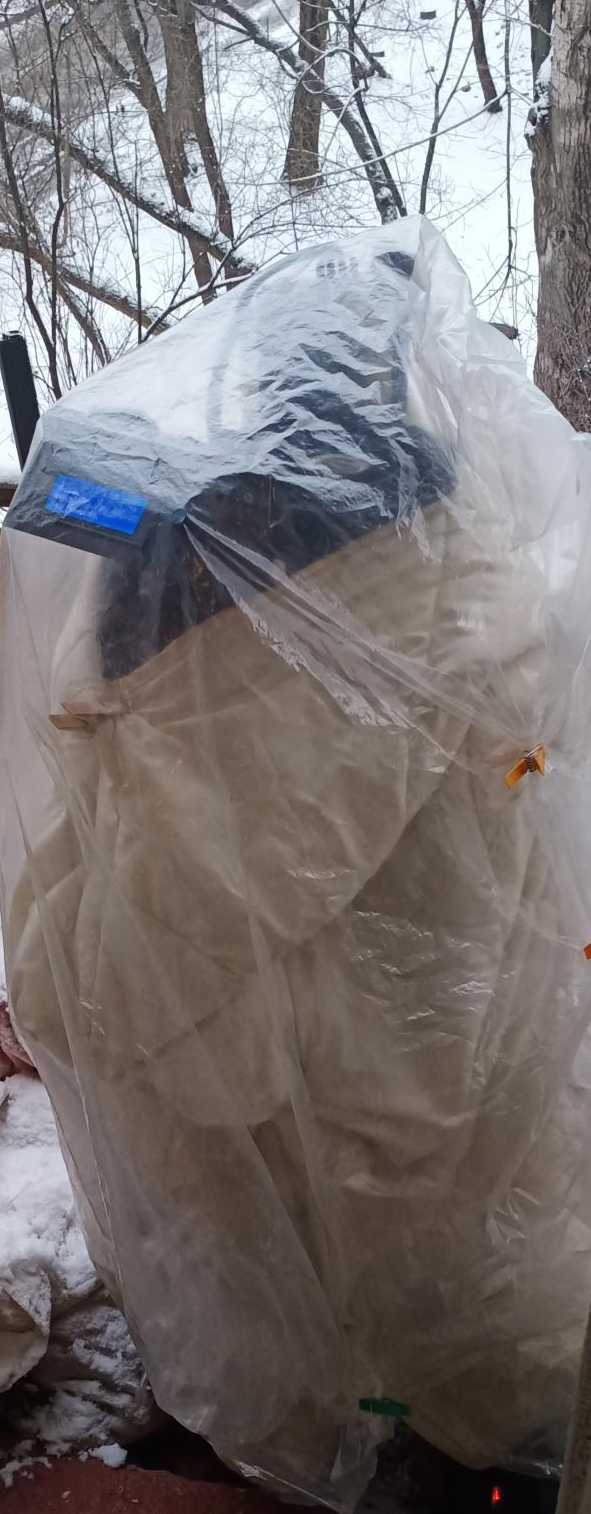
А это, собственно, моя дельта (если кому интересно), которая прошла, скажем так, «ultimate ап»: вся электроника вынесена наверх, на самодельную сварную раму, обтянута полиэтиленом и сделана магнитная дверь. Катушка с прутком установлена наверху, на раме. Ось, на которую надета катушка — выточена на токарном станке из алюминия и в неё вставлен подшипник от ГРМ ВАЗ. В итоге катушка — «вращается даже от пролёта мухи рядом»:

Ну, да не буду долго рассуждать, начнём рассмотрение основных фактов, которые у меня накопились по итогам владения этой машиной… Факты сугубо субъективные и могут расходиться с вашим видением. В любом случае буду рад комментариям, уточнениям и т.д.
▍ ЗАМЕТКА 1. Дельта хороша, но...
Тут следует привести ряд моих наблюдений, касаемо дельта-принтера:
- Содержит полностью готовый каркас будущего ящика, который позволяет легко сформировать термокамеру. Понимаю, многие принтеры выполнены в форм-факторе «некого ящика» (но нельзя не отметить этот момент), что существенно облегчает процесс обтягивания этого ящика теплоизолирующим материалом. В моём случае, в качестве такого материала, — я использовал полиэтиленовую плёнку.
- Уже благодаря своему устройству, дельта позволяет работать на гораздо больших скоростях, чем XY принтеры. Кстати, именно на дельта-принципе построены многие современные быстродействующие промышленные роботы для сортировки разнообразных деталей прямо на ленте транспортёра:
Однако, данный плюс не позволяет реализовать в полной мере возникновение паразитных вибраций, даже несмотря на подавители оных:
Таким образом, точная печать возможна, только на скоростях (по крайней мере, это было так меня), не более 60 мм в секунду. Сложная процедура выравнивания движения головки параллельно столу, ввиду чего, у многих возникает так называемая «линза». Люди с ней борются с разным успехом, однако на своём принтере я не сталкивался с этим и для меня поэтому «линза» никогда не была проблемой. В этом же пункте стоит отметить калибровку стола, которая изначально на первых дельтах отсутствовала, и приходилось пользоваться внешним сторонним решением от одного американского самодельщика, под названием EZBED. Данное решение представляло собой аппаратно-программный комплекс, позволяющий достаточно быстро и легко откалибровать печатный стол, — то есть дать принтеру понять его геометрию. На современных принтерах указанная проблема отсутствует, так как они комплектуются встроенным решением для калибровки. Стоит отметить, что эту проблему я решил, прикрепив концевик на печатающую головку, и использовав прошивку Marlin-1.1.9.
▍ ЗАМЕТКА 2. «Размер — не главное...» :-)
Когда я приобретал принтер, я впечатлялся возможностью огромных распечаток, а-ля цевьё каких-то футуристичных винтовок, огромных деталей корпусов и т.д.

Однако если попробовать проанализировать итоги своей многолетней практики, то выяснится, — что в большинстве случаев, осуществлялась печать достаточно маленьких объектов, которые легко умещаются на ладони, максимум на двух ладонях. Несмотря на такой, казалось бы, маленький размер, печать этих деталей занимала существенное время. Конечно, это очень сильно зависит от того, каким соплом вы печатаете. Но, несмотря на это, сложно не согласиться с тем фактом, что большая часть печатаемых деталей будет достаточно утилитарной и малого размера.
Поэтому, честно говоря, необходимость принтера, который позволяет напечатать «Венеру Милосскую в натуральный размер» весьма неочевидна.
Конечно, вы мне можете возразить, что «вот куплю принтер, немного освоюсь и кааак начну!!!»
Тут нужно учитывать один простой момент: не бывает универсальных вещей. А чтобы понять, насколько 3D-печать вообще и ваш принтер, в частности, будет нужен Вам для решения ваших задач, и насколько он сможет решать такие задачи, — вам просто нужно для начала попробовать метод 3D-печати лично и тогда вам многое станет ясно.
Поэтому для начинающего, я рекомендую брать небольшой принтер, который позволяет печатать исключительно небольшие предметы, умещающиеся на ладони — двух. С таким аппаратом вы точно никогда не прогадаете, так как он всегда будет нужен. Кроме того, с его помощью вы сможете освоиться с процессом печати и, при необходимости, приобрести аппарат большего размера, уже чётко понимая его возможности и способность решить ваш комплекс задач.
▍ ЗАМЕТКА 3. «Какого типа принтер брать».
Исходя из всего вышесказанного, я не рекомендую брать дельта принтер и это можно сказать сразу.
Не потому, что он плох, на самом деле, он печатает достаточно точно, основная его проблема (на мой взгляд) — это невозможность печатать прямоугольные плоские, достаточно большие компоненты корпусов, а также невозможность реализовать в полной мере скоростную работу, так как критически падает качество. Тут получается достаточно обидная ситуация, — принтер может работать быстро, но этого нельзя делать, так как качество будет «никаким».
А какой тогда вообще брать? В зависимости от бюджета и возможностей я рекомендую брать любой кубический принтер, например, тот же самый Core XY (перемещается головка, а стол спускается по мере «вырастания» модели, сверху вниз):
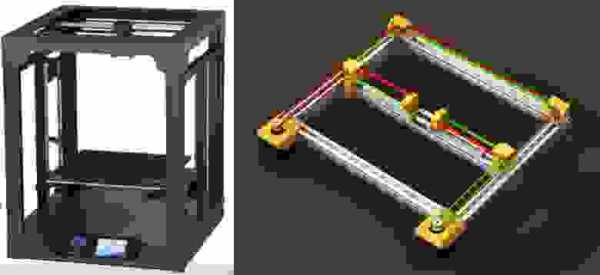 Источник картинки: thingiverse.com
Источник картинки: thingiverse.comТакой принтер позволяет легко печатать достаточно крупные плоские детали корпусов, обладает хорошей скоростью и точностью. Кроме того, наличие жесткой коробчатой рамы, — позволяет его легко обтянуть полиэтиленом для создания герметичной термокамеры. Кроме того, сам факт, что стол при работе не перемещается, позволяет уменьшить число проблем с отклеиванием модели.
