Салон штор в Санкт-Петербурге




Маршрутная карта
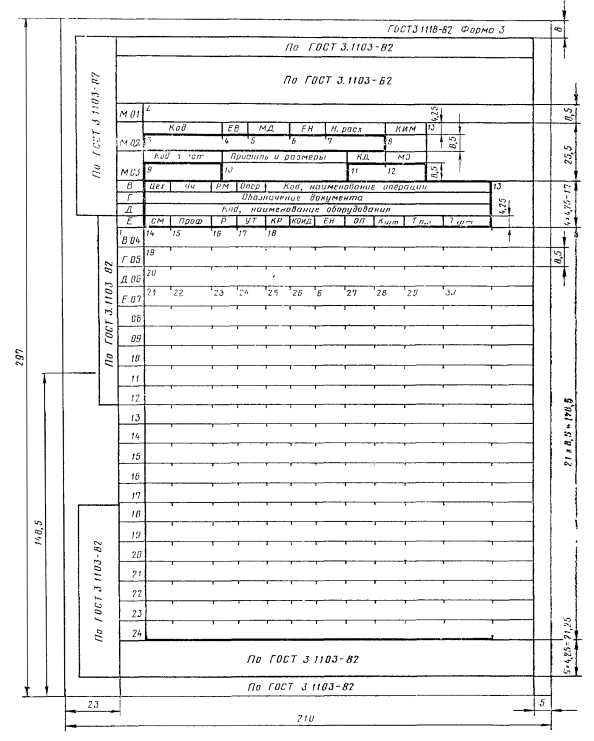
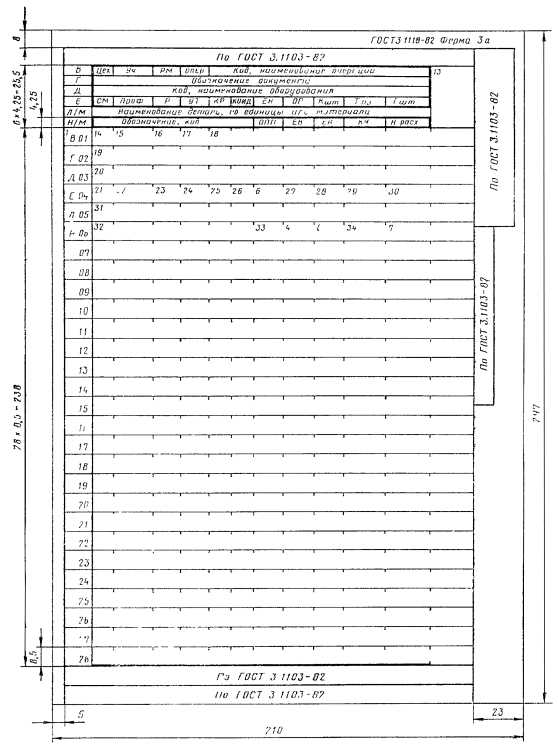
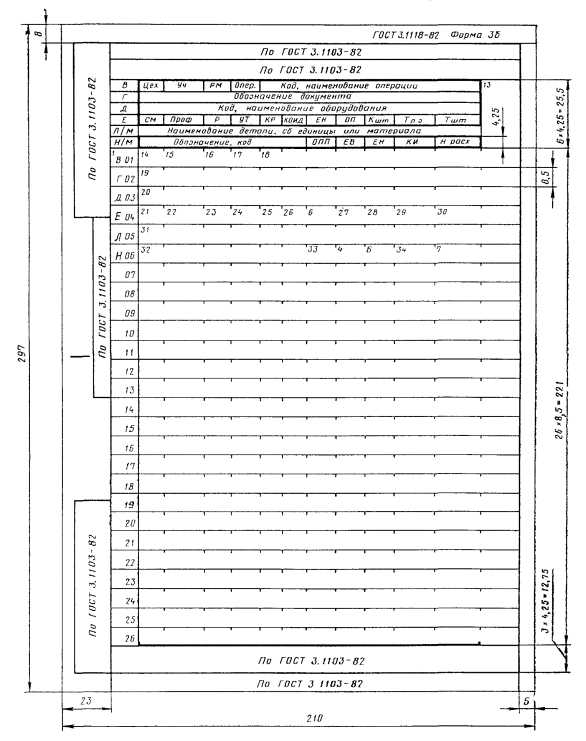
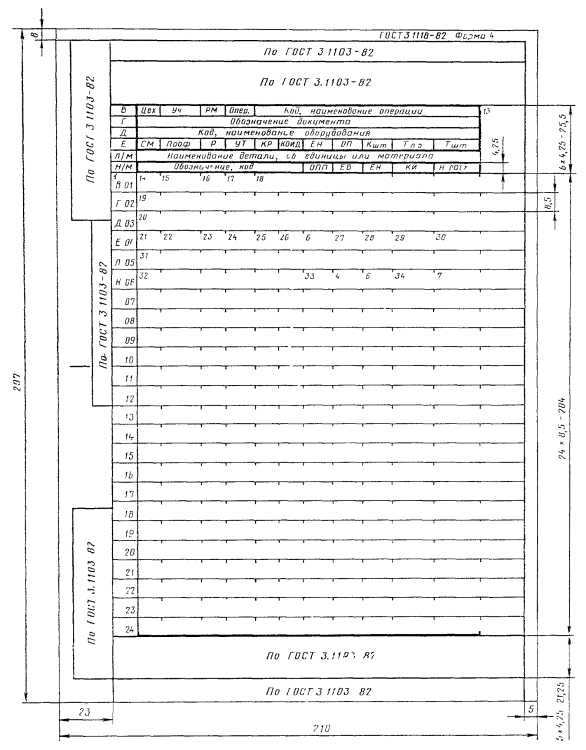
ГОСТ 3.1118-82 ЕСТД. Формы и правила оформления маршрутных карт
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ЕДИНАЯ СИСТЕМА ТЕХНОЛОГИЧЕСКОЙ ДОКУМЕНТАЦИИ
ФОРМЫ И ПРАВИЛА ОФОРМЛЕНИЯ
МАРШРУТНЫХ КАРТ
ГОСТ 3.1118-82
ИЗДАТЕЛЬСТВО СТАНДАРТОВ
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
Единая система технологической документации ФОРМЫ И ПРАВИЛА ОФОРМЛЕНИЯ МАРШРУТНЫХ КАРТ Unified system for technological documentation. Forms and rules for filling in the technological process cards |
ГОСТ |
Постановлением Государственного комитета СССР по стандартам от 30 декабря 1982 г. № 5311 срок введения установлен
с 1984-01-01
Настоящий стандарт устанавливает формы и правила оформления маршрутных карт, применяемых при разработке технологических процессов изготовления или ремонта изделий в основном и вспомогательном производствах.
1.1. Маршрутная карта (МК) является составной и неотъемлемой частью комплекта технологических документов (далее - документов), разрабатываемых на технологические процессы изготовления или ремонта изделий и их составных частей.
1.2. Формы МК, установленные настоящим стандартом, являются унифицированными и их следует применять независимо от типа и характера производства и степени детализации описания технологических процессов.
2.1. Выбор и установление области применения соответствующих форм МК зависят от разрабатываемых видов технологических процессов, специализированных по применяемым методам изготовления и ремонта изделий и их составных частей, назначения формы в составе комплекта документов и применяемых методов проектирования документов. Выбор и установление области применения форм МК осуществляет разработчик документов в соответствии с порядком, установленным в отрасли или на предприятии (в организации) по табл. 1.
2.2. При маршрутном и маршрутно-операционном описании технологического процесса МК является одним из основных документов, на котором описывается весь процесс в технологической последовательности выполнения операций.
2.3. При операционном описании технологического процесса МК выполняет роль сводного документа, в котором указывается адресная информация (номер цеха, участка, рабочего места, операции), наименование операции, перечень документов, применяемых при выполнении операции, технологическое оборудование и трудозатраты.
Таблица 1
|
Вид технологического процесса |
Номер формы МК |
Назначение формы МК |
Применяемый метод проектирования |
Применение |
|
Единичные технологические процессы, выполняемые с применением различных методов обработки |
1 |
Первый или заглавный лист |
Все методы |
При автоматизированной распечатке форм на АЦПУ размеры высоты граф следует увеличить до 8,5 мм за счет уменьшения количества основных строк, предназначенных для описания операций (см. форму 5 ) |
|
3 |
То же |
То же |
||
|
5 |
» |
Автоматизированное |
Форма предусматривает вертикальное расположение поля подшивки с нанесением блока дополнительной информации основной надписи резиновым штампом. Форма рассчитана на размещение 128 символов в строке |
|
|
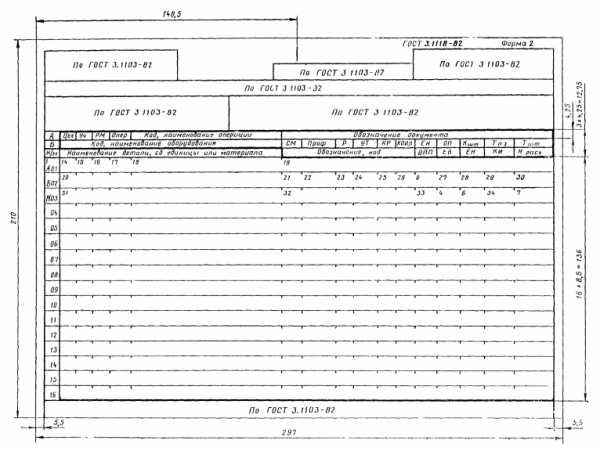
Единичные технологические процессы сборки (разъемные и неразъемные соединения) |
2 |
» |
Все методы |
См. применение форм 1 и 3 |
|
4 |
» |
То же |
То же |
|
|
6 |
» |
Автоматизированное |
См. применение формы 5 |
|
|
Типовые и групповые технологические процессы, выполняемые с применением различных методов изготовления и ремонта |
2 |
» |
Все методы |
См применение форм 1 и 3 |
|
4 |
» |
То же |
То же |
|
|
6 |
» |
Автоматизированное |
См применение формы 5 |
|
|
Единичные технологические процессы, выполняемые с применением различных методов изготовления и ремонта |
2 |
Первый или заглавный лист |
Все методы |
В случае применения МК, взамен соответствующих КТП, совместно с соответствующей КТИ, содержащей переменную информацию |
|
4 |
То же |
То же |
||
|
6 |
» |
Автоматизированное |
||
|
Единичные, типовые и групповые технологические процессы, выполняемые с применением различных методов изготовления и ремонта |
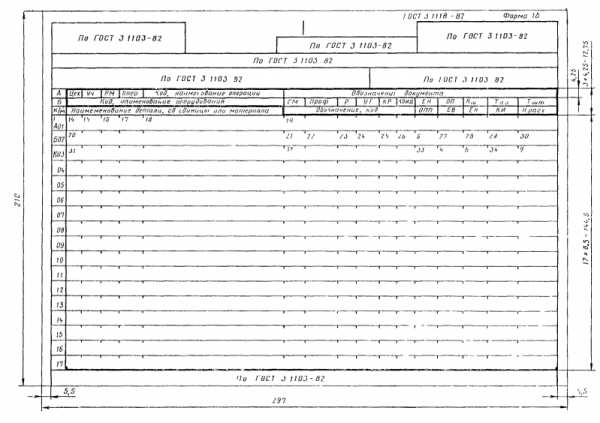
1б |
Последующие листы |
Все методы |
См. применение форм 1 и 3 |
|
3б |
То же |
То же |
То же |
|
|
5а |
» |
Автоматизированное |
См применение формы 5 |
|
|
1а |
Оборотная сторона |
Не механизированное и не автоматизированное |
Рекомендуется применять для документов маршрутного описания и не подлежащих микрофильмированию |
|
|
3а |
То же |
То же |
3.1. Оформление форм, бланков и документов - по ГОСТ 3.1104-81.
3.2. Для изложения технологических процессов в МК используют способ заполнения, при котором информацию вносят построчно несколькими типами строк. Каждому типу строки соответствует свой служебный символ.
3.3. Служебные символы условно выражают состав информации, размещаемой в графах данного типа строки формы документа, и предназначены для обработки содержащейся информации средствами механизации и автоматизации.
Простановка служебных символов является обязательной и не зависит от применяемого метода проектирования документов.
Примечание . Допускается не проставлять служебный символ на последующих строках, несущих ту же информацию, при описании одной и той же операции, на данном листе документа, для документов, заполняемых рукописным способом или с помощью печатающей машинки и не подлежащих обработке средствами механизации и автоматизации.
