Салон штор в Санкт-Петербурге




Продольно фрезерные станки
6606 станок продольно-фрезерный трехшпиндельный. Паспорт, схемы, описание
Сведения о производителе продольно-фрезерного станка 6606
Производитель продольно-фрезерного станка 6606 - Горьковский завод фрезерных станков, ГЗФС, основанный в 1931 году.
Продукция Горьковского завода фрезерных станков ГЗФС
- 6Г605 станок продольно-фрезерный двухшпиндельный, 500 х 1600
- 6М12П станок консольно-фрезерный вертикальный, 320 х 1250
- 6М13П станок консольно-фрезерный вертикальный, 400 х 1600
- 6М82 станок консольно-фрезерный горизонтальный универсальный, 320 х 1250
- 6М82Г станок консольно-фрезерный горизонтальный, 320 х 1250
- 6М82Ш станок консольно-фрезерный широкоуниверсальный, 320 х 1250
- 6М83 станок консольно-фрезерный горизонтальный универсальный, 400 х 1600
- 6М83Г станок консольно-фрезерный горизонтальный, 400 х 1600
- 6М83Ш станок консольно-фрезерный горизонтальный, 400 х 1600
- 6Н12 станок консольно-фрезерный вертикальный, 320 х 1250
- 6Н13П станок консольно-фрезерный вертикальный, 400 х 1600
- 6Н82 станок консольно-фрезерный горизонтальный, 320 х 1250
- 6Н82Г станок консольно-фрезерный горизонтальный, 320 х 1250
- 6Р12, 6Р12Б станок консольно-фрезерный вертикальный, 320 х 1250
- 6Р13, 6Р13Б станок консольно-фрезерный вертикальный, 400 х 1600
- 6Р13Ф3 станок консольно-фрезерный вертикальный с ЧПУ, 400 х 1600
- 6Р82 станок консольно-фрезерный горизонтальный универсальный, 320 х 1250
- 6Р82Г станок консольно-фрезерный горизонтальный, 320 х 1250
- 6Р82Ш станок консольно-фрезерный широкоуниверсальный, 320 х 1250
- 6Р83 станок консольно-фрезерный горизонтальный универсальный, 400 х 1600
- 6Р83Г станок консольно-фрезерный горизонтальный, 400 х 1600
- 6Р83Ш станок широкоуниверсальный консольно-фрезерный, 400 х 1600
- 6Т12-1 станок консольно-фрезерный вертикальный, 320 х 1250
- 6Т12 станок вертикальный консольно-фрезерный вертикальный, 320 х 1250
- 6Т12Ф20 станок консольно-фрезерный вертикальный с ЧПУ, 320 х 1250
- 6Т13 станок консольно-фрезерный вертикальный, 400 х 1600
- 6Т13Ф20 станок консольно-фрезерный вертикальный с ЧПУ, 400 х 1600
- 6Т13Ф3 станок консольно-фрезерный вертикальный с ЧПУ, 400 х 1600
- 6Т82 станок консольно-фрезерный горизонтальный универсальный, 320 х 1250
- 6Т82-1 станок консольно-фрезерный горизонтальный универсальный, 320 х 1250
- 6Т82Г станок консольно-фрезерный горизонтальный, 320 х 1250
- 6Т82Ш станок консольно-фрезерный широкоуниверсальный, 320 х 1250
- 6Т83 станок консольно-фрезерный горизонтальный универсальный, 400 х 1600
- 6Т83-1 станок консольно-фрезерный горизонтальный универсальный, 400 х 1600
- 6Т83Г станок консольно-фрезерный горизонтальный универсальный, 400 х 1600
- 6Т83Ш станок консольно-фрезерный широкоуниверсальный, 400 х 1600
- 6605 станок продольно-фрезерный двухшпиндельный, 500 х 1600
- 6606 станок продольно-фрезерный трехшпиндельный, 630 х 2000
- ГФ2171 станок фрезерный вертикальный с ЧПУ и АСИ, 400 х 1600
6606 станок фрезерный продольный двухстоечный трехшпиндельный. Назначение, область применения
Продольно-фрезерный двухстоечный трехшпиндельный станок 6606 предназначен для обработки разнообразных деталей из чугуна, стали, труднообрабатываемых и легких сплавов в условиях единичного, мелко- и среднесерийного производства. На станке можно производить сверление отверстий, зенкерование и развертывание, а также выполнять несложные виды расточных работ по координатам.
На станке возможна обработка плоскостей торцовыми фрезами. Кроме того, на станке можно производить фрезерование плоскостей цилиндрическими фрезами, обработку пазов и уступов дисковыми фрезами, применять концевые, фасонные и угловые фрезы.
Принцип работы и особенности конструкции станка 6606
В конструкции станка 6606 предусмотрена защита от перегрузок.
Предохранительная муфта механизма подачи стола отрегулирована на передачу наибольшего крутящего момента 68 кгс-м, механизма подачи вертикальной шпиндельной бабки на передачу 18 кгс-м, механизма подачи горизонтальных шпиндельных бабок на передачу 30 кгс * м.
При перегрузке механизма подач предохранительная муфта пробуксовывает со стуком, слышимым на рабочем месте. В этом случае следует немедленно остановить станок и изменить режим резания.
Высокая степень автоматизации и механизации значительно повышает производительность станка.
Широкие диапазоны частот вращения шпинделя и рабочих подач, достаточная мощность и жесткость станка позволяют полностью попользовать возможности быстрорежущего и твердосплавного инструмента.
Фрезерный станок 6606 оснащен тремя горизонтальными ползунковыми шпиндельными бабками, имеющими осевую регулируемую подачу ползуна и высокую точность его перемещения. Привод перемещения ползуна осуществляется электродвигателем постоянного тока.
Крепление инструмента механизировано. В механизме крепления инструмента предусмотрены визуальный контроль зажима и электрическая блокировка на включение шпинделя.
Стол имеет два диапазона подач, выбор которых производится электромагнитными муфтами.
К станине крепятся вибрационные транспортеры уборки стружки и стружкоприемник.
Электроаппаратура станка 6606 размещается в отдельно стоящем шкафу. Отсчет перемещений узлов осуществляется с помощью устройства цифровой индикации по семи координатам. Органы управления станком расположены на подвесном пульте. В станке предусмотрен гидропривод для механизированного крепления деталей на столе. С целью расширения технологических возможностей станка возможна поставка за особую плату поворотной и угловой накладных головок.
Разработчик — Горьковское станкостроительное производственное объединение.
Класс точности станка Н по ГОСТ 8—77.
Точность обработки: плоскостность 0,025 мм на длине 1000 мм.
Станок 6606 входит в гамму продольных двухстоечных фрезерных станков, состоящую из четырех базовых станков с шириной рабочей поверхности стола 500, 630, 800 и 1000 мм.
Гамма продольных двухстоечных фрезерных станков, выпускаемых в СССР
Ширина рабочей поверхности стола базовых моделей: 500, 630, 800 и 1000 мм.
- 6605, 6605ф1, 6г605 - продольно-фрезерный 2-х шпиндельный, стол 500 х 1600 мм. (ЗФС г. Горький)
- 6606, 6606в, 6606ф1, 6г606, 6г606ф1 - 3-х шпиндельный, стол 630 х 2000 мм. (ЗФС г. Горький)
- 6г608, 6г608ф1 - продольно-фрезерный 3-х шпиндельный, стол 800 х 2500 мм. (ЗФС г. Горький)
- 6г610, 6г610ф1 - продольно-фрезерный 4-х шпиндельный, стол 1000 х 3150 мм. (ЗФС г. Горький)
- 6308 - продольно-фрезерный 2-х шпиндельный, стол 800 х 3000 мм. (МЗОР г. Минск)
- 6608 - продольно-фрезерный 3-х шпиндельный, стол 800 х 3000 мм. (МЗОР г. Минск)
- 6310 - продольно-фрезерный 2-х шпиндельный, стол 1000 х 4000 мм. (МЗОР г. Минск)
- 6610 - продольно-фрезерный 4-х шпиндельный, стол 1000 х 4000 мм. (МЗОР г. Минск)
Основные характеристики продольно-фрезерного станка 6606
Производитель: Горьковский завод фрезерных станков, ГЗФС. Начало производства - 1967 год
- Размеры рабочей поверхности стола - 630 х 2000 мм
- Наибольшая масса заготовки - 2500 мм
- Наибольший ход стола - 2000 мм
- Наибольшее выдвижение шпинделя - 200 мм
- Инструментальный конус шпинделя - Морзе 3
- Частота вращения шпинделя - 16..1600 об/мин
- Электродвигатель привода шпинделя - 10 х 3 кВт
- Вес станка - 22,5 т.
Габаритные размеры рабочего пространства фрезерного станка 6606
Габаритные размеры рабочего пространства станка 6606
Посадочные и присоединительные базы фрезерного станка 6606. Смотреть в увеличенном масштабе
Общий вид вертикального продольно-фрезерного станка 6606
Фото продольно-фрезерного станка 6606 с наклоненной головкой
Фото продольно-фрезерного станка 6606
Фото продольно-фрезерного станка 6606
Фото продольно-фрезерного станка 6г606
Расположение составных частей фрезерного станка 6606
Расположение составных частей фрезерного станка 6606
Расположение составных частей фрезерного станка 6606. Смотреть в увеличенном масштабе
Расположение составных частей фрезерного станка 6606
Расположение составных частей фрезерного станка 6606. Смотреть в увеличенном масштабе
Расположение органов управления фрезерным станком 6606
Расположение органов управления фрезерным станком 6606
Расположение органов управления фрезерным станком 6606. Смотреть в увеличенном масштабе
Перечень органов управления фрезерным станком 6606
- Кнопка "Стоп подачи шпиндельных бабок"
- Регулятор подач стола и шпиндельных бабок
- Кнопка "Быстрое перемещение шпиндельных бабок вниз, влево"
- Кнопка "Быстрое перемещение шпиндельных бабок вверх, вправо"
- Кнопка "Пуск подачи шпиндельных бабок вниз, влево"
- Таблица, показывающая величину подачи стола или шпиндельных бабок
- Кнопка "Пуск подачи шпиндельных бабок вверх, вправо"
- 8 Кнопка "Стоп шпиндели"
- Переключатель, разрешающий включение подач шпиндельных бабок
- Кнопка "Пуск вертикального шпинделя"
- Кнопка "Пуск горизонтальных шпинделей"
- Сигнализация напряжения 127 В
- Переключатель выбора режимов работы стола и шпиндельных бабок: "Работа- Наладка"
- Переключатель выбора работы стола
- Переключатель диапазонов подач стола
- Кнопка "Пуск подачи стола вперед"
- Кнопка "Пуск подачи стола назад"
- Кнопка "Пуск преобразовательного агрегата"
- Кнопка "Пуск преобразовательного агрегата"
- Аварийная кнопка "Стоп"
- Кнопка "Быстрое перемещение стола вперед"
- Кнопка "Быстрое перемещение стола назад"
- Кнопка "Стоп стол"
- Переключатель выбора работы вертикального шпинделя
- Переключатель выбора работы левого го горизонтального шпинделя
- Переключатель выбора работы правого горизоятального шпинделя
- Переключатель устанавливающий работу с автоматическим отводом гильзы при быстром ходе или без отвода
- Тумблер включения перемещения траверсы вверх или вниз
- Переключатель зажима и отжима траварсы
- Включение левого желоба механизма уборки стружки
- Включение правого желоба механизма уборки стружки
- Тумблер включения насоса охлаждения
- Тумблер включения местного освещения
- Рукоятка включения вводного автомата подачи 380 В к станку
- Переключатель вращения шпинделя левой горизонтальной бабки "Влево-Отключено-Вправо"
- Переключатель вращения шпинделя вертикальной бабки "Влево-Отключено-Вправо"
- Переключатель вращения шпинделя правой горизонтальной бабки "Влево-Отключено-Вправо"
- Рукоятка переключения скоростей шпинделя
- Кнопка "Толчок" для импульсного включения шпинделя
- Рукоятка переключения скорости шпинделя
- Шестикранник для ручного перемещения гильз
- Шестикранник для ручного перемещения бабок
- Переключатель зажима и отжима гильзы (гидравлически)
- Квадрат ручного перемещения стола (используется только для монтажных работ)
- Квадрат ручного поворота шпиндельной бабки (только для станка 6605в)
Пульт управления управления фрезерным станком 6606
Пульт управления управления фрезерным станком 6606. Смотреть в увеличенном масштабе
Кинематическая схема фрезерного станка 6606
Кинематическая схема фрезерного станка 6606
1. Кинематическая схема фрезерного станка 6606. Смотреть в увеличенном масштабе
2. Кинематическая схема фрезерного станка 6606. Смотреть в увеличенном масштабе
3. Схема расположения подшипников фрезерного станка 6606. Смотреть в увеличенном масштабе
Кинематическая схема станка 6606
Схема характеризуется наличием отдельных кинематических групп основных в вспомогательных перемещений.
Каждая шпиндельная бабка имеет свой кинематический узел главного движения с отдельным приводом от асинхронного двигателя.
Кинематическая цепь подач стола имеет две ветви подач (два диапазона), получаемые за счет включения той или иной электромагнитной муфты. Внутри каждого диапазона подачи изменяются за счет регулирования скорости приводного двигателя постоянного тока.
Быстрый ход стола осуществляется через муфту второго диапазона с ослаблением магнитного поля двигателя.
Горизонтальные шпиндельные бабки имеют объединенный механизм подач, а вертикальная бабка свой механизм подач. Регулирование величин подач шпиндельных бабок осуществляется только за счет изменения скорости приводного двигателя постоянного тока.
Для передачи движений траверсе в станке имеется отдельная кинематическая цепь.
Все механизмы подач снабжены предохранительными муфтами, размыкающими цепь при перегрузке, а механизм перемещения траверсы имеет отрезные штифты, которые также предохраняют механизм от перегрузка.
Гидравлическая схема фрезерного станка 6606
Гидравлическая схема фрезерного станка 6606
Гидравлическая схема фрезерного станка 6606. Смотреть в увеличенном масштабе
Электрическая схема фрезерного станка 6606
Электрическая схема фрезерного станка 6606
Электрическая схема 1 фрезерного станка 6606. Смотреть в увеличенном масштабе
Электрическая схема фрезерного станка 6606
Электрическая схема 1 фрезерного станка 6606. Смотреть в увеличенном масштабе
Установочный чертеж продольного фрезерного станка 6606
Установочный чертеж фрезерного станка 6606
Читайте также: Технология ремонта фрезерных станков
Технические характеристики продольно-фрезерного станка 6606
| Наименование параметра | 6605 | 6606 | 6г608 | 6г610 |
|---|---|---|---|---|
| Основные параметры станка | ||||
| Число вертикальных шпинделей | - | 1 | 1 | 2 |
| Число горизонтальных шпинделей | 2 | 2 | 2 | 2 |
| Расстояние от торца вертикального шпинделя до поверхности стола, мм | - | 15..800 | 25..930 | 25..1130 |
| Расстояние от оси горизонтального шпинделя до поверхности стола, мм | 25..600 | 25..560 | 25..700 | 25..900 |
| Расстояние между между торцами горизонтальных шпинделей, мм | 340..740 | 470..870 | 550..1050 | 750..1250 |
| Стол | ||||
| Наибольшая масса обрабатываемой заготовки, кг | 1500 | 2500 | 4500 | 6000 |
| Размеры рабочей поверхности стола, мм | 500 х 1600 | 630 х 2000 | 800 х 2500 | 1000 х 3150 |
| Наибольший ход стола, мм | 1600 | 2000 | 2500 | 3200 |
| Число подач стола | Б/с | Б/с | Б/с | Б/с |
| Диапазон подач стола, мм/мин | 10..1500, 20..3000 | 10..750, 750..3000 | 10..1250, 20..2500 | 10..1250, 20..2500 |
| Ускоренное перемещение стола, мм/мин | 6000 | 4500 | 4500 | 4500 |
| Бабка шпиндельная вертикальная и горизонтальные. Шпиндели | ||||
| Частота вращения шпинделей, об/мин | 16..1600 | 16..1600 | 16..1250 | 16..1250 |
| Количество скоростей шпинделя | 21 | 21 | 20 | 20 |
| Число подач шпинделльных бабок и гильзы шпинделя | Б/с | Б/с | Б/с | Б/с |
| Диапазон подач шпинделльных бабок и гильзы шпинделя, мм/мин | 10..750 | 10..750 | 10..750 | 10..750 |
| Скорость быстрого (установочного) перемещения бабок, м/мин | 1200 | 1200 | 1200 | 1200 |
| Перемещение шпиндельных бабок от руки | есть | есть | есть | есть |
| Перемещение шпинделя на обно деление лимба, мм | 0,05 | 0,05 | 0,05 | 0,05 |
