Салон штор в Санкт-Петербурге




Рейсмус для чего применяется
Что такое рейсмус – различия между ручным инструментом и рейсмусовым станком
В строительных работах применяется древесина, предварительно обработанная в цехах или по месту использования. Материал поставляется в виде досок, бревен, брусьев, реек и т.д. Быстроту, удобство и качество распила обеспечивают с помощью различного оборудования и электроинструментов, в число которых входят как универсальные модели, так и специализированные станки. Кроме того, плотники и мебельщики в своей работе часто пользуются дополнительными измерительными, разметочными и контролирующими приспособлениями, имеющими необычные названия. Простому обывателю вряд ли нужно задумывается над тем, что такое рейсмус, а что такое фуганок. А вот домашний мастер, самостоятельно занимающийся ремонтом на приусадебном участке или в доме, должен обязательно разбираться в подобных вопросах. Конечно же, это касается и профессионалов.
Для чего нужен рейсмус
Однозначно ответить на вопрос, что представляет собой рейсмус, сложно. С одной стороны, так называют незамысловатый вспомогательный инструмент, состоящий из пары-тройки деталей. С его помощью производят точную разметку линий, отверстий, месторасположения шипов, прорезей и т.д. на поверхности какой-либо заготовки. С другой стороны, рейсмусом является деревообрабатывающий станок, выполняющий корректировку толщины с одновременным выполнением чистовой обработки пиломатериала. Возможности оборудования позволяют сократить до минимума отходы производства, что важно и для предприятий, и для частных застройщиков.
С немецкого «рейсмус» трактуется как «чертить размер». Ручной инструмент в полной мере соответствует подобному толкованию, так как с помощью именно этого прибора линии с чертежа попадают на заготовку. А вот детализированная разметка пиломатериала на станке относится уже к дополнительным функциям. Само оборудование имеет намного бо́льшие возможности, основной из которых считается заключительное простругивание деревянных изделий по толщине после обработки их лицевой стороны на фуговальном станке.
Ручной рейсмус
Инструмент имеет простейшую конструкцию, состоящую как минимум из трех основополагающих компонентов:
- рабочей планки со шкалой или без шкалы;
- зажима-колодки;
- так называемой чертилки.
Кроме того, рейсмус комплектуется регулировочными винтами. Для возможности одновременного проведения нескольких разметочных линий, инструмент оснащают двумя-тремя параллельными планками, расположенными в просверленных в колодке отверстиях. Для чертилки допускается использовать карандаши, заточенные сверла, прочные заостренные штыри и даже саморезы.
Для удобства вычерчивания криволинейных линий на рабочую планку нередко устанавливают ролик.
Инструмент делают из плотной древесины или металла На видео можно посмотреть, что такое рейсмус для разметки, а также быстрый способ его изготовления.
Рейсмусовый станок
Многофункциональное деревообрабатывающее оборудование располагается на станине. На горизонтально расположенную рабочую площадку укладывается заготовка, которая вручную или в автоматическом режиме продвигается к режущим элементам. Ножевой вал подравнивает обратную сторону пиломатериала, срезая ненужный слой до необходимой толщины. Чтобы заготовка при перемещении не болталась из стороны в сторону, по бокам ее удерживают вальцами, планками или роликами.
Рейсмусовый станок часто путают с фуговальным. Но в конструкцию последнего входит не менее трех ножей. Они выполняют более глубокий съем древесины с заготовки. На рейсмус изделие попадает лишь после предварительной обработки на фуговальном оборудовании, так как материал на рабочую площадку может быть уложен лишь плоской стороной.
Рейсмусовые станки бывают:
- одно- и двусторонними;
- напольными и настольными.
Односторонние модели относятся к бюджетному оборудованию. Ножевой вал в конструкции находится над рабочей площадкой, поэтому рейсмусование происходит лишь с одной стороны. Двусторонние станки имеют два ножа – над и на рабочей поверхности, что позволяет выполнять обработку сразу двух плоскостей. Такие агрегаты незаменимы при больших объемах работ.
При выборе рейсмусового станка обращают внимание на его мощность и производительность, на возможные габариты заготовок и количество ножевых валов. Немаловажным показателем является масса оборудования, так как она оказывает огромное влияние на степень вибрации станка во время работы. Еще пару факторов, которыми стоит заинтересоваться, – это наличие возможности регулировки толщины счищаемого слоя и глубина пропила за один проход. Именно эти характеристики помогут определить функциональность станка и удобство его эксплуатации.
При установке оборудования следует обеспечить его надежную фиксацию. Это касается как напольных, так и настольных моделей. Стабильность положения предотвратит опасные ситуации при работе рейсмусового станка, а также поспособствует получению более точных результатов в процессе обработки пиломатериалов и нанесении требуемых меток. В инструкции производителя даются указания по правильному креплению станины. Как правило, его производят при помощи болтов, входящих в комплект рейсмуса.
К работе разрешается приступать только после набора станком необходимой скорости вращения ножевых валов.
Важно понимать, что для разовой работы приобретать деревообрабатывающее оборудование будет экономически невыгодным решением. Гораздо рациональнее – арендовать станок, минимизировав время на его использование. Прежде чем обратиться в сервис проката строительных инструментов, рекомендуется разумно скомпоновать этапы работы с древесным материалом, временно отказавшись от сопутствующих процессов.
Что касается ручного рейсмуса, то его вполне можно изготовить собственными руками. Сложности в этом никакой нет, да и модель будет сделана под индивидуальные запросы. Вариации инструмента можно найти в большом количестве на просторах интернета.
Штангенрейсмас (рейсмус) - что это, типы, поверка, устройство и назначение
Штангенрейсмас – это высокоточный инструмент для измерения высоты и вертикальной разметки деталей. Инструмент простой в применении, позволяет производить измерения и разметку с точностью до 0,05 мм без наличия специальных знаний и навыков.
Устройство и применение штангенрейсмаса
Данный измерительный инструмент широко применяется для выполнения разметки заготовок и деталей в машиностроении, при производстве металлоконструкций, в металлообработке, ремонтных и сборочных операциях. Также областью применения штангенрейсмасов является и точное определение высоты деталей размещенной на разметочной плите.
Согласно приведенного ниже рисунка, устройство штангенрейсмаса во многом напоминает штангенциркуль. Основные компоненты инструмента:
- Массивное чугунное основание.
- Разметочная ножка или отсчетная призма (в зависимости от назначения штангенрейсмаса).
- Рамка основной шкалы.
- Нониус.
- Винтовая пара микрометрической подачи.
- Штанга с измерительной линейкой.
- Рамка микрометрической подачи.
- Фиксатор рамки микрометрической подачи.
- Фиксатор основной рамки.
Порядок снятия показаний и разметки штангенрейсмасом
Для обеспечения точности замера или разметки необходима предварительная поверка штангенрейсмаса, что включает в себя проверку его нулевого отсчета. Производится это следующим образом:
- Измерительный инструмент устанавливается на проверочную плиту.
- Рамка основной подачи опускается вниз до полного контакта ножки с плитой.
- Проверяются основная шкала и шкала нониуса – нулевые штрихи обеих шкал должны совпадать.
- Если проверяется модель инструмента, в которой нижний предел превышает 40 мм, то необходимо использовать мерочные плитки требуемой толщины.
Теперь перейдем к особенностям применения штангенрейсмасов. Порядок действий состоит из следующих этапов:
- Взяться за основание инструмента и аккуратно подвести его к измеряемой детали.
- Опустить основную измерительную рамку до момента полного контакта отсчетной призмы с измеряемой поверхностью.
- С помощью микрометрической пары обеспечить соприкосновение поверхностей инструмента и детали.
- Зафиксировать обе шкалы
- Произвести считывание показаний основной шкалы и добавить показание шкалы нониуса. Определение размера по нониусу аналогично штангенциркулю – совпавший штрих шкалы нониуса со штрихом основной шкалы определяет дополнительный микрометрический размер.
Если назначением штангенрейсмаса является разметка, то порядок действий следующий – устанавливается размер по основной и нониусной шкале, основание прижимается к плите и инструмент перемещается относительно размечаемой детали. Разметка наносится заточенным острием ножки.
Типы штангенрейсмасов
Данный измерительный инструмент классифицируется по нескольким основным признакам:
- В зависимости от способа снятия отсчета существуют следующие типы штангенрейсмасов – ручные с линейным и круговым отсчетом (циферблатом), а также цифровые.
- По максимальной длине измеряемой детали. Максимальная длина указывается в обозначении. Так ШР-250 – это штангенрейсмус ручной с максимальной длиной 250 мм. Далее идут ШР-400, ШР-630 и т. д. вплоть до ШР-2500
- По классу точности. Первый класс – 0,05 мм, второй – 0,1 мм.
- По шагу дискретности (для цифровых приборов) – от 0,03 до 0,09 мм.
При стандартном обозначении штангенрейсмаса указываются все основные характеристики. Например, ручной измерительный прибор с максимальной длиной измерений 250 мм и точностью 0,05 мм. обозначается как штангенрейсмас ШР-250-0,05 ГОСТ 164-90.
Штангенрейсмас в комплекте
Государственные стандарты
Основной стандарт регулирующий технические условия штангенрейсмусов - ГОСТ 164-90.
Рейсмус - применение в домашних условиях
Рейсмус – это многофункциональный деревообрабатывающий станок. Он располагается на станине и оборудован ножевыми валами. Расширительные столы обладают большой прочностью.
Станок предназначен для обработки дерева. Без применения рейсмусовых станков нельзя обойтись на строительном производстве, а также при выполнении работ, связанных с деревообработкой, а также при личном применении.
Как в домашних условиях заточить ножи для рубанка или рейсмуса и изготовить приспособление для заточки ножей для рейсмуса своими руками, можно узнать на сайте «Наша дача».

Рейсмусовый станок широко применяется умельцами в домашних мастерских. Обычно обработке подвергаются деревянные изделия и детали, предварительно изготовленные на фуговальном станке. Почему у рейсмусового станка качество обработки лучше, чем у рубанка или фуганка?
Рейсмус позволяет создавать однородные доски, готовые к чистовой обработке. Ножевые валы являются режущими инструментами рейсмусового станка.
Приспособление для заточки деревообрабатывающих ножей в домашних условиях с помощью ленточной шлифовальной машины – все зависит, от того, какого качества заточки рейсмусовых ножей необходимо достичь.
Операции, выполняемые на рейсмусовых станках:
- непосредственное строгание досок разной толщины;
- выравнивание толщины;
- возможность достичь гладкой поверхности.
Вначале необходимо заточить на ленточной шлифовальной машине все выщерблены на ножах, а затем пройтись по ним бруском, наждачной бумагой, либо подправить лезвие ножей на самодельном приспособлении. Подробной описание изготовления данного устройства своими руками приведено на сайте «Наша дача».