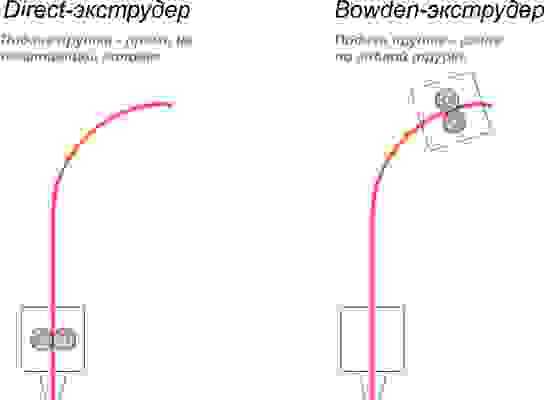
Однако в полной мере плюсы этого принтера не раскроются, если на нём будет стоять direct-экструдер. С одной стороны, он позволит печатать резиноподобными материалами, с другой —
большая инерция и вес головки. А это — паразитные вибрации, износ мех. части и т.д. (как и всё в жизни «одно лечим — другое калечим»:-))
На начальных этапах это может и не понадобиться, но в дальнейшем может возникнуть необходимость распечатать, например, покрышки для вашего самодельного автомобиля. И с этим, у боуден-экструдера — явные проблемы. Хотя справедливости ради печать таким резиноподобным материалом — далеко не ежедневная потребность. Впрочем, кто ищет, тот всегда найдет: я со временем нашёл способ «апнуть» свой принтер с боуден-экструдером, для печати гибкими материалами. «Костыли» конечно. Но хотя бы так.
Кстати сказать, есть и принтеры более дешёвого типа, так называемый «дрыгостол», печатающие за счёт перемещения стола и головки:
Они недорогие, умеренно точные, однако требуют достаточно качественного приклеивания печатаемой модели к столу, ввиду того, что стол перемещается, и модель может отклеиться при резких рывках стола. При печати крупногабаритных моделей это может стать проблемой.
▍ ЗАМЕТКА 4. Чем печатать?
Вопрос исключительно вкуса и назначения. То есть, если ваша распечатка будет стоять только на полке и должна отличаться каким-то эстетичным видом, — это одни требования, если распечатка является инженерной деталью, которая будет эксплуатироваться, в условиях повышенной механической нагрузки, — это другие требования. То есть, в первом случае Вы можете использовать любые PLA, SBS пластики, и другие, подобные им по свойствам.
Для инженерных же деталей, например, я использую исключительно ABS-пластик. Он сочетает в себе высокую твёрдость, прочность и малую цену. Хотя понимаю, что сейчас это последнее утверждение вызовет бурю комментариев в стиле «нет! — существует ещё прочнее, ещё лучше, тот же PETG и т.д.»:-)
Просто здесь я хотел сказать, что благодаря малой цене и тем практическим экспериментам, которые я провел с ABS пластиком, я понял, что он полностью удовлетворяет всем моим требованиям.
Однако то, что ABS-пластик при нагреве выделяет канцерогенные вещества, достаточно напрягает и заставляет принимать меры по предотвращению отравления. Для этого, принтер у меня печатает полностью закрытый и на открытом балконе. После печати — камера принтера открывается, и он в таком открытом виде остаётся, пока полностью не проветрится и не остынет.
▍ ЗАМЕТКА 5. " ABS-ом же сложно печатать, он же расслаивается, отлипает от стола и вообще..."
При правильно настроенном принтере (в моём, случае – при температуре печати в 205 градусов, термокамере и температуре рабочего стола в 100 градусов), использовании вспомогательных приёмов, например, в числе которых, можно назвать, так называемой ABS-сок (представляющий собой ABS-пластик, растворённый в ацетоне), можно создавать износоустойчивые и прочные вещи, без каких-либо гипотетических проблем.
К примеру, мой принтер осуществлял печать в течение многих часов, при температуре сильно ниже нуля. И такое было не раз и не два и не три! И качество распечаток было отменное:
 12-часовая печать ABS при температуре -4 С
12-часовая печать ABS при температуре -4 С▍ ЗАМЕТКА 6. Ацетон для пост-обработки и приготовления ABS-сока
В свое время я написал достаточно
развёрнутую статьюна эту тему и постараюсь привести основные выдержки из неё. Суть вопроса здесь заключается в следующем: ввиду того, что для производства ацетона используются разные ГОСТы, ацетон различается по качеству. Несмотря на то, что казалось бы, «ацетон он и в Африке ацетон», — тем не менее, один вид ацетона может существенно отличаться друг от друга. Например, обычный ацетон, который может быть куплен в любых хозмагах, типа «1000 мелочей», «магазин около дома» и тому подобных, — является ацетоном очень низкого качества, отвратительно пахнет ( хотя кому как, может быть, кому-то и нравится его приятный строительный аромат и «послевкусие»:-)) ).
В противовес ему, существует гораздо более качественный ацетон, который, однако, совершенно не встречается ни в каких бытовых магазинах, даже крупных сетевых, типа Ашана или Леруа Мерлен.
Ацетон такого типа встречается исключительно в магазинах, в которых продаются лаки и краски для автомобильных работ, — то есть это узкоспециализированные магазины для автомастерских:
Ацетон, который можно там приобрести, — отличается отличным качеством, по запаху практически похож на спирт, быстро выветривается,
:-) – это шутка, конечно же, даже не пробуйте.
Однако, основным его преимуществом, по сравнению с ацетоном бытового типа, является то, что он отлично растворяет ABS-пластик и не позволяет ему выпадать в осадок. Лично для меня это было весьма удивительное наблюдение, когда один и тот же ABS-пластик отлично растворялся ацетоном из автомагазина, и полностью выпал в осадок, когда я попытался применить бытовой ацетон (просто кончился запас хорошего ацетона, и пришлось использовать «то, что есть»).
Поэтому, если вы хотите, чтобы у вас результат был всегда отличным, то вот правильный ацетон. На нём должна быть надпись «для профессионального использования»:

▍ ЗАМЕТКА 7. А как насчёт ABS-сока?
«ABS-сок»-ом печатники называют смесь из ацетона и растворённых в нём кусочков ABS-пластика. Этой смесью смазывают поверхность рабочего стола перед печатью и дают ей высохнуть. Благодаря такой намазке, модель легко прилипает к рабочему столу и не отклеивается в процессе печати. После завершения печати и остывания печатного стола, модель легко отделяется.
Здесь следует сказать только то, что я, со временем перепробовав разные подходы, остановился на использовании гибких металлических шпателей, ещё называемых «шпателями японского типа»:
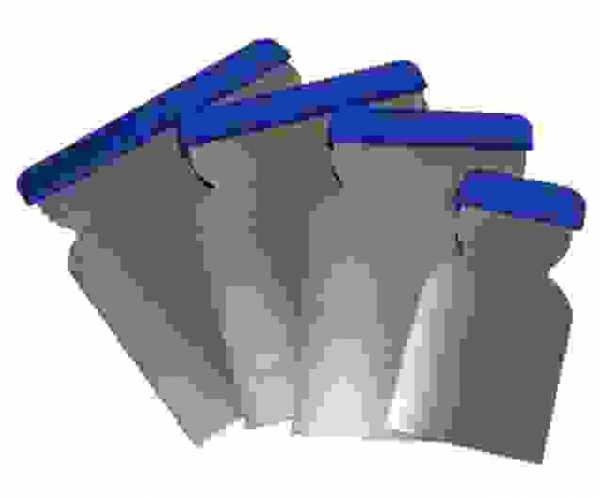
По результатам множества тестов, этот способ намазки оказался одним из самых удобных вариантов, такие шпатели очень легко и быстро можно очистить после работы. Другими словами, весьма рекомендую!