| Перемещение шпинделя на один оборот лимба, мм | 0,6 | 0,6 | 0,6 | 0,6 |
| Размер конуса шпинделя по ГОСТ 836-47 | № 3 | № 3 | № 3 | № 3 |
| Ход гильзы шпинделя (ручное перемещение), мм | 200 | 200 | 250 | 250 |
| Угол поворота горизонтальной шпиндельной бабки, град | - | ±30° (6606в) | - | - |
| Угол поворота вертикальной шпиндельной бабки, град | - | ±45° (6606в) | - | - |
| Траверса | ||||
| Скорость установочного перемещения поперечины (траверсы), мм/мин | - | 720 | 720 | 720 |
| Электрооборудование и привод станка | ||||
| Количество электродвигателей на станке | 7 | 10 | 10 | 10 |
| Электродвигатель привода главного движения, кВт | 7,5 х 2 | 10 х 3 | 13 х 3 | 17 х 4 |
| Электродвигатель привода подач стола, кВт | 2,8 пост.ток | 3,2 пост.ток | 7,2 пост.ток | 7,8 пост.ток |
| Электродвигатель привода подач вертикальной бабки, кВт | - | 3,2 1500 об/мин | 1,5 | 1,5 |
| Электродвигатель приводов подач горизонтальных бабок, кВт | 2,1 | 3,2 1700 об/мин | 2,1 | 2,1 |
| Электродвигатель перемещения поперечины (траверсы), кВт | - | 5,5 | 7,5 | 7,5 |
| Электродвигатель насоса гидростанции, кВт | 1,1 | 1,0 | 1,1 | 1,1 |
| Электродвигатель привода перемещения вертикальной фрезерной бабки, кВт | - | 1,5 | 1,5 | 1,5 |
| Электродвигатель насоса охлаждения, кВт | 0,18 | 0,18 | 0,18 | 0,18 |
| Электродвигатель механизма уборки стружки, кВт | 0,4 | 0,4 | 0,4 | 0,4 |
| Суммарная мощность установленных на станке электродвигателей, кВт | ||||
| Габаритные размеры и масса станка | ||||
| Габаритные размеры (длина х ширина х высота), мм | 5400 х 3520 х 2330 | 5850 х 4100 х 3600 | 7435 х 4100 х 3800 | 8700 х 5000 х 4050 |
| Масса станка, кг | 13600 | 22500 | 28000 | 35000 |
- Продольно-фрезерный 3-х шпиндельный станок 6606. Руководство к станку в 2-х томах, 1967
- Аврутин С.В. Основы фрезерного дела, 1962
- Аврутин С.В. Фрезерное дело, 1963
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Барбашов Ф.А. Фрезерное дело 1973
- Барбашов Ф.А. Фрезерные работы (Профтехобразование), 1986
- Блюмберг В.А. Справочник фрезеровщика, 1984
- Григорьев С.П. Практика координатно-расточных и фрезерных работ, 1980
- Копылов Работа на фрезерных станках,1971
- Косовский В.Л. Справочник молодого фрезеровщика, 1992
- Кувшинский В.В. Фрезерование,1977
- Ничков А.Г. Фрезерные станки (Библиотека станочника), 1977
- Пикус М.Ю. Справочник слесаря по ремонту металлорежущих станков, 1987
- Плотицын В.Г. Расчёты настроек и наладок фрезерных станков, 1969
- Плотицын В.Г. Наладка фрезерных станков,1975
- Рябов С.А. Современные фрезерные станки и их оснастка, 2006
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
- Френкель С.Ш. Справочник молодого фрезеровщика (3-е изд.) (Профтехобразование), 1978
Список литературы:
Связанные ссылки. Дополнительная информация
Продольно-фрезерные станки - Технарь
Продольно-фрезерные станки предназначены для обработки горизонтальных, вертикальных, наклонных и фасонных поверхностей деталей торцовыми, цилиндрическими и фасонными фрезами. Станки выпускают одно- и двухстоечными, с одним или несколькими шпинделями. Продольно-фрезерные станки имеют рабочий стол, совершающий только продольное перемещение.
Главным движением в продольно-фрезерных станках является вращательное движение шпинделя бабок, а движениями подач — продольное движение стола и соответствующие перемещения шпиндельных бабок. Кроме рабочих движений станки имеют обычно следующие установочные движения:
- Быстрые продольные перемещения стола;
- Быстрые перемещения шпиндельных бабок;
- Быстрый подъем или опускание траверсы;
- Перемещение гильз шпинделей каждой шпиндельной бабки для точной установки фрез на нужную толщину срезаемого слоя;
- Поворот любой из шпиндельных бабок для установки фрезы нод нужным углом (у станков с поворотными шпиндельными бабками).
Ширина стола продольнофрезерных станков находится в пределах 320—5000 мм, а длина 1000—12 500 мм и более. Каждый шпиндель приводится в движение от отдельного электродвигателя.
Современные продольно-фрезерные станки имеют высокую производительность. Машинное время при обработке сокращается в результате высоких скоростей шпинделей, высоких подач, больших тяговых сил приводов подач и достаточных мощностей шпиндельных бабок. Вспомогательное время сокращается в результате механизации вспомогательных операций, при применении дистанционного управления станком с одного подвесного пульта. В конструкциях станков предусмотрены возможность наладки с пульта управления любого режима работы, дистанционное бесступенчатое регулирование подач (для станков с шириной стола 500 мм и более), зажим и отжим перемещаемых узлов, их перемещение, механизированная уборка стружки из зон резания и другие виды механизации.
У продольно-фрезерных станков неподвижная станина является основанием, к которому у двухстоечных станков крепят две стойки без поперечины или с поперечиной, а у одностоечных — одну стойку, несущую консольную траверсу.
Двухстоечный продольно-фрезерный станок с неповоротными шпиндельными бабками показан на рис. 12.10, одностоечный станок с неповоротной шпиндельной бабкой — на рис. 12.11. Схемы компоновок одностоечных и двухстоечных станков приведены на рис. 12.12.
Продольно-фрезерный станок ССД-5460 Серии ССД-54
СТОЛ| Размер стола | 8000х4600 | мм |
|
Размеры Т-пазов |
28х400 |
мм |
|
Максимальная допустимая нагрузка на стол (на один метр квадратный) |
3000 |
кг/м2 |
| Расстояние между колоннами |
5450 |
мм |
ПЕРЕМЕЩЕНИЯ
|
Перемещение по оси X |
6000 |
мм |
|
Перемещение по оси Y |
5400 |
мм |
|
Перемещение по оси Z |
1100 (1400) |
мм |
ШПИНДЕЛЬ
|
Мощность главного двигателя |
30/37 (37/45) |
кВт |
|
Диапазоны вращения шпинделя |
6000 |
об/мин |
|
Расстояние от торца шпинделя до стола, серия ССД (возможно уменьшение расстояния) |
820-1920 (1120-2220) |
мм |
|
Конус шпинделя |
ISO50 7:24 |
ПОДАЧИ
| Рабочие подачи |
1-5000 |
мм/мин |
|
Ускоренные перемещения X/Y/Z/ |
6/6/10/ |
м/мин |
МАГАЗИН ИНСТРУМЕНТА
|
Количество мест |
32 (40,60,80,120) |
шт |
|
Максимальный вес инструмента |
18 |
кг |
|
Размер инструмента при полном магазине (Ø х длина) |
125х350 |
мм |
|
Размер инструмента при заполнении через гнездо (Ø х длина) |
220х350 |
мм |
|
Тип инструментального магазина |
ВТ50/CAT50 |
ТОЧНОСТЬ
|
Точность позиционирования Y, Z |
±0,005/300 | мм |
|
Точность позиционирования портала, ось X |
±0,015/500 | мм |
|
Повторяемость Y, Z |
±0,0025 | мм |
|
Повторяемость, X |
±0,008 |
мм |
ПОТРЕБЛЯЕМАЯ МОЩНОСТЬ
| Потребляемая мощность | 70 (80) | кВт |
ГАБАРИТЫ И МАССА
| Длина | 11000 | мм |
| Ширина |
8100 |
мм |
| Высота, серия ССД | 5100 (5400) | мм |
| Масса станка, серия ССД | 110000 | кг |
Четырехсторонние продольно-фрезерные станки - Деревообрабатывающие станки
Четырехсторонние продольно-фрезерные станки
Категория:
Деревообрабатывающие станки
Четырехсторонние продольно-фрезерные станки
Четырехсторонние продольно-фрезерные станки предназначены для плоской и профильной обработки за один проход всех четырех поверхностей заготовки или доски. Иногда на этих же станках устанавливают пилы для разделения заготовок по ширине или толщине.
Конструкция
Рабочие органы четырехстороннего продольно-фрезерного станка (рис. 1) состоят из двух горизонтальных шпинделей — верхнего и нижнего — и двух вертикальных шпинделей — правого и левого. В станках некоторых моделей дополнительно установлен пятый нижний горизонтальный шпиндель. Подача материала валь-цово-гусеничная или вальцовая. Станки оборудованы направляющими линейками и прижимами. Все элементы закреплены на литой станине.
В процессе работы в подающий механизм непрерывно вручную или с помощью питающего устройства подают заготовки (доски). Захваченная подающими устройствами заготовка поступает на ножи нижней горизонтальной ножевой головки. Нижняя ножевая головка обрабатывает нижнюю пласть, создавая первую базовую поверхность, затем заготовка поступает к ножевой головке правого вертикального шпинделя, которая, обрабатывая кромку, образует вторую базовую поверхность. Базируясь на эти две поверхности, заготовка надвигается на ножевую головку левого вертикального шпинделя, строгающую вторую кромку, и, наконец, верхняя горизонтальная головка обрабатывает верхнюю пласть.
Шпиндели обычно укрепляют на суппортах, позволяющих изменять их положение при настройке в вертикальной и горизонтальной плоскостях. Это очень важно, так как четырехсторонние продольно-фрезерные станки рассчитаны на обработку заготовок (досок) различных размеров как по ширине, так и по толщине. Вертикальные шпиндели станков можно также наклонять в плоскости, перпендикулярной направлению подачи.
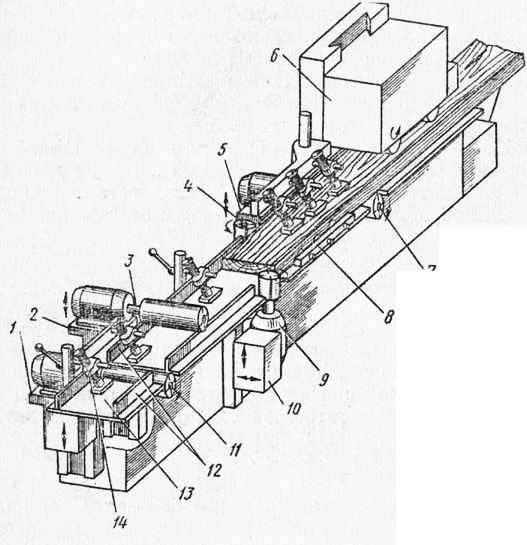
Рис. 1. Схема четырехстороннего продольно-фрезерного станка: 1 — суппорт пятого (калевочного) шпинделя, 2 — суппорт верхнего горизонтального шпинделя, 3 — верхний горизонтальный шпиндель, 4 — правый вертикальный шпиндель, 5 — суппорт нижнего горизонтального шпинделя, 6 — суппорт механизма подачи, 7 — нижний горизонтальный шпиндель, 8 — горизонтальные прижимы, 9 — левый вертикальный шпиндель, 10 — суппорт левого вертикального шпинделя, 11 — калевочный шпиндель, 12 — направляющие линейки, 13 — опорная плита, 14 — вертикальный прижим
Дополнительный нижний пятый шпиндель И часто называют калевочным, он предназначен для выборки профиля в нижней пласти заготовок и для разделения их по ширине или толщине на отдельные бруски. В первом случае на шпинделе крепят профильные фрезы, во втором — дисковые пилы диаметром до 350 мм. В станках С16-4А калевочный суппорт можно переставлять из нижнего положения в верхнее для выборки глубокого профиля на верхней пласти заготовки (доски). Кроме того, в этих станках предусмотрена возможность поворота дополнительного шпинделя на 90°, что позволяет использовать его для деления заготовок по толщине.
Шпиндели вращаются с частотой 5000—6000 об/мин от индивидуальных электродвигателей. Часто на станках бывают установлены электродвигатели с удлиненными валами (рис. 141), которые являются одновременно шпинделями.
Шпиндели, выполненные отдельно от электродвигателей, соединены с ними муфтами или ременными передачами; в этом случае электродвигатели работают от тока промышленной частоты, во всех остальных — от электрического тока повышенной частоты (100 Гц).
Некоторые модели четырехсторонних продольно-фрезерных станков оборудованы гладильными ножами (рис. 3), установленными непосредственно за первым горизонтальным нижним шпинделем. Из трех установленных гладильных ножей два работают, а третий эксцентриком утопляется ниже направляющих и находится в резерве. Гладильные ножи снимают с обработанных нижних пластей заготовок мелкие неровности. Каждый нож установлен в выдвижной коробке под некоторым углом к направлению движения заготовок. Ножи можно передвигать по высоте (каждый в отдельности) эксцентриковыми валиками. Это необходимо для изменения толщины снимаемой стружки.
Гладильные ножи снимают длинную стружку, которую не могут удалять эксгаустерные устройства, поэтому станки дополнительно оборудуют устройством для дробления стружки, работающим от отдельного электродвигателя.
Если стружка забивается под гладильные ножи, то налицевой поверхности заготовки могут образоваться выпуклости, неровности, борозды и углубления. При обнаружении этого дефекта проверяют правильность установки ножа. Поворотом эксцентрика нож утопляют, коробку с ножом удаляют из станка для осмотра и вводят в работу резервный нож.
Стружка забивается под нож, когда между ним и стружколомателем имеется зазор (местный или по всей длине) или если нож выступает из стружколомателя меньше чем на 1—2 мм, а также когда задняя грань ножа находится ниже уровня стружколомателя. Устранив недостатки, коробку с ножом ставят на место.
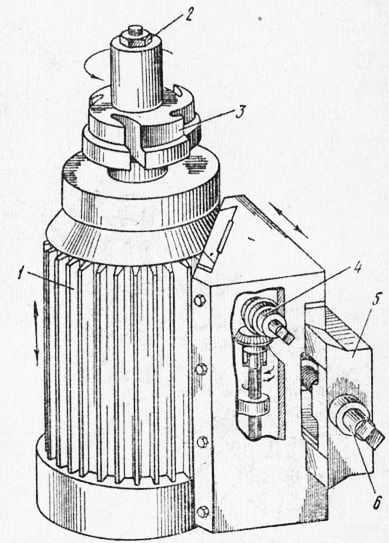
Рис. 2. Электродвигатель с валом, служащим одновременно вертикальным шпинделем продольно-фрезерного станка: 1 — корпус, 2 — гайка, 3 — фреза, 4 — механизм подъема шпинделя, 5 — направляющие суппорта, 6 — винт для перемещения шпинделя в горизонтальной плоскости
При вальцово-гусеничной подаче цепь и вальцы работают от од-ного привода (часто с вариатором для бесступенчатого изменения скорости). Скорость подачи находится в пределах 4—42 м/мин. Верхние вальцы можно настраивать по высоте.
Вальцовый механизм подачи размещен в головной части станка, однако вальцы могут быть рассредоточены и вдоль станка. Поверхность у них рифленая или гладкая. Если вальцы устанавливают позади верхнего ножевого вала, их иногда покрывают резиной, что дает лучшее сцепление с поверхностью заготовки и в то же время сохраняет класс шероховатости ее обработки.
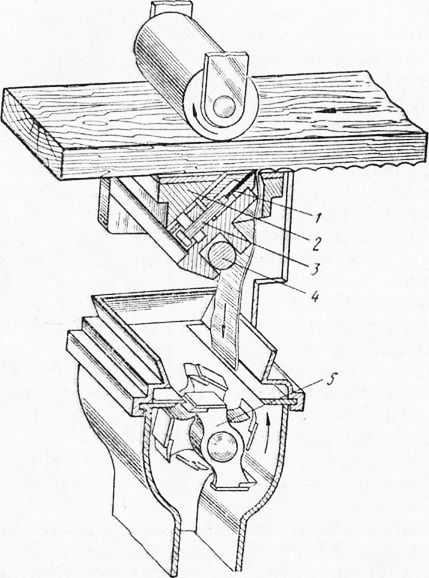
Рис. 3. Гладильные ножи: 1 — нож, 2—коробка, 3 – винт, 4 — эксцентриковый валик, 5 — устройство для дробления стружки
Направляющие устройства состоят из стальных плит и направляющих линеек. Плиты образуют опорную поверхность для заготовок. Опорную плиту переднего стола перед нижней горизонтальной ножевой головкой устанавливают по высоте, поворачивая маховичок винтового механизма, и достигают этим изменения толщины стружки, снимаемой с заготовки. Эта толщина не должна превышать высоты неровностей на поверхности заготовки.
Четырехсторонние продольно-фрезерные станки оборудованы централизованной системой управления, которая предусматривает блокировку, предотвращающую поломку отдельных элементов станка в случае, если станочник допустит ошибку в управлении станком.
Четырехсторонние продольно-фрезерные станки С10-2, С16-5, С16-4А, С25-01 имеют много общего по конструкции и отличаются в основном размерами и в отдельных случаях — порядком размещения рабочих органов, мощностью электродвигателей приводов.
Станок С10-2 предназначен для обработки одновременно четырех сторон заготовок и досок шириной до 100 мм (что указывается в индексе модели) и толщиной до 50 мм. Все станки моделей С16 предназначены для обработки заготовок и досок шириной до 160 мм и толщиной до 80 мм; станки С25-01 —для заготовок шириной до 260 мм и толщиной до 125 мм.
Станок С16-4А — основной в группе четырехсторонних продольно-фрезерных станков. Он предназначен для плоскостного фрезерования досок, брусков и планок одновременно с четырех сторон.
Станина станка чугунная, коробчатой формы. На суппортах станины закреплены электродвигатели, на их валах устанавливают ножевые головки. На станине закреплены также направляющие линейки и подпружинные ролики для прижима заготовок к столу станка и направляющей линейке.