Рейсмусовые станки облегчают и ускоряют работу с деревянными предметами. С помощью данных станков вы можете планировать и регулировать толщину пиломатериалов, а также выполнять отделку поверхности и ряд других операций.
При выборе рейсмусового станка необходимо обратить внимание на следующие факторы:
- количество ножей на барабане;
- мощность электродвигателя;
- вес;
- частота вращения вала.
Преимущества рейсмусовых станков:
- малый вес и компактность;
- безопасность;
- универсальность и многофункциональность;
- небольшое потребление электроэнергии.
Рейсмусовый станок отлично подходит на работы на ограниченном пространстве. Еще одно достоинство – мобильность рейсмуса. Его можно использовать для работы и вне помещения.
СР-8 Станок рейсмусовый (рейсмус). Паспорт, схемы, описание, характеристики
Сведения о производителе рейсмусового станка СР-8
Производителем рейсмусового деревообрабатывающего станка СР-8 является Ставропольский Станкостроительный завод Красный Металлист, - который с 1932 года специализировался на производстве деревообрабатывающих станков. Завод был основан в 1902 году и расположен в городе Ставрополь.
Станки, выпускаемые Ставропольским станкостроительным заводом Красный Металлист
СР-8 (СР 8-2) Станок рейсмусовый односторонний. Назначение, область применения
Рейсмусовый станок СР 8-2 стал дальнейшим развитием своего предшественника рейсмуса СР 8-1.
Станки СР4-1 (400 мм), СР6-10 (630 мм), СР8-2 (800 мм) - новый, последний модельный ряд рейсмусовых станков, выпущенных заводом "Красный Металлист", которые пришли на смену модельному ряду рейсмусов СР3-6 (300 мм), СР6-9 (630 мм), СР8-1 (800 мм).
Рейсмусовый односторонний станок СР-8 (СР 8-2) предназначен для продольного, одностороннего строгания в размер по толщине от 5 до 250 мм поверхностей плоских заготовок шириной до 800 мм, из древесины хвойных и лиственных пород с влажностью не более 15%. Станок СР-8 относится к универсальному оборудованию и применяется в серийном и мелкосерийном производстве столярных изделий в строительной отрасли, мебельной, судостроении, вагоностроении.
Рейсмусовый станок СР-8 служит для плоского строгания (фрезерования) досок, брусьев или щитов в размер по толщине. Применяется на предприятиях и в цехах по производству столярно-строительных изделий, клееных щитов, производствк мебели, деревянного домостроения и в др. деревообрабатывающих производствах.
Обработка заготовок производится 4- ножевым валом цилиндрической формы с клиновым закреплением ножей в корпусе вала. Перед ножевым валом установлен специальный прижим для подпора волокон древесины в зоне резания и устранения заколов на обрабатываемой поверхности.
Стол, по которому подаются заготовки, литой жёсткой конструкции, оборудован поддерживающими вальцами для уменьшения трения при перемещении обрабатываемого материала.
Подъем и опускание стола по высоте в зависимости от толщины обрабатываемого материала производится механически от отдельного электродвигателя или вручную маховиком с последующей фиксацией, исключающей самопроизвольное опускание стола.
Нижняя (базовая) поверхность заготовки должна быть обработана на фуговальном станке. Отклонение базовой пласти заготовки не должно превышать 0,15 мм на длине 1000 мм.
Подача заготовки - механическая. Устройство подачи приводится в движение от двигателя через редуктор.
Помещение, где устанавливается станок, должно соответствовать требованиям класса П-IIа по ПУЭ-98.
Климатическое исполнение и категория размещения станка - УХЛ4.2, категория условий хранения - 2 по ГОСТ15150-69.
Отличительные особенности рейсмусового станка СР-8-2:
- Станок имеет сварную станину из стальных листов, что зачительно облегчило его конструкцию;
- Подъем и опускание стола по высоте производится механически от отдельного электродвигателя или вручную с последующей фиксацией, исключающей самопроизвольное опускание стола;
- Станок имеет четыре приводных вальца, что значительно улучшает тяговую способность механизма подачи. Узел подачи заготовки также работает от отдельного двигателя;
- Стол оборудован приводными поддерживающими вальцами для повышения надежности подачи при перемещении заготовки;
- Скорость подачи можно выбирать дискретно из 2 значений на пульте станка 8 и 16 м/мин;
- Передний подающий валец выполнен секционным, что позволяет одновременную обработку нескольких заготовок с разницей по толщине до 4 мм;
- Обработка заготовок производится 4-х ножевым валом цилиндрической формы с клиновым закреплением ножей в корпусе;
- Станок оснащен автоматическим тормозным устройством ножевого вала для безопасности работы;
- Перед ножевым валом установлен специальный литой прижим для подпора волокон древесины в зоне резания и устранения заколов на обрабатываемой поверхности;
- Когтевая защита со стороны загрузки, предотвращающая обратное выбрасывание заготовки в процессе обработки;
- Электроблокировка, исключающая возможность включения станка при открытом ограждении.
СР-8 Общий вид рейсмусового станка
Фото рейсмусового станка СР 8-2
Схема кинематическая и расположения подшипников рейсмусового станка СР-8
Кинематическая cхема рейсмусового станка СР 8-2
Кинематические цепи станка осуществляют следующие движения:
- Вращение ножевого вала
- Вращение подающих вальцов
- Механическое и ручное перемещение стола вверх-вниз
- Ручной зажим стола
Ввиду простоты кинематической схемы ее описание не приводится.
Расположение составных частей и органов управления рейсмусовым станком СР-8
Расположение составных частей станка СР-8-2. Рис. 3
Расположение органов управления станком СР-8-2. Рис. 4
Расположение органов управления станком СР-8-2. Рис. 5
Расположение органов управления станком СР-8-2. Рис. 6
Расположение составных частей рейсмусового станка СР-8-2
- Кожух звукопоглощающий - Рис. 6 поз. 73 - СР8—2.01.00.010
- Станина - Рис. 3 поз. 14 - СР8—2.01.10.000
- Привод перемещения стола - Рис. 5 поз. 26, 28 - СР 6-10.01.060
- Стол - Рис. 6 поз. 71 - СР8—2.01.12.000
- Валец подающий передний - Рис. 6 поз. 65 - СР8—2.01.13.000
- Прижимы - Рис. 6 поз. 66, 67 - СР8—2.01.14.000
- Вал ножевой - Рис. 6 поз. 72 - СР8—2.01.15.000
- Валец подающий задний - Рис. 6 поз. 70 - СР8—2.01.15.010
- Привод подачи - Рис. 5 поз. 24 - СР 6-10.06.000
- Электрооборудование - Рис. 3 поз. 13 - СР8—2.01.80.000
Расположение органов управления рейсмусовым станком СР-8-2
- Кнопка «Стоп> общая
- Кнопка «Пуск» ножевого вала
- Кнопка «Пуск» привода подачи
- Переключатель частоты вращения электродвигателя привода подачи
- Световой указатель наличия напряжения
- Кнопка «Вверх» перемещения стола
- Кнопка «Вниз» перемещения стола
- Сигнализация блокировок
- Рукоятка механического зажима стола
- Рукоятка перемещения вальцов стола
- Маховичок ручного перемещения стола
- Кнопка «Стоп> общая
- Запирающее устройство вводного автомата
- Вводный автомат
Общая компановка рейсмусового станка СР-8. Описание основных сборочных единиц
Станина станка СР-8
Станина 14 (см. Рис. 3—6) станка представляет собой жесткую сварную коробку.
Внутри станины, в центральной нише передней части станка, установлен привод подачи 24 (см. Рис. 5). В задней части центральной ниши станины расположен привод ножевого вала.
Электродвигатель ножевого вала (фланцевого исполнения) крепится к плите 25 (см. Рис. 5), перемещающейся по пазам для натяжки ремней.
В левой нише станины размещены электрошкаф станка и механизм перемещения стола. В правой нише размещены цепная передача привода подачи и клиноременная передача привода ножевого вала.
В верхней части станины крепятся: на разъемных опорах ножевой вал с задним вальцом; прижимы, передний валец с пультом управления и звукопоглощающий кожух. Сзади к звукопоглощающему кожуху крепится эксгаустерная воронка.
На станине станка установлено запирающее устройство вводного автомата (см. Рис. 4), состоящие из корпуса 20, винта 21, прокладки 22, планки 23. К запирающему устройству прилагается специальный ключ 19.
Для запирания вводного автомата необходимо ключом 19 отпустить винт 21, освободить планку 23 и переместить ее вправо, расположив над рукояткой 18 вводного автомата, после чего зафиксировать планку, затянув винт.
Стол рейсмусового станка СР-8
Стол рейсмусового станка СР-8-2. Рис. 7
Стол 1 чугунный прямоугольной формы с направляющими 2, 3. В столе расположены два гладких приводных вальца 4, 5.
Вальцы смонтированы на подшипниках качения, расположенных в качающихся кронштейнах 6, 7. Выставка вальцев по высоте относительно рабочей поверхности стола производится рычажно-эксцентриковым механизмом 8, поворотом рукоятки 9.
В столе расположен механизм натяжения 10 цепи 11, привода вальцов стола. Натяжение цепи производится с помощью пружины 12, прижимающей к цепи звездочку 13.
Фиксация стола в заданном положении производится поворотом рукоятки 10 (см. Рис. 3), через эксцентрики 13 (см. Рис. 7), винт 14, шток 15, направляющую 16.
Механизм перемещения стола (см. Рис. 5)
Механизм перемещения стола состоит из электродвигателя 26, клиноременной передачи 27, червячного редуктора 28, цепной передачи 29, винтов перемещения.
Ручное перемещение стола осуществляется маховичком 30, который необходимо нажать в осевом направлении, осуществив зацепление шкива с полумуфтой 32 и только затем вращать маховичок, перемещая стол, при этом конечный выключатель 33 отключит электродвигатель механического перемещения стола. После снятия осевой нагрузки с рукоятки маховичка пружина 31 возвращает полумуфту и маховичок в исходное положение.
Механизм резания и задний подающий валец рейсмусового станка СР-8
Механизм резания и задний подающий валец рейсмусового станка СР-8-2. Рис. 8
Механизм резания станка состоит из ножевого вала и привода ножевого вала. Корпус ножевого вала 1 (рис. 8) цилиндрической формы имеет четыре паза, размещенные параллельно оси вала, в которых устанавливаются прямые ножи 2.
Крепление ножей производится клиньями 3 и винтами 4. Выставка ножей осуществляется винтами 5 и гайками 6.
Корпус ножевого вала монтируется на шарикоподшипниках 7, размещенных в разъемных опорах 8, 9.
Опоры ножевого вала крепятся к станине.
Вращение ножевого вала осуществляется от электродвигателя клиноременной передачей.
Заточка ножей. Стойкость ножей без переточки составляет 3 — 4 часа работы согласно ГОСТ 6567—76.
Правильно заточенные ножи должны обеспечивать шероховатость обработанной поверхности не более Кг 100 мкм. При превышении шероховатости поверхности выше указанной величины ножи необходимо переточить. В процессе многократных переточек происходит стачивание ножей. Допускается работать ножами шириной не менее 20 мм.
Прижимы и схема установки по высоте подающих вальцов, прижимов и когтевой защиты рейсмусового станка СР-8
Прижимы рейсмусового станка СР-8-2. Рис. 9
К прижимным элементам станка относятся передний и задний прижимы. Передний прижим служит для создания подпора волокон древесины в месте выхода ножа из материала и предупреждения сколов.
По конструкции передний прижим — секционный. Прижимная губка переднего прижима состоит из узких секций 1. Давление каждой секции осуществляется пружиной 2 через шарик, которые размещены в общей оси 3. Каждая секция прижима имеет возможность качаться на оси 4. Секции смонтированы с осями на двух щеках 5.
Задний прижим 6 выполнен в виде сплошной балки, смонтирован на двух щеках 7 и имеет возможность поворачиваться на фланцах, ножевого вала относительно его оси.
Поддерживающие вальцы 4, 5 (см. рис. 7) стола при обработке заготовок из древесины устанавливают выше рабочей поверхности стола на 0,1—0,4 мм. Меньшее значение соответствует обработке заготовок из твердых пород древесины, большее — для обработки заготовок из мягких пород древесины.
Установка вальцов по высоте относительно рабочей поверхности стола производится рукояткой 9.
Механизм подачи рейсмусового станка СР-8
Валец подающий передний рейсмусового станка СР-8-2. Рис. 10
Механизм подачи станка — четырехвальцовый, который состоит из двух верхних и двух нижних подающих вальцов.
Верхние подающие вальцы собраны на отдельных опорах и состоят из переднего рифельного 65 (см. Рис. 6) и заднего гладкого 70 вальцов. Нижние подающие вальцы — гладкие и установлены в столе.
Валец 1 (см. Рис. 10) подающий передний в станке СР 6-10 — цельный рифельный, а в станке СР 8—2.01—секционный (рис. 10а). Он установлен на двух шарикоподшипниках 2, размещенных в качающихся кронштейнах 5 и 6.
Оси качения кронштейнов через втулки 7 и 8 закреплены в опорах 3 и 4.
По требованию заказчика станок СР 6-10 может быть изготовлен с секционным рифельным валом.
Валец подающий передний рейсмусового станка СР-8-2. Рис. 10а
На валу 2 (рис. 10а) имеются продольные прорези-канавки, в которых размещаются упорные планки секционных колец 1. Центрование кольца 1 относительно оси вала 2 осуществляют резиновые втулки 7.
Прижимается валец к обрабатываемой заготовке при помощи пружины через тяги.
Перед подающим вальцом установлена когтевая защита 11 (см. Рис. 11). Подъем когтевой защиты производится поворотом оси 9.
Пружина 10 возвращает когтевую защиту в рабочее положение.
В узел переднего подающего вальца входит пульт управления станком, в который вставлена ось со звукопоглощающими элементами в виде отдельных планок 12.
Задний подающий валец 10 (см. Рис. 8) выполнен гладким, устанавливается на шарикоподшипниках 11, размещенных в качающихся кронштейнах 12, 13. Оси 14 качения кронштейнов прикреплены к разъемным опорам 8, 9 совместно с корпусом ножевого вала. Прижим вальца к заготовке осуществляется пружинами.
Валец подающий передний рейсмусового станка СР-8-2. Рис. 11
Перед подающим вальцом установлена когтевая защита 11 (см. Рис. 11). Подъем когтевой защиты производится поворотом оси 9.
Пружина 10 возвращает когтевую защиту в рабочее положение.
В узел переднего подающего вальца входит пульт управления станком, в который вставлена ось со звукопоглощающими элементами в виде отдельных планок 12.
Задний подающий валец 10 (см. Рис. 8) выполнен гладким, устанавливается на шарикоподшипниках 11, размещенных в качающихся кронштейнах 12, 13. Оси 14 качения кронштейнов прикреплены к разъемным опорам 8, 9 совместно с корпусом ножевого вала. Прижим вальца к заготовке осуществляется пружинами.
Привод подачи рейсмусового станка СР-8
Привод подачи рейсмусового станка СР-8-2. Рис. 12
Привод подачи (см. Рис. 12)
Привод подачи состоит из двигателя 1, соединительной муфты 2 и редуктора 3, смонтированных на плите 4.
Установка необходимой скорости подачи производится поворотом переключателя на пульте управления станком на желаемую скорость.
Принадлежности к станку
В комплект поставки станка входят:
Комплект инструмента и принадлежностей (ключи, отвертка, шприц штоковый) и приспособления
Приспособление контрольное для установки режущих кромок ножей
Приспособление контрольное рейсмусового станка СР-8. Рис. 13
Приспособление контрольное предназначено для установки режущих кромок ножей относительно оси вращения ножевого вала на диаметр резания 128 ± 0,05 мм.
Приспособление состоит из корпуса (1), индикатора часового типа (2) и наконечника (3).
При установке приспособления на корпус ножевого вала происходит контакт наконечника с лезвием ножа. Разность показаний индикатора в крайних точках не должна превышать 0,05 мм.
Фиксатор
Приспособление предназначено для стопорения ножевого вала при смене ножей (см.рис. 14). Приспособление состоит из корпуса 1, винта 2, штока 3, пружины 4. Смена ножей производится только при зафиксированном ножевом вале. Для этого приспособление устанавливается на правой щеке переднего прижима, и крепится винтом 2. После закрепления фиксатора на щеке прижима, осторожно поворачивая ножевой вал, опустить стопор 4 фиксатора в один из четырех пазов ножевого вала. Смена ножей производится последовательно при зафиксированном ножевом вале.
После смены ножей фиксатор необходимо снять со станка.
Приспособление заточное
Для заточки ножей, установленных на ножевом вале станка, служит заточное приспособление. Все вопросы, касающиеся его эксплуатации и работы, см. в руководстве по эксплуатации заточного приспособления.
Приспособление контрольное рейсмусового станка СР-8
Приспособление контрольное рейсмусового станка СР-8
Приспособление контрольное предназначено для установки режущих кромок ножей относительно оси вращения ножевого вала на диаметр резания 128 ± 0,05 мм.
Приспособление состоит из корпуса (1), индикатора часового типа (2) и наконечника (3).
При установке приспособления на корпус ножевого вала происходит контакт наконечника с лезвием ножа. Разность показаний индикатора в крайних точках не должна превышать 0,05 мм.
Электрооборудование станка рейсмусового одностороннего СР-8
Схема электрическая принципиальная рейсмусового станка СР 6-10 и СР8-2.01 Рис. 15
Схема электрическая принципиальная СР-8. Смотреть в увеличенном масштабе
Электрооборудование станка СР 6 Рис. 15 содержит:
- М1 - асинхронный электродвигатель с короткозамкнутым ротором — привод ножевого вала;
- М2 - асинхронный двухскоростной электродвигатель с короткозамкнутым ротором — привод подачи;
- МЗ - асинхронный электродвигатель с короткозамкнутым ротором — привод перемещения стола;
- Конечные выключатели - контролирующие положение боковых дверей, эксгаустерной воронки и крайние положения стола;
- Пульт - пусковая и защитная аппаратура, расположенная на пульте и в нише станины.
На станке применяются следующие величины напряжений:
- силовая цепь 50 Гц, 380 В;
- цепь управления 50 Гц, 110 В;
- цепь сигнализации 50 Гц, 24 В.
В данном руководстве приводятся (см.табл. 6):
Пульт управления размещен в верхней части облицовки станка, а электрошкаф в нише станины.
Для включения станка в электрошкафе установлен вводный выключатель Q1, привод которого выведен наружу.
Отверстие для ввода питающих проводов выполнено внизу, на боковой стенке электрошкафа.
Ввод должен быть осуществлен проводом марки ПВЗ сечением 2,5 мм² черного цвета для силовых цепей и зелено-желтого цвета — для заземления, для СР8-2.01. – сечением 4 мм².
Описание работы электросхемы (см. Рис.16)
Перед включением станка необходимо открыть дверь электрошкафа и проверить состояние выключателей Q1 и Q2, после чего закрыть дверь электрошкафа.
Включением вводного выключателя Q1 подается питание на силовые цепи, управления и цепи сигнализации. На пульте управления должна загореться сигнальная лампа Н1.
Включением привода ножевого вала осуществляется кнопкой S6, при этом включается магнитный пускатель К3, замыкая свои контакты в цепи питания электродвигателя ножевого вала М1.
Привод подачи включается кнопкой S8, расположенной на пульте управления, при включенном приводе ножевого вала. При этом включается магнитный пускатель К6, замыкая свои контакты в цепи питания электродвигателя М2.
При включении в работу ножевого вала и привода подачи на пульте управления загораются соответствующие им сигнальные лампы НЗ, Н4 и Н5.
Принципиальной схемой станка предусмотрено 2 скорости подачи.
Изменение скорости подачи производится переключателем 59, переключением скоростей двухскоростного электродвигателя М2.
Отключение электродвигателей М1 и М2 осуществляется нажатием кнопок 51, расположенной на пульте управления, или 52, расположенной в правой нише задней части станка.
Для остановки привода ножевого вала используется электродинамическое торможение, интенсивность торможения задается регулировочным резистором блока управления, а время торможения не должно превышать 15с (регулируется пневмоприставкой пускателя K4).
Для регулирования блока электродинамического торможения привода ножевого вала необходимо:
- выдержку времени пневмоприставки пускателя К4 выставить равной 15с;
- движок переменного резистора блока управления А установить в среднее положение;
Для увеличения интенсивности торможения движок резистора поворачивают по часовой стрелке, для уменьшения — против часовой стрелки.
Рассмотрим работу схемы при электродинамическом торможении привода ножевого вала М1. При отключении привода ножевого вала кнопками S1 или S2 отключается пускатель К3 и контактом (16, 17) включает пускатель К5.
Пускатель К5 замыкает свои контакты в силовой цепи электродинамического торможения, подавая питание на блок торможения А, контакт (2, 16) пневмоприставки пускателя К4 размыкается через t=15с, достаточное для полной остановки привода ножевого вала.
Регулировка считается выполненной правильно, если при нажатии на одну из кнопок «Общий стоп» электродвигатель привода ножевого вала вращается 15сек, и сразу же после полной остановки электродвигателя происходит отключение тормозного контактора.
Привод перемещения стола М3 включается при отключенном приводе ножевого вала в толчковом режиме кнопками S11 и S13, расположенными на пульте управления. Ограничение хода стола осуществляется конечными выключателями S10 и S12.
В соответствии с техническими характеристиками электродвигатели серии АИР, установленные на станке, допускают не более 10 циклов включения — отключения в час.
С холодного состояния электродвигатель можно включить — отключить с электродинамическим торможением и сразу же повторить цикл включения — отключения. Последующие циклы включения — отключения можно повторить с интервалом не менее 5—6 мин, но не более 10 циклов в час.
СР-8 Станок деревообрабатывающий рейсмусовый. Видеоролик
Технические характеристики рейсмусового станка СР-8
| Наименование параметра | СР-6-9 | СР-6-10 | СР-8-2 |
|---|---|---|---|
| Основные параметры | |||
| Максимальная ширина строгания, мм | 630 | 630 | 800 |
| Диапазон толщины обрабатываемых заготовок, мм | 5..200 | 5..250 | 5..250 |
| Скорость механической подачи заготовки, м/мин | 8-24 | 8; 16 | 8; 16 |
| Минимальная длина обрабатываемой заготовки, мм | 400 | 450 | 450 |
| Наибольшая толщина снимаемого слоя за один проход, мм | 5 | 8 | 8 |
| Частота вращения строгального вала (на холостом ходу), об/мин. | 4570 | 4570 | 4570 |
| Количество строгальных ножей на строгальном валу | 4 | 4 | 4 |
| Диаметр строгального вала, мм | 125 | 128 | 128 |
| Размер ножа: Длина, ширина, толщина, мм | |||
| Длина рейсмусового стола, мм | |||
| Номинальный диаметр присоединительного патрубка эксгаустерной воронки, мм | 180 | ||
| Максимальная разность толщины одновременно подаваемого материала, мм | 4 | 4 | |
| Электрооборудование станка | |||
| Род тока питающей сети | 380В 50Гц | 380В 50Гц | 380В 50Гц |
| Количество электродвигателей на станке, шт | 1 | 3 | 3 |
| Электродвигатель привода ножевого вала, кВт | 7,5 | 5,5 | 11,0 |
| Электродвигатель привода подачи, кВт | 1,1 | 1/ 1,7 | 1/ 1,7 |
| Электродвигатель привода перемещения стола, кВт | - | 0,37 | 0,37 |
| Суммарная мощность всех эл. двигателей станка, кВт | 8,6 | 13,07 | |
| Габарит и масса станка | |||
| Габарит станка (длина х ширина х высота), мм | 1130 х 1360 х 1260 | 1120 х 1315 х 1340 | 1120 х 1480 х 1340 |
| Масса станка, кг | 1680 | 1440 | 1600 |
Полезные ссылки по теме. Дополнительная информация
Каталог справочник деревообрабатывающих станков
Паспорта деревообрабатывающих станков
Купить каталог - Купить справочник - Купить базу данных: Прайс-лист информационных изданий
Рейсмус - Энциклопедия по машиностроению XXL
Правильность расположения оси отверстия относительно основной поверхности, а также ее параллельность можно проверять штанген-рейсмусом с точностью до 0,02 мм и индикатором (рис. 249, д) с точностью до 0,01 мм. [c.422]Для разметки используются следующие разметочные инструменты (фиг. 351) стальная линейка 7, угольник 3, специальная чертилка 6 с остро отшлифованным закаленным концом, закаленный кернер 5, рейсмус 4, штанген-рейсмус 1, циркуль 10, призма 2, угломер 8, штангенциркуль 5 и др. [c.134]
