Салон штор в Санкт-Петербурге




Сварочная дуга представляет собой
Сварочная дуга | это... Что такое Сварочная дуга?
- Сварочная дуга
- электрическая дуга, образующаяся в зоне сварки (См. Сварка) (или резки) при прохождении электрического тока через газ между электродами. С. д. — наиболее развитая форма разряда в газах (см. Дуговой разряд), характеризующаяся малым напряжением, большим током, наличием ионизации газов в дуговом промежутке. Ионизируемый газ столба дугового разряда ярко светится и имеет температуру 6000—10000 °С в осевой части столба разряда. Основной фактор ионизации — высокая температура, поддерживаемая притоком энергии из питающей цепи. Напряжение С. д., т. е. напряжение между концами электродов, существенно зависит от длины дуги, силы тока, материала и размера сварочных электродов, состава и давления газа и других факторов. Для управления свойствами С. д. изменяют длину дуги от 0,01 до 1
см, силу тока от 0,5 до 3000 а, давление газа от 102 до 105 н/м2 (от 0,001 до 1 кгс/см2), материал, форму и размеры одного из электродов, защищают зону горения газами, сжимают дугу и т. д.
Тепловая мощность С. д. лежит в пределах от 10 до 105вт при концентрации от 102 до 105 вт/см2. Широкий диапазон мощностей позволяет применять С. д. для сварки и резки различных материалов толщиной от 0,05 до 100 мм за один или несколько проходов.
Г. И. Лесков.
Схема дугового разряда при сварке: 1 — катод; 2 — столб дугового разряда; 3 — анод; 4 — пламя сварочной дуги.
Большая советская энциклопедия. — М.: Советская энциклопедия. 1969—1978.
- Сварочная горелка
- Сварочное железо
Смотреть что такое "Сварочная дуга" в других словарях:
сварочная дуга — Стабильный разряд электричества в ионизированной атмосфере газов и паров металла, возникающий между основным металлом и электродом. [http://sl3d.ru/o slovare.html] Тематики машиностроение в целом … Справочник технического переводчика
сварочная дуга — suvirinimo lankas statusas T sritis automatika atitikmenys: angl. welding arc vok. Schweißlichtbogen, m rus. сварочная дуга, f pranc. arc de soudage, m … Automatikos terminų žodynas
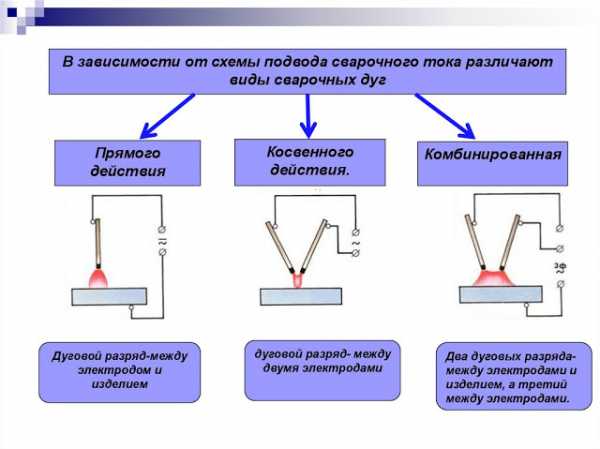
сварочная дуга косвенного действия — Сварочная дуга, при которой объект сварки не включён в цепь сварочного тока. [http://sl3d.ru/o slovare.html] Тематики машиностроение в целом … Справочник технического переводчика
сварочная дуга прямого действия — Сварочная дуга, при которой объект сварки включен в цепь сварочного тока. [http://sl3d.ru/o slovare.html] Тематики машиностроение в целом … Справочник технического переводчика
сварочная дуга с возрастающей характеристикой — Сварочная дуга с зависимостью тока дуги от напряжения. [http://sl3d.ru/o slovare.html] Тематики машиностроение в целом … Справочник технического переводчика
сварочная дуга с жёсткой характеристикой — Сварочная дуга без зависимости тока дуги от напряжения. [http://sl3d.ru/o slovare.html] Тематики машиностроение в целом … Справочник технического переводчика
короткая сварочная дуга — Сварочная дуга небольшой длины. [http://sl3d.ru/o slovare.html] Тематики машиностроение в целом … Справочник технического переводчика
сварочная цепь — 3.11 сварочная цепь: Цепь, которая включает в себя все проводящие элементы, через которые будет протекать сварочный ток. Примечания 1 При дуговой сварке дуга является частью сварочной цепи. 2 В некоторых процессах дуговой сварки дуга может быть… … Словарь-справочник терминов нормативно-технической документации
Сварка — технологический процесс соединения твёрдых материалов в результате действия межатомных сил, которое происходит при местном сплавлении или совместном пластическом деформировании свариваемых частей. С. получают изделия из металла и… … Большая советская энциклопедия
Сварка — Сварщик за работой Сварка это технологический процесс получения неразъёмного соединения посредством установления межатомных и межмолекулярных связей между свариваемыми частями изделия при их нагреве (местном или общем), и/или … Википедия
Электрическая дуга, способы сварки и сварные соединения
Природа сварочной дуги
Электрическая дуга представляет собой один из видов электрических разрядов в газах, при котором наблюдается прохождение электрического тока через газовый промежуток под воздействием электрического поля. Электрическую дугу, используемую для сварки металлов, называют сварочной дугой. Дуга является частью электрической сварочной цепи, и на ней происходит падение напряжения. При сварке на постоянном токе электрод, подсоединенный к положительному полюсу источника питания дуги, называют анодом, а к отрицательному - катодом. Если сварка ведется на переменном токе, каждый из электродов является попеременно то анодом, то катодом.
Промежуток между электродами называют областью дугового разряда или дуговым промежутком. Длину дугового промежутка называют длиной дуги. В обычных условиях при низких температурах газы состоят из нейтральных атомов и молекул и не обладают электрической проводимостью. Прохождение электрического тока через газ возможно только при наличии в нем заряженных частиц - электронов и ионов. Процесс образования заряженных частиц газа называют ионизацией, а сам газ - ионизованным. Возникновение заряженных частиц в дуговом промежутке обусловливается эмиссией (испусканием) электронов с поверхности отрицательного электрода (катода) и ионизацией находящихся в промежутке газов и паров. Дуга, горящая между электродом и объектом сварки, является дугой прямого действия. Такую дугу принято называть свободной дугой в отличие от сжатой, поперечное сечение которой принудительно уменьшено за счет сопла горелки, потока газа, электромагнитного поля. Возбуждение дуги происходит следующим образом. При коротком замыкании электрода и детали в местах касания их поверхности разогреваются. При размыкании электродов с нагретой поверхности катода происходит испускание электронов - электронная эмиссия. Выход электронов в первую очередь связывают с термическим эффектом (термоэлектронная эмиссия) и наличием у катода электрического поля высокой напряженности (автоэлектронная эмиссия). Наличие электронной эмиссии с поверхности катода является непременным условием существования дугового разряда.
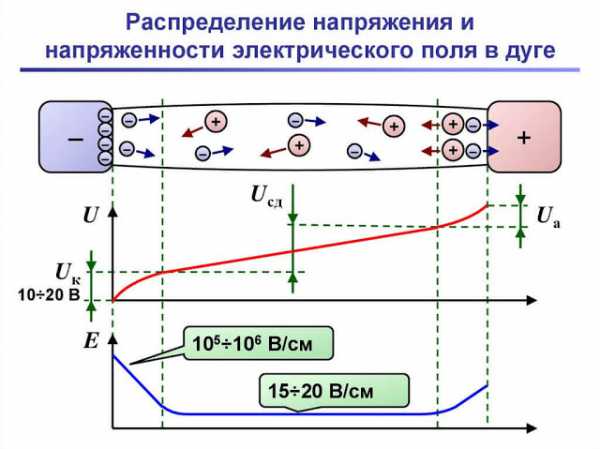
По длине дугового промежутка дуга разделяется на три области (рис. 1): катодную, анодную и находящийся между ними столб дуги. Катодная область включает в себя нагретую поверхность катода, называемую катодным пятном, и часть дугового промежутка, примыкающую к ней.
Протяженность катодной области мала, но она характеризуется повышенной напряженностью и протекающими в ней процессами получения электронов, являющимися необходимым условием для существования дугового разряда. Температура катодного пятна для стальных электродов достигает 2400 - 2700°С. На нем выделяется до 38% общей теплоты дуги. Основным физическим процессом в этой области является электронная эмиссия и разгон электронов. Падение напряжения в катодной области UK составляет порядка 12 - 17 В.
Анодная область состоит из анодного пятна на поверхности анода и части дугового промежутка, примыкающего к нему. Ток в анодной области определяется потоком электронов, идущих из столба дуги. Анодное пятно является местом входа и нейтрализации свободных электронов в материале анода. Оно имеет примерно такую же температуру, как и катодное пятно, но в результате бомбардировки электронами на нем выделяется больше теплоты, чем на катоде. Анодная область также характеризуется повышенной напряженностью. Падение напряжения в ней Uк составляет порядка 2 - 11 В. Протяженность этой области также мала.
Столб дуги занимает наибольшую протяженность дугового промежутка, расположенную между катодной и анодной областями. Основным процессом образования заряженных частиц здесь является ионизация газа. Этот процесс происходит в результате соударения заряженных (в первую очередь электронов) и нейтральных частиц газа. При достаточной энергии соударения из частиц газа происходит выбивание электронов и образование положительных ионов. Такую ионизацию называют ионизацией соударением. Соударение может произойти и без ионизации, тогда энергия соударения выделяется в виде теплоты и идет на повышение температуры дугового столба. Образующиеся в столбе дуги заряженные частицы движутся к электродам: электроны - к аноду, ионы - к катоду. Часть положительных ионов достигает катодного пятна, другая же часть не достигает и, присоединяя к себе отрицательно заряженные электроны, становятся нейтральными атомами. Такой процесс нейтрализации частиц называют рекомбинацией. В столбе дуги при всех условиях горения ее наблюдается устойчивое равновесие между процессами ионизации и рекомбинации. В целом столб дуги не имеет заряда. Он нейтрален, так как в каждом сечении его одновременно находятся равные количества противоположно заряженных частиц. Температура столба дуги достигает 6000 - 8000°С и более. Падение напряжения в нем Uc изменяется практически линейно по длине, увеличиваясь с увеличением длины столба. Падение напряжения зависит от состава газовой среды и уменьшается с введением в нее легко ионизующихся компонентов. Такими компонентами являются щелочные и щелочно-земельные элементы (Са, Na, К и др.). Общее падение напряжения в дуге Uд = Uк + Uа + Uс. Принимая падение напряжения в столбе дуги в виде линейной зависимости, его можно представить формулой Uс = Еlс, где Е - напряженность по длине, lс - длина столба. Значения Uк, Uа, Е практически зависят лишь от материала электродов и состава среды дугового промежутка и при их неизменности остаются постоянными при разных условиях сварки. В связи с малой протяженностью катодной и анодной областей можно считать практически lс = lд. Тогда получается выражение Uд = a + blд показывающее, что напряжение дуги прямым образом зависит от ее длины, где а = Uк + Uа; b = Е.
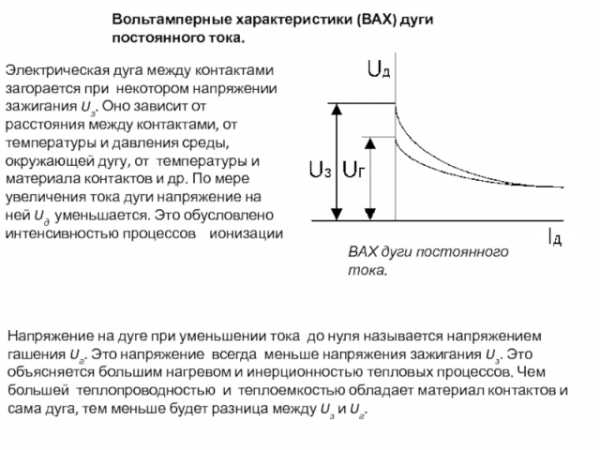
Непременным условием получения качественного сварного соединения является устойчивое горение дуги (ее стабильность). Под этим понимают такой режим ее существования, при котором дуга длительное время горит при заданных значениях силы тока и напряжения, не прерываясь и не переходя в другие виды разрядов. При устойчивом горении сварочной дуги основные ее параметры- сила тока и напряжение- находятся в определенной взаимозависимости. Поэтому одной из основных характеристик дугового разряда является зависимость ее напряжения от силы тока при постоянной длине дуги. Графическое изображение этой зависимости при работе в статическом режиме (в состоянии устойчивого горения дуги)называют статической вольтамперной характеристики дуги (рис. 2).
С увеличением длины дуги ее напряжение возрастает и кривая статической вольтамперной характеристики поднимается выше, с уменьшением длины дуги опускается ниже, качественно сохраняя при этом свою форму. Кривую статической характеристики можно разделить на три области: падающую, жесткую и возрастающую. В первой области увеличение тока приводит к резкому падению напряжения дуги.
Это обусловлено тем, что с увеличением силы тока увеличиваются площадь сечения столба дуги и его электропроводность. Горение дуги на режимах в этой области отличается малой устойчивостью. Во второй области увеличение силы тока не связано с изменением напряжения дуга. Это объясняется тем, что площадь сечения столба дуги и активных пятен изменяется пропорционально силе тока, в связи с чем плотность тока и падение напряжения в дуге сохраняются постоянными.
Сварка дугой с жесткой статической характеристикой находит широкое применение в сварочной технологии, особенно при ручной сварке. В третьей области с увеличением силы тока напряжение возрастает. Это связано с тем, что диаметр катодного пятна становится равным диаметру электрода и увеличиваться далее не может, при этом в дуге возрастает плотность тока и падает напряжение. Дуга с возрастающей статической характеристикой широко используется при автоматической и механизированной сварке под флюсом и в защитных газах с применением тонкой сварочной проволоки. При механизированной сварке плавящимся электродом иногда применяют статическую вольтамперную характеристику дуги, снятую не при постоянной ее длине, а при постоянной скорости подачи электродной проволоки (рис. 3).
Как видно из рисунка, каждой скорости подачи электродной проволоки соответствует узкий диапазон токов с устойчивым горением дуга. Слишком малый сварочный ток может привести к короткому замыканию электрода с изделием, а слишком большой- к резкому возрастанию напряжения и ее обрыву.
Особенности дуги на переменном токе
При сварке на постоянном токе в установившемся режиме все процессы в дуге протекают с определенной скоростью и горение дуги отличается высокой стабильностью.
При питании дуга переменным током полярность электрода и изделия, а также условия существования дугового разряда периодически изменяются. Так, дуга переменного тока промышленной частоты 50 Гц погасает и вновь возбуждается 100 раз в секунду, или дважды за каждый период. Поэтому особо возникает вопрос об устойчивости горения дуги переменного тока. В первую очередь устойчивость горения такой дуги зависит от того, насколько легко происходит повторное возбуждение дуги в каждом полупериоде. Это определяется ходом физических и электрических процессов в дуговом промежутке и на электродах в отрезки времени между каждым погасанием и новым зажиганием дуги. Снижение тока сопровождается соответствующим уменьшением температуры в столбе дуги и степени ионизации дугового промежутка. При переходе тока через нуль и перемене полярности в начале и конце каждого полупериода дуга гаснет. Одновременно падает и температура активных пятен на аноде и катоде. Падение температуры несколько отстает по фазе при переходе тока через нуль, что связано с тепловой инерционностью процесса. Особенно интенсивно падает температура активного пятна, расположенного на поверхности сварочной ванны, в связи с интенсивным отводом теплоты в массу детали. В следующий за погасанием дуги момент меняется полярность напряжения на дуговом промежутке (рис. 4).