Суппорт с электродвигателем нижней ножевой горизонтальной головки (первой по ходу подачи) может передвигаться по вертикали и фиксируется эксцентриковым зажимом. Суппорт с электродвигателем правой вертикальной головки (второй по ходу подачи) может перемещаться в поперечном направлении и фиксируется клеммным зажимом. Суппорт левой вертикальной головки (третьей по ходу подачи) перемещается по вертикали маховичком и фиксируется прихватом; в осевом направлении положение суппорта изменяют и фиксируют винтами.
Для установки подающих вальцов, ножевых головок и прижимных элементов на размер строгаемого материала на станке предусмотрены соответствующие шкалы. На станке установлен счетчик погонажа, пульт управления размещен на фронтонной части станины, электроаппаратура станка помещена в электрошкафу. Заготовки подаются в станок вручную ийи с помощью магазина, подхватываются подающими (двумя нижними и двумя верхними) вальцами от привода, включающего электродвигатель, вариатор, редуктор и шестеренчатую передачу. Скорость подачи изменяется бесступенчато.
Положение движущейся в процессе обработки заготовки определяется опорными столами и боковыми направляющими линейками.
Все шпиндели имеют оградительные устройства, которые одновременно служат приемниками для стружки. Перед механизмом подачи установлены ограничитель толщины досок и когтевая защита.
Система управления станком обеспечивает невозможность включения и работы механизма подачи при отключении хотя бы одного из электродвигателей рабочих органов, невозможность включения электродвигателей при неустановленных ограждениях.
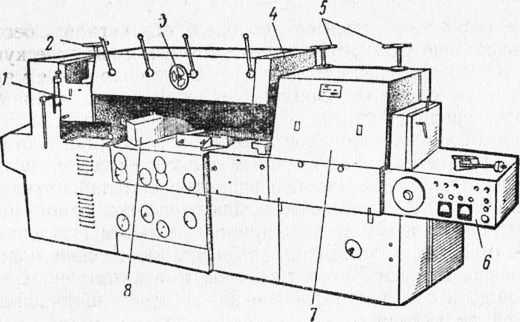
Рис. 4. Четырехсторонний продольно-фрезерный станок С25-01: 1 — суппорт верхнего ножевого вала, маховичок настройки верхнего ножевого вала, 3 — маховичок настройки блока прижимных устройств, 4 — блок прижимных устройств, 5 — маховички настройки механизма подачи, 6 — панель управления, 7 — блок с механизмом подачи, 8 — эксгаустерный приемник левого вертикального шпинделя
Мощность электродвигателей станка и высокая скорость подачи позволяют применять при эксплуатации станка скоростные режимы обработки.
Станок С16-4А как станок с проходной обработкой, с бесступенчатой скоростью подачи может быть включен в автоматическую линию.
Четырехсторонний продольно-фрезерный станок С25-01 также является базовой моделью. Вальцовый механизм подачи с бесступенчатым изменением скорости установлен в переднем блоке станины. Конструкция станка позволяет дополнить его автоматическим магазинным питателем, для привода которого на одном из валов механизма подачи станка предусмотрена звездочка. Настройка подающих вальцов на толщину материала производится маховичками. Прижимные элементы, расположенные в зоне вертикальных шпинделей, смонтированы в общем блоке. При настройке прижимных элементов по высоте блок перемещается в вертикальной плоскости маховичком. Верхний горизонтальный ножевой вал установлен на суппорте в левой части станины. Для настройки его по высоте предусмотрен винтовой механизм перемещения суппорта с маховичком. Панель управления станка размещена в передней части станка, где находится рабочее место станочника.
Выбор режима работы
Режим работы выбирают по мощности наиболее загруженного электродвигателя и по классу шероховатости обработанной поверхности. Рассчитывают эти показатели так же, как и для рейсмусовых станков, но для всех электродвигателей рабочих органов. Затем выбирают скорость подачи по мощности наиболее загруженного двигателя при условии получения требуемого класса шероховатости обработанной поверхности.
Настройка станков
Четырехсторонние продольно-фрезерные станки в части настройки — наиболее сложные из всей группы продольно-фрезерных станков. У них настраивают режущие узлы, прижимные элементы и подающие устройства.
Верхняя образующая цилиндрической поверхности резания нижней горизонтальной ножевой головки, расположенной впереди остальных режущих инструментов станка, должна совпадать с рабочей поверхностью заднего (неподвижного) стола или быть выше ее на 0,02—0,05 мм. Положение ножевой головки относительно заднего стола проверяют так же, как и при настройке фуговального станка, т. е. контрольным бруском. Совпадение горизонтальной касательной к поверхности резания и рабочей поверхности заднего стола обеспечивают путем перемещения по высоте суппорта шпинделя ножевой головки, поворачивая эксцентриковый валик, на который опирается суппорт, или перемещая суппорт другими устройствами.
Передний (подвижный) стол станка устанавливают ниже заднего на величину слоя древесины, сострагиваемого с пласти заготовки. Этот размер зависит от припуска на обработку и составляет от 1 до 3 мм.
Если Конструкцией переднего стола предусматривается возможность перемещения по высоте только его губки, расположенной у ножевой головки, то толщину сострагиваемого слоя определяет положение этой губки. Такая конструкция стола позволяет легко изменять толщину снимаемого слоя древесины.
При настройке нижней горизонтальной ножевой головки для профильного фрезерования кроме ее установки по высоте необходимо регулировать ее положение по ширине стола. Для настройки используют эталонную деталь или отрезок ранее обработанной детали. Деталь помещают на задний стол над ножевой головкой и прижимают к правой вертикальной линейке.
Если предусмотрено последующее фрезерование кромок заготовки, то между эталонной деталью и линейкой кладут прокладки толщиной, равной толщине сострагиваемого правой ножевой головкой слоя древесины. Головку устанавливают в горизонтальном и вертикальном направлениях по эталонной детали и закрепляют.
Расположенную после нижней верхнюю горизонтальную ножевую головку устанавливают так, чтобы расстояние от режущих кромок ножей до расположенного под головкой стола равнялось толщине обработанных заготовок.
Если верхняя ножевая головка расположена первой на ходу заготовки, то одновременно настраивают и верхний стол, к рабочей поверхности которого заготовка прижимается верхней пластью при фрезеровании ее нижней пласти нижней горизонтальной ножевой головкой. Стол этот устанавливают над задним столом нижней горизонтальной ножевой головки параллельно поверхности стола на высоту, равную толщине фрезеруемой заготовки. Головку устанавливают так, чтобы горизонтальная плоскость резания совпадала с рабочей поверхностью верхнего стола.
Для профильной обработки пласти горизонтальную верхнюю ножевую головку настраивают так же, как и профильную нижнюю.
Правую вертикальную ножевую головку (или фрезу) устанавливают в горизонтальной плоскости так, чтобы обеспечивалось снятие с правой кромки заготовки слоя древесины заданной толщины. Для этого режущая кромка инструмента, имеющая наименьший радиус вращения (при профильном фрезеровании кромки), должна выступать влево за плоскость правой передней вертикальной линейки на величину, равную толщине снимаемого слоя древесины с наиболее выступающей части профиля. Левую вертикальную головку (фрезу) устанавливают в горизонтальном направлении на заданную ширину детали.
Рабочую поверхность левой направляющей линейки устанавливают в плоскости, касательной к окружности вращения режущей кромки инструмента, имеющей наименьший радиус, параллельно направлению подачи заготовки. В вертикальном направлении режущий инструмент устанавливают так, чтобы резцы его перекрывали толщину детали,
Для профильной обработки кромок фрезы на вертикальных шпинделях настраивают по эталонной детали. Фрезу перемещают по высоте, добиваясь совпадения ее профиля с профилем эталонной детали, прижатой к столу станка. Если после профильной обработки кромок предусмотрено снятие слоя древесины с нижней пласти заготовки, то фрезы настраивают по эталонной детали, уложенной на прокладке. Толщина прокладок должна быть равна толщине снимаемого слоя древесины. Опорная поверхность вальцов или гусеницы должна выступать над поверхностью стола на 0,3—0,5 мм. Нижние подающие органы настраивают путем перемещения их по высоте.
Верхние подающие вальцы устанавливают по высоте на расстоянии от поверхности нижних вальцов или гусеницы, равном толщине обработанной заготовки или несколько меньшем толщины (на 1—1(5 мм). Величину усилия прижима верхних подающих вальцов на заготовку регулируют сжатием пружин. Усилие прижима должно быть достаточным для преодоления сопротивления подаче; в то же время нельзя создавать слишком сильное давление вальцов на заготовку, так как это вызывает дополнительные усилия подачи.
При настройке вертикальных прижимов регулируют положение их по высоте и устанавливают величину усилия прижима.
Все вертикальные прижимные элементы, расположенные перед верхней ножевой головкой, устанавливают на 1,5 мм ниже горизонтальной плоскости продольного фрезерования головки, чтобы ели прижимали заготовку, даже если ее верхняя пласть окажется неиро-фрезерованной, и обеспечивали нормальную работу других режущих инструментов станка. Вертикальные прижимные устройства после верхней ножевой головки устанавливают ниже горизонтальной плоскости резания головки на 0,5 мм.
Горизонтальные левые прижимы устанавливают на уровне плоскости резания левой вертикальной головки (фрезы). Прижимы, служащие для подпора стружки перед режущими инструментами (горизонтальными и вертикальными), устанавливают на уровне плоскости резания инструмента, параллельной направлению подачи.
Прижимы должны предотвращать вибрацию заготовки или отход ее от базовых поверхностей. Величину прижима регулируют, подтягивая пружины.
После окончания настройки станка нужно убрать из зоны режущих инструментов и других механизмов станка посторонние предметы, проверить от руки легкость вращения режущих инструментов, поставить на станок все ограждения. Затем включить станок и провести пробную обработку заготовок. Проверив размеры и качество полученных деталей, при необходимости станок поднастраивают.
Правильно настроенный станок должен обеспечивать точность размеров и формы обработанных деталей с отклонениями от прямолинейности боковых кромок не более 0,2 мм на длине 1000 мм; от параллельности боковых кромок — не более 0,3 мм на длине 1000 мм; от перпендикулярности кромки и пласти — не более 0,15 мм на длине 100мм; от равномерности по толщине—по 2-му классу точнссти обработки.
После предварительной настройки станка на заданный размер обработки обрабатывают две-три пробные заготовки и по результатам измерения их считают настройку законченной или вносят в нее коррективы.
Эталлонная деталь, применяемая для настройки, представляет собой копию детали, изготовленную по точности на один класс выше, чем класс точности детали. Изготовляют эталон из древесины твердых пород или лучше из лигнофоля. Размеры эталона нужно периодически контролировать.
Использовать отрезок ранее обработанной детали допустимо при настройке станков на грубую обработку деталей по 3-му классу точности. Условия обработки пробных деталей, по которым поднастраи-вают станок, и сами детали должны быть ха рактерными для данной партии заготовок.
При настройке необходимо пользоваться точными измерительными инструментами.
Работа на станках
Четырехсторонний продольно-фрезерный станок обслуживают двое или трое рабочих. До начала работы следует убедиться в наличии достаточного количества заготовок и в исправности эксгаустер-ной системы,
Перед пуском станка проверяют исправность и правильность положения всех оградительных устройств, а перед настройкой отключают щит станка, на котором расположено кнопочное управление, чтобы предотвратить возможность ошибочного включения станка.
В четырехсторонний продольно-фрезерный станок нельзя направлять доски с крыловатостью, с глубокими рисками или кривые, а также пересушенные, с большим короблением.
В процессе работы станочник, стоя у питательного стола, следит за тем, чтобы доски по роликам стола шли в один ряд, без значительных перекосов, поправляя неправильно лежащие доски вручную Если станок не оборудован питательным столом, то доски или заготовки из штабеля укладывают на стол впереди станка. Материал следует подавать без межторцовых разрывов. При строгании коротких заготовок межторцовые разрывы приводят к остановке заготовки в станке, что может повлечь за собой образование на обработанной поверхности дефектов обработки (вырывы поперек детали, поджоги). Если при данной скорости подачи межторцовые разрывы неизбежны, следует снизить скорость подачи.
Станочник должен следить за правильным положением упоров, ограничивающих размеры подаваемых заготовок, так как попадание в станок заготовок с чрезмерными припусками может привести к поломке станка или к перегреву электродвигателей.
Размеры заготовок после фрезерования следует контролировать через каждые 20—30 мин, пользуясь калибрами. Если в процессе работы частота вращения одного из рабочих органов падает (обнаруживается по возникновению шума, несвойственного нормальной работе станка), станочник должен немедленно выключить подачу до тех пор, пока рабочие органы не будут вращаться с необходимой частотой вращения. При пробуксовке подающих вальцов, указывающей на ослабление прижимов, следует остановить станок и, осмотрев его, устранить причину, нарушающую нормальную подачу заготовок в станок.
При остановке станка следует проверить состояние электродвигателей и ременных передач. Если обнаружено недопустимое нагревание хотя бы одного электродвигателя, нужно остановить станок и устранить причину нагревания. Через 1,5—2ч работы необходимо фуговать и доводить ножи.
При загрязнении столы или вальцы следует очищать. Причиной появления сколов, вырывов, мшистости и ворсистости на обработанной поверхности может быть большая толщина снимаемого слоя древесины. Рубленая поверхность или большое различие в длине волн может быть из-за слабины в подшипниках.
—
Конструкция станков. Четырехсторонние продольно-фрезерные станки выпускают для обработки с наибольшим поперечным сечением заготовок по ширине и толщине 100X50 мм (С10-3), 160X80 мм (С16-2А, С16Ф-1А) и 250X125 мм (С26-2М, С25-1А, С25-2А). Для обработки паркетных дощечек имеются станки с наибольшей шириной фрезерования 70 мм (ПАРК7) и 100 мм (ПАРК9).
Для механизации загрузки используют магазинные загрузочные устройства, пристраиваемое к станку, или специальные питательные столы. Для разгрузочных операций станки оснащаются послестаночными конвейерами и автоматическими штабелеукладчиками готовых деталей.
Четырехсторонний продольно-фрезерный станок С26-2М предназначен для обработки досок и брусковых деталей. На станине коробчатой формы размещены последовательно суппорты горизонтального нижнего шпинделя, вертикальных правого и левого шпинделей и верхнего горизонтального шпинделя. Станок может оснащаться дополнительным калевочным суппортом, который предназначен для выборки пазов в детали или раскрое ее на части при выходе из станка.