На фиг. 349 и 350 показан простой рейсмус с острой чертилкой, при помощи которой царапают на размечаемой заготовке горизонтальные и иные линии. [c.135]
Внутрь фланцев перед разметкой плотно забивают деревянные пробки (фиг. 350). После этого, наметив центр фланца, наносят рейсмусом горизонтальную ось фланца, чертят из центра циркулем центровую окружность и намечают на ней центры отверстий. [c.135]
Рейсмусом и щупом Биение сопряженных [c.21]
Штанген рейсмусами с отсчетом По нониусу в мм 0.02 0,05 0,1 [c.31]
Окончательную обработку подкладки лучше всего производить на точном токарном станке. Установленную в четырехкулачковый патрон подкладку выверяют рейсмусом или индикатором на штативе по четырем углам, а затем производят торцовую обточку, удаляя припуск. Обработку торца следует производить осторожно, с малой подачей и глубиной резания, чтобы не сбить установку. Перед последним проходом рекомендуется повторно проверить установку подкладки в патроне. Последний проход резцом следует делать так, чтобы обработанная поверхность выступала над запиленными углами на 0,02—0,04 мм (припуск на шабровку). Иногда (в менее ответственных случаях) допускает- [c.72]
Следует проверить также отсутствие биения муфты по торцу и по наружной цилиндрической поверхности (по окружности муфты) при вращении муфты вместе с валом. Проверку биения следует производить индикатором или рейсмусом. Радиальное и торцовое биение полумуфты допускается не более 0,1 мм, при этом торцовое биение измеряется на расстоянии 200 мм от оси вала. [c.174]
Замеры по окружности выполняются угольником и щупом специальными скобами с измерительными наконечниками типа рейсмуса и щупом индикатором. [c.175]
В рольгангах с индивидуальным приводом ролики кинематически ни с чем не связаны, их нужно устанавливать каждый в отдельности, пользуясь поперечной осью. Процесс выверки упрощается, если применить приспособление -типа рейсмуса и выверять ролик прямо по главной оси (фиг. 225). [c.380]
Затем проверяют прилегание шеек к вкладышам по краске, одновременно определяя уровнем и рейсмусом по отвесу оси вала. Исправление вкладышей ведут шабровкой, а потом разделывают холодильники, обеспечивая необходимый боковой з зор. [c.487]
Перпендикулярность размеченного рисками торца к оси шпинделя. Державку с чертилкой укрепляют в шпинделе. При повороте шпинделя острие чертилки должно совпадать с рисками разметки. Выверка горизонтального положения размеченного торца ведется рейсмусом с чертилкой, перемещаемым по плоскости стола [c.408]
Выверка на токарных станках производится при черновой обработке чертилкой, закрепленной в рейсмус или суппорт станка, а при чистовых проходах — индикатором. Базой при выверке детали по высоте служит станина или суппорт, а при выверке в горизонтальном направлении — суппорт станка. Величины возможных отступлений назначаются в зависимости от требований чертежа. Достигаемая при выверке деталей на токарных станках экономическая точность приведена в табл. 40. [c.276]
Рейсмусы стальные для нанесения рисок на швеллерах и уголках (при разметке на стали и наметке). [c.472]
В швеллерах первыми намечаются полки, а в уголках — полка, для которой сделан шаблон с отверстиями. Кромка шаблона, при этом равняется по обушку. Продольные риски на стенке швеллера и на второй полке уголка проводятся рейсмусом. Поперечные риски с кромки шаблона переносятся чертилкой по угольнику. Центры отверстий (точки пересечения продольных и поперечных рисок) набиваются слесарным кернером. [c.475]
Количество и номенклатура оборудования в модельных цехах зависят от масштаба производства и характера изготовляемых моделей. В цехах большого и среднего масштаба применяется оборудование общего назначения пилы для раскройки древесины, строгальные и фрезерные станки, шипорезы, токарные, сверлильные, шлифовальные станки и т. п. Сложные фрезерные работы в таких цехах выполняются на специальных станках, снабжённых набором фрез для выполнения разнообразных фрезерных работ. В модельных цехах небольшого масштаба следует применять комбинированные станки, состоящие из нескольких узлов, каждый из которых рассчитан на выполнение самостоятельных технологических операций, например круглые пилы со сверлом, ленточные пилы с фрезерами, фуганки с рейсмусом и т. п. Весьма важно в модельном производстве применение ручного электрифицированного инструмента,- который в сочетании с комбинированными станками может заменять специальные фрезерные станки. [c.19]
Выверяют вал по рискам разметки при помощи рейсмуса. Для этой цели риски с торца вала, обращённого к патрону, предварительно переносят на цилиндрическую часть заготовки. Ввиду большого веса заготовки установкой на центр пользуются только для проточки шейки под люнет последний применяется при дальнейшей обработке в качестве основной опоры (фиг. 15). При большой длине заготовки ставят дополнительные неподвижные люнеты по длине вала. Для обработки конца вала, зажатого в патроне, заготовку перевёртывают и обточенный конец вала зажимают в кулачках, а одну из обработанных шеек на другом конце поддерживают люнетом. При установке вала производят проверку его на биение индикатором (фиг. 16) по специально проточенным и выверенным контрольным [c.140]
Выверка от стола станка рейсмусом, штанген-рейсмусом, индикатором [c.189]
При помощи контрольных валиков 1 и индикаторов или штанген-рейсмусов определяются отклонения в размерах h и И. [c.198]
Сборочные приёмы установка на горизонтальную плоскость, на плоскость под углом и вертикальную плоскость установка между параллельными плоскостями. Длина и ширина вес детали конфигурация детали Свободные, подвижные, переходные, прессовые По рискам, щупу, рейсмусу, уровню, индикатору [c.507]
| Фиг. 36. Разметка элементов для установки шаблонов со втулками а — разметка элементов. уложенных на клетках б — разметка элементов на разметочных плитах / — клетки из брусьев 2 — клиновые домкраты 3 —механический рейсмус 4 — стальной разметочный угольник 5 — разметочные плиты 6 — прокладки (кружками показаны завод ские заклепки, залитыми кружками — монтажные отверстия). |
Разметчик 7-го разряда. Раз-метка деталей машин весьма сложной конфигурации ответственного назначения с проверкой основных размеров отдельных узлов, механизмов в разобранном и собранном виде. Определение исходных баз как для разметки, так и для дальнейшей обработки. Определение и проверка размечаемой заготовки в соответствии с размерами чертежей. Разметка с применением контрольно-измерительного инструмента—угольников с бортами, отвесов, рейсмусов, копиров, уровней и лекал. Выполнение работ по чертежам любой сложности и собранным или сопрягаемым узлам или деталям. [c.116]
Станина при помощи штанген-рейсмуса устанавливается лицевой плоскостью Q кверху параллельно плоскости стола. Осевая плоскость станины устанавливается параллельно ходу стола. Проверка установки производится резцом по технологическим площадкам w 2 кармана Зачищается небольшой стружкой на верность" [c.324]
Заливку баббитом опор вала поворота целесообразно производить следующим образом. Собрав поршень, шатун и серьгу, устанавливают вал поворота на узкие полоски свинца, укладываемые в крайние опоры вала, затем надевают серьгу на центральный квадрат вала, выравнивая при этом вал на свинцовых подкладках так, чтобы серьга без перекосов охватила квадрат вала. Когда это достигнуто, положение вала проверяется дополнительно с помощью рейсмуса от плоскостей разъема подшипников. Зате.м уплотняют зазоры у торцов опор и заливают опоры баббитом. [c.880]
Чугунное полукольцо (фиг. 45, г) устанавливается на строганую ровную плиту. Верхняя плоскость полукольца выверяется рейсмусом относительно плоскости плиты. [c.81]
Всякую деталь, кроме подшипников качения, после сборки с валом надо проверять в отношении биения по радиусу и торцу. Допускаемое биение по радиусу и торцу точеных деталей (полумуфт, ступиц, шестерен), проверяемое индикатором или рейсмусом и щупом, не должно превышать [c.124]
Правильность положения в вертикальной и горизонтальной плоскостях оценивают по зазору между иглой рейсмуса и поверхностью заготовки (рис. 7, б), с помощью индикаторов. Индикаторы можно закреплять на специальном приспособлении (рис. 7, в). Показания индикаторов корректируют с учетом фактического диаметра заготовки в месте контроля. Некоторые заготовки после выверки (роторы турбин, генераторов и т. п.) окончательно устанавливают по методу, схема которого приведена на рис. 7, в. Отклонение от соосности с контрольным пояском, расточенным в люнете, контролируют путем измерения рас- [c.228]
Отверстия проверяются предельными калибрами или штих-масами. Взаимное расположение поверхностей проверяется рейсмусами, угольниками, индикаторами. Соосность отверстий проверяется контрольными оправками. Параллельность фланцев проверяется на плите с помощью индикаторного приспособления. Контролю подлежат также толщина стенок, высота бобышек, ширина поясов и т. д. [c.364]
Применение фугования. Фугуется одна пласть у деталей, предназначенных для строгания на четырёхстороннем строгальном станке, у которых должна быть выверена только одна сторона фугуется одна пласТь и рейсмусуется вторая пласть у деталей, у которых две стороны должны быть параллельны, а две другие криволинейны (например, задние ножки стула) предварительно фугуется одна кромка у детали, на которую наклеивается облицовочный брусок (например, передняя стенка фанерованного ящика) фугуются пласть и кромка в угол у детали, все плоскости которой подлежат обязательной выверке предварительно фугуются пласть и кромка у детали для наклейки облицовочного бруска и фанерования фугуются две кромки й одна пласть у заготовок для широких склеенных щитов (чтобы избежать больших провесов) фугуются пласть и кромка в угол с последующей строжкой на рейсмусе у брусков, сечение которых приближается к квадрату. [c.674]
Станок может иметь как разъёмную, так и цельную станину 1. Стол 2 устанавливается на нужной высоте с помощью штурвала 3 и механизма подъёма. Ножевой вал 4, расположенный над пропускаемым материалом, приводится в движение ремнём от электродвигателя 3. Вал закрыт сверху кожухом, отводящим также стружку. Материал подаётся двумя верхними вальцами 6, которые пружинами прижимаются к доске. Нижние два вальца — полдерживаюиАие. Подача верхних вальцов осуществляется от фланцевого электродвигателя 7 через редуктор 3. Изменение скорости подачи производится передвижной шпоикой. На фиг, 16 показан редуктор такого рейсмуса, но в таком исполнении, когда электродвигатель подачи вынесен на другую сторону станины. [c.718]
При обработке особо нежестких валов, когда проточить шейку под кулачки люнета трудно, вместо нее используют втулку с обработанной наружной поверхностью (рис. 62). Такая втулка 2 закрепляется на валу / с помощью восьми болтов 4 (по четыре у каждого конца втулки). Положение ее относительно центровой линии станка проверяется по ее наружной поверхности рейсмусом или индикатором 3 и регулируется при помощи ввернутых болтов. Наружная поверхность такой втулки и будет являться опорой для кулачков люнета. [c.158]
Необходимым условием получения качественного клеевого соединения является плотная подгонка деталей друг к другу, в связи с чем поверхности склеиваемой древесины должны быть простроганы на фуговочных или рейсмусо-вочных станках. Допустимая длина волны строганой поверхности под склейку составляет 5—6 м.и для мягких и 3—4 мм для твердых пород. [c.630]
Строгальщик 3-г о разряда. Обработка на продольно- и поперечно-строгальных станках определенных моделей несложных деталей простой кон-(ригурации по разметке и чертежам, с установкой детали на столе, в тисках и приспособлениях, с креплением и выверкой по рейсмусу и угольнику по 4-ыу классу точности. Применение простого режущего и мерительного инструмента. Наладка станка и устаиовле- [c.108]
Зуборезчик 4-г о разряда. Нарезание на специальных зуборезных станках нескольких распростраЕ1енных моделей шестерен с прямыми зубьями средней точности нарезание фрезой червячных колес, реек, шестерен наружного и внутреннего зацеплений на зубодолбежных станках червячное строгание конических шестерен, а также черновое ирорезание крупных шестерен диаметром до 3000 мм с прямыми зубьями. Точное нарезание шестерен. Установка изделия на оправке, и I подставках, в тисках или в специальном приспособлении с выверкой индикатором. Перестройка зуборезных станков и простейшие расчеты настроек. Пользование рейсмусом, индикатором, кронциркулем, штангенциркулем, метром, рулеткой, зубомерами разных систем, модульными шаблонами. Настройка станка под руководством мастера или наладчика. Установление режима резания согласно технологической карте и чертежу. [c.114]
После того как стержень будет проверен и признан удовлетворительным, его окрашивают огнеупорной краской и отправляют на просушку. Сушка продолжается не менее 12 час. Температура сушки 300°—350°С. Подъем до максимальной температуры производится в течение 3—4 час., выдержка при этой температуре 4—6 час. и выдержка при понижаюш,ейся температуре еще 2—5 час. После просушки стержень вторично проверяется по размерам на плите рейсмусом и шаблонами. Ширину канала К проверяют штангенциркулем и глубиномером и составляют формуляр замеров, что дает возможность подсчитать среднюю величину канала и проверить, не выходит ли она из допустимых пределов. [c.82]
После этого поднимаются и закрепляются к барабану поочередно обе половины зубчатого венца и сбалчиваются между собой. Производят проверку положения барабана и его венца в осевом и радиальном направлениях при помощи рейсмуса или индикатора, проворачивая несколько раз барабан при помощи ручной лебедки на 90°. Замеры и записи производятся по вертикальной и наружной сторонам в точках 1, 2, 3, 4, 5 и 6 (фиг. 13-8). Допускается разность показаний индикатора только во втором десятичном знаке. [c.325]
Изготовление и эксплуатация самодельного рейсмусового станка. Что такое рейсмус и для чего он нужен
Исходное значение слова «рейсмус» («рейсмас») определяет инструмент для разметки, тем не менее, в последнее время термин всё чаще используется для обозначения представителей обширного класса оборудования - рейсмусовых станков. В данной статье речь идет именно о разметочных рейсмусах.
Разметочный рейсмус - это инструмент, предназначенный для проведения измерений и нанесения (прочерчивания) линий разметки параллельно базовым линиям в процессе подготовки изделий к обработке. Применяется рейсмус и при перенесении размеров на заготовку с чертежей, измерительных инструментов, или с уже обработанных эталонных изделий.
Конструктивную основу большинства разметочных рейсмусов составляют стойка (штанга, в случае штангенрейсмуса) и зажим, который можно перемещать и фиксировать в различных положениях на стойке (штанге).
Виды рейсмусов
Существует достаточно много разновидностей рейсмусов, при этом применимость и возможности того или иного конкретного инструмента чаще всего не ограничивается лишь одним видом обрабатываемого материала. Тем не менее все-таки принято деление рейсмусов на столярные (применяемые при обработке древесины) и слесарные (используемые в металлообработке).
Столярный разметочный рейсмус
В классическом исполнении, рейсмус, применяемый в деревообработке, состоит из колодки с ровной плоской поверхностью, на которой перпендикулярно плоскости расположены два сквозных отверстия с подвижными брусками (рейками). На одном из концов каждого бруска в поперечном направлении располагаются острые металлические штыри-чертилки (шпильки, иглы), которыми непосредственно и процарапываются линии по материалу обрабатываемой детали. Обе рейки обычно имеют прямоугольное сечение, исключающее их проворачивание в прямоугольных отверстиях колодки. Фиксирование размера выполняется в колодке с помощью клина, вставляемого с натягом в отверстие колодки, между и перпендикулярно относительно отверстий с рейками, надежно удерживая их таким образом от произвольного перемещения.
Основные элементы столярного рейсмуса, кроме чертилок, могут изготавливаться из древесины. С целью предотвращения быстрого износа инструмента, в процессе разметки заготовок, используются твердые породы дерева. Кроме древесного сырья для изготовления деталей столярного рейсмуса в последнее время всё чаще применяются твердые пластмассовые компоненты и даже металл, существенно продлевающие срок службы разметочных инструментов без потери их точности из-за изнашивания.
В деревообработке двухреечный разметочный рейсмус применяется, в частности, для разметки шиповых соединений, значительно уменьшая затраты времени на подготовительные наметочные работы перед механической обработкой пазов, гнёзд и шипов.
С сохранением ключевых особенностей, всё же существуют конструкции столярного рейсмуса, отличающиеся от классической, самой по себе достаточно универсальной, которые могут воплощаться в более специализированных инструментах этого вида. Например, предназначенных для обработки какого-либо одного класса изделий, или для очень больших заготовок, или наоборот, мелких деталей.
Частным случаем упрощения конструкции столярного рейсмуса можно считать применение в его качестве скобы - цельного деревянного приспособления с выемкой в качестве ступеньки-упора, а также одним, двумя, или несколькими мелкими гвоздями, выполняющих роль чертилки, и забитых (вставленных с натягом в отверстия) на заданном расстоянии от упора. При отсутствии готового столярного разметочного рейсмуса, скобу можно изготовить самостоятельно, пользуясь простейшими инструментами вроде пилы, молотка, линейки, карандаша. Скобой удобно пользоваться если нужно провести много параллельных линий, без изменения расстояния между ними.
Большое распространение получили и рейсмусы, колодка которых имеет порой не два, а всего одно сквозное отверстие, с расположенным в нем стержнем (стойкой) круглого сечения. На торце стержня закрепляется (винтом) чертилка в форме шайбы-лезвия с острой кромкой по всей окружности. Стойка удобно зажимается болтом или винтом с рифленой головкой, резьбовая часть которого ввинчивается в колодку через резьбовое отверстие, ось которого пересекает под углом 90° ось основного отверстия, где находится стержень. Выполняется подобный рейсмус из таких материалов, как: дерево, пластики (включая слоистые), металлы или их сочетания. Впрочем, конструкция с одним цилиндрическим стержнем в целом скорее расширяет сферу применимости инструмента, нежели делает его узкоспециализированным.
Вместо заостренных металлических штырей-чертилок в некоторых моделях столярных рейсмусов для разметки применяется карандаш, для которого предусмотрено соответствующее крепление.
Слесарный рейсмус
В отличие от инструмента для разметки деревянных заготовок у классического слесарного рейсмуса стойка по большей части одна и неподвижна, хотя и может иметь возможность установки под наклоном (но без продольного перемещения в каком-либо отверстии, как это реализовано в столярном инструменте).
Стойка крепится на основании с плоской поверхностью. Длинный стержень чертилки заострен с обоих концов, один из которых имеет криволинейный изгиб острия. Чертилка крепится винтом в одном из отверстий зажима. Вторым отверстием зажим охватывает стойку. Соответственно размер устанавливается перемещением зажима вдоль стойки, а также изменением положения чертилки.
Можно отнести к слесарным рейсмусам и штангенрейсмус (штангенрейсмас), в случае которого стойка представляет собой штангу с прямоугольным сечением, либо выполняется в виде двух отдельных параллельных стержней, при этом в любом случае исключено проворачивание зажима (кронштейна) вокруг стойки. Штангенрейсмус может оснащаться, как простыми устройствами отсчета, вроде нониуса с линейной или круговой шкалой, так и цифровыми индикаторами.
Применение разметочного рейсмуса
Не зависимо от конструкции рейсмуса его использование хотя и может иметь на практике ряд специфических различий, но в целом настройка и основные приемы разметки сходны у разных видов и моделей.
На любом рейсмусе сначала производится установка размеров, заключающаяся в настройке расстояния между острым концом (концами) чертилки/карандаша и плоскостью колодки или основания. После чего непосредственно прочерчиваются линии.
Пожалуй, ключевое различие лишь в том, что у столярного рейсмуса плоскость колодки, при нанесении разметочных линий, скользит по поверхности детали, в то время как при использовании слесарных рейсмусов (в том числе и штангенрейсмусов) характерно перемещение основания по поверхности плиты, на которой установлена размечаемая заготовка.
При разметке необходимо ограничивать подвижность заготовок. К примеру, перед применением столярного рейсмуса, обрабатываемую доску можно упереть рукой в клин верстака, или воспользоваться струбцинами.
Хотелось бы упомянуть, что рейсмус, особенно оснащенный устройством отсчета, вполне может использоваться не только для разметки, но и в качестве измерительного инструмента, например, для контрольного уточнения намеченных линий или промеров расстояний между уже обработанными элементами изделия.
Точность измерений рейсмусом зависит от используемого устройства отсчета. Штангенрейсмусом с нониусным механизмом можно провести замеры с точностью 0,05-0,10 мм. Для круговых шкал - 0,02-0,05 мм. Для цифровых устройств - 0,01-0,05 мм. У столярных рейсмусов цена деления линейной шкалы часто имеет деления 1, или даже 2 мм.
Применение рейсмуса позволяет облегчить труд и существенно повысить производительность технологического процесса за счет сокращения времени, отводимого на разметку. Важным моментом является также улучшение качества изделий благодаря в среднем большей точности разметки, особенно если пользоваться рекомендацией наносить метки по возможности от одной и той же базовой поверхности.
В наборе инструментов любого плотника или слесаря обязательно должен быть рейсмус. Его функция позволяет корректно фиксировать размерные показатели, прокладывать точные проекции и определять правильность положения тех или иных объектов или конструкций в строительстве и монтаже. Однако вопрос о том, что такое рейсмус, предполагает неоднозначный ответ. С одной стороны, это может быть незатейливый деревянный прибор с двумя-тремя компонентами, а с другой - полноценный обрабатывающий станок, в котором функция рейсмуса предусмотрена в качестве вспомогательной.
В чем заключается функция рейсмуса?
Обычно рейсмус приобретается для работы с древесиной. Как уже отмечалось, классическое устройство позволяет фиксировать геометрические параметры заготовки, производить замеры, переносить данные с чертежей на реальные материалы и т.д. Однако полноценный рейсмус по дереву в виде станка обладает более широкими возможностями. Если ручные модели применяются только для разметки, то настольное оборудование на месте реализует и обрабатывающие действия. Но и здесь есть своя специфика. Коррекция заготовок по форме и размерам производится по типу фуговальных машин или рубанков. То есть это именно корректирующая машина, по функционалу близкая к Такие агрегаты применяются и в профессиональных целях на мебельных фабриках, и в быту при строительстве небольших объектов или конструкций с применением древесного материала.
Конструкция обычного рейсмуса