Одновременно изменяется и направление движения заряженных частиц в дуговом промежутке. В условиях пониженной температуры активных пятен и степени ионизации в дуговом промежутке повторное зажигание дуги в начале каждого полупериода происходит только при повышенном напряжении между электродами, именуемым пиком зажигания или напряжением повторного зажигания дуги. Пик зажигания всегда выше напряжения дуги, соответствующего стабильному режиму ее горения. При этом величина пика зажигания несколько выше в тех случаях, когда катодное пятно находится на основном металле. Величина пика зажигания существенно влияет на устойчивость горения дуги переменного тока. Деионизация и охлаждение дугового промежутка возрастают с увеличением длины дуги, что приводит к необходимости дополнительного повышения пика зажигания и влечет снижение устойчивости дуги. Поэтому затухание и обрыв дуги переменного тока при прочих равных условиях всегда происходят при меньшей ее длине, чем для постоянного тока. При наличии в дуговом промежутке паров легко-ионизующихся элементов пик зажигания уменьшается и устойчивость горения дуга переменного тока повышается.
С увеличением силы тока физические условия горения дуги улучшаются, что также приводит к снижению пика зажигания и повышению устойчивости дугового разряда. Таким образом, величина пика зажигания является важной характеристикой -дуги переменного тока и оказывает существенное влияние на ее устойчивость. Чем хуже условия для повторного возбуждения дуги, тем больше разница между пиком зажигания и напряжением дуги. Чем выше пик зажигания, тем выше должно быть напряжение холостого хода источника питания дуги током. При сварке на переменном токе неплавящимся электродом, когда материал его и изделия резко различаются по своим теплофизическим свойствам, проявляется выпрямляющее действие дуги. Это характеризуется протеканием в цепи переменного тока некоторой составляющей постоянного тока, сдвигающей в определенном направлении кривые напряжения и тока от горизонтальной оси (рис. 5). Наличие в сварочной цепи составляющей постоянного тока отрицательно сказывается на качестве сварного соединения и условиях процесса: уменьшается глубина проплавления, увеличивается напряжение дуги, значительно повышается температура электрода и увеличивается его расход. Поэтому приходится применять специальные меры для подавления действия постоянной составляющей.
При сварке плавящимся электродом, близким по составу к основному металлу, на режимах, обеспечивающих устойчивое горение дуги, выпрямляющее действие дуги незначительно и кривые тока и напряжения располагаются практически симметрично относительно оси абсцисс.
Технологические свойства дуги
Под технологическими свойствами сварочной дуги понимают совокупность ее теплового, механического и физико-химического воздействия на электроды, определяющие интенсивность плавления электрода, характер его переноса, проплавление основного металла, формирование и качество шва. К технологическим свойствам дуги относятся также ее пространственная устойчивость и эластичность. Технологические свойства дуги взаимосвязаны и определяются параметрами режима сварки.
Важными технологическими характеристиками дуги являются зажигание и стабильность горения дуги. Условия зажигания и горения дуги зависят от рода тока, полярности, химического состава электродов, межэлектродного промежутка и его длины. Для надежного обеспечения процесса зажигания дуй? необходимо подведение к электродам достаточного напряжения холостого хода источника питания дуги, но в то же время безопасного для работающего. Для сварочных источников напряжение холостого хода не превышает 80 В на переменном токе и 90 В на постоянном. Обычно напряжение зажигания дуги больше напряжения горения дуги на переменном токе в 1,2 - 2,5 раза, а на постоянном токе - в 1,2 - 1,4 раза. Дуга зажигается от нагрева электродов; возникающего при их соприкосновении. В момент отрыва электрода от изделия с нагретого катода происходит электронная эмиссия. Электронный ток ионизует газы и пары металла межэлектродного промежутка, и с этого момента в дуге появляются электронный и ионный токи. Время установления дугового разряда составляет 10-5 – 10-4 с. Поддержание непрерывного горения дуги будет осуществляться, если приток энергии в дугу компенсирует ее потери. Таким образом, условием для зажигания и устойчивого горения дуги является наличие специального источника питания электрическим током.
Вторым условием является наличие ионизации в дуговом промежутке. Степень протекания этого процесса зависит от химического состава электродов и газовой среды в дуговом промежутке. Степень ионизации выше при наличии в дуговом промежутке легкоионизующихся элементов. Горящая дуга может быть растянута до определенной длины, после чего она гаснет. Чем выше степень ионизации в дуговом промежутке, тем длиннее может быть дуга. Максимальная длина горящей без обрыва дуги характеризует важнейшее технологическое свойство ее - стабильность. Стабильность дуги зависит от целого ряда факторов: температуры катода, его эмиссионной способности, степени ионизации среды, длины дуги и др.
К технологическим характеристикам дуги относятся также пространственная устойчивость и эластичность. Под этим понимают способность сохранения дугой неизменности пространственного положения относительно электродов в режиме устойчивого горения и возможность отклонения и перемещения без затухания под воздействием внешних факторов. Такими факторами могут быть магнитные поля и ферромагнитные массы, с которыми дуга может взаимодействовать. При этом взаимодействии наблюдается отклонение дуги от естественного положения в пространстве. Отклонение столба дуги под действием магнитного поля, наблюдаемое в основном при сварке постоянным током, называют магнитным дутьем (рис. 6).
Возникновение его объясняется тем, что в местах изменения направления тока создаются напряженности магнитного поля. Дуга является своеобразной газовой вставкой между электродами и как любой проводник взаимодействует с магнитными полями. При этом столб сварочной дуги можно рассматривать в качестве гибкого проводника, который под воздействием магнитного поля может перемещаться, как любой проводник, деформироваться и удлиняться. Это приводит к отклонению дуги в сторону, противоположную большей напряженности. При сварке переменным током в связи с тем, что полярность меняется с частотой тока, это явление проявляется значительно слабее. Отклонение дуги также имеет место при сварке вблизи ферромагнитных масс (железо, сталь). Это объясняется тем, что магнитные силовые линии проходят через ферромагнитные массы, обладающие хорошей магнитной проницаемостью, значительно легче, чем через воздух. Дуга в этом случае отклонится в сторону таких масс.
Возникновение магнитного дутья вызывает непровары и ухудшение формирования швов. Устранить его можно за счет изменения места токоподвода к изделию или угла наклона электрода, временным размещением балластных ферромагнитных масс у сварного соединения, позволяющих выравнивать несимметричность магнитных полей, а также заменой постоянного тока переменным.
Понятие о сварке и ее сущность
Сложные конструкции, как правило, получают в результате объединения между собой отдельных элементов (деталей, агрегатов, узлов). Такие объединения могут выполняться с помощью разъемных или неразъемных соединений.
В соответствии с ГОСТ 2601-74 сварка определяется как процесс получения неразъемных соединений посредством установления межатомных связей между свариваемыми частями при их местном или общем нагреве или пластическом деформировании или совместным действием того и другого.
Неразъемные соединения, выполненные с помощью сварки, называют сварными соединениями. Чаще всего с помощью сварки соединяют детали из металлов. Однако сварные соединения применяют и для деталей из неметаллов - пластмасс, керамик или их сочетаний.
Для получения сварных соединений не требуется применения каких-либо специальных соединительных элементов (заклепок, накладок и т. п.). Образование неразъемного соединения в них обеспечивается за счет проявления действия внутренних сил системы. При этом происходит образование связей между атомами металла соединяемых деталей. Для сварных соединений характерно возникновение металлической связи, обусловленной взаимодействием ионов и обобществленных электронов.
Для получения сварного соединения совершенно недостаточно простого соприкосновения поверхностей соединяемых деталей. Межатомные связи могут установиться только тогда, когда соединяемые атомы получат некоторую дополнительную энергию, необходимую для преодоления существующего между ними определенного энергетического барьера. При этом атомы достигают состояния равновесия в. действии сил напряжения и отталкивания. Эту энергию называют энергией активации. При сварке ее вводят извне путем нагрева (термическая активация) или пластического деформирования (механическая активация).
Сближение свариваемых частей и приложение энергии активации - необходимые условия для образования неразъемных сварных соединений.
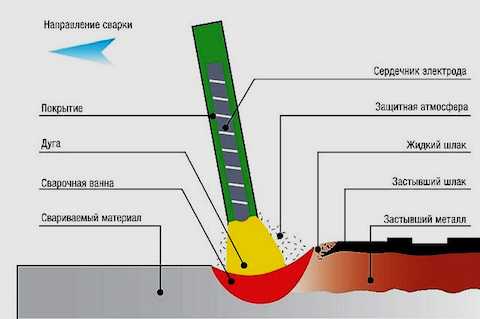
В зависимости от вида активации при выполнении соединений различают два вида сварки: плавлением и давлением. При сварке плавлением детали по соединяемым кромкам оплавляют под действием источника нагрева. Оплавленные поверхности кромок покрываются расплавленным металлом, который, сливаясь в общий объем, образует жидкую сварочную ванну. При охлаждении сварочной ванны жидкий металл затвердевает и образует сварной шов. Шов может быть образован или только за счет расплавления металла свариваемых кромок, или за счет их и дополнительного введения в сварочную ванну расплавляемой присадки.
Сущность сварки давлением состоит в непрерывном или прерывистом совместном пластическом деформировании материала по кромкам свариваемых деталей. Благодаря пластической деформации и течению металла облегчается установление межатомных связей соединяемых частей. Для ускорения процесса применяют сварку давлением с нагревом. В некоторых способах сварки давлением нагрев может производиться до оплавления металла свариваемых поверхностей.
Классификация видов сварки
В настоящее время различают более 150 видов сварочных процессов. ГОСТ 19521-74 устанавливает классификацию сварочных процессов по основным физическим, техническим и технологическим признакам.
Основой физических признаков классификации является форма энергии, используемой для получения сварного соединения. По физическим признакам все виды сварки относят к одному из трех классов: термическому, термомеханическому и механическому.
К термическому классу относят все виды сварки плавлением, осуществляемые с использованием тепловой энергии, - газовую, дуговую, электрошлаковую, электронно-лучевую, лазерную и др.
К термомеханическому классу относят все виды сварки, осуществляемые с использованием тепловой энергии и давления,— контактную, диффузионную, газо- и дугопрессовую, кузнечную и др.
К механическому классу относят все виды сварки давлением, осуществляемые с использованием механической энергии, - холодная, трением, ультразвуковая, взрывом и др.
К техническим признакам классификации сварочных процессов относят способы защиты металла в зоне сварки, непрерывность процесса и степень его механизации (рис. 7).
Технологические признаки классификации устанавливаются для каждого вида сварки отдельно. Например, вид дуговой сварки может быть классифицирован по следующим признакам: виду электрода, характеру защиты, уровню автоматизации и т. п.
Основные разновидности дуговой сварки
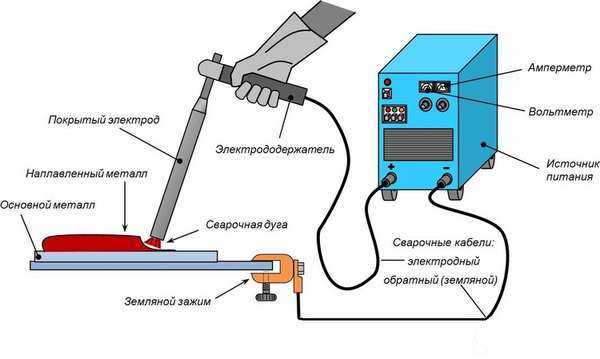
Источником нагрева при дуговых способах сварки является сварочная дуга, представляющая собой устойчивый электрический разряд, происходящий в газовой среде между двумя электродами или электродом и деталью. Для поддержания такого разряда нужной продолжительности необходимо применение специальных источников питания дуги (ИПД). Для питания дуги переменным током применяют сварочные трансформаторы, при постоянном токе- сварочные генераторы или сварочные выпрямители. На рис. 8 показана схема электрической цепи дуговой сварки.
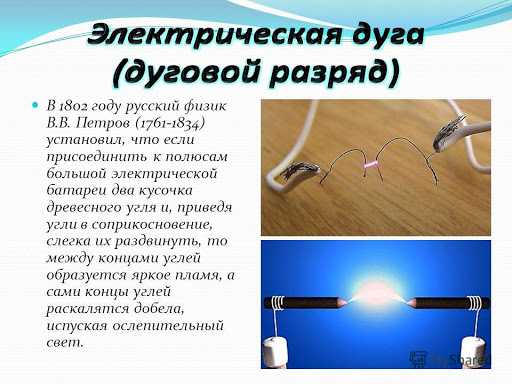
Разработка дуговой сварки обусловлена открытием электрической дуги в 1802 г. русским физиком В.В. Петровым. Впервые для соединения металлических частей с помощью электрической дуги, горящей между неплавящимся угольным электродом и свариваемым изделием, было осуществлено Н.Н. Бенардосом в 1882 г. При необходимости в сварочную ванну дополнительно подавался присадочный материал. В 1888 г. русский инженер Н.Г. Славянов усовершенствовал процесс, заменив неплавящийся угольный электрод на плавящийся металлический. Тем самым было достигнуто объединение функций электрода для существования дугового разряда и присадочного металла для образования ванны. Предложенные Н.Н. Бенардосом и Н.Г. Славяновым способы дуговой сварки неплавящимся и плавящимся электродами легли в основу разработки наиболее распространенных современных способов дуговой сварки.
Дальнейшее совершенствование дуговой сварки шло по двум направлениям: 1) изыскание средств защиты и обработки расплавленного металла сварочной ванны; 2) автоматизация процесса. По характеру защиты свариваемого металла и сварочной ванны от окружающей среды могут быть выделены способы дуговой сварки с шлаковой, газошлаковой и газовой защитой. По степени автоматизации процесса способы разделяют на ручную, механизированную и автоматическую сварку. Ниже приводятся характеристики и описание основных разновидностей дуговой сварки.
Дуговая сварка покрытыми электродами (рис. 9). При этом способе процесс выполняется вручную. Сварочные электроды могут быть плавящиеся - стальные, медные, алюминиевые и др. - и неплавящиеся - угольные, графитовые, вольфрамовые.
Наиболее широко применяют сварку стальными электродами, имеющими на поверхности электродное покрытие. Покрытие электродов готовится из порошкообразной смеси различных компонентов и наносится на поверхность стального стержня в виде затвердевающей пасты. Его назначение - повысить устойчивость горения дуги, провести металлургическую обработку сварочной ванны, и улучшить качество сварки. Сварной шов образуют за счет расплавления металла свариваемых кромок и плавления стержня сварочного электрода. При этом сварщик вручную осуществляет два основных технологических движения: подачу покрытого электрода в зону сварки по мере его расплавления и перемещение дуги вдоль свариваемого шва. Ручная дуговая сварка покрытыми электродами — один из наиболее распространенных способов, используемых при изготовлении сварных конструкций. Она отличается простотой и универсальностью, возможностью выполнения соединений в различных пространственных положениях и труднодоступных местах. Существенный недостаток ее - малая производительность процесса и зависимость качества сварки от квалификации сварщика.