Рис. 1. Четырехсторонний продольно-фрезерный станок С26-2М: 1 — станина, 2,3,5 — шпиндели, 4 — калевочный суппорт, 6 — стол, 7 — прижимные ролик, 8 — суппорт прижима, 9 — маховички, 10, 14 — вальцы, Ч — когтевая защита, 12 — боковой прижим, 13 — направляющая линейка
Режущие инструменты крепят на шпиндели, которые приводятся во вращение от индивидуальных электродвигателей через ременную передачу. Станок снабжен когтевой защитой, предотвращающей обратный выброс заготовки из станка. Рядом находится планка, которая служит ограничителем подачи заготовок с недопустимо большим припуском.
Механизм подачи станка расположен впереди рабочих шпинделей и состоит из двух нижних неприводных и двух верхних приводных вальцов. Для лучшего сцепления с заготовкой верхние вальцы сделаны рифлеными. Привод вальцов осуществляется от отдельного электродвигателя с регулируемым шкивом через клиновой ремень (вариатор) и систему зубчатых колес. Вариатор позволяет плавно изменять скорость подачи от 7,5 до 42 м/мин. На суппорте смонтированы подпружиненные ролики 7, прижимающие деталь к столу. Сбоку заготовка прижимается пружинным прижимом к направляющей линейке.
Станки для обработки дощечек паркета аналогичны по конструкции. Отличительная особенность станков — наличие конвейерного механизма подачи для обработки коротких заготовок. Он представляет собой двух-цепной приводной конвейер с подпружиненными захватами (шипами). Шипы обеспечивают надежное сцепление и подачу заготовок, различающихся величиной припуска на обработку до 2…3 мм.
Выбор режима работы. Режим работы станка выбирают в зависимости от номинальных размеров детали по ширине и толщине, сложности получаемого профиля и требуемого качества обработки.
По заданным размерам детали и известным припускам на обработку вычисляют толщину и ширину снимаемого слоя каждым режущим инструментом. Эти данные используют для выбора допустимой скорости подачи из условия максимальной загрузки электродвигателей механизмов резания. Выбор производят по графикам, приведенным в руководстве по эксплуатации станка, или расчетом по формулам. Часто наиболее загруженной является верхняя ножевая головка или левая фреза, которая формирует глубокие сложные профили. Если заданы повышенные требования к чистоте получаемой поверхности, то следует предельную скорость заготовки назначать из условия допустимой подачи на один резец.
Настройка станков. Настройка четырехсторонних продольно-фрезерных станков — сложная и трудоемкая операция. Для уменьшения числа перенастроек следует обрабатывать заготовки одного типоразмера партиями. Наименьшую величину партии выбирают так, чтобы окончание ее обработки по возможности совпало с заменой затупившихся режущих инструментов. Кроме того, очередная партия заготовок должна быть с таким видом обработки, чтобы после пропуска первой партии требовалось минимальное время на переналадку станка. Это позволяет повысить производительность труда.
Настройка станка заключается в установке инструментов на заданные размеры обработки, регулировке подвижных столов и направляющих линеек, а также наладке подающих и прижимных элементов. Последовательность выполнения настроечных операций определяется видом обработки, конструкцией станка, методом настройки и настроечными средствами.
Схема настройки станка по шаблону или эталонной детали показана на рис. 86. Шаблон устанавливают в станок, предварительно переместив суппорты, подающие и прижимные элементы на расстояние, несколько превышающее настроечный размер. Шаблон прижимают к рабочей поверхности стола и задней направляющей линейке. Сначала регулируют направляющие линейки так, чтобы их рабочие поверхности были параллельны одна другой. Причем задняя линейка должна располагаться по касательной к окружности резания и выступать относительно передней линейки на толщину снимаемого слоя (2…3 мм). Переднюю линейку выверяют с помощью прокладок, толщина которых равна толщине снимаемого слоя.
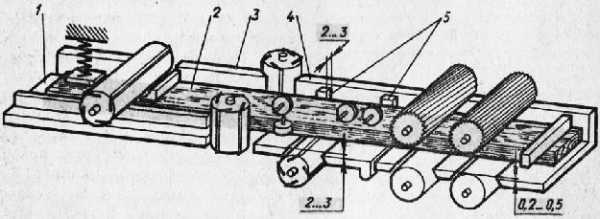
Рис. 2. Схема настройки четырехстороннего продольно-фрезерного станка по шаблону: 1- задний стол, 2 — шаблон, 3 — задняя линейка, 4 — передняя линейка, 5 — прокладки
Размерную настройку режущих инструментов выполняют со стороны подачи материала в такой последовательности: нижняя горизонтальная ножевая головка, левая и правая вертикальные ножевые головки, верхняя горизонтальная ножевая головка и калевочная фреза (при необходимости).
Размерная настройка для всех режущих инструментов аналогична и включает следующие операции: расфиксирование суппорта, регулировка положения режущего инструмента относительно шаблона, фиксирование суппорта. Суппорт перемещают съемной рукояткой или маховичком. Режущую кромку ножа подводят до касания с рабочей поверхностью шаблона при провертывании ножевой головки вручную.
При другом способе настройки режущих инструментов используют встроенные измерительные средства: шкалы и лимбы. На рис. 3 показана настройка верхней горизонтальной ножевой головки четырехстороннего продольно-фрезерного станка. Суппорт перемещают маховичком, одновременно отсчитывая величину перемещения по шкале. Установив суппорт в заданное положение, приступают к накладке прижимных элементов. Задние прижимные колодки 9 у верхней ножевой головки регулируют по высоте гайками так, чтобы расстояние от стола до рабочей поверхности колодок было на 2…3 мм меньше настроечного размера Х. Усилие прижима колодок регулируют, изменяя натяг пружины гайками. Передний прижим (стружколома-тель) настраивают по высоте вращением гаек. Регулировку ведут до тех пор, пока расстояние от стола до рабочей кромки стружколомателя не будет равно настроечному размеру. Силу прижима стружколомателя к обрабатываемому материалу регулируют маховичком, сжимая, или ослабляя пружину.
Роликовые прижимные элементы настраивают так. Последовательно открепляют все прижимы по ходу подачи заготовки и регулируют их положение относительно стола и направляющих линеек. При настройке пользуются измерительными шкалами, укрепленными вблизи регулируемого элемента. Усилие прижима роликов регулируют, изменяя натяг пружин. Выбирают усилие прижима в зависимости от породы древесены и размеров обрабатываемого материала. Не следует чрезмерно прижимать к столу заготовку, так как на поверхности готовой детали останутся следы от прижимных роликов.
Нижние подающие вальцы устанавливают относительно стола в зависимости от породы, размера и состояния обрабатываемого материала. Для твердых пород древесины и толстых заготовок величину выступа принимают 0,2…0,3 мм, для мягких пород и тонких пиломатериалов — 0,3…0,5 мм.
Рабочую кромку переднего столика регулируют по высоте вращением эксцентрикового валика рукояткой механизма настройки. Столик должен быть опущен относительно заднего стола на величину снимаемого с нижней пласти слоя, которую устанавливают, пользуясь отсчетным устройством механизма настройки.
Затем регулируют верхние подающие вальцы по высоте, а также устанавливают ограничительную планку и когтевую защиту в зависимости от толщины обрабатываемой заготовки. Верхние вальцы настраивают маховичком через винтовую передачу и тяги.
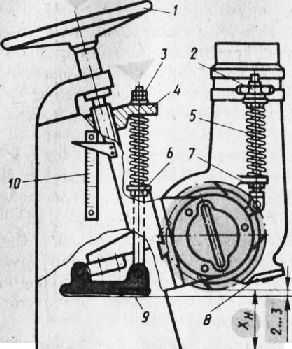
Рис. 3. Настройка верхней горизонтальной ножевой головки четырехстороннего продольно-фрезерного станка: 1 — маховичок, 2 — маховичок регулирования стружколомателя, 3, 6, 7 — гайки, 4 — суппорт, 5 — пружина, 8 — стружко-ломатель, 9 — прижимная колодка, 10 — шкала
Усилие подачи создают прижимом верхних вальцов к материалу и нижним вальцам через пружины. Натяг пружин регулируют гайками.
Закончив размерную настройку станка, следует внимательно осмотреть подвижные части и установить ограждения. Трубопроводы эксгаустерной сети присоединяют к стружкоприемникам и включают разрежение воздуха в системе отсоса стружек. Нажав кнопку, включают вращение режущих инструментов. После набора полной частоты вращения предыдущим шпинделем включают последующий.
Необходимо убедиться в безотказной работе всех режущих инструментов на холостом ходу, включить подачу и обработать пробные заготовки. Скорость подачи выбирают в зависимости от породы древесины, величины снимаемого припуска и требуемого качества обработки.
После обработки следует замерить пробные детали мерительным инструментом: штангенциркулем, индикаторным толщиномером или калибром. Прямолинейность обработанных поверхностей проверяют контрольной линейкой и щупом. Шероховатость поверхности определяют визуально путем сравнения с эталоном или измеряют прибором ТСП-4.
При правильной наладке четырехсторонних станков допускаются следующие отклонения точности обработанных деталей: равномерность по толщине и ширине детали на всей ее длине — по 12-му квалитету; непрямолинейность боковых кромок — не более 0,2 мм на длине 1000 мм; непараллельность боковых кромок — не более 0,3 мм на длине 1000 мм; неперпендикулярность смежных боковых поверхностей — не более 0,15 мм на длине 100 мм.
В зависимости от результатов проверки пробных деталей проводят поднастройку и подналадку станка.
Работа на станках. Станки, не оснащенные загрузочно-разгрузочными устройствами, обычно обслуживают двое рабочих. После пуска станка станочник укладывает очередную заготовку на стол, базируя ее кромкой по направляющей линейке. После захвата заготовки подающими вальцами станочник готовит следующую.
Для обеспечения непрерывной и равномерной работы станка материал следует подавать без межторцовых разрывов, для этого при подаче коротких заготовок скорость можно уменьшить.
Второй рабочий должен принимать готовые детали, проверять визуально качество их обработки и складывать в штабель.
При механизированной загрузке и разгрузке станка станочник должен следить за правильной работой всех элементов станка и околостаночных механизмов. Степень загрузки электродвигателей резания контролируют по амперметру, встроенному в пульт управления станком.
При перегрузке двигателей, повышении шума и появлении стука или снижении частоты вращения инструментов необходимо отключить станок и установить причину неполадки. Частой причиной остановки станка является неправильное его использование. Нельзя подавать заготовки с недопустимо большими припусками ил^ слишком тонкие, покоробленные и неправильной формы. При заклинивании или остановке заготовки нужно включить обратную подачу и вывести заготовку из станка. При появлении мшистости и ворсистости на обработанных поверхностях следует заменить затупившиеся фрезы.
Реклама:
Читать далее:
Фрезерные станки для дерева
Статьи по теме:
четырехсторонний, по дереву и другие. Назначение и характеристика