▍ ЗАМЕТКА 8. " Да на нём ничего толкового невозможно сделать, немного побаловался и решил продать, — всё равно ни для чего хорошего его не применишь"
Абсолютно не согласен, с утверждением выше, которое периодически приходится слышать от новичков 3D-печати. Можно даже сказать больше: в данный момент я даже не представляю, как я раньше жил без 3D-принтера! Так как именно он даёт возможность любому самодельщику существенно, расширить свои возможности и делать штучные изделия, практически заводского качества! Конечно, для этого к 3D-принтеру должны прикладываться соответствующие руки, но это уже другой вопрос…
Например, в моём случае, когда 3D-принтер дополняется соответствующей выдумкой, наличием токарного станка по металлу, это позволяет мне существенно расширить возможности своего «самодельства» и замахиваться на вещи, за которые я раньше и не подумал бы взяться!
Например, среди моих самоделок можно перечислить следующие:
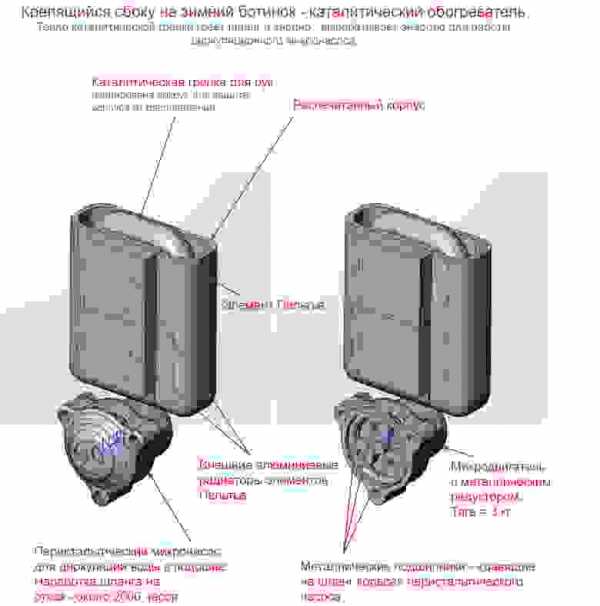
- Отапливаемая подошва для ботинок, которая представляет собой интегрированный в стельку шланг (и залитый бытовым силиконом из хозмага), по которому течёт вода, подогреваемая с помощью грелки для рук каталитического типа. Вода прокачивается с использованием маленького перистальтического насоса. Двигатель с металлическим редуктором, который использован в создании данного насоса, позволяет развивать усилие в 3 кг, что является даже избыточным для этой самоделки. Питание двигателя осуществляется от элементов Пельтье, укрепленных рядом с каталитической грелкой. Проект в данный момент находится в работе.
- Центробежная водяная помпа, укреплённая на валу двигателя внутреннего сгорания, который приводит в действие носимый воздушный компрессор высокого давления, развивающий давление в 500 бар. Помпа прокачивает охлаждающую жидкость через кожух насоса высокого давления, точнее его вторую ступень. Несмотря на то, что помпа распечатана на 3D-принтере, и работает на оборотах более 6000 в минуту, ничего «не развалилась, не рассыпалась, не разбилось». Как можно видеть на фото — помпа установлена вместо «заводилки», то бишь армстартера. Схема компрессора в целом такая: 2 двигателя. Соединены сцеплением. Один — тягловый. Второй — модифицирован и превращён в компрессор высокого давления:

Да, до сборки подобного, я тоже не верил, что это возможно. Мало того, даже когда собрал — не поверил своим глазам :-))). Однако — факт…
- Печатал ряд тестовых трубок Ранка-Хилша, о сути которых я подробно рассказывал в этой статье.
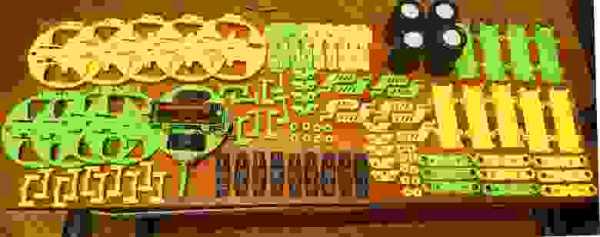
- Распечатана масса деталей, более 100 штук, для создания 10 роботов, управляемых через интернет. Об этом тоже была подробная статья вот здесь.

Ну и ещё куча всяких полезных и не очень поделок. Как можно видеть по моим самоделкам выше, я испытываю особую страсть к созданию неких полезных вещей, утилитарного направления. То есть, чтобы распечатка приносила пользу, а не относилась к типу «ыыы дывысь, Микола, чо я тут зробив» :-), — и потом поставить на полку и всё. Хотя, инженеры тоже не чужды красотам, и об этом будет мой следующий факт ниже.
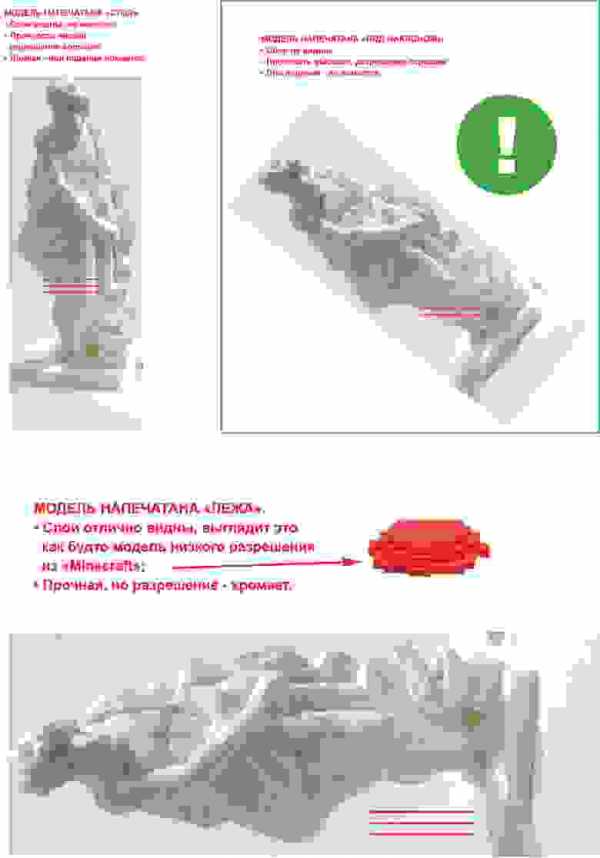
▍ ЗАМЕТКА 9. Правильное размещение модели при печати — это половина успеха
Казалось бы, очевидный факт, но многие его недооценивают. Здесь я имею в виду следующее: опытным путём мною совершенно случайно было выявлено, что при осуществлении печати разнообразных статуй (в чём я, совершенно неожиданно для себя, — обнаружил ещё одну свою страсть), — статуи желательно размещать под углом к печатному столу.
Это позволяет слоям в распечатке идти под углом приблизительно 45-50 градусов к модели. Результатом этого становится то, что на распечатанной модели практически полностью не видны слои и модель выглядит, как будто прошедшая постобработку, но при этом сохраняет глубокий матовый цвет, который, лично на мой вкус, больше походит на мрамор, чем глянцевый результат обработки в ацетоновой бане:

Дополнительным плюсом такого способа является то, что слои идущие под углом в 45-50° к модели, — придают ей дополнительную прочность. Это особенно актуально для печати статуй, которые содержат множество тонких элементов, легко откалывающихся при случайном падении статуи со стола или полки (научен горьким опытом, со мной это случалось множество раз, и испортило несколько достаточно достойных распечаток).
То есть, слои, идущие поперёк модели, если модель имеет большую протяжённость в высоту, не позволяет ей сохранить достаточную прочность. Для большей понятности, я попытался проиллюстрировать этот момент на рисунках ниже:
▍ ЗАМЕТКА 10. Нужно учитывать «расплывание» при осуществлении печати, особенно, если модель является состоящей из отдельных частей и должна быть собрана, путем стыковки этих частей друг с другом, вхождения друг в друга и т.д.
Этот момент я попытался проиллюстрировать на рисунках ниже. Здесь подразумевается, что если вы печатаете составную модель, вам надо сделать поправку на величину расплывания пятна на пластика ( не уверен что это так называется, но, я по крайней мере, постарался передать то, что я имею в виду). Если это не учитывать, то состыковать модель не получится.