Дуговая сварка под флюсом (рис. 10). Электрическая дуга горит между плавящимся электродом и деталью под слоем сварочного флюса, полностью закрывающего дугу и сварочную ванну от взаимодействия с воздухом. Сварочный электрод выполнен в виде проволоки, свернутой в кассету и автоматически подаваемой в зону сварки. Перемещение дуги вдоль свариваемых кромок может выполняться или вручную, или с помощью специального привода. В первом случае процесс ведется с помощью сварочных полуавтоматов, во втором - сварочных автоматов. Дуговая сварка под флюсом отличается высокой производительностью и качеством получаемых соединений. К недостаткам процесса следует отнести трудность сварки деталей небольших толщин, коротких швов и выполнение швов в основных положениях, отличных от нижних. Подробную информацию о дуговой сварке под флюсом читайте в
Дуговая сварка в защитных газах (рис. 11). Электрическая дуга горит в среде специально подаваемых в зону сварки защитных газов. При этом можно использовать как неплавящийся, так и плавящийся электроды, а выполнять процесс ручным, механизированным или автоматическим способом. При сварке неплавящимся электродом применяют присадочную проволоку, при плавящемся электроде присадки не требуется. Сварка в защитных газах отличается широким разнообразием и применяется для широкого круга металлов и сплавов.
Электрошлаковая сварка (рис. 12). Процесс сварки является бездуговым. В отличие от дуговой сварки для расплавления основного и присадочного металлов используется теплота, выделяющаяся при прохождении сварочного тока через расплавленный электропроводный шлак (флюс). После затвердевания расплава образуется сварной шов. Сварку выполняют чаще всего при вертикальном положении свариваемых деталей с зазором между ними. Для формирования шва по обе стороны зазора устанавливают медные ползуны-кристаллизаторы, охлаждаемые водой. Электрошлаковую сварку применяют для соединения деталей больших толщин (от 20 до 1000 мм и более).
Сварные соединения и швы
Согласно ГОСТ 2601-84 устанавливается ряд терминов и определений связанных со сварными соединениями и швами.
Сварное соединение - это неразъемное соединение нескольких деталей, выполненное сваркой. Конструктивный тип сварного соединения определяется взаиморасположением свариваемых частей. При сварке плавлением различают следующие типы сварных соединений: стыковое, угловое, тавровое, нахлесточное и торцовое. Применяется также соединение нахлесточное с точечным сварным швом, выполненное дуговой сваркой.
Металлическую конструкцию, изготовленную сваркой из отдельных деталей, называют сварной конструкцией. Часть такой конструкции называют сварным узлом.
Стыковое соединение представляет собой сварное соединение двух деталей, расположенных в одной плоскости и примыкающих друг к другу торцовыми поверхностями (рис. 13, а). Оно наиболее распространено в сварных конструкциях, поскольку имеет ряд преимуществ перед другими видами соединений. Условные обозначения стыковых соединений: С1 - С48.
Угловое соединение представляет собой сварное соединение двух элементов, расположенных под углом друг к другу и сваренных в месте приложения их кромок (рис.13, б). Условные обозначения угловых соединений: У1 - У10.
Тавровое соединение - это соединение, в котором к боковой поверхности одного элемента примыкает под углом и приварен торцом другой элемент. Как правило, угол между элементами прямой (рис. 13, в). Условные обозначения тавровых соединений: Т1 - Т8.
Нахлесточное соединение представляет собой сварное соединение, в котором соединяемые элементы расположены параллельно и частично перекрывают друг друга (рис. 13, г). Условные обозначения: h2 - Н9.
Торцовое соединение - это соединение, в котором боковые поверхности элементов примыкают друг к другу (рис. 13, д). Условных обозначений в стандарте пока нет.
Сварной шов представляет собой участок сварного соединения, образовавшийся в результате кристаллизации расплавленного металла сварочной ванны.
Сварочная ванна - это часть металла сварного шва, находящаяся в момент сварки в расплавленном состоянии. Углубление, образующееся в сварочной ванне под действием дуги, называют кратером. Металл соединяемых частей, подвергающихся сварке, называют основным металлом. Металл, предназначенный для введения в сварочную ванну в дополнение к расплавленному основному, называют присадочным металлом. Переплавленный присадочный металл, введенный в сварочную ванну или наплавленный на основной металл, называют наплавленным металлом. Сплав, образованный переплавленным основным или переплавленным основным и наплавленным металлами, называют металлом шва. В зависимости от параметров и формы подготовки свариваемых кромок деталей доли участия основного и наплавленного металлов в формировании шва могут существенно изменяться (рис. 14):
В зависимости от доли участия основного и присадочного металлов в формировании шва его состав может изменяться. Торцовые поверхности деталей, подлежащие нагреву и расплавлению при сварке, называют свариваемыми кромками. Для обеспечения равномерного проплавления свариваемых кромок в зависимости от толщины основного металла и способа сварки им придают наиболее оптимальную форму, выполняя предварительно подготовку кромок. На рис. 15 приведены применяемые формы подготовки кромок для различных типов сварных соединений. Основными параметрами формы подготовленных кромок и собранных под сварку соединений являются е, R, b, a, с - высота отбортовки, радиус закруглений, зазор, угол скоса, притупление кромок.
Отбортовку кромок применяют при сварке тонкостенных деталей. Для толстостенных деталей применяют разделку кромок за счет их скоса, т.е. выполнение прямолинейного или криволинейного наклонного скоса кромки, подлежащей сварке. Нескошенная часть кромки с носит название притупления кромки, а расстояние b между кромками при сборке - зазором. Острый угол b между плоскостью скоса кромки и плоскостью торца называют углом скоса кромки, угол a между скошенными кромками - углом разделки кромок.
Значения параметров формы подготовки кромок и их сборки регламентируются ГОСТ 5264-80. В зависимости от типов сварных соединений различают стыковые и угловые сварные швы. Первый вид швов используется при получении стыковых сварных соединений. Второй вид швов используется в угловых, тавровых и нахлесточных соединениях.
Сварочная дуга
Сварочная дуга
Сварочная дуга представляет собой электрический дуговой разряд в ионизированной смеси газов, паров металлов и компонентов, входящих в состав электродных покрытий, флюсов и других средств.
Физические и электрические свойства сварочной дуги
Для возникновения электрического разряда газовый промежуток между электродами должен быть ионизирован. Процесс ионизации протекает в следующем порядке. При соприкосновении торца электрода и свариваемого изделия выступы шероховатых поверхностей мгновенно разогреваются током до температуры плавления и испарения вследствие большого омического сопротивления контакта. После отрыва электрода от изделия разогретый торец электрода (отрицательный полюс) начинает испускать электроны, устремляющиеся к аноду под действием разности потенциалов между электродами. При столкновении с электродными частицами металлов, которые в виде паров имеются в межэлектродном промежутке, электроны ионизируют их. Ионизация мгновенно охватывает весь межэлектродный промежуток, и он становится электропроводным. В процессе горения дуги ионизация поддерживается благодаря высокой температуре.
Напряжение на дуге равно сумме падений напряжений в трех ее основных (рис. 1) областях:
Uд=Uк+ Uc+ Ua =f(Iд),
где Uд - напряжение на дуге, В; UK - падение напряжения на катоде, В; Uс-падение напряжения в столбе дуги, В; Uа - падение напряжения на аноде, В; Iд - сила тока в дуге.
Рис.1. Распределение падения напряжения в дуге
Зависимость напряжения дуги от силы сварочного тока называют статической (вольтамперной) характеристикой дуги.
В общем виде статическая характеристика дуги показана на рис. 2. При малых значениях силы тока в электроде (область 1) статическая характеристика дуги падающая. При средних значениях силы тока (при ручной и автоматической дуговой сварке под флюсом) напряжение на дуге не зависит от силы тока (область 2, жесткая характеристика). В этом случае с достаточной точностью статическая характеристика может быть выражена уравнением
Uд= a+ blд,
где lд - длина дуги, мм; а, b - постоянные коэффициенты, зависящие от материала электродов, давления и свойств газовой среды.
Рис.2. Общий вид статической характеристики дуги
Из этого уравнения следует, что напряжение на дуге, при всея прочих равных условиях, будет зависеть от длины столба дуги.
Возрастающая статическая характеристика дуги (область 3, см. рис. 2) получается при большой силе тока (при автоматической сварке под флюсом или при сварке в среде защитных газов).
Сварочная дуга переменного тока
Вследствие того, что мгновенные значения переменного тока 100 раз в секунду переходят через нуль, причем меняет также свое местонахождение катодное пятно, являющееся источником вылета электронов, ионизация дугового промежутка получается менее стабильной и сварочная дуга менее устойчива, при прочих равных условиях, по сравнению с дугой постоянного тока.
Если дуга включена в цепь переменного тока последовательно с активным сопротивлением, то мгновенные значения напряжения источника и сварочного тока совпадают по фазе. В каждый полупериод дуга угасает и вновь зажигается (восстанавливается) через некоторый промежуток времени, пока напряжение источника тока поднимается до некоторой величины, называемой напряжением повторного зажигания.
Зажигание, дуги характеризуется началом прохождения тока в сварочной цепи. В каждый полупериод имеется перерыв в прохождении тока при угасаниях дуги. Эти перерывы называют временами угасания дуги. Момент угасания происходит при несколько меньшем мгновенном значении напряжения источника, чем в момент зажигания, для которого требуются более высокие значения для получения ионизации остывшего промежутка. Время угасания дуги зависит от максимального значення напряжения зажигания дуги и частоты переменного тока.
Время восстановления дуги снижается при повышении напряжения холостого хода и при использовании повышенных частот. Это время уменьшается также и при снижении напряжения зажигания. Из указанных мер повышения устойчивости горения дуги наиболее распространено снижение напряжения зажигания, чего достигают применением электродов с ионизирующими обмазками.
Величина напряжения зажигания зависит от целого ряда факторов, в первую очередь от величины силы тока дуги. С увеличением силы сварочного тока напряжение зажигания дуги снижается.
Для сварки открытой дугой напряжение зажигания Uз и напряжение горения дуги Uд имеют следующую зависимость:
Uз = (1,3 – 2,5) Uд
При сварке на больших силах тока под флюсом напряжение зажигания почти равно напряжению горения дуги.
Повышение напряжения холостого хода источника питания ограничено правилами техники безопасности, а использование высоких частот требует применения специальной аппаратуры. Общепринятой мерой повышения стабильности сварочной дуги переменного тока является включение в сварочную цепь катушек со стальным сердечником (дросселей), которые позволяют вести сварочные работы металлическими электродами при напряжении сварочного трансформатора порядка 60 - 65В и стандартной частоте. При этом в обмазке электродов должно быть достаточное количество ионизирующих компонентов.
Сварочная дуга - Cварочные работы
Сварочная дуга
Условия горения дуги. Газы и пары при обычных температуре и давлении не проводят электрический ток. Электропроводными они становятся при наличии в них частиц, несущих электрические заряды (положительные и отрицательные). В обычном состоянии в воздухе имеется только незначительное число ионов и электронов. В отличие от воздуха в металлах всегда есть некоторое число свободных электронов, переносящих электрическую энергию и делающих их электропроводными
Сварочная дуга представляет собой мощный и длительный электрический разряд в газовой среде между электродом и свариваемым изделием (между двумя электродами), сопровождающийся выделением большого количества тепла и световым излучением. Для возникновения электрического разряда газовый промежуток между электродом и свариваемым изделием должен быть ионизирован. В результате ионизации в газе возникают свободные носители заряда и газ становится электропроводным. Процесс ионизации воздушного промежутка протекает следующим образом.
Сварочная дуга возбуждается при касании концом электрода свариваемого изделия и последующем отрыве электрода от изделия. Вследствие большого омического сопротивления в месте контакта свариваемое изделие и промежуток между ними сильно разогреваются. В металле электрода имеются отрицательно заряженные свободные электроны, а в свариваемом металле — положительно заряженные ионы. Под действием нагрева (термоэлектронная эмиссия), энергии излучаемого света (фотоэлектронная эмиссия), электрического поля, появляющегося при соединении электрода с источником электрического тока (автоэлектронная эмиссия), притяжения положительно заряженных ионов свариваемого металла электроны с конца электрода устремляются к свариваемому изделию. В воздушном промежутке электроны, сталкиваясь с атомами и молекулами воздуха и паров металла, выбивают из них электроны, образуя ионы и свободные электроны. Воздух между электродом и свариваемым изделием становится проводником электрического тока, т. е. ионизируется. В результате удара кинетическая энергия электронов и ионов превращается в тепловую и поддерживает высокую температуру электрода и свариваемого изделия. Этот процесс будет продолжаться до тех пор, пока горит дуга.
Возбуждение дуги и перенос металла. При касании электрода и свариваемого изделия происходит короткое замыкание сварочной цепи. Вследствие того, что электрод и свариваемое изделие не имеют идеально ровных поверхностей, они соприкасаются отдельными выступами. Благодаря высокой плотности тока в этом месте выделяется большое количество тепла и выступы плавятся, образуя тонкую прослойку жидкого металла. Последующий отвод электрода от изделия способствует образованию в жидком металле шейки. Плотность тока и температура еще более возрастают. Расплавленный металл шейки испаряется, она разрывается, образуя сварочную дугу.
Под действием сварочной дуга электрод плавится, расплавленный металл стекает в сварочную ванну в виде капель. При ручной сварке покрытыми электродами в сварочную ванну переносится 90% электродного металла, 10% уходит на брызги и пары. Электрод длиной 450 мм расплавляется в течение 1,5—2 мин. В секунду с электрода переносится 20—50 капель металла. Чем больше сварочный ток и чем толще электродное покрытие, тем больше металла переносится в виде потока мелких’ капель. У электродов с тонким покрытием, а также при сварке на ‘малых токах перенос металла крупнокапельный.
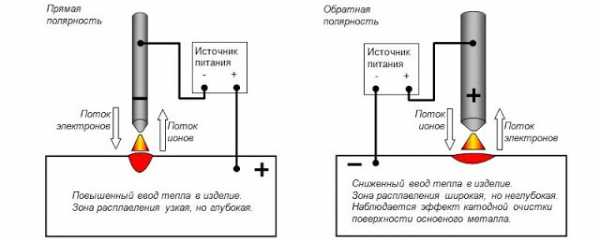
Строение, свойства и виды сварочной дуги. Электрод, присоединенный к положительному полюсу источника питания сварочной дуги, называют анодом, а к отрицательному полюсу — катодом. При сварке на постоянном токе катодам может быть свариваемое изделие и электрод, т. е. сварочная дуга может иметь прямую и обратную полярность. При прямой полярности электрод соединен с минусом, а свариваемое изделие — с плюсом источника питания дуги. При обратной полярности это соединение выполнено наоборот. С помощью сварочной дуги обратной полярности уменьшают выделение тепла на свариваемом изделии (тонколистовой и легкоплавкий металл; легированные стали, чувствительные к перегреву) .