Строительная техника в большинстве своем является сложным инструментом, который зачастую имеет конкретную специализацию. К таковым можно отнести фрезерные станки, подразделяющиеся по разным категориям и выполняющие узконаправленную работу. Каждый тип интересен и представляет собой индивидуальную технику. Такими являются и продольно-фрезерные станки.
Характеристика
Данный тип фрезеров является довольно разнообразным как по своему уровню технической оснащенности, так и по габаритам. В первую очередь основными характеристиками можно назвать скорость вращения режущих элементов, итоговый вес и возможности конструкции. Продольно-фрезерные станки, как и любые другие типы этой техники, позволяют быстро работать с разными материалами, добиваясь хорошего результата, который может окупить затраты в первые месяцы эксплуатации.
Отечественный рынок данного вида техники имеет большое количество представителей, поэтому каждый производитель пытается сделать ассортимент особенным. В связи с этим повышается разнообразие и спецификация фрезеров, поэтому их выбор ограничивается лишь вашими предпочтениями.
Назначение
Основной сферой применения продольно-фрезерных станков является строительная промышленность и обрабатывающее производство. Стоит сказать, что конкретные модели могут работать как по металлу, так и по дереву, отчего немного различаются расходные материалы. Эти станки позволяют обрабатывать крупногабаритные заготовки, что чаще всего используется на больших предприятиях.
Что касается частного применения, то продольно-фрезерные аналоги нуждаются в соответствующем пространстве, поэтому их использование должно быть оправданно. Важно обращать внимание на другие виды машин, не уступающие по своей производительности. Как правило, этот вид станков может выполнять большое количество операций благодаря регулируемому столу и различным насадкам, что делает продольные агрегаты подходящими ещё и для того, чтобы открыть собственное дело по обработке металла.
Принцип работы
Основу принципа работы составляет движение режущих материалов. В совокупности с различными положениями фрез и регулировкой стола, вы сможете создать детали разной формы, размера и сложности. При этом в данные фрезеры встроена электронная система, которая отвечает за правильную и наиболее точную настройку машины перед работой. Важной частью эксплуатации является своевременная замена расходных материалов, в частности, машинного масла. Именно оно позволяет многим частям техники иметь плавный ход и регулировку.
Режущие материалы закрепляются в шпинделе горизонтальной или вертикальной бабки, после чего материал начинает обрабатываться по заданному направлению. Проще говоря, движение по разным осям в совокупности с разнообразием параметров является основным принципом работы продольных станков.
Не стоит забывать о конструкции, которая предусматривает установку различных отдельных компонентов для агрегата.
Обзор моделей
Чтобы более подробно познакомиться с данным видом фрезеров, стоит сделать обзор некоторых из них.
CKM М-410S – однофазный четырехсторонний станок, который благодаря своим оптимальным габаритам и характеристикам позволяет окупить затраты на его приобретение в первые месяцы эксплуатации. Основным предназначением данной модели является создание заготовок, баз и профилей. Установлен трехфазный двигатель на 2.2 кВт, благодаря чему можно обрабатывать большое количество материала за одну рабочую смену.
Для каждого шпинделя предусмотрен мощный электропривод, позволяющий режущим материалам активнее работать с сырьем. Для регулировки верхнего и левого шпинделей используются механические индикаторы. Стол также оснащен некоторыми технологическими функциями, среди которых можно отметить ручную регулировку и наличие электронных показателей высоты. Таким образом можно настроить оптимальную высоту и использовать её как основу будущей работы.
Централизованная панель управления дает возможность оператору управлять всеми рабочими узлами, благодаря чему зона ответственности рабочего сводится лишь к регулировке необходимых параметров, а все остальное сделает механика. Четырехстороннее строгание до 100 мм в глубину, в стандартном режиме до 230. Максимальное количество оборотов для каждого из шпинделей составляет 9000 в минуту, имеется соответствующий редуктор, где можно задать необходимое число.
Стол имеет размеры 1030х630 мм с высотой подъема в 230 мм. В него встроена система подачи материала со скоростью от 3 до 16 м/мин. Модель имеет довольно небольшие размеры как для продольно-фрезерного станка промышленного назначения. Габариты в 1350х1080х1210 мм и вес 525 кг дают возможность более компактного размещения. Среди дополнительных функций при приобретении вы сможете заказать направляющую линейку, с которой повышается точность обработки, а также усиленный стол и расширенный принимающий и подающий столы. Все эти конструкции сделают эксплуатацию более продуктивной и надежной.
Ряд моделей продольно-фрезерных станков выпускает станкостроительный завод AXIS. Они выполняют обработку как горизонтальных, так и вертикальных плоскостей.
В ассортименте есть одностоечные и двухстоечные модели с размерами стола от 320х1000 мм. Оснащены горизонтальным или вертикальным шпинделем.
Выбор
К покупке подобного оборудования нужно относиться очень ответственно, так как стоимость продольно-фрезерных станков довольно высока. Стоит понимать, что эти агрегаты представляют собой целые системы по обработке материала, поэтому очень важно обращать внимание на общую комплектацию. Некоторые производители могут оснастить свою продукцию всем необходимым не только для эксплуатации, но и сервисом. Это, несомненно, преимущество перед теми станками, которые не имеют широкую комплектацию расходных материалов.
Конструкция является основой любой техники, про это не нужно забывать. Именно особенности строения могут повлиять на удобство эксплуатации. Перед покупкой смотрите размеры как самого фрезера, так и его отдельных частей. Если ваше рабочее место ограничено в размерах, то стоит приобрести модель, похожую на CKM М-410S, ведь в ней имеется оптимальное сочетание габаритов и производительности.
Для опытных потребителей важным аргументом перед покупкой является набор технических характеристик. Именно от этих показателей зависит эффективность рабочего процесса, что важно для каждого покупателя. Если вы изучите официальную документацию выбранной вами модели, то сможете сделать собственный вывод о том, подходит ли конкретный фрезер. Но не стоит забывать и о мнении других людей, составляющих отзывы. Посредством этой информации можно узнать куда больше, чем может быть написано в инструкциях и руководствах. Опытные пользователи, оставляющие отзывы, пишут как о преимуществах, так и о недостатках, что может помочь вам при покупке.
Именно соблюдение этих и многих других пунктов подбора позволит избежать ошибок перед приобретением не только этой, но и любой техники в целом.
Обзор продольно-фрезерного станка в видео ниже.
Продольно-фрезерный станок. Металлообработка в Санкт-Петербурге.
Благодаря продольно-фрезерным станкам нашего завода, мы осуществляем обработку деталей на высоком профессиональном уровне.
Четырехсторонний продольно-фрезерный станок: эффективные технологии в деле
Завод «Бригантина» использует продольно-фрезерные станки для обработки стальных заготовок. Данный аппарат отличается высокой технологичностью и качеством всех комплектующих.
Главные характеристики станков таковы:
- выполнение грубых, черновых и чистовых работ
- работа с плоскими и фасонными заготовками
- обработка цветных и черных металлов
- использование крупногабаритных деталей в условиях повышенных нагрузок
Оборудование может быть одностоечным и двустоечным. Последняя модификация более удобна и функциональна. Мы работаем на современных моделях, которые хороши тем, что в них можно изменять угол наклона оси шпинделя по отношению к рабочему столу.
Особенности четырехсторонних металлообрабатывающих агрегатов
Основным преимуществом четырехсторонних продольно-фрезерных станков считается возможность обрабатывать за один проход сразу четыре стороны заготовки. Другими не менее значимыми свойствами оборудования являются:
- Крепление режущего инструмента для обработки металла разной толщины
- Перемещение шпиндельных бабок и рабочего стола с высокой скоростью
- Наличие поворотных шпиндельных бабок и как следствие, возможность изменения угла наклона фрезы
- Подъем и опускание траверсы с увеличением скорости
Оборудование называется четырехсторонним, так как его конструкция включает два вертикальных и два горизонтальных шпинделя. Некоторые модели имеют пятый шпиндель (горизонтальный). Работа продольно-фрезерного станка на нашем предприятии гарантирует оперативное и высококачественное выполнение всех заказов. На этот агрегат можно дополнительно установить пилы для разделения заготовки по ширине и длине.
Продольно-фрезерные станки по металлу обладают мощным приводом и другими свойствами, которые обеспечивают бесперебойный рабочий процесс. Именно поэтому наши клиенты и партнеры всегда получают детали, заготовки и изделия вовремя.
Заказывайте фрезерные работы на предприятии «Бригантина». Безукоризненное качество каждого рабочего узла станков, их надежная сборка и модернизированное оснащение позволяет нам устанавливать доступные и экономически обоснованные цены на весь спектр услуг завода.
Продольно-фрезерный станок | ООО ПКФ «СТАНКОГРАД»
Продольно-фрезерный станок используется на производстве для обработки металлических деталей, деталей из чугуна и цветных металлов.
Продольно-фрезерный станок используется на производстве для обработки металлических деталей, деталей из чугуна и цветных металлов. Оборудование подходит как для масштабного производства, так и для изготовления штучных образцов продукции.
Отрезные станки Точильно-шлифовальные станки Пылеулавливающие агрегаты
Если у вас возникли вопросы или вы заинтересовались нашими услугами, обращайтесь к нам по номеру телефона, указанному в контактах, или с помощью формы обратной связи.
Продольно-фрезерные станки 6620
Продольно-фрезерные станки снабжаются шпинделями, что позволяет проводить обработку нескольких поверхностей. Для фрезеровки заготовок применяют концевые и торцевые фрезы, головки из твердых сплавов. Вертикальный подъем, и опускание головок происходит при помощи направляющих стоек. На таких станках производится операции строгания сверления и растачивания.
Продольно-фрезерные станки обладают следующими преимуществами:
- большую скорость работы;
- балансировочный механизм для равномерного движения;
- высокую жесткость;
- виброустойчивость;
- большой срок эксплуатации;
- возможность обрабатывать различные металлы.
Одной из наиболее распространенных моделей продольно-фрезерных станков является 6620.
Характеристики продольно-фрезерных станков
- вес станка: 121000 кг;
- длина обработки: 6000 мм;
- ширина стола: 2000 мм;
- вес обрабатываемой детали: до 50 000 кг.
Промышленный фрезерный станок
Содержание
- Фрезерный станок - идеальный инструмент для обработки
- Типы фрезерных станков и правила их работы
- Фрезерные станки - применение
- Известные и уважаемые марки станки продольно-фрезерные
- Лучший выбор для тяжелого фрезерования
- Возможна трехсторонняя обработка
- Обработка рамы станка
.
Фрезерный инструмент - Дармет инструментальный цех
Фрезерование - это процесс резания посредством простого кругового движения? порезы? и любое вращение инструмента движения подачи перпендикулярно оси. Процесс фрезерования выглядит как прерывистый процесс удаления стружки; ритмично повторяющиеся перерывы в удалении стружки и колебания силы резания требуют хороших динамических свойств фрезерных станков и инструмента. Самое слабое звено в схеме прочности системы OUNC (станок - устройство - инструмент - деталь) определяет приемлемые режимы резания, которые могут быть приняты при обработке заготовки.Фрезерование наклонных, плоских, выпуклых и изогнутых поверхностей, а также высокая повторяемость при позиционировании требуют высокой геометрической точности станка и оснастки.
Станки фрезерные можно разделить на следующие типы:
- Станки фрезерные вертикальные
- Станки фрезерные горизонтальные
- Станки фрезерные вертикальные с крестовым столом
- Станки фрезерные универсальные
- Копировально-фрезерные станки
- Станки продольно-фрезерные
- Станки роторно-фрезерные
- станки фрезерные для ключей.
Поскольку фрезерование - это метод обработки, который в большинстве случаев создает большие силы резания, конструкция зажимных устройств имеет особое значение. При размещении и зажиме заготовок возникают четыре основные задачи: позиционирование, зажим, обеспечение дополнительных опор и демпфирование. Для приведения бланка в заданное положение используются следующие методы:
- Привод к одной неподвижной спине, которая находится с одной стороны на неподвижной губке или зажиме
- использование специальной двухсторонней опоры на плитах, базах V-образных, фасонных губках, уголках
- центрирование в одном или двух направлениях с насадкой или без и т. Д.
Зажимные устройства должны быть соединены со станком с помощью пазов и упоров (с принудительной блокировкой). Сила зажима создается классическими элементами, такими как резьба, клинья, эксцентриковые сверла, рычаги, губки, пружины, а также с помощью гидравлических и пневматических цилиндров. Эти зажимные устройства приводятся в действие как вручную, так и с помощью гидравлических и пневматических устройств.
В зависимости от количества обрабатываемых деталей и желаемой степени автоматизации для удобства работы могут использоваться различные типы зажимных устройств.Машинные тиски - универсальные устройства. Их используют для обработки деталей самых разных форм и размеров. Тиски имеют фиксированные детали (корпус, подвижные и неподвижные губки, зажимной механизм) и изменяемые приспособления, которые используются при обработке деталей разного размера. Тиски могут иметь одну или две губки - подвижные или саморегулирующиеся. В тисках используются следующие зажимы: ручные, винтовые, эксцентриковые, механизированные, пневматические, гидравлические, пневмогидравлические. Наиболее распространены тиски с винтовым зажимом и тиски с гидроусилителем.В зависимости от направления силы зажима, действующей на подвижные губки, тиски делятся на тиски с силой тяги и тиски с силой выталкивания. Тиски изготавливаются фиксированными, поворотными в одной плоскости, поворотными в двух или трех взаимно перпендикулярных плоскостях (двух и трех осях). Конструкции станочных тисков должны быть жесткими, быстродействующими и удобными. В зависимости от требуемой точности обработки используются ли станочные тиски нормальной точности? фиксированные и поворотные, прецизионные тиски? фиксированный и вращающийся.Тиски могут размещаться как на фрезерном столе, так и на промежуточном устройстве, например, на наклонном столе. Также выпускаются тиски, состоящие из двух отдельных частей (разъемные), которые могут зажимать крупногабаритные заготовки. Для зажима крупногабаритных заготовок также используется несколько тисков, которые сжимают заготовку в нескольких местах. В этом случае используются прецизионные тиски с небольшим допуском по высоте корпуса. Все чаще используются машинные тиски, которые могут сжимать более одной заготовки, тиски, которые можно размещать сбоку, тиски, которые можно размещать на нескольких опорах, тиски с возможностью перемещения губок.Для станков с ЧПУ и обрабатывающих центров используются тиски повышенной жесткости, так называемые компактные тиски. На фрезерных станках можно использовать синусоидальные тиски отдельных типов. Для размещения заготовки в тисках в определенном положении используются различные переходники: плоские и параллельные пластины, угловые штативы, сменные и накладные губки и т. Д.
При фрезеровании поверхностей, находящихся под углом друг к другу, используются различные типы делительно-поворотных столов.Необходимость их использования объясняется тем, что различные изделия имеют большое количество деталей типа вращающихся объектов, для изготовления которых, помимо точения и шлифования, требуется еще и фрезерование. В устройствах с горизонтальной осью заготовки зажимаются между центрами на стороне разобщающего устройства и задней бабки. Возможно использование ручки, которая устанавливается в разъединительном устройстве вместе с зубом противоположной задней бабки. Захваты используются для отсоединения устройств с вертикальным осевым расположением.Некоторые развязывающие устройства допускают вертикальную и горизонтальную установку. Устройства развязки с ручным управлением, как правило, имеют один шпиндель.
Конус шпинделя с конусом 7:24 или конус Морзе предназначен для установки зажимных устройств фрезы.
Держатели для различных торцевых фрез (торцевых, пазовых, торцевых, угловых) с цилиндрическим корневым отверстием изготавливаются с конусом 7:24 и конусом Морзе.Фреза сидит на цилиндрическом плече и устанавливается на продольную шпонку с помощью продольной канавки. Резак крепится винтом с плоской головкой. Держатели с коническим хвостовиком Морзе устанавливаются в гнезда конических шпинделей 7:24 станков через переходные втулки. Переходные втулки с внешним конусом 7:24 и шпоночным пазом на торце используются для установки различных фрезерных оправок и держателей с конусом Морзе и фаской. Фрезерные оправки для установки в центры предназначены для установки на горизонтально-фрезерных станках цилиндрических, круговых, фасонных, дисковых пил для обработки пазов под пазы и др.Один конец оправки для фиксации в центрах установлен в гнезде шпинделя станка, а другой конец установлен в подшипнике подвижного держателя, закрепленного на стреле станка. С помощью промежуточных колес фрезы могут быть размещены на оправке на заданном расстоянии друг от друга и от фланца хвостовика шпинделя.