3.4. В качестве обозначения служебных символов приняты буквы русского алфавита, проставляемые перед номером соответствующей строки, и выполняемые прописной буквой, например, М01, А12 и т.д.
3.5. Указание соответствующих служебных символов для типов строк, в зависимости от размещаемого состава информации, в графах МК следует выполнять в соответствии с табл. 2.
3.6. Служебные символы, применяемые на строках, в которых указаны наименования и обозначения граф, рекомендуется выполнять типографским способом.
Таблица 2
|
Обозначение служебного символа |
Содержание информации вносимой в графы, расположенные на строке |
|
А |
Номер цеха, участка, рабочего места, где выполняется операция, номер операции, код и наименование операции, обозначение документов, применяемых при выполнении операции (применяется только для форм с горизонтальным расположением поля подшивки) |
|
Б |
Код, наименование оборудования и информация по трудозатратам (применяется только для форм с горизонтальным расположением поля подшивки) |
|
В |
Номер цеха, участка, рабочего места, где выполняется операция, номер операции, код и наименование операции (применяется только для форм с вертикальным расположением поля подшивки) |
|
Г |
Обозначение документов, применяемых при выполнении операции (применяется только для форм с вертикальным расположением поля подшивки) |
|
Д |
Код, наименование оборудования (применяется только для форм с вертикальным расположением поля подшивки) |
|
Е |
Информация по трудозатратам (применяется только для форм с вертикальным расположением поля подшивки) |
|
К |
Информация по комплектации изделия (сборочной единицы) составными частями с указанием наименования деталей, сборочных единиц, их обозначений, обозначения подразделений, откуда поступают комплектующие составные части, кода единицы величины, единицы нормирования, количества на изделие и нормы расхода (применяется только для форм с горизонтальным расположением поля подшивки) |
|
М |
Информация о применяемом основном материале и исходной заготовке, информация о применяемых вспомогательных и комплектующих материалах с указанием наименования и кода материала, обозначения подразделений, откуда поступают материалы, кода единицы величины, единицы нормирования, количества на изделие и нормы расхода |
|
О |
Содержание операции (перехода) |
|
Т |
Информация о применяемой при выполнении операции технологической оснастке |
|
Л |
Информация по комплектации изделия (сборочной единицы) составными частями с указанием наименования деталей, сборочных единиц (применяется только для форм с вертикальным расположением поля подшивки) |
|
Н |
Информация по комплектации изделия (сборочной единицы) составными частями с указанием обозначения деталей, сборочных единиц, обозначения подразделений, откуда поступают комплектующие составные части, кода единицы величины, единицы нормирования, количества на изделие и нормы расхода (применяется только для форм с вертикальным расположением поля подшивки) |
3.7. На строках, расположенных ниже граф, в которых указаны их наименования и обозначения, служебные символы проставляет разработчик документов с учетом выбранного им способа заполнения документов.
3.8. При заполнении информации на строках, имеющих служебные символы А, Б, В, Г, Д, Е, К, Л, М, Н, следует руководствоваться правилами по заполнению соответствующих граф, расположенных на этих строках.
3.9. При заполнении информации на строках, имеющих служебный символ О, следует руководствоваться требованиями государственных стандартов ЕСТД седьмой классификационной группы, устанавливающих правила записи операций и переходов. Запись информации следует выполнять в технологической последовательности по всей длине строки с возможностью, при необходимости, переноса информации на последующие строки. При операционном описании технологического процесса на МК номер перехода следует проставлять в начале строки.
3.10. При заполнении информации на строках, имеющих служебный символ Т, следует руководствоваться требованиями соответствующих классификаторов, государственных и отраслевых стандартов на кодирование (обозначение) и наименование технологической оснастки. Информацию по применяемой на операции технологической оснастке записывают в следующей последовательности:
приспособления;
вспомогательный инструмент;
режущий инструмент;
слесарно-монтажный инструмент;
специальный инструмент, применяемый при выполнении специфических технологических процессов (операций), например, при сварке, штамповке и т.п.;
средства измерения.
Запись следует выполнять по всей длине строки с возможностью, при необходимости, переноса информации на последующие строки. Разделение информации по каждому средству технологической оснастки следует выполнять через знак «;». Количество одновременно применяемых единиц технологической оснастки следует указывать после кода (обозначения) оснастки, заключая в скобки, например, АБВГ ХХХХХХ.ХХХ (2) фреза дисковая.
Примечания :
1. В случае неприменения какой-либо технологической оснастки, записывают оснастку, следующую по порядку очередности.
2. Допускается не указывать количество применяемых единиц технологической оснастки.
3.11. Последовательность заполнения информации для каждой операции по типам строк приведена в табл. 3.
Примечание . В случае отсутствия информации с каким-либо служебным символом, записывается информация со следующим служебным символом по порядку.
Таблица 3
|
Вид технологического процесса |
Вид описания технологического процесса (операции) |
Номер формы МК |
Очередность заполнения служебных символов |
|
Единичные технологические процессы, выполняемые с применением различных методов обработки |
Маршрутное |
1 , 5 |
М01, М02, А, Б, О, Т |
|
1а , 1б , 5а |
А, Б, О, Т |
||
|
3 |
М01, М02, М03, В, Г, Д, Е, О, Т |
||
|
Операционное |
3а , 3б |
В, Г, Д, Е, О, Т |
|
|
1 , 5 |
М01, М02, А, Б |
||
|
1а , 1б , 5а |
А, Б |
||
|
3 |
М01, М02, М03, В, Г, Д, Е |
||
|
Единичные технологические процессы сборки |
Маршрутное |
3а , 3б |
В, Г, Д, Е |
|
2 , 6 |
А, Б, К, М, О, Т |
||
|
1а , 1б , 5а |
А, Б, К, М, О, Т |
||
|
4 |
В, Г, Д, Е, Л, Н, М, О, Т |
||
|
3а , 3б |
В, Г, Д, Е, Л, Н, М, О, Т |
||
|
Единичные технологические процессы сборки |
Операционное |
2 , 6 |
А, Б, К, М |
|
1а , 1б , 5а |
А, Б, К, М |
||
|
4 |
В. Г, Д, Е, Л, Н, М |
||
|
3а , 3б |
В, Г, Д, Е, Л, Н, М |
||
|
Типовые и групповые технологические процессы, выполняемые с применением различных методов изготовления и ремонта |
Маршрутное |
2 , 6 |
А, Б, К, М, Т |
|
1а , 1б , 5а |
А, Б, К, М, Т |
||
|
4 |
В, Г, Д, Е, Л, Н, М, Т |
||
|
3а , 3б |
В, Г, Д, Е, Л, Н, М, Т |
||
|
Операционное |
2 , 6 |
А, Б, К, М, Т |
|
|
1а , 1б , 5а |
А, Б, К, М, Т |
||
|
4 |
В, Г, Д, Е, Л, Н, М, Т |
||
|
3а , 3б |
В, Г, Д, Е, Л, Н, М, Т |
Примечание . При маршрутно-операционном описании технологического процесса очередность заполнения служебных символов производится в зависимости от вида описания данной операции.
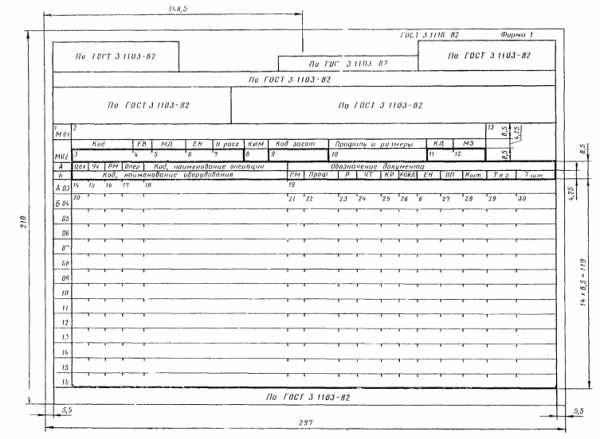
3.12. Графы форм следует заполнять в соответствии с табл. 4.
3.13. Размеры граф форм следует выбирать в соответствии с табл. 5, исходя из шага печатающих устройств 2,6 мм.
3.14. Разделение граф следует производить вертикальными отрезками прямой линии длиной 0,5 - 1,5 мм.
При автоматизированном проектировании разделение граф по вертикали и разделение строк по горизонтали следует выполнять наборами соответствующих символов по ГОСТ 27464-87.
Примечания :
1. Допускается разделять графы сплошной вертикальной линией на всю ширину строки.
2. Допускается разделение граф производить не на каждой строке.
3. При автоматизированном проектировании допускается разделение строк по горизонтали не производить.
Таблица 4
|
Номер графы |
Наименование (условное обозначение) графы |
Служебный символ |
Содержание информации |
|
1 |
- |
- |
Обозначение служебного символа и порядковый номер строки. Запись выполняют на уровне одной строки, например, М02, Б04. Допускается при указании номера строки в пределах от 01 до 09 применять вместо 0 знак Æ , например М Æ 2, Б Æ 4 |
|
2 |
- |
М01 |
Наименование, сортамент, размер и марка материала, обозначение стандарта, технических условий. Запись выполняется на уровне одной строки с применением разделительного знака дроби «/», например, лист БОН- 2,5 ´ 1000 ´ 2500 ГОСТ 19903-74 / III - IV В Ст. 3 ГОСТ 14637-89 |
|
3 |
Код |
М02 |
Код материала по классификатору |
|
4 |
ЕВ |
М02, К, Н, М |
Код единицы величины (массы, длины, площади и т.п.) детали, заготовки, материала по Классификатору СОЕВС. Допускается указывать единицы измерения величины |
|
5 |
МД |
М02 |
Масса детали по конструкторскому документу |
|
6 |
ЕП |
М02, Б, К, Е, Н, М |
Единица нормирования, на которую установлена норма расхода материала или норма времени, например 1, 10, 100 |
|
7 |
Н. расх. |
М02, К, Н, М |
Норма расхода материала |
|
8 |
КИМ |
М02 |
Коэффициент использования материала. При автоматизированном проектировании допускается графу не заполнять |
|
9 |
Код заготовки |
М02, М03 |
Код заготовки по классификатору. Допускается указывать вид заготовки (отливки, прокат, поковка и т.п.) |
|
10 |
Профиль и размеры |
М02, М03 |
Профиль и размеры исходной заготовки. Информацию по размерам следует указывать исходя из имеющихся габаритов, например, лист 1,0 ´ 710 ´ 1420, 115 ´ 270 ´ 390 (для отливки). Допускается профиль не указывать. |