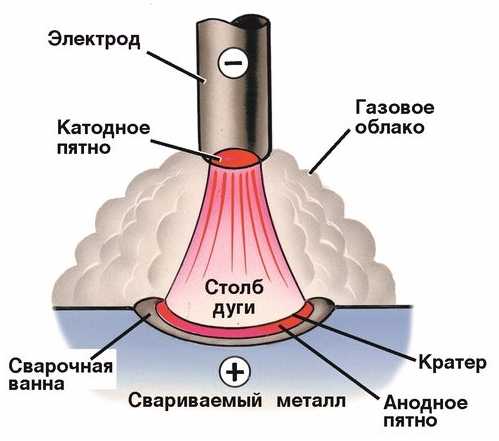
Сварочная дуга (рис. 9) состоит из катодной, анодной областей и столба дуги. Катодная область расположена у катода и является источником электронов, ионизирующих дуговой промежуток. Предполагают, что длина катодной области равна длине свободного пробега электрона в газе. Анодная область расположена у анода и концентрирует электроны. Пространство, ограниченное катодной и анодной областями, называется столбом дуги. Столб дуги нейтрален — суммы зарядов отрицательных и положительных частиц равны. Температура катодной области достигает 3200°С, а анодной — 3400°С. Разница температур обусловлена тем, что катодом выбрасывается больше заряженных частиц, которые сильно бомбардируют анод, в результате чего выделяется большое количество тепла. В столбе дуги температура колеблется в пределах 5000—8000 °С. При сварке на постоянном токе на аноде выделяется 43% тепла сварочной дуги, на катоде — 36%, в столбе дуги — 21%. Длина дуги равна расстоянию между торцом электрода и поверхностью расплавленного металла. У покрытых электродов 0 4—5 мм длина устойчиво горящей нормальной дуги составляет 5—6 мм. Такая дуга считается короткой. Дуга длиной более 6 мм называется длинной. Горит она неустойчиво, металл электрода плавится неравномерно, капли металла больше подвергаются воздействию кислорода и азота воздуха, наплавленный металл пористый с неровной поверхностью.
Рис. 9. Схема сварочной дуги
1,3 — анодное и катодное пятна; 2, 4 — анодная и катодная области; 5 — столб дуги
Под действием тепла дуги металл свариваемого изделия расплавляется на определенную глубину, которая называется глубиной проплавления или проваром, а жидкий расплавленный металл — сварочной ванной. Давление газов сварочной дуги отбрасывает расплавленный металл со дна ванны на боковую ее поверхность. При этом образуется углубление — кратер. В конце сварки необходимо с помощью специальных технологических приемов заделать кратер, так как в нем, как правило, обнаруживаются усадочные рыхлости, часто переходящие в трещины.
Сварочные дуги подразделяются на прямые, косвенные и комбинированные. Прямой считается дуга, которая горит между электродом и свариваемым изделием. Дугу, горящую между двумя электродами над свариваемым изделием, называют косвенной. Комбинированная сочетает в себе прямую и косвенную дуги.
Дуга переменного и постоянного тока. Сварочная дуга может питаться постоянным и переменным током. В первом и во втором случаях имеются свои преимущества и недостатки.
При сварке дугой переменного тока промышленной оягтоты катодные и анодные пятна меняются местами 100 раз в 1 с. В процессе перехода тока через нулевое -значение и при изменении полярности в начале и конце каждого полупериода дуга гаснет, что приводит к снижению температуры дугового промежутка. Одновременно с этим падает температура активных пятен, и особенно на активном пятне сварочной ванны следствие отвода тепла в изделие. Повысить устойчивость горения дуги переменного тока можно увеличением частоты его с помощью специальных генераторов и осцилляторов Кроме того, для повышения устойчивости горения дуги -в покрытие электродов вводят элементы с низким потенциалом ионизации (калий, натрий, кальций), которые облегчают возбуждение дуги.
Дуга постоянного тока горит значительно устойчивее. Однако она имеет существенный недостаток — магнитное дутье. Сварочную дугу можно рассматривать как газовый проводник электрического тока, который под действием электромагнитных сил может отклониться от своего нормального положения. Ток, проходя но сварочным проводам, электроду и дуге, создает вокруг дуги и в свариваемом металле магнитные поля. Когда эти поля расположены несимметрично относительно оси дуги, они могут отклонять дугу как гибкий проводник тока. А это затрудняет сварку и даже может привести к обрыву дуги. При сварке на переменном токе явление магнитного дутья значительно слабее. К преимуществам источников переменого тока можно отнести меньшую их стоимость и простоту в эксплуатации.
Меры борьбы с магнитным дутьем. Сила магнитного поля при сварке пропорциональна квадрату тока. Вследствие этого магнитное дутье особенно заметно при сварке на больших токах (300—400А). Однако причиной образования магнитного дутья служит только неравномерное расположение магнитного поля относительно сварочной дуги. Распределение магнитного поля в сварочном контуре зависит от места подвода тока к свариваемому изделию, его конфигурации и наличия зазоров в свариваемом стыке (рис. 10).
В случае присоединения обратного провода сварочной цепи в непосредственной близости от места сварки появление магнитного дутья исключается, так как образуется симметричное магнитное поле. При удалении места присоединения от места сварки образуется несимметричное магнитное поле. Важным фактором образования несимметричного магнитного поля являются большие ферромагнитные массы, расположенные рядом со сварочной ванной (массивные металлические изделия). Массивные ферромагнитные изделия имеют большую магнитную проницаемость по сравнению с воздухом и поэтому магнитные силовые линии устремляются в среду с меньшим сопротивлением, отклоняя при этом сварочную дугу.
Рис. 10. Места подвода тока относительно сварочной дуги
а — ток подведен к изделию слева от дуги; 6 — ось подведенного тока совпадает с осью сварочной дуги; в — ток подведен к изделию справа от дуги
Ослабить действие магнитных полей можно, изменив, угол наклона электрода таким образом, чтобы нижний конец электрода был направлен в сторону действия магнитного дутья, или применяя сварку короткой дугой, так как чем короче дуга, тем меньше возможность ее отклонения.
Статическая вольт-амперная характеристика дуги.
Для горения дуги на электроде и свариваемом изделии должно поддерживаться напряжение (напряжение на дуге), которое прямо пропорционально длине дуги. Напряжение на дуге равно сумме падений напряжения в катодной, анодной областях и столбе дуги. Для возбуждения дуги необходимо более высокое напряжение по сравнению с напряжением, установившимся в процессе сварки. Это требуется для ионизации воздушного промежутка, который еще недостаточно нагрет, и для придания электронам большой скорости.
Для обеспечения устойчивого горения дуги ток и напряжение ее должны находиться в определенной зависимости, называемой статической вольт-амперной характеристикой (рис. 11).
Повышение силы тока в дуге до 100А вызывает резко? увеличение площади сечения столба дуги, что при-чнт ‘К возрастанию его электропроводности и уменьшению напряжения. В этом случае характеристика дуги нязпвается падающей. При дальнейшем повышении си-лы тока до 1000А площадь сечения столба дуги увеличивается пропорционально силе тока, поэтому плотность
Рис. 11. Статическая вольт-амперная характеристика дуги
его и падение напряжения на всех участках столба дуги сохраняются постоянными. Такая характеристика именуется жесткой. Повышение силы тока в дуге свыше 1000А приводит к резкому возрастанию напряжения: увеличение плотности тока выше определенного значения уже не может увеличить сечение столба дуги. Поэтому напряжение на дуге повышается. Характеристику называют возрастающей.
—
Сварочная дуга —это мощный и длительный разряд электричества в газовой среде, сопровождающийся выделением большого количества тепла и световым излучением. При нормальной температуре и давлении газы, в том числе и воздух, не проводят электрический ток. Сварочная дуга возбуждается при соприкасании электрода с изделием. Большое омическое сопротивление приводит к тому, что электрод и воздушный промежуток, в месте контакта сильно нагреваются. Под действием тепла электроны из электрода (или свариваемого изделия), присоединенного к отрицательному полюсу источника питания, вырываются в воздушный промежуток, где сталкиваясь с атомами и молекулами воздуха, выбивают из них электроны и образует ионы и свободные электроны. Воздух между электродом и свариваемым изделием становится проводником электричества. Этот процесс продолжается до тех пор пока горит дуга. Электрод (свариваемое изделие), присоединенный к положительному полюсу источника питания сварочной дуги, называют анодом, а к отрицательному полюсу—катодом. Поверхность катода, из которой вылетают электроны, называют катодным пятном. При сварке на постоянном токе катодом может быть как электрод, так и свариваемое изделие. Сварочная дуга в данном случае может быть прямой и обратной полярности. При прямой полярности электрод присоединен к «минусу», а свариваемое изделие — к «плюсу» источника питания. При обратной полярности — наоборот. Сварочный ток обратной полярности применяют, когда нужно уменьшить выделение тепла на свариваемом изделии или при использовании электродов некоторых марок. На аноде выделяется 43% тепла, на катоде — 36%, в столбе дуги —21%.
Рис. 8. Схема строения сварочной дуги
рис. 9. Статическая вольт-амперная характеристика дуги
Сварочная дуга (рис. 8) состоит из катодной и анодной областей, столба дуги. Катодной областью называют пространство, расположенное у катода, анодной— у анода. Пространство между катодной и анодной областями называется столбом дуги. Расстояние между конечной точкой электрода и нижней точкой поверхности расплавленного металла свариваемого изделия составляет длину дуги. Дуга бывает короткая (3—6 мм) и длинная (более 6 мм). Плавление электрода при длинной дуге протекает неравномерно, увеличивается разбрызгивание, понижается производительность, капли расплавленного металла более подвержены окислению, дуга горит неустойчиво. На свариваемом изделии в ванне расплавленного металла под действием струи газов дуги образуется углубление, называемое кратером. Под действием тепла дуги металл свариваемого изделия расплавляется на определенную глубину, которая называется глубиной проплавления или проваром, а жидкий расплавленный металл — сварочной ванной.
Сварочная дуга может питаться переменным и постоянным током. При сварке на переменном токе промышленной частоты катодные и анодные пятна меняются местами 100 раз в 1 с. В процессе перехода тока через нулевое значение и при изменении полярности в начале и конце каждого полупериода дуга гаснет, что приводит к снижению температуры дугового промежутка. Одновременно с этим падает температура активных пятен, и особенно пятна сварочной ванны вследствие отвода тепла в изделие. Все это приводит к неустойчивому горению дуги. Дуга постоянного тока горит значительно устойчивее. Однако она имеет свой недостаток— магнитное дутье. Ток, проходя по сварочным проводам, электроду и дуге создает вокруг дуги и в свариваемом металле магнитные поля. Когда эти поля расположены несимметрично относительно оси дуги, они могут отклонять дугу как гибкий проводник тока, что не только затрудняет сварку, но и может привести к обрыву дуги. Распределение магнитного поля в сварочном контуре зависит также от места присоединения обратного провода сварочной цепи к свариваемому изделию, от конфигурации изделия и наличия зазоров в свариваемом стыке. Присоединение обратного провода в непосредственной близости от места сварки исключает появление магнитного дутья. Образование несимметричных магнитных полей вызывают большие ферромагнитные массы (массивные металлические изделия), расположенные рядом со сварочной ванной. Ослабить действие магнитных полей можно путем изменения наклона электрода таким образом, чтобы нижний конец электрода был направлен в сторону действия магнитного дутья, или применяя сварку короткой дугой, имеющий меньшую возможность для отклонения.
Для обеспечения устойчивого горения дуги ток и напряжение должны находиться в определенной зависимости, называемой статической вольт-амперной характеристикой дуги (рис. 9). Увеличение тока в дуге до 100 А вызывает резкое увеличение площади сечения столба дуги, что приводит к увеличению его электропроводности и уменьшению напряжения. Такую форму характеристики дуги называют падающей. При увеличении тока от 100 до 1000 А площадь сечения столба дуги увеличивается пропорционально току, поэтому плотность тока и падение напряжения на всех участках столба дуги сохраняются постоянными. Характеристику тогда называют жесткой. Значение тока в дуге свыше 1000 А приводит к резкому увеличению напряжения: повышение тока выше определенного значения уже не может увеличить сечение столба дуги. Поэтому напряжение на дуге растет. Характеристика называется возрастающей.
Читать далее:
Сварочные флюсы
Сварочные электроды
Общие сведения о сварке арматуры
Противопожарные мероприятия при сварке
Безопасность труда при сварке технологических трубопроводов
Безопасность труда при сварке строительных металлических и железобетонных конструкций
Защита от поражения электрическим током при сварке
Техника безопасности и производственная санитария при сварке
Управление качеством сварки
Статистический метод контроля
Сварочная дуга и ее свойства
Сварочная дуга и ее свойства
Категория:
Сварочные работы
Сварочная дуга и ее свойства
Мощным концентрированным источником тепла для расплавления металла при дуговой сварке является электрическая сварочная дуга, которая представляет собой длительный электрический разряд, происходящий в газовой среде между двумя электродами.
В процессе горения дуги в ней развивается высокая температура, достигающая в центре столба дуги 6000—7000 °С.
Электрическая энергия, потребляемая дугой, в основном превращается в тепловую.
В процессе сварки не все тепло, выделяемое дугой, переходит в шов; часть тепла бесполезно расходуется на нагрев окружающего воздуха или защитного газа, на плавление покрытия флюса, угар, разбрызгивание и др.
Образование металла шва происходит вследствие расплавления основного и присадочного металлов. Расплавление присадочного металла характеризуется коэффициентом расплавления, т. е. количеством расплавленного электродного металла в граммах в’ течение одного часа, приходящееся на один ампер сварочного тока.
Сварочная дуга является гибким газовым проводником между концом электрода и сварочной ванной. В процессе сварки вокруг электрода, дуги и в свариваемом металле возникают магнитные поля. Если эти поля расположены вокруг дуги несимметрично, то они могут отклонять дугу и тем самым затруднять процесс сварки. Это явление называется магнитным дутьем и особенно заметно при сварке постоянным током большой величины (более 300— 400 А). Чтобы уменьшить магнитное дутье, сварку следует выполнять возможно более короткой дугой, подводить ток к изделию на максимально близкое расстояние к дуге, соответственно изменять угол наклона электрода и т. д.
Металл переходит с конца электрода в сварочную ванну в виде отдельных капель. С электрода в секунду стекает от 20 до 50 капель примерно одинакового размера. Отрыв и перенос капель в дуге происходят под действием электромагнитных сил, силы тяжести и силы поверхностного натяжения. При больших плотностях тока, особенно при сварке в защитных газах, капельный перенос металла может переходить в струйный. В этом случае сжимающее Действие тока становится настолько большим, что расплавленный металл с конца электрода стекает в дуговой промежуток в виде конической струи.
Сварочная дуга, горящая под слоем флюса, имеет ряд особенностей по сравнению с открытой дугой. В процессе горения ее одновременно плавятся сварочная проволока основной металл и флюс. Расплавленный флюс образует вокруг дуги газовый пузырь, заполненный газами и парами металла. Дуга под флюсом дает меньшие тепловые потери на излучение и является более сосредоточенным источником тепла, чем открытая дуга. Сварочные токи при сварке под флюсом можно применять значительно большие, чем при ручной сварке, что обусловлено более близким токоподводом к дуге.