Переходные втулки для концевых фрез с коническим хвостовиком производятся с внешним конусом Морзе и конусом 7:24. Набор втулок позволяет закреплять конические фрезы Морзе с 1 по 6 в шпинделях различных станков для обработки металлов.
Цанговые патроныиспользуются для концевых фрез с коническим хвостовиком.
Быстрозажимные патроны используются для работы с частой сменой инструмента. Ручки позволяют менять инструмент без использования шомпола, что сокращает время, затрачиваемое на смену инструмента, до 2-3 раз.
.Портальный фрезерный станок | Фрезерные станки с широким порталом Vision - Abplanalp
Станки фрезерные портальные
Портальные фрезерные станки VISION WIDE - это тяжелые станки с портальной конструкцией и вертикальной передней бабкой. Они предназначены для эффективной и точной обработки крупногабаритных деталей.
Vision Фрезерные станки с широким порталом - что их отличает?
Типичными областями применения портальных фрезерных станков VISION WIDE являются крупногабаритные и тяжелые детали, требующие многосторонней обработки - например,пресс-формы для литья под давлением, пресс-формы, штампы, штампы, корпуса, детали машин, рамы и т. д.
Все серии станков отличаются компактной и прочной конструкцией, простой и логичной структурой, а также неподвижным и жестким комбинированным затвором с поперечной станиной. Машины VISION WIDE обеспечивают пользователям высокую производительность и низкие производственные затраты.
Предлагаемые портальные фрезерные станки Abplanlap
Портальные фрезерные станкидоступны от ABPLANLAP в 3-осевой версии (вертикальный шпиндель), с дополнительными автоматическими (индексируемыми) поворотными головками и 5-осевой (непрерывно поворотная головка в двух осях).
SF серия. Серия SF - это станки с направляющими качения по осям X и Y и направляющими скольжения по оси Z. Жесткая конструкция на основе чугуна основных частей станка, а также оптимальная конструкция для движения передней бабки в поперечная ось гарантирует стабильную обработку без вибрации даже при высоких нагрузках.
SE серии . Серия SE - это портальные фрезерные станки, отличающиеся высокой рабочей подачей до 20 м / мин и динамическим ускорением.Они гарантируют эффективную обработку с высочайшей точностью и используются при обработке форм, штампов и других элементов из стали, алюминия или чугуна.
NF и HF серии . Станки серий NF и HF характеризуются наибольшим диапазоном бокового перемещения по оси Y, а также шириной стола и ширины ворот, благодаря чему они используются при многосторонней обработке самые крупные и тяжелые элементы, такие как отливки, сварные конструкции, элементы машин и т. д.
BM серии. Станки серии BM представляют собой портальные фрезерные станки, в которых, помимо перемещения по осям X, Y и Z, дополнительное вертикальное перемещение выполняется поперечной балкой (ось W), которая перемещается вдоль вертикальных стоек ворот. Это решение позволяет обрабатывать очень высокие элементы.
Серия FA . Станки серии FA представляют собой портальные фрезерные центры с 5 осями с тремя линейными осями (ось X, Y, Z) и двумя осями вращения, реализованными поворотной головкой по двум осям (вращение каждой оси является одновременным, т. Е. Непрерывным).Головка со шпинделем известного немецкого производителя обеспечивает надежность и высокую точность.
.фрезерных станков PCGPMWQMLWSDF3B7DDPHDIBV7AQXOSSQ7RD2WDI
Фрезерование - один из наиболее эффективных часто используемых методов обработки, заключающийся в отделении слоя материала вращающимся инструментом (фрезой) на станке, называемом фрезерным станком. Фрезерование может использоваться для обработки плоскостей, криволинейных поверхностей, резьбы, шестерен и т. Д.
Фреза выполняет вращательное движение резания, в то время как заготовка выполняет движение подачи (поступательное или вращательное) относительно фрезы.Зубья фрезы, входя в материал один за другим, удаляют стружку переменной толщины (форма в поперечном сечении похожа на долото). Различают цилиндрическое фрезерование, при котором фреза режет лезвиями, лежащими на цилиндрической поверхности, и торцевое фрезерование, при котором фреза режет зубьями, расположенными на торцевой поверхности. В зависимости от направления движения подачи по отношению к фрезу, фрезерование может быть противовращением (направления скорости вращения фрезы и движения подачи заготовки вращаются в противоположных направлениях) или одновременно, когда направление движения подачи фрезерного стола соответствует направлению рабочего движения фрезы.При фрезеровании направление подачи противоположно направлению рабочего движения. Фрезерование вниз более эффективно.
Можно обрабатывать объекты сложной формы:
-Фрезерование - фигурная фреза с контуром, который должен быть получен на заготовке, например, неточные шестерни.
- Копировальное фрезерование, основанное на принципе копирования по шаблону или непосредственно с чертежа (копирование), например, штампы, штампы, судовые винты и т. Д. Копировальное фрезерование выполняется на фрезерных и копировальных станках или на обычных вертикально-фрезерных станках дополнительно оснащены специальными приспособлениями.
1.2 ВИДЫ ФРЕЗЕРНЫХ ФРЕЗ
Фреза - это режущий инструмент с множеством зубьев на цилиндрической или торцевой поверхности, который во время обработки совершает вращательное движение. В зависимости от типа лезвий бывают фрезы: ножницы (одинарные, двойные) и утопленные. Маленькие фрезы обычно изготавливаются из цельной стали (обычно быстрорежущей стали). Фрезы большего размера могут иметь лезвия из быстрорежущей стали или спеченного карбида, постоянно соединенные с корпусом фрезы, напримерпайка. Фрезерные головки всегда имеют вставленные лезвия, встроенные в корпус. Фрезы делятся на: цилиндрические, торцевые, шпиндельные, специальные фрезерные головки и другие.
1.3 КОНСТРУКЦИЯ И КЛАССИФИКАЦИЯ ФРЕЗЕРНЫХ СТАНКОВ
Фрезерный станок является одним из наиболее часто используемых станков для обработки металлов и пластмасс. Все фрезерные станки можно разделить на три основные группы:
- Фрезерные станки общего назначения.
-Специализированные фрезерные станки.
-Специальные фрезерные станки.
Фрезерные станки общего назначения делятся на консольные (консольные) и бесконсольные (бесконсольные).Наиболее распространены консольно-фрезерные станки, которые делятся на: горизонтальные обыкновенные, горизонтальные универсальные и вертикальные. Основные узлы для фиксации заготовки (стола) и механизмов перемещений подачи расположены в кронштейне (консоли). Заготовка может перемещаться вместе со столом либо в горизонтальном направлении, перпендикулярном оси шпинделя (продольное перемещение), либо параллельно этой оси (поперечное перемещение), и вся опора в вертикальном направлении (вертикальное перемещение).
В одностоечных фрезерных станках без консоли стол может выполнять только продольные и поперечные движения, а вертикальный сдвиг, необходимый для установки фрезы по отношению к заготовке, осуществляется передней бабкой.Портальные фрезерные станки - имеют корпус в виде ворот, через которые перемещается большой стол. Передние бабки перемещаются по направляющим корпуса, что позволяет обрабатывать заготовку одновременно с трех сторон. Фрезерные станки используются для обработки длинномерных деталей. Для специальных работ, резьбонарезных станков, зубофрезерных станков, карусельно-фрезерных станков (с поворотным столом), фрезерных станков, кулачковых фрезерных станков и фрезерно-копировальных аппаратов
1.4 ФРЕЗЕРНО-КОПИРОВОЧНЫЕ СТАНКИ
Фрезерно-копировальный аппарат предназначен для рабочие объекты копировальным фрезерованием.Копирование достигается за счет объединения двух движений подачи и ведущей подачи и копирующей подачи, перпендикулярной ей. Фрезерные и копировальные станки для копирования в одной плоскости используются для обработки поверхностей с параллельными формами, а фрезерные и копировальные - для обработки поверхностей более сложной формы. Различают фрезерные и копировальные аппараты с ручной и автоматической подачей и с числовым программным управлением.
1.5 КЛАССИФИКАЦИЯ МЕТОДОВ РАБОТЫ ЗУБЧАТОГО КОЛЕСА
Есть три метода обработки зубчатых колес:
- применяется в тех случаях, когда контур выемки остается неизменным на
на всю длину зуба (ширина зубчатого обода).Поэтому этот метод используется для обработки
цилиндрические шестерни с внешними или внутренними зубьями и прямыми зубьями, или
винт. Эту обработку можно проводить фрезерованием, строганием, протяжкой.
Этот метод используется для лечения:
круги с меньшей точностью (кроме фигурного шлифования),
начальная (черновая), то этим методом изготавливают не только цилиндрические шестерни, но и
также конические шестерни с прямыми зубьями.
Более низкая точность исполнения объясняется:
сложность составления точного контура инструмента,
сложность настройки инструмента.
Для вырубки шестерен можно использовать:
-образные концевые фрезы (используются при недостаточном количестве дисковой фрезы
биение, например, фрезерование зубцов зигзага),
долбежные головки позволяют обрабатывать все зубья одновременно.Голова
имеет столько ножей, сколько зубцов в обрабатываемом круге.
- состоит из окружного контура стороны зуба с последовательными позициями кромки
режущий станок (лезвие) инструмента. Здесь мы имеем дело с рабочим движением режущего инструмента.
инструменты и перекатывающее движение, целью которого является придание формы
эвольвентный контур боковой поверхности зуба обработанного колеса
Катящееся движение состоит из:
- вращательное движение заготовки,
а) шлифованный круг - метод Maaga ,
б) каретка с приспособлением - методика Сандерленд .
В обоих случаях инструмент имеет форму стойки. Здесь также часто упоминается
зубофрезерование червяком, поперечное сечение которого имеет форму, аналогичную
В последнем случае режущие кромки (лезвия) располагаются по линии
винтовой шнек. Во время вращения каждая из следующих режущих кромок зуба
фреза, входящая в работу, смещается относительно предыдущей режущей кромки (это
самой резьбы) по оси фрезы, что создает условия для скользящего движения инструмента
2.1 универсальный фрезерный станок FNC - 25
На последнем занятии мы ознакомились с устройством и работой универсального вертикального фрезерного станка FNC-25 . Подобно токарному станку и шлифовальному станку, это обрабатывающий станок. Станок, расположенный в лаборатории, представляет собой так называемый универсальный фрезерный станок, задача которого - адаптироваться к разнообразию выполняемых на нем работ. Для этого каждый такой станок снабжен набором соответствующих инструментов, а также элементами самого станка, чтобы его можно было приспособить для обработки различных деталей.Его можно использовать для обработки стали, чугуна, цветных металлов и пластмасс. Высокая эффективность обработки достигается за счет использования многолезвийных инструментов и высоких скоростей резания. Как и в случае с токарными и шлифовальными станками, существуют продольные и поперечные подачи, которые могут выполняться как вручную, так и автоматически. Охлаждение, а также удаление стружки с поверхности заготовки осуществляется подходящей циркулирующей жидкостью в замкнутой системе, очищаемой с помощью системы фильтров и магнита.Универсальные фрезерные станки имеют, как уже говорилось, стандартное оборудование, включающее набор основных элементов для крепления и зажима инструмента, а также специальное оборудование:
станочные тиски, переходные втулки, удлиненный набор фрезерных оправок, инструменты
делители и делители, ящики для гитары, поворотные столы, угловые фрезерные головки,
инструмент для долбления, самоходные балки, инструмент для фрезерования шестерен.
Конструкция фрезерного станка очень жесткая и устойчивая благодаря сильно ребристому корпусу.
а также широкие и прочные направляющие для перемещения каретки и передней бабки.
Фрезерный станок состоит из следующих узлов: основание, корпус, бабка, балка, стол.
вертикальный, горизонтальный стол, пульт управления и шкаф управления. На лбу балка
навешивается специальное оборудование, такое как: фрезерная головка, высокоскоростная головка,
долбежная головка и кронштейны.На вертикальном столе смонтированы: горизонтальный стол, стол
наклонно-поворотный стол со сдвигом, делительная головка, приспособление для фрезерования винтовых линий,
кулачковое фрезерное устройство. С другой стороны, поворотные столы монтируются на горизонтальном столе,
подразделения, пороки и т. д.
Привод подачи защищен от повреждений с помощью муфты.
перегрузка. Фрезерный станок смазывается централизованно двумя насосами.Один
расположен в корпусе и работает автоматически, непрерывно смазывая переднюю бабку,
скорость и коробка подачи. Второй насос помещается в спорангии и используется для
периодическая смазка направляющих и опорных механизмов.
Затем мы познакомились со вспомогательным устройством для обработки на фрезерном станке - так называемой делительной головкой. В нашем случае это была двухдисковая делительная головка, хотя сегодня чаще всего мы имеем дело с однодисковыми делительными головками, которые используются для деления окружности на равные части.Делительные головки делятся на обычные, универсальные, автоматические и многошпиндельные.
Делительные головки - позволяют прямое разделение, при котором угол
вращение шпинделя делителя равно углу поворота кривошипа. К телу
делительная головка прикреплена к разделительному диску с несколькими рядами по окружности
размещены отверстия. В эти отверстия вставляется штифт для защелки ручки. Щит
имеет отверстия с двух сторон для увеличения количества делений.
k - целое число, равное или больше единицы
Универсальные разделители - позволяют выполнять большое количество различных делений и
сопутствующие подачи, с помощью которых можно фрезеровать винтовые линии
Методы измерения по делениям:
Диск, установленный на шпинделе, предназначен для быстрого деления.
непосредственно по частям, без использования червячной передачи.На щите три круга
отверстия (с внутренней стороны), а именно: 24, 30, 36.
На корпусе разделителя есть храповой штифт.
Непрямое деление - окружность круга на равные части можно сделать тремя способами:
При стандартном раскалывании разделительная пластина все время фиксируется с защелкой. Чтобы каждый раз не пересчитывать дыры и не ошибаться, используются регулируемые указатели.Обычное косвенное деление возможно, когда по формуле для расчета количества оборотов кривошипа мы получаем целое число или целое число и дробь.
n k - количество оборотов кривошипа_,
of ks - количество зубьев червячного колеса (червячного колеса),
Часто простое деление невозможно из-за отсутствия подходящего числа.
дыры в щитках.Следовательно, тогда можно применить сопряженное деление, состоящее в
о разложении дроби. /
n p - величина поворота кривошипа относительно фиксированной цели;
n r - величина поворота ручки с щитком по отношению к защелке.
Дифференциальное деление (с нормальной группой делительных шестерен) позволяет
разделение окружности заготовки на любое количество частей (2 - 360).Из щита
разделитель должен защелкнуться, когда диаграмма вращается во время разделения.
1) Затем мы разделили круг на 79 частей:
50 отверстий - большой щит
это означает, что каждые 2 оборота на маленьком диске (64 отверстия) мы добавляем отверстие.
2) 47 градусов 12 минут 36 секунд
количество оборотов в отдельных районах:
5 оборотов большой звезды
18 отверстий на циферблате с 54 отверстиями
2 отверстия на циферблате со 100 отверстиями
Выставляем минуты на циферблат со 100 отверстиями.
Секунды на циферблате с 54 отверстиями
Поисковая система
Подобные подстраницы:
abc 56 58 Фрезерные станки
Фрезерный станок по дереву
istan Вертикальный фрезерный станок, OHS, Инструкции по рабочему месту
Инструкции по технике безопасности для фрезерного станка AKF 125
77 Nw 04 Зубофрезерный станок
Производство фрезерных станков, MTA I studios, машиностроение, общее машиностроение, общее машиностроение
охрана труда и техника безопасности при работе на фрезерном станке, OHS ON SITE
istan Фрезерный станок по дереву, OHS, инструкции для рабочего места
Учреждение по охране здоровья и безопасности - зубофрезерный станок, OHS
фрезерные станки
фрезерные станки
ФРЕЗЕРОВАНИЕ
Фрезерные станки
Фрезерные станки
Фрезерные станки
Фрезерные станки ФРЕЗЕРНЫЕ СТАНКИ
Станки Фрезерный станок
13 Обработка на фрезерном станке DMU60
Инструкции по охране труда и технике безопасности при эксплуатации вертикального и горизонтального фрезерного станка с числовым программным управлением
Фрезерный станок, BPH, слово
еще похожих подстраниц
.LUNA Фрезерно-сверлильный станок с механической продольной подачей MMD 500 9000 1
Цена брутто: 29 900.00 PLN
Цена нетто: 24 308.94 PLN
Прежняя цена: 37.026.00 PLN
Временно недоступен
Оповестить меня, когда станет доступен
добавить в буфер обмена
Наличие: Доступно в течении 2-3 рабочих дней
Стоимость доставки: от 0,00 PLN Доступные способы доставки для просмотра продукта: Курьер GLS - 0,00 PLN Курьер InPost - 17,00 PLN Самовывоз - 0,00 PLN
No для заказа: 208850107
Код производителя: 208850107
Гарантия: 1 год
.Фрезерные станки по металлу - необходимые для обработки