Для примера, в моём случае эта поправка составляет 0,2 мм на диаметр, — если я хочу, чтобы модель стыковалась более плотно; если мне нужна свободная стыковка, без излишней плотности,- то 0,3 мм на диаметр:
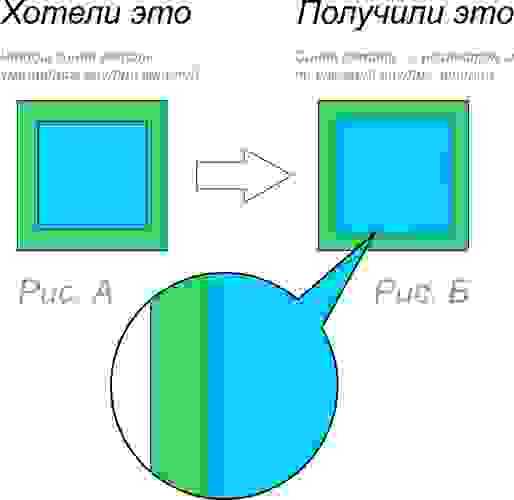
То есть, предположим — что синяя деталь имеет размер 10х10мм. Значит её надо моделировать в CAD-программе как 9,8х9,8 мм (если хотим, чтобы сидело плотно) или 9,7х9,7 мм (чтобы сидело свободно). Ну или расширить отверстие в зелёной детали, а синюю оставить как есть.
В этом бывает частенько проблема, когда скачиваешь с интернета сборную модель — а она не собирается, хоть ты тресни! А потому что не внесены поправки…
Для вашего конкретного случая поправки могут быть другими.
▍ ЗАМЕТКА 11. А что если...
Фактически эта заметка дополняет заметку номер 8. Использование 3D-принтера позволяет создавать детали из металла, с применением распечатанной 3D-модели. Для этого используется метод литья по выплавляемой или выжигаемой модели. В нашем случае мы будем иметь дело, в основном, с литьём металла по выжигаемой модели.
Вкратце это выглядит следующим образом: распечатка 3D-модели (используется PLA-пластик) → заливка её гипсом→выжигание PLA-пластика, одновременно с прожиганием формы, в обычной духовке кухонной плиты→заливка получившейся формы расплавленным металлом (расплавленным в обычной микроволновке).
Источник картинок: 3dtopo.comО простом способе плавления металлов в домашней микроволновке, я рассказал вот здесь.
О литье даже была хорошая статья на Хабре.
▍ ЗАМЕТКА 12. Долговечность?
Несмотря на то, что ABS-пластик называют подверженным воздействию ультрафиолетового излучения и, соответственно, выгорающим, теряющим свою прочность на солнце, в моей практике, даже распечатки, постоянно находящиеся под воздействием солнца, нисколько не потеряли своей прочности и цвета, продолжая успешно эксплуатироваться и в данный момент.
Здесь также следует добавить, что распечатки находятся постоянно под воздействием не только лучей солнца, но и работают непрерывно в условиях сырости!
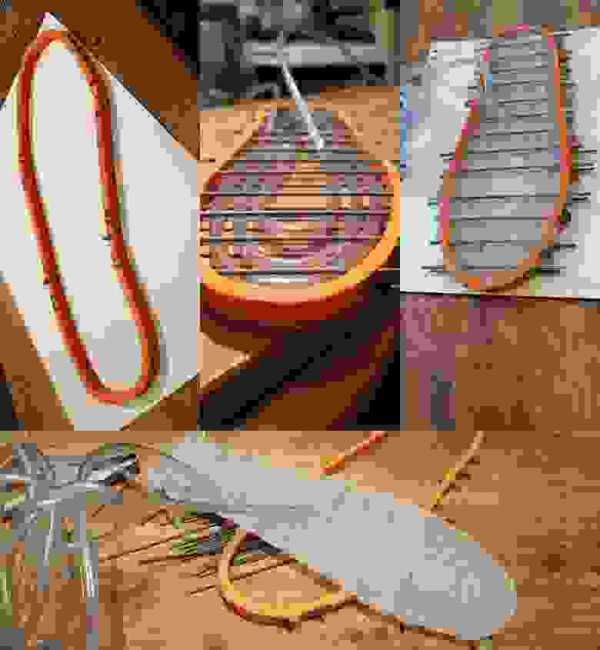
В роли таких распечаток я могу привести пример барашков для технических кранов, которые я распечатывал, но, к сожалению, не фотографировал этот процесс; а также застёжки на обуви, которые эксплуатируются у меня «и в снег, и в зной и в дождик проливной и вообще всегда со мной»:

▍ ЗАМЕТКА 13. А как быть с резьбой?
Периодически возникает потребность в распечатывании деталей, содержащих ту или иную резьбу. Моделирование подобных изделий требует хорошего понимания, что такое резьба вообще, а также какие поправки необходимо внести в вашем конкретном случае, о чём я уже рассказал выше.
Но, ввиду того что я являюсь в течение долгого времени обладателем токарного станка по металлу, меня совершенно не устраивает резьба, получаемая методом 3D-печати и выглядящая как «нечто очень похожее на резьбу».
Меня устраивает исключительно идеальная резьба. Поэтому я держу в наличии большой набор разнообразных метчиков и плашек, которыми и нарезаю все свои резьбы в пластиковых распечатках:

Выложил фото плашек и метчиков не для того, чтобы похвастаться, а чтобы появилось понимание у читателя, что серьёзная резьба — требует серьёзного подхода (к сожалению). И немалых затрат на вот это всё резьборезное железо…
Для создания своих резьб (как резьбовых каналов, так и штырей, покрытых резьбой), — рекомендую следующие справочные материалы: для отверстий, для штырей.
Ну вот на этом и хочу завершить свой рассказ и отметить, что он не претендует на исключительную точность и исчерпывающую подробность. Тем не менее постарался изложить ряд своих наблюдений. Будет интересно почитать и Ваши, в комментариях!
Разрешение изображений и качество печати
В этой статье мы рассмотрим, как разрешение изображения влияет на качество печати.
Вы когда-нибудь скачивали картинку из Интернета, а затем при печати получали результаты, которые были, ну, меньше, чем вы ожидали? Изображение выглядело великолепно на экране вашего компьютера, но когда вы распечатали его, оно либо выводилось на печать в размере почтовой марки или в нормальном размере, но выглядело размытым или "с кубиками"? Причина в разрешении изображения.
На самом деле, это не совсем справедливо. Это не так, что разрешение изображения специально указывается таким образом, чтобы сделать вас несчастными, когда вы печатаете фото из Интернета. Проблема заключается в том, что большинство фотографий в Интернете имеют очень маленькие размеры в пикселях, как правило, в районе 640 пикселей в ширину и 480 пикселей в высоту. Или даже меньше.
Потому что изображение не должно быть очень большим, чтобы нормально выглядеть на экране компьютера. А также потому, что маленькие изображения загружаются намного быстрее, чем более крупные (это уже совсем другой вопрос, который мы не будем затрагивать в этой статье).
Так что мы можем сделать, чтобы фотографии, загруженные из Интернета, выглядели при печати как качественные фотографии с цифровой камеры? Ответ - абсолютно ничего. В большинстве случаев интернет-снимки просто не имеют достаточно пикселей, чтобы обеспечить печать с высоким качеством. По крайней мере, если не печатать их в формате почтовой марки. Давайте выясним, почему.
Прежде всего, давайте немного отойдем от темы загрузки изображений из Интернета, так как таковой, и от того, что мы на самом деле в любом случае не должны делать это без разрешения владельца авторских прав. Давайте рассмотрим разрешение изображений в целом.
Термин "разрешение изображения" означает, сколько пикселей вашего снимка будет помещаться на каждом дюйме бумаги при печати.
Очевидно, что, так как ваша фотография имеет фиксированное количество пикселей, чем больше пикселей содержится в одном дюйме, тем меньше изображение будет выглядеть на бумаге. Аналогично, чем меньше пикселей на дюйм при печати, тем больше изображение.
Количество пикселей на дюйм при печати и называется "разрешением изображения". Разрешение изображения определяет качество печати изображения. Оно не имеет ничего общего с тем, как изображение выводится на экране компьютера. Поэтому фото, загруженные из Интернета, как правило, имеют гораздо более высокое качество на экране, чем когда вы выводите их на печать.
Давайте в качестве примера рассмотрим фотографию:
Не слишком качественное фото лошади
Я не могу удержаться от смеха каждый раз, когда вижу эту фотографию лошади, которую я сделал проезжая по сельской местности. Обычно эта лошадь - гордое, мощное, полное достоинства животное, но я, кажется, поймал его в довольно неприглядном положении. Она стоит под немного странным углом, солома свисает у нее с гривы и, кажется, я застал ее во время пережевывания пищи.
Либо так, либо она отчаянно пытается мне улыбнуться. В любом случае, этой лошади уже неловко, что я застал ее в такой момент. Давайте используем это изображение в качестве примера.