Реклама:
Читать далее:
Особенности металлургических процессов при сварке под флюсом и в среде углекислого газа
Статьи по теме:
Дуга электрическая сварочная - Энциклопедия по машиностроению XXL
Сварочная дуга. Электрическая сварочная дуга как источник нагрева при сварке характеризуется эффективной тепловой мощностью, т. е. той частью электрического эквивалента тепла в кал/сек, которая воспринимается нагреваемым при сварке металлом в единицу времени [c.142]Дуга электрическая сварочная 374, [c.489]
Напряжение на дуге. Электрическая сварочная дуга представляет собой неоднородный проводник, последовательно включенный в электрическую цепь (рис.10). Общее падение напряжения на дуге равно сумме падений напряжения в катодной и анодной областях и столбе дуге [c.56]
Строение сварочной дуги. Электрическая сварочная дуга постоянного тока имеет три основные четко выраженные зоны катодную область, анодную область и столб дуги (рис. 35). [c.73]
При сварке плавлением наиболее распространенный источник нагрева — электрическая сварочная дуга. [c.124]
Источник тока и электрическая сварочная дуга представляют собой энергетическую систему, которая в процессе сварки должна обладать достаточной устойчивостью. Под устойчивостью системы понимается такое состояние, когда параметры режима сварки /д и 11ц пе изменяют своей величины в течение достаточно длительного времени. Причем, если в результате каких-то внешних причин (изменение длины дуги, сопротивления ее, изменение степени ионизации) произойдет изменение этих параметров, что приведет к отклонению от устойчивого равновесия, система должна снова вернуться в состояние равновесия. [c.124]
Рассмотрим влияние постоянного тока различных магнитных полей и ферромагнитных масс на сварочную дугу. Электрическая дуга при воздействии собственного [c.12]
Дуговой разряд имеет три области катодную (КО), являющуюся источником термоэлектронов, которые ускоряются электрическим полем КО и, попадая в столб дуги, ионизируют находящиеся в нем газы анодную (АО) и столб дуги. Напряжение сварочной дуги представляет собой сумму падений напряжений в этих областях - и+ и1- б с. или а f 6/д, где а --- t/,, + U , b - [c.52]
В послевоенный период на кафедре сварочного производства развивались исследования по теории сварочных процессов (в том числе по изучению электрической сварочной дуги, разработке и изучению керамических флюсов, по свариваемости металлов и изучению природы и механизма образования трещин и хрупкого разрушения сварных соединений), технологии сварки и наплавки, газопламенной обработки, деформаций и напряжений при сварке, изучению влияния электромагнитного перемешивания расплава сварочной ванны на процесс кристаллизации и свойства металла шва, разработке и совершенствованию сварочного оборудования. [c.22]
Время восстановления напряжения до 25 в должно быть меньше 0,05 сек. оно зависит от магнитной инерции источника, т. е. от скорости изменения магнитного потока при колебаниях электрического режима. Если время восстановления велико, то для устойчивого горения дуги в сварочную цепь последовательно [c.276]
Наиболее распространена дуговая сварка, при которой нагрев производят электрической сварочной дугой. В зависимости от способа защиты металла в зоне нагрева различают несколько способов дуговой сварки. [c.8]
У некоторых автоматов, например АДС-1000-4, АДФ-1003, скорость подачи проволоки автоматически устанавливается и регулируется при сварке в зависимости от длины сварочной дуги. Сварщик задает на пульте управления величину напряжения дуги, электрическая схема сравнивает фактическое напряжение в данный момент с заданным и, меняя скорость подачи проволоки, поддерживает длину дуги постоянной. [c.141]
Электрическая сварочная дуга, представляет собой электрический дуговой разряд в ионизированной смеси газов, паров металла и компонентов, входящих состав электродных покрытий, флюсов и т.д. [c.29]
Сварочная дуга представляет собой электрический дуговой разряд в ионизированной смеси тазов, а также паров металлов и компонентов, входящих в состав электродных покрытий, флюсов и т.д. Дуга является частью электрической сварочной цепи. При сварке на постоянном токе электрод, подсоединенный к положительному полюсу источника питания дуги, называют анодом, а к отрицательному — катодом. Если сварку ведут на переменном токе, каждый электрод попеременно служит то анодом, то катодом. Пространство между электродами называют областью дугового разряда или дуговым промежутком, а длину этого промежутка — длиной дуги. Дуга, горящая между электродом и объектом сварки, является дугой прямого действия. [c.15]
Схема ручной дуговой сварки металлическим покрытым электродом показана на рис. 7.1. Возбуждение дуги происходит при кратковременном замыкании электрической сварочной цепи касанием свариваемого металла концом электрода. [c.191]
Сущность процесса дуговой сварки под флюсом заключается в применении непокрытой электродной проволоки и флюса для защиты дуги и сварочной ванны от воздуха (рис. 18.16). Электрическая дуга 1 горит между свариваемым изделием 9 и электродной проволокой 3 под слоем гранулированного сыпучего флюса 2, насыпаемого впереди дуги. В результате горения дуги расплавляются кромки основного металла, электродная проволока и часть флюса, примыкающая к зоне сварки. В зоне сварки образуется газовый пузырь 8, заполненный парами металла и газами. Сверху пузырь ограничен пленкой расплав- [c.391]
Мокрая сварка штучным электродом. Пост ручной сварки штучным электродом состоит из источника питания, электрододержателя, рубильника и сварочных кабелей. В качестве источника питания дуги используются сварочные преобразователи и выпрямители с повышенным напряжением холостого хода (70...90 В). При отсутствии электрической сети наиболее распространены автономные однопостовые сварочные агрегаты ПАС-400-VI и ПАС-400-Vni, которые обеспечивают повышенное напряжение холостого хода (до 100 В). Пределы регулирования силы сварочного тока [c.389]Оборудование для дуговой пайки. Нагрев теплотой электрической дуги нашел применение при пайке проводов, узлов приборов и двигателей. Дуга может возбуждаться между фольгой припоя, заложенной в зазор между соединяемыми деталями и угольным или графитовым электродом между паяемым изделием и электродом из припоя между двумя угольными электродами, закрепленными в приспособлении [5]. Источниками питания дуги служат сварочные машины, понижающие трансформаторы или блоки аккумуляторных батарей. Угольные (диаметром 10... 12 мм) или графитовые (диаметром 6...8 мм) электроды, применяемые при пайке, должны быть изготовлены из чистого угля или графита. Электроды имеют конусную форму (длина конусной части равна двум диаметрам электрода). [c.454]
Снизить трудоемкость сварочных работ позволяет внедрение в ремонтную технологию механизированного способа сварки. Сварка в защитном газе является одним из видов дуговой сварки. В зону дуги подают защитный газ, струя которого, обтекая электрическую дугу и сварочную ванночку, предохраняет расплавленный металл от воздействия атмосферного воздуха, окисления и азотирования. Схема сварочного процесса показана на рис. 3.2Г [c.221]
ЭЛЕКТРИЧЕСКАЯ СВАРОЧНАЯ ДУГА И ЕЕ СВОЙСТВА [c.344]
Электродуговая сварка в среде защитных газов. Особенностью сварки в среде защитных газов является то, что электрическая сварочная дуга горит в струе газа, защищающей металл от вредного воздействия окрул[c.474]
Сварочные трансформаторы ТСП, ТСК, ТС, СТШ, ТД, ТДП и др. состоят из трансформатора тока и регулятора для плавного изменения силы тока. Каждому трансформатору соответствует определенный регулятор. При сварке постоянным током электрическая сварочная дуга питается от сварочного агрегата, состоящего из генератора постоянного тока и электродвигателя переменного тока члш двигателя внутреннего сгорания. Сварочный генератор питает дугу электрическим током, двигатель приводит в движение генератор. [c.103]Защита зрения и открытой поверхности кожи. Электрическая сварочная дуга создает три вида излучения световое, ультрафиоле товое, инфракрасное. [c.155]
Скорость подачи электродной проволоки плавно регулируется путём изменения числа оборотов мотора. Для этой цели мотор привода УМ-22 подключён по специальной схеме (предложенной Л. М. Рониным). Преимуществами этой схемы являются достаточно жёсткая механическая характеристика мотора и возможность плавного регулирования числа оборотов мотора и его реверсирования при возбуждении сварочной дуги. Электрическая схема сварочной головки приведена ниже при описании сварочного трактора УТ-1200. Основные данные сварочной головки типа Б приведены в табл. 4. [c.244]
Электрические сварочные дуги могут быть непрерывные и прерывистые, импульсные. Импульсная дуга по сравнению с обычной имеет следующие преимущества более совершенное управление процессом плавления проволоки сокращение ве,йичины зоны термического влияния и размеров кристаллов в щве сниж ие нижнего предела рабочих токов и повышение устойчивости горение дуги улучшение условий для сварки в вертикальном и потолочном положениях. [c.452]
Воздушно-дуговая резка. Б процессе воздушно-дуговой резки металл в месте реза расплавляется теплом электрической дуги, горящей между угольным илп угольнр-графитированиьгм электродом и металлом, при непрерывном удалении жидкого металла струей сжатого воздуха. Установка дшя воздушно-дуговой резки сос-то(ит из резака, источникО В питания дуги электрическим токо м и сжатого воздуха, шлангов для подачи. сжатого воздуха и сварочных проводов. [c.82]
Электродуговая сварка в среде защитных газов. Особенность этого вида сварки в том, что электрическа%сварочная дуга горит в струе газа, защищающей металл от вредного воздействия окружающего воздуха. В качестве защитных применяют инертные и активные газы (водород, окись углерода или их смесь с азотом). Наибольшее распространение получили аргоно-дуговая сварка и сварка в среде углекислого газа. [c.318]
Электрическая дуговая сварка (рис. 113) производится под действием электрического тока, который подводится от генератора 3 (сварочной машины) и пропускается через свариваемые детали 4 и 7 и электрод 1, представляющий собой стержень из мягкой стали, покрытый специальной обмазкой. Электрод укрепляется в электродо-держателе 2. При пропускании электрического тока между электродом и свариваемым металлом возникает электрическая сварочная дуга 5. [c.169]
Что такое электрическая дуга: tvin270584 — LiveJournal
Вы купили сварочный аппарат и желаете освоить сварку. В статье мастер сантехник расскажет, что такое электрическая дуга.
Что такое сварочная дуга
Сварочная дуга впервые была описана в 1802 году русским учёным В. Петровым. Его работы были использованы в процессе создания первого сварочного аппарата. Именно с этого события началась история электрической сварки. Кстати именно в честь этого события в последнюю пятницу мая в России отмечается день сварщика.

Генерируемая сварочным аппаратом электрическая дуга представляет собой ни что иное, как состоящий из ионизированных частиц проводник. Он существует в определенном временном промежутке благодаря тому, что поддерживается электрическим полем. Такой разряд образуется в способной к ионизации газовой среде, характеризуется непрерывной формой и высокой температурой.
В учебных пособиях по сварочному делу данное явление определяется как электрический разряд в плазме длительного характера. Плазма является смесью защитных, ионизированных атмосферных газов в сочетании с испарениями от металлов, которые образуются под воздействием высокой температуры.
Строение и температура сварочной дуги
Разогреть металл до температуры плавления за очень короткое время можно, но для этого потребуется мощная электрическая дуга. Основные ее характеристики – вольтаж, ампераж и плотность потока заряженных частиц. Как электротехническое явление дуговой столб представляет собой проводник между полярными полюсами, состоящий из газовой среды. При этом он обладает большим сопротивлением и способен светиться.
Детальный анализ построения дуги помогает разобраться с течением температурного воздействия на металл. Сравнительно небольшая длина электрической дуг – 5 см, которые состоят из трех зон:
- Собственно, столб – это видимая светящаяся часть;
- Катодная – 1 микрон;
- Анодная – 10 микрон.
Поток свободных электронов определяет температуру сварочной дуги. Они формируются на катоде, который нагревается до 38% от температуры плазмы. В газовой среде отрицательные частички – электроны двигаются по направлению к аноду, в то время как положительные элементы направляются к катоду. Столб лишен какого-либо заряда и все время остается нейтральным.
Температура частиц внутри достигает 10 000 градусов Цельсия. Воздействуя на металл, они разогревают его до 2350 градусов. Точка входа электронов среди специалистов называется анодным пятном. По сравнению с катодным оно имеет температуру на 6% выше. Поскольку плазма генерирует ультрафиолетовые, световые и инфракрасные волны, то она находится в видимом для человека спектре. Но важно учесть, что данные волны вредны для человека: и для кожи, и для глаз. Поэтому для сварщиков были разработаны специальные средства защиты.
Виды сварочной дуги
Классифицируется сварочная дуга по нескольким параметрам. В зависимости от пространственного положения электрода и типу тока она бывает:
- Прямого действия. Разряд располагается перпендикулярно по отношению к рабочей поверхности и параллельно относительно электрода;
- Косвенного действия. Разряд образуется между электродом, который располагается относительно рабочей поверхности под углом 40-60 градусов и самим металлом.
По составу плазменный столб делится на:
- Открытая электродуга. Сваривание металлоизделия производится на открытом воздухе, без использования специальных газов для защиты. Дуга горит в среде, которую образуют окружающий воздух и пары, появляющиеся в ходе сваривания металлоизделия, плавления электрода либо проволоки, их покрытий.
- Закрытая электродуга. Этот вид дуги образовывается при сварке под флюсом. Защищает дугу при сваривании газовая смесь, которая образовывается в результате смешивания паров от свариваемого металлоизделия, плавящегося электрода и, собственно, флюса.
- Дуга в среде защитных газов. В данном случае речь идет о сварке в среде, так называемых, защитных газов: инертных либо активных, (используются как чистые газы, так и их смеси). В результате сваривания образовывается газовая среда, состоящая из защитного газа, паров металла и электрода.
Сварочная дуга отличается и в зависимости от применяемого расходного материала. В работах используются электроды:
В зависимости от времени воздействия принято различать дугу постоянную и импульсную.
Условия горения
Сварочный процесс основан на преобразовании электрической энергии в тепловую. Сварочный столб может удерживаться как угодно долго при условии быстрой ионизации газа. Свариваемые заготовки прогреваются, воздух вокруг них теплый и насыщен испаряемыми компонентами. Альтернативный метод – в рабочую зону специально подается газ, который может ионизироваться. Лучше всего ионизации поддаются частицы щелочноземельных и щелочных металлов. Они становятся активными сразу, как только начинает проходить ток.
Другое обязательное условие для поддержания сварочного столба – постоянная высокая температура на катоде. Ее значение зависит от химического состава и площади катода. Для этого требуется источник электричества. В условиях производства показатель температуры катодной области может доходить до 7 000 градусов.
Как образуется электрическая дуга
Сварочная дуга является ничем иным, как электрическим разрядом. Возникает она в случае замыкания цепи. В тот момент, когда электрод прикасается к поверхности свариваемого металла, начинает вырабатываться тепловая энергия в большом количестве. В точке соприкосновения металл начинает плавиться. Расплав притягивается к окончанию расходника, образуя тонкую шейку. Она почти что мгновенно распыляется под влиянием сильного электрического поля. В это время молекулы газа ионизируются, образуется защитное облако и обеспечивается свободное перемещение электродов.
Вид тока определяет направленность потока. Поджечь дугу можно на токе прямой и обратной полярности, переменном или постоянном. Частота, с какой дуга гаснет и разжигается напрямую зависит от выбранных сварщиком параметров тока.
Чем определяется мощность сварочной дуги
Основные факторы, оказывающие влияние на параметры мощности:
- Напряжение. Увеличение мощности сварки достигается за счет увеличения питающего напряжения. Но в сравнительно небольшом диапазоне значений. Есть определенные ограничения и по размеру расходных материалов;
- Сила тока. Прямая зависимость: чем больше показатель – тем стабильнее горит дуга;
- Величина напряжения плазмы находится в прямой зависимости от мощности.
Длиной дуги принято называть расстояние от электрода доя рабочей поверхности в момент выполнения сварочных работ. От данного показателя зависит величина продуцированного тепла.
Мощность дуги определяет скорость плавления металла. Данная характеристика имеет большое значение, поскольку от нее зависит скорость выполнения операций по соединению металлов. Силой тока меняется рабочая температура в зоне плавления. Даже длинная электрическая дуга не будет затухать при большой силе тока. Во время сварочных работ изменение настроек ампеража требуется очень редко.