Ни один слесарный цех не обходится без правильного фрезерного станка. Устройства, используемые для серийного производства, точны, универсальны и эффективны. В связи с растущим спросом на различные типы станков на рынке существует множество специализированных станков для обработки. Поэтому стоит знать, для чего нужен фрезерный станок и какие типы чаще всего выбирают для обработки металла.
Использование фрезерных станков в производственном процессе
С помощью фрезерного станка можно легко формировать даже сложные предметы из металла, дерева или пластика. При фрезеровании металла, то есть фрезеровании, наиболее важным движением, вызывающим рез, является вращательное движение. Обрабатывающий инструмент (фреза) также перемещается по отношению к заготовке. С помощью фрезерного станка создаются такие элементы, как резьба, профили, пазы, шпиндели, шестерни и компоненты для тяжелой промышленности.
Типы фрезерных станков
Столь широкое применение и разнообразие устройств не облегчает классификацию этих устройств. Обычно при их классификации учитываются обрабатываемое сырье, предполагаемое использование, положение шпинделя, метод управления и корпус станка. На фабриках самые распространенные:
- Обычные фрезерные станки - Стандартные обычные фрезерные станки имеют трехкоординатный индикатор положения. Я управляю ими вручную, например, кривошипами или механически с рабочего стола.Все фрезерные станки этого типа считаются безопасными, производительными, точными, а также достаточно жесткими и стабильными. Они идеально подходят для инструментальных мастерских или мастерских по изготовлению прототипов и с удовольствием используются для обучения фрезерованию.
 |
| Фото: Обычный универсальный фрезерный станок |
- Инструментально-фрезерные станки - этот тип фрезерных станков отличается точностью и универсальностью применения.С их помощью будут выполняться работы с высокой степенью сложности, такие как нарезание резьбы, изготовление штампов, инструментов, держателей или штампов. Они используются в сталелитейной, инструментальной и машиностроительной промышленности.
- Универсальные фрезерные станки - эти универсальные и универсальные станки могут работать с любым типом инструмента. Обычно они используются в единичной работе. Он используется для производства небольших серий или прототипов, потому что, хотя они могут выполнять задачу много раз, они неэффективны.Однако они хорошо работают при профессиональном обучении и в ремонтных мастерских.
- Фрезерные станки с ЧПУ (с числовым программным управлением) - современные фрезерные станки с ЧПУ позволяют быстро создавать элементы с очень точными параметрами. 3-х или 5-ти осевые фрезерные станки с ЧПУ с цифровым индикатором и автоматической сменой инструмента. Они хорошо подходят для создания как одиночных вещей, так и серий.
 |
| Фото.: Фрезерный станок с ЧПУ |
- Портальные фрезерные станки - используются на крупных предприятиях, где необходимы современные, но простые в использовании и автоматизированные станки. С помощью портально-фрезерного станка обрабатываются большие и длинные элементы, которые должны быть прочными и долговечными. Эти типы машин можно найти на заводах по производству вооружений (например, для фрезерования элементов конструкции и усиления, установленных в танках и боевых машинах), и на авиационных заводах (обработка шпангоутов, элементов для сборки фюзеляжей или крыльев).
- Продольно-фрезерные станки - используются в основном для фрезерования тяжелых предметов, например, корпусов машин. Они лучше всего подходят для единичных или небольших работ. Продольно-фрезерные станки можно найти на предприятиях автомобильной, железнодорожной, мебельной и сталелитейной промышленности.
Найдите компанию, предлагающую фрезерные станки с ЧПУ, на Staleo.pl
-> https://staleo.pl/katalog-firm/handel-i-produkcja-maszyny/frezarki-cnc
Найдите компанию, предлагающую обычные фрезерные станки на Сталео.pl
-> https://staleo.pl/katalog-firm/handel-i-produkcja-maszyny/frezarki-konwencjonalne
Источник: Staleo.pl
Редактор: MRR
Добавлено 16 апр.2020 г.
СВЯЗАННЫЙ
.CORMAK - ZX5150
Продольно-фрезерный станок- Инструкция
на польском языке - Доставка
даже в
24ч - Гарантия
12/24
мес. - Бесплатная доставка
Технические данные
| Технические параметры | |
|---|---|
| РАЗМЕР СТОЛА | 1500 x 360 мм |
| ДЕРЖАТЕЛЬ ВАЛА | ISO 40 |
| КОЛИЧЕСТВО ОБОРОТОВ ШПИНДЕЛЯ, ВЕРТИКАЛЬНО | (16) 94 - 2256 об / мин |
| ПЕРЕРЫВНЫЙ БАК | 180 мм |
| ПРИНУДИТЕЛЬНАЯ ПОДАЧА | 0,1 / 0,15 / 0,3 мм / об |
| ПОДАЧА ПРОДОЛЬНАЯ (X) | 800 мм |
| ПУТЬ (Y) | 360 мм |
| ВЕРТИКАЛЬНАЯ ПОДАЧА ПОДАЧИ (Z) | 500 мм |
| ПРОЛЕТ / КОЛОННА | 370 мм |
| НАКЛОН ШПИНДЕЛЯ | от -45 ° до + 45 ° |
| ПРОЛЕТ / ТАБЛИЦА | 110-610 мм |
| ДИАПАЗОН ПРОДОЛЬНОЙ / ПОПЕРЕЧНОЙ ПОДАЧИ | (8) 24-720 мм / мин. |
| S1 / S6 МОЩНОСТЬ ДВИГАТЕЛЯ | 1,5 / 2,4 кВт |
| РАЗМЕРЫ | 1770 x 1800 x 2320 мм |
| ВЕС | 1400 кг |
Принадлежности в зависимости от версии
- Патрон сверлильный со штифтом
- Адаптер ISO 40 / MK 4, ISO 40 / MK 3, ISO 40 / MK 2
- ISO оправка для фрезы 40/32 мм
- Цифровой 3-осевой индикатор положения
- Система охлаждающей жидкости
- Центральная смазка
- Галогенная лампа
- Двигатель подъема режущей головки
- Крышка
Заинтересованы в этом продукте?
Свяжитесь с нашим консультантом
Наши консультанты на связи 24/7
Дополнительное оборудование