|
11 |
КД |
М02, М03 |
Количество деталей, изготавливаемых из одной заготовки |
|
12 |
МЗ |
М02, М03 |
Масса заготовки |
|
13 |
- |
- |
Графа для особых указаний. Порядок заполнения графы и обязательность заполнения устанавливаются в отраслевых нормативно-технических документах |
|
14 |
Цех |
А, В |
Номер (код) цеха, в котором выполняется операция |
|
15 |
Уч. |
А, В |
Номер (код) участка, конвейера, поточной линии и т.п. |
|
16 |
РМ |
А, В |
Номер (код) рабочего места |
|
17 |
Опер. |
А, В |
Номер операции (процесса) в технологической последовательности изготовления или ремонта изделия (включая контроль и перемещение) |
|
18 |
Код, наименование операции |
А, В |
Код операции по технологическому классификатору, наименование операции. Примечание . Допускается код операции не указывать. |
|
19 |
Обозначение документа |
А. Г |
Обозначение документов, инструкций по охране труда, применяемых при выполнении данной операции. Состав документов следует указывать через разделительный знак «;» с возможностью, при необходимости, переноса информации на последующие строки |
|
20 |
Код, наименование оборудования |
Б, Д |
Код оборудования по классификатору, краткое наименование оборудования, его инвентарный номер. Информацию следует указывать через разделительный знак «;». Допускается взамен краткого наименования оборудования указывать его модель. Допускается не указывать инвентарный номер |
|
21 |
СМ |
Б, E |
Степень механизации (код степени механизации). Обязательность заполнения графы устанавливается в отраслевых нормативно-технических документах |
|
22 |
Проф. |
Б, Е |
Код профессии по классификатору ОКПДТР |
|
23 |
Р |
Б, Е |
Разряд работы, необходимый для выполнения операции |
|
24 |
УТ |
Б, Е |
Код условий труда по классификатору ОКПДТР и код вида нормы |
|
25 |
КР |
Б, Е |
Количество исполнителей, занятых при выполнении операции |
|
26 |
КОИД |
Б, Е |
Количество одновременно изготавливаемых (обрабатываемых, ремонтируемых) деталей (сборочных единиц) при выполнении одной операции Примечание. При выполнении процесса перемещения следует указывать объем грузовой единицы - количество деталей в таре |
|
27 |
ОП |
Б, Е |
Объем производственной партии в штуках. На стадиях разработки предварительного проекта и опытного образца допускается графу не заполнять. Примечание. При выполнении процесса перемещения в графе следует указывать объем транспортной партии, количество грузовых единиц, перемещаемых одновременно |
|
28 |
К шт. |
Б, Е |
Коэффициент штучного времени при многостаночном обслуживании |
|
29 |
Тпз |
Б, Е |
Норма подготовительно-заключительного времени на операцию |
|
30 |
Тшт. |
Б, Е |
Норма штучного времени на операцию Примечание . Допускается, в соответствии с отраслевыми нормативно-техническими документами, для МК, применяемой при производстве опытного образца (опытной партии), взамен информации, предусмотренной для внесения в графы 29 и 30, вносить соответственно информацию по Тшт.к (норма штучно-калькуляционного времени на операцию) и Расц. (расценка на единицу нормирования, применяемая для операции) |
|
31 |
Наименование детали, сб. единицы или материала |
К, Л, М |
Наименование деталей, сборочных единиц, материалов, применяемых при выполнении операции Примечание . Допускается не заполнять строку |
|
32 |
Обозначение, код |
К, Н, М |
Обозначение деталей, сборочных единиц по конструкторскому документу или материалов по классификатору |
|
33 |
ОПП |
К, Н, М |
Обозначение подразделения (склада, кладовой и т.п.), откуда поступают комплектующие детали, сборочные единицы или материалы; при разборке - куда поступают |
|
34 |
КИ |
К, Н, М |
Количество деталей, сборочных единиц, применяемых при сборке изделия; при разборке - количество получаемых |
Таблица 5
|
Номер графы |
Формы МК |
Наименование (условное обозначение) графы |
Обозначение служебного символа |
Размер графы, мм |
Количество знаков |
|
1 |
1 , 1а , 1б , 2 , 3 , 3а , 3б , 4 , 5 , 5а , 6 |
- |
- |
13,0 |
5 (4) |
|
2 |
1 , 5 |
- |
М01 |
231,4 |
89 (88) |
|
3 |
М01 |
169,0 |
65 (64) |
||
|
3 |
1 , 3 , 5 |
Код |
М02 |
33,8 |
13 (12) |
|
4 |
1 , 3 , 5 |
ЕВ |
М02 |
10,4 |
4 (3) |
|
1а , 1б , 2 , 5а , 6 |
К, М |
13,0 |
5 (4) |
||
|
3а , 3б , 4 |
Н, М |
13,0 |
5 (4) |
||
|
5 |
1 , 3 , 5 |
МД |
М02 |
18,2 |
7 (6) |
|
6 |
1 , 3 , 5 |
ЕН |
М02 |
15,6 |
6 (5) |
|
1 , 5 |
Б |
13,0 |
5 (4) |
||
|
1а , 1б , 2 , 5а , 6 |
Б, К, М |
13,0 |
5 (4) |
||
|
3 |
Е |
13,0 |
5 (4) |
||
|
3а , 3б , 4 |
Е, Н, М |
13,0 |
5 (4) |
||
|
7 |
1 , 5 |
Н расх. |
М02 |
18,2 |
7 (6) |
|
3 |
М02 |
26,0 |
10 (9) |
||
|
1а , 1б , 2 , 5а , 6 |
К, М |
20,8 |
8 (7) |
||
|
3а , 3б , 4 |
Н, М |
20,8 |
8 (7) |
||
|
8 |
1 , 5 |
КИМ |
М02 |
13,0 |
5 (4) |
|
3 |
М02 |
18,2 |
7 (6) |
||
|
9 |
1 , 5 |
Код заготовки |
М02 |
33,8 |
13 (12) |
|
3 |
М03 |
33,8 |
13 (12) |
||
|
10 |
1 , 5 |
Профиль и размеры |
М02 |
54,6 |
21 (20) |
|
3 |
М03 |
54,6 |
21 (20) |
||
|
11 |
1 , 5 |
КД |
М02 |
15,6 |
6 (5) |
|
3 |
М03 |
15,6 |
6 (5) |
||
|
12 |
1 , 5 |
МЗ |
М02 |
18,2 |
7 (6) |
|
3 |
М03 |
18,2 |
7 (6) |
||
|
13 |
1 |
- |
М01, М02 |
41,6 |
16 (15) |
|
3 |
М02, М03 |
46,8 |
18 (17) |
||
|
3 , 3а , 3б , 4 |
В, Г, Д, Е |
15,6 |
6 (5) |
||
|
3а , 3б , 4 |
Л, Н, М |
15,6 |
6 (5) |
||
|
5 |
М01, М02 |
88,4 |
34 (33) |
||
|
14 |
1 , 1а , 1б , 2 , 5 , 5а , 6 |
Цех |
А |
10,4 |
4 (3) |
|
3 , 3а , 3б , 4 |
В |
10,4 |
4 (3) |
||
|
15 |
1 , 1а , 1б , 2 , 5 , 5а , 6 |
Уч. |
А |
10,4 |
4 (3) |
|
3 , 3а , 3б , 4 |
В |
18,2 |
7 (6) |
||
|
16 |
1 , 1а , 1б , 2 , 5 , 5а , 6 |
РМ |
А |
10,4 |
4 (3) |
|
3 , 3а , 3б , 4 |
В |
10,4 |
4 (3) |
||
|
17 |
1 , 1а , 1б , 2 , 5 , 5а , 6 |
Опер. |
А |
13,0 |
5 (4) |
|
3 , 3а , 3б , 4 |
В |
13,0 |
5 (4) |
||
|
18 |
1 , 1а , 1б , 2 |
Код, наименование операции |
А |
75,4 |
29 (28) |
|
5 , 5а , 6 |
А |
122,2 |
47 (46) |
||
|
3 , 3а , 3б , 4 |
В |
101,4 |
39 (38) |
||
|
19 |
1 , 1а , 1б , 2 , 5 , 5а , 6 |
Обозначение документа |
А |
153,4 |
59 (58) |
|
3 , 3а , 3б , 4 |
Г |
153,4 |
59 (58) |
||
|
20 |
1 , 1а , 1б , 2 |
Код, наименование оборудования |
Б |
119,6 |
46 (45) |
|
5 , 5а , 6 |
Б |
166,4 |
64 (63) |
||
|
3 , 3а , 3б , 4 |
Д |
153,4 |
59 (58) |
||
|
21 |
1 , 1а , 1б , 2 , 5 , 5а , 6 |
СМ |
Б |
10,4 |
4 (3) |
|
3 , 3а , 3б , 4 |
Е |
10,4 |
4 (3) |
||
|
22 |
1 , 1а , 1б , 2 , 5 , 5а , 6 |
Проф. |
Б |
18,2 |
7 (6) |
|
3 , 3а , 3б , 4 |
Е |
18,2 |
7 (6) |
||
|
23 |
1 , 1а , 1б , 2 , 5 , 5а , 6 |
Р |
Б |
10,4 |
4 (3) |
|
3 , 3а , 3б , 4 |
Е |
10,4 |
4 (3) |
||
|
24 |
1 , 1а , 1б , 2 , 5 , 5а , 6 |
УТ |
Б |
13,0 |
5 (4) |
|
3 , 3а , 3б , 4 |
Е |
13,0 |
5 (4) |
||
|
25 |
1 , 1а , 1б , 2 , 5 , 5а , 6 |
КР |
Б |
10,4 |
4 (3) |
|
3 , 3а , 3б , 4 |
Е |
10,4 |
4 (3) |
||
|
26 |
1 , 1а , 1б , 2 , 5 , 5а , 6 |
КОИД |
Б |
13,0 |
5 (4) |
|
3 , 3а , 3б , 4 |
Е |
13,0 |
5 (4) |
||
|
27 |
1 , 1а , 1б , 2 , 5 , 5а , 6 |
ОП |
Б |
13,0 |
5 (4) |
|
3 , 3а , 3б , 4 |
Е |
13,0 |
5 (4) |
||
|
28 |
1 , 1а , 1б , 2 , 5 , 5а , 6 |
Кшт. |
Б |
13,0 |
5 (4) |
|
3 , 3а , 3б , 4 |
Е |
13,0 |
5 (4) |
||
|
29 |
1 , 1а , 1б , 2 , 5 , 5а , 6 |
Тпз (Тшт.к) |
Б |
18,2 |
7 (6) |
|
3 , 3а , 3б , 4 |
Е |
18,2 |
7 (6) |
||
|
30 |
1 , 1а , 1б , 2 , 5 , 5а , 6 |
Тшт. (Расц.) |
Б |
20,8 |
8 (7) |
|
3 , 3а , 3б , 4 |
Е |
20,8 |
8 (7) |
||
|
31 |
1а , 1б , 2 |
Наименование детали, сб. единицы или материала |
К, М |
119,6 |
46 (45) |
|
5а , 6 |
К, М |
166,4 |
64 (63) |
||
|
3а , 3б , 4 |
Л, М |
153,4 |
59 (58) |
||
|
32 |
1а , 1б , 2 , 5а , 6 |
Обозначение, код |
К, М |
75,4 |
29 (28) |
|
3а , 3б , 4 |
Н, М |
75,4 |
29 (28) |
||
|
33 |
1а , 1б , 2 , 5а , 6 |
ОПП |
К, М |
13,0 |
5 (4) |
|
3а , 3б , 4 |
Н, М |
13,0 |
5 (4) |
||
|
34 |
1а , 1б , 2 , 5а , 6 |
КИ |
К, М |
18,2 |
7 (6) |
|
3а , 3б , 4 |
Н, М |
18,2 |
7 (6) |
Примечания :
1. В графе «Количество знаков» дано количество знаков размера графы, в скобках указано количество знаков вносимой информации.
2. Для документов, заполняемых рукописным способом, размеры граф допускается округлять до ближайшего целого числа.
3.15. При разработке типовых и групповых технологических процессов в МК следует указывать только постоянную информацию, относящуюся ко всей группе изделий (деталей, сборочных единиц).
3.16. Оформление основных надписей в формах - по ГОСТ 3.1103-82.
3.17. При применении форм МК для разработки технологических процессов при производстве опытного образца (опытной партии) допускается выполнять графические изображения изделий (деталей, сборочных единиц) или технологических установов непосредственно на поле документа, взамен карты эскизов (КЭ). В этом случае всем строкам, занятым графическим изображением будет присваиваться служебный символ О.
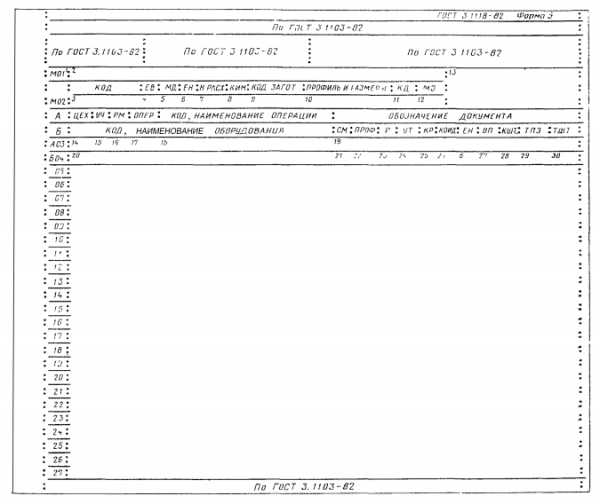
Маршрутная карта (первый или заглавный лист)
Маршрутная карта (оборотная сторона)
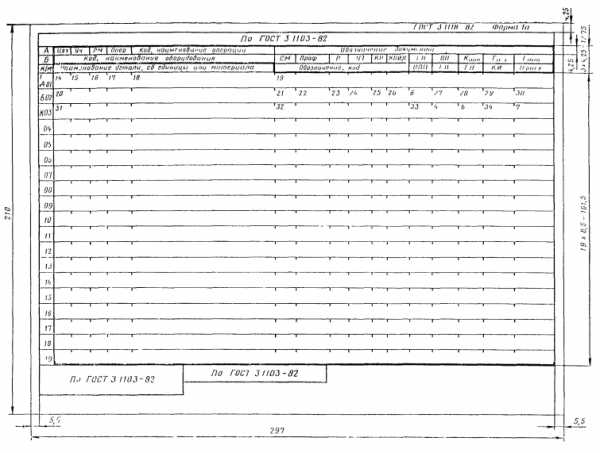
Маршрутная карта (последующие листы)
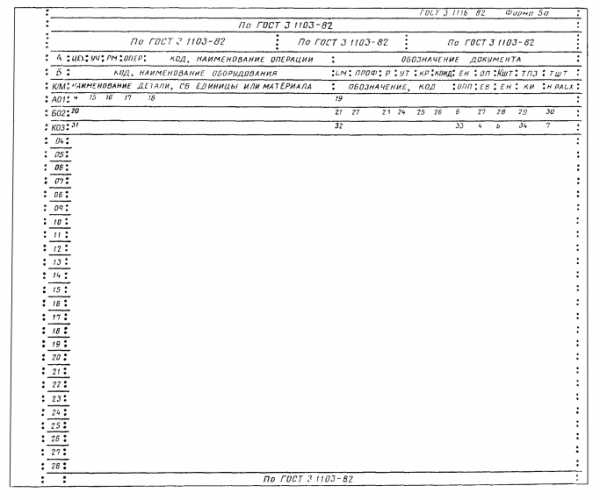
Маршрутная карта (первый или заглавный лист)
Маршрутная карта (первый или заглавный лист)
Маршрутная карта (оборотная сторона)
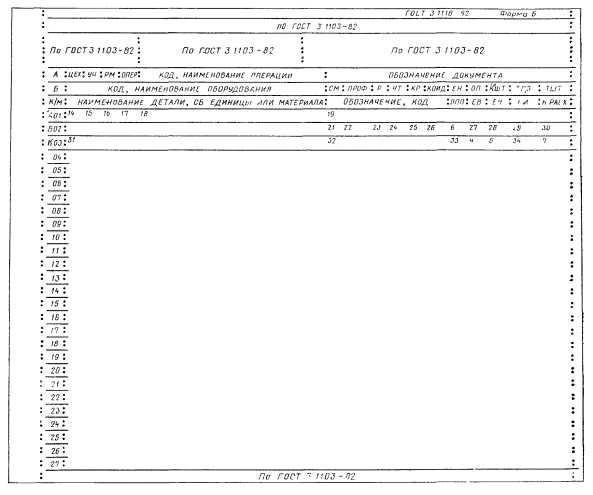
Маршрутная карта (последующие листы)
Маршрутная карта (первый или заглавный лист)
Маршрутная карта (первый или заглавный лист)
Маршрутная карта (последующие листы)
Маршрутная карта (первый или заглавный лист)
Оформление графических изображений - по ГОСТ 31104-81.