Простейшая модель такого типа формируется тремя компонентами - базовой несущей стойкой с размерной шкалой, зажимом или ухватывающим приспособлением и небольшим устройством для нанесения разметки. Характерной чертой бюджетных домашних рейсмусов является материал изготовления - это модели, выполненные из той же древесины, но твердой породы. По конструкции готовый прибор представляет собой колодку, в которой имеется прямоугольное отверстие. Используя перемещение функциональных элементов в виде реек, пользователь может выполнять динамическую разметку. Для понимания, что такое рейсмус в традиционном исполнении, следует учитывать и значимость чертежных компонентов - штырей. Их может быть несколько. Например, двойная конфигурация разметки позволяет выполнять разметку, сформированную параллельно идущими линиями.
Особенности станков с рейсмусами

Кардинально отличаются от обычных рейсмусов станковые модели. Они предназначены для механической обработки древесного материала посредством ножей. Как правило, бытовой с рейсмусом состоит из станины, рабочей площадки и упомянутых ножевых элементов. Роль оператора в процессе эксплуатации может быть разной. В бюджетных моделях, где не предусматриваются автоматические системы, он сам подает заготовку и ее же принимает с другой стороны рабочей поверхности. Но есть и автоматические модели, которые могут выполнять и серийную обработку без контроля со стороны оператора.
Важно учитывать отличия такого рода станков от фуговальных агрегатов. Здесь вновь стоит обратиться к вопросу о том, что такое рейсмус станкового типа. Это машина, которая за счет ножей выполняет шлифовальные или строгальные операции. В свою очередь, фуговальные станки могут иметь ту же конструкцию, но благодаря большему количеству ножей (минимум три) они реализуют глубокий съем лишней массы с поверхности заготовки.

Главное в процессе установки - обеспечить стабильное положение конструкции. При этом станок может быть напольным и настольным. В обоих случаях надежная фиксация машины на поверхности обеспечит получение точного результата. Желательно использовать специальные крепежи, которые обездвижат рейсмус. Инструкция к настольным моделям, к примеру, рекомендует фиксировать агрегат посредством 4 комплектных болтов к верстаку или устойчивой рабочей платформе. Работа начинается после того, как барабан, оснащенный лезвиями, наберет должную скорость. Далее можно устанавливать заготовку на поверхность стола заподлицо. В процессе строгания тяжелых и длинных объектов следует немного приподнимать крайние части заготовки с двух сторон резки. Это позволит исключить выдалбливание или отрезание лишних частей.
Производители рейсмусов
В той или иной модификации рейсмусы присутствуют в ассортименте практически всех крупных изготовителей строительного инструмента и оборудования. В частности настольный рейсмус для работы с небольшими объемами предлагают компании Makita и Dewalt. Это надежная техника, которая отличается долговечностью, эксплуатационной гибкостью и высокой эффективностью в плане обработки.

Интересные варианты предлагают и отечественные производители. Например, модель «Энкор Корвет-21» вполне подойдет для небольшой мастерской, занимающейся обработкой пиломатериала. Если требуется рейсмус универсальный для широкого спектра типовых операций, то можно обратиться к линейке «Калибр». Под этой маркой выпускаются также доступные по цене и выносливые в работе модели.
Как выбрать рейсмусовый станок?
Прежде всего, учитываются технико-эксплуатационные характеристики. Например, по глубине пропила можно понять, какой пласт с поверхности сможет снять станок за один проход. Эта величина варьируется в среднем от 1 до 3 мм. Не менее важна и ширина пропила, от которой в принципе зависит способность машины обслуживать заготовки того или иного формата. Бытовые модели обычно работают с шириной в диапазоне 300-330 мм. Зачастую важна и мощность. Она определит, какой производительностью располагает станок деревообрабатывающий многофункциональный бытовой с рейсмусом в конкретном исполнении. Данный показатель может составлять и 1,5 кВт, и 2 кВт. Модели, близкие к первому значению, подойдут для частных нужд, а станки мощностью более 2 кВт относятся к промышленному сегменту.
Заключение