Вольт-амперная характеристика сварочной дуги
Выражают параметры питания. Данные позволяют определить:
- Время горения;
- Мощность дуги;
- Условия гашения.
Динамика вольтамперных показателей показывает изменение длины электрической дуги в период ее нестабильности. Статическая вольт-амперная характеристика дуги, наоборот, указывают на зависимость между напряжением и силой тока в период стабильности длины электродуги. Ее свойства выражены графиком, разделенным на три сектора:
- Падающий. В случае увеличения силы тока резко уменьшается напряжение. Связано это с образованием столба: возрастает площадь потока плазмы и изменяется показатель ее электропроводимости;
- Жесткий. Характерные особенности сектора – понижение напряжения при неизменной плотности тока. Наблюдается рост показателей силы тока в диапазоне значений 100-1000А. Прямо пропорционально увеличивается дуговой столб в диаметре. Помимо этого, изменяются анодное и катодное пятна;
- Растущий. Размер катодного пятна стабилен и зависит от диаметра электрода. При увеличении силы тока в большую сторону меняются показатели дугового столба.
Вольтамперные характеристики ручной дуговой сварки с неплавящимися или плавящимися электродами не доходят до третьего сектора графика, а варьируются только в первых двух. Механизированная сварка, подразумевающая использование флюсов, описывается показателями графика второго и третьего сектора. Третий сегмент в полной степени соответствует сварке плавящимся электродом в защитной среде.
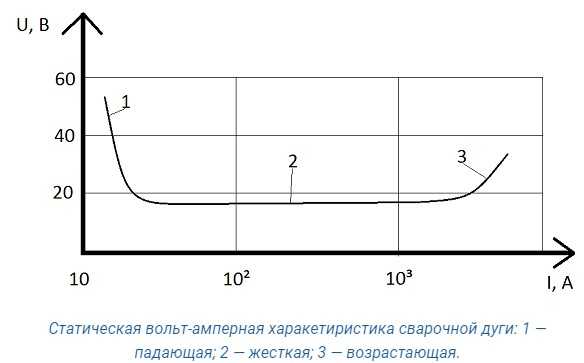
В случае использования сварочного аппарата в режиме переменного тока. В каждом полупериоде на пике розжига случается возбуждение сварочной дуги. При переходах через нулевую отметку электрическая дуга затухает. Прекращается нагрев активных пятен. Ионизация газов удерживается стабильной за счет испарений активных щелочных металлов, которые присутствуют в покрытии электродов. При работе на переменном токе труднее разжечь дугу в защитной среде, нежели в случае постоянного тока.
При выборе оборудования для выполнения конкретного вида работ важно учесть, что вольтамперные характеристики электрической дуги напрямую зависят от внешних вольтамперных показателей. К примеру, для ручной дуговой сварки требуется питание с падающими характеристиками вольт-ампер (повышенное напряжение на холостом ходу). При этом специалист будет иметь возможность с помощью регулятора ампеража менять длину дуги.
Сила тока при коротком замыкании во время плавления электрода на 20-50% выше показателя силы тока дуги. Выполнение работ плавящимися электродами оптимально в случае использования дуги размыкания. Для того, чтобы разжечь электродугу угольным или вольфрамовым электродом, не помешает вспомогательный разряд.
Высокие показатели силы тока при коротком замыкании могут спровоцировать прожиг заготовки. Короткое замыкание имеет место в момент, когда падает капля расплава электрода. После этого показатели резко возвращаются к исходным значениям. Возрастает ампераж до уровня тока короткого замыкания, мостик, образовавшийся между металлом и электродом быстро перегорает, и электрическая дуга снова возбуждается. Все эти изменения в столбе происходят моментально. Установка должна успеть за этот период отреагировать на изменения с тем, чтобы стабилизировать рабочие показатели.
Особенности электрической дуги
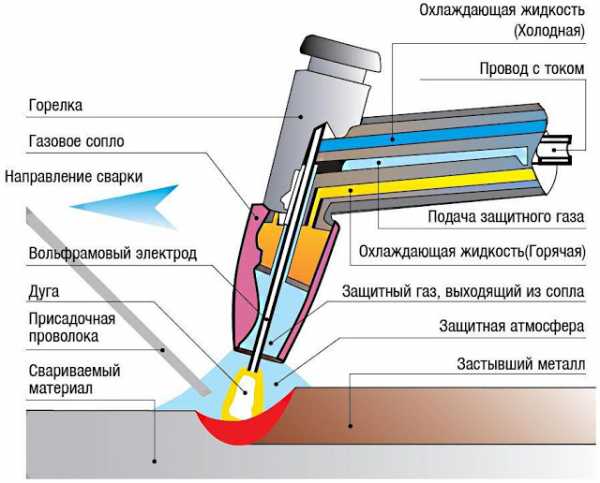
Благодаря широкому диапазону значений, электродуга совместима как с тугоплавкими, так и с привычными плавящимися электродами. Под ее воздействием металл быстро разогревается, после чего образуется ванна расплава. Преобразование электроэнергии в тепловую происходит с минимальными потерями.
По своей природе электрическая дуга сопоставима с другими видами зарядов. Ее отличительные особенности:
- Созданная плотным током высокая температура;
- Небольшое снижение катодного и анодного напряжения, которое в малой степени зависит от изначально заданного вольтажа;
- Электрическое поле между полюсами распределяется неравномерно;
- Устойчивость электрической дуги в пространстве;
- Мощность и вольтамперные характеристики саморегулируются;
- Границы электродуги четко очерчены.
Зажечь дугу можно одним из двух способом: чирканьем или коротким прикасанием.
Видео
В сюжете - Что такое электрическая дуга
В сюжете - Самый действенный способ научиться держать дугу
В продолжение темы посмотрите также наш обзор Как правильно вести электрод во время сварки
Источник
https://santekhnik-moskva.blogspot.com/2021/05/Chto-takoye-elektricheskaya-duga.html
Что такое сварка? Сварка – подробное объяснение
Процессы сварки – подробное объяснение
Сварка заключается в соединении материалов путем их нагревания и расплавления в месте соединения с добавлением или без добавления связующего. Источником тепла обычно является сварочная дуга, образованная током, генерируемым источником сварочного тока. Дуговая сварка – это дуговая сварка.
Для дуговой сварки можно использовать только тепло, выделяемое дугой, при котором детали сплавляются друг с другом.Например, так выглядит сварка вольфрамовым электродом в среде инертного газа (TIG).
Обычно, однако, наполнитель также вплавляется в шов. Подается через механизм подачи проволоки, к которому подключен сварочный пистолет (сварка МИГ/МАГ), или вручную в виде покрытого электрода. Присадочный материал должен иметь примерно ту же температуру плавления, что и свариваемый материал.
Перед началом сварки кромки свариваемых деталей должны быть подготовлены для получения подходящей разделки под сварку, напр.V-образный. Во время сварки дуга расплавляет края разделки и сварочный материал. Это создает сварочную ванну.
При неразъемном сварном шве расплавленная сварочная ванна должна быть защищена от окисления и воздействия окружающего воздуха, например, защитными газами или шлаком. Защитный газ подается в сварочную ванну сварочным пистолетом. Сварочный электрод покрыт материалом (оболочкой), который при расплавлении выделяет защитный газ и шлак.
Наиболее часто свариваемыми материалами являются такие металлы, как алюминий, мягкая сталь и нержавеющая сталь. Но вы также можете сваривать пластмассы. При сварке пластмасс источником тепла является горячий воздух или электрический резистор.
Сварочная дуга
Сварочная дуга представляет собой электрический импульс, протекающий между сварочным электродом и заготовкой. Дуга возникает, когда между элементами генерируется достаточно большой импульс напряжения.При сварке TIG он создается бесконтактным зажиганием или когда пользователь трется электродом о свариваемый материал (царапающее зажигание).
После зажигания напряжение - подобное разряду молнии - проходит через воздушный зазор и образует дугу с температурой в несколько тысяч градусов (до 10 000°С). Поскольку между заготовкой и электродом постоянно протекает ток, перед началом работы заготовку необходимо заземлить с помощью кабеля заземления, подключенного к сварочному аппарату.
При сварке MIG/MAG электрическая дуга создается за счет контакта присадочного материала с поверхностью заготовки и создания короткого замыкания.Затем эффективный ток короткого замыкания плавит конец сварочной проволоки и образуется дуга. Для получения гладкого и прочного шва сварочная дуга должна быть стабильной. Поэтому при сварке MIG/MAG сварочное напряжение и скорость подачи проволоки должны быть адаптированы к свариваемому материалу и его толщине.
Техника сварки влияет на то, будет ли дуга мягкой или жесткой, и, следовательно, на качество сварного шва. Большое значение имеет также расстояние сварочного электрода от разделки и поддержание постоянной скорости движения горелки.Выбор правильного напряжения и скорости подачи проволоки является основным навыком каждого сварщика.
Однако современное сварочное оборудование предлагает множество функций, облегчающих работу сварщиков, таких как сохранение предыдущих настроек сварки или вызов готовых синергетических линий, что значительно упрощает настройку параметров аппарата под задачу.
Защитный газ в процессе сварки
Защитный газ часто оказывает большое влияние на производительность и качество сварки.Как следует из названия, защитный газ защищает расплавленный шов от окисления, а также от загрязнения и влаги в воздухе. В противном случае эти факторы могут снизить коррозионную стойкость сварного шва, повысить его пористость и ослабить его долговечность за счет изменения геометрии соединения. Защитный газ также охлаждает сварочную горелку. Чаще всего он состоит из аргона, гелия, углекислого газа и кислорода.
Защитный газ может быть инертным или активным. Инертный газ не вступает в реакцию со сварочной ванной.Активный газ, напротив, принимает участие в процессе сварки – стабилизирует дугу и выравнивает подачу материала в сварной шов. Инертный газ используется для сварки MIG (сварка плавящимся электродом в среде инертного газа), а активный газ – для сварки MAG (сварка плавящимся электродом в среде активного газа).
Примером инертного газа является аргон, который не вступает в реакцию с расплавленным сварочным швом. Это наиболее часто используемый защитный газ при сварке TIG. Однако углекислый газ и кислород реагируют с расплавленным сварным швом так же, как и смесь углекислого газа и аргона.
Гелий (He) также является популярным инертным защитным газом. Гелий и смесь гелия и аргона используются при сварке TIG и MIG. Гелий способствует большему проплавлению и обеспечивает более высокую скорость сварки, чем аргон.
Углекислый газ (CO2) и кислород (O2) являются активными газами, используемыми в качестве окисляющих компонентов для стабилизации дуги и сглаживания процесса подачи материала при сварке MAG. Точные пропорции компонентов защитного газа зависят от марки стали.
Сварочные нормы и стандарты
Сварочные процессы, а также конструкция и функциональность сварочного оборудования и принадлежностей регулируются различными международными стандартами. Они содержат определения, инструкции и ограничения по процедурам и конструкции машин, направленные на повышение безопасности и обеспечение высокого качества продукции.
Сварочные аппараты, как правило, подпадают под действие IEC 60974-1, а технические условия поставки и формы, размеры, допуски и маркировка изделий указаны в SFS-EN 759.
Безопасность при сварке
Сварка связана с рядом рисков. Электрическая дуга испускает очень яркий свет и УФ-излучение, которые могут повредить ваше зрение. Брызги и искры расплавленного металла могут обжечь кожу и вызвать пожар, а пары, выделяющиеся при горении, могут быть опасны для органов дыхания.
Однако всех этих опасностей можно избежать при правильной подготовке и правильном защитном снаряжении.
Для снижения риска возгорания перед началом работы проверьте окрестности места сварки и удалите все легковоспламеняющиеся материалы.Также должны быть подготовлены средства пожаротушения. Рабочее место также должно быть недоступно для посторонних.
Защищайте глаза, уши и кожу соответствующими средствами индивидуальной защиты. Сварочная маска с автозатемняющимся фильтром защищает глаза, волосы и уши. Защищайте глаза, уши и кожу соответствующими средствами индивидуальной защиты.
Рабочее место также должно иметь достаточную вентиляцию для удаления сварочного дыма.
Подробнее о безопасности при сварке
Методы сварки
Методы сварки классифицируются в зависимости от способа выделения тепла и способа подачи присадочного материала. Выбор конкретной техники зависит от свариваемого материала и его толщины, требуемой эффективности работы, желаемых эстетических качеств и целевого качества сварного шва.
Наиболее распространенными методами сварки являются MIG/MAG, TIG и MMA (сварка электродом с покрытием).Самым старым, самым известным и наиболее часто используемым методом является сварка ММА. Он широко используется для установки и наружных работ, требующих оборудования, которое легко носить с собой и использовать.
Медленная сварка TIG дает очень хорошие швы, поэтому этот метод используется для видимых или очень точных сварных швов.
Сварка MIG/MAG чрезвычайно универсальна, поскольку нет необходимости отдельно подавать присадочный материал в сварочную ванну.Вместо этого из сварочного пистолета сварочная проволока подается в газовой защите непосредственно в сварочную ванну.
Существуют также другие методы сварки для специальных применений, такие как лазерная, плазменная, дуговая сварка под флюсом, ультразвуковая, автоматическая сварка с ЧПУ, точечная сварка и сварка трением.
.Что такое электродуговая сварка?
Хотя дуговая сварка является одним из старейших методов соединения металлических предметов, она до сих пор широко используется в промышленности и энтузиастами-любителями. Однако знаете ли вы, что такое электродуговая сварка? Узнайте в нашей статье!
Что такое электрическая дуга?
Прежде чем мы объясним, чем характеризуется этот метод сварки, стоит ознакомиться с его основами.Я говорю об электрической дуге, конечно. Что это такое и как это делается?
Электрическая дуга — это канал, который светится между двумя элементами с противоположными полюсами. Точнее, один объект перенасыщен электронами, то есть отрицательно заряженными частицами, а другой их не имеет, что делает его заряженным положительно.
* Скидка действует только на определенные товары.
Поскольку все в природе стремится к равновесию, ионы делают все возможное, чтобы смешаться.В результате происходит пробой, который создает высокую температуру и напряжение. Они ионизируют молекулы воздуха, создавая электропроводящую плазму. Кратковременный ионный обмен протекает в виде искры или молнии, а долговременный — в виде электрической дуги.
Что такое дуговая сварка?
Как нетрудно догадаться, дуговая сварка использует высокую температуру, образующуюся во время пробоя, для неразъемного соединения металлических элементов.Сварщик в зависимости от выбранной силы тока, давления газа, типа аппарата и условий может нагреть металл от 3500 до 15500°С.
Явление лежит в основе популярных методов сварки: MIG/MAG, TIG и MMA.
Сварка методом MIG/MAG
Сварка MIG/MAGоснована на использовании плавящегося электрода в виде сварочной проволоки и защитного газа. Газ может быть инертным, например, аргон или гелий, или активным, как углекислый газ. В первом случае речь идет о сварке MIG (Metal Inert Gas), а во втором – MAG (Metal Active Gas).
Электрическая дуга вызвана так называемым контакт тока между свариваемым объектом и концом проволоки, выходящей из горелки. Высокая температура расплавляет электрод, образуя жидкую сварочную ванну, которая при затвердевании становится сварным швом. Это делает возможной дуговую сварку MIG/MAG.
Роль защитного газа заключается в защите сварочной ванны от окисления и других внешних воздействий. Это необходимо для обеспечения надлежащей прочности сварного шва.
Сварка ВИГ
Сварка TIGотличается от ранее описанной техники использованием неплавящегося вольфрамового электрода. Однако, как и при сварке MIG, для защиты сварочной ванны используется аргон, гелий или смесь инертных газов.