Во-первых, давайте посмотрим, что Photoshop может рассказать нам о текущем размере этой фотографии. Я захожу в меню «Изображение» в верхней части экрана и выбираю пункт «Размер изображения», после чего появляется диалоговое окно с соответствующим названием "Размер изображения":
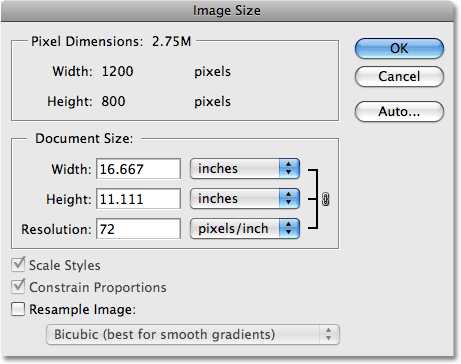
Диалоговое окно «Размер изображения» показывает нам текущий размер фото
Диалоговое окно «Размер изображения» делится на две основные части: «Размеры в пикселях» в верхней части и «Размер документа» непосредственно под ней.
«Размеры в пикселях» указывают, сколько пикселей содержит наше изображение. «Размер документа» сообщает нам, насколько большим изображение будет выглядеть на бумаге, если мы распечатаем его. Если мы посмотрим на раздел «Размеры в пикселях», то видим, что эта фотография имеет ширину 1200 пикселей и высоту 800 пикселей. Это может показаться огромным количеством пикселей (1200 на 800 = 960000 пикселей!).
И это, конечно, было бы так, если бы мы отображали изображение на экране компьютера. В самом деле, в 1200 на 800, это может быть слишком большим изображением, чтобы уместиться полностью на вашем мониторе!
Но только то, что оно выглядит красивым и большим на экране, не означает, что оно будет красивым и большим на печати. По крайней мере, не с высокой степенью качества. Давайте внимательнее посмотрим на то, что говорит нам раздел «Размер документа»:
Раздел «Размер документа» говорит о том, насколько большой или маленькой фотография будет при печати в определенном разрешении
Раздел «Размер документа» диалогового окна «Размер изображения» позволяет нам узнать две вещи: какое текущее разрешение у нашего изображения и насколько большим или маленьким будет изображение, если мы распечатаем его на основе данного разрешения.
В настоящее время у нас установлено значение разрешение в 72 пикселя / дюйм, что означает, что из 1200 пикселей, которые составляют размер от правого до левого края фото (ширину), на каждый дюйм бумаги будет идти 72 пикселя. И из 800 пикселей, которые составляют размер изображения сверху вниз (высоту), также на каждый дюйм бумаги будет идти 72 пикселя.
Значение в поле «Разрешение» определяется для ширины и высоты, а не общего количества пикселей. Другими словами, на каждый квадратный дюйм бумаги, по 72 пикселя будет идти на дюйм высоты и ширины. Общее количество пикселей, печатаемых в каждом квадратном дюйме бумаги, в таком случае будет 72 на 72 (72 пикселя по ширине и 72 пикселя по высоте). Что дает нам 5184 пикселей!
Давайте произведем некоторые простые математические вычисления, чтобы убедиться, что ширина и высота, показываемая нам в разделе «Размер документа» верна. Мы знаем из раздела «Размер в пикселях», что мы имеем 1200 пикселей слева направо и 800 пикселей сверху вниз. Разрешение печати в настоящее время установлено на 72 пикселей / дюйм.
Чтобы выяснить, насколько велико будет наше изображение на печати, нам нужно всего лишь разделить количество пикселей слева направо на 72, что даст нам наш ширину изображения при печати. А также разделить количество пикселей сверху вниз на 72, что даст нам высоту при печати. Давайте сделаем это:
1200 пикселей в ширину, разделенные на 72 пикселей на дюйм = 16,667 дюймов ширины
800 пикселей делится на 72 пикселей на дюйм = 11,111 дюйма высоты
Исходя из наших собственных простых вычислений, при разрешении 72 пикселя / дюйм (ppi для краткости), наше изображение при печати будет иметь 16,667 дюймов в ширину и 11,111 дюймов в высоту. И если мы посмотрим на раздел «Размер документа» еще раз:
Подтверждение размеров печати в разделе «Размер документа»
Это именно то, что здесь указано! Ничего себе, фото 1200 на 800 пикселей является достаточно большим для того, чтобы распечатать его в размере 11 на 14 дюймов, мы даже можем его немного уменьшить! Замечательно!
К сожалению, нет. Если бы в жизни все было так просто.
Дело в том, что 72 пикселей на дюйм не достаточно, чтобы дать нам на печати резкое, хорошего качества, профессионально выглядящее изображение. Даже близко нету. Чтобы дать Вам представление о том, что я имею в виду, вот грубое приближение того, как фото будет выглядеть на бумаге, если бы мы попытались распечатать его с разрешением 72 пикселя на дюйм.
Вы должны будете немного использовать свое воображение. Попробуйте представить себе, что это 11 на 16 дюймов:

Как будет выглядеть фото на бумаге при печати в разрешении всего лишь 72 пикселя на дюйм
Выглядит не слишком хорошо, не так ли? Проблема в том, что 72 пикселя на дюйм дают слишком мало информации об изображении, чтобы распечатать на бумаге резкое и четкое фото. Как будто на большой кусок тоста намазали слишком мало арахисового масла. Фото теперь выглядит размыто, скучно и вообще непривлекательно.
Мы не видим этого на экране компьютера, потому что компьютерными мониторами, как правило, называют устройства с низким разрешением. Даже фото с относительно небольшими размерами в пикселях, например, 640 на 480, будет отлично смотреться на экране компьютера.
Принтеры, однако, являются устройствами высокого разрешения, и если вы хотите, чтобы ваши фотографии печатались четко и на них были видны все мелкие детали, вам нужно разрешение намного выше, чем 72 пикселя на дюйм.
Так какое максимальное значение разрешения нужно для печати профессионального качества? Принято считать, что это 300 пикселей на дюйм. Печать изображения с разрешением 300 пикселей на дюйм достаточно сжимает пиксели, чтобы сохранить резкость.
На самом деле, 300, как правило, даже немного больше, чем нужно. Вы часто можете видеть фото с разрешением 240 точек на дюйм, без заметной потери качества изображения. Однако профессиональный стандарт - это 300 пикселей на дюйм.
Давайте возьмем то же изображение, с теми же 1200 пикселями ширины и 800 пикселями высоты, а затем изменим разрешение с 72 пикселей на дюйм до 300 пикселей на дюйм, и посмотрим, что получится.
Вот диалоговое окно «Размер изображения» с новым разрешением в 300 пикселей на дюйм. Заметьте, что в разделе «Размер в пикселях» в верхней части у нас по-прежнему значится 1200 пикселей по ширине и 800 пикселей по высоте.
Единственное, что изменилось, это наше разрешение - с 72 до 300:
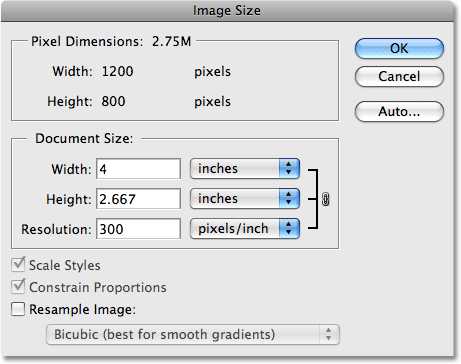
Разрешение печати было изменено на 300 пикселей на дюйм
То, что разрешение увеличилось с 72 до 300 пикселей на дюйм, означает, что из 1200 пикселей, которые имеет наше изображение в ширину, 300 пикселей печатаются на один дюйм бумаги. И из 800 пикселей высоты 300 печатаются на каждый дюйм бумаги по высоте. Естественно, с таким большим количеством пикселей на каждый дюйм бумаги, фотография на печати будет намного меньше.
И, конечно, в разделе «Размер документа» теперь значится, что наше фото будет печататься в размере всего 4 дюйма в ширину, 2,667 дюйма в высоту:
Фото теперь будет печататься в гораздо меньшем размере, чем прежде
Откуда же взялись эти новые значения ширины и высоты? Опять же, немного простой математики:
1200 пикселей в ширину делится на 300 пикселей на дюйм = 4 дюйма
800 пикселей в высоту делится на 300 пикселей на дюйм = 2,667 дюйма
Фото теперь будет печататься в гораздо меньшем размере, чем это было при разрешении 72 точек на дюйм. Но то, что мы теряем в физическом размере, мы более чем компенсируем за счет качества изображения. При 300 пикселях на дюйм (или даже при 240 пикселях на дюйм) мы будем наслаждаться четким, профессионального качества результатом:

Более высокое разрешение печати ведет к уменьшению размеров фотографии, но при этом изображение имеет гораздо более высокое качество
Конечно, большинство людей не печатают свои фотографии в нестандартных форматах, таких как 4 на 2,667. Так как нам убедиться, что мы получим результаты профессионального качества при печати в более стандартном формате, например, 4 на 6? Отличный вопрос, и получить ответ мы можем, снова обратившись к скучной арифметике.