Успешность эксплуатации станков такого типа зависит от множества факторов. Для определения отдельных нюансов использования техники надо понять, что такое рейсмус станкового типа в плане обслуживания. Это в первую очередь сложное и многокомпонентное устройство, требующее тщательного ухода после каждого сеанса обработки. Пользователь должен регулярно проверять техническое состояние агрегата, производить смазку элементов рабочей группы и поддерживать режущие качества ножей. Только в условиях грамотного всестороннего поддержания работоспособности рейсмуса можно ожидать и высокого качества его функции.
Рейсмусовые станки часто используют во время выполнения строительных работ. По сути, такое оборудование представляет собой усовершенствованный вариант карандаша и линейки . При желании рейсмус можно сделать своими руками из обычного электрорубанка. Для этого достаточно иметь базовые навыки и немного терпения.
Назначение рейсмуса
Рейсмусовый станок представляет собой инструмент, позволяющий выполнять точные линии практически на любых поверхностях. При этом удастся избежать большинства ошибок, которые наблюдаются при применении линейки и карандаша. Даже если сделать рейсмусовый станок своими руками из подручных материалов, получится избежать неровных или обрывистых линий. Точность инструмента составит 100%, ведь здесь предусмотрено очень острое лезвие.
Рейсмус действительно актуален во время масштабного строительства, ведь он позволяет обрабатывать своими руками огромное количество досок разной ширины. Стоит отметить, что у современных станков смена ножа осуществляется более просто, а значит, удастся снимать стружку определенных размеров. Этому способствует и наличие контроля глубины нарезки.
Важно учитывать тот факт, что древесину нужно предварительно обработать на фуговальном станке . Если же планируется работа с полимерами, утеплителями и пластиком, то подойдут только те рейсмусы, у которых подающие вальцы покрыты слоем резины.
Подобное оборудование незаменимо в плотницком деле и мебельной промышленности. Однако стоит помнить, что при условии сооружения рейсмусового станка своими руками вряд ли удастся обработать тонкие заготовки, ведь качество поверхности может ухудшиться из-за возникающей вибрации.
Подготовка к изготовлению станка
Перед сооружением станка из электрорубанка стоит определиться с размерами деталей, которые впоследствии будут подвергаться обработке. Это поможет выбрать необходимую ширину корпуса устройства, габариты всех направляющих, а также длину шпильки.
При разработке чертежа следует убедиться в наличии всех основных составляющих :
- фиксаторы;
- штанга;
- лезвие, то есть шпилька;
- колодки.
Особое внимание стоит уделить расположению шпильки , поскольку именно она отвечает за движения электрорубанка. Соответственно, устанавливать этот элемент в центральной части корпуса не стоит. Чтобы обеспечить прочную фиксацию и удобство применения станка, важно поставить шпильку между двумя ручками. Помимо этого, стоит убедиться в подвижности данной детали. Достаточно расположить подшипник качения вверху, а ближе к середине приварить гайку. Подобная фиксация позволит точно отрегулировать высоту шпильки.
Чтобы изготовить конструкцию из электрорубанка своими руками, стоит подготовить деревянные бруски, выполняющие функцию направляющих, и листы фанеры. Особое внимание важно уделить проектированию нижней плоскости. Добиться ровных линий можно лишь при условии, что обрабатываемое изделие передвигается параллельно острым лезвиям.
Создание устройства своими руками
Изготовление конструкции из электрорубанка выполняется в строгой последовательности с учетом заранее подготовленного чертежа:
Если выполнить все действия правильно, то рейсмус позволит получить в итоге идеально ровную поверхность. При этом важно очень аккуратно давить на заготовку, иначе устройство может выйти из строя.
Среди деревообрабатывающих станков выделяется категория продольно-фрезерных, к которым относятся фуговальные и рейсмусовые.
С их помощью можно осуществлять обработку пиломатериалов на чистовую. Станки убирают все виды дефектов, если они возникли при обработке дерева. Для них нужно брать только ту древесину, что была хорошо высушена. Чем отличаются друг от друга данные виды инструментов, и для каких целей лучше всего использовать фуговальные, а для каких рейсмусовые станки?
Для досок, щитов и брусков необходимо использовать рейсмусовые станки. Они позволяют выстругивать материалы определённого размера, ориентируясь на нужную толщину изделия и разделывая его на две полоски, параллельные друг другу. Они очень похожи на фрезерные станки с ЧПУ. Ножевой вал находится над столом. Эта группа инструментов нужна для серийного или мелкосерийного создания различных столярных изделий, когда нужно точно соблюдать сохранение параметров. Их главная отличительная черта – большая и тяжёлая жёсткая станина. Это необходимо для качественного погашения возможной вибрации. Инструменты могут осуществлять подачу заготовок со скоростью от 4 и до 10 метров в минуту. Ещё одно важное преимущество рейсмусовых станков – звукопоглощающие кожухи, делающие работу практически бесшумной. Одни виды станков способны обрабатывать лишь одну сторону заготовки, поэтому её придётся переворачивать, другие могут обстругивать древесину полностью. Рейсмусовые станки могут быть двусторонними или односторонними.
Фуговальные станки для обработки дерева необходимы для создания ровной поверхности без единой шероховатости. На них установлен ножевой вал, который оборачивается внутри стола. Инструмент может обстругивать материал по углам или по плоскости. Станки этого типа, как и рейсмусовые, могут быть односторонними и двусторонними. Последние примечательны тем, что позволяют обстругивать одновременно кромку и пласт изделия. В функции фуговальных станков входит предварительная обработка материала, которые имеют значительные покоробленности. Затем заготовки можно стругать на рейсмусовом станке. Чтобы проверить, насколько хорошо обработаны детали, нужно сложить две деревяшки. Если они прилегают друг к другу как влитые, без единого зазора, значит, обстругивание выполнено качественно. Маленькие детали помогает придерживать при обработке специальный вал.
Существует смешанная разновидность станков, фуговально-рейсмусовые, которые объединяют в себе преимущества обоих видов инструментов.
Автоматическая подача заготовок на оба вида станков осуществляется благодаря трём типам механизмов: конвейерного, каретного или вальцового. Возможно и подавание заготовок вручную.
Уход за станками нужно осуществлять регулярно. Перед тем как начать работу на станке, необходимо проверить состояние фрезов и ножей, насколько они правильно установлены. Если они затупились, то их нужно заточить. В противном случае на изделии появится неприятная мшистость, сколы и вырывы.
Среди деревообрабатывающих станков выделяется категория продольно-фрезерных, к которым относятся фуговальные и рейсмусовые.
С их помощью можно осуществлять обработку пиломатериалов на чистовую. Станки убирают все виды дефектов, если они возникли при обработке дерева. Для них нужно брать только ту древесину, что была хорошо высушена. Чем отличаются друг от друга данные виды инструментов, и для каких целей лучше всего использовать фуговальные, а для каких рейсмусовые станки?
Для досок, щитов и брусков необходимо использовать рейсмусовые станки. Они позволяют выстругивать материалы определённого размера, ориентируясь на нужную толщину изделия и разделывая его на две полоски, параллельные друг другу. Они очень похожи на фрезерные станки с ЧПУ. Ножевой вал находится над столом. Эта группа инструментов нужна для серийного или мелкосерийного создания различных столярных изделий, когда нужно точно соблюдать сохранение параметров. Их главная отличительная черта – большая и тяжёлая жёсткая станина. Это необходимо для качественного погашения возможной вибрации. Инструменты могут осуществлять подачу заготовок со скоростью от 4 и до 10 метров в минуту. Ещё одно важное преимущество рейсмусовых станков – звукопоглощающие кожухи, делающие работу практически бесшумной. Одни виды станков способны обрабатывать лишь одну сторону заготовки, поэтому её придётся переворачивать, другие могут обстругивать древесину полностью. Рейсмусовые станки могут быть двусторонними или односторонними.
Фуговальные станки для обработки дерева необходимы для создания ровной поверхности без единой шероховатости. На них установлен ножевой вал, который оборачивается внутри стола. Инструмент может обстругивать материал по углам или по плоскости. Станки этого типа, как и рейсмусовые, могут быть односторонними и двусторонними. Последние примечательны тем, что позволяют обстругивать одновременно кромку и пласт изделия. В функции фуговальных станков входит предварительная обработка материала, которые имеют значительные покоробленности. Затем заготовки можно стругать на рейсмусовом станке. Чтобы проверить, насколько хорошо обработаны детали, нужно сложить две деревяшки. Если они прилегают друг к другу как влитые, без единого зазора, значит, обстругивание выполнено качественно. Маленькие детали помогает придерживать при обработке специальный вал.
Существует смешанная разновидность станков, фуговально-рейсмусовые, которые объединяют в себе преимущества обоих видов инструментов.
Автоматическая подача заготовок на оба вида станков осуществляется благодаря трём типам механизмов: конвейерного, каретного или вальцового. Возможно и подавание заготовок вручную.
Уход за станками нужно осуществлять регулярно. Перед тем как начать работу на станке, необходимо проверить состояние фрезов и ножей, насколько они правильно установлены. Если они затупились, то их нужно заточить. В противном случае на изделии появится неприятная мшистость, сколы и вырывы.
Столярный разметочный рейсмус. Рейсмусовый станок. Особенности. Достоинства. Область применения
В производстве строительных работах применяется древесина, предварительно обработанная в цехах или по месту использования. Материал поставляется в виде досок, бревен, брусьев, реек и т.д. Быстроту, удобство и качество распила обеспечивают с помощью различного оборудования и электроинструментов, в число которых входят как универсальные модели, так и специализированные станки. Кроме того, плотники и мебельщики в своей работе часто пользуются дополнительными измерительными, разметочными и контролирующими приспособлениями, имеющими необычные названия. Простому обывателю вряд ли нужно задумывается над тем, что такое рейсмус, а что такое фуганок. А вот домашний мастер, самостоятельно занимающийся ремонтом на приусадебном участке или в доме, должен обязательно разбираться в подобных вопросах. Конечно же, это касается и профессионалов. 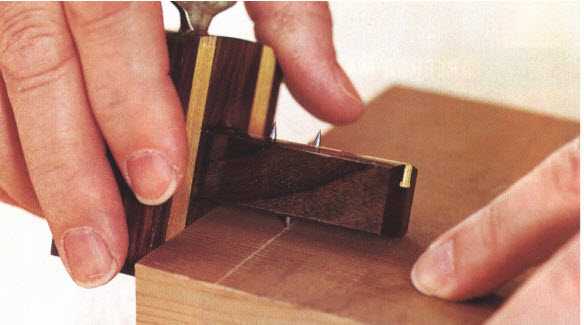
Для чего нужен рейсмус
Однозначно ответить на вопрос, что представляет собой рейсмус, сложно. С одной стороны, так называют незамысловатый вспомогательный инструмент, состоящий из пары-тройки деталей. С его помощью производят точную разметку линий, отверстий, месторасположения шипов, прорезей и т.д. на поверхности какой-либо заготовки. С другой стороны, рейсмусом является деревообрабатывающий станок, выполняющий корректировку толщины с одновременным выполнением чистовой обработки пиломатериала. Возможности оборудования позволяют сократить до минимума отходы производства, что важно и для предприятий, и для частных застройщиков.
С немецкого «рейсмус» трактуется как «чертить размер». Ручной инструмент в полной мере соответствует подобному толкованию, так как с помощью именно этого прибора линии с чертежа попадают на заготовку. А вот детализированная разметка пиломатериала на станке относится уже к дополнительным функциям. Само оборудование имеет намного бо́льшие возможности, основной из которых считается заключительное выстругивание деревянных изделий по толщине после обработки их лицевой стороны на фуговальном станке.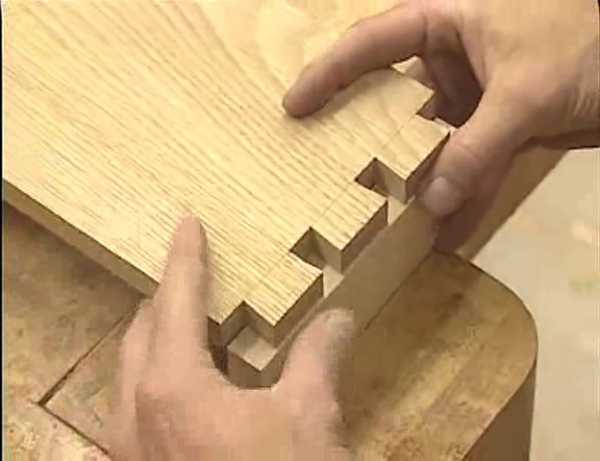
Ручной рейсмус
Инструмент имеет простейшую конструкцию, состоящую как минимум из трех основополагающих компонентов:
Рабочей планки со шкалой или без шкалы;
Зажима-колодки;
Так называемой чертилки.
Кроме того, рейсмус комплектуется регулировочными винтами. Для возможности одновременного проведения нескольких разметочных линий, инструмент оснащают двумя-тремя параллельными планками, расположенными в просверленных в колодке отверстиях. Для чертилки допускается использовать карандаши, заточенные сверла, прочные заостренные штыри и даже саморезы.
Для удобства вычерчивания криволинейных линий на рабочую планку нередко устанавливают ролик.
Инструмент делают из плотной древесины или металла На видео можно посмотреть, что такое рейсмус для разметки, а также быстрый способ его изготовления.
Рейсмусовый станок
Многофункциональное деревообрабатывающее оборудование располагается на станине. На горизонтально расположенную рабочую площадку укладывается заготовка, которая вручную или в автоматическом режиме продвигается к режущим элементам. Ножевой вал подравнивает обратную сторону пиломатериала, срезая ненужный слой до необходимой толщины. Чтобы заготовка при перемещении не болталась из стороны в сторону, по бокам ее удерживают вальцами, планками или роликами.
Рейсмусовый станок часто путают с фуговальным. Но в конструкцию последнего входит не менее трех ножей. Они выполняют более глубокий съем древесины с заготовки. На рейсмус изделие попадает лишь после предварительной обработки на фуговальном оборудовании, так как материал на рабочую площадку может быть уложен лишь плоской стороной.
Рейсмусовые станки бывают:
Одно- и двусторонними;
Напольными и настольными.
Односторонние модели относятся к бюджетному оборудованию. Ножевой вал в конструкции находится над рабочей площадкой, поэтому рейсмусование происходит лишь с одной стороны. Двусторонние станки имеют два ножа – над и на рабочей поверхности, что позволяет выполнять обработку сразу двух плоскостей. Такие агрегаты незаменимы при больших объемах работ.
При выборе рейсмусового станка обращают внимание на его мощность и производительность, на возможные габариты заготовок и количество ножевых валов. Немаловажным показателем является масса оборудования, так как она оказывает огромное влияние на степень вибрации станка во время работы. Еще пару факторов, которыми стоит заинтересоваться, – это наличие возможности регулировки толщины счищаемого слоя и глубина пропила за один проход. Именно эти характеристики помогут определить функциональность станка и удобство его эксплуатации.
При установке оборудования следует обеспечить его надежную фиксацию. Это касается как напольных, так и настольных моделей. Стабильность положения предотвратит опасные ситуации при работе рейсмусового станка, а также поспособствует получению более точных результатов в процессе обработки пиломатериалов и нанесении требуемых меток. В инструкции производителя даются указания по правильному креплению станины. Как правило, его производят при помощи болтов, входящих в комплект рейсмуса.
К работе разрешается приступать только после набора станком необходимой скорости вращения ножевых валов.
Важно понимать, что для разовой работы приобретать деревообрабатывающее оборудование будет экономически невыгодным решением. Гораздо рациональнее – арендовать станок, минимизировав время на его использование. Прежде чем обратиться в сервис проката строительных инструментов, рекомендуется разумно скомпоновать этапы работы с древесным материалом, временно отказавшись от сопутствующих процессов.
Что касается ручного рейсмуса, то его вполне можно изготовить собственными руками. Сложности в этом никакой нет, да и модель будет сделана под индивидуальные запросы. Вариации инструмента можно найти в большом количестве на просторах интернета.
В строительных работах применяется древесина, предварительно обработанная в цехах или по месту использования. Материал поставляется в виде досок, бревен, брусьев, реек и т.д. Быстроту, удобство и качество распила обеспечивают с помощью различного оборудования и электроинструментов, в число которых входят как универсальные модели, так и специализированные станки. Кроме того, плотники и мебельщики в своей работе часто пользуются дополнительными измерительными, разметочными и контролирующими приспособлениями, имеющими необычные названия. Простому обывателю вряд ли нужно задумывается над тем, что такое рейсмус, а что такое фуганок. А вот домашний мастер, самостоятельно занимающийся ремонтом на приусадебном участке или в доме, должен обязательно разбираться в подобных вопросах. Конечно же, это касается и профессионалов.
Для чего нужен рейсмус
Однозначно ответить на вопрос, что представляет собой рейсмус, сложно. С одной стороны, так называют незамысловатый вспомогательный инструмент, состоящий из пары-тройки деталей. С его помощью производят точную разметку линий, отверстий, месторасположения шипов, прорезей и т.д. на поверхности какой-либо заготовки. С другой стороны, рейсмусом является деревообрабатывающий станок, выполняющий корректировку толщины с одновременным выполнением чистовой обработки пиломатериала. Возможности оборудования позволяют сократить до минимума отходы производства, что важно и для предприятий, и для частных застройщиков.
С немецкого «рейсмус» трактуется как «чертить размер». Ручной инструмент в полной мере соответствует подобному толкованию, так как с помощью именно этого прибора линии с чертежа попадают на заготовку. А вот детализированная разметка пиломатериала на станке относится уже к дополнительным функциям. Само оборудование имеет намного бо́льшие возможности, основной из которых считается заключительное простругивание деревянных изделий по толщине после обработки их лицевой стороны на фуговальном станке.
Инструмент имеет простейшую конструкцию, состоящую как минимум из трех основополагающих компонентов:
- рабочей планки со шкалой или без шкалы;
- зажима-колодки;
- так называемой чертилки.
Кроме того, рейсмус комплектуется регулировочными винтами. Для возможности одновременного проведения нескольких разметочных линий, инструмент оснащают двумя-тремя параллельными планками, расположенными в просверленных в колодке отверстиях. Для чертилки допускается использовать карандаши, заточенные сверла, прочные заостренные штыри и даже саморезы.
Для удобства вычерчивания криволинейных линий на рабочую планку нередко устанавливают ролик.
Инструмент делают из плотной древесины или металла На видео можно посмотреть, что такое рейсмус для разметки, а также быстрый способ его изготовления.
Многофункциональное деревообрабатывающее оборудование располагается на станине. На горизонтально расположенную рабочую площадку укладывается заготовка, которая вручную или в автоматическом режиме продвигается к режущим элементам. Ножевой вал подравнивает обратную сторону пиломатериала, срезая ненужный слой до необходимой толщины. Чтобы заготовка при перемещении не болталась из стороны в сторону, по бокам ее удерживают вальцами, планками или роликами.
Рейсмусовый станок часто путают с фуговальным. Но в конструкцию последнего входит не менее трех ножей. Они выполняют более глубокий съем древесины с заготовки. На рейсмус изделие попадает лишь после предварительной обработки на фуговальном оборудовании, так как материал на рабочую площадку может быть уложен лишь плоской стороной.
Рейсмусовые станки бывают:
- одно- и двусторонними;
- напольными и настольными.
Односторонние модели относятся к бюджетному оборудованию. Ножевой вал в конструкции находится над рабочей площадкой, поэтому рейсмусование происходит лишь с одной стороны. Двусторонние станки имеют два ножа – над и на рабочей поверхности, что позволяет выполнять обработку сразу двух плоскостей. Такие агрегаты незаменимы при больших объемах работ.
При выборе рейсмусового станка обращают внимание на его мощность и производительность, на возможные габариты заготовок и количество ножевых валов. Немаловажным показателем является масса оборудования, так как она оказывает огромное влияние на степень вибрации станка во время работы. Еще пару факторов, которыми стоит заинтересоваться, – это наличие возможности регулировки толщины счищаемого слоя и глубина пропила за один проход. Именно эти характеристики помогут определить функциональность станка и удобство его эксплуатации.
При установке оборудования следует обеспечить его надежную фиксацию. Это касается как напольных, так и настольных моделей. Стабильность положения предотвратит опасные ситуации при работе рейсмусового станка, а также поспособствует получению более точных результатов в процессе обработки пиломатериалов и нанесении требуемых меток. В инструкции производителя даются указания по правильному креплению станины. Как правило, его производят при помощи болтов, входящих в комплект рейсмуса.
К работе разрешается приступать только после набора станком необходимой скорости вращения ножевых валов.
Важно понимать, что для разовой работы приобретать деревообрабатывающее оборудование будет экономически невыгодным решением. Гораздо рациональнее – арендовать станок, минимизировав время на его использование. Прежде чем обратиться в сервис проката строительных инструментов, рекомендуется разумно скомпоновать этапы работы с древесным материалом, временно отказавшись от сопутствующих процессов.
Что касается ручного рейсмуса, то его вполне можно изготовить собственными руками. Сложности в этом никакой нет, да и модель будет сделана под индивидуальные запросы. Вариации инструмента можно найти в большом количестве на просторах интернета.
В наборе инструментов любого плотника или слесаря обязательно должен быть рейсмус. Его функция позволяет корректно фиксировать размерные показатели, прокладывать точные проекции и определять правильность положения тех или иных объектов или конструкций в строительстве и монтаже. Однако вопрос о том, что такое рейсмус, предполагает неоднозначный ответ. С одной стороны, это может быть незатейливый деревянный прибор с двумя-тремя компонентами, а с другой - полноценный обрабатывающий станок, в котором функция рейсмуса предусмотрена в качестве вспомогательной.
В чем заключается функция рейсмуса?
Обычно рейсмус приобретается для работы с древесиной. Как уже отмечалось, классическое устройство позволяет фиксировать геометрические параметры заготовки, производить замеры, переносить данные с чертежей на реальные материалы и т.д. Однако полноценный рейсмус по дереву в виде станка обладает более широкими возможностями. Если ручные модели применяются только для разметки, то настольное оборудование на месте реализует и обрабатывающие действия. Но и здесь есть своя специфика. Коррекция заготовок по форме и размерам производится по типу фуговальных машин или рубанков. То есть это именно корректирующая машина, по функционалу близкая к Такие агрегаты применяются и в профессиональных целях на мебельных фабриках, и в быту при строительстве небольших объектов или конструкций с применением древесного материала.
Конструкция обычного рейсмуса

Простейшая модель такого типа формируется тремя компонентами - базовой несущей стойкой с размерной шкалой, зажимом или ухватывающим приспособлением и небольшим устройством для нанесения разметки. Характерной чертой бюджетных домашних рейсмусов является материал изготовления - это модели, выполненные из той же древесины, но твердой породы. По конструкции готовый прибор представляет собой колодку, в которой имеется прямоугольное отверстие. Используя перемещение функциональных элементов в виде реек, пользователь может выполнять динамическую разметку. Для понимания, что такое рейсмус в традиционном исполнении, следует учитывать и значимость чертежных компонентов - штырей. Их может быть несколько. Например, двойная конфигурация разметки позволяет выполнять разметку, сформированную параллельно идущими линиями.
Особенности станков с рейсмусами

Кардинально отличаются от обычных рейсмусов станковые модели. Они предназначены для механической обработки древесного материала посредством ножей. Как правило, бытовой с рейсмусом состоит из станины, рабочей площадки и упомянутых ножевых элементов. Роль оператора в процессе эксплуатации может быть разной. В бюджетных моделях, где не предусматриваются автоматические системы, он сам подает заготовку и ее же принимает с другой стороны рабочей поверхности. Но есть и автоматические модели, которые могут выполнять и серийную обработку без контроля со стороны оператора.
Важно учитывать отличия такого рода станков от фуговальных агрегатов. Здесь вновь стоит обратиться к вопросу о том, что такое рейсмус станкового типа. Это машина, которая за счет ножей выполняет шлифовальные или строгальные операции. В свою очередь, фуговальные станки могут иметь ту же конструкцию, но благодаря большему количеству ножей (минимум три) они реализуют глубокий съем лишней массы с поверхности заготовки.
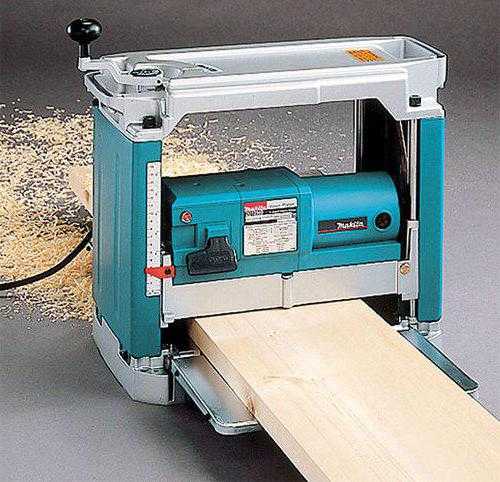
Главное в процессе установки - обеспечить стабильное положение конструкции. При этом станок может быть напольным и настольным. В обоих случаях надежная фиксация машины на поверхности обеспечит получение точного результата. Желательно использовать специальные крепежи, которые обездвижат рейсмус. Инструкция к настольным моделям, к примеру, рекомендует фиксировать агрегат посредством 4 комплектных болтов к верстаку или устойчивой рабочей платформе. Работа начинается после того, как барабан, оснащенный лезвиями, наберет должную скорость. Далее можно устанавливать заготовку на поверхность стола заподлицо. В процессе строгания тяжелых и длинных объектов следует немного приподнимать крайние части заготовки с двух сторон резки. Это позволит исключить выдалбливание или отрезание лишних частей.
Производители рейсмусов
В той или иной модификации рейсмусы присутствуют в ассортименте практически всех крупных изготовителей строительного инструмента и оборудования. В частности настольный рейсмус для работы с небольшими объемами предлагают компании Makita и Dewalt. Это надежная техника, которая отличается долговечностью, эксплуатационной гибкостью и высокой эффективностью в плане обработки.

Интересные варианты предлагают и отечественные производители. Например, модель «Энкор Корвет-21» вполне подойдет для небольшой мастерской, занимающейся обработкой пиломатериала. Если требуется рейсмус универсальный для широкого спектра типовых операций, то можно обратиться к линейке «Калибр». Под этой маркой выпускаются также доступные по цене и выносливые в работе модели.
Как выбрать рейсмусовый станок?
Прежде всего, учитываются технико-эксплуатационные характеристики. Например, по глубине пропила можно понять, какой пласт с поверхности сможет снять станок за один проход. Эта величина варьируется в среднем от 1 до 3 мм. Не менее важна и ширина пропила, от которой в принципе зависит способность машины обслуживать заготовки того или иного формата. Бытовые модели обычно работают с шириной в диапазоне 300-330 мм. Зачастую важна и мощность. Она определит, какой производительностью располагает станок деревообрабатывающий многофункциональный бытовой с рейсмусом в конкретном исполнении. Данный показатель может составлять и 1,5 кВт, и 2 кВт. Модели, близкие к первому значению, подойдут для частных нужд, а станки мощностью более 2 кВт относятся к промышленному сегменту.
Заключение