Поскольку температуры дуговой сварки недостаточно для расплавления вольфрама, содержащегося в электроде, необходимо использовать внешний материал, формирующий сварной шов. Поэтому метод TIG часто требует использования специальных стержней или проволоки, которые плавятся во время сварки.Иногда достаточно оплавить края соединяемых объектов, чтобы получился сварной шов.
Сварка ММА
Последний из описанных способов – это сварка покрытым электродом, т.е. с применением сварочных аппаратов ММА. Упомянутый электрод состоит из металлического сердечника и специального покрытия. Электрическая дуга создается между заготовкой и сердечником. Высокая температура плавит металлический стержень, который при затвердевании образует сварной шов.
Крышка предназначена для обеспечения надлежащего качества соединения.Во время сварки образует шлак, защищающий дугу. Кроме того, газы выделяются из запаздывания, экранирующего гидродинамический шов. Благодаря этому готовое соединение отличается высокой прочностью.
Стоит отметить, что при методе ММА электродуговая сварка может осуществляться с питанием переменным или постоянным током и с положительной или отрицательной полярностью.
Дуговая сварка требует соответствующего оборудования
Дуговая сварка не очень сложна по сравнению с другими методами.Однако, если вы хотите его использовать, вам понадобится подходящий сварочный аппарат. Стоит подумать, какое оборудование будет соответствовать вашим ожиданиям. Вы можете выбрать из различных моделей сварочных аппаратов MIG/MAG, TIG и MMA. Принимая это непростое решение, помните, что вы можете рассчитывать на помощь профессионалов. Советы, какой инверторный сварочный аппарат купить для своей мастерской, смотрите в нашей следующей статье.
.
Описание метода TIG | ICD.pl
Описание метода TIG
ICD.pl 2 февраля 2015 Сварка TIGСварка TIG (вольфрам в инертном газе) заключается в создании электрической дуги с использованием неплавящегося вольфрамового электрода в среде инертного газа. Часто встречается обозначение GTAW (Gas Tungsten Arc Welding) (в основном в США).
Сварочная дуга между неплавящимся электродом и заготовкой плавит поверхность заготовки. При сварке TIG нет необходимости использовать какой-либо дополнительный материал.Сварные элементы можно соединять путем переплавки разделки под сварку. Однако если используется дополнительный материал, то он вводится в ванну вручную, а не с помощью сварочного пистолета, как в методе MIG/MAG. Поэтому при сварке TIG сварочная горелка имеет совершенно другую конструкцию, чем горелка, используемая в методе MIG/MAG. Связующее обычно выпускается в виде проволоки (стержня) длиной 1 м и правильно подобранного диаметра.
Процесс сварки TIG происходит в атмосфере химически инертного защитного газа, обычно аргона или гелия, поступающего из сопла электрододержателя.Защитный газ защищает сварной шов и электрод от окисления, но не влияет на металлургический процесс.
| Схема сварки ВИГ Краткий обзор сварки ВИГ: При сварке вольфрамового материала ближе к свариваемому электроду (неплавящемуся электроду!) появляется дуга, которая расплавляет материал и связующее вещество TIG (металлический стержень), подаваемое рядом с ручкой, создавая жидкую сварочную ванну.После того, как дуга отходит, сварочная ванна затвердевает, образуя неразъемное соединение. Защитный газ непрерывно подается через сварочную горелку и ее газовое сопло для защиты расплавленного металла от атмосферы. |
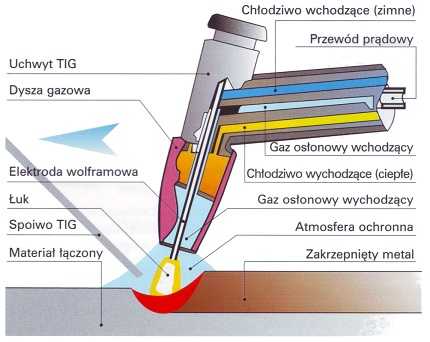
Особенности сварки с помощью не снимаемого электрода TIG
-
Преимущества:
-
Universal Метод - почти все металлы и общие. для сварки тонкие листы - примерно от 0,5мм,
-
высокое качество и чистота сварного шва ,
-
простота контроля сварочной ванны, количества тепла и дополнительного материала,
нет брызги жидкого металла,
-
простота освоения сварки вручную сварщиком,
-
возможность механизации и автоматизации метода.
-
-
Недостатки:
-
Низкая скорость сварки, низкая продуктивность, особенно с более толстыми элементами,
-
Качество сварного шва зависит от навыка сварщика,
-
. используемые для зажигания сварочной дуги, могут создавать помехи другим электронным устройствам.
-
Применение метода TIG
Метод TIG позволяет получить исключительно чистый и качественный сварной шов .В процессе не образуется шлак, что исключает риск загрязнения шва его включениями, а готовый шов практически не требует очистки. Метод TIG чаще всего используется для сварки нержавеющих сталей и других высоколегированных сталей и таких материалов, как алюминий , медь , титан , никель и их сплавы.
Сварка ВИГ используется, среди прочего, для сварки труб, трубопроводов и тонких листов.Используется в различных отраслях промышленности, в том числе пищевая, химическая, автомобильная, авиационная.
.
Сварка ММА - EWM AG
Общая информация
Сварка ММА (номер процесса 111) — это один из методов сварки, в частности, метод дуговой сварки плавящимся электродом. ISO 857-1 (издание 1998 г.) объясняет процессы сварки для этой группы с использованием английского перевода следующим образом:
Дуговая сварка плавящимся электродом: Электродуговая сварка отработанным электродом.Дуговая сварка плавящимся электродом без защиты газа: процесс дуговой сварки плавящимся электродом без внешнего защитного газа и ручной дуговой сварки плавящимся электродом: ручная дуговая сварка плавящимся электродом с использованием экранированного электрода.
В Германии последний способ называют ручной дуговой сваркой или, сокращенно, сваркой покрытыми электродами (в просторечии электродной сваркой). В англоязычном регионе этот метод известен как MMA или MMAW (ручная дуговая сварка металлом).Этот метод характеризуется тем, что дуга горит между плавящимся электродом и сварочной ванной. Внешней защиты нет, электрод образует экран от атмосферы. Электрод является носителем дуги и сварочной добавкой. Экран изготовлен из шлака и/или защитного газа, который в т.ч. они защищают проходящую каплю и сварочную ванну от притока атмосферных газов, т.е. кислорода, азота и водорода.
Тип тока
В принципе, для ручной электродуговой сварки можно использовать как постоянный, так и переменный ток, но не все типы электродных оболочек можно сваривать синусоидальным переменным током, напр.не просто основные электроды. При сварке постоянным током большинство типов электродов соединяют отрицательный полюс с электродом, а положительный полюс с заготовкой. Основные электроды также являются исключением. Тогда сварка на положительном полюсе будет проще. То же самое относится и к некоторым целлюлозным электродам. Подробнее об этом можно прочитать в разделе о типах электродов. Электрод – это рабочий инструмент сварщика. Он направляет зажженную на него дугу в сварочный зазор и оплавляет кромки сварного шва, как показано на рисунке 2.В зависимости от типа сварного шва и толщины основного материала требуются разные значения силы тока. Поскольку пропускная способность электродов по току ограничена их диаметром и длиной, стержневые электроды доступны в различных диаметрах и длинах. В таблице 1 показаны размеры, определенные в DIN EN 759. По мере увеличения диаметра стержня можно использовать более высокие сварочные токи.
Типы электродов
Стержневые электродыдоступны с различным составом оболочки.Структура экрана определяет характер плавкости электрода, его сварочные свойства и качество металла шва (дополнительную информацию см. в разделе «Выбор электрода для применения». Согласно DIN EN 499, различные типы указанные экраны используются в стержневых электродах для сварки нелегированных сталей.различают основные и смешанные типы.Буквы, используемые в обозначении, произошли от английских терминов: Буква C = целлюлоза, A = кислота, R = рутил и B = основной .В Германии доминирующую роль играет тип рутила. Стержневые электроды могут иметь тонкое, среднее или толстое покрытие. В случае электродов с рутиловым покрытием, которые используются для покрытия всех трех толщин, электроды с толстым покрытием маркируются буквами RR для лучшей дифференциации. У легированных и высоколегированных стержневых электродов такого разнообразия типов покрытия не существует. В случае стержневых электродов для сварки нержавеющих сталей, которые определены в DIN EN 1600, различают, например,только рутиловые электроды и основные типы, аналогичные жаропрочным сталям (DIN EN 1599), но и здесь в случае рутиловых электродов выделяют смешанные рутилово-основные типы, без четкого определения состава. Это относится, например, к электродам, имеющим лучшие сварочные свойства в принудительных положениях. Стержневые электроды для сварки высокотвердых сталей (DIN EN 757) доступны только с основным покрытием.
Свойства типа крышки
Состав и толщина покрытия оказывают большое влияние на сварочные свойства.Это касается как стабильности дуги и переноса материала при сварке, так и вязкости окалины и сварочной ванны. Размер капель, проходящих через дугу, имеет особое значение.
На рисунке схематично показан переход капли для четырех основных типов отставания: целлюлозного (а), рутилового (б), кислотного (в), основного (г).
Отставание состоит в основном из органических материалов, которые сгорают в дуге и выделяют газ, покрывающий сварной шов.Так как футеровка содержит лишь небольшое количество материалов, стабилизирующих дугу, в дополнение к целлюлозе и другим органическим веществам, гангрена образуется очень мало. Электроды с целлюлозным покрытием особенно хорошо подходят для сварки сверху вниз, так как не нужно беспокоиться об образовании слоя гангрены перед сварным швом.
Кислотный тип (А), покрытие которого состоит преимущественно из железных и марганцевых руд, обеспечивает атмосферу вокруг дуги большим количеством кислорода.Он поглощается свариваемым материалом и снижает его поверхностное натяжение. Благодаря этому материал переносится в виде мелких капель, а свариваемый материал сильно псевдоожижается. Поэтому эти типы электродов не подходят для сварки в положительном положении. Дуга также очень «горячая» и, допуская высокие скорости сварки, имеет тенденцию к подрезу. Из-за вышеописанных недостатков электродные стержни только с кислотным покрытием в Германии применяются очень редко.
Вместо них чаще используются электроды с рутиловой кислотой (RA), представляющие собой смесь кислотных и рутиловых электродов. Электрод также обладает подходящими сварочными свойствами. Покрытие рутилового электрода (R/RR) состоит в основном из диоксида титана в виде минерала рутила (TiO2) или ильментита (TiO2). FeO), а также искусственный диоксид титана. Этот тип электрода характеризуется прохождением материала в виде мелких или средних капель, плавным плавлением без разбрызгивания, очень точным определением валиков, легким удалением гангрены и легким повторным возгоранием.Последнее свойство можно наблюдать только в случае рутиловых электродов с высокой долей TiO2 в покрытии. Это означает, что в случае электрода, который уже однажды расплавился, его можно повторно зажечь, не удаляя кратер. Слой гангрены, образовавшийся в кратере, при достаточном содержании TiO2 имеет почти такую же проводимость, как и полупроводник, так что при приближении электрода к краю кратера дуга зажигается, не касаясь элемента с сердечником стержень. Это самопроизвольное повторное возгорание имеет важное значение всякий раз, когда сварочный процесс часто прерывается, например, прив случае коротких сварных швов.
Помимо электродов с чистым рутилом, в этой группе электродов имеется также несколько смешанных типов. Это может быть, например, тип рутил-целлюлозы (RC), в котором часть рутила заменена целлюлозой. Так как при сварке целлюлоза сгорает, образуется меньше окалины. Поэтому этот тип также можно использовать для сварки сверху вниз (положение PG). Тем не менее, он также имеет хорошие свойства в большинстве других предметов.
Другим смешанным типом является тип на основе рутила (RB).Этот тип электрода имеет немного более тонкое покрытие, чем тип RR. Эта особенность, а также особые характеристики гангрены делают их особенно подходящими для сварки вниз-вверх (PF). Есть еще базовый тип (В). Покрытие этого типа электродов состоит в основном из основных оксидов кальция (CaO) и магния (MgO), к которым добавлен плавиковый шпат (CaF2) для разбавления гангрены. Более высокие уровни флюорита ухудшают свариваемость переменным током. Таким образом, чисто основные электроды не подходят для сварки переменным током с синусоидальной характеристикой, однако существуют также смешанные типы с более низким содержанием плавикового шпата в покрытии, которые можно использовать с этой характеристикой тока.Перенос материала основных электродов происходит в виде капель от среднего до толстого размера, а сварочная ванна плотная. Электрод хорошо сваривается во всех положениях. Однако полученные стежки несколько более выпуклые из-за большей вязкости свариваемого материала и имеют более толстые ребра. Свариваемый материал очень плотный.
Основные покрытия гигроскопичны. Поэтому убедитесь, что они хранятся в чистом и сухом месте. Смоченные электроды следует высушить.Однако свариваемый материал имеет очень низкое содержание водорода, если электроды свариваются всухую. Помимо стержневых электродов с нормальным КПД (<105%), существуют и такие, которые имеют более высокий КПД за счет добавления в покрытие железного порошка (чаще всего >160%). более экономичны, чем обычные электроды, однако их применение обычно ограничивается горизонтальным положением ПА или ПБ.
Надлежащая сварка ММА
Сварщик должен иметь высокую квалификацию не только с точки зрения ручных навыков, но и иметь соответствующий опыт, чтобы избежать ошибок. Руководство DVS (Немецкой ассоциации сварщиков) по обучению сварке и связанным с ней процедурам признано во всем мире, а также было принято Международной ассоциацией сварщиков (IIW). Перед началом сварки свариваемые детали необходимо соединить прихватками.Прихваточные швы должны быть настолько длинными и толстыми, чтобы элементы не могли чрезмерно деформироваться относительно друг друга во время сварки и чтобы точки прихватки не отрывались.
- Заготовка
- Сварка
- Шлак
- Арка
- Стержневой электрод
- Держатель электрода
- Источник сварочного тока
Зажигание дуги
Сварочный процесс при сварке ММА может быть инициирован контактным зажиганием.Чтобы замкнуть электрическую цепь, сначала замкните накоротко электрод и свариваемый объект, а затем слегка приподнимите электрод, чтобы зажглась дуга. Поэтому процесс воспламенения никогда не должен происходить вне сварного шва, а обычно только в тех точках, которые расплавятся сразу после зажигания дуги. Там, где воспламенение невозможно, существует риск растрескивания из-за внезапного нагрева в случае очень чувствительных материалов. В случае основных электродов с тенденцией к образованию пор в начале сварного шва зажигание должно происходить еще дольше до фактического начала сварки.Затем дуга отводится в начальную точку сварного шва, и по мере продолжения сварки первые капли, в основном пористые, снова плавятся.
Направляющая электрода
Электрод располагается вертикально или немного по диагонали на поверхности листа. Он слегка наклонен в сторону сварки. Видимая длина дуги, т. е. расстояние между краем кратера и поверхностью заготовки, должна примерно соответствовать диаметру стержневого стержня.Основные электроды необходимо приваривать очень короткой дугой (зазор = 0,5 x диаметр стержня). Для этого их необходимо направлять более вертикально, чем рутиловые электроды. Пунктирные стежки сварены в большинстве положений или имеют место небольшое колебание с расширением ширины канавки вверх. Маятниковые стежки проводятся по всей ширине паза только в положении PF. Как правило, происходит замыкающая сварка, только в положении ПФ электрод протыкается.