Набор инструментов для фрезерных станков с конусом шпинделя ISO40

Компания предлагает широкий ассортимент тисков для поворотных, точных и шлифовальных станков.Все изделия из качественных материалов известны своей надежностью и универсальностью.

Компания предлагает широкий ассортимент тисков для поворотных, точных и шлифовальных станков. Все изделия из качественных материалов известны своей надежностью и универсальностью.

Тиски для вращающихся станков, рекомендуемые в качестве основного оборудования для фрезерных станков, сверл, строгальных станков и т. Д. Легкая конструкция делает эти тиски очень популярными.

Ротационные станочные тиски, рекомендуемые в качестве основного оборудования для фрезерных, сверлильных, строгальных станков и т. Д.Легкая конструкция делает эти пороки очень популярными.

Тиски изготовлены из высококачественного чугуна. Благодаря точному наведению тиски для поворотных станков используются в прецизионной механике. Поворотное основание позволяет изменять угол в горизонтальной плоскости на 360 градусов, в вертикальной плоскости на 90 градусов.Вставки кулачков из инструментальной стали, закаленные (55 + - 3HRC) и прецизионные шлифованные.

Тиски изготовлены из высококачественного чугуна. Благодаря точному наведению тиски для поворотных станков используются в прецизионной механике. Поворотное основание позволяет изменять угол в горизонтальной плоскости на 360 градусов, в вертикальной плоскости на 90 градусов.Вставки кулачков из инструментальной стали, закаленные (55 + - 3HRC) и прецизионные шлифованные.

Тиски изготовлены из высококачественного чугуна. Благодаря точному наведению тиски для поворотных станков используются в прецизионной механике. Поворотное основание позволяет изменять угол в горизонтальной плоскости на 360 градусов, в вертикальной плоскости на 90 градусов.Вставки кулачков из инструментальной стали, закаленные (55 + - 3HRC) и прецизионные шлифованные.


















Деление с помощью делительных пластин и очень точное угловое деление с помощью микрометрического винта.




сеть 90 293 917,89 злотых 734,31 злотых
валовой 1 129,00 903,20 злотых

16 других товаров из этой категории:

рассрочка от 8 805,16 злотых
Большой промышленный фрезерный станок, позволяющий обрабатывать тяжелые элементы.

рассрочка от 7 077,99 злотых
Качественные фрезерные станки с прочной конструкцией.Большой стол, позволяющий обрабатывать детали весом до 1800 кг. Серводвигатели и шарико-винтовые пары использовались в качестве приводов по всем осям.

рассрочка от 2 607,68 зл.
Это новая серия обычных станков, оснащенных сервоприводами на 3 рабочих подачи.Модель фрезерного станка дополнительно оснащена поворотным столом. Модель машины в наличии сразу в наличии.

Фрезерный станок UWF 125 SERVO станок из новой серии обычных станков с приводами подачи, обеспечиваемыми сервоприводами. Стабильная фрезерная головка регулируется на + -30 градусов. Стандартное оборудование включает 3-осевой цифровой считыватель, большой лоток для стружки и эффективную систему охлаждения.

Универсальный фрезерный станок с независимым приводом вертикальной головки для различных фрезерных работ. Головка позволяет фрезеровать под разными углами.

Это новая серия обычных станков, оснащенных плавным регулированием подачи, ускоренным ходом по 3 осям.

рассрочка от 2 187,74 злотых
Это новая серия обычных станков, оснащенных сервоприводами на 3 рабочих подачи.

рассрочка от 6 603,87 злотых
Качественные фрезерные станки с прочной конструкцией.Большой стол, позволяющий обрабатывать детали весом до 1800 кг. В качестве приводов по всем осям использовались серводвигатели и шарико-винтовые пары.

Фрезерный станок серии UWF 140 отличается простой и жесткой конструкцией, которая обеспечивает широкий спектр применения. Кроме того, он имеет очень широкий спектр стандартного оборудования, в том числев машинных тисках - вертикальная поворотная головка и цифровые считывающие устройства, автоматическая подача по осям X, Y, Z и поворотный стол.

Новое поколение обычных фрезерных станков. Перемещение оси осуществляется высококачественными сервоприводами, что значительно увеличивает точность детали и увеличивает эффективность станка.Простота использования и надежность машины делают эту модель очень популярной.

Фрезерный станок серии UWF 120 отличается простой и жесткой конструкцией, что позволяет использовать его в самых разных областях. Кроме того, он имеет широкий спектр доступного оборудования, в т.ч. машинные тиски, вертикальная поворотная головка и цифровые считывающие устройства, автоматическая подача по осям X, Y, Z и поворотный стол.

рассрочка от 3 292,99 злотых
Это новая серия обычных станков, оснащенных сервоприводами на 3 рабочих подачи.Машина сразу в наличии.

Новое поколение обычных фрезерных станков. Простота использования и надежность машины делают эту модель очень популярной. Машина сразу в наличии.

рассрочка от 1825,38 злотых

рассрочка от 6 265,21 злотых
Качественные фрезерные станки с прочной конструкцией.Большой стол, позволяющий обрабатывать детали весом до 1800 кг. В качестве приводов по всем осям использовались серводвигатели и шарико-винтовые пары.

рассрочка от 2 570,43 зл.
Это новая серия обычных станков, оснащенных сервоприводами на 3 рабочих подачи.Машина сразу в наличии.
.







 Вызов дизайнера:
Вызов дизайнера:


Действующие акции

скидка для внимательных клиентов 7% от общей стоимости заказа.