3.18. При проектировании технологических процессов на форме 3, в случае применения средств механизации (оргавтоматов и т.п.), в строке со служебным символом М02 допускается обозначения граф располагать под вносимой в них информацией.
3.19. Примеры оформления МК приведены в рекомендуемом приложении.
Рекомендуемое
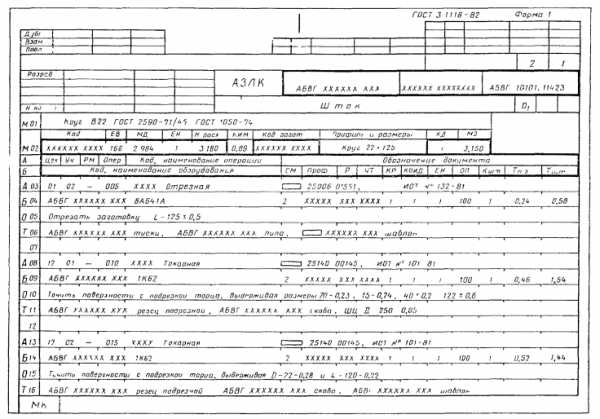
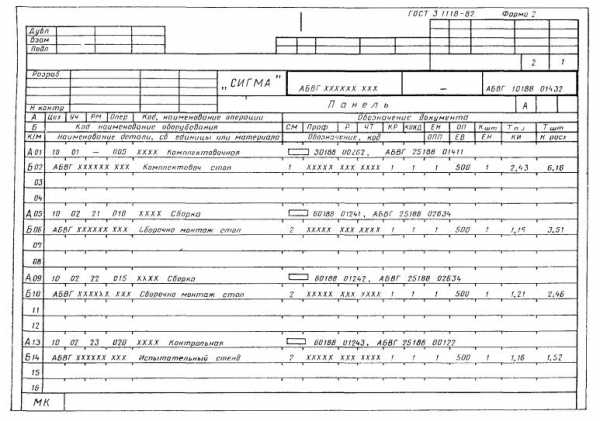
Пример оформления маршрутной карты на единичный технологический процесс (операционного описания) сборки
СОДЕРЖАНИЕ
|
1. Общие требования . 1 2. Правила применения . 1 3. Правила оформления . 2 Приложение Пример оформления маршрутной карты на единичный технологический процесс (маршрутного описания) обработки резанием .. 14 |
Маршрутная карта - Энциклопедия по машиностроению XXL
Маршрутная карта (см. ГОСТ 3.1404—71) содержит описание технологического процесса изготовления и контроля изделия по всем операциям различных видов работ в технологической последовательности с указанием данных по оборудованию, оснастке, материальным и трудовым нормативам. [c.158]Когда технологические процессы не разрабатывают подробно, а ограничиваются установлением порядка и перечня маршрутных операций (с указанием станков, приспособлений, инструмента и числа рабочих, необходимых для выполнения намеченных операций, а также времени на обработку, установленного путем сравнения по аналогии или приближенных подсчетов), составляют маршрутные карты (приложение 1). [c.158]
Для детальных расчетов по нормированию в дополнение к маршрутным картам механической обработки составляют еще операционные карты на каждую операцию (приложение 3). В них подробно указывается, как надо производить обработку по каждому переходу, с какими режимами, какая установлена норма времени на обработку и [c.158]
Взамен маршрутной карты допускается использовать соответствующие карты технологического процесса (КТП). Она предназначена для операционного описания технологического процесса изготовления или ремонта изделия в технологической последовательности по всем операциям одного вида формообразования, обработки, сборки или ремонта с указанием переходов, технологических режимов и данных о средствах технологического оснащения, материальных и трудовых затратах. [c.15]
Технологическая документация сборочных процессов включает сборочные чертежи и технологические схемы узловой и общей сборки. В сборочной маршрутной карте приводится перечень сборочных операций с указанием данных об оборудовании и оснастке, норм времени, разряда работы и расчетных норм времени по технологическим переходам [c.198]
Существуют следующие виды основных документов маршрутная карта (МК), применяется совместно с конструкторским документом или картой эскизов [c.221]
Маршрутная карта (МК) — Назначение 15 [c.312]
В процессе технологической подготовки производства решаются задачи технологического проектирования — разработка технологических процессов, маршрутных карт и т. п. нормирования — расчеты трудоемкости операций и материалоемкости деталей конструирования и производства основного и вспомогательного оборудования и технологической оснастки. [c.28]
В этих условиях маршрутная карта (табл. 70) указывает только последовательность операций. [c.238]
В условиях крупносерийного производства для обработки деталей тех же-типо-размеров маршрутный технологический процесс разработан применительно к использованию многорезцовых станков. В данном случае маршрутная карта (табл. 71) важна не столько с точки зрения последовательности операций, которые в значительной степени предопределены типом станка,, сколько тем, что в ней предусмотрена та наладка, которая обеспечивает-автоматическое получение размеров детали при ее обработке. [c.238]
Типовая технология. Маршрутная карта обработки кривошипов Серийное производство [c.239]
В примечаниях маршрутной карты указаны возможные варианты оборудования по отдельным операция.м. [c.239]
Отработкой конструкции на технологичность занимается весьма обширная и ответственная служба, возглавляемая главным технологом завода. В обязанности ее работников входят разработка нормативно-технической документации для обеспечения технологичности конструкций контроль конструкторской документации на всех стадиях проектирования качественная и количественная оценка проектируемых конструкций определение уровня технологичности конструкций анализ обработки опытных образцов систематизация и исследование статистических данных и определение техникоэкономической эффективности новой машины, а главное назначение службы ОГТ — установление парка оборудования, разработка технологических процессов обработки и сборки деталей, узлов и всей машины, проектирование производственной и измерительной оснастки, составление маршрутных карт движения каждой детали от заготовительных до заключительных операций во времени и пространстве завода н ряд других весьма ответственных функций. [c.80]
Основным технологическим документом являются типовые и групповые операционные технологические карты, составляемые на грузы, имеющие одни и те же условия производства и идентичное оборудование (карта выгрузки металла мостовым краном, карта перевозок грузов в контейнерах, на электрокарах и т. п.). В форме 1 показан пример оформления операционной технологической карты. Применяются также маршрутные карты технологических процессе [c.425]
Маршрутная карта технологического процесса [c.428]
На некоторых заводах типовые технологические процессы используют в одних случаях непосредственно на рабочих местах в других — к типовому процессу дается еще маршрутная карта, которая также выполняется в виде бланка с немыми эскизами и типовыми текстами, дополняемыми соответствующими цифрами и надписями для каждой конкретной операции. [c.541]
Основываясь на сведениях оперативно-технического учёта (сменных рапортах, рабочих нарядах, маршрутных картах) о количестве деталей, находящихся в различных стадиях обработки, бухгалтерия может определить не только себестоимость деталей, вошедших в готовую продукцию, но и оставшихся в незавершённом производстве. [c.278]
Такое разделение также практикуется в комиссии по планированию испытаний, где вопросы инспекции и испытаний рассматривают отдельные подкомиссии. Это позволяет сгруппировать различных технических специалистов вокруг одного руководителя и может дать определенные преимущества. Но обычно при этом требуется, чтобы или другая группа объединила планы, разработанные обеими подкомиссиями, или плановики, разрабатывающие программу производства, учли требования обеих подкомиссий при подготовке маршрутных карт. Важно, чтобы планирование и разработка методик не выполнялись инспекцией или рабочими группами испытательной лаборатории. [c.256]
Маршрутная карта (МК) гост 3. 1118-82 2 4 6 1а За 16 36 [c.517]
Маршрутная карта (МК) гост 3.1118-82 2 4 6 [c.518]
Маршрутная карта. При маршрутном описании роботизированного технологического [c.518]
При маршрутно-операционном описании РТП маршрутная карта должна выполнять роль документа, в котором указывается адресная информация (номер цеха, участка, рабочего места, операция, перечень документов, применяемых для выполнения операции, технологическое оборудование, промышленный робот и инструменты). [c.518]
В ремонтном производстве наиболее целесообразно применение маршрутных карт, определяющих маршруты данной детали [c.138]
Маршрутная карта (МК) является основным и обязательным документом комплектов на единичные и типовые (групповые) технологические процессы, в котором описывается весь процесс в технологической последовательности выполнения операций. [c.36]
Документы специального назначения посвящены описанию техпо. югических процессов и операций в зависимости от типа и вида производства и заранее предусмотренных технологических методов изготовления или ремонта т[зделий (их составных частей). К числу обязательных документов такого рода относится маршрутная карта (МК). В ней дается полное описание технологического процесса, включая все технологические операции, а также контроль и переметцение детали (изделия) в технологической последовательности его изготовления (ремонта) с указанием данных об оборудовании, оснастке, материальных нормативах и трудовых затратах. [c.15]
Результаты рассмотренных этапов в совокупности позволяют провести сравнительный анализ и выбрать окончательный вариант технологии производства ЭМП. Для этого уточняются оценки показателей технологичности и технико-экономические оценки, полученные на стадиях расчетного и конструкторского проектирования. В частности, достаточно точно рассчитывается стоимость производства определяются ряд новых характеристик, связанных с организацией и управлением планируемого производства. Для окончательного варианта составляется полная документация в соответствии с ЕСТД (Единая система технологической документации) и отраслевыми нормалями. В технологическую документацию входят маршрутные карты и описания технологических процессов, спецификация оборудования, описание режимов его работы, документация на технологическую оснастку и т. п. [c.163]
Единая система технологической документации представляет обой комплекс государственных стандартов, устанавливающих формы документации общего назначения (маршрутная карта технологического процесса, сводная подетально-технологическая чгпЕцификация, карта эскизов, схем и наладок и др.) [c.54]
Типовая технология. Маршрутная карта обработки кривошипа Крупносерийное пронзаодство [c.240]
Стандартами (ГОСТ 3.1101—70) установлены стадии разработки технологической документации и этапы выполнения работ па изделия машиностроения и приборостроения, виды и комп.тектность технологических документов (ГОСТ 3.1102—70), формы, размеры и порядок заполнения технологической документации (ГОСТ 3.1103—70), общие требования к технологическим текстовым документам (ГОСТ 3.1104—71), правила оформления маршрутной карты (МК1), эскизов и схем (КЭ), технологической инструкции (ТИ), материальной ведомости (ВМ) и ведомости оснастки (ВТ) (ГОСТ 3.1105—71). [c.645]
Формы документации общего назначения — маршрутная карта технологического процесса, сводная подетально-техническая спецификация, карта эскизов, схем и наладок. Сводная подетально-технологическая спецификация в ЕСТД может заменить существующую так называемую конструкторско-технологическую спецификацию [c.240]
В процессе обработки заготовок целесообразно иметь наименьшее количество перестановок и перезажимов, однако последние необходимы перед чистовой обработкой точных поверхностей. Последовательность операций определяется с учётом деформаций и других изменений изделий в обработке. Поверхности, которые могут выполняться на отдельных станках и группе их, при определённом положении изделий, одновременно определяются по маршрутной карте обработки. Операций, связанных с применением очень сложного комбинированного инструмента, избегают. Их разделяют на более простые с возможно равномерной стойкостью инструментов, которую экономично иметь кратной периоду работы между перерывами (обычно [c.656]
Учёт деталей в производстве Периодические инвентаризации Отметки прохождения операции и количества обработанные, деталей в маршрутной карте Отметки выполнения операций на чертеже детали (штамп с перечнем технологического маршрута) или в производственной слеиификаиии [c.222]