Успешность эксплуатации станков такого типа зависит от множества факторов. Для определения отдельных нюансов использования техники надо понять, что такое рейсмус станкового типа в плане обслуживания. Это в первую очередь сложное и многокомпонентное устройство, требующее тщательного ухода после каждого сеанса обработки. Пользователь должен регулярно проверять техническое состояние агрегата, производить смазку элементов рабочей группы и поддерживать режущие качества ножей. Только в условиях грамотного всестороннего поддержания работоспособности рейсмуса можно ожидать и высокого качества его функции.
К деревообрабатывающим станкам относится группа продольно-фрезерных, к которым, в свою очередь, относятся рейсмусовые и фуговальные. Вам необходимо купить рейсмусовый станок? Основным направлением деятельности компании «ДЮКОН» является продажа промышленного оборудования и инструмента от ведущих производителей. В том числе к продаже представлены рейсмусовые станки. Перейдя по ссылке на сайт derevo.dukon.ru вы сможете узнать более подробную информацию о деятельности компании и приобрести необходимое оборудование. Благодаря им можно выполнить обработку пиломатериалов. Если возникли какие-либо дефекты при обработке дерева, станки уберут их. Для них необходимо брать отлично высушенную древесину. В этой статье мы поговорим о том, для чего нужен рейсмусовый станок. Этот вид станков нужно использовать для брусков, щитов и досок. Рейсмусовый станок позволяет получать материалы определенного размера, беря во внимание необходимую толщину изделия и разделывая его на 2 полоски, которые параллельны между собой. У них есть определенная схожесть с фрезерными станками с ЧПУ, т.к. над столом расположен ножевой вал. Данная категория инструментов предназначена для мелкосерийного и серийного производства столярных изделий. Их основной отличительной чертой является жесткая и большая станина. Инструменты осуществляют поступление заготовок со скоростью до 10 метров/минуту. Еще одной положительной стороной рейсмусовых станков являются кожухи с функцией звукопоглощения. Рейсмусовые станки подразделяются на односторонние и двусторонние. Стоит отметить, что есть комбинированный тип станков - фуговально-рейсмусовый, который объединяет в себе все положительные параметры обоих видов инструментов.
Доставка заготовок на обе разновидности станков в автоматическом режиме осуществляется посредством вальцового, каретного или конвейерного механизмов.
Популярные материалы
in.msk.ru
Зачем нужен рейсмус и как правильно его выбрать?
Поздравляем, для вас в течение часа скидка – 10%
Теги: инструменты
Рейсмус – это деревообрабатывающий станок, предназначенный для рейсмусования, т.е. плоскостного строгания всевозможных заготовок до заданной толщины. При этом детали должны быть предварительно отфугованы. В отличие от фуговального станка, который делает поверхность древесины ровной, рейсмусовый ровной делает толщину и обеспечивает чистовую обработку с минимальными потерями материала.
Виды рейсмусовых станков
- Односторонние – с одним ножевым валом, который расположен над рабочим столом. Предназначен для рейсмусования с одной стороны. Является бюджетным вариантом с ручной подачей древесины;
- Двухсторонние – с автоматической подачей детали и двумя валами, расположенными на самом столе и над ним. Используются для рейсмусования двух плоскостей заготовки. Применяются для больших объемов работ, например, при строительстве дома.
Важные характеристики
- Размер обрабатываемой заготовки – самый важный параметр выбора;
- Мощность электродвигателя – чем мощнее, тем легче справится с твердыми породами дерева;
- Производительность – максимальная глубина строгания, может колебаться в пределах 1-5 мм;
- Возможность регулирования толщины снимаемого слоя древесины;
- Количество и качество ножей – влияют на качество обработки;
- Вес инструмента – чем он больше, тем меньше вибрация, следовательно, тем качественнее обработка.
Поскольку данное оборудование в большинстве случаев требуется для выполнения непродолжительной и разовой работы, его покупка - экономически невыгодна. Для таких ситуаций лучшим решением станет аренда рейсмуса. Обращайтесь в нашу компанию – мы предлагаем большой выбор строительного инструмента на прокат по очень привлекательным ценам.
vseispravim.ru
Секреты выбора строгальных (фуговальных), рейсмусовых станков
Полезные советы помогут найти строгальные (фуговальные) и рейсмусовые станки с нужными рабочими параметрами.
Для чего нужен рейсмусовый станок?
 Для строгания всевозможных досок, реек, плоских заготовок, щитков, брусков и т. д. применяется рейсмусовый станок. Именно это оборудование позволяет добиться ровной поверхности и точных размеров детали, без данной техники не обходится ни одно деревообрабатывающее производство. Да и умелые народные мастера без узкопрофильного образования прибегают к услугам рейсмусового станка, ведь он является превосходной альтернативой обычному рубанку. Кроме того, используя рейсмусовые станки по дереву вы не только снимаете с заготовки стружку, но и регулируете нужную толщину среза.
Для строгания всевозможных досок, реек, плоских заготовок, щитков, брусков и т. д. применяется рейсмусовый станок. Именно это оборудование позволяет добиться ровной поверхности и точных размеров детали, без данной техники не обходится ни одно деревообрабатывающее производство. Да и умелые народные мастера без узкопрофильного образования прибегают к услугам рейсмусового станка, ведь он является превосходной альтернативой обычному рубанку. Кроме того, используя рейсмусовые станки по дереву вы не только снимаете с заготовки стружку, но и регулируете нужную толщину среза.
Конструктивно агрегат несложен, если речь не идет о механизмах с ЧПУ. Стандартное устройство состоит из двигателя, нескольких ножевых валов и, собственно, рабочего стола. По количеству режущих элементов все станки подразделяются на одно-, двух- и четырехсторонние. Вдобавок, отличаются рейсмусовые станки по дереву мощностью и шириной самого ножа, которая напрямую влияет на максимальный размер детали, допустимый для данного агрегата.
Многие фирмы сейчас также производят специализированное рейсмусовое оборудование и фуговально-рейсмусовые устройства комбинированного типа. Предназначение последних заключается в предварительной обработке заготовки перед снятием стружки - как правило, у обычного рейсмусового станка такая операция не предусмотрена. Однако любая деталь требует качественной отфуговки, а фуговально-рейсмусовые механизмы способны решить обе поставленные задачи одновременно.
Что касается выбора подходящих устройств для столярных мастерских, тут, в первую очередь ориентироваться следует на степень сложности производства и объемы работ. Именно эти факторы определяют, какой купить рейсмусовый станок: профессиональный или бытовой. Для кого-то оптимальным вариантом будет бытовая модель с высоким уровнем безопасности и чуть меньшей производительностью. Такие устройства обладают функцией когтевой защиты у подающих вальцов и станиной коробчатого вида, надежно уберегающей оператора от опасных частей оборудования. У подобных рейсмусовых станков либо станков фуговально рейсмусовых без проблем устанавливается нужная скорость.
Профессиональные строгальные (фуговальные) и рейсмусовые станки чаще приобретают для односторонней обработки деталей по толщине. Они весьма устойчивы к вибрации и имеют четыре вертикальных колонны, за счет которых обеспечивается точность установки станины по высоте и ее устойчивость. Мотор таких промышленных агрегатов рассчитан на непрерывную долгую работу. Производительность станка фуговально рейсмусового напрямую зависит от скорости подачи и максимально возможного количества заготовок, одновременно доступных для строгания. В этом отношении существенно выигрывает механическая подача. Помимо прочего, обратите внимание на наличие направляющей линейки - она ощутимо ускорит процесс. И помните - не стоит экономить на качестве оборудования, ведь только с хорошим станком работа превратится в удовольствие и принесет вам прибыль.
Чем отличается станок строгальный?
Одним из наиболее востребованных механизмов для обработки древесины после распила является станок строгальный. На нем можно также осуществлять фрезеровку и бесстружечное резание: вырезание штампов, дробление и резка, раскрой шпона. Хотя модели с подобными функциями предназначены скорее для мелкосерийного и единичного производства. Что касается классификации, все строгальное оборудование подразделяется на станки продольно-строгальные и поперечно-строгальные.
При работе с заготовками крупных размеров обычно применяют строгальный станок по дереву первого типа. Он может быть односторонним либо двусторонним, причем последний позволяет обрабатывать сразу пласт, кромки и параллельные плоскости. Вдобавок, отличаются такие строгальные (фуговальные) и рейсмусовые станки максимально возможной длиной и шириной строгания, а также высотой подъема поперечины, а движение, в данном случае, сообщается преимущественно расположенной на столе станка детали. Для обработки мелких и средних заготовок больше подходит поперечный станок строгальный. У него предельная величина хода ползуна составляет от 20 до 100 см.
В зависимости от того, какие ножи установлены на валу, оборудование используется при подготовке деталей из пород дерева разной плотности - режущий элемент или остается неподвижным, или двигается возвратно-поступательно. Кроме того, выполнять обработку можно по толщине, по плоскости либо
www.odinshag.ru
Рейсмусовый станок своими руками | Строительный портал
Часто мастера, которые любят работать с деревом, или хозяева дачных домиков, сталкиваются с необходимостью строгания множества досок, чтобы придать им визуальной привлекательности. Нужно выровнять толщину материала, вывести размеры досок и щитов, получить гладкую поверхность заготовок, из которых впоследствии предстоит смастерить мебель, или использовать их для отделки пола или помещения. Решением проблемы может стать покупка рейсмуса или изготовление рейсмусового станка своими руками, ведь аппарат с автоматической подачей заготовок и ножевыми валами из быстрорежущей стали значительно ускоряет и облегчает процесс строгания древесины.
Предназначение рейсмусового станка
Рейсмусовые станки предназначаются для плоскостного строгания заготовок - щитов, брусков и досок по толщине в заданный размер, поэтому и являются основными на деревообрабатывающих предприятиях. К тому же рейсмусы имеются практически у каждого столяра. Главное назначение рейсмусовых станков состоит в равномерном обслуживании досок и прочих деревянных изделий по всей площади и получении заготовок, что имеют равную толщину по всей ширине и длине.
Рейсмусы при использовании в строительстве за один проход способны обрабатывать в большом количестве широкие доски. В отличие от промышленных аппаратов, бытовые рейсмусы являются небольшими по размерам и намного легче, что облегчает их транспортировку. К тому же современные модели имеют облегченную систему смены рабочих ножей и увеличенный контроль глубины резания, чтобы точно выверивать толщину снимаемой стружки.
Как правило, перед проведением данной процедуры деревянные поверхности подвергают предварительной обработке на фуговальном станке. Для нестандартных разновидностей материала (полимеры, мягкие пластики, утеплители на вспененной основе) предназначаются рейсмусовые станки с обрезиненными металлическими подающими вальцами, которые не способны портить поверхности заготовок.

Секционные подающие вальцы, которыми оснащено деревообрабатывающее оборудование, позволяют на входе в станок одновременно подавать разнотолщинные заготовки. Рейсмусовый станок является одним из важных установок в плотницком деле и строительстве, а также в мебельной промышленности, позволяя изготовить точные планки для гарнитуров из древесины или рейки для обшивки кухни.
На самодельном рейсмусовом станке нельзя строгать очень тонкие заготовки, потому что возникают вибрации, что сказываются на качестве обрабатываемой поверхности. Наименьшая длина обрабатываемой заготовки должна на 100 миллиметров быть большей расстояния от переднего до заднего подающего валка. При возникновении необходимости фрезеровать более короткий материал, то его нужно надежно закреплять на основании. С помощью соответствующих приспособлений на рейсмусовых станках получится обработать даже клинообразные заготовки и выровнять непараллельные плоскости.
Глубина пропила показывает срез рейсмуса за один проход: этот показатель колеблется в пределах 1 - 3 миллиметров, зависимо от ширины материала. Ширина заготовки характеризует возможности обработки изделий, что имеют определенный размер: оптимальное решение – 30 - 330 миллиметров. На производительность работы влияет мощность станка. Для частных мастерских подходит рейсмусовый станок в 1,9 кВт. Аппараты, мощность которых выше 1,8 кВт, пригодятся для строгания твердых пород древесины – ели, бука, груши, вяза, ясеня.
Конструкция рейсмусового станка
Рейсмусовым станком называют специальное устройство, которое относится к категории деревообрабатывающих станков, которые успешно справляются с плоскостным, объемным и профильным фрезерованием прямо- и криволинейных заготовок, выполненных из массивного дерева.
По конструкции различают:
- Односторонние рейсмусовые станки, на которых производится строгание только с верхней стороны;
- Двухсторонние рейсмусовые станки, где строгаются одновременно две противоположные стороны – нижняя и верхняя;
- Специальные рейсмусы – трех-, четырех- и много-ножевые.
Наибольшее распространение получили односторонние рейсмусовые станки, которые являются более простыми по конструкции и соответственно в эксплуатации. Их устройство мы сегодня и будем рассматривать.
Стол рейсмусового станка в отличие от фуговального станка кроется из одной сплошной плиты, что точно выстрогана и отшлифована, а также он не имеет в своей конструкции направляющей линейки. Кроме горизонтального стола, на котором регулируется толщина снимаемого слоя, рейсмус состоит из таких основных элементов, как специальная фреза, что представлена несколькими отдельными ножами и системы автоматической подачи деревянной заготовки по роликовым направляющим.

Станина для рейсмусового станка чугунная, пустотелая, цельнолитая, на ней крепят все детали и механизмы станка. Опорным столиком может служить металлический уголок размерами 100 на 100 миллиметров и длиной не меньше 1000 миллиметров. Эта длина объясняется мерами безопасности. Опорный столик навешивают на технологические уголки станка, крепят с одной стороны болтами, с другой – струбцинами. По высоте стол можно перемещать по направляющим салазкам с помощью подъемного механизма.
Над столом размещен ножевой вал. Механизм подачи заготовки представлен двумя парами валиков. Первая из них располагается перед ножевым валом, другая - за валом. Нижние валики устанавливают точно под верхними. Вращаются верхние валики от электрического двигателя через зубчатую передачу, поэтому они называются приводными, питающими или подающими. Нижние валики устанавливаются свободно и приводятся во вращение подаваемым материалом. Эти валики – поддерживающие или направляющие. В двусторонних рейсмусовых станках ножевые валы располагаются в столе и над рабочим столом.
Назначение нижних валиков состоит в облегчении подачи на ножи материала, они выступают над поверхностью рабочего стола на 0,2-0,3 миллиметра. Строгаемый материал при более высоком расположении нижних вальцев вибрирует от ударов ножей, тонкий будет прогибаться, и строгание получится неровным. Передний верхний валик принято делать рифленым для лучшего сцепления с нестроганой поверхностью заготовки. Такой валик устанавливается на 2-3 миллиметра ниже поверхности материала, что подается на ножи.

Верхний задний валик необходимо делать гладким, потому что рифление способно портить строганную поверхность дерева. Размещают его ниже на 1 миллиметр режущих кромок ножей. Валики механизма подачи располагаются параллельно, поэтому в рейсмусовый станок одновременно можно подавать исключительно детали одинаковой толщины. Изделия меньшей толщины, даже на 2-3 миллиметра, дойдя до ножевого вала, получат сильный удар в торец ножом и вылетят обратно.
Для одновременного строгания пиломатериалов, что имеют разную толщину, в схему рейсмусового станка вводят рифленый валец секционный, что позволяет применять всю ширину станка и резко увеличивать его производительность. Состоит секционный валик из 12 рифленых колец, которые насажены на общую ось и соединены с ней пружинами. При прохождении под валиком изделия, толщина которого больше толщины других, что одновременно обрабатываются, секции, что надавливают на него, смещаются кверху и сохраняют сцепление с материалом под действием пружин.
Перед подобным рифленым валиком располагаются подвески, предназначение которых кроется в том, чтобы не допустить обратного вылета детали из станка. Сверху ножевой вал закрыт подъемным массивным колпаком, который служит надежным ограждением и является качественным приспособлением, что направляет стружку в воронку эксгаустера. Помимо этого, колпак совершает подпор волокон при строгании, нижняя его кромка для этого подведена к самым ножам.
Сменные ножи вы можете увеличить от двух до четырех. В качестве инструмента кроме фрезы можно применять гладкий барабан, что обтянут шлифовальной шкуркой. Выточить барабан получится из термостойкого пластика, алюминия или твердой древесины. Подходящие размеры: диаметр 80 миллиметров, длина 100 миллиметров. На одном из торцов делают проточку под гайку с шайбой. На боковой поверхности для прикрепления шкурки прорезан продольный паз, что имеет трапециевидную форму, под прижимную планку аналогичной формы. Просверливают в планке три отверстия для винтов с потайными головками.
Подача проводится верхними вальцами - задним гладким и передним рифленым. Два гладких вальца, которые свободно вращаются в подшипниках, способны уменьшать трение при движении по столу материала. Типовая максимальная ширина обрабатываемого изделия 315 - 1250 миллиметров, толщина - 5 - 160 миллиметров, диаметр ножевого вала 100 - 165 миллиметров, имеется на валу 2 - 4 ножа. Мощность электрического мотора достигает 1 - 44 кВт.
Чем быстрее будут вращаться валовые ножи, тем чище и ровнее получается поверхность заготовок после строгания. Выбирать для использования можно аппараты со скоростью вращения 6 - 10 тысяч оборотов в минуту. Вес, устройство рейсмусового станка, а также компактность рейсмуса характеризуют напрямую возможность перемещения оборудования. Компактные станки, что имеют вес 27 - 39 килограммов, являются самым хорошим выбором.
При определенном расстоянии рабочего стола от ножевого вала строгают заготовку в размер, который показан на шкале, укрепленной на станине станка. Прижимы устанавливают по двум сторонам ножевого вала, они способны предотвратить вибрацию заготовок. Стружколоматель, что расположен перед ножевым валом, способствует надламыванию стружки и заготовку прижимает к столу, образуя полость для накопления стружек вместе с прижимом.
Принцип работы рейсмусового станка
В принцип работы рейсмуса заложена методика плоского строгания доски. Главным рабочим инструментом у рейсмусового станка является ножевой вал. Заготовки для обработки подаются на горизонтальный рабочий стол вручную или вальцами, которые прижимают их к столу и тянут в область обработки. Материал строгается сверху ножами, и в результате получаются детали, абсолютно идентичные по размеру. Многие рейсмусовые станки имеют автоматическую систему подачи заготовок с определенной скоростью, чтобы аккуратно и точно снимать необходимый слой.
Можно приобрести односторонний или двусторонний рейсмус. У первых рейсмусовых станках присутствует один ножевой вал, в двусторонних есть ещё и дополнительный ножевой вал на рабочем столе. Перед обработкой деталей рейсмусом они должны быть уже подструганными в фуговальном станке. По конструкции, в принципе два станка очень схожи между собой. Зачастую двусторонний рейсмус и фуганку комбинируют в один механизм. Такое оборудование имеет два стола – для фуганка сверху и для рейсмуса снизу.
Обычно на рейсмусовом станке строгают заготовки длиной чуть больше расстояния, что сформировалось между подающими вальцами, как на видео о рейсмусовом станке. В случае использования подкладных шаблонов (цулаги) можно строгать на рейсмусовом станке заготовки (щиты, бруски, доски) с непараллельными противоположными гранями. Поверхность данного шаблона должна наклоняется таким способом, чтобы при процедуре горизонтального строгания изделий можно было получить нужную конусность.
В некоторых моделях рейсмусовых станков для удобства производителями увеличена длина стола. Поэтому брус или имеют значительную площадь опоры, а изделия обрабатываются точнее. Чтобы заготовка по столу оптимально скользила, в них делают специальные канавки, уменьшающие силу трения. Подобные модели раньше использовались преимущественно на производстве, а сегодня эти принципы широко внедряются и в бытовые рейсмусовые аппараты.
Одним из основных преимуществ рейсмусового станка выступает высокое качество обработанных поверхностей. Толщина получаемых деталей задается с помощью подъемного механизма, когда стол перемещается по отношению к ножевому валу вверх. Но стоит учитывать то, что при высокой скорости резания заготовок и большой глубине резания ухудшается качество обработанной поверхности. Поэтому чтобы добиться гладкой поверхности, необходимо делать финишные проходы при малой глубине и небольшой скорости вращения ножевого вала, если станком предусмотрена регулировка.
Рейсмусовый станок является одним из наиболее высокопроизводительных деревообрабатывающих станков. Стоит один раз настроить размеры обрабатываемой заготовки с помощью линейки и подъемника, и вся партия изделий будет одинаковой, в пределе допустимого показателя. На рейсмусовых станках вы можете обрабатывать детали с шириной до 1250 миллиметров и с толщиной 5 - 160 миллиметров, кроме специальных станков, предназначенных для определенных работ.
Изготовление рейсмусового станка
Все хозяева, которые сталкиваются с изготовлением строительной столярки, вагонки и мебели из древесины, пришли к выводу о необходимости иметь в своем пользовании хотя бы самый примитивный рейсмус. Без такой установки крайне сложно получить откалиброванные заготовки по толщине заготовки, кроме того процедура займет кучу времени. Не всем по карману купить оборудование промышленного изготовления, цены рейсмусовых станков «кусаются», поэтому умельцы приходят к решению своими руками изготовить установку.
Перед тем, как приступить к изготовлению рейсмусового станка, стоит изучить процесс использования и хранения рейсмуса. Миниатюрные станки много места не требуют. Конструкция должна располагаться таким способом, чтобы её получалось обойти вокруг для удобного произведения подачи материала. Подобную технику вы можете установить перед гаражом или домом: главное, чтобы поверхность под станком была ровной для избегания возникновения вибраций. Габариты рейсмуса зачастую не больше метра в ширину и толщину, поэтому оборудование легко сможет поместиться в сарае или гараже.
Для домашнего создания предлагается следующая конструкция. Рама и рабочий стол станка являются сварными, выполненными из уголка 50 на 50 миллиметров и квадратной трубы 40 на 40 миллиметров, можно использовать и материал больших размеров. Помните, что излишняя массивность только увеличивает устойчивость рейсмусового станка и уменьшает вибрации, возникающие при работе. Для изготовления станка необходимы: токарный и сверлильный станки, болгарка, сварочный аппарат и дрель.
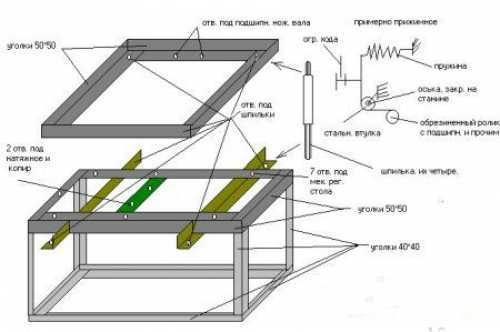
Следующим обязательным элементом конструкции выступает ножевой вал. Его желательно приобрести готовым с буксами, потому что самодельные валы абсолютно не всегда являются хорошо сбалансированными. В варианте, что приведён нами, использовался трехсотмиллиметровый вал с тремя ножами. Шкивы двигателя и вала следует взять ступенчатые, для выбора оптимальных оборотов вала, в границах 4000-7000 оборотов в минуту.
Для подобного размера вала вполне подходит асинхронный мотор, что имеет мощность 4-5 кВт, нет надобности использовать шкивы большего размера, кроме того двигатель подобной мощности вполне запускается от одной фазы известными способами. Прижимные ролики рекомендуется выточить или использовать готовые из выжимки старых советских стиральных машин. Рама роликов – сварная, крепят её с одной стороны на подпружиненных болтах, с другой - для крепления используется кусок рулевой тяги от «Москвича». Опыт показывает, что неплохо два таких крепления применить на один ролик.
Стол согласно чертежу рейсмусового стола устанавливается на регулировочных болтах. Болты для избегания потребности регулировки каждого оснащены приваренными велосипедными звездочками, что соединены цепью. Пружины возьмите с клапанов мотора грузовика. К сожалению, в данном рейсмусовом станке предусмотрена ручная подача заготовок. В перспективе при наличии желания можно применить механическую.