Допустим, вы взяли фотографии с вашего недавнего семейного отдыха, сделанные с помощью цифровой камеры, и вы хотите распечатать некоторые из них на принтере в формате 4 на 6. Теперь мы знаем, что для того, чтобы достичь профессионального качества снимков, мы должны установить разрешение изображений минимум на 240 пикселей на дюйм. Хотя официальный стандарт 300 пикселей на дюйм.
Давайте рассмотрим оба этих значения разрешения, чтобы увидеть, насколько большими должны быть изображения с камеры для того, чтобы распечатать их в хорошем качестве в формате 4 на 6. Во-первых, давайте рассмотрим 240 пикселей на дюйм.
Чтобы выяснить, насколько велики в пикселях должны быть наши изображения, чтобы они печатались в формате 4 на 6 в профессиональном качестве, нам всего лишь нужно умножить 240 на 4 по ширине, а затем 240 на 6 по высоте (или наоборот, в зависимости от того, имеют ли ваши фотографии ландшафтную или портретную ориентацию).
Давайте сделаем это:
240 пикселей на дюйм х 4 дюйма в ширину = 960 пикселей
240 пикселей на дюйм х 6 дюймов в высоту = 1440 пикселей
Исходя из этих расчетов, мы видим, что для того, чтобы напечатать цифровую фотографию в формате 4 на 6 с разрешением 240 пикселей на дюйм, и чтобы при этом сохранялось отличное качество, размер фото в пикселях должен быть как минимум 960 на 1440. Мы видим также, сколько пикселей должна содержать фотография в целом, 960 умножить на 1440 дает нам 1382400 пикселей.
Давайте округлим это значение до 1400000 пикселей. Это может показаться слишком большим числом, но на самом деле так и есть. 1,4 миллиона - это минимальное количество пикселей, которое необходимо, чтобы напечатать фотографию в формате 4 на 6 при минимально допустимом для нормального качества разрешении 240 пикселей на дюйм.
Хорошая новость заключается в том, что на сегодняшний день большинство цифровых камер на рынке имеют 5 Мп ("мега пикселей" или "миллионов пикселей») и выше. Так что у вас не возникнет проблемы с печатью хорошего качества в формате 4 на 6 даже при разрешении 300 пикселей на дюйм.
Конечно, мы еще не подсчитали точно, сколько пикселей мы должны иметь, чтобы распечатать фото в формате 4 на 6 с профессиональным качеством при разрешении 300 пикселей на дюйм. Так что давайте сделаем это. Мы будем использовать ту же простую формулу, которая была описана выше.
Мы умножим 300 на 4, а затем 300 на 6, чтобы получить размеры в пикселях, которые нам понадобятся:
300 пикселей на дюйм х 4 дюйма в ширину = 1200 пикселей
300 пикселей на дюйм х 6 дюймов в высоту = 1800 пикселей
Давайте сделаем еще одно быстрое вычисление, чтобы узнать, сколько пикселей нам нужно в общей сложности:
1200 пикселей в ширину умножаем на 1800 пикселей в высоту = 2160000
Итак, для того, чтобы напечатать фотографии в формате 4 на 6 в хорошем качестве с использованием профессионального стандарта 300 пикселей на дюйм для разрешения, наша фотография должна иметь 1200 пикселей в ширину и 1800 пикселей в высоту (или наоборот). Это означает, что мы должны в общей сложности иметь 2160000 пикселей. Что опять-таки не должно стать проблемой для большинства цифровых камер на рынке, которые имеют 5Mп и больше.
Но что, если у вас есть фото, которые вы обожаете и считаете, что оно заслуживает того, чтобы распечатать его в формате 8 на 10, а не 4 на 6? Насколько большое изображение должно быть, чтобы при печати в формате 8 на 10 оно выглядело нормально? Ответ на этот вопрос также легко дать, как ранее.
Все, что вам нужно сделать, это умножить значение разрешения в пикселях на дюйм на ширину в дюймах, а затем сделать то же самое для высоты.
Давайте сначала используем разрешение 240 пикселей на дюйм:
240 пикселей на дюйм х 8 дюймов в ширину = 1920 пикселей
240 пикселей на дюйм х 10 дюймов в высоту = 2400 пикселей
Общее количество пикселей = 1920 пикселей в ширину х 2400 пикселей в высоту = 4608000 пикселей.
По результатам вычислений мы видим, что для того, чтобы напечатать фотографию в хорошем качестве в формате 8 на 10, изображение должно иметь 1920 пикселей в ширину и 2400 пикселей в высоту (или наоборот). В общей сложности около 4,6 миллионов пикселей.
Теперь мы начинаем приближаться к границе технических возможностей цифровых камер. 4-мегапиксельной цифровой камеры нам уже будет недостаточно, чтобы иметь возможность распечатать изображение в формате 8 на 10 с разрешением 240 пикселей на дюйм. Потеря порядка 600 000 пикселей это не слишком значительно. Вы все еще сможете распечатать изображение в формате 8 на 10, но, скорее всего, вы уже не получите профессионального качества.
Давайте сделаем такие же вычисления для формата 8 на 10 при разрешении 300 пикселей на дюйм:
300 пикселей на дюйм х 8 дюймов в ширину = 2400 пикселей
300 пикселей на дюйм х 10 дюймов в высоту = 3000 пикселей
Общее количество пикселей = 2400 пикселей в ширину х 3000 пикселей в высоту = 7200000 пикселей
Теперь мы действительно выходим за ограничения, существующие для некоторых цифровых фотоаппаратов. Для того, чтобы иметь возможность распечатать фотографию в формате 8 на 10 с разрешением 300 пикселей на дюйм, наша фотография должна быть 2400 пикселей в ширину и 3000 пикселей в высоту (или наоборот), в общей сложности 7,2 миллиона пикселей! Теперь это на самом деле много!
Это означает, что вы должны иметь, по крайней мере, 7.2-мегапиксельную цифровую камеру. В этом случае вы будете иметь возможность печатать свои фотографии в формате 8 на 10, и при этом все еще сможете получить снимки профессионального качества. Конечно, не забудьте, что большинство фотографий требуется хотя бы немного обрезать, а значит, вы теряете еще несколько пикселей.
Если вы уверены, что будете печатать много фотографий в формате 8 на 10, инвестиции в качественную 8-мегапиксельную или выше камеру настоятельно рекомендуются.
Это в целом все!
Сергей Бензенкоавтор-переводчик статьи «Image Resolution And Print Quality»
Печать кодов маркировки остатков обуви из Честного знака
Как можно печатать коды маркировки
С 1 октября 2019 года стартовал второй этап маркировки обуви. Владельцам обувных магазинов и бутиков необходимо зарегистрироваться в системе ЦРПТ Честный знак, завести в личном кабинете данные по складским остаткам, получить коды маркировки и промаркировать остатки обувной продукции. Благо ЦРПТ принял решение выдавать коды для остатков обувных товаров бесплатно. Их можно заказать до 1 марта 2020 года, после этой даты оборот немаркированной обувной продукции будет запрещен.
Получив коды маркировки в Честном знаке необходимо распечатать полученные метки DataMatrix. Для этого есть несколько путей. Первый вариант - можно воспользоваться функционалом самого личного кабинета Честный знак. Правда проблема в том, что кабинет генерирует DataMatrixk либо в макеты формата А4, что весьма неудобно. Либо предлагает воспользоваться специальным ПО для вёрстки макетов этикеток, что также трудозатратно. Ведь приходится вникать и учиться пользоваться полноценной профессиональной программой.
Второй вариант - воспользоваться различного рода надстройками для 1С, позволяющими генерировать коды DataMatrix. Здесь засада подстеререгает на каждом шагу. Начиная с того, что не все обувные магазины являются пользователями 1С, надстройки теряют свою работоспособность с каждым обновлением самой 1С, да и ошибок в самих надстройках тоже хватает.
Третий вариант - воспользоваться сторонними программами или онлайн генераторами DataMatrix, сгенерировать метки, и уже в ручном режиме подготовить и распечатать этикетки с ними. Вариант что называется из разряда "дёшево и сердито", подойдёт Вам разве что в случае если нужно промаркировать до 100 пар обуви. Не более.