Карты технологических процессов на все виды работ (по изготовлению, сборке и испытанию) а) маршрутные, б) операционные, в) сводные технологические, г) инструкционные а) Маршрутные карты наименование и номер детали или узла марка, размер и вес заготовок (или перечень деталей, ВХОДЯШ.ИХ в узел) чистый вес перечень операций с указанием группы применяемого оборудования, вида приспособления и инструментов, нормы штучного времени количество деталей (узлов) на изделие (на заказ) Рабочие чертежи паспорт оборудования таблицы стандартов и нормалей режимы и нормативы времени производственная программа Рабочее место. Планово-дис-петчерское бюро цеха + -1- [c.545]
Контролируют также наличие комплекта технологических документов по Единой системе технологической документации (ЕСТД) и Единой системе технологической подготовки производства (ЕСТПП) — маршрутных карт, карт технологических процессов, технологических инструкций и др. нормативно-технических документов и журналов, формуляров и т. п., регламентирующих организацию приемки, хранения, маркировки, учета и выдачи в производство металла, деталей и сборочных единиц, электродов, сварочной проволоки, флюсов, исключающих применение при изготовлении объектов котлонадзора металла несоответствующих марок, а также порядок погрузки и транспортировки объектов котлонадзора, обеспечивающий безопасность выполнения этих работ и исключающий возможность повреждений этого оборудования. [c.23]
Маршрутная карта (МК) — технологический. документ, содержащш описание технологического процесса изготовления или ремонта изделий (включая контроль и перемещения) по всем опера- [c.13]
Маршрутная карта (ГОСТ 3.1 105-74, формь 2 и 2а или 4 мк [c.14]
Маршрутная карта типового технологического процесса .МКТ1Г1 о о — [c.14]
Мазутная форсунка 255 Маршрутная карта 13 Материальная прдготрвка р ремонту 27 Мельница-вентилятор 63, 64, 378, 079 Мельничный вентилятор 48 Металлографические исследования сварных соединений 123 [c.495]
Процессы Маршрутная карта - Энциклопедия по машиностроению XXL
В процессе технологической подготовки производства решаются задачи технологического проектирования — разработка технологических процессов, маршрутных карт и т. п. нормирования — расчеты трудоемкости операций и материалоемкости деталей конструирования и производства основного и вспомогательного оборудования и технологической оснастки. [c.28]Цифровое (кодовое) обозначение технологического процесса, маршрутной карты, технологического документа (ГОСТ 3.1201—85) [c.397]
В операционном технологическом процессе маршрутная карта содержит только наименование всех операций в технологической последовательности, включая контроль и перемещение, перечень документов, применяемых при выполнении операции, технологическое оборудование и трудозатраты. Сами операции разрабатываются на операционных картах. Применяется в крупносерийном и массовом типах производства. [c.192]
Этим стандартом устанавливаются следующие технологические документы, разрабатываемые и применяемые в инструментальных цехах маршрутная карта технологического процесса маршрутная карта типового технологического процесса ведомость деталей (сборочных единиц) к типовому технологическому процессу. [c.397]
В комплекте технологических документов на изделие основные документы — маршрутная карта и карта технологического процесса. Маршрутная карта — это технологический документ, содержащий описание технологического процесса изготовления или ремонта изделия по всем операциям различных видов в технологической последовательности с указанием данных об оборудовании, оснастке, материальных и трудовых нормативах, в соответствии с установленными формами. Карта технологического процесса — это технологический документ, содержащий описание технологического процесса изготовления или ремонта изделия (включая контроль и перемещение) по всем операциям одного вида работ, выполняемым в одном цехе в технологической последовательности с указанием данных о средствах технологического оснащения и материальных нормативах. [c.308]
Маршрутная карта (см. ГОСТ 3.1404—71) содержит описание технологического процесса изготовления и контроля изделия по всем операциям различных видов работ в технологической последовательности с указанием данных по оборудованию, оснастке, материальным и трудовым нормативам. [c.158]
Когда технологические процессы не разрабатывают подробно, а ограничиваются установлением порядка и перечня маршрутных операций (с указанием станков, приспособлений, инструмента и числа рабочих, необходимых для выполнения намеченных операций, а также времени на обработку, установленного путем сравнения по аналогии или приближенных подсчетов), составляют маршрутные карты (приложение 1). [c.158]
Взамен маршрутной карты допускается использовать соответствующие карты технологического процесса (КТП). Она предназначена для операционного описания технологического процесса изготовления или ремонта изделия в технологической последовательности по всем операциям одного вида формообразования, обработки, сборки или ремонта с указанием переходов, технологических режимов и данных о средствах технологического оснащения, материальных и трудовых затратах. [c.15]
Технологическая документация сборочных процессов включает сборочные чертежи и технологические схемы узловой и общей сборки. В сборочной маршрутной карте приводится перечень сборочных операций с указанием данных об оборудовании и оснастке, норм времени, разряда работы и расчетных норм времени по технологическим переходам [c.198]
В условиях крупносерийного производства для обработки деталей тех же-типо-размеров маршрутный технологический процесс разработан применительно к использованию многорезцовых станков. В данном случае маршрутная карта (табл. 71) важна не столько с точки зрения последовательности операций, которые в значительной степени предопределены типом станка,, сколько тем, что в ней предусмотрена та наладка, которая обеспечивает-автоматическое получение размеров детали при ее обработке. [c.238]
Отработкой конструкции на технологичность занимается весьма обширная и ответственная служба, возглавляемая главным технологом завода. В обязанности ее работников входят разработка нормативно-технической документации для обеспечения технологичности конструкций контроль конструкторской документации на всех стадиях проектирования качественная и количественная оценка проектируемых конструкций определение уровня технологичности конструкций анализ обработки опытных образцов систематизация и исследование статистических данных и определение техникоэкономической эффективности новой машины, а главное назначение службы ОГТ — установление парка оборудования, разработка технологических процессов обработки и сборки деталей, узлов и всей машины, проектирование производственной и измерительной оснастки, составление маршрутных карт движения каждой детали от заготовительных до заключительных операций во времени и пространстве завода н ряд других весьма ответственных функций. [c.80]
Основным технологическим документом являются типовые и групповые операционные технологические карты, составляемые на грузы, имеющие одни и те же условия производства и идентичное оборудование (карта выгрузки металла мостовым краном, карта перевозок грузов в контейнерах, на электрокарах и т. п.). В форме 1 показан пример оформления операционной технологической карты. Применяются также маршрутные карты технологических процессе [c.425]
Маршрутная карта технологического процесса [c.428]
На некоторых заводах типовые технологические процессы используют в одних случаях непосредственно на рабочих местах в других — к типовому процессу дается еще маршрутная карта, которая также выполняется в виде бланка с немыми эскизами и типовыми текстами, дополняемыми соответствующими цифрами и надписями для каждой конкретной операции. [c.541]
Маршрутная карта (МК) является основным и обязательным документом комплектов на единичные и типовые (групповые) технологические процессы, в котором описывается весь процесс в технологической последовательности выполнения операций. [c.36]
В маршрутной карте указывают число одновременно применяемых единиц технологической оснастки. При разработке типовых или групповых технологических процессов в МК указывают только постоянную информацию, [c.36]
В начале маршрутной карты типового технологического процесса восстановления типовой поверхности приводят инструктивные указания по применимости технологического процесса (материал детали, размеры поверхности, толщина покрытия, наносимого в один или несколько слоев, термическая обработка) по достигаемым качественным показателям восстановленных поверхностей при применении различных материалов (твердость, шероховатость, точность, наличие пор, раковин, сплошность покрытия, прочность сцепления, стабильность получения заданных показателей) по подготовке поверхностей к восстановлению возможности применения различных материалов, моделей однотипного оборудования, приспособлений, оснастки, инструмента, а также приводят требования по технике безопасности при проведении технологического процесса. [c.37]
Технологические карты (маршрутная и операционная карты, карты ТП, типового или группового ТП) содержат описания всех технологических операций, включая контроль и перемещение, с указанием данных об оборудовании, оснастке, технологических режимах, материальных нормативах и трудовых затратах. Маршрутная карта является основным и обязательным документом, в котором описывается весь процесс в технологической последовательности. При разработке типовых или групповых процессов в маршрутной карте дают только постоянную информацию, относящуюся ко всей группе восстанавливаемых деталей или поверхностей. Операционная карта предназначена для описания технологической операции с указанием последовательного выполнения переходов, технологических режимов, СТО и основного времени. Состав сведений должен быть достаточным для выполнения операции с необходимым качеством. [c.573]
К основным технологическим документам относятся маршрутная карта, карта технологического процесса и ведомость деталей (сборочных единиц) к типовому технологическому процессу. Наряду с этим существуют и другие технологические документы, определенные ГОСТ 11102—81. [c.388]
Маршрутная карта (МК) — это технологический документ, содержащий описание технологического процесса изготовления или ремонта изделия (включая контроль и перемещения) по всем операциям различных видов работ в технологической последовательности с указанием данных об оборудовании, оснастке, материальных и трудовых нормативах в соответствии с установленными нормами. [c.388]
В зависимости от условий производства (единичное, мелкосерийное, среднесерийное и т. д.) ГОСТ 3.1118—82 предусматривает маршрутное, маршрутно-операционное и операционное описание технологического процесса (ТП) на маршрутных картах (МК) различной формы. [c.114]
Комплектность технологических документов устанавливается разработчиком технологического процесса в соответствии с ГОСТ 3.1401—85 в зависимости от типа производства. В комплект технологических документов входят титульный лист (ТЛ) по ГОСТ 3.1105—84, маршрутная карта (МК) [c.121]
Маршрутное описание технологического процесса - сокращенное описание всех технологических операций в маршрутной карте в последовательности их выполнения без указания переходов и технологических режимов. [c.11]
Маршрутно-операционное описание технологического процесса - сокращенное описание технологических операций в маршрутной карте в последовательности их выполнения с полным описанием отдельных операций в других технологических документах. [c.11]