До начала работы необходимо проверить правильность расположения ножей, а также остроту их заточки. Помните, что огражденным должен быть ножевой вал. Не допускается обработка заготовки длиной меньше расстояния между задними и передними валами. Запрещается чистить, ремонтировать и налаживать рейсмусовый станок на ходу.
Подавать заготовки необходимо торец в торец, используя при этом всю ширину стола. Помните, что материал после обработки не должен иметь вырывов, заколов, а также рисок. Ворсистость и мшистость получаются при обработке сырого материала или строгании тупыми ножами, непрострожка наблюдается при неплотном прижатии заготовки валиками к столу, неодинаковой толщине заготовки и неодинаковом выступе лезвий ножей из вала.
Наладка рейсмусового станка
Рейсмусовые станки перед работой должны быть тщательно налажены. Любая неточность наладки спровоцирует дефекты обработки или приведет к уменьшению производительности станка. Чаще всего наблюдаются такие упущения в наладке рейсмусов:
- Перекос на рабочем столе. Строгаемая поверхность не будет получаться параллельной фугованной стороне.
- Рифленый валик располагается очень низко и нажимает слишком сильно на поверхность деталей при малой глубине строгания. Строганные поверхности получаются с поперечными вмятинами.
- Нижние валики подачи размещаются над уровнем стола выше, чем нужно, на 0,1-0,2 миллиметра. Вследствие этого имеет место вибрация обрабатываемого изделия под ударами ножей, а более тонкие детали прогибаются. Строгание выходит непрямолинейным и не таким гладким, концы изделий больше прострагиваются.
- Задняя нажимная колодка на обрабатываемую деталь давит. По этой причине изделие при выходе из передних подающих валиков благодаря уменьшению силы подачи останавливается. Так как ножи будут продолжать вращаться, строгается на поверхности детали одно место, и в итоге здесь возникает во всю ширину строгания желобок.Вообще желобки формируются при всякой, даже наиболее короткой остановке изделия. Остановки часто случаются во время, когда детали поступают в задние валики. Это случается при очень низком размещении верхнего заднего валика и при его слишком большом нажиме на материал. Причинами кратковременной задержки или остановки детали бывает также недостаточный нажим на изделие подающих валиков, чрезмерно высокое расположение нижних валиков, сильное загрязнение стола при обработке сосновых деталей смолой.
- Стружка попадает под задний гладкий валик из-за неправильного монтажа накидного козырька или неисправностей эксгаустера. По этим причинам на строганной поверхности возникают вмятины, иногда задержка детали.