Четвертый вариант - воспользоваться специальными сервисами для генерации этикеток с переменными данными. Их немного, но они есть. Некоторые типографии тоже умеют так делать, правда это серьёзно увеличивает их ценник. Суть таких сервисов в том, что они позволяют загрузить полученные коды маркировки, подготовить из них макеты этикеток для печати которые уже можно распечатать в обычной типографии, на своем термопринтере или даже обычном лазерном принтере. Что называется делают чудо, не иначе.
Что предлагаем мы
Итак, как вы наверное догадались, именно о четвертом варианте пойдёт речь. Стоит заметить, что сами этикетки тоже весьма отличаются друг от друга как дизайнерским наполнением, так и данными. Можно пойти по пути наименьшего сопротивления и печатать только сами метки DataMatrix, а можно полноценные этикетки с указанием дополнительных данных. Эти данные конечно же будут полезны в первую очередь потенциальному покупателю, но мы ведь для него и стараемся, не так ли? Такие данные могут включать вид обуви (например мужская, женская, детская или унисекс), код товарной номенклатуры (2 знака, для обуви 64), способ ввода товаров в оборот (варианты: произведен в РФ, ввезен в РФ). Плюсом можно добавить информацию о модели обуви, материалах подошвы, верха и подкладки. В таком виде даже консервативная маркировка будет наиболее информативна и заметно выделять ваш магазин при прочих равных условиях.
И вишенкой на тортике будет органичное начертание логотипа бренда, или вашего магазина на этикетке. А если пойти еще дальше - то и визуальное употребление вкусной иконки с изображением модели обуви придаст скучной этикетке выигрышный вид. А это в свою очередь дополнительный стимул приобрести обувь именно в вашем магазине, а не в соседнем. Как говорят "нормально делай - нормально будет!".
Всё о чём здесь написано - мы умеем делать. Вот пример как могут выглядеть ваши этикетки с маркировкой. Варианта взаимодействия два: можно только подготовить макеты для печати с требуемыми параметрами и учётом ваших "хотелок", а вы уже самостоятельно распечатаете этикетки на своем оборудовании. Либо вариант когда мы не только подготавливаем макет для печати, но и производим печать нашими средствами. Если вы находитесь в другом городе - это не проблема. Этикетки будут доставлены курьером или транспортной компанией максимально быстро. Подготовку и печать небольшой тестовой партии делаем бесплатно. Оставьте заявку и попробуйте нашу печать кодов маркировки на вкус. Это бесплатно и займёт всего несколько минут!
Ну и напоследок: коды на новые товары с 1 октября 2020 года в ЦРПТ станут платными и будут стоить 50 копеек без учета НДС (читай 60 копеек) на основании Постановления Правительства РФ от 08.05.2019 N 577. Для осуществления оплаты в системе Честный знак появится соответствующий функционал.
Теги: #маркировка #маркировка обуви #печать datamatrix #маркировка товаров #маркировка товара #datamatrix #датаматрикс #честный знак #обувь #интернет-магазины
3D печать в школе - несколько зарисовок из опыта работы. О проблемах - позже)))
Добрый день! С этого поста я планирую начать серию публикаций, посвященных нашему (169-ая школа Петербурга) опыту использования 3D печати в школе. Обязательно напишу о тех проблемах, которые мешают широкому использованию этой замечательной технологии в образовательных учреждениях, но это чуть позже. Начать хочется с позитива, так что в первой статье я расскажу о истории нашего приобщения к миру 3D принтеров, редакторов инженерной графики и катушек с пластиками и приведу несколько примеров удачного использования новой инженерной технологии, попавшей в наши руки. Довольно часто буду отсылать ссылками к уже написанным материалам, размещенным на сайте нашего экспериментального подразделения "Лаборатория проектов". Начнем.
Немного истории.
Началось все около 2 лет назад с набора для сборки 3D принтера Rubot Mini, входящего в комплект "Инновационного класса ScratchDuino". Мы долго думали, взять готовый принтер или набор, остановились на последнем и не прогадали))) Это было.... познавательно. Из разрозненных деталей на свет появлялось новое устройство.
Да, сборка была нелегким испытанием. О наших впечатлениях (и о рекомендациях будущим сборщикам) можно почитать в статье "Сборка и впечатление" и "Rubot Mini (MC5 D.R.O.V.A) - электрика". Так же рекомендую советы нашего коллеги по сетевому проекту ScratchDuino Леонида Захарова "3D принтер своими руками из КИТ-набора. Проблемы при сборке". Но!!!!! Так или иначе, к концу сборки этого агрегата мы узнали о 3D печати и принтерах столько..... Что дальше было уже вообще не страшно, с чем бы мы ни сталкивались, мы были в принципе готовы решать эти проблемы. Началось)))
Одним из первых проектов, осуществленным на основе напечатанных деталей, стал "Робот-художник". Мы были ограничены в размерах (малый печатный стол) и пластиках (неподогреваемый стол - печатаем PLA). Но робот на базе Arduino получился очень интересный.
Какое-то время 2 принтера Rubot Mini были нашими единственными 3D принтерами. Резюмирую свое мнение по данному принтеру: в виде набора для сборки - отличный полигон для исследования принципа работы 3D-принтеров и получения необходимых технических навыков их обслуживания. Но доставляет много проблем при попытке много и сложно печатать. После ряда доработок приемлемо обслуживает небольшой кружок.
Но как раз с Rubot Mini началось понимание того, что 3D-принтеры в школе должны работать. Именно "Работать". Без особых ухищрений. Без плясок с бубнами, монотонно и скучно печатать то, что мы им отдадим на создание. Нужно было искать принтеры под наши условия. Так у нас появился MZ3D-360C. Я и сейчас благодарен разработчикам, которые отдали нам этот принтер на исследования. Это действительно отличная "рабочая лошадка" 3D печати. Ряд недостатков конструктива за время совместной работы были устранены и теперь это очень надежный агрегат, способный работать в долгоиграющем режиме. Доступ к основным деталям открыт, так что легко чинить и обслуживать. Рекомендую: дешево (относительно других серьезных конструкций) и сердито. И сейчас это самый используемый принтер в школе, несмотря на то, что у нас уже достаточно много машин в парке.
Даже по фото видно, что площадь стола позволила печатать намного больше. Принтер за один раз печатал все детали для тех же "Роботов-художников". И качество заметно улучшилось.
На MZ3D-360C печатали много и интересно. Заодно примеривались - что надо и что не надо печатать для образовательных целей.
Вот, например, корпус для Arduino Uno для проектов по электронике. Защищает плату от механических повреждений и случайных замыканий. Очень удобно для занятий. Разработано и напечатано в 169-ой.
Примерно в то же время и опять по линии исследований мы стали сотрудничать с 3Dquality. С принтера Mini Prizm началось использование 3D печати в рамках уроков технологии. Дельта принтеры красивы, внимание детей обеспечено.
Проблем тоже много, но об этом обещал позже. Но как оживились уроки "Технологии"! Поясню на примере темы по изучению орнаментов. Классическая часть - поиск информации, доклады, рисунки. Наше дополнение: программирование орнаментов в Scratch, рисование орнаментов в векторном редакторе, печать орнамента на 3D принтере. Детям очень нравится, на фото как раз печать и идет.
Дальше - больше. Начинали вырисовываться две основные линии использования 3D печати. Первая - проектная деятельность и создание новых конструкций для предметов, кружков и т.д. Вторая - учебная часть, когда 3D принтер используется в рамках изучения каких-то тем в качестве прикладного инструмента, повышающего интерес и мотивацию учащихся.
И это реально интересно! И полезно. Так, роботы MakeBlock Ranger в их исходном виде держатся на массовых внеурочных занятиях примерно месяц. Ломаются датчики при ударах о препятствия на скорости (а как не ездить?) и т.д. Разработанный в школе обвес (что само по себе было очень интересным заданием для технологов) позволяет вообще забыть об этой проблеме. А специальный блок опускания датчиков линии не только защищает от ударов, но и увеличивает точность работы, приближая датчик на оптимальное расстояние. При ударах подпрыгивает или складывается. На фото робот в старом варианте обвеса, новый покажу чуть позже, когда буду писать о использовании принтеров в робототехнике. Кстати, обвес предусматривает удобное крепление дополнительных деталей на винтах или шпильках Лего.
На занятиях стало все кардинально интереснее. Теперь роботы носятся по полу без вреда для здоровья)))
Продолжая историю, не могу не упомянуть о Rubot Protos от нашего стратегического партнера - компании Robbo (ранее ScratchDuino). Он так же попал к нам на исследования и апробацию, как элемент "Инновационного класса ScratchDuino".