Маршрутная карта является основным технологическим документом, с помощью которого в условиях единичного и опытного производства технологический процесс осуществляется на рабочем месте. Она содержит описание операций технологического процесса изготовления детали (включая контроль н перемещения) в их технологической последовательности (форма 2 по ГОСТ 3.1105—84). К маршрутной карте прилагается чертеж детали или операционный эскиз — графический технологический документ, заменяющий по назначению и содержанию рабочий чертеж детали на данной операции. [c.394]
Комплект операционных карт, карт эскизов, различных ведомостей, регламентирующих развернутый технологический процесс, сопровождается маршрутной картой, [c.394]
Технологическая документация должна оформляться срглас-но требоааниям ЕСТД и ЕСТПП. В соответствии с типом и характером производства ГОСТ 3.1601—74 установлены следующие технологические документы, разрабатываемые при изготовлении штампов и пресс-форм маршрутная карта технологического процесса, маршрутная карта типового технологического процесса и ведомость деталей (сборочных единиц) к типовому технологическому процессу. Кроме того, для учета оснастки второго порядка с целью ее повторного и многократного использования применяют формы учета (специальная картотека и ката лог), установленные ГОСТ 3.1302—74, [c.11]
Документы специального назначения посвящены описанию техпо. югических процессов и операций в зависимости от типа и вида производства и заранее предусмотренных технологических методов изготовления или ремонта т[зделий (их составных частей). К числу обязательных документов такого рода относится маршрутная карта (МК). В ней дается полное описание технологического процесса, включая все технологические операции, а также контроль и переметцение детали (изделия) в технологической последовательности его изготовления (ремонта) с указанием данных об оборудовании, оснастке, материальных нормативах и трудовых затратах. [c.15]
Результаты рассмотренных этапов в совокупности позволяют провести сравнительный анализ и выбрать окончательный вариант технологии производства ЭМП. Для этого уточняются оценки показателей технологичности и технико-экономические оценки, полученные на стадиях расчетного и конструкторского проектирования. В частности, достаточно точно рассчитывается стоимость производства определяются ряд новых характеристик, связанных с организацией и управлением планируемого производства. Для окончательного варианта составляется полная документация в соответствии с ЕСТД (Единая система технологической документации) и отраслевыми нормалями. В технологическую документацию входят маршрутные карты и описания технологических процессов, спецификация оборудования, описание режимов его работы, документация на технологическую оснастку и т. п. [c.163]
ГОСТ 3.1102—81 устанавливает следующие виды технологических документов 1) общего назначения—титульный лист (ТЛ), карта эскизов (КЭ). технологическая инструкция (ТИ) 2) специального назначения — маршрутная као-та (МК), является обязательным документом (формы и правила заполнения по ГОСТ 3.Ml8—82), карта технологического процесса (КТП), карта типового технологического процесса (КТТП), операционная карта (ОК), карта типовой (групповой) операция (КТО), комплектовочная карта (КК), карта наладки (КН), ведомости технологических маршрутов (ВТМ), оборудования (БОБ), материалов (ВМ), оснастки (ВО) и др. [c.156]
Единая система технологической документации представляет обой комплекс государственных стандартов, устанавливающих формы документации общего назначения (маршрутная карта технологического процесса, сводная подетально-технологическая чгпЕцификация, карта эскизов, схем и наладок и др.) [c.54]
Формы документации общего назначения — маршрутная карта технологического процесса, сводная подетально-техническая спецификация, карта эскизов, схем и наладок. Сводная подетально-технологическая спецификация в ЕСТД может заменить существующую так называемую конструкторско-технологическую спецификацию [c.240]
В процессе обработки заготовок целесообразно иметь наименьшее количество перестановок и перезажимов, однако последние необходимы перед чистовой обработкой точных поверхностей. Последовательность операций определяется с учётом деформаций и других изменений изделий в обработке. Поверхности, которые могут выполняться на отдельных станках и группе их, при определённом положении изделий, одновременно определяются по маршрутной карте обработки. Операций, связанных с применением очень сложного комбинированного инструмента, избегают. Их разделяют на более простые с возможно равномерной стойкостью инструментов, которую экономично иметь кратной периоду работы между перерывами (обычно [c.656]
Карты технологических процессов на все виды работ (по изготовлению, сборке и испытанию) а) маршрутные, б) операционные, в) сводные технологические, г) инструкционные а) Маршрутные карты наименование и номер детали или узла марка, размер и вес заготовок (или перечень деталей, ВХОДЯШ.ИХ в узел) чистый вес перечень операций с указанием группы применяемого оборудования, вида приспособления и инструментов, нормы штучного времени количество деталей (узлов) на изделие (на заказ) Рабочие чертежи паспорт оборудования таблицы стандартов и нормалей режимы и нормативы времени производственная программа Рабочее место. Планово-дис-петчерское бюро цеха + -1- [c.545]
Контролируют также наличие комплекта технологических документов по Единой системе технологической документации (ЕСТД) и Единой системе технологической подготовки производства (ЕСТПП) — маршрутных карт, карт технологических процессов, технологических инструкций и др. нормативно-технических документов и журналов, формуляров и т. п., регламентирующих организацию приемки, хранения, маркировки, учета и выдачи в производство металла, деталей и сборочных единиц, электродов, сварочной проволоки, флюсов, исключающих применение при изготовлении объектов котлонадзора металла несоответствующих марок, а также порядок погрузки и транспортировки объектов котлонадзора, обеспечивающий безопасность выполнения этих работ и исключающий возможность повреждений этого оборудования. [c.23]
КАРШ. ПРИМЕР ОФОРМЛЕНИЯ МАРШРУГНОИ КАРТЫ РОБОТИЗИРОВАННОГО ПРОЦЕССА ( МАРШРУТНОГО ОПИСАНИЯ ) МЕХАНИЧЕСКОЙ ОБРАБОТКИ [c.518]
Маршрутная карта (МК) — технологический. документ, содержащш описание технологического процесса изготовления или ремонта изделий (включая контроль и перемещения) по всем опера- [c.13]
Маршрутная карта типового технологического процесса .МКТ1Г1 о о — [c.14]
Документация, фиксирующая технологические разработки процессов изготовления и контроля, имеет одну и ту же информационную базу в виде ЕСТД. В соответствии с требованиями ЕСТД технологические документы на технический контроль классифицируются на группы. Документы на технический контроль (операционная карта, паспорт и журнал контроля, маршрутная карта) регламентируются стандартами и другой НТД (ГОСТ 3.1502— 85, ГОСТ 3.1503—74, ГОСТ 3.1505—75). Документация на технический контроль согласовывается со службами ОТК и главного метролога. [c.447]
При оформлении технологических процессов создается комплект технологической документации — совокупность комплектов документов технологических процессов и отдельных документов, необходимых и достаточных для выполнения технологических процессов при изготовлении изделия или его составных частей. Единой системой технологической документации (ЕСТД) предусмотрены следующие документы маршрутная карта, карта эскизов, операционная карта, ведомость оснастки, ведомость материалов и т.д. Описание содержания технологических операций, т.е. описание маршрутного технологического процесса, приводят в маршрутной карте — основном технологическом документе [c.131]
Подготовка маршрутной карты—Справка | ArcGIS for Desktop
В этом разделе приведены шаги по созданию простой маршрутной карты.
Маршрутная карта — набор страниц карты, экстенты которых расположены вдоль какого-либо маршрута — реки, дороги или трубопровода. Каждая страница карты изображает определенную географическую область по обеим сторонам линейного объекта. Каждая следующая страница маршрутной карты изображает следующую область вдоль этой линии. Зачастую между смежными страницами карты имеется небольшое перекрытие. Направление севера на странице изменяется, сохраняя постоянное направление линии маршрута. Маршрутная карты может быть быстро создана в ArcMap при помощи многостраничной компоновки и экспортирована через диалоговое окно экспорта карты.
В вышеприведенном примере показана маршрутная карта реки Рейн между городами Кельн и Кобленц. Этот альбом карт из 44 страниц может быть легко создан любым пользователем ArcMap при наличии интернет-подключения. Источником данных является картографический сервис World Topographic, входящий в состав сервиса ArcGIS Online. Такая маршрутная карта легко создается при помощи функции Многостраничной компоновки, инструментов геообработки из группы Многостраничная компоновка, настройки свойств фрейма данных и динамического текста. Вначале следует создать линейный объект, по которому будет проходить маршрут карты. Для этого необходимо создать класс линейных объектов при помощи инструментов редактирования ArcMap.
Перед созданием маршрутной карты в первую очередь требуется карта и компоновка страницы. Маршрутная карта в вышеприведенном примере имеет размер страницы формата letter (8,5 на 11 дюймов) с книжной ориентацией. Карта будет содержать заголовок, стрелку севера, маршрутную линейку, текстовое представление проекции карты, а также надписи, соответствующие следующей и предыдущей страницам.
Для получения наиболее точных и качественных результатов, желательно, чтобы карта была в подходящей проекции. Для данной области подойдет проекция Гаусса с трехградусными зонами DHDN 3 Degree Gauss Zone 2.
Подсказка:
При расположении элементов компоновки не забудьте оставить место для оформления и карты-указателя.
Для того, чтобы создать класс объектов индексной сетки маршрутной карты, используемый для определения географических пределов страниц карты, необходим класс линейных пространственных объектов. Однако линейные объекты, соответствующие реке Рейн, отсутствуют. Тем не менее, вы легко можете сами создать этот класс линейных объектов при помощи инструментов редактирования ArcMap. Эта линия не будет видна на карте, поэтому ее отображение не имеет значения. На рисунках внизу показано начало и конец данного класса линейных объектов.
Если вы сумеете точно воспроизвести точку начала и конца линии и будете прокладывать линию между берегами реки, то полученная в итоге маршрутная карта будет очень похожа на карту из вышеприведенного примера. Назовите этот класс линейных объектов Верхний Рейн (Upper Rhine). Мы еще вернемся к нему.
Дополнительная информация о редактировании приведена в разделах:
Итак, мы разработали основную компоновку страницы и создали векторный линейный объект, по которому будет проходить маршрут карты. Теперь можно перейти к созданию индексного слоя маршрутной карты, который будет использоваться для определения параметров каждой из страниц карты.
Маршрутная карта - это... Что такое Маршрутная карта?
- Маршрутная карта
-
"...Маршрутная карта - документ на право работы автомобильного транспортного средства по маршруту регулярного сообщения..."
Источник:
ПОСТАНОВЛЕНИЕ администрации городского округа Электросталь МО от 06.10.2009 N 332/5
"ОБ УТВЕРЖДЕНИИ ПОЛОЖЕНИЯ ОБ ОРГАНИЗАЦИИ ТРАНСПОРТНОГО ОБСЛУЖИВАНИЯ НАСЕЛЕНИЯ МАРШРУТНЫМ АВТОМОБИЛЬНЫМ ТРАНСПОРТОМ НА ТЕРРИТОРИИ ГОРОДСКОГО ОКРУГА ЭЛЕКТРОСТАЛЬ МОСКОВСКОЙ ОБЛАСТИ"
Официальная терминология. Академик.ру. 2012.