Поэтому при наладке рейсмусового станка следует помнить, что при значительном заполнении стола, к примеру, при строгании широкого щи¬та или одновременной подаче изделий во всю ширину рабочего стола, повышенным должно быть давление подающих вальцов, потому что в этих случаях сопротивление резанию сильно увеличивается. При строгании узких деталей или при небольшом заполнении стола нужно уменьшить давление подающих вальцов, чтобы избежать смятия дерева.
К наиболее распространенным в деревообрабатывающем деле относятся фуговальные, фрезерные, строгальные и рейсмусовые станки, которые предназначаются для плоскостного, объемного и профильного фрезерования прямо- и криволинейных заготовок из массивного дерева и древесных материалов, для нарезания проушин и шипов в брусках дверных коробок и оконных блоков. Если вы планируете заниматься только плоскостным строганием, то вам стоит отдать предпочтение рейсмусу. Вы можете приобрести этот станок в торговой точке или собрать своими руками, используя информацию, представленную на нашем сайте, и нашу пошаговую инструкцию.
Рейсмусовые станки часто используют во время выполнения строительных работ. По сути, такое оборудование представляет собой усовершенствованный вариант карандаша и линейки . При желании рейсмус можно сделать своими руками из обычного электрорубанка. Для этого достаточно иметь базовые навыки и немного терпения.
Назначение рейсмуса
Рейсмусовый станок представляет собой инструмент, позволяющий выполнять точные линии практически на любых поверхностях. При этом удастся избежать большинства ошибок, которые наблюдаются при применении линейки и карандаша. Даже если сделать рейсмусовый станок своими руками из подручных материалов, получится избежать неровных или обрывистых линий. Точность инструмента составит 100%, ведь здесь предусмотрено очень острое лезвие.
Рейсмус действительно актуален во время масштабного строительства, ведь он позволяет обрабатывать своими руками огромное количество досок разной ширины. Стоит отметить, что у современных станков смена ножа осуществляется более просто, а значит, удастся снимать стружку определенных размеров. Этому способствует и наличие контроля глубины нарезки.
Важно учитывать тот факт, что древесину нужно предварительно обработать на фуговальном станке . Если же планируется работа с полимерами, утеплителями и пластиком, то подойдут только те рейсмусы, у которых подающие вальцы покрыты слоем резины.
Подобное оборудование незаменимо в плотницком деле и мебельной промышленности. Однако стоит помнить, что при условии сооружения рейсмусового станка своими руками вряд ли удастся обработать тонкие заготовки, ведь качество поверхности может ухудшиться из-за возникающей вибрации.
Подготовка к изготовлению станка
Перед сооружением станка из электрорубанка стоит определиться с размерами деталей, которые впоследствии будут подвергаться обработке. Это поможет выбрать необходимую ширину корпуса устройства, габариты всех направляющих, а также длину шпильки.
При разработке чертежа следует убедиться в наличии всех основных составляющих :
- фиксаторы;
- штанга;
- лезвие, то есть шпилька;
- колодки.
Особое внимание стоит уделить расположению шпильки , поскольку именно она отвечает за движения электрорубанка. Соответственно, устанавливать этот элемент в центральной части корпуса не стоит. Чтобы обеспечить прочную фиксацию и удобство применения станка, важно поставить шпильку между двумя ручками. Помимо этого, стоит убедиться в подвижности данной детали. Достаточно расположить подшипник качения вверху, а ближе к середине приварить гайку. Подобная фиксация позволит точно отрегулировать высоту шпильки.
Чтобы изготовить конструкцию из электрорубанка своими руками, стоит подготовить деревянные бруски, выполняющие функцию направляющих, и листы фанеры. Особое внимание важно уделить проектированию нижней плоскости. Добиться ровных линий можно лишь при условии, что обрабатываемое изделие передвигается параллельно острым лезвиям.
Создание устройства своими руками
Изготовление конструкции из электрорубанка выполняется в строгой последовательности с учетом заранее подготовленного чертежа:
Если выполнить все действия правильно, то рейсмус позволит получить в итоге идеально ровную поверхность. При этом важно очень аккуратно давить на заготовку, иначе устройство может выйти из строя.
ЧТО ЭТО ДЕЛАЕТ? Издательская группа Harmonia 9000 1
Настройки файлов cookie
Здесь вы можете определить свои предпочтения в отношении использования нами файлов cookie.Требуется для работы страницы
Эти файлы cookie необходимы для работы нашего веб-сайта, поэтому вы не можете их отключить.
Функциональный
Эти файлы позволяют использовать другие функции веб-сайта (кроме необходимых для его работы).Их включение предоставит вам доступ ко всем функциям веб-сайта.
Аналитический
Эти файлы позволяют нам анализировать наш интернет-магазин, что может способствовать его лучшему функционированию и адаптации к потребностям пользователей.
Продавцы аналитического программного обеспечения
Эти файлы используются поставщиком программного обеспечения, под управлением которого работает наш магазин.Они не объединяются с другими данными, введенными вами в магазине. Цель сбора этих файлов - выполнить анализ, который будет способствовать развитию программного обеспечения. Вы можете узнать больше об этом в политике Shoper в отношении файлов cookie.
Маркетинг
Благодаря этим файлам мы можем проводить маркетинговую деятельность.
.90 000 Брюс Дикинсон. Для чего эта кнопка? Автобиография - Дикинсон БрюсСпасибо за добавление
отзываПоделиться в Facebook
Только что просмотрел Брюс Дикинсон. Для чего эта кнопка? Автобиография 9000 3 Воспоминания о певице легендарной Iron Maiden. Это настоящий Брюс Дикинсон - бизнесмен, икона хэви-метала. ВНИМАНИЕ! Может содержать фрагменты хэви-метала Вверх по утюгу! Пристегнись - капитан ...
Когда Брюс Дикинсон начал писать свою автобиографию, он решил: «Никаких рождений, браков и разводов - ни моих, ни чьих-либо еще».Как он решил, так и сделал. В «Для чего эта кнопка?» Так что вы не будете знать ни его жену, ни детей, ни упоминания о личной жизни Брюса, ни кого-либо из участников группы Iron Maiden. Разочарованный? Без надобности. Брюс Дикинсон - гость такого уровня, и поэтому не даст вам заскучать ни на одной странице своей автобиографии. Вы понесете его в необыкновенное путешествие - от крещения, через тяжелое детство, школьные приключения, музыкальные начинания, до встречи с лидером Iron Maiden, посещения лагеря Освенцим, сольной карьеры и борьбы с раком.Книга написана в хронологическом порядке, но время определяется не датами (которые вы здесь вряд ли найдете), а последующими альбомами или концертными турами. Сначала это выглядит немного хаотично, но как только вы овладеете этим ритмом (с которым у экспертов по дискографии Iron Maiden не должно возникнуть проблем), история Брюса течет гладко, как Ed Force One в небесах. С Брюсом вы путешествуете по половине света, хотя почти ни в одном из них не задержитесь надолго. Это жизнь рокера - тур, сцена, студия звукозаписи, паб, тур, сцена, паб и т. Д.Пиво в руке, иногда завихрение во рту, и так оно съеживалось ... Однако, читая этот рассказ, у вас точно перехватит дыхание. Потому что, хотя это история о сумасшедшей жизни хэви-металлиста, она рассказана зрелым и опытным парнем, создавая атмосферу спокойной, приглушенной, фокусной баллады. Баллада сыграна непринужденно, без лишнего вникания в детали, без осуждения людей, с юмором, по-домашнему, просто по-человечески. И для людей. Читатели в "Для чего эта кнопка?" В первую очередь они будут искать закулисную изюминку и детали, связанные с созданием отдельных альбомов Iron Maiden, им придется довольствоваться вкусом.Это не железная история. Это жизнь Брюса Дикинсона - не только фронтмена, но и фехтовальщика, пилота, сценариста, пивовара, радиоведущего. Группа, конечно, очень важна, но это жизненный фон человека, который хочет рассказать нам о себе гораздо больше, чем то, что можно увидеть сквозь призму музыкального конверта. «Встретимся как мужчина», - кажется, Брюс говорит нам. - Познакомьтесь с моим «театром мыслей», моими увлечениями, моими мечтами, встаньте рядом со мной на сцене, войдите в студию звукозаписи, займите место второго пилота, сядьте у моего костра и попробуйте мое пиво... Я принял приглашение Брюса и очень впечатлен его стилем письма и огромным количеством положительных эмоций, которые приносит эта книга. Потому что Брюс - его крестьянин и в таком виде фигурирует на страницах его автобиографии. Есть место и вам, присядьте, вместе попробуем разобраться, для чего эта кнопка. Эмоции гарантированы.
"Для чего эта кнопка? Автобиография ". - отличная книга, благодаря которой мы можем познакомиться с жизнью певца всемирно известной группы Iron Maiden.Как и в большинстве книг этого типа, и в этой, автор начинает с рассказа о своем детстве и школьных годах, которые, вопреки внешности, не являются скучными историями об обучении или времени, проведенном с семьей, что не многие люди могли бы понять. увлекающийся. Дикинсон посвятил немало страниц этому раннему этапу своей жизни, предшествующему его музыкальной карьере, который является одним из самых интересных моментов во всей его биографии. Этот раз отличался от того, что большинство из нас очень хорошо знает на собственном опыте, и позволяет читателю узнать, откуда взялись его конкретные интересы, которых, поверьте мне, у него много.Однако об этом можно узнать, углубившись в его дальнейшие воспоминания. По мере того, как страницы проходят, мы узнаем все больше и больше о Дикинсоне. Для преданных фанатов большая часть этой информации, вероятно, не новость, но для людей, которые не имели возможности погрузиться в историю группы и жизни ее отдельных участников и ограничились прослушиванием песен группы, следующая информация обязательно окажется чем-то интересным, что действительно стоит прочитать.Фактически, в мгновение ока истории о том, что произошло до того, как встал на путь музыки, заканчиваются. Мы быстро получаем более важную информацию о первых группах, в которые попал певец. О первом приобретенном оборудовании, необходимом для записи песен, что в то время было довольно сложной задачей, учитывая, что технология была не так развита, как сегодня. Есть также воспоминания о группах, которые стали источником вдохновения, а также о новых друзьях с людьми из музыкальной индустрии.Некоторые главы посвящены вопросам, не имеющим ничего общего с группой и их музыкальной карьерой, хотя действительно здорово получить ответ, почему он вообще начал петь и выбрал этот путь в своей жизни. В разделе «Для чего эта кнопка? Автобиография »мы получаем массу интересных воспоминаний о фехтовании, которое является одной из страстей Брюса Дикинсона. В других мы можем прочитать о том, как он стремился получить лицензию пилота, благодаря которой он мог начать работать в авиакомпаниях, летать между разными континентами, и почему он решил это сделать.Также есть упоминания о написании книг или сценариев фильмов. Потому что, конечно же, автор не только певец хэви-метал-группы и пилот авиалинии. Он разносторонне развит и без проблем использует свой талант на всех возможных уровнях. На мой взгляд, самые интересные моменты из всей книги - это те, которые сосредоточены на воспоминаниях о моем пребывании в Сараево или Нью-Йорке в день терактов, произошедших 11 сентября. Кроме того, автор также рассказывает о моменте, когда он узнал о серьезном заболевании, и посвящает большое количество страниц тому, чтобы представить читателю время, в которое он боролся с болезнью, стремясь преодолеть ее.В целом, Дикинсон проделал огромную работу по написанию этой книги и размещению большого количества описаний, которые в значительной степени стимулируют воображение и позволяют визуализировать определенные места и ситуации в вашей голове, что придает этой книге характер, который в совокупности с отличным, хотя и небрежным стилем письма, создает единое целое, которое быстро и действительно приятно читать. Выбирая это название, читатель может рассчитывать найти множество интересных фактов, анекдотов и забавных комментариев в британском стиле к различным ситуациям.Важно отметить, что автор находится на значительном расстоянии от самого себя, но также и от того, с чем он сталкивался на протяжении всей своей жизни. Лично мне понравилось то, что в книге не было места для обсуждения вопросов, связанных с браком, разводом или другими вопросами, которые, однако, являются личными делами, которые не должны обсуждаться публично. Я хотел прочитать книгу о музыкальной карьере и других интересных событиях, в которых участвовал Дикинсон, и я тоже получил одну.И всем, кто хочет потратить время на интересную, хорошо написанную биографию, я могу с чистой совестью порекомендовать это название, даже если им не нравится именно этот музыкальный жанр.
Больше отзывов Больше отзывов .Для чего нужна слюна? Состав и свойства
Никто больше не задумывается о том, из-за чего у нас слюнки текут. Есть ли у этого функция или это просто усложняет жизнь, особенно в кабинете стоматолога. В свободное время наш организм производит от 0,5 до 1 л слюны! Так для чего это нужно? У него необычайное количество задач.
Слюна состоит из таких соединений, как муцины, амилаза слюны, опиофин, лактоферрины, альбумин, антитела IgA и многие другие вещества, которые делают слюну такой уникальной и разнообразной во всем мире.Муцины отвечают за формирование пищевого укуса, благодаря которому мы можем легко проглотить фрагментированные кусочки пищи. Амилаза слюны предварительно переваривает сахара. Интересно, что наша слюна также содержит опиофин, обладающий обезболивающим действием! У нас также есть ингредиенты, которые защищают нас от бактерий, вирусов и грибков. Но это еще не единственные функции, которые он выполняет в нашем организме.
Слюна защищает не только слизистую оболочку, но и зубы. В виде? Благодаря слюнным буферам. Это что? Чтобы понять, как работают удивительные буферы, нам нужно коснуться темы pH слюны.И что же такое загадочный pH? Это количественная шкала кислотности и щелочности водных растворов химических соединений. Значение pH от 0 до 7 указывает на кислотность раствора, 7 - нейтральный раствор и все, что выше, до 14 основных. Физиологический pH слюны колеблется от 6 до 7. Это означает, что он колеблется вокруг нейтрального раствора. В тот момент, когда мы едим пищу, особенно сладкий pH во рту резко падает, что показано кривой Стефана. Именно здесь в игру вступают слюнные буферы.Они действуют как охранники. Они делают все, что в их силах, чтобы гарантировать, что pH не упадет ниже критического уровня для эмали, который составляет 5,5 для гидроксиапатитов и 4,5 для фторапатитов, и когда это неизбежно, они усердно работают, чтобы поднять наш pH и, наконец, довести его до pH. вывод. Знание этого цикла чрезвычайно важно для ежедневной гигиены полости рта.
Помните, что чистить зубы можно только примерно через 20 минут после последнего приема пищи, вот почему. Нам нужно дать буферам время, чтобы вернуть во рту правильный pH.Более подробную информацию о правильной чистке зубов можно найти здесь: http://www.allecoudent.pl/aktualnosci/121-jak-myc-zeby.
Обычная проблема, с которой мы сталкиваемся каждый день, - это слишком много или слишком мало слюны. Как уменьшить слюноотделение? Существуют фармакологические и хирургические методы лечения для уменьшения слюноотделения, но это рекомендуется только тогда, когда количество слюны мешает нормальному функционированию человека. При сиалопенни (уменьшение слюноотделения) или ксеростомии (без образования слюны) важно регулярно орошать слизистые оболочки, использовать искусственную слюну, а также находить и устранять причину этого состояния.Слюна также является резервуаром необходимых ионов фтора, кальция и магния, которые укрепляют наши зубы и десны. Итак, давайте ценим силу и уникальность слюны каждый день, относясь к ней как к нашему союзнику в борьбе за лучшую и здоровую улыбку.
Библиография:
1. З. Янчук, У. Качмарек, М. Липски; «Консервативная стоматология с эндодонтией. Клинический план ". PZWL, Варшава, 2015. С. 201-207. 2. Д. Пёнтковска; Современная кариология. Клиническое лечение », Мед.Tour Press International Sp. зоопарк. 2009. С. 95-106
.
Для чего нужна материнская плата? Конструкция и функции материнской платы
Конструкция материнской платы - как она выглядит?
Конструкция материнской платы довольно сложная. Знание технической архитектуры не обязательно для использования компьютера, хотя, если вы планируете самостоятельное обслуживание и расширение устройства, стоит знать отдельные компоненты компонента. Для упрощения можно предположить, что материнская плата представляет собой интегральную схему. Это правда, что большинство компонентов компьютера можно разобрать и переустановить, но есть и комплексные решения.Каждая материнская плата состоит из мостов. В зависимости от модели он может быть одинарным или двойным. Северный мост отвечает за мониторинг и обслуживание оперативной памяти, а также процессора. Он оснащен различными разъемами, которые используются для крепления отдельных компонентов. Их тип важен из-за необходимости соответствовать остальной части компьютера и гарантировать максимально возможную пропускную способность.
Южный мост, с другой стороны, отвечает за все остальное, что вы подключаете к своему компьютеру.К ним относятся диски, сетевые карты и USB-разъемы. Для менее сложных конструкций мостов такого типа не существует. Если на варочной панели есть и то, и другое, они соединены друг с другом. Современные модели объединяют их в один элемент.
При выборе материнской платы следует обращать внимание на ее формат. В настоящее время доступно по крайней мере несколько типов, которые различаются способом сборки компонентов, используемыми компонентами и производительностью. В настоящее время наиболее распространенным форматом является ATX.Это решение было предложено брендом Intel. Существуют также меньшие версии, которые можно использовать с компьютерами меньшего размера. Его преемником должен был стать формат BTX, но он не прижился на рынке. Intel прекратила разработку этого дизайна, и сейчас нет никаких признаков его возвращения. Классическим форматом материнской платы, безусловно, является LPX. Он был представлен более 30 лет назад. Конструкция NLX разработана таким образом, чтобы облегчить установку (и удаление) компонентов компьютера. Это очень хорошее решение для людей, которым важна простая, безотказная и самостоятельная работа оборудования.
Другие важные части материнской платы
Вы знаете, для чего предназначена материнская плата, но вы можете не знать всех ключевых частей компонента. Выбирая для себя модель, обратите внимание на процессорный сокет. Неправильный выбор помешает установке вашего процессора. Самыми популярными сокетами являются Socket AM4 и LGA 1200. Также обратите внимание на слот для встроенной памяти. Хотя в подавляющем большинстве случаев платы адаптированы под стандарт DDR4, перед оформлением заказа стоит проверить этот факт.Также проверьте тип набора микросхем. Они делятся на решения Intel или AMD.
Если вы планируете установить большой объем оперативной памяти, проверьте способность платы обрабатывать оперативную память. В нашем предложении уже есть модели с объемом памяти до 256 гигабайт! Если вы ищете компакт-диск в интернет-магазине Media Expert, в вашем распоряжении также есть фильтр, который позволяет быстро найти продукты, предназначенные для плееров.
.Smartwatch - что это и для чего?
Для чего нужны умные часы?
Использование умных часов во многом зависит от пользователя, а также от модели, которую вы в конечном итоге выберете. В предложении несколько сотен разных часов. Некоторые из них созданы для спортсменов, другие - для очень активных людей. Однако все они имеют возможность интеграции с мобильным устройством, без которого никто из нас не выходит из дома.Именно благодаря смартфонам можно в полной мере использовать возможности умных часов. Часы выпускаются многими производителями, в том числе лидерами электронной промышленности. Речь идет о таких брендах, как Samsung, Apple, Garmin или Huawei. Родителей также может заинтересовать предложение умных часов для детей. Такие модели позволяют, помимо прочего, отслеживать местонахождение ребенка. Это очень важно с точки зрения безопасности, например, при возвращении из школы или по дороге на занятия.
Не забывайте всегда выбирать умные часы с точки зрения функциональности, которая вам нужна ежедневно. Например, часы могут отслеживать ваши тренировки. Выберите соответствующую дисциплину в приложении и приступайте к тренировке. Более того, некоторые модели также могут управлять тренировкой, например, используя интервалы. Текущий анализ вашего пульса позволяет регулировать интенсивность занятий. Часы оснащены рядом датчиков, которые позволяют анализировать и сохранять результаты тренировок в специальных мобильных приложениях.Важно отметить, что умные часы также могут анализировать ваш отдых, который так же важен, как и физическая активность. Достаточный сон обеспечивает правильную регенерацию, что помогает улучшить физическую форму и форму тела.
Умные часы, оснащенные пульсоксиметром, также могут измерять количество кислорода в крови. Такая функция очень популярна в связи с распространением коронавируса по всему миру. Также есть возможность анализировать стресс в течение дня. Как видите, такие устройства действительно позволяют человеку понять, что происходит в его организме.
Кроме того, умные часы - отличное устройство. Подключенные к смартфону, они могут, среди прочего, отображать уведомления с телефона. Сюда входят социальные сети, звонки, текстовые сообщения и многое другое. Некоторые часы также позволяют принимать и совершать звонки! Такие умные часы имеют слот для SIM-карты, благодаря чему они не зависят от смартфона и имеют собственное подключение к сети. Часы также могут иметь собственную встроенную память. Таким образом можно, например, слушать музыку или устанавливать приложение прямо на устройство.Просто удобство! Вместо того, чтобы брать смартфон на тренировку, вы можете подключить к часам наушники и транслировать любимую музыку через Bluetooth. Возможности умных часов растут с каждым годом. Флагманские модели оснащены все более совершенными компонентами. Сенсорные AMOLED-дисплеи уже не удивляют. Более того, часы можно использовать для бесконтактной оплаты и свободно персонализировать их.
.что это такое и для чего применяется - советы специалиста KOŁO
Хотя во многих странах он считается обязательным элементом сантехники, здесь он все еще встречается редко. Но это меняется. Биде все чаще устанавливают в новых ванных комнатах, поэтому стоит знать, как их устанавливать и как пользоваться биде.
Разрабатывая обустройство ванной комнаты, мы часто задаемся вопросом, какую ванну или душевую кабину, в каком стиле оформить интерьер или какие аксессуары выбрать для ванной.А может стоит задуматься, стоит ли и какое биде ставить в комнате?Для чего нужно биде в ванной?
Биде, чем-то напоминающее унитаз, обычно устанавливается рядом с унитазом. И это правильно, потому что функционально они тесно связаны. После посещения туалета биде используют для мытья интимных мест и освежения. Стоит помнить, что использования туалетной бумаги может быть недостаточно для поддержания высокой гигиены.
Унитаз с биде - отличный вариант, особенно для пожилых людей с ограниченными физическими возможностями.Этот раствор ценят и беременные женщины, которым следует соблюдать особую гигиену. А также люди, которые часто борются с интимными инфекциями, которые благодаря использованию биде легко могут позаботиться о чистоте. Владельцы биде очень ценят их, потому что при их использовании не требуется раздевание, чтобы удобно вымыть интимную зону после посещения туалета. Биде отличаются от унитаза тем, что в них нет сиденья. Это еще одно преимущество, потому что благодаря этому в них не накапливается столько бактерий, сколько в скорлупе.
Как пользоваться биде?
Биде по назначению следует устанавливать рядом с сиденьем унитаза. Унитаз-биде можно использовать как спереди, так и сзади от смесителя. Принято считать, что первый вариант более удобен, так как позволяет эффективно регулировать поток и температуру воды. Однако это не всегда так, поскольку у каждого пользователя свои предпочтения. Многое также зависит от подвижности человека и той части тела, которую мы хотим мыть.
Из чего состоит биде?
Чаще всего их изготавливают из сантехнической керамики. При выборе биде стоит обратиться к моделям из той же серии, что и сиденье для унитаза. Тогда мы можем быть уверены, что они соответствуют дизайну и характеристикам. На рынке доступны стоячие и подвесные биде, как и унитазы. Биде состоит из чаши и смесителя. Среди аксессуаров к биде есть специальные смесители со слегка загнутым вверх сливом или модели с подвижным концом.
Установка биде в ванную
В зависимости от типа водостока выбирайте напольный или подвесной вариант.Для свободного использования биде рекомендуется оставлять по 20 см свободного пространства с обеих сторон устройства. Для свободного доступа желательно оставить спереди не менее 60 см.
Размышляя о том, как установить биде, помните, что стоящие модели устанавливаются на подушку саморезами. Подвесные же, в свою очередь, требуют специальной подставки для биде, чтобы обеспечить ее устойчивость. Каждый из производителей обычно добавляет набор аксессуаров и инструкцию по установке биде.
.Пульсоксиметр- для чего он нужен и как работает? Чем полезен пульсоксиметр в борьбе с COVID-19?

Пульсоксиметр - это прибор, позволяющий измерять сатурацию крови. Его применяют у пациентов с заболеваниями органов дыхания и кровообращения, но он также оказывается чрезвычайно полезным в борьбе с COVID-19.
Что такое пульсоксиметр и как он работает?
Пульсоксиметр - это электронное устройство, которое используется для неинвазивного измерения сатурации крови, то есть ее насыщения кислородом.Он измеряет степень поглощения эритроцитами излучения разных длин волн:
- красного - 660 нанометров,
- инфракрасного - 940 нанометров.
Степень поглощения волны гемоглобином зависит от того, переносит он кислород или нет. По разнице поглощения излучаемого излучения гемоглобином с учетом константы поглощения оксиметр рассчитывает степень его насыщения кислородом. Результат указан в процентах.При измерении также используется пульсирующий сигнал, производимый артериальной кровью в пальце.
Какие бывают типы пульсоксиметров?
Пульсоксиметры бывают двух основных типов: пальчиковые и стационарные. Чтобы измерить пульсоксиметр на пальце, как следует из названия, его кладут на палец обследуемого человека. Это медицинское оборудование предназначено для использования вне помещений больницы, поэтому вы можете использовать его практически в любое время дома, на работе или в дороге.
В свою очередь, стационарный пульсоксиметр используется в основном в больницах, домах престарелых и других медицинских учреждениях. Чаще всего это устройство имеет больше функций, поэтому оно также позволяет вам измерять давление или дыхание или проверять положение внутриартериальной трубки. Важно отметить, что стационарный пульсоксиметр обычно кладут не только на палец, но и на мочку уха.
Когда необходимо проходить регулярное тестирование пульсоксиметра?
Пульсоксиметры используются в машинах скорой помощи, отделениях неотложной помощи, отделениях интенсивной терапии, во время операций, а также во время и после общей анестезии.Пульсоксиметры используются для измерения параметров пациентов всех возрастов - от новорожденных до пожилых, - а для маленьких детей это обычно браслет с датчиком, прикрепленным к запястью или стопе.
Регулярное тестирование пульсоксиметром следует проводить людям, которые подвержены риску низкого парциального давления кислорода в крови. Чаще всего это устройство применяется у пациентов с:
- заболеваниями дыхательной системы,
- сердечно-сосудистыми заболеваниями,
- гипертонией,
- сахарным диабетом,
- хроническими больными, требующими постоянного ухода.
- Пульсоксиметр можно также рекомендовать беременным женщинам, людям, работающим на большой высоте и профессионально занимающимся спортом.
Пульсоксиметр и COVID-19. Измерение сатурации при коронавирусной инфекции
Пульсовые оксиметры также использовались для контроля течения болезни COVID-19. У пациентов, инфицированных SARS-CoV-2, может развиться состояние, при котором они не чувствуют, что они гипоксичны, - это называется тихой гипоксией.Регулярные измерения пульсоксиметром позволяют быстро обнаружить возможные отклонения и соответствующим образом отреагировать - это, в свою очередь, позволяет избежать осложнений в результате гипоксии. Согласно сообщениям Минздрава, пульсоксиметры должны выдаваться людям с положительным тестом на наличие коронавируса, указанным семейными врачами, у которых заболевание протекает бессимптомно или слабо симптоматично.
Пульсоксиметр - эталоны сатурации крови
Правильным уровнем сатурации крови считается насыщение гемоглобина кислородом от 95% до 99%.Более низкий результат измерения может указывать на риск гипоксии из-за слишком низкого содержания кислорода в артериальной крови. При отсутствии в организме достаточного количества кислорода могут наступить необратимые изменения в работе многих органов и даже смерть.
Однако учтите, что насыщение крови кислородом может быть ниже, когда вы находитесь на больших высотах, поэтому диапазон калибровки оксиметров составляет от 70% до 100%. Кроме того, точность измерения может быть ниже у пациентов с повышенным уровнем карбоксигемоглобина, метгемоглобина или билирубина.
Могут ли результаты оксиметра быть ложными?
Иногда результаты теста пульсоксиметра ложны. Такая ситуация может возникнуть при спазме сосудов, например, из-за простуды. На результаты измерения также могут влиять подвижность испытуемого, татуировки на пальцах рук, искусственные ногти, темный лак на ногтях или другие красящие косметические средства. Результаты также могут быть ненадежными в ситуации, когда пациент подвергается воздействию сильных источников света, таких как фототерапия, хирургические или люминесцентные лампы.
Пульсоксиметр - цена
Цена оксиметра зависит в первую очередь от типа прибора. Доступные в аптеках пульсометры обычно дешевле стационарных. Пальцевой пульсоксиметр, позволяющий измерять сатурацию крови в домашних условиях, можно приобрести менее чем за 100 злотых. Средняя цена покупки пальцевого пульсоксиметра колеблется от 100 до 200 злотых, а более дорогие модели обычно стоят около 300-400 злотых.
Пульсоксиметры - это устройства, которые позволяют измерять сатурацию крови, то есть насыщение кислородом.Чаще всего их используют в больницах и других медицинских учреждениях для людей, страдающих респираторными и сердечно-сосудистыми заболеваниями, но в последнее время они все чаще используются в борьбе с COVID-19.
.








 Вызов дизайнера:
Вызов дизайнера:


Действующие акции

скидка для внимательных клиентов 7% от общей стоимости заказа.