- Сварной зазор
- Стержневой электрод
- Жидкий наплавленный металл
- Жидкий шлак
- Отвержденный шлак
Влияние электромагнитного отклонения дуги
Эффект электромагнитного отклонения дуги представляет собой удлинение дуги в результате ее отклонения от ее центральной линии, при котором слышен шипящий звук.Такое отклонение может привести к нарушению сварного шва. Провар также может быть недостаточным, а при сварке, которая сопровождается гангреной, гангрена может появиться в шве в результате гангрены, предшествующей месту сварки. Отклонение дуги происходит из-за наличия магнитного поля. Как и любой проводник, по которому течет ток, электрод и дуга окружены электромагнитным полем в виде цилиндра, отклоняющегося в зоне дуги в месте перехода к основному материалу.В результате силовые линии электромагнитного поля располагаются более плотно внутри и реже снаружи. Дуга изгибается в сторону более слабого электромагнитного поля. В результате она удлиняется и издает шипящий шум из-за возрастающего напряжения дуги. Таким образом, противоположный полюс обладает дугоотталкивающим эффектом. Изменение магнитной силы связано с тем, что электромагнитное поле лучше распространяется в ферромагнитном материале, чем в воздухе. Поэтому дуга притягивается к большим металлическим массам.Оно проявляется, в том числе, в еще и в том, что при сварке ферромагнитного материала дуга отклоняется внутрь на концах пластины. Отклонению дуги можно противодействовать, расположив электрод под правильным углом. Поскольку отклонение дуги при сварке постоянным током особенно велико, по возможности следует выполнять сварку переменным током, чтобы компенсировать или, по крайней мере, значительно уменьшить этот эффект. Прогиб дуги может быть особенно большим из-за воздействия соседних металлических масс при сварке корневых слоев.Здесь полезно, если переходу магнитного поля способствует выполнение плотных, не слишком коротких прихваточных швов.
Параметр сварки
Во время сварки ММА можно установить только силу тока. Напряжение дуги зависит от длины дуги, поддерживаемой сварщиком. При установке тока учитывайте пропускную способность по току для диаметра используемого электрода. Правило состоит в том, что нижние предельные значения относятся к сварке корневых проходов или позиций PF, а верхние предельные значения относятся к остальным позициям, а также к присадочному или верхнему слою.Скорость наплавки и соответствующая скорость сварки уменьшаются с увеличением силы тока. Проникновение также увеличивается с увеличением тока. Указанные токи относятся только к нелегированным и низколегированным сталям. Для высоколегированных сталей и материалов на основе никеля следует устанавливать меньшие значения из-за более высокого электрического сопротивления сердечника стержня.
Сила тока в зависимости от диаметра электрода
При расчете отдельных ампер в A необходимо учитывать следующие правила:
20-40 х Ø 90 110
- При диаметре 2,0 мм ток должен составлять от 40 до 80 А
- При диаметре 2,5 мм ток должен составлять от 50 до 100 А
30-50 x Ø 90 110
- При диаметре 3,2 мм сила тока должна составлять от 90 до 150 А
- При диаметре 4,0 мм сила тока должна составлять от 120 до 200 А
- При диаметре 5,0 мм сила тока должна составлять от 180 до 270 А
35-60 x Ø 90 110
- При диаметре 6,0 мм сила тока должна составлять от 220 до 360 А
Для успешной сварки ММА требуется следующее оборудование:
Дополнительную информацию о сварке MMA можно найти в нашем Кодексе сварки.
.Сварочная техника
Сварочные аппараты представляют собой универсальные устройства, обеспечивающие прочное, стабильное и несущее соединение металлических материалов с помощью тепла. Они используются для соединения материалов в производстве, строительстве и многих других отраслях.
Для чего нужен сварочный аппарат?
Сварка, в отличие от пайки, состоит из соединения деталей из одного и того же металла или некоторых видов пластмасс при температуре выше точки плавления с использованием клея, заполняющего соединение.
Исключительная прочность даже при максимальной нагрузке делает сварку предпочтительным методом соединения деталей в машиностроении, металлоконструкциях, судостроении, автомобилестроении, строительстве трубопроводов и мостов, слесарных мастерских и многих других отраслях промышленности. В отличие от деталей, скрепленных болтами, заклепками или болтами, сварные швы можно демонтировать, только разрушив детали.
Сварочные аппараты – устройства, которые пригодятся как в домашней мастерской, так и в профессиональной мастерской.Всякий раз, когда вы хотите прочно соединить две детали из одного и того же металла, сварочный аппарат является подходящим инструментом. Можно сваривать многие металлы, такие как нелегированная сталь , железо, легированные стали, медь, бронза, латунь, цинк, нержавеющая сталь, легкие металлы, например алюминий и его сплавы, листы.
Современные сварочные аппараты отличаются простотой эксплуатации, быстрым запуском и высоким уровнем безопасности. Наиболее важными производителями сварочных аппаратов являются GYS, Einhell, Lorch, Ferm.
Что нужно для сварки?
Для всех видов сварки требуется сварочный аппарат, подходящие расходные материалы, такие как сварочные электроды, газ и сварочная проволока, а также средства индивидуальной защиты. В зависимости от используемого метода сварки нам обычно потребуются сварочный молоток, сварочные сепараторы, электрические или газовые сопла, средства для борьбы с трещинами, трубы, заземляющие зажимы в качестве принадлежностей для сварочного аппарата.
Отделка места сварки также является важной частью технологии сварки. Для этой цели имеются шлифовальные машины – например, угловые шлифовальные машины с металлическими или грубыми отрезными дисками, напильники и проволочные щетки.
Посмотреть все принадлежности для сварки!
Виды сварочных аппаратов
По применяемым технологиям различают следующие способы сварки: газовая, электрическая, термическая, лазерная. Среди любителей, мастеров, строителей, а также в промышленности наиболее распространенным методом сварки стали является электросварка , заключающаяся в создании электрической дуги между электродом и основным материалом с помощью электрической машины низкого напряжения (25- 30В).Температура дуги может достигать нескольких тысяч градусов Цельсия.
Два основных типа дуговой сварки:
• Сварка ММА — электрод также является связующим
• Сварка мягким электродом — связующее вещество поставляется из другого источника
Какой аппарат подходит, зависит от материалов вы хотите сваривать и где используется сварочный аппарат.
Сварка ММА
Аппараты для сварки ММА (электрод)
Аппараты для сварки ММА электродом основаны на наиболее удобном и относительно простом способе сварки металлических деталей.Он предполагает использование так называемого расходуемого металлического электрода, покрытого флюсом . Сварочный процесс может осуществляться постоянным или переменным током с частотой сети 50 Гц. Тип тока выбирается в зависимости от типа используемого электрода. При сварке под воздействием высокой температуры происходит разложение покрытия и выделение газообразных веществ и шлака. Газ защищает сварочную ванну от погодных условий, а шлак дополнительно покрывает шов, снижая скорость его охлаждения.Сам электрод (ММА) служит заполняющим (сварочным) материалом.
Метод MMA обычно используется в стальных конструкциях. Отличается высокой технической универсальностью, возможностью сварки тонких и толстых элементов в любых условиях, а соединения отличаются хорошими эксплуатационными свойствами. Кроме того, сварочные аппараты ММА мобильны и удобны в транспортировке.
| Преимущества | Недостатки |
|
|
|
Сварочные аппараты MIG-MAG (для сварки в защитной атмосфере)
В методе MIG/MAG материалы соединяются с с помощью сварочной проволоки . Сварочная дуга создается между проволокой, помещенной в сварочный наконечник, и заготовкой. Отдельно поставляемый сварочный газ защищает дугу и зону плавления от проникновения окружающего воздуха. Сварочные аппараты MIG часто используют смеси газов , аргона, гелия или .Для сварки MAG обычно используется активный газ, смесь аргона, углекислого газа и кислорода. Защитный газ и сварочная проволока выбираются в зависимости от обрабатываемого основного материала. Метод MIG/MAG используется для соединения практически всех металлов, особенно он подходит для меди и алюминия (MIG).
Мобильный сварочный аппарат MIG/MAG TRIMIG 200-4S
Благодаря возможности автоматизации этого метода, сварочные аппараты MIG/MAG применяются в судостроении и машиностроении , также они прекрасно подходят для автомобильной промышленности , на все типы производственных линий и для хобби.Тип газа и его состав в значительной степени определяют протекание процесса сварки, а также качество и внешний вид сварного шва. Наиболее распространенной является сварка MIG/MAG на постоянном токе положительной полярности .
Методы MIG/MAG имеют много преимуществ, что делает их наиболее часто используемыми методами сварки.
| Advantages | Disadvantages |
|
|
|
Welding with non-consumable electrode
TIG welding method
Tungsten Inert Gas) основан на производстве сварочной дуги между неплавящимся вольфрамовым электродом и заготовкой .Отдельно поставляемый аргон (защитный газ) защищает дугу и зону плавления от попадания воздуха в сварочную ванну. Иногда используют гелий или водород. Специальная конструкция сварочного держателя позволяет вручную подавать дополнительный материал (проволоку ), помещенный в сварочную ванну. При этом методе переменного тока можно использовать для сварки алюминия или постоянного тока для меди, меди, легированных и нелегированных стальных сплавов.
В случае сварки постоянным током метод TIG использует обратную полярность . Минус подключается к электроду, а плюс к материалу. Срок службы электрода увеличивается, так как большая часть тепла передается материалу. Важно отметить, что эта полярность не работает для соединения алюминия, магния и их сплавов. Переменный ток используется для сварки TIG алюминия, магния и их сплавов.
Сварка методом TIG применяется в авиационной и химической промышленности и на технологических линиях в связи с возможностью механизации, до соединения тонких листов, мест, требующих высокого качества сварных швов.
| Преимущества | Недостатки |
|
|
Прочие виды сварочных аппаратов
Газосварочные аппараты для точной и аккуратной сварки являются старейшим типом сварочных аппаратов. Для работы им нужен газ в специальном баллоне. Газовая сварка заключается в плавлении кромок металлов, соединяемых путем нагревания пламенем, возникающим при сгорании горючего газа в атмосфере подаваемого кислорода. Процесс может осуществляться со связующим или без него (например, краевой сварной шов). Однако недостатками этих устройств являются их большие размеры и опасность использования горючего газа.
Термитная сварка – предполагает заливку шва материалом, называемым «термит». При термитной сварке источником тепла является химическая реакция, которая поставляет не только тепло, но и связующее вещество в соединение.Термитная сварка в основном используется для для соединения рельсов. Между торцевыми плоскостями должен быть оставлен зазор для заполнения жидким чугуном. Струя перегретого железа, стекающая из тигля в изложницу, расплавляет стенки соединяемых деталей, что дает хорошее соединение с основным металлом.
Рекомендуемые продукты:
Рекомендуемые категории:
Рекомендуемые аксессуары:
Если вы считаете, что мы можем улучшить эту статью благодаря вам, пожалуйста, свяжитесь с нами по адресу: [Электронная почта защищена] Команда Конрад.
.это вредно? Правила охраны труда и техники безопасности
Сварка — это процесс соединения двух или более материалов путем их нагревания и последующего соединения с добавлением или без добавления присадочного материала. При электросварке тепло аккумулируется и отдает сварочную дугу, которая создается за счет электрической энергии, поступающей от источника питания. Однако наиболее распространенным методом сварки является сварка в газовых щитах, поэтому здесь различают MIG, MAG и TIG.Другими способами сварки являются, например, шлаковая, плазменная, дуговая или электронная сварка. Когда речь идет о газовой сварке, здоровье и безопасность, то есть свод правил, касающихся безопасности труда, является необходимой вещью, которую следует соблюдать. Предвосхищая вопросы о том, вредна ли сварка, а они очень часто появляются на строительных интернет-форумах, и даже такие вопросы, как вредность сварки для фертильности, сразу ответим утвердительно. Каждый сварочный процесс может быть вредным, будь то шлаковая или газовая сварка, поэтому каждый, кто берется за эту деятельность, должен соблюдать технику безопасности.Химические опасности всегда присутствуют, поэтому, если кто-то спросит, вредна ли сварка для фертильности, ответ будет таков: она вредна не только для фертильности, но и для ряда других аспектов здоровья. При сварке выделяется дым, который представляет собой смесь мелкодисперсных твердых частиц и химикатов. Сварочная пыль состоит из оксидов силиката, фторидов, карбонатов металлов и неметаллов и фторосиликатов. Компоненты пыли также включают железо, кремнезем, марганец, хром, никель, молибден и ниобий.Как видите, не стоит спрашивать, вредна ли сварка TIG, а сварка MIG – нет, ведь все способы сварки могут быть вредными, если сварка выполнена некачественно и не соблюдаются правила техники безопасности. Конечно, вопрос о TIG небезоснователен, ведь этот метод обеспечивает высокое качество соединения за счет низкой эффективности, поэтому, если кто-то спросит, вредна ли сварка TIG, знайте, что здесь используется электрод в среде инертного газа. - аргон, гелий, а также их смеси.Такая смесь опасна, поэтому стоит знать правила, если планируется любая сварка, здоровье и безопасность, благодаря которым можно избежать опасности. На них стоит обратить внимание, когда речь идет о гальванической сварке, в этом случае здоровье и безопасность могут защитить от серьезных последствий для здоровья.
Сварка цинком – опасности
Какие опасности могут возникнуть при сварке цинка? Ну а при превышении температуры плавления цинка выделяется оксид цинка, и отравление им может вызвать так называемыйцинковая лихорадка, которую также называют лихорадкой литейщиков и слесарей. Чтобы его избежать, соблюдайте правила – конечно, не только в том, что касается сварки цинкованием – санитарно-эпидемиологические, такие как подготовка подходящего помещения (оно должно быть проветриваемым, оно не может быть слишком тесным и тесным), использование специализированной маски с фильтр и защитная одежда.
Приведенные выше правила распространяются практически на любой сварочный процесс, поэтому если кого-то интересуют такие темы, как: сварка косоуров и техника безопасности, цинкование и вред здоровью и т.д.следует знать, что, будь то газовая сварка или электросварка, в каждом случае действуют правила охраны труда и техники безопасности. Итак, уже зная ответ на вопрос, вредна ли сварка, дадим вам несколько советов, резюмируя, что делать во время сварки, чего избегать и на что обратить внимание.
Цинковая и газовая сварка. Правила техники безопасности и охраны здоровья
Обязательно обратите внимание на средства защиты лица. Во время сварки излучается очень яркий свет, который может повредить зрение, а лицо подвергается ударам искр или металлических брызг.Фильтрующая маска также защищает от сварочного дыма. Если стрингеры приварены и безопасность является приоритетом, убедитесь, что помещение хорошо проветривается, а рабочее место находится вдали от легковоспламеняющихся веществ. Конечно же, абсолютно необходимо иметь под рукой средства пожаротушения, которые следует быстро использовать в случае возникновения опасности возгорания. Для таких частей тела, как глаза, уши, кожа, обязательно использование защиты в виде сварочного шлема с тонированным светофильтром, сварочных перчаток и негорючего костюма.
В заключение: будь то газовая сварка или электросварка, правила охраны здоровья и безопасности одинаковы. Соблюдение их снижает риск для здоровья человека.
.









 Вызов дизайнера:
Вызов дизайнера:


Действующие акции

скидка для внимательных клиентов 7% от общей стоимости заказа.