- Маршрутизатор
- Маршрутная скорость поезда
Смотреть что такое "Маршрутная карта" в других словарях:
маршрутная карта — Внутрипроизводственный документ, заполняемый при производстве каждой серии продукта и включающий в себя всю необходимую информацию для получения объективного доказательства о проделанной работе и достигнутых результатах на каждой производственной … Справочник технического переводчика
маршрутная карта — Карта, показывающая лишь узкую полосу территории, интересующую потребителя, например, по обе стороны от дороги … Словарь по географии
Маршрутная карта — обычная топографическая карта с обозначением пути (маршрута) передвижения войск. М. к. подготавливается штабом соединения (части) на основе данных разведки маршрута и расчетов скорости движения войск … Краткий словарь оперативно-тактических и общевоенных терминов
маршрутная карта технологического процесса — — [А.С.Гольдберг. Англо русский энергетический словарь. 2006 г.] Тематики энергетика в целом EN route sheet … Справочник технического переводчика
Карта маршрутная — – внутрипроизводственный документ, заполняемый при производстве каждой серии продукта и включающий в себя всю необходимую информацию для получения объективного доказательства о проделанной работе и достигнутых результатах на каждой… … Энциклопедия терминов, определений и пояснений строительных материалов
Маршрутная сеть АэроСвит — Основная статья: АэроСвит Рейсы АэроСвит по состоянию на июнь 2011 г.: Аэросвит обслуживает 72 направления в Азии, Европе и Северной Америке со своей базы в Аэропорту Борисполь (Киев) и также обслуживает внутренние рейсы в Украине. В дополнение к … Википедия
Маршрутная сеть Аэросвита — Основная статья: АэроСвит Рейсы АэроСвит по состоянию на июнь 2011 г.: Аэросвит обслуживает 72 направления в Азии, Европе и Северной Америке со своей базы в Аэропорту Борисполь (Киев) и также обслуживает внутренние рейсы на Украине. В… … Википедия
Карта Маршрутная — технологический документ с перечнем операций, производимых при изготовлении продукции. Словарь бизнес терминов. Академик.ру. 2001 … Словарь бизнес-терминов
карта маршрутизации (при коммутации) — таблица маршрута маршрутная матрица таблица маршрутизации — [Л.Г.Суменко. Англо русский словарь по информационным технологиям. М.: ГП ЦНИИС, 2003.] Тематики информационные технологии в целом Синонимы таблица маршрутамаршрутная… … Справочник технического переводчика
карта маршрутная — Документ, содержащий перечень технологических операций, необходимых для изготовления изделия. [http://www.lexikon.ru/dict/buh/index.html] Тематики бухгалтерский учет … Справочник технического переводчика
| Номер графы МК, ОК, КТП. | Наименование (условное обозначение) графы | Служебный символ строки | Содержание информации | |
Маршрутная карта (формы 1, 1б, 2 по ГОСТ 3.1118) | ||||
| 1 | - | - | Обозначение служебного символа и порядковый номер строки. Запись выполняют на уровне одной строки, например, М02,Б04. Допускается при указании номера строки в пределах от 01 до 09 применять вместо 0 знак Ф, например, МФ2, БФ4. | |
| 2 | - | M01 | Наименование, сортамент, размер и марка материала; обозначение стандарта (ТУ; записывать в одну строку с применением знака дроби "/", например "Круг 25 ГОСТ 2590 - 71 / сталь 45 ГОСТ 1050-74. | |
| 3 | Код | - | Код материала по классификатору | |
| 4 | ЕВ | - | Код единицы (массы, длины, площади и т.п.) детали; допускается указывать единицу измерения величины | |
| 5 | МД | - | Масса детали по конструкторскому документу | |
| 6 | ЕН | М02 | Число деталей, на которое установлена норда расхода материала | |
| 7 | Нрасх | - | Норма расхода материала | |
| 8 | КИМ | - | Коэффициент использования материала - отношение массы готовой детали к норме расхода материала (к массе заготовки) | |
| 9 | Код заготовки | - | Код по классификатору, допускается указывать вид заготовки: отливка, прокат и т.п. | |
| 10 | Профиль и размеры эаготовки | - | Профиль и размеры заготовки исходя из габаритов (например, 115х250х390) | |
| 11 | КД | - | Количество деталей, изготавляемых из одной заготовки | |
| 12 | МЗ | - | Масса заготовки | |
| 13 | - | - | Графа для особых указаний | |
| Номер: | ||||
| 14 | Цех | - | цеха, в котором выполняется операция | |
| 15 | Уч. | - | участка | |
| 16 | РМ | - | - | |
| 17 | Опер. | А | операции при изготовлении детали | |
| 18 | Код, наименование операции | - | Код операции по технологическому классификатору; наименование операции | |
| 19 | Обозначение документа | - | Обозначение документов, применяемых при выполнении операции, состав документов следует указывать через знак ";" | |
| 20 | Код и наименование оборудования | Б | Код оборудования по классификатору, краткое наименование оборудования, его инвентарный номер, указывают через знак ";" | |
| 21 | СМ | - | Степень механизации | |
| 22 | Проф. | - | Код профессии по классификатору | |
| 23 | Р | - | Разряд рабочего, необходимый для выполнения операции | |
| 24 | УТ | - | Код условий труда по классификатору и код вида нормы | |
| 25 | КР | - | Количество исполнителей на операции | |
| 26 | КОИД | - | Количество одновременно обрабатываемых деталей при выполнении одной операции | |
| 27 | ОП | - | Объём производственной партии в штуках | |
| 28 | Кшт | - | Коэффициент штучного времени | |
| 29 | Тпз | - | Норма подготовительно - заключительного времени на операцию | |
| 30 | Тшт | - | Норма штучного времени на операцию | |
| 31 | Наименование детали, сб. единицы или материала | К, М | Наименование деталей, сборочных единиц, материалов, применяемых при выполнении операции. Допускается не заполнять строку | |
| 32 | Обозначение, код | KM | Обозначение деталей, сборочных единиц по конструкторскому документу или материалов по классификатору | |
| 33 | ОПП | KM | Обозначение подраздедения (склада, кладовой и т.п.), откуда поступают комплектующие детали, сборочные единицы или материалы; при разборке - куда поступают | |
| 34 | КИ | KM | Количество деталей, сборочных единиц, применяемых при сборке изделия; при разборке - количество получаемых | |
Карта технологического процесса (форма 1, 1а по ГОСТ 3.1404) | ||||
| 31 | - | - | Особые указания | |
| 32 | ПИ | - | Номер позиции инструментальной наладки (для операции ЧПУ) | |
| 33 | D или В | Р | Расчётный размер: | |
| 34 | L | Длина рабочего хода, мм | ||
| 35 | t | Глубина резания, мм | ||
| 36 | i | Число проходов | ||
| 37 | S | Подача, мм/об | ||
| 38 | n | Частота вращения шпмнделя мин-1 | ||
| 39 | V | Скорость резания, м/мин | ||
| Примечание: Номера граф с 1 по 30, их условные обозначения и содержание аналогичны с графами маршрутных карт | ||||
Операционная карта (форма 2 по ГОСТ 3.1404) | ||||
| 40 | Наименование операции | А | Код операции по технологическому классификатору | |
| 41 | Материал | М | Записывается вид материала, если код и марка материала полностью указаны в МК | |
| 42 | Твердость | - | Твердость материала заготовки | |
| 43 | Оборудование | Б | Краткое наименование оборудования или устройства ЧПУ | |
| 44 | Программа | - | Обозначение программы | |
| 45 | Т0 | Р | Норма основного времени | |
| 46 | Тв | Норма вспомогательного времени | ||
| 47 | СОЖ | Смазочно - охлаждающая жидкость | ||
| 48 | - | - | Операционный эскиз | |
| Примечание: Номера граф (1, 4, 5, 10, 12, 26, 31, 32, 33, 34, 35, 36, 37, 33, 39) их условные обозначения и содержание аналогичны маршрутным и картам технологического процесса. | ||||
Как настроить маршрутные карты в 1С:ERP
Маршрутные карты в 1С:ERP используются для ведения детальных схем технологических операций, выполняемых на одном этапе производства (по ресурсной спецификации).
Перейти к маршрутным картам можно через раздел Производство – Нормативно-справочная информация – Маршрутные карты:
Рисунок 1 - Доступ к списку Маршрутных карт
При создании маршрутной карты указываем производственное подразделение, которое будет использоваться для пооперационного планирования. Нажав на ссылку Настроить состав маршрутной карты, можно произвести настройку содержания маршрутной карты и включить или выключить следующие разделы: операции; выходные изделия; материалы и работы; трудозатраты.
Вкладка Основное

Рисунок 2 - Настройка состава маршрутной карты
Вкладка Выходное изделие
В табличной части указываются изделия, для производства которых составлена маршрутная карта. Первая строчка является основным изделием и выделяется жирным шрифтом.
Все, что описано в выходных изделиях, является минимальной неделимой партией производства по этой маршрутной карте.
Если основное выходное изделие имеет характеристики, но в маршрутной карте характеристика не указана, то такая маршрутная карта будет подходить для таких изделий с любой характеристикой. Для прочих выходных изделий при наличии характеристик их нужно обязательно указывать.

Рисунок 3 - Маршрутная карта. Вкладка «Выходное изделие»
Вкладка Материалы и работы
На вкладке материалы и работы в табличной части представлен перечень материалов и работ, необходимых для производства выходных изделий.

Рисунок 4 - Маршрутная карта. Вкладка «Материалы и работы»
Вкладка Операции
Производственный процесс в маршрутной карте описывается в виде списка операций.
Последовательность выполнения операций задается при помощи нумерации. В каждой операции указывается ее номер и номер следующей операции. Для завершающего операции указывается номер следующей операции - 0.
Для исключения зацикливания необходимо, чтобы следующая операция всегда имела номер больше, чем предыдущая.

Рисунок 5 - Маршрутная карта. Вкладка «Операции»
Процесс создания новой операции
На вкладке определяются основные реквизиты технологической операции:
- Количество - количественный измеритель выполнения операции. Может быть задан в физических единицах. По умолчанию без указания единицы измерения выполнение измеряется в количестве выполненных операций;
- Время штучное - время выполнения операции;
- Время ПЗ - подготовительно-заключительное время;
- Флаг Непрерывная взводится для технологических операций, выполнение которых не может прерываться интервалами недоступности.
- Реквизит Передаточная партия определяет размер партии, передаваемой на следующую операцию этапа производства. Если передаточная партия равна нулю, на следующую операцию передается вся партия этапа.
Вкладка Вспомогательные рабочие центры
На вкладке определяется перечень рабочих центров, загрузка которых планируется совместно с основным рабочим центром. В качестве вспомогательных рабочих центров могут выступать такие виды ресурсов как технологическая оснастка и бригада рабочих.

Рисунок 6 - Добавление новой операции для маршрутной карты
После заполнения всех нужных закладок необходимо установить статус маршрутной карты в состояние «Действует», также можно указать дату, начиная с которой будет действовать данная маршрутная карта.

Рисунок 7 - Установка статуса маршрутной карты
Далее создаем ресурсную спецификацию на основании маршрутной карты. Раздел Производство – Ресурсные спецификации.
Вкладка Производственный процесс
На вкладке в производственном этапе маршрутная карта привязывается к ресурсной спецификации и ее данные детализируются до момента, когда она будет исполняться.
При создании этапа подвязываем маршрутную карту, далее переходим на вкладку Виды рабочих центров и заполняем по маршрутной карте:

Рисунок 8 - Заполнение этапа ресурсной спецификации по маршрутной карте
Далее через меню Еще заполняем остальные вкладки ресурсной спецификации согласно маршрутной карте:

Рисунок 9 - Заполнение вкладок Материалы и работы, Трудозатраты по маршрутной карте
Устанавливаем статус действует, также если спецификация одна, то ее можно назначить основной:

Рисунок 10 - Установка статуса ресурсной спецификации
Карта • Маршрут • Планирование маршрута, дорога
Время прохождения маршрута в зависимости от средней скорости:
Проезд на карте
Онлайн-планирование маршрута - удобный инструмент, с помощью которого мы можем быстро разработать наиболее подходящий для нас маршрут. Мы полагаемся на так называемый метод точка-точка, что означает «от точки к точке».Начнем с точного места отправления и пункт назначения - введите оба пункта в соответствующие поля. Таким образом мы получаем следующую информацию: длина маршрута, рассчитанная в километров, предполагаемое время прибытия и предлагаемые альтернативные маршруты. Более того, мы получаем очень точные навигационные направления, детально указание, как передвигаться на машине, например, «на кольцевой развязке сверните на третий съезд на улицу X».
Мы также можем использовать дополнительные параметры поиска маршрута, в зависимости от того, хотим ли мы ориентироваться на количество пройденных километров или также скорость достижения пункта назначения.Для этого выберите самый короткий и самый быстрый маршрут в соответствующем поле. Первый из них означает такой способ, это наименьший возможный отрезок пути, который необходимо пройти. Однако путешествие по этому типу маршрута сопряжено с опасностью двигаться дальше. например, в редко посещаемых местах, т.е. там, где могут возникнуть трудности в общении. Мы должны учитывать дороги, по которым мы будем путешествовать, они могут быть не самого лучшего качества, даже если поверхность повреждена или полностью забита.Самый быстрый маршрут - маршрут, который позволяет максимально быстро добраться до места назначения с точки зрения времени. Часто оба пути перекрывают друг друга, хотя это не обязательно.
Конечно, важно помнить о влиянии дорожных условий на движение по определенным маршрутам. Надо учитывать, что будет дождь, туман или снег. продлить время вождения и повлиять на его комфорт. Часто, особенно летом, на дорогах мы также занимаемся различными видами ремонта. затруднить путешествие.Важно, чтобы вы также принимали во внимание всевозможные дополнительные сборы, такие как дорожные сборы, при использовании калькулятора путешествий. автомагистрали, использование остановок и стоянок, заправок и сервисов на них. Нельзя забывать о правильной подготовке к вождению. Лучше всего заранее проверить техническое состояние автомобиля, особенно если вы собираетесь в длительную поездку, иметь при себе запаску и, конечно же, аптечку. Также хорошо взять с собой ручную кладь, в которой вы найдете необходимые вещи, напримерсотовый телефон или что-нибудь выпить. Также нужно помнить о документах (водительское удостоверение, свидетельство о регистрации транспортного средства, удостоверение личности, паспорт).
.Почтовые индексы • поисковик, карта
.Почтовый индекс - это серия цифр, присвоенных определенному адресу. Благодаря ему можно доставить почтовые отправления в нужное место. Вы хотите проверить , какой почтовый индекс принадлежит данному местоположению? Поисковик почтового индекса поможет вам в этом. Используя его, вы никогда не ошибетесь при написании писем. Просто введите необходимые данные и найдите почтовый индекс .Легко и не теряя времени!
Что такое почтовый индекс и когда мне его нужно знать?
Почтовый индекс состоит из пяти цифр, разделенных двумя цифрами тире. Почтовые индексы в Польше были созданы в 1973 году для облегчения сортировки посылок и предотвращения ошибок при доставке письма в одно из множества мест с таким же названием. Почтовый индекс может быть присвоен определенному городу, его району или даже определенному учреждению, напримерНациональный банк Польши.
Это , почтовый индекс которого связан с данным адресом, который вы должны знать при адресации вашего отправления. Знание этого также полезно при составлении различных типов документов, например, договоров.
Zip Code Finder - Найдите почтовый индекс!
Невозможно запомнить все почтовых индексов из . Таким образом, поисковая машина оказывается незаменимым инструментом, если вы хотите быстро ее проверить. Как это работает? Вы вводите название города, провинции или точную улицу.Однако для получения точного результата лучше всего заполнить всю эту информацию. Средство поиска почтового индекса выберет соответствующую строку чисел.
Инструмент работает и наоборот. Это означает, что вы можете использовать его, если не знаете, какому адресу присвоен почтовый индекс . Поисковая машина после ввода последовательности цифр укажет город, улицу, гмину, повят и воеводство. Воспользуйтесь им и быстро найдите почтовый индекс или присвоенный ему адрес.
.Лыжные трассы - PKL
Лыжные трассы - PKL
- Дом
- Каспровы Верх
| Статус | Имя | Снежный покров | Сложность | Длина | Освещение | Снежное дело |
|---|---|---|---|---|---|---|
| Каспровы Верх | ||||||
| Закрыт | Маршрут Гонсеникова | 31-5 см | 1200 м | Нет | Нет | |
| Закрыт | Goryczkowa Route | 31-5 см | 2100 кв.м | Нет | Нет | |
Условные обозначения:
ПРОСТО
СЛОЖНО
ОЧЕНЬ СЛОЖНО
Дамы и господа! Наш веб-сайт использует файлы cookie для предоставления нам данных. статистические и для обеспечения наилучшего восприятия при посещении нашего веб-сайта Веб-сайт.Использование сайта без изменения настроек браузера для файлов cookie означает, что они будут размещены на вашем конечном устройстве. Мы не используем файлы cookie для отслеживания или идентификации отдельных пользователей, но для получить полезные знания о том, как используется наш веб-сайт, чтобы мы могли его улучшить для наших пользователей. Вы можете изменить настройки в любой момент относительно файлов cookie. Все последние версии популярных браузеров предоставляют пользователи контролируют файлы cookie.Пользователи могут настроить свой браузер чтобы он принимал или отклонял все или некоторые файлы cookie. Продолжая используя наш веб-сайт без изменения настроек браузера, вы соглашаетесь использование файлов cookie. Подробнее о файлах cookie в Политика конфиденциальности.
.Веломапа - велосипедная карта Польши
Каждый год на карте Польши появляются новые велосипедные маршруты. Они разные по уровню сложности или поверхности, и на все они стоит обратить внимание! Поскольку их так много, вам пригодится велосипедная карта, на которой вы можете их найти.
В Польше уже много велосипедных маршрутов, и их количество растет. Благодаря этому каждая велосипедная выходка может быть совершенно другой. Однако собираясь на новое место, нужно как следует подготовиться.Вам нужно узнать, сколько времени продлится поездка, разборчивы ли вывески и чего ожидать в пути. Здесь вам пригодится велосипедная карта Польши !
Мы увлечены велоспортом уже много лет. Нам нравится открывать новые маршруты и проверять свои навыки. Более чем однажды нам не удавалось найти исчерпывающие сведения о конкретном маршруте. Так родилась Веломапа. Это будет сборник знаний для всех, кто любит ездить на велосипеде.Это все еще расширяющаяся база велосипедных маршрутов со всей страны. Он основан на опыте велосипедистов, пробующих индивидуальные маршруты.
Что на Веломапе?
На нашем сайте есть карта велосипедных маршрутов, на которой мы применяем как известные маршруты, так и новые даже для самых опытных велосипедистов. При посещении нашего веб-сайта вы найдете такую информацию, как длина маршрута, разметка, условия, поверхность и уровень сложности.Многие тропы проходят в ландшафтных парках, живописных городках с историей на заднем плане. Поэтому на карте велосипедных дорожек также есть обзорные площадки и памятники местности.
Или, может быть, вас интересуют велогонки? Вы также найдете их превью у нас. Мы создали отдельную подстраницу, посвященную событиям, в том числе различным видам велоспорта. Если вы, как и мы, фанат велоспорта, заходите почаще. Мы будем держать вас в курсе, какие события заслуживают особого внимания.
Приходите к нам и планируйте незабываемое путешествие
Карта велосипедных маршрутов позволит вам спланировать приятную развлекательную поездку за город. Он предоставит вам информацию о том, что нужно подготовить к выбранной тропе, где вы столкнетесь с трудностями. Здесь вы найдете огромную дозу знаний и вдохновения для ваших следующих велосипедных путешествий, независимо от уровня ваших навыков и в каком регионе Польши вы хотите кататься.
.лыжных трасс в Щирке | Лыжные трассы Щирка
Лыжные трассы Щирка
Лыжные трассы в Щирке, на спортивной арене Бескид, являются настоящим праздником как для опытных любителей зимних видов спорта, так и для людей, которые только начинают свое приключение с катанием на лыжах и сноуборде. В BSA вы можете кататься на четырех прекрасно подготовленных склонах общей протяженностью 3200 метров и площадью 8 га.
Все лыжные трассы в Щирке на нашем курорте оснащены современной светодиодной осветительной установкой.
Общая пропускная способность железных дорог и подъемников составляет около 4000 человек в час, что позволяет в приятной форме насладиться прелестями трасс BSA.
| № | Оценка сложность маршрута | Длина (м) | Взлет (м над уровнем моря) ) | Мета (м над уровнем моря) | Разница высот | Наклон среднее значение (%) | Наклон максимум (%) |
| 1 | легкий | 1200 | 840 | 600 | 240 | 20 | 30 |
| 2 | сложный | 1000 | 840 | 600 | 240 | 24 | 38 |
| 3 | очень сложно | 800 | 840 | 600 | 240 | 30 | 45900 22 |
| 4 | easy | 200 | 840 | 820 | 20 | 10 | 12 |
Легкий горнолыжный склон
Комфортный спуск № на верхней полянке BSA с прекрасными видами вершин Силезских Бескидов.
Более сложные лыжные трассы
Флагманским маршрутом курорта является синий маршрут № 1 длиной 1200 м. Его достопримечательностью является туннель длиной 50 м, позволяющий без столкновений проезжать по маршруту № 3. Более продвинутые лыжники могут использовать красную трассу № 2 и черную № 3. Трасса № 3 - это слаломная трасса длиной 800 метров и уклонами до 45%.
.
Wrocław Spatial Information System - Велосипедная карта
- Карты
- В настоящее время: Велосипедная карта
Схема цикла
Основная информация
Велосипедная карта Вроцлава была создана на основе инвентаризации велосипедной инфраструктуры, проведенной в сотрудничестве. с фондом ePaństwo. Эти данные также подтвердили жители. через наш картографический портал в декабре 2016 года.Благодаря этой карте легче спланировать ежедневную поездку на велосипеде, а также прогулку.
Карта постоянно обновляется и проверяется.
Содержание карты
Карта содержит информацию о: 90 015
- велосипедных маршрутов (включая их вид и направление):
- дорожка для пешеходов и велосипедистов - инфраструктура для пешеходов и велосипедистов, обозначенная соответствующими дорожными знаками; движение велосипедов происходит по всей поверхности линии или ее части, в зависимости от используемых знаков,
- велосипедная дорожка - велосипедная дорожка, обозначенная соответствующими дорожными знаками, отделенная от других дорог или проезжей части той же дороги конструктивно или с помощью устройств безопасности дорожного движения,
- велосипедная полоса - участок дороги, предназначенный для движения велосипедов в одном направлении, обозначенный соответствующими дорожными знаками,
- BUS + ROWER полоса - участок дороги, предназначенный для автобусного движения с разрешением на движение велосипедистов,
- контрстреп - часть проезжей части дороги с односторонним движением, предназначенная для велосипедного движения в направлении, противоположном общему движению,
- встречный занос - разрешение движения велосипедистов «против течения» по дорогам с односторонним движением в жилых районах и зонах со скоростью, ограниченной до 30 км / ч,
- тропа по набережным - маршруты с твердым покрытием по набережным рекреационного характера,
- маршрут через парк - рекреационные маршруты через зеленые зоны и парковые зоны, которые важны в целостной системе велосипедных маршрутов во Вроцлаве,
- зона спокойного движения 20 и 30 - улицы с жилыми зонами и зонами с ограничением скорости до 30 км / ч,
- возможность проезда - участки, которые дополняют или необходимо соединяют велосипедные маршруты и не являются элементами дорог общего пользования,
- односторонняя секция - поворот по направлению движения,
- двунаправленная секция,
- соединителей дорог (участки проходят по дорогам в соответствии с общими правилами дорожного движения, дополняют сеть, где нет инфраструктуры, предназначенной для велосипедов),
- крытых велосипедных стоянок,
- Городские велосипедные станции Вроцлава,
- велосипедных ремонтных пункта.
- типов:
Данные для загрузки
Мы также предоставляем содержимое карты в виде необработанных данных для загрузки и повторного использования. Для получения дополнительной информации посетите нашу страницу «Данные, услуги и инструменты».
.Пшемысль :: Расписание
Следующая Политика в отношении файлов cookie устанавливает правила для сохранения и доступа к данным на устройствах пользователей, использующих веб-сайт, с целью предоставления электронных услуг администратором веб-сайта.
§ 1 Определения
-
Сервис - сайт работает по адресу Rozlad.mzk.przemysl.pl/
-
Внешний сайт - сайт партнеров Администратора, поставщиков услуг или получателей
-
Администратор - MIEJSKI ZAKŁAD KOMUNIKACJA SP.z o.o. IN PRZEMYL, по адресу: ul. Львовская 9 в Пшемысле, предоставляющая электронные услуги через Веб-сайт, а также хранение и доступ к информации на устройствах Пользователя
-
Пользователь - физическое лицо, которому Администратор предоставляет услуги в электронном виде через Сайт.
-
Устройство - электронное устройство с программным обеспечением, с помощью которого Пользователь получает доступ к Сайту
-
Cookies - текстовые данные, собранные в виде файлов, размещенных на Устройстве Пользователя
§ 2 Типы файлов cookie
-
Внутренние файлы cookie - файлы, размещаемые и считываемые с Устройства Пользователя, отправляются ИКТ-системой Веб-сайта
-
Внешние файлы cookie - файлы, размещаемые и считываемые с Устройства Пользователя системами ИКТ внешних веб-сайтов
-
Сессионные файлы cookie - файлы, размещаемые и считываемые с Устройства Пользователя Веб-сайтом или внешними веб-сайтами в течение одного сеанса данного Устройства.По окончании сеанса файлы удаляются с Устройства пользователя.
-
Постоянные файлы cookie - файлы, размещаемые и считываемые с Устройства Пользователя Веб-сайтом или внешними веб-сайтами до тех пор, пока они не будут удалены вручную. Файлы не удаляются автоматически после завершения сеанса работы с устройством, если в конфигурации устройства пользователя не установлен режим удаления файлов cookie после завершения сеанса работы с устройством.
§ 3 Безопасность
-
Механизмы хранения и чтения - Механизмы хранения и чтения файлов cookie не позволяют загружать какие-либо личные данные или любую конфиденциальную информацию с Устройства Пользователя.Передача вирусов, троянов и других червей на Устройство Пользователя практически невозможна.
-
Внутренние файлы cookie - внутренние файлы cookie, используемые администратором файлов cookie, безопасны для устройств пользователей
-
Внешние файлы cookie - Администратор не несет ответственности за безопасность файлов cookie от партнеров Сайта. Список партнеров приведен далее в Политике использования файлов cookie.
§ 4 Цели использования файлов cookie
-
Улучшение и облегчение доступа к Веб-сайту - Администратор может хранить в файлах cookie информацию о предпочтениях и настройках пользователя Веб-сайта, чтобы улучшить, улучшить и ускорить предоставление услуг на Веб-сайте. В частности, выбор языка, цвета и размера шрифта.
-
Размещение внешних шрифтов Google
§ 5 Внешние веб-сайты
- Администратор не взаимодействует с внешними сайтами.
- Веб-сайт использует внешние файлы cookie, необходимые для поддержки шрифтов Google.
§ 6 Возможности определения условий хранения и доступа на Устройства Пользователя Веб-сайтом и внешними веб-сайтами
-
Пользователь может в любой момент самостоятельно изменить настройки сохранения, удаления и доступа к данным сохраненных Cookies
-
Информация о том, как отключить файлы cookie в самых популярных веб-браузерах:
-
Пользователь может в любое время удалить любые файлы cookie, сохраненные до сих пор, с помощью инструментов Устройства пользователя, с помощью которых Пользователь использует услуги Веб-сайта.
§ 7 Требования к услугам
-
Ограничение хранения и доступа к файлам cookie на устройстве пользователя может привести к сбоям в работе некоторых функций веб-сайта.
-
Администратор не несет ответственности за некорректное функционирование функций Сайта, если Пользователь каким-либо образом ограничивает возможность сохранения и чтения файлов cookie.
последнее изменение: 17.04.2018 .









 Вызов дизайнера:
Вызов дизайнера:


Действующие акции

скидка для внимательных клиентов 7% от общей стоимости заказа.