Очень интересный агрегат, по сути - минизавод. Способен печатать, выжигать лазером и фрезеровать. Для этого надо менять рабочую "голову".
Этот принтер дал нам совсем другие возможности (и массу новых проблем). Большой подогреваемый стол - супер))). В частности, мы напечатали модель дворца (далее - домик) из проекта методобъединения учителей математики Центрального района, который не смогли напечатать в других местах. Этот проект как раз иллюстрирует нашу идеологию "Лаборатории проектов". На каких-то своих курсах я рассказывал о наших работах и учителям города забросил мысль, что при наличии интересного проекта всегда можно найти, кто и где сделает техчасть. Вот одна из слушательниц и подошла с домиком, сказав, что он не получается при печати. Меня заинтересовало, мы взяли проект в работу. Модель была сделана пустотелой, сложного рельефа, использование поддержек ... можно, но дальше много обработки. В общем, мы получили интереснейший опыт печати больших пустотелых объектов, а МО получило реальный объект)))
На текущий момент в школе трудятся еще два принтера, но существенных новых проблем, как и открытий, они уже не принесли, так что о них можно не рассказывать.
Немного о МТБ или "откуда такое богачество"?
Я достаточно давно пришел к мысли, что средства, оборудование и т.д. появляются как-то сами по себе, но при одном важном условии: надо очень хотеть осуществлять какую-то интересную деятельность и быть готовым делиться результатами. Так произошло и в этот раз. Мы не имели ни одного робота и принтера на момент знакомства с развивающейся питерской командой ScratchDuino. Но мы хотели этим заниматься и начало сотрудничеству положили несколько робокомплектов для проб под наши утверждения о разработке методик и исследование конструктива. Мы написали и издали книжку про ScratchDuino (Конструируем роботов на ScratchDuino. Первые шаги), по которой вполне можно вести занятия. Потом уже, на основе опыта работы с наборами, выиграли городской конкурс и получили возможность купить первые "деревянные" наборы для сборки 3D принтеров.
Когда нам реально очень-очень нужны были нормальные принтеры для печати, а финансирования опять не предвиделось, мы просто разослали письма множеству производителей отечественных принтеров, объясняя, что нам нужно, зачем, и что мы можем предложить в ответ. В результате появились MZ3D-360c, в который мы далее внесли порядка 7 крупных изменений и PrizmMini. Мы активно работаем со всем оборудованием, отмечаем недостатки, разрабатываем рекомендации по внедрению в школьную среду. Это очень нужно производителям, но....это надо и нам! Нам нужно правильное оборудование, "заточенное" под образовательные задачи. Так зарождалась идеология "Лаборатории проектов", неформального (мы так и не написали основополагающие документы, так что реально сообщество партнеров есть, а бумаг так и нет, в баллах не поможет, ай-ай-ай))) сообщества учеников, учителей, родителей, школ, издательств, производителей ПО и техники и т.д., заинтересованных в том, чтобы жить и учиться было интереснее. Последний наш партнер - MakeBlock, всемирно известная компания из Китая. Нас очень заинтересовали их роботы, а им интересны наши доработки их продукции.
К чему веду... Всегда можно найти, где и на чем создавать новые проекты. Пусть в какой-то школе нет 3D принтеров, но есть где-то неподалеку, у нас например. Стоит стучаться, предлагать свои варианты совместных проектов, 100% быстро найдется нужное оборудование и люди, которые помогут в осуществлении (в городах-то точно). Как же нам нравится идея открытости и сотрудничества между школами, да и не только школами. Вместе можно делать намного больше.
В заключение
В этой вводной статье я рассказал нашу историю внедрения 3D печати в образовательную деятельность. Просто чтобы читатели понимали, что 2 года назад мы ничего не знали о принтерах, пластиках, FreeCad и т.д. Просто осознавали потребность в использовании всего этого арсенала. Сейчас я точно могу сказать - 3D принтеры очень нужны в школах. Они действительно позволяют вывести проектную деятельность на качественно другой уровень. Сложно ли освоить? Не очень, пока техника работает. Сложно ли поддерживать и ремонтировать? Да. Уходит куча времени и сил. Но об этом поговорим в отдельной статье о проблемах.
Но результат того стоит. В следующем посте я подробнее расскажу о наших находках в области использования технологии 3D печати в образовательном процессе.
И все же Эйнштейн или перевод со струйного принтера
Зосенка не переставала пробовать и экспериментировать с трансфером. Она на собственном горьком опыте усвоила, что пословица «заласкать кошку до смерти» прекрасно отражает эффект, который она получила, испытав ткань ацетоном. Ткань была в порядке, я имею в виду переплетение было правильным, рисунок с лазерного принтера, ацетон был самым подходящим, а эффект ... хорошим! В Зосенеке закипела кровь. Как же так, усвоение теории даром?! Когда следующая попытка не удалась, как и предыдущая, у Зосенеки сложилось ошеломляющее впечатление, что какая-то важная деталь, от которой зависит успех, видимо, ускользнула от нее.Она села перед экраном монитора для непосредственной тренировки в сфере заветных трансферов. Однако последующие страницы в теме ни на йоту не приблизили ее к разгадке головоломки. Она уже собиралась бросить полотенце на ринг, заявив всему миру, что это поле явно не для нее, когда поисковик подтолкнул ей видео. Она с минуту колебалась, стоит ли терять время, но судьба нанесла ей сильный удар. Скучающая и обескураженная, она смотрела фильм из-под быка.И вдруг - эврика! Она уже знала, что делает не так, слишком сильно пропитывая бумагу, добиваясь эффекта прямо противоположного задуманному. Попытка была сделана, и победа вызвала у Зосенки эйфорию. Зосенька вздохнула и подумала, опять оказалось, что пословицы — мудрость народов и что избыток так же вреден, как и недостаток. Как говорили древние - aurea mediocritas! Золотая середина - это то, к чему надо стремиться :))В связи с тем, что Зосенька проглотила невероятное количество текстов на тему переводов, она решила провести несколько свежих экспериментов.На этот раз она порылась в холодильнике, а не в мастерской Вендинга (к его невыразимой радости) и, вооружившись лимоном, решила проверить, можно ли распечатку со струйного принтера использовать для перевода. Конечно, она прочитала на десятках страниц, что распечатку надо делать из лазера (или ксерокса), но Зосенька, естественно, была недоверчива и, пока не проверила сама, не поверила до конца. Болезнь эта проявлялась в том, что Зосенька сначала что-то вычисляла на калькуляторе, а потом брала карандаш, листок и считала от руки, вернее, письменно, чтобы убедиться, что калькулятор не ошибется.И на этот раз Зосенька захотела испытать себя на собственной шкуре. Выяснилось, что она поступила правильно, ведь проделанные ею эксперименты увенчались полным успехом.
Перевод бледнее, но разборчивее. Можно сказать, что вид более винтажный ;) Блеклая и старая... Это передается и на ткань, и на краску. Краска Зосенек была всего лишь эмульсионной латексной краской, явно непригодной для этой цели... она быстро поняла, что после высыхания она "ни на что не годится", но из чего была душа экспериментатора? Оказалось, что краска подходит, надо только покрасить, подождать минут 15 - 20, что бы немного подсохло и перевод на лимон выглядит как эта куколка ;))
Вот фотографии сделанные для демонстрации триумфы Блейка ;))
| Вот и первая работа, струйная печать, лимонный перевод ;) |

 |
| Тот же метод, хотя распечатка была бледнее, результат удовлетворил. |
 |
| Распечатка со струйного принтера, для переноса использовался ацетон. |
 |
| Цветную распечатку тоже можно перенести, но здесь Зосенька опять "наложила" слишком много и лимон оставил пятна...;)) |







| Вот переводы со струйки и снова лимон... |
 |
| Видны пятна после предыдущей передачи, которая не удалась... вырезала лист, но отказалась от этой идеи из-за свадьбы, которая традиционалистка и настойчиво требует спать на простыне... вот чудак и упрямый ;))) |
 |
| Мои любимые плюшевые мишки :)) |









 номер вместо фамилии, видимо фамилию называть не разрешают, чтобы вы могли видеть лицо этой дамы, когда я попросил ручку, чтобы записать имя, она боролась с моментом верности моему друг но ручку дал
номер вместо фамилии, видимо фамилию называть не разрешают, чтобы вы могли видеть лицо этой дамы, когда я попросил ручку, чтобы записать имя, она боролась с моментом верности моему друг но ручку дал 










 Вызов дизайнера:
Вызов дизайнера:




