Салон штор в Санкт-Петербурге




Калитка с элементами ковки и профлиста
Калитка из кованых элементов — sdelayzabor.ru
Изделия из кованого металла были популярны еще несколько веков назад. И до сих пор такие изделия не утратили своей актуальности. В полной мере это относится к калиткам, которые являются обязательными атрибутами любого участка. Помимо эстетичного внешнего вида, художественная ковка подчеркивает изысканный вкус хозяев, а также является надежной защитой от проникновения на участок. Читайте далее про кованые калитки — их достоинства и недостатки, особенности конструкции, как сделать своими руками и многое другое.
 Кованая калитка из прутьев
Кованая калитка из прутьевОсобенности кованой калитки
Перед началом изготовления кованой калитки следует обратить внимание на некоторые ее особенности:
- Важно, для чего она предназначена. Например, если целью является просто защита участка, то декоративных элементов можно использовать минимум, не особо стараясь вписать их в общий дизайн. Если же главное предназначение заключается в подчеркивании стиля и индивидуальности, то каждый элемент необходимо продумать, подобрать в соответствии с общим видом ворот и ограждения.
- Трудозатраты на изготовление могут существенно различаться. Кованые калитки могут быть облегченными, со встроенной штамповкой, а могут полностью изготавливаться вручную. Все зависит от вкуса хозяев, их предпочтений и бюджета.
- Калитка может быть полностью прозрачной, состоящей только из кованых элементов, а может быть закрыта каким-либо материалом. В первом случае видимость двора будет открыта. Имеется также альтернативный вариант. Верхняя часть калитки закрывается, а нижняя часть оставляется прозрачной. В последнее время именно такой выбор делают многие владельцы участков.
Плюсы и минусы конструкции
 Калитка из ковки на кирпичных столбах
Калитка из ковки на кирпичных столбахВначале поговорим о положительных моментах:
- Обеспечивается надежная защита от проникновения на огражденную территорию. Один только вид железной преграды способен отбить охоту у злоумышленников проникнуть на чужую территорию.
- Калитки кованые обеспечат индивидуальность, привнесут элемент старины и изысканности. А если еще и ворота будут коваными, то стиль и вкус владельцев непременно оценят.
- Долговечность. Металлическая конструкция способна радовать своим видом владельцев на протяжении десятилетий.
- Изделие не нуждается в постоянном уходе. Достаточно 1 раз в несколько лет подкрасить металл и иногда смазывать петли.
- Разрушить такую надежную преграду будет очень непросто, в отличие, например, от изделия из штакетника.
- Кованые изделия впишутся в любой дизайн ограждения и всего участка.
- Можно создать любой орнамент или узор, какой только возможен.
А теперь несколько минусов:
- Калитка из ковки будет обладать значительным весом. Для ее нормальной эксплуатации необходимы прочные опоры, на которых она будет закреплена. В противном случае ее может перекосить через несколько лет.
- Стоимость изготовления превышает цену изделий из дерева, профлиста, поликарбоната и прочих материалов. Но оно того стоит по всем параметрам.
- Индивидуальная работа и выполняется более длительное время.
- Придется поискать хорошего мастера, если решено приобрести готовое изделие.
Как выбрать кованую калитку
Сегодня разнообразие кованых калиток реально велико. Множество мастеров предлагают свои услуги, предоставляя образцы своих изделий. Среди этого многообразия трудно сориентироваться, сделать правильный выбор. Каждый должен определиться со своими вкусами и финансовыми возможностями.
Если вы хотите полностью закрыть видимость улицы, выберите закрытый вариант. Кованая калитка будет закрыта листом профнастила или поликарбоната. Данные материалы удачно сочетаются между собой и долго служат. Гораздо реже калитку закрывают деревом. Важно лишь подобрать сорт древесины, который прослужит максимально долго.
В случае, если решено сохранить калитку прозрачной, следует определиться с такими нюансами:
- Метод изготовления кованых элементов. Более простым и дешевым вариантом будет холодная ковка. Горячий метод изготовления требует больших трудозатрат и времени, поэтому стоимость будет выше.
- Сочетание с другими элементами. Металл отлично сочетается с каменными и кирпичными столбами, а также с другим металлом.
 Кованая калитка закрепленная на каменных столбах
Кованая калитка закрепленная на каменных столбахПри выборе готового изделия позаботьтесь о том, чтобы все элементы калитки соответствовали выбранному стилю. В частности, кованые ручки для калитки, навесы и петли должны удачно сочетаться с прочими деталями.
Материалы для изготовления калитки
Калитка с элементами ковки обычно изготавливается из обычной стали, а затем декорируется посредством нанесения на нее различных покрытий. Элементы ковки могут изготавливаться вручную или быть штампованными. Во втором случае они обладают более низкой стоимостью. Вручную элементы изготавливаются методом горячей или холодной ковки. Все элементы собираются на каркасе калитки в единую композицию.
 Примерные образцы кованных элементов от одной из фирм
Примерные образцы кованных элементов от одной из фирмКованые калитки своими руками
Изготовить кованую конструкцию достаточно сложно, если не имеется необходимого опыта и соответствующего инструмента. Но, при большом желании и терпении, кованые калитки своими руками — дело вполне решаемое. И вовсе не обязательно становиться кузнецом для их изготовления, ведь сейчас имеется множество инструментов, с помощью которых можно своими руками создать неповторимое творение.
Первым делом подбирают эскиз будущего изделия. Его можно нарисовать самостоятельно или выбрать из каталога. Исходя из этого, производится закупка необходимых материалов для изготовления каркаса. Также выполняется подборка отдельных элементов отделки.
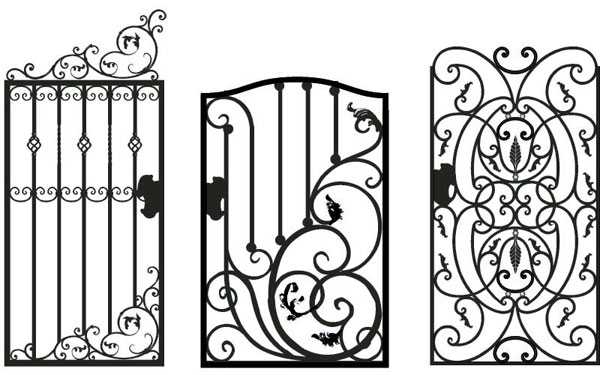 Готовый эскиз трех вариантов калитки
Готовый эскиз трех вариантов калиткиРассмотрим, как изготовить калитку из уже готовых кованых элементов. Для начала работы необходимо подготовить идеально ровную поверхность, на которой будет свариваться калитка. Из инструментов понадобятся:
- Сварочный аппарат.
- Болгарка, отрезной и зачистной круги.
- Измерительный и чертежный инструмент.
- Тиски или струбцины.
- Молоток.
- Наждачная бумага.
Работа выполняется в такой последовательности:
- Изготавливается рама. Для этого лучше всего подойдет профильная труба 20 х 30 мм. Вырезанные куски трубы свариваются между собой.
- К каркасу привариваются наиболее массивные элементы (пруты, кольца и прочие детали).
- На калитке раскладываются все декоративные элементы. На этом этапе еще не поздно как-то изменить рисунок. Важно соблюсти симметрию и какой-то узор.
- Все разложенные элементы закрепляются на каркасе методом сварки.
- Выполняется зачистка и шлифовка всех швов. Особое внимание уделяется сварным швам, так как именно в этих местах металл коррозирует наиболее быстро.
- Поверхность калитки обезжиривается.
- Выполняется покраска изделия. Вначале наносится слой грунтовки, которая должна обладать антикоррозионными свойствами. После ее высыхания наносится слой краски. Обычно выгодно смотрится черная матовая эмаль.
- Отдельные элементы можно чем-либо выделить на черном фоне. Например, золотом или серебром.
- Полностью высохшая калитка навешивается на постоянное место.
- Проверяется работа изделия, устанавливаются замки и козырек.
Рекомендации по уходу за коваными калитками
Несмотря на то, что кованая калитка нуждается в самом минимальном уходе, необходимо изредка поддерживать ее работоспособность и внешний вид. Заключается это в следующем:
- Петли калитки постоянно находятся в работе, поэтому нуждаются в периодической смазке. Для этой процедуры подойдет любое минеральное масло (литол, солидол, графитовая смазка). В крайнем случае можно воспользоваться жидким машинным маслом.
- На металлических поверхностях калитки через несколько лет эксплуатации могут появиться следы коррозии. Даже невзирая на несколько слоев хорошей краски. Рекомендуется 1 раз в 3-4 года обновлять красочное покрытие.
- Уход за опорами. Даже самые монолитные опоры со временем могут смещаться или проседать. Это ведет к смещению створки относительно притвора. Поэтому периодически нужно обследовать столбы, обращая внимание на все отклонения, восстанавливая прежнюю нерушимость опор.
Заборы с элементами ковки | Забор
Ворота и калитка с элементами ковки
Забор с элементами ковки + профлист
Палисадник с элементами ковки
Палисадник с элементами ковки
Забор с элементами ковки
Забор с элементами ковки + профлист
Палисадник с элементами ковки
Палисадник с элементами ковки
Долговечные заборы, ворота и калитки из профнастила — ограждения
Профнастил является практичным и доступным по стоимости материалом, который пригоден для производства ворот, калиток, заборов и различных ограждений. Компания «Евробетон» специализируется на изготовлении конструкций любой сложности.
В процессе производства используются качественные материалы, а также фурнитура, что гарантирует длительный срок эксплуатации изделий. Готовые конструкции обладают привлекательным дизайном, что позволяет эстетично дополнить вид придомовой территории.
Изготовление ограждений, заборов из профнастила
Услуга изготовления ограждений, заборов, ворот, калиток из профнастила предполагает возможность выбора любого оттенка изделия по таблице RAL. Металлическая поверхность покрывается полимерно-порошковой краской, что является также надежной защитой от развития коррозийных процессов.
Профнастил также характеризуется прочностью, устойчивостью к воздействию атмосферных осадков, температурных перепадов, ультрафиолетового излучения. Конструкции длительное время сохраняют цельность и отличный внешний вид, не требуя обслуживания или ремонта.
Ворота и калитки из профнастила под заказ
Компания производит ворота, калитки, заборы и ограждения из профнастила, конструкция которых отличается простотой и надежностью монтажа. Изготовление осуществляется с точностью по предоставленному техническому заданию, поэтому с дальнейшим монтажом и эксплуатацией не возникает проблем. Срок выполнения заказа минимальный. Для производства применяются исключительно сертифицированные и качественные материалы. Собственное производство позволяет сделать стоимость конструкций максимально выгодной для широкой аудитории клиентов.
Все металлические ворота и калитки с элементами ковки нашего собственного производства.
Это оригинальные ворота и калитки с элементами ковки от производителя. Мы изготавливаем уличные распашные ворота и входные калитки с элементами ковки. Кованые ворота и калитки можем поставлять с профлистом и без профлиста. Ворота и калитки разных форм и размеров доставляются по всему Криничанскому району: Кринички, Дружба, Мирное, Красноивановка, Адамовка, Божедаровка, Болтышка, Гуляй Поле, Кудашевка, Покровка, Андреевка, Катеринополь, Пятихатки, Саксагань, Саивка.
Цены и фото ворот Вы можете посмотреть у нас на сайте в разделе «Ворота и калитки».
Это серийное производство, поэтому это недорогие ворота. У нас можно недорого купить ворота и калитки высокого качетсва. Цена за изготовление ворот определяется с учётом покраски, доставки и установки на Вашем объекте. Это практичные и эстетичные кованые изделия. У нас большой выбор кованых ворот от эконом до премиум класса. Кованые ворота и калитки как главные элементы экстерьера Вашего дома всегда добавят элегантности.
Наши ворота и калитки - это элементы роскоши по самым низким ценам.
Ворота и калитки с элементами ковки – стильное решение в строительстве дачи и дома. Массивные, прочные, но в тоже время изящные распашные ворота это продукция Компании «Евробетон». Изделия изготавливаются в самые короткие сроки согласно Договора. Мы производим надёжные ворота с уникальным внешним видом, различных дизайнов и размеров. Мы поможем подобрать Вам модель кованых ворот и калитки, изготовим, доставим и установим по всей территории Криничанского района. Все фото на нашем сайте принадлежат работам Компании «Евробетон» и все ворота на фото изготовлены нашими мастерами.
Вам интересно узнать цену на ворота и калитки с элементами ковки?
Звоните нам и наши менеджеры ответят на все Ваши вопросы. Ворота и калитки это стальные узоры сделанные руками мастеров. Как и многие решения дизайнеров, применение кованых ворот в украшении фасада дома всегда радует глаз хозяевам дома и гостям. Простота, долговечность и эстетичность, которая достигается многолетним опытом производства ворот и калиток, будет служить Вам долгие годы. Кованые ворота и калитки – прекрасная возможность подчеркнуть стиль собственного дома. Ворота и калитки с элементами ковки - это изделия создающие первое впечатление о владельцах. Наши изделия отличающиеся превосходными эксплуатационными качествами, эстетикой и долговечностью.
Заказать калитку для забора в Волгограде и Волжском
Все дачники хотели бы видеть свои участки комфортными для отдыха и ухоженными внешне. Красивая калитка на заказ станет простым и легким способом грамотно обустроить дачу, значительно «оживив» и выгодно выделив её среди других. Всё потому, что именно этому элементу ограждения принадлежит ведущая роль в процессе создания впечатления об участке! Однотипной заводской конструкцией сегодня сложно удивить окружающих, поэтому опытный дачник предпочтет заказать калитку от настоящих мастеров по обустройству входного комплекса.
 Калитка из профнастила в рамке
Калитка из профнастила в рамкеВсё о калитке из профнастила
Современная калитка из профнастила является компактной, качественной и удобной в эксплуатации конструкцией. При условии соблюдения определенных норм производства и профессионального монтажа калитки, она сможет не только дополнить входной комплекс, но и стать его украшением.
Решение заказать калитку и его преимущества
Специалисты предлагают всем желающим надежные конструкции по доступной стоимости. Благодаря внушительному опыту работы, использованию лучших материалов, знанию ведущих технологий и наличию передового инструментария установка калитки будет выполнена в сжатые сроки. Поставка материалов напрямую от производителя – это то, что позволяет устанавливать демократичные цены, бесконечно радуя постоянного клиента множеством выгодных акций и привлекательных скидок!
Стоит отметить, что калитка, забор и другие ограждения из профнастила обладают неоспоримыми преимуществами. Они заключаются в:
1. повышенных эксплуатационных характеристиках, с высоким уровнем прочности и стойкости против коррозии;
2. устойчивости к солнечным лучам, когда равномерный слой покраски сохраняется продолжительное время;
3. особой привлекательности текстуры долговечных листов материала и возможности их дополнения рядом кованых элементов;
4. оснащенности некоторых изделий автоматикой открывания, которая регулируется дистанционно с помощью пульта;
5. простоте и легкости ухода за материалом, что моют обычной водой, с успехом красят и лакируют.
О стоимости и других особенностях услуг
Каждая калитка из профильной трубы характеризуется разной стоимостью, это определяется размерами изделий, качеством фурнитуры и наличием дополнительных элементов. Исходный материал тоже влияет на цену, так как он может отличаться по габаритам, заданному назначению и виду покрытия. В любом случае, такая калитка в Волгограде будет стоить меньше, нежели конструкция из другого материала.
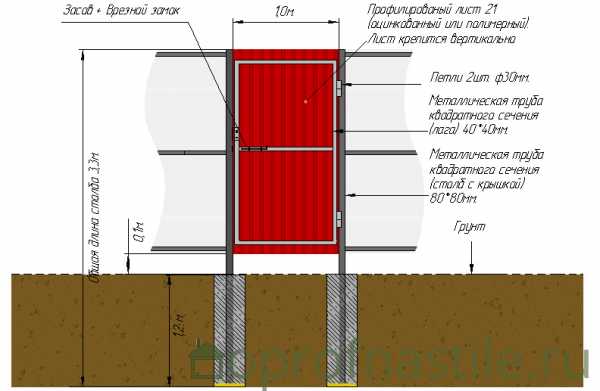
 Калитка из профлиста с врезным замком
Калитка из профлиста с врезным замкомВозможно заказать калитку по нескольким параметрам:
1. по форме – квадратную, прямоугольную и даже арочную конструкцию;
2. по индивидуальным замерам – в случае с нестандартными параметрами навесов;
3. по внешнему виду – из широкого ассортимента различных дизайнерских решений под тот или иной забор.
Сделать заказ на сайте – это не только возможность приобрести изделие, но и шанс организовать монтаж калитки на высшем уровне! Задача будет выполнена в кратчайшие сроки, а клиент получит хорошее качество, красоту внешнего вида и продолжительность службы конструкции.
Подробнее о калитке из евроштакетника
Такой материал, как евроштакетник, является одним из самых прочных и долговечных, со средней продолжительностью эксплуатации – до 30 лет. При этом калитка из евроштакетника устанавливается просто и быстро, чем уже смогла завоевать особую популярность среди домовладельцев. Подобное ограждение не способно создавать впечатление замкнутого пространства, ведь солнечный свет хорошо проникает сквозь него на дачный участок.
Различные варианты изготовления калитки
По сравнению с деревянными конструкциями, металлическая калитка не нуждается в регулярной покраске, она устойчива к воздействию солнечных лучей, влажности и процессу коррозии. Сегодня можно купить калитку в нескольких вариациях, в зависимости от:
1. способа производства – из цельного профнастила или штучного штакетника;
2. метода обработки краев – с вальцовкой или без неё;
3. типа покраски – порошковая окраска или полимерное покрытие;
4. цветового решения – возможен вариант покрытия с имитацией различных пород дерева;
5. вида профиля – М, П или С-образный.
Стоимость готовой конструкции определяется параметрами её высоты, длины и выбранной моделью. Неоспоримое преимущество, которым калитка для дачи выгодно отличается на фоне других – это её внешний вид. Она хорошо смотрится, как в сольной версии, так и в сочетании с рядом других материалов: кирпичом, камнем и кирпичными столбами. С учетом всех достоинств ограждения, средняя стоимость калитки невелика.
Калитка из евроштакетника и её установка
Для особых случаев клиенту может быть предложена двухсторонняя калитка, изготовление которой предполагает крепление пластин штакетника в шахматном порядке с противоположных сторон ограждения. Этот вариант подходит и для соседей, так как одну пластину штакетника крепят со стороны участка заказчика, а другую смещают в сторону на ширину одной пластины и крепят со стороны участка соседа. Такой способ позволяет защититься от любопытного взора окружающих, а также сохранить солнечный свет, который будет проходить в обе стороны.
Стоит отметить, что материал калитки имеет повышенный уровень жесткости, что позволяет закрыть всё пространство с неровностями грунта. В плане монтажа это дает возможность исключить трудоемкую работу, связанную со снятием неровностей грунта на участке. Практичная калитка легко подстроится под любой тип ландшафта! При этом она необязательно должна быть с просветами, допустима и «глухая» конструкция. Эстетичная калитка в Волжском станет стильным, практичным и красивым решением для ограждения любого участка!
Несколько слов о калитке с элементами ковки
Дополнительным направлением деятельности специалистов является производство кованых элементов для калиток, приобрести которые можно на сайте из широкого выбора готовых вариантов. Может калитка с элементами ковки быть выполнена и на заказ, опытные мастера охотно приступят к реализации индивидуальных замыслов. Для этого достаточно определиться с понравившимся дизайном, предложить несколько собственных идей и проконсультироваться с профессионалами. На заказ изготавливают оригинальные изделия любых размеров и форм, с разнообразными дополнительными деталями.
Разновидности продукции, доступной к заказу
Кованый вариант входной группы – это удачная калитка для частного дома, дачи, а также коммерческих и коммунальных предприятий. В зависимости от конструкционных особенностей, калитки с коваными элементами могут быть:
1. открытыми (сквозными) – состоящими исключительно из металлических прутьев и не имеющими связующего экранирования;
2. закрытыми (глухими) – изготовленными на основе защитных листовых покрытий с украшением коваными элементами;
3. комбинированными – сочетающими первый и второй вид, с абсолютно глухой средней частью и ажурными коваными верхней и нижней частями.
Каждое изделие изготавливается вручную, поэтому защитная конструкция с кованым элементом считается одной из самых красивых и надежных. Отличается продукция и разнообразием из вариантов оформления с замысловатыми завитками и зигзагами, спиралями, цветами и листьями.
Плюсы и преимущества изделий
Дизайн готовых конструкций может быть самым разным, он будет определен на основании индивидуальных пожеланий клиента и предназначения калитки. К примеру, изделия с декоративной функцией всегда отличаются утонченностью и изящностью, а некоторые образцы низкие, даже не оборудованные замками и ручками. Неординарный и привлекательный внешний вид – это не единственное достоинство изделий, другие преимущества заключаются в:
1. стойкости против механических повреждений, так как ковка надежно укрепляет материал и делает его твердым – на выходе получают прочную конструкцию, которая на первый взгляд выглядит хрупкой, но вручную разогнуть прутья просто невозможно;
2. долговечности службы, когда кованая входная группа сохраняет превосходное состояние на многие десятки лет вперед;
3. прекрасных антикоррозийных свойствах металла, прошедшего специальную обработку против ржавчины;
4. оригинальности задумки индивидуального варианта оформления;
5. удобстве эксплуатации, так как калитка из металлопрофиля с элементами ковки не нуждается в особом уходе.
Стоит учитывать, что цена калитки с коваными элементами будет довольно высокой. Всё потому, что изделия требуют использования дорогостоящих материалов и кропотливой работы. Обычно конечная цена ограждений определяется объемом выполняемой работы, расходом материалов и степенью сложности работ. Плюс ко всему, в неё будут включены затраты на лакокрасочное и антикоррозийное покрытие. Художественная ковка элементов калитки – это прекрасная возможность не только украсить входную группу, но и обеспечить комфорт для хозяев дачного участка, а также гарантировать защиту придомовой территории!
Таким образом, калитка является визитной карточкой домов и дачных участков. Качественная калитка «под ключ» станет выгодным сочетанием эстетической привлекательности и надежной защиты от нежелательных гостей. Изысканные, оригинальные и практичные изделия стопроцентно поддержат любое ландшафтное решение придомовой территории!
| Цены на изготовление калитки | |
|---|---|
| Заполнение | Стоимость |
| Профнастил | 3500 руб |
| Евроштакетник | 4500 руб |
| С элементами ковки | 5000 руб |
Заказать изготовление калитки
Мобильный 8-969-655-65-11
Волгоград 8(8442)-56-58-77
Волжский 8(8443)-32-90-88
Калитка кованная - Новосибирск - Компания «Забор Маркет»
КАЛИТКА КОВАННАЯ (С ЭЛЕМЕНТАМИ КОВКИ)
от 15 000 руб
Распашные ворота и калитка на даче, загородном доме, коттедже – неотъемлемая часть каждого участка. В нашей компании мы называем это одни словом – входная группа.
В КОМПЛЕКТ КАЛИТКИ КОВАННОЙ (С ЭЛЕМЕНТАМИ КОВКИ) ВХОДИТ:
- СТОЛБЫ - металлическая профильная труба 60х40х2 мм.
- СТВОРКИ - металлическая профильная труба 40х20х1,5 мм.
- Верхняя направляющая между столбами (на определенных типах калиток)
- Металлическая профильная труба 15х15х1,5 / 20х20х1,5 мм., элементы ковки
- Комплект петель 22х140 мм.
- Петли под навесной замок
- Ручка на калитку
- Засов на калитку
- Замок*** (подробности уточняйте у менеджеров)
- Изготовление калитки
- Грунтовка каркаса калитки
- Монтаж с бетонированием калитки*** (смотрите цену С УСТАНОВКОЙ)
| Высота калитки (метры) | Ширина калитки (метры) | Калитка кованная (с элементами ковки) |
| Калитка кованная (с элементами ковки) С УСТАНОВКОЙ / БЕЗ УСТАНОВКИ | ||
| 1,5 | 0,8 | от 15000 / от 13000 |
| 1,5 | 1 | от 15000 / от 13000 |
| 1,5 | 1,2 | от 15000 / от 13000 |
| 1,7 - 1,8 | 0,8 | от 15000 / от 13000 |
| 1,7 - 1,8 | 1 | от 15000 / от 13000 |
| 1,7 - 1,8 | 1,2 | от 15000 / от 13000 |
| 2 | 0,8 | от 15000 / от 13000 |
| 2 | 1 | от 15000 / от 13000 |
| 2 | 1,2 | от 15000 / от 13000 |
| 2,5 | 0,8 | от 20000 / от 17000 |
| 2,5 | 1 | от 20000 / от 17000 |
| 2,5 | 1,2 | от 20000 / от 17000 |
Антикоррозийная обработка внутренней части столбов забора, ворот и калиток!*
*подробности уточняйте у менеджеров
При возникновении вопросов технические специалисты с радостью Вас проконсультируют!
Звоните! Будем рады помочь! 8-913-912-33-30
С этим товаром покупают
Примеры распашных ворот и калиток из профнастила (профлиста):
Ворота из профнастила с элементами ковки: смешение красоты и прочности
Загородный дом или дачный участок должен быть надежным и красивым. Независимо от квадратных метров участка он должен быть защищен забором, а парадный въезд иметь удобные ворота. Практичным решением для оформления въезда стали ворота из профнастила с элементами ковки, о которых пойдет речь в нашей статье.
Профнастил с ковкой — оригинально и недорого
С появлением в строительном мире профнастила оформление входной группы стало более доступным и разнообразным. Легкий металлический лист изготавливают разной толщины, длины, дизайна и цвета. Поэтому выбрать подходящий вашему случаю вариант отделки ворот не составит труда. Прогулявшись по частному сектору, можно заметить, что не все ворота из профлиста похожи между собой. Разница заключается не только в цветовом решении, но и конструктивном.

Можно выделить несколько видов ворот из профнастила:
- Распашные — имеют две симметричные створки, открываются внутрь или наружу въезда;
- Сдвижные — конструкция монолитная, сдвигается параллельно забору по специальным направляющим, требуют усиленного каркаса;
- Простой дизайн — используется только профлист определенного цвета, поверхность листа может быть гладкой или перфорированной. Форма калитки напоминает прямоугольник или квадрат;
- Профлист, декорированный элементами ковки – позволяет создать оригинальные ворота без лишних затрат. Расширяются возможности в создании узоров не только с помощью ковки, но и вырезая из профлиста определенные линии.
Остановимся подробнее на моделях входных групп из профнастила с ковкой.
Профнастил и ковка — сочетание современности с элементами классики
Если вы не задумываетесь об эстетической стороне ворот возле дома, то можно без лишних затрат сил и времени установить конструкцию из профнастила своими руками. Но если есть желание сделать вход оригинальным, обратите внимание на декорирование створок ковкой.
Имея в запасе нехитрые приспособления сварщика, небольшой опыт и творческий подход, сделать ворота с ковкой можно без привлечения мастеров. Важными моментами в этом решении являются:
- Выбор конструкции и дизайна калитки;
- Способность сделать все своими руками или необходимость заказать производство ворот мастерам.
Мы же хотим дать советы тем, кто любит облагораживать дом своими руками.
Выбираем дизайн входной группы с ковкой
Сам по себе профнастил является крепким, надежным материалом. Он устойчив к порывам ветра, не подвергается коррозии, не требует особого ухода. Выглядит надежно и безупречно.
Но скучному дизайну профнастила хочется придать оригинальности. Ковка или ее элементы справляются легко с декоративными вопросами.
Если раньше кованое изделие считалось роскошью, труд кузнеца был на вес золота, то многое изменилось в современном мире. Теперь элементы ковки украшают разные предметы: мебель, лестницы, фасады домов и многое другое. Чаще всего ковка встречается в ограждениях любого типа. Заборы могут состоять из пролетов, выполненных только из сварных конструкций, украшенных ковкой. Это очень красиво, но требует больших затрат.
Если дом расположен ближе к дороге, то прохожим открывается доступ в личный мир жильцов. Поэтому многие собственники загородных домов стремятся к уединению, закрывая территорию высоким глухим забором. И профнастил занимает не последнее место при выборе материала.
Калитка тоже оформляется из профнастила и может иметь разную форму:
- Распашные створки из профнастила можно сделать прямоугольной, арочной, волнообразной формы. Материал мягкий и легко поддается нарезке по шаблону.
- Сдвижная конструкция обычно имеет прямую форму. Это связано со спецификой открывания сворки.
Посмотрите фото оригинальных форм ворот с профнастила:
Но все меняется, если створки с профлиста декорированы элементами ковки. Минимализм приобретает контуры классики, два вида холодного металла (лист и ковка) создают красоту. Оцените декоративную разницу ворот из профнастила с ковкой на фото:
Создать красоту можно своими руками. Дадим рекомендации по монтажу калитки из профнастила с элементами ковки.
Руководство по монтажу ворот с ковкой из профнастила
- Выберите модель будущих ворот, чтобы закупить материал, подготовить инструмент.
- Если есть опыт в кузнечном деле, литье кованых элементов, узоров, вензелей не составит труда.
- Не все мужчины имеют такие способности. Достаточно выбрать готовые кованые элементы. Ассортимент большой. При желании получить что-то оригинальное на створке ворот закажите элемент декора в мастерской по своему шаблону.
- Подготовьте проект калитки, которую будете собирать своими руками. Отметьте на нем размеры деталей, форму, прорисуйте места, где будут расположены элементы ковки.
- Учитывая способ открывания и вес, подготовьте крепежную систему. Если створки распашные, имеют симметричный рисунок с коваными элементами, установку петель оставьте до конечного этапа. Это позволит предотвратить перекос.
- Согласно чертежу соберите металлический корпус. К нему будут закрепляться листы профнастила, трубки и элементы ковки, создавая узор.
- Следуя чертежу, закрепите сначала элементы декора, используя сварочный аппарат.
- Установку листа производят только после окончания сварки, чтобы не осталось черных пятен на профнастиле.
- Убедившись в том, что декоративная часть навесов смонтирована, закрепляем металл с внутренней стороны створок саморезами.
- Закрепляем навесы на калитке и опорных столбах. В случае раздвижной конструкции устанавливаем систему электрического привода.
Остается навесить ворота своими руками и проверить безупречность открывания калитки. На этом монтаж своими руками завершен.
Ограждая свой дом от непрошеных гостей, не забывайте уделять внимание дизайну любых объектов, в том числе и воротам.
Посмотрите видео о воротах из профлиста с коваными декорами и способу их изготовления своими руками
Похожие статьиКак сделать ворота из профлиста. Ворота из профнастила своими руками – откатные и распашные. stage
Ворота из профнастила различаются по типу открывания створок и делятся на распашные, откатные и подъемные. Мы рассмотрим самый простой вариант, выполнение которого не требует большого опыта. Ворота из профлиста своими руками можно изготовить с небольшими затратами материала и труда, однако смотреться они будут стильно и красиво, если правильно подобрать цвет и рисунок.
Сборка ворот из профнастила своими руками
Ворота распашные - самая простая и распространенная конструкция ворот для частного участка. Ворота из профлиста легко сварить и собрать своими руками, имея даже минимум инструментов и навыков, нужно лишь четко следовать инструкции.
Ворота распашные в стандартном исполнении состоят из двух опор и двух створок, которые соединяются между собой и закрываются на замок, ригель или другой замок.
Ворота из гофрокартона. 9000 планов 3
Чтобы начать изготовление ворот, необходимо сделать чертежей ворот из профлиста, рассчитать количество материалов, крепежа и правильно подобрать инструменты. Мы рассмотрим, как монтируются ворота на стандартный 4-метровый проезд.

Для приварки опорных стоек к воротам потребуется толстостенная труба 60х60х3х3000мм.Сечение трубы можно выбрать любое, на качество опор это не влияет, и выбирается только исходя из их наличия.

Для рамы ворот понадобится прямоугольная труба 40х25х2х6000 мм. Варим из него прямоугольные рамки, к которым в дальнейшем будет крепиться гофрокартон. После подготовки рам они крепятся на петли ворот к установленным стойкам. В месте закрывания створок предусмотрено запирающее устройство.

После установки конструкции можно переходить к покраске каркаса Ворота.Для этого зачищаем поверхности шлифовальной машиной, покрываем грунтовкой в 2 слоя и красим в цвет выбранного профнастила для обшивки. Часть столбов, которые будут находиться под землей, следует покрыть водостойкой краской для предотвращения коррозии при контакте с влажным грунтом.
Столбы устанавливаются в подготовленные, просверленные отверстия в земле и бетонируются бетоном М200 или М250. Глубина фундамента ворот из профнастила должна быть не менее 1,5 м и иметь диаметр 25 см.

После высыхания бетона дверная коробка обшивается с лицевой стороны профнастилом с нахлестом, равным ширине одной волны. Это следует учитывать при расчете количества необходимых материалов. В качестве крепежа используются кровельные болты или стальные заклепки, чтобы избежать коррозии в месте соприкосновения разнородных металлов.

В последнюю очередь устанавливается затворное устройство . При необходимости на поврежденные части ворот при сборке наносится краска.


Ворота из профнастила своими руками. Видео
Реальный пример ворот из профлиста
Подъемно-поворотные двери из профнастила – одно из самых дешевых и надежных решений, а также простое в реализации в короткие сроки своими руками. Изготовление ворот – простой процесс, требующий лишь внимательного изучения инструкции и необходимых инструментов. Обычно, чтобы не занимать лишнее место на участке при открытии ворот, выезжает открытыми в сторону улицы.
Для изготовления распашных ворот из профлиста своими руками вам потребуется:
Решение по размерам эскизы и чертежи схема сборка ворот из профлиста. Стандартные проемы транспортных средств обычно составляют 4 или 6 метров. В любом случае нельзя делать ворота на 4 метра длиннее, потому что нужно как минимум пространство для маневра, а во-вторых, в будущем вам, возможно, придется пропускать машину через ворота намного шире, чем сейчас.
из профлиста своими руками. Рисунок
На чертеже необходимо использовать все размеры, чтобы не ошибиться в процессе производства и подобрать нужное количество материалов. Чем тяжелее и объемнее конструкция, тем большего диаметра придется подбирать трубы для дверной коробки. Внутренние перемычки можно делать из профиля меньшего диаметра, так как нагрузка на него значительно меньше, чем на наружные элементы.
Буровой станок в грунте траншеи, диаметром чуть больше диаметра опорных столбов. Чтобы столбы были надежно закреплены в земле, отверстие необходимо заполнить щебнем на 10 см. Он будет выполнять роль подушки фундамента для ворот из профлиста, в нем будут располагаться столбы ворот на уровне и бетон ... Чтобы цемент схватился должным образом, оставьте конструкцию в покое на 6-7 дней.

90 110
После застывания бетона к столбам привариваются каркасные трубы . забор.После завершения работ с дверной коробкой их закроют профилированными листами.

Двери из гофрокартона своими руками пошагово. Фото


Кроме того, по чертежу это прямоугольная рама для ворот. На этом этапе важно четко разметить и тщательно приварить каждый угол, чтобы ворота не имели перекосов и неровностей в местах сварки. Перед окончательной сваркой проверяют, насколько хорошо сядут дверные полотна, после чего швы завариваются и зачищаются.



Дополнительно усилить раму и сделать ее еще более жесткой можно металлическими уголками . Они приварены по внутренней окружности рамы. Затем к каркасу приваривают внутренние перемычки, разделяющие каркас на равные прямоугольники. Перемычки дополнительно укрепляют ворота, к ним дополнительно крепятся листы профнастила.

Рамка для калитки ... Если она расположена рядом с дверью, ширина створки обычно составляет 80 см, а высота такая же, как и сама дверь.Другой вариант – сделать калитку внутри одной из створок ворот, как в гараже. Эта калитка намного меньше по размеру.


Монтаж ворот начинается с установки поперечины между опорными стойками. Ригель выставляется по уровню, на него ставится ворота и проверяется. уровень ... Сначала закрепите ворота веревкой, немного приподняв центр ворот там, где закрыты створки. Середина ворот должна быть приподнята примерно на 3-5 см. Для фиксации ворот в таком положении можно использовать небольшую дощечку соответствующей высоты или другой подходящий предмет.После окончания работы на крыло будет действовать сила тяжести и оно опустится на это значение.






После проверки уровнем прихватите его, приварив петель к стойкам, обращая внимание на то, что часть петель со штифтом крепится к полотну, а без - к стойкам ворот. Петли обязательно привариваются на одном уровне с профилем, не выступая за его пределы и не выпадая.На этом этапе нужно внимательно проверить, как ворота открываются и закрываются. После проверки можно будет приварить петли полностью, а чтобы ворота не снимались, сверху на петлю приваривается уголок.


как сделать ворота из профнастила своими руками. Фото


90 199
После сварки швы окончательно зачищаются, каркас покрывается краской для защиты от коррозии и ржавчины.Опорные столбы также покрыты краской. Особое внимание следует уделить той части, которая будет располагаться под землей, чтобы защитить металл от порчи от внешней среды.






лучше всего использовать для крепления профнастила . Заглушки саморезов легко подобрать под цвет профлиста.


Листы гофрокартона вырезаны в форме ворот с нахлестом в одну волну.Со стороны внешних краев делаем прорези для петель, делаем предварительную разметку и скрепляем листы, следя за аккуратностью работы.


Устанавливаем замки и замки.

На этом изготовление и установка дверей из профлиста своими руками завершена. Если какие-то части двери повреждены при сборке, необходимо заново отремонтировать дверь, чтобы избежать коррозии металла в процессе эксплуатации. Попробовав сделать ворота своими руками, вы могли убедиться, что большая часть затрат на изготовление ворот приходится на трудозатраты, а несколько часов, потраченных на изготовление ворот, окупаются как в финансовом плане, так и в плане возможности творить, и создавать свой индивидуальный дизайн для ваших ворот своими руками.


Конструкция ворот из профилированного листа
Уже на этапе проектирования можно придумать особый дизайн полотна или колонны и внести незначительные изменения в чертежи двери из профлиста. Самое главное, что процесс производства практически несложный, а в результате получается куда более интересный дизайн подъездной дороги.
Ворота распашные из красного гофрокартона изготовлены из элементов Художественная ковка ... Декоративные стойки и неровный верхний край делают ворота стильными и естественными. Подходит для дома практически в любом стиле, кроме хай-тека.

Двустворчатая калитка из гофрированного картона коричневого цвета с черной декоративной рамкой Декоративные элементы в центре створок и острые концы по верхнему краю. Ворота устанавливаются в стандартный проем, калитка врезается в одну из створок.

Зеленые рифленые откатные ворота гармонируют с кирпичными столбами и изготовлены из того же материала, что и забор.Простое и стильное решение в данном случае обеспечивает надежную защиту дома от взлома и посторонних взглядов.
90 280
Ворота распашные двустворчатые выполнены в стиле забора. Ворота украшены элементом декоративной ковкой ... Коричневый гофрокартон в сочетании с кирпичными опорами - классическое решение, делающее забор не только надежным, но и красивым.

Рифленые ворота Kickback — простое и надежное решение для обеспечения безопасности зданий.Со стороны улицы ворота обшиты гофрокартоном, цвет которого легко подобрать под цвет забора или опор. При необходимости на створку устанавливается автоматическая система, которая сделает открытие и закрытие ворот еще более удобным.

Все чаще на приусадебных и дачных участках можно увидеть профильные металлические ворота самых разнообразных форм и размеров. Этот материал имеет множество достоинств: прочность, надежность, презентабельный внешний вид, долгий срок службы и невысокая стоимость.Как быстро и без лишних затрат сделать дверь из профнастила самостоятельно - читайте ниже.
Пример калитки из профнастила - фото варианта с установкой на кирпичные столбы
Как подобрать размер ворот из профнастила?
Строгих обязательных норм и ограничений по размерам ворот нет. Однако при их выборе следует учитывать следующее:
- Оптимальная ширина калитки из профнастила 1,0 м. Такая ширина проема позволяет легко поставить на место мебель или другие мелкие предметы. Более того, если он больше, это может привести к быстрому износу петель или перекосу калитки.
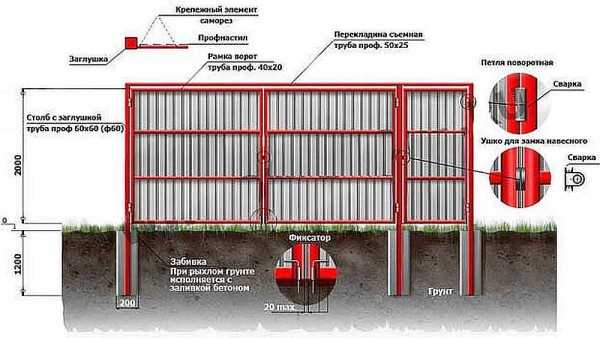
- Высота калитки не должна превышать 2,0 м. Если забор вокруг участка имеет большую высоту, такая калитка из профлиста будет смотреться не очень. В этом случае в проем между опорными стойками над ним лучше вмонтировать дополнительные перекладины с вставкой из металлического профиля.Это позволит не перегружать само дверное полотно.
Конечно, из этих правил есть исключения. Например, если ваш рост или рост кого-то из членов вашей семьи более 2,0 метров, то изготовление ворот из высокого гофрокартона будет просто необходимо. Однако не забудьте использовать специальные петли и укрепить каркас дополнительными поперечинами.
Установка несущих стоек
Первый и один из самых трудоемких этапов работы – установка опорных стоек, на которых будут держаться ворота из металлопрофиля своими руками.Это несложно, но займет много времени, особенно если речь идет о кладке.
Существует два варианта ограждения из профилированного листа. Первый и самый простой – это вариант крепления забора к столбам из металлических труб, закопанных в землю. Во втором варианте забор с воротами и калиткой из профнастила крепится к кирпичным или каменным столбам.
90 330 Использование металлических опорных стоекИспользование профлиста для производства входной группы стало настолько распространенным, потому что сделать калитку и ворота из профнастила очень просто и недорого.Поэтому в подавляющем большинстве случаев в качестве опор используются металлические трубы. Их намного проще, дешевле и быстрее монтировать, чем кирпичные.
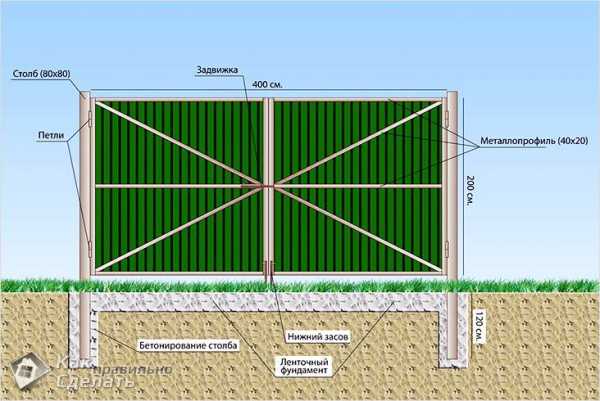
Для опорных стоек калитки профилированная труба 80х80 мм с толщиной стенки 3-4 мм ... Для их установки в земле выкапываются ямы размерами не менее 300х300 мм и глубиной не менее 1,0 м.
Глубина отверстий зависит от типа грунта, в котором будут установлены столбы. Если грунт каменистый, достаточно 70 см, а если грунт глинистый, то глубина лунок не должна быть меньше глубины промерзания грунта.В большинстве регионов средней полосы она составляет 1,2 м.
будь осторожен
Установка калитки из профнастила на недостаточно глубоко заглубленные в волнистый грунт столбы приводит к серьезным деформациям рамы и полотна, исправление которых зачастую невозможно.
90 330 Кирпичные или каменные опорные столбыПри этом размеры фундамента должны быть больше сечения опорной колонны. Обычно такие столбы делаются из 1,5 кирпича, то есть 390х390 мм.Поэтому фундамент должен быть не менее 500х500 мм. Так как сделать такие стойки для калиток из профнастила намного сложнее, этот вариант выбирают реже.
Сама кладка не выдерживает нагрузки на изгиб, поэтому для придания столбу дополнительной прочности в траншею перед заливкой бетона в фундамент устанавливается металлическая труба. Вокруг него выполняется кирпичная или каменная кладка. К той же трубе привариваются металлические сиденья, которые выводятся за пределы стены.Затем они будут использоваться для сборки ворот и калиток из профнастила.

Калитка классическая с металлическим профилем - фото монтажа на столбы с использованием наружной рамы и закладных
Верх металлических опорных стоек должен быть закрыт заглушками для предотвращения попадания влаги на стойки. Если планируется установка светильников возле калитки, то перед бетонированием в них столбов необходимо затянуть провод в гофротрубе.
Подготовка деталей к раме
Пока бетонная смесь в основаниях столбов набирает необходимую прочность, можно приступить к установке самих ворот. Перед тем, как сделать профнастил своими руками, необходимо изготовить для него каркас.
Для каркаса профилированная труба 40х40 мм или 60х30 мм ... Легкую калитку можно сделать и из трубы 40х20, но тогда для придания каркасу необходимой жесткости трубу следует располагать узкой стороной к обшивка из профилированного листа.
На дно траншеи насыпается слой щебня и тщательно утрамбовывается. Затем в него монтируются столбы строго вертикально, с помощью уровня, и яма заполняется бетонной смесью. Навешивать ворота и калитки из металлопрофиля на бетонные трубы можно не ранее, чем через 5-6 дней. Это время необходимо для того, чтобы бетон набрал не менее 20-30% своей прочности.
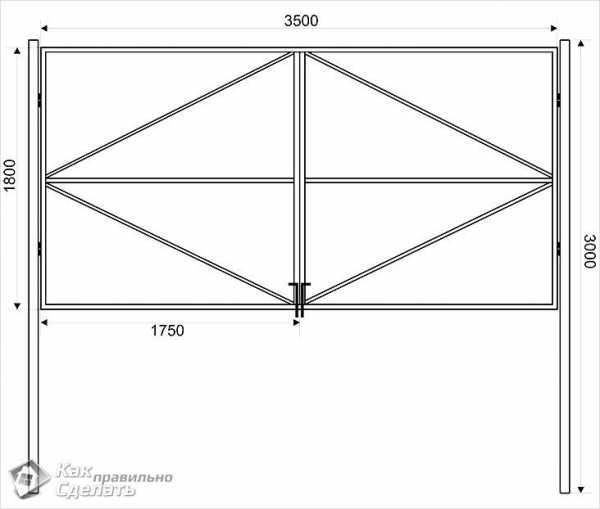
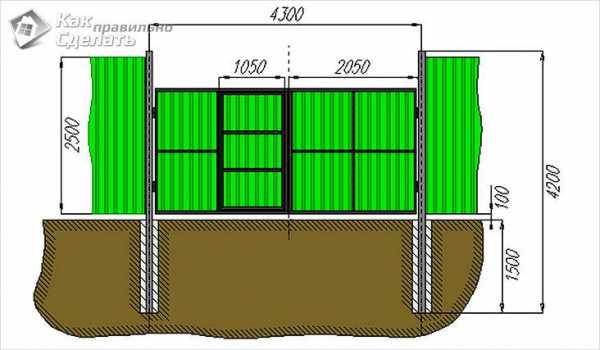
Во избежание ошибок в подготовке деталей, прежде чем резать трубу, лучше предварительно начертить эскиз или сделать чертеж калитки из профнастила с указанием всех необходимых размеров.Пример такого рисунка показан ниже.
Детальный чертеж калитки из металлического профиля
Подготовленную трубу очищают от ржавчины металлической щеткой и разрезают на куски необходимой длины. Для сборки края заготовок обрезаются под углом 45°.
Дополнительно для изготовления ворот из профнастила необходимо вырезать одну или две перекладины в зависимости от его высоты, которые должны плотно прилегать к большим сторонам рамы.Благодаря этому конструкция будет более жесткой, а значит, облегчит сборку замка.
Сварка рамы калитки
Заготовки соединяются сваркой. Чтобы каркас при этом не деформировался, перед изготовлением ворот из профлиста заготовки нужно скрепить из профилированной трубы самодельным кондуктором .
Это очень просто:
- Возьмите лист ОСП толщиной не менее 10 мм или лист толстой фанеры.
- Из него вырезают полотно, ширина и высота которого должны быть не менее чем на 50 мм больше запланированных размеров калитки.
- Зажимы предназначены для удержания элементов рамы, прижимающих металлические профили к поверхности листа. Зажимы должны быть в два раза больше сварных швов.
Перед сваркой калитки из профнастила тщательно проверяют все углы и измеряют диагонали рамы. Между верхней и нижней перекладинами каркаса калитки устанавливаются одна или две перекладины.После этого устанавливаются зажимы, которые должны располагаться на небольшом расстоянии от места сварки.
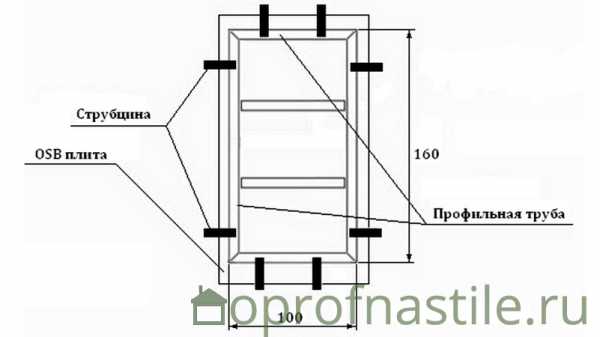
Схема сварки профнастила с проволокой ОСП и хомутами
После закрепления всех элементов рамы на шаблоне еще раз проверьте углы и параллельность противоположных сторон рамы. Затем можно приступать к сварке. При этом зажимы нельзя снимать до полного остывания швов – иначе температурные напряжения в металле могут деформировать и даже разрушить металл.После завершения сварки все стыки зачищаются.
Благодаря аналогичной технологии сварки сделать калитку из профлиста своими руками сможет даже полный новичок. Более того, даже если у вас есть некоторый опыт сварки, пренебрегать зажимом заготовки не рекомендую. Помните, что изготовление новой рамы после случайного повреждения старой займет больше времени и будет стоить дороже, чем изготовление простого приспособления.
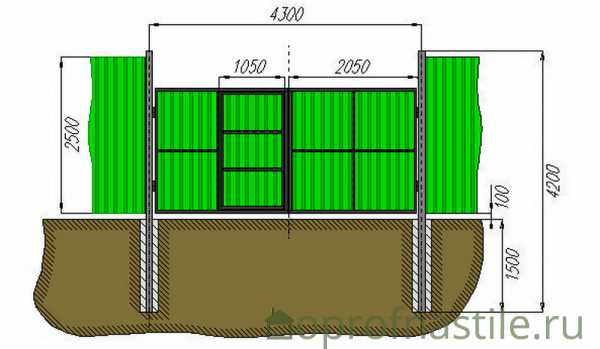
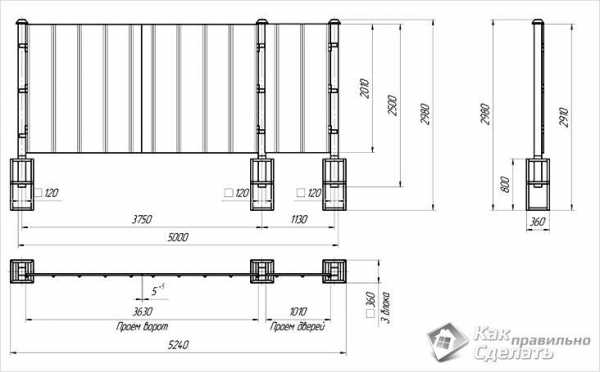
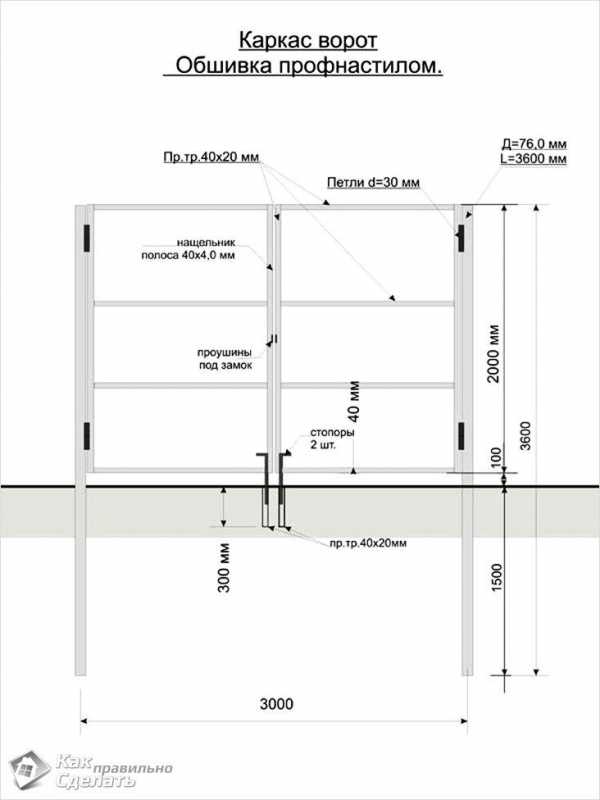
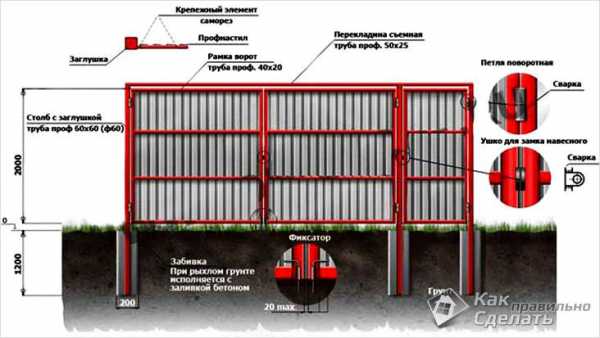
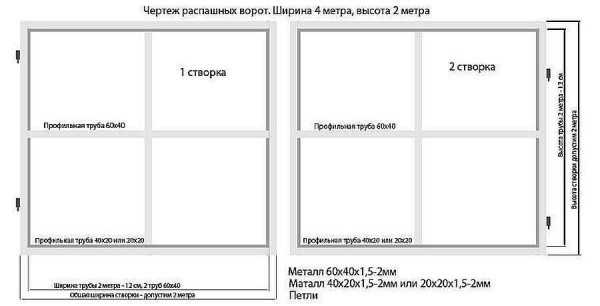
Чертеж металлических распашных ворот с калиткой из профнастила (кликните для увеличения)
На небольших загородных участках часто устанавливают ворота из профнастила.Все операции, связанные со сборкой рамы калитки, встроенной в дверное полотно, выполняются так же, как описано выше. Может измениться конструкция ворот, в которой должно быть предусмотрено отверстие для установки. Кроме того, необходимость встраивания калитки накладывает определенные ограничения на ее высоту.
Установка фурнитуры на ворота из металлопрофиля
После сборки каркаса калитки, но до пришивания каркаса к металлопрофилю, к калитке привариваются петли и пластины для установки замка и ручки, если это необходимо.
Установленные петли для калитки из профнастила относительно друг друга и проклеены сварными швами длиной 1-2 см. Петли расположены так, что после окончательной сборки невозможно снять полотно. При такой установке ворота можно срезать только болгаркой. Петли крепятся на расстоянии 25-30 см от верхнего и нижнего краев полотна.

Установка петель на ворота из стального профиля
При выборе замка для калитки из профнастила необходимо обращать внимание на условия его эксплуатации, указанные производителем в паспорте.Замок должен быть конструкции для установки снаружи ... При выборе сердцевины замка приоритет следует отдавать тем, которые открываются изнутри без ключа. Это избавит вас от проблем, если зимой вода в замке замерзнет.
При открывании дверного полотна внутрь замок может быть врезным или верхним. Если калитка открывается наружу, на нее устанавливается только врезной замок. Замок и ручка калитки из гофрированной стали обычно устанавливаются на высоте ок.90 см.
Наиболее удобными из врезных замков являются специальные узкопрофильные замки , предназначенные для установки в профильные трубы. Сам принцип их установки частично защищает их от влаги и пыли, что продлевает срок их службы.

Замок узкопрофильный для волнистой калитки
Перед тем, как вырезать дверной замок из гофрокартона, необходимо разметить место его установки: прямоугольный паз для корпуса и круг для сердечника.Кроме того, места крепления ручки лучше сразу процарапать. Также процесс установки достаточно прост:
- Шлифовальный станок используется для выполнения зазоров вдоль длинных сторон.
- Отверстия просверливаются по коротким сторонам сверлом как можно ближе друг к другу. Сверлить нужно не по самой маркировочной полосе, а немного внутри прямоугольника.
- Для крепления врезного замка на профнастил до нужной формы отверстие снабжено напильником.
- Круглые керновые отверстия вырезаются металлическим бором.Если его нет, можно также использовать сверление по контуру и доводку напильником.
- Просверленные отверстия для крепежных винтов.
- Территория вокруг замка очищена от ржавчины, загрунтована и окрашена.
- Замок монтируется на ворота из гофрокартона, но без накладок - они монтируются после зашивки каркаса.
На этом сборка замка в раме завершена. Однако, поскольку поставить замок на профнастил – это только полдела, работа на этом не заканчивается.Необходимо установить ответную часть в опорный столб. Этот этап выполняется после установки калитки на столбы.

Наглядный пример врезки замка в ворота из профнастила (кликните для увеличения)
Дополнительно на калитку из профнастила можно установить замок или защелку. Такие решения имеют смысл как с точки зрения повышения безопасности, так и удобства – особенно в случае частого использования двери.В таком случае проще защелкнуть, чем каждый раз возиться с замком. Вы также можете приобрести замок-защелку сразу, а не устанавливать его отдельно.
Как установить профнастил на опорные столбы?
Через несколько дней бетонная смесь в основаниях опор набрала некоторую прочность, и сборка каркаса завершена, можно устанавливать калитку из профнастила.
Для этого под раму подкладывается деревянный брусок.Калитка ставится строго вертикально по ватерпасу, а места крепления второй половины петель отмечаются на опорной стойке. Обратите внимание, что для нормального зимнего открывания полотно должно быть на 100 мм выше поверхности дорожки. Особенно, если вы устанавливаете дачную калитку из профнастила, где зимой редко убирают снег.
После разметки мест крепления петель их временно прикрепляют к опорным стойкам с помощью электросварки. После проверки открывания и закрывания калитки петли привариваются сплошным швом.
Рассмотрим
Самостоятельный монтаж калитки из профнастила требует усердия и многократной проверки, ведь без «свежего взгляда» со стороны легко ошибиться.
Правильно установленная калитка не должна открываться или закрываться сама по себе. К опоре, противоположной петлям, приваривается упор, чтобы он не открывался в обе стороны.
После завершения сварочных работ все швы зачищают УШМ, удаляют ржавчину с рамы и грунтуют.Затем их дважды окрашивают металлической краской для наружных работ. При этом основную часть замка, вмонтированного в дверную коробку, необходимо закрыть пленкой или строительным скотчем.

Каркас из стального профиля на стойках
Это предпоследний этап перед пришиванием, так как необходимо также установить молнию на гофроворот в опорную стойку. Для этого болт смазывают зубной пастой и запирают замок. Затем на столбе будет отмечено место, где должно располагаться запирающее устройство.
Если замок прямой и нет приемного узла, достаточно просверлить отверстие нужной формы и доработать напильником. При наличии приемного блока необходимо сначала разметить его расположение исходя из места входа перекладины, а затем повторно просверлить отверстие нужной формы. После этого сверлятся отверстия под крепеж и устанавливается аналог.
Пошив ворот из профлиста
После высыхания краски калитка сшивается из профлиста.Как правило, для этой цели используют стеновые листы С-20 или С-21 толщиной 0,5-0,6 мм. Не рекомендуется использовать лист с меньшей высотой волны.
Для крепления профлиста используюткровельные болты, реже – специальные заклепки. Для этого иногда применяют болтовые соединения, но это не рекомендуется, так как в этом случае перемычка в месте прохождения болта через профилированную пластину не обеспечивает необходимой защиты от коррозии. Листы крепятся каждой волной по горизонтали и к каждой поперечине - по вертикали.
90 521
Калитка стеновая из гофрокартона с закрытыми уголками бортами
По заказу все стороны калитки из гофрокартона закрываются специальными квадратными полосами в цвет гофролиста. Это придает ему законченный вид и, кроме того, обеспечивает дополнительную защиту каркаса от влаги.
После пришивания полотна пришивается подкладка на молнии, а также ручка на калитке из гофрированного картона.
Калитка из гофрированного картона
Когда рамка готова, пора подумать об украшении.Несмотря на относительную простоту конструкции, вариантов оформления может быть множество, в том числе и с использованием декоративных элементов.
Простейший рифленый проход представляет собой прямоугольную раму из профильной или круглой стальной трубы, на которую крепится металлический профлист. К такой калитке отлично подойдет забор из профнастила – особенно удачно он впишется в обычный глухой забор дачного или приусадебного участка. Подобное решение хорошо смотрится с кирпичным или каменным забором, а также при использовании в качестве опор столбов из этих материалов.
Еще красивее будет смотреться кованая рифленая калитка. В этом случае профлист будет служить своеобразным фоном для декоративных кованых деталей. Кроме того, если кованые элементы закрывают весь проем, они усиливают каркас калитки и делают ее более устойчивой к взлому.
Кованые ворота из профнастила можно сделать своими руками без особых проблем. Сейчас готовые декоративные кованые детали можно приобрести практически в любом магазине стройматериалов. Главное не переусердствовать с коваными элементами, чтобы дверное полотно не выглядело пестрым и не было перегружено декором.
Для начала лучше нарисовать эскиз конструкции ворот. По эскизу купленные детали раскладываются на полотне и привариваются к раме, начиная с самых больших и заканчивая самыми маленькими. Однако выглядят такие рифленые ворота с элементами ковки намного хуже, чем изделия настоящих специалистов.

Калитка из профнастила с ковкой - фото некоторых кованых элементов, изготовленных на производственных линиях, а также простой эскиз, который можно сделать с их помощью.
Во-первых, профессиональная художественная ковка позволяет изготавливать очень деликатные и деликатные изделия, которые невозможно изготовить промышленным способом. Во-вторых, ассортимент готовой продукции очень ограничен. В-третьих, кованые ворота с профнастилом, сделанные профессионалом, могут отразить любую идею и являются стилистически целостными, в отличие от композитных изделий.
Наконец, калитка может быть как отдельным объектом, так и частью ворот.Поэтому часто используются распашные ворота с калиткой из профнастила. Такое решение оправдано, если вы по каким-то причинам серьезно ограничены в размерах входной группы — например, вы заменяете старые ворота и хотите установить новые на те же опорные столбы.
При самостоятельном изготовлении калитки
Если все работы, связанные с установкой и сборкой ворот, были выполнены своими руками, вам останется только оплатить те материалы, которые для этого были необходимы.Обычно общая стоимость составляет до 2000-2500 рублей.
Но ворота не обязательно делать самому. Ворота из металлического профиля можно приобрести в конструкторских отделах большинства супермаркетов. Готовые ворота из профнастила также можно приобрести в специализированных компаниях по производству металлоконструкций. Там вы сможете изготовить такое изделие по собственному эскизу, получив при этом бесплатную техническую консультацию. После установки такой профнастила ее цена составит от 4500 рублей без учета стоимости запоров и петель.
Если для установки калитки из металлопрофиля по каким-то причинам также необходимо было привлечь специалистов, цена такой работы в разных регионах РФ составит от 2100 до 2500 руб. И это тоже возможно без затрат на установку замка.
В современном загородном строительстве профнастил очень популярен как материал для обшивки заборов и изготовления въездных ворот. А если у вас уже есть забор из профнастила, то не стоит даже задумываться, из какого материала будут изготовлены ворота, к тому же его можно сделать самостоятельно, сэкономив при этом деньги, в отличие от заказа в специализированных компаниях.
Преимущества профнастила
Среди множества преимуществ перед другими материалами для ворот можно выделить основные
- Небольшой вес двери, соответственно опоры могут быть не такими массивными, как, например, в случае кованые двери.
- Привлекательный внешний вид. Совместимость с забором из любого материала.
- Разнообразие цветов. Цвет профлиста можно выбрать на свой вкус.
- Относительно низкая цена.
Фото утеплитель: Ворота профнастил разные
Ворота распашные одностворчатые с калиткой  Ворота распашные с калиткой в полотне ворот
Ворота распашные с калиткой в полотне ворот  Ворота откатные с каменными столбами
Ворота откатные с каменными столбами  Ворота откатные с металлическими столбами
Ворота откатные с металлическими столбами  Ворота распашные с кирпичными столбами
Ворота распашные с кирпичными столбами  Ворота откатные с кирпичными столбы кладка
Ворота откатные с кирпичными столбы кладка  Ворота распашные с коваными элементами и калиткой
Ворота распашные с коваными элементами и калиткой
пр.
Сначала необходимо определиться с величиной планируемых максимальных ветровых нагрузок, которые ворота смогут выдержать в процессе эксплуатации, поэтому эти нагрузки необходимо подобрать для труб для рамы.Также необходимо учитывать нагрузку, которую створки ворот оказывают на столбы и забор. При планировании высоты ворот также следует учитывать зазор, в нашем случае это 5–7 см.
При расчете расстояния между воротами и дорожным полотном учитывайте среднюю высоту снежного покрова зимой.
Две схемы открывания въездных ворот, распашная и раздвижная.
Распашные - самая простая и дешевая схема ворот, при которой створки ворот размещаются над навесами, устанавливаются на несущие столбы и открываются внутрь или наружу.Недостатком этой схемы является трудоемкость и затратность установки оборудования для автоматического открывания ворот.
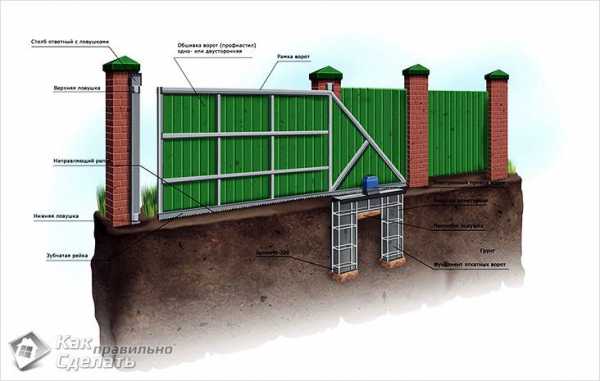
Раздвижная (раздвижная) - немного дороже первой и сложнее в изготовлении, так как требуется дополнительное место вдоль забора для перемещения одной-двух створок. Но в то же время на ворота, сделанные по этой схеме, проще установить автоматику.
Однако, что касается технологии изготовления профнастила для разных типов ворот, то они примерно одинаковы.Изготовим двустворчатые ворота с калиткой в створке и металлическими опорными столбами.
Выбор материала
Гофрокартон может использоваться только в качестве обшивки жесткой дверной коробки и не может использоваться сам по себе, так как гофрокартон практически не устойчив к поперечному скручиванию и изгибу. Также нужно обратить внимание на ширину волны профильного листа, чтобы она соответствовала габаритам ваших ворот.
Для производства рамы створки будем использовать наиболее подходящий для этих целей материал – профильную трубу сечением 60*40 и толщиной 2 мм.Для каркаса и ребер жесткости понадобится профильная труба 40*20 толщиной 2 мм.
Расчет материалов
- Профильная труба для каркаса створки 60*40*2 мм - 10,2 м.
- Профильная труба для каркаса и обвязки 40*20*2 мм - 23 м.
- Размер террасы 3, 4*1,9м .
- Профильная труба для опорных стоек сечением 60*60*2 мм
- Лист стальной для косынок армирующий каркас размерами 20*20 см.
- Саморезы, заклепки.
- Планки для сборки пандуса, размеры: 20*2,5 см, длина: 3,5 м - 7 шт
- Гвозди.
Необходимый инструмент
- Сварочный аппарат.
- Шлифмашина с отрезными и шлифовальными дисками.
- Отвертка или заклепка.
- Рулетка, угольник, белый маркер, спиртовой уровень, молоток, ножовка.
- Средства защиты глаз и рук.
Как сделать профнастил своими руками: пошаговая инструкция
Изготовление монтажного листа
Лучшим решением будет установка двери на рампе во избежание неточностей и расхождений в плоскостях дверные элементы.Пандус можно сделать из досок и полностью подогнать под размеры будущих ворот. Собранный пандус необходимо проверить, удерживая доски в одной горизонтальной плоскости. На рисунке ниже показана схема рампы.
Подготовка материала
Перед установкой двери необходимо обрезать все профильные трубы до размеров, указанных на чертеже. Трубы сечением 60*40 следует разрезать на куски: 1,635 м – 4 шт., 1,72 – 4 шт.. Трубы сечением 40*20 разрезаем следующим образом: 1,595 м – 2 шт., 1,72 - 6 шт., 0,797 - 5 шт.. Обвязку легче отмерять и резать после сборки контура каркаса и внутреннего каркаса.
сборка
- Поместите две профильные трубы размерами 1,635 и 1,72 на рампу, подготовленную для каркаса. Проверьте правильный угол между ними с помощью угольника. Прихватываем наваркой на точечные штифты.
- Косынки вырезаем из стального листа в виде прямоугольного треугольника со сторонами 10 см. Прямые углы без раскосов укрепляем металлическими косынками, приваривая их к внутренним углам рамы.
- Теперь определимся с петлями для ворот. Для открывания створки на 120 градусов и минимизации зазора между створкой и опорной стойкой петли привариваются к краю профильной трубы в направлении открывания. Для центровки можно использовать трубу с внутренним диаметром, равным диаметру петли.Здесь уже стоит воспользоваться услугами помощника, который будет держать это приспособление петлями именно там, где было запланировано. Сначала захватываем одну петлю, вынимаем из нее трубочку, вставляем вторую петлю и визуально наводим на первую петлю, захватываем ее. Точно так же прикрепите петли ко второму листу.
- Петли к калитке привариваем аналогично, с той лишь разницей, что обе части петли крепятся и привариваются к скату.
- Полотна ворот укладываем на завесы несущих столбов и проверяем максимальное перемещение створок в разные стороны.Если все работает нормально, каркас можно сшить из гофрокартона, профлист прикручивается к навесным воротам. Это делается для облегчения работы по поднятию створки и опусканию ее на штору. Гофрокартон прикручивается саморезами со сверлом в каждую волну по ее низу.
Аналогичным образом поступите со второй парой труб в этом крыле. Соединяем получившиеся два уголка в прямоугольник, и также точечно обхватываем его сваркой.Проверив углы угольником и плоскостью линейкой, провариваем стыки полностью.
Аналогично первому, второе полотно двери сварное.
Начните сборку дверной коробки внутри дверной коробки одной из дверей. Профильные трубы, отрезанные от внутренней рамы, расплющиваются вдоль внутренней части рамы на подложках толщиной 1 см, чтобы трубы рамы располагались по центру. Профильные трубы приваривают хомутами через каждые 30 см 2 см для предотвращения деформации металла. Ворота сварить отдельно.
Отделка
Отделка обычно заключается в обшивке полотна листами гофрокартона, а также грунтовании антикоррозийным грунтом и последующем окрашивании эмалью в нужный цвет.Перед грунтовкой и покраской необходимо зачистить все сварные швы и ржавчину на металле болгаркой со шлифовальным кругом. Обезжирить дверную коробку и раму растворителем и загрунтовать антикоррозийной грунтовкой, сначала места сварки, а после высыхания створки полностью высохнуть.
После высыхания грунтовочного слоя дверное полотно может быть покрыто алкидной эмалью в два слоя с промежуточной сушкой между ними. Ворота почти готовы, осталось повесить полотно на петли и прикрутить профнастил.Прикрепите вырезанные по размеру листы гофрокартона к каркасу саморезами с отверткой.
А так же в отделку входит добавление кованых ажурных элементов на фасаде ворот или в верхней части, примеры таких работ можно увидеть в галерее выше. Вне зависимости от того, добавляются такие элементы или нет, каждый решает сам, это дело вкуса.
Замок для ворот
Вы можете купить любой замок на ворота и, как и при установке на обычную дверь, имеет несколько функций.При сборке замка, в зависимости от его типа, соблюдаются следующие условия:

Видео: изготовление калитки из металлопрофиля своими руками
Если есть большое желание и стараемся идти в правильном направлении направлении, построить ворота достойного качества вполне посильная задача для человека с минимальной технической подготовкой.
В настоящее время в ассортименте каждого строительного магазина огромное количество материалов для обустройства и сборки ворот.Однако большинство застройщиков предпочитают использовать профнастил, так как он обладает множеством полезных свойств: долговечностью, прочностью, эстетичностью и доступной ценой. Сырье производится на заводе методом холоднокатаного стального листа, обе стороны которого покрыты защитным слоем цинка, предохраняющим поверхность от вредного воздействия окружающей среды и преждевременного разрушения. Чтобы более подробно ознакомиться с представленным материалом, а также ответить на вопрос, как сделать профнастил своими руками, необходимо разобраться в особенностях его применения и изучить технологию сборки.
Использование этого материала дает ряд решающих преимуществ. Из них существенными считаются следующие:
90 569Типы конструкции 9000 6

Среди множества доступных вариантов производства ворот стоит выделить двух ярких представителей:
- Качающийся - Две створки, расходящиеся в противоположные стороны.
- Выдвижной — одно полотно скользит вдоль ограждения.
Из представленного списка стоит обратить внимание на второй вид, ведь он экономит окружающее пространство и не капризен к воздействию непогоды.
Чтобы построить выдвижную конструкцию своими руками, нужно правильно рассчитать пропорции противовеса и подготовить надежный фундамент. В противном случае ворота могут деформироваться и выйти из строя.

Абсолютно в каждом строительном событии следующим этапом всего рабочего процесса является выбор необходимого инструмента.Для изготовления откатных ворот вам потребуется:
- строительный уровень и рулетка; сварочный аппарат
- ; болгарка
- или специальная ножовка по металлу; дрель
- с перфоратором и набором бит;
- Угловая шлифовальная машина; резиновый молоток
- ; клепальный станок
- ; набор ключей
- ;
- штыковая лопата;
- бак для приготовления бетона или цементной смеси.
Предварительный проект и подбор оптимальных размеров будущей двери, от которых будет напрямую зависеть общий вес конструкции, является гарантией высокого качества и длительного срока службы.Комплектующие подбираются с учетом общего веса, ширины проема и высоты облицованного профнастила.
Кроме того, важными элементами раздвижной конструкции являются консольные аксессуары, к которым относятся:
- верхний предохранительный ролик;
- ролики нижние;
- концевой ролик и заглушка балки;
- пара ловителей; направляющая
- .
При этом неотъемлемой частью двери является прочная рама, выполняющая важную несущую функцию.Для его изготовления, как правило, используются металлические профильные трубы, размеры которых зависят от габаритов проема.
Если вы хотите оснастить свои ворота автоматикой, не забудьте купить помимо расходных материалов электропривод, пульты, сигнальную лампу и зубчатые планки. Кроме того, для крепления профнастила нужно использовать саморезы по металлу или кровельные заклепки в количестве 15 штук. за лист.

Для правильного расположения откатных ворот необходимо составить примерный чертеж конструкции, в котором рассчитать требуемые материалы и указать все комплектующие.
Для упрощения этого процесса не лишним будет выбрать в качестве опорных столбов уже имеющиеся опорные основания для забора.
Вышеупомянутый объект включает в себя строительство основания для несущих столбов и самих ворот. Если нет возможности использовать опоры забора, стоит выкопать две ямы глубиной не менее 1,5 м. Далее установить в углубление столб и зафиксировать его бетонным раствором. В основании ворот предусмотрено устройство траншеи шириной 50 см и глубиной не менее 1,5 м.
Важным признаком является расположение раскопок. Он должен быть установлен вплотную к забору!
Закладка фундамента заключается в использовании металлического изделия или П-образного швеллера, длина которого должна соответствовать длине подготовленной траншеи. При этом армирующие элементы служат для укрепления основания и придания ему необходимой прочности. С внутренней стороны швеллерной балки на глубину траншеи привариваются куски металлических брусков, которые составляют опору.Швеллер должен быть проложен таким образом, чтобы его верхний край был на одном уровне с поверхностью дороги, а его концы плотно прилегали к опорным стойкам.

На поверхности швеллера установлены две роликовые тележки, которые перемещают створку. Не забудьте разместить силовые кабели. Как правило, все схемы и чертежи входят в комплект электропривода.
Каждый раз при укладке швеллера с наваренными арматурными изделиями проверяйте их горизонтальность с помощью строительного уровня.При этом во избежание перекосов и дальнейшей деформации двери контролируйте ее положение, которое должно четко совпадать с линией скольжения будущей створки.

Перед нарезкой и сваркой металлопрофиля следует определить размеры внутреннего каркаса и каркаса. Для изготовления последнего элемента необходимо использовать профиль сечением 60×40 и защитные перегородки 40×20.
На нижнюю балку рамной конструкции монтируется направляющая, а все элементы фиксируются сварочным аппаратом.Затем с помощью заклепок или саморезов по металлу закрепляем гофрокартон на каркасе.
Не забывайте соблюдать меры предосторожности при работе с металлическими изделиями. Для этого стоит обзавестись средствами индивидуальной защиты, очками и перчатками. Полезной мерой будет предварительная очистка поверхности трубы от ржавчины и других загрязнений.

Тележки должны быть прикреплены к крайней С-образной балке, забетонированы в фундамент и разнесены в противоположные стороны.Затем на них укладывается каркасная конструкция с накатным валиком и выравнивается по строительному уровню. Далее платформу тележки точечно приварить к швеллеру, еще раз проверить вертикальность, горизонтальность, отсутствие перекосов и, наконец, приварить по всей окружности. Затем закрепляем ловители, верхнюю защиту и концевые роликовые механизмы.
Элементы должны крепиться таким образом, чтобы ролик, закрывающий створку, после закрытия ворот перекатывался через улавливатель, снимая с него избыточную нагрузку.
Важные функции для установки

Некоторые мастера, пренебрегая рекомендациями профессионалов по правильной сборке откатных ворот, устанавливают каретки с приваренными регулировочными штифтами. Использование этих устройств обусловлено удобством управления и их разборкой в случае выхода из строя.
Неучтенные несколько миллиметров могут впоследствии привести к необходимости пересверливания швеллера, подгонки под новые размеры и т.д.Это обойдется вам как минимум в пару потерянных дней и в итоге заставит вернуться к предложенному способу установки.
В заключение хотелось бы отметить, что при строительстве откатных ворот в первую очередь стоит разобраться со всеми тонкостями монтажа и изучить не одну схему обустройства. Наряду с этим необходимо рассчитать вес конструкции и правильно подобрать все составляющие. Для выполнения последнего задания стоит обратиться за помощью к специалистам, которые смогут не только указать на ошибки в составлении, но и посоветовать необходимое оборудование.
Видео
Видео подробно рассказывает о тонкостях установки ворот из профнастила:
Фото
На фото разные варианты ворот из профлиста:














Диаграмма
Если вы решили сделать ворота из профнастила, в этом помогут предоставленные схемы:
90 899

Ворота и калитка из профнастила относятся к бюджетной категории: их изготовление не требует много времени и материалов.Однако если выбрать модели обычных распашных ворот без художественных изысков. Также есть варианты с элементами ковки, здесь уже сложность работы больше, затраты намного выше. Сделать простые распашные ворота из профнастила своими руками сможет даже сварщик-любитель: швов мало, они прямые.
Листовые конструкции
Даже в такой простой конструкции, как полотно ворот или калитка, она может быть выполнена по-разному, и вариантов много.В первую очередь меняется расположение перемычек:
90 569Каждый метод был протестирован и обеспечивает разумную степень жесткости. Здесь вы выбираете то, что вам кажется более правильным или достоверным.
Дверная конструкция из металлического профиля с удлинителем
Есть разница в конструкции самой двери - с несъемной рамой или без нее (верхняя перекладина). Каркас делает ворота более устойчивыми, но есть и ограничения по высоте: высокие машины – грузовики или спецтехника – не смогут заехать во двор.При соответствующем усилении рам (столбов) и нормально изготовленных дверей (с усилением по углам) ворота без рамы также будут надежными.
Дверная конструкция в верхней перекладине и перекладинах
При установке двери с коробкой расход металла больше - на длину перемычки, но при этом есть возможность дополнительно усилить стойки: нагрузка на них меньше.
Свитера крестообразные с воротниками из металлических профилей
Для удобства крепления профлиста по внешнему (иногда внутреннему, как на фото выше) периметру створок приваривается тонкостенный металлический профиль шириной 1 см, что необходимо учитывать при определении размеры вырезов под створки.
Для того, чтобы конструкция была максимально жесткой, чтобы она не «гуляла» и не шумела на ветру, по углам делаются усиления. Опять же, есть два пути. Первый – это приварка уголков, вырезанных из листа.

Усиление створки металлическими пластинами
Второй - вставить короткие угловые раскосы из той же трубы, из которой сварена рама ставни.
90 980
Второй способ усиления ворот
Есть отличие при сборке: из муфт трубы соединяются под углом 45° или просто встык.Профессиональнее — под углом 45°, проще — встык. Некоторые способы сборки вообще не предусматривают возможность соединения под углом (если обе створки складываются в одно целое, а на две части разрезаются только навешенные на столбы).
Статья по теме: Бамбук в интерьере (35 фото)

Различные способы соединения труб
Еще одна тонкость, зависящая от количества снега зимой. Как видно на фото, нижняя планка закрылка поднята на разную высоту от земли - где-то на несколько сантиметров, где-то на 20 см и выше.Это зависит от высоты снежного покрова зимой: если есть куча снега и ворота из самой земли, их не откроешь. Чтобы в эту щель не забралась живность летом, после таяния снега, стержень прикручивают к саморезам и поздней осенью снова вынимают.
Автоматика может быть установлена на распашные ворота. Тогда вы сможете управлять ими с помощью пульта дистанционного управления и вам не придется ходить под снегом и дождем.
Материалы (редактирование)
Для столбов обычно используют профильную сварную трубу 80*80 мм с толщиной стенки 3 мм.Их копают ниже глубины промерзания грунта, устанавливают строго вертикально и заливают бетонным раствором. К монтажным работам ворот приступают после того, как бетон наберет прочность около 50%. Если температура на улице не ниже +20°С, потребуется 5-6 дней, если прохладнее – до двух недель.
Для роллет используется профильная труба разного сечения: в зависимости от силы ветров и пролета ворот: есть вариант 60*40 мм, есть 40*20 мм. Вы выбираете исходя из своих условий.На перемычки берется такая же труба или чуть меньшего сечения, до 20*20 мм. Все эти трубы могут иметь толщину стенки 2 мм или 3 мм. Более толстые дороже (килограммами продают) - они тяжелее, но металл толщиной 3мм легче сваривается, что важно для новичков в сварке.

Подготовленный металл
О сварке тонких металлов читайте здесь.
Материал для ворот такой же, как и для забора из профлиста, крепится на те же болты.Перед началом работы металл следует подготовить: удалить ржавчину (болгаркой по металлу, щеткой), загрунтовать препаратом «Антикоррозий» и покрасить. После высыхания можно приступать к работе.
Фотоотчет по изготовлению и сборке ворот
Это один из вариантов изготовления двери из профнастила своими руками. Техника не самая лучшая, но и не самая плохая: последние шесть лет все работает без сбоев.
К установленным стойкам 80-80 мм привариваются петли, ответные части привариваются на необходимом расстоянии на вертикальных частях стоек из трубы 40*40 мм - справа и слева.Навесные стойки навешиваем на столб, между ними и столбами укладываем промежуточный слой необходимой толщины и фиксируем струбциной.
Статья по теме: Фото кирпичных домов и коттеджей - выбираем фасад

Стойки навешиваются на петли, приваренные к стойкам
Отмеряем необходимую высоту и отрезаем лишнее сверху к стойкам, а не к стойкам, привариваем ригель из той же трубы 40*40 мм. Качество сварки на данном этапе не имеет значения.Продолжаем прихватывать детали, не заботясь об аккуратности шва - потом доведем до нормы. Главное, чтобы все было ровно и держалось вместе. Поэтому ловим его точками в нескольких местах.

К стойкам ворот приварена крестовина
Таким же образом хватаемся за трубу по низу.

Привариваем водосточную трубу
Найдите центр перекладин. Отложите по 3 мм от центра в обе стороны. Делаем четкие знаки.Отмеряем расстояние между верхней и нижней балкой, отрезаем два отрезка, свариваем по меткам (между двумя вертикальными трубами должен остаться зазор 6 мм).

Сварить две вертикальные трубы по центру с зазором 6 мм
Измеряем расстояние между двумя стойками в одной половине ворот. Они должны быть одинаковыми, но лучше мерить отдельно. Отрежьте трубы до нужной длины и поймайте их на нужной высоте. Если вам нужно больше перекладин, установите и их.

Сварные поперечины повышенной жесткости
По отмеченному центру болгаркой вверху и внизу сделать сквозные пропилы, разделив дверь на две половины. Мы только что получили ворота, которые открываются и закрываются без проблем.

Разделенные половинки двери
Каркас створки ворот готов. Снимаем его, кладем на ровную горизонтальную поверхность и хорошо провариваем швы. Здесь уже важно качество сварки, следим за наполненностью ванны, стараемся не прожечь дырки.Готовые швы зачищаем, грунтуем и красим.

После установки створки на ровную горизонтальную поверхность проварите все швы
Приступаем к установке кронштейна для крепления профильного листа. Для уменьшения парусности его разрезают на две части, чтобы лист был не цельным, а разрезным. Для этого используем профилированную трубу 20*20 мм. Нарезаем его на кусочки необходимой длины, чтобы можно было прикрепить по внутреннему периметру.

Отрезаем трубу 20*20 мм и закрепляем по внутреннему периметру
Выведем их в одну плоскость с внешней частью - лист будет прикручен изнутри.Фиксируем его саморезами, предварительно просверлив отверстия необходимого диаметра.

Как крепить доски к профлисту

Так выглядит готовая дверная коробка.
Покрасьте готовую рамку - внутри светло-серой краской, снаружи - красно-коричневой, под цвет гофрокартона. Выходим сушиться.
.Кованые элементы для ворот, перил и заборов | Интернет-магазин BONMARIO
Кованые элементы Postal
Почтовые кованые элементыв нашем предложении - это не только гарантия наилучшего качества , подтвержденного сертификатами и соответствием европейским стандартам, но и интересный дизайн и невероятная эстетика . Как крупнейший поставщик аксессуаров для ворот и заборов с более чем 25-летним опытом , мы предлагаем готовые кованые элементы только от проверенных брендов, которые ценятся как на польском, так и на европейском рынке.
Кованые украшения для ворот, заборов и балюстрад в магазине bonmario.com
Кованые элементы– традиционные изделия из стали , известные с года. В настоящее время все более популярным становится сочетание металла с деревом или стеклом , что позволяет создать современный эффект в интерьерах и садах. Кованые элементы отличаются изысканностью и большим мастерством, по сравнению с тяжелыми кирпичными заборами, поэтому к ним так стремятся вернуться.
Ассортимент в интернет-магазине Bonmario.com позволяет создавать интересные кованые заборы или перила. Каждый покупатель найдет у нас кованые элементы, начиная от листов, брусков, балясин и столбов, через спиральные элементы, корзины, до шара, декоративных элементов, разделителей, розеток, а также решетки и поручни.
Элементы из кованой стали - уход за коваными заборами
Кованые деталичрезвычайно прочны, поэтому вам не нужно тратить много времени на уход за ними. Однако металл со временем может подвергаться коррозии, поэтому наши изделия оцинкованы на заводе методом горячего погружения или покрыты защитным пластиком .Металлоконструкции также можно покрыть специальной краской по металлу, что значительно расширит их функциональность и эстетический вид.
Если у вас есть вопросы или пожелания, обращайтесь к специалистам нашего магазина.
Предлагаем Вам ознакомиться с остальным ассортиментом нашего магазина, полезным в каждом доме: системы раздвижных дверей, почтовые ящики, приводы для ворот и многое другое!
.Услуги штамповки, прокатного стана, гибки, ковки листового металла, труб с ЧПУ
Ковка — это процесс, состоящий в изготовлении объекта путем деформации металла посредством давления или немаркировки инструмента, помещенного на движущуюся часть пресс или кузнечный молот. Материал шихты называется заготовкой, которая после обработки отражает форму формующих инструментов. Полученные таким образом поковки подвергают дальнейшей механической обработке для получения большей точности размеров и формы.В процессе ковки формообразование предметов может осуществляться холодным или горячим способом. Различаем свободной поковки , полусвободной штамповки и штампа .
При свободной ковке материал течет в любом количестве направлений. Применяемые матрицы, формирующие материал, универсальны. Точность размеров и формы получаемой поковки низкая, поэтому этот способ применяют для штучного производства, где изготовление формовочного инструмента в виде штампов нерентабельно.
Полусвободная поковка заключается в частичном ограничении свободного течения металла за счет использования нижнего или верхнего штампа при приложении давления на часть поверхности поковки. Полусвободная поковка применяется в штучном и мелкосерийном производстве.
Штамповка заключается в формовании поковки сложных форм с гораздо большей точностью, чем при вышеперечисленных способах ковки. При этом материал может течь как перпендикулярно, так и параллельно направлению движения инструмента.Нажатие на верхнюю часть матрицы равномерно заполнит материал в нижней и верхней части формовочного инструмента. Несомненными преимуществами этого процесса являются низкие потери материала и высокая точность размеров. Метод штамповки используется в среднем и крупносерийном производстве.
Штампы, производимые нами методом ЧПУ и методом ЭЭО и ЭЭО, применяются для свободной штамповки и объемной штамповки поковок массой до 0,4 кг и размерной точностью 2 ÷ 3 припуска на чистовую обработку.В случае декоративно-художественных кованых элементов для ворот, заборов, перил поковки не требуют дополнительной обработки.
.Страница не найдена
3.1 Просмотр тарифов
На экране Обзор тарифа можно выполнять следующие операции:
- Просмотр дерева номенклатуры
- Показать ставки пошлин и другие меры
- Показать дополнительную информацию
Способ ввода критериев описан в разделе Критерии отображения.
3.1.1 Просмотр номенклатурного дерева
Номенклатура товаров строится в виде иерархически структурированного дерева. После кнопки При нажатии кнопки Просмотр номенклатурного дерева в Браузере тарифов отображается Экран номенклатурного дерева со списком разделов. Из этого списка, нажав на номер раздела, можно перейти к списку глав (двухзначный код), затем соответственно рубрикатору (четырехзначный код), подзаголовку (шестизначный код), комбинированному номенклатура - список CN (восьмизначный код) и номенклатурный список TARIC (десятизначный код), который находится на самый низкий уровень дерева.
Ко всем главам добавлены две ссылки: Legal Notes и Пояснительные примечания. Первая ссылка позволяет пользователю перейти к юридическим примечаниям главу, а вторую пояснительные примечания к главе. Это не означает, что в каждой главе есть юридические и прилагаемые пояснительные записки. На самом деле такие приложения есть только у некоторых глав. Ссылки однако указать, что Юридические примечания и пояснительные примечания можно прикрепить к любой главе.
Макеты экранов на уровне глав и позиций связаны. Разница лишь в том, что только заметки могут быть прикреплены к позициям.
Иногда сноски и ссылки БТИ назначаются кодам на заданных уровнях. При нажатии на ссылку BTI пользователь перенаправляется в Систему BTI EU.
Вместо того, чтобы шаг за шагом прокручивать дерево, можно перейти непосредственно к искомому коду, введя код в поле Код товарной номенклатуры и нажав на кнопку Просмотр номенклатурного дерева.Браузер отображает искомый код в контекст смежных кодов.
Из экрана Тарифного дерева можно перейти непосредственно к Экран ставок пошлин. Это возможно, нажав код номенклатуры на низший уровень, то есть код, не имеющий иерархически более низких кодов. Из этого кода можно перейти к меры, которые на него возложены.
Примечание. Ввод критерия в поле дополнительной информации при просмотре Номенклатурное дерево не влияет на ход операции.
3.1.2 Отображение ставок пошлин и других мер
Мерами являются ставки пошлин, налогов (НДС и акцизов) и нетарифных ограничений, которые возлагаются на номенклатурные коды.
Показатели всегда отображаются для определенного номенклатурного кода. После ввода кода Тариф Браузер отображает все меры, присвоенные этому коду, для всех стран происхождения/назначения. Если, кроме кода, также были введены критерии страны происхождения / назначения, результат будет касаться только тех мер, которые присваиваются одновременно выбранному номенклатурному коду и стране происхождения/назначения.
Примечание. Ввод дополнительной информации в качестве критерия не влияет на курс. операции отображения меры.
После ввода критерия (критериев) и инициализации операции браузер отображает Экран «Ставки пошлин», где информация представлена в следующем порядке: код товара с описанием товара, единицей измерения, ограничениями на ввоз и/или вывоз товара (с соответствующими сноски, правовые акты и дополнительные коды), а также ставки пошлин для конкретных стран или для конкретной страны (с сноски, правовые акты, а также дополнительные коды).
При нажатии кнопки кода сноски, правового акта и дополнительного кода открывается экран с подробной информацией. На экране с дополнительным текстом описания кода иногда появляется ссылка на текст сноски этого отображается код.
Некоторые тарифы включают ссылку на так называемую сельскохозяйственную составляющую (код Мерсинга). После перехода по этой ссылке («Состав товаров код Meursing») экран калькулятора Meursing отображается, где после ввода используемых значений можно рассчитать дополнительную пошлину для определенных сельскохозяйственные товары.
Иногда применимость меры или размер ставки пошлины зависят от определенных условий. В таком если ссылка Условия отображается под мерой. После нажатия на это link Отображается экран с информацией об условиях.
Если мера назначается группе стран, бывает так, что некоторые страны из этой группы исключаются. от применения меры - затем рядом с кодом группы стран аббревиатура искл.отображается со ссылкой (ссылками) на исключенный идентификатор страны (стран).
Ставки пошлин отображаются в алфавитном порядке в соответствии с географическими регионами, к которым они относятся. назначены, но вначале меры назначены всем странам (Erga Omnes) отображаются всегда.
Нажав на код страны или группы стран, вы получите соответствующую информацию о Экран географических областей.
Также отображается список ссылок, которые представляют группы номенклатуры, связанные с текущими код номенклатуры или код выше в иерархии. Пользователь может щелкнуть по этим ссылкам и увидеть группу описание и дату начала.
3.1.3 Отображение дополнительной информации
Дополнительная информация включает: юридические примечания, пояснительные примечания, обязательную информацию о тарифах, списки Товары, Правила классификации, Пояснения к CN, Классификационные правила Европейской комиссии, Постановления Европейского суда, Постановления Комитета Таможенного кодекса, Сборник Классификационные мнения и решения Комитета по гармонизированному кодексу.
Отображение дополнительной информации осуществляется путем отображения всей информации (в пределах одного из указанные выше районы), которому присвоен номенклатурный код, введенный в качестве критерия. Когда, например, введен код 0101 00 00 00 и выбрана область дополнительной информации «Юридические примечания», браузер отображает все юридические примечания, присвоенные коду 0101 00 00 00.Только дополнительная информация, действительная для отображается введенная дата действия. Если, например, пользователь ввел в поле кода номенклатуры Глава «5002» и в дополнительной информации выбирает «Пояснительные примечания» и нажимает кнопку «Искать доп. информация», затем система отображает ссылку «Примечание к позиции 5002», и если пользователь нажимает на эту систему ссылок отображает содержание пояснительных записок главы 5002.
Независимо от того, соответствует ли введенному коду одна или несколько сведений, найденная информация отображается вначале в виде списка идентификаторов. После нажатия на соответствующий идентификатор полный дополнительная информация отображается в браузере тарифов.
Когда введенному коду не присвоена дополнительная информация, в браузере отображается сообщение «Нет результатов поиска».
Критерии отображения для просмотра тарифа
Код товарной номенклатуры
Это код, который позволяет проводить иерархическую классификацию товаров. После того, как код был введен, Браузер тарифов отображает код в номенклатурном дереве или меры, присвоенные коду или дополнительная информация, содержащая код.Если, помимо кода, также указана страна отправления/получения были введены, браузер отображает только меры. Код должен иметь правильный формат, т. должен быть двух-, четырех-, шести-, восьми- или десятизначный код. Нет необходимости вводить пробелы после четвертая, шестая и восьмая цифры.Страна происхождения/назначения (только для мер)
Это страна, из которой ввозится или в которую вывозится облагаемый налогом товар.После страны был введен, в Браузере тарифов отображаются все меры, назначенные для этой страны.Для каждой страны строка содержит код страны и название страны.
Помимо страны, также необходимо ввести код товарной номенклатуры, указывающий на товар. Если нет кода был введен, браузер не отображает меры.
Дополнительная информация
Это информация, закрепленная за номенклатурным кодом. Отображать эти назначения можно только на одна область поиска. После ввода номенклатурного кода и выбранного района открывается Тарифный браузер. отображает дополнительную информацию, содержащую введенный код. Когда в выбранной области отсутствует номенклатура код, введенный в качестве критерия, браузер отображает соответствующее сообщение.(Возможно, это сообщение «Нет результатов поиска»).Если код не введен, в браузере отображается сообщение «Код товарной номенклатуры не может быть пустым».
3.2 Текстовый поиск
Текстовый поиск — это поиск дополнительной информации с добавлением описаний номенклатурных кодов, согласно текстовое выражение. Когда, например, введено слово "селитра" и область дополнительной информации При выборе «Юридические примечания» в Браузере тарифов отображаются все юридические примечания, содержащие слово «селитра».Только выполняется поиск дополнительной информации, действительной на установленный срок действия справки.
Независимо от того, найдено ли одно или несколько вхождений введенного выражения в выбранной области поиска, найденная информация отображается вначале в виде списка идентификаторов. После нажатия на нужный идентификатор полная дополнительная информация с выделенными вхождениями введенного выражения отображается в браузере.
3.2.1 Советы по текстовому поиску
На экране Текстовое выражение искомое слово или другой шаблон поиска (фрагмент слова, предложения, возможно, со специальными знаками или операторами).
Для поиска информации о тарифе на основе фрагмента слова следует использовать подстановочный знак звездочки (*). использоваться.Например, при поиске «pac *» вся информация, содержащая «pac_», например «packs», "упаковки", пакеты" и т.д. получается.
Также можно ввести несколько текстовых выражений. Чтобы получить информацию, содержащую все выражения, выражения должны быть связаны оператором AND. Чтобы получить информацию, содержащую хотя бы одно выражение, выражения должны быть связаны оператором ИЛИ.
Браузер не различает разные размеры букв. Такие же результаты будут получены после ввода «Мясо», «МЯСО» или «мясо».
Текстовое выражение представляет собой слово или часть слова. Например: «мясо», «мясо говядины», «свежее мясо говядины» и т. д.
При необходимости поиска во всех областях следует выбрать «Все» в раскрывающемся списке дополнительной информации.В результате поиска будет представлен список всех доступных областей с количеством совпадений в каждой. Каждый пункт этого списка является ссылкой для поиска в определенной области.
Более точные способы поиска описаны в примерах ниже.
3.2.2 Примеры поиска
При использовании текстового поиска могут использоваться специальные операторы, определяющие диапазон искомых выражений.В следующем списке представлены примеры возможных операторов, которые можно использовать. Примеры относятся к номенклатуре описания кодов на английском языке. Основная цель списка — представить принципы поиска, поэтому он может случиться так, что из-за изменений Мастер-тарифа реальные результаты поиска будут выглядеть несколько иначе.
А ТАКЖЕ (&)Оператор AND используется для поиска текстов, содержащих хотя бы одно вхождение каждого из искомых выражения.Оператор AND можно комбинировать со всеми другими операторами.
Пример: при поиске "ЖИВЫЕ И животные" результаты: "ЖИВЫЕ ЖИВОТНЫЕ", "ЖИВЫЕ КРС". и «Другие живые животные».
ИЛИ (|)Оператор ИЛИ используется для поиска текстов, содержащих хотя бы одно вхождение каждого из искомых выражения.Оператор ИЛИ можно комбинировать со всеми другими операторами.
Пример: при поиске «картофель ИЛИ мясо» результаты содержат слово «картофель» или «мясо» или оба слова.
Примечание: при использовании И в сочетании с ИЛИ:
Оператор И имеет приоритет перед оператором ИЛИ. Однако этот приоритет можно изменить, поставив круглые скобки.При поиске «мясо ИЛИ фрукты И свежие» результаты представляют собой все выражения, содержащие слово «мясо» и все, содержащие как слова «фрукты», так и «свежие». При поиске "(мясо ИЛИ фрукты)" И свежий" результатами являются все описания, содержащие слово "свежий" и хотя бы одно из слов «мясо» или «фрукты».
Оператор подстановочного знака звезды указывает, что любой символ или символы могут появляться в позиции, представленной подстановочный знак.Оператор * можно использовать в любом месте слова.
Пример: При поиске «упаковка*» в результатах выдаются «упаковки», «упаковки», «упаковщик», «упакованы» и т. д. рядом с «упаковками».
Подстановочный знак (?)Оператор подстановочного знака вопросительного знака указывает, что одна позиция, представленная знаком вопроса, любая характер может возникнуть.Оператор ? можно использовать в любом месте слова.
Пример: при поиске «процесс?» результаты включают «процессы» и «обработано».
Стебель ($) - используется только на английском языке.Оператор $ расширяет поиск, чтобы включить все выражения, имеющие ту же основу или корень слова, что и искомое. для выражения. Оно может появиться только в начале слова.
Пример: при поиске «$ live» результаты включают «Liver» и «living» рядом с «live».
Fuzzy (~) — используется только на английском языке.Оператор ~ расширяет поиск, чтобы включить в него все выражения, написание которых аналогично искомому. выражение. Оно может появиться только в конце слова.
Пример: при поиске «packs ~» результаты включают «спинки», «парки», «парки» и «замки» рядом с «packs».
3.2.3 Критерии поиска для текстового поиска
Текстовое выражение
Текстовое выражение представляет собой текст или его фрагмент. После ввода текстового выражения Тариф Браузер находит его в выбранной категории дополнительной информации. Область поиска по умолчанию Описание кодов номенклатуры.Дополнительная информация
Ищется информация внутри введенного выражения.Дополнительная информация охватывает: Номенклатура Коды Описания, юридические примечания, пояснительные примечания, REG, INF (изменить).После ввода выражения и выделенной области в браузере отображается дополнительная информация. содержащий введенное выражение. Когда в выбранной области нет выражения, введенного в качестве критерия, браузер отображает соответствующее сообщение.
3.4 Поиск по географическому региону
Поиск географической области состоит из поиска страны или группы стран.
Страна ищется путем ввода кода страны ISO (например, «PL»). Полученный результат включает, помимо кода страны ISO и названия страны также коды всех групп стран, к которым страна поиска принадлежит.
Группа стран ищется путем ввода кода этой группы (например, «1011»). Полученный результат включает в себя список всех стран, которые принадлежат к этой группе. Кроме того, в каждой стране список всех групп, к которым принадлежит страна.
3.4.1 Критерии поиска по географическому району
Код страны ISO
Это код страны, присвоенный Международной организацией по стандартизации (ISO) под номером 3166-2 Альфа-код.После ввода кода Тарифный браузер находит название страны, коды группы стран, к которым принадлежит страна.Название страны
Это название страны. После ввода имени браузер тарифов находит страну ISO. код, коды групп стран, к которым принадлежит страна.Код группы стран
Это код группы стран, к которой принадлежат две или более стран.После того, как код был введен, браузер тарифов находит коды стран ISO, названия стран.3.7 Сертификаты
Сертификат идентифицирует лицензии, сертификаты и аналогичные документы, необходимые для импорта/экспорта. декларации. Сертификаты интегрированы не как отдельные виды мер, а как условия различных типы мер, например наблюдение, предпочтения и т. д.Здесь пользователь может искать и просматривать сведения о сертификатах.
Код
Это код сертификата. После ввода кода Тарифный браузер находит сертификат вместе с его описанием.Описание
Это описание сертификата. После ввода описания Тарифный браузер находит сертификат вместе с его кодом..гост, вес, габариты. Сколько весят металлические двери и почему важен этот показатель Вес металлических гаражных ворот распашных
главная → Расчет → Ворота распашные металлические: гост, вес, размеры. Сколько весят металлические двери и почему важен этот показатель Вес металлических гаражных распашных воротСколько весят металлические распашные ворота?
Распашные ворота - одно из лучших решений для дома, дачи, любого приусадебного участка. Конструкция не только функциональна и надежна, но и долговечна. Навесная дверная коробка в любом случае изготовлена из надежно сваренного металла, защищенного от коррозии. А если дверь еще и металлическая, эксплуатационные характеристики конструкции значительно повышаются.
Основные преимущества металлических распашных ворот:
- Прочность, взломостойкость - станут отличной защитой вашего двора от визита «непрошеных гостей»;
- Долговечность - металлические ворота служат десятилетиями, не подвергаясь воздействию внешних факторов.Они устойчивы к механическим повреждениям, экстремальным температурам, высокой влажности и ультрафиолетовым лучам. Полотно большинства таких дверей покрыто полимерами, чтобы оно не подвергалось коррозии;
- Широкий выбор дизайнерских решений ... Ворота могут быть изготовлены по индивидуальному проекту: имеют элементы поковок, вставки из других материалов и так далее. Поэтому создать идеальный интерьер проще, чем кажется.
Ворота металлические комплектуются как ручным, так и автоматическим приводом.Автоматика значительно упрощает управление конструкцией: чтобы открыть/закрыть ворота, достаточно нажать кнопку на пульте.
Очень часто заказчика интересует вопрос о соотношении размера полотна ворот к стойке, на которую оно крепится. Попробуем разобраться в этом вопросе на примере ворот из профнастила.
Материал каркаса
Каркас дверного полотна изготавливается из профильной металлической трубы сечением 40×20 или 40×25 с толщиной стенки от полутора до двух миллиметров.Рассчитаем вес рамы для створки. Для этого нужно знать вес одного метра профильной трубы, из которой будет изготовлено полотно будущей конструкции. Так, 1 метр трубы 40×20×1,5 весит 1,4 килограмма, а 1 метр трубы 40×20×2 весит 1,7 кг. Для простоты расчетов приведем примеры типовых эскизов ворот.
Эскизы для расчета длины и массы
Материал обшивки
В нашем случае материалом для обшивки будет профнастил для заборов с маркировкой С20 толщиной 0,5 мм.Квадратный метр такого материала весит примерно 5 килограммов. В случае с распашными воротами шириной 4 метра (самый распространенный размер от 3 до 4 метров) при высоте ограждения 2 метра – необходимо 4 листа, по два на каждую створку, т.е. получается максимум 20 килограммов.
Таким образом, вес одной створки ворот составляет примерно 40 кг. Это бремя, с которым может справиться обычный человек. Сварной шов, которым ворота крепятся к стойке с шарниром, способен выдержать нагрузку, значительно большую, чем создаваемая указанным весом.Поэтому достаточно по две петли на каждую половинку.
Материал стойки
Стойки следует применять с толщиной стенки не менее толщины стенки трубы, из которой изготовлен каркас. Очевидно, что чем больше сечение и толщина стены, тем прочнее будет столб — но в любом случае, в силу известных соображений стоимости, критерием является «золотая середина». Поэтому столб 60×60×2 или 80×80×3 будет достаточным решением для распашных ворот из профнастила.
Крепление столбов
Важно, как и каким образом столбы закреплены в земле. В основном существует два разных метода монтажа: с бетонными столбами и без бетонирования. Первый дороже и в большинстве случаев предпочтительнее, хотя существует опасность выдавливания бетона. Перед принятием решения советуем ознакомиться с опытом соседей — это самый надежный способ предсказать поведение почвы на вашем участке. Второй способ установки дешевле.Есть у него и еще одно преимущество – ремонт при необходимости выполняется гораздо быстрее и проще.
Собственное производство
Наша компания занимается производством металлоконструкций 11 лет
Профессиональная помощь в выборе и расчете
Triton двустворчатая бронированная дверь
Triton обращает внимание на такие дверные конструкции, которые по тем или иным причинам не подходят для стандартных дверей - это двустворчатые бронированные двери. На этой странице вы найдете описание и увидите примеры двойных бронированных дверей.Такие двери отличаются от стандартных входных тем, что весь вес дверной конструкции распределяется на две секции ворот. Таким образом мы снижаем нагрузку на дверные петли, что продлевает срок службы. Возможны два варианта установки двустворчатой двери: когда открыты обе двери и когда открыта одна из них.
По технологии производства такие двери не отличаются от стандартных. Толщина листа также 2 миллиметра, который приварен к металлическому каркасу. Благодаря такой развесовке двустворчатые бронированные двери становятся более устойчивыми к механическим воздействиям и силам.Как и обычные входные двери, двустворчатые двери оснащаются горизонтальными или вертикальными связями. Для большей защиты помещения двустворчатые двери оснащаются замками нескольких типов.
Двустворчатые бронированные двери вписываются в любой интерьер благодаря тому, что для отделки используются те же материалы, что и для одностворчатых дверей.
Подробнее о двустворчатых дверях читайте на нашем сайте.
Дверь стальная противопожарная двухстворчатая с окном
Дверь соответствует п. 2 ст.2.14, 4.28 ДБН В.1.1-7-2002, имеют предел огнестойкости EI60/EI72 (1,0/1,2 часа на признаки разгерметизации и теплоизоляции). Сертифицированы (в соответствии с ДСТУ БВ.1.1-4-98 «Строительные конструкции. Методы испытаний на огнестойкость»)
Двери могут изготавливаться в стандартном и специальном противопожарном исполнении и иметь следующее исполнение:
Каркас прямоугольный из оцинкованная сталь толщиной 1,5
Полотно ворот толщиной 54 мм изготовлено из листового металла толщиной 0,8 мм и заполнено огнеупорной плитой Rockwool (плотность 150 кг/м3 для одностворчатых дверей)
Вес полотна 27 кг/ кв.м.
Дверная решетка из ПВХ, серый RAL 7035.
Петли регулируемые по DIN с автоматической закрывающей пружиной (встроенный доводчик)
Огнестойкая пластиковая дверная ручка со стальным стержнем
Цилиндровый замок в сборе с евровставкой
Функции и конструкция распашных ворот своими руками
есть ворота и заборы. Сегодня их очень много, они самые разные.
Конструкция распашных ворот
Самым простым вариантом являются распашные ворота, которые довольно просто сделать без особых усилий.Для работы потребуются известные многим материалы и инструменты.
Ворота распашные могут быть одностворчатыми или двустворчатыми, а также состоять из рамы и уголка.
Конструкция распашных ворот достаточно удобна и их можно установить в месте, где есть достаточно места для открывания одной или двух створок.
Если ситуация обратная, лучше не отдавать предпочтение распашному варианту, а выбрать подъемные или выдвижные конструкции.
Современные варианты ворот
В настоящее время одновременно используются несколько моделей и разновидностей ворот, в том числе:
Что касается конструкции ворот, существует четыре типа:
Существуют также простые панельные, секционные и сетчатые ворота. Существует механический ручной и автоматический процесс открывания. В данном случае это не влияет на дизайн, а лишь позволяет сделать эксплуатацию более удобной.
При автоматическом управлении применяют гидравлический, электрический и пневматический приводы.Их можно разделить на пять типов: цепные, барабанные и подвесные, приводы для раздвижных конструкций и скрытые.
Стройматериалы и инструменты
Для изготовления одностворчатых или двустворчатых распашных ворот потребуются не только силы, но и необходимые материалы и инструменты.
В первую очередь вам понадобится болгарка со шлифовальными или отрезными дисками. С его помощью можно разрезать профнастил, из которого будет состоять каркас.Вам понадобятся трубы и компрессор, чтобы покрасить конструкцию.
Можно взять обычную кисть или валик, но процесс покраски проводить будет не удобно и займет гораздо больше времени.
Монтаж распашных ворот
Требуются сварщики и подходящие электроды. Лучше отдать предпочтение инверторному устройству, которое в данном случае идеально подходит для установки. Вам понадобится дрель с насадками и инструменты, позволяющие производить точные замеры.
Не забывайте, что нужно совместить отметки, поэтому сразу возьмите строительный уровень, рулетку, угломер и простой карандаш. В арсенале должна быть наждачная штукатурка и клепальщик со стальными заклепками. При использовании профнастила его крепят к конструкции стальными креплениями, так как алюминий не всегда способен выдерживать различные атмосферные нагрузки.
Среди материалов потребуется профильная труба, из которой будет формироваться каркас. Лучше взять трубу 60х40х2 или 40х20х2.
Такие параметры позволят повысить долговечность готовой конструкции, а также обеспечат ее надежность и устойчивость. Для покрытия конструкции используется гофрированный картон. Идеальным вариантом будет стена с цветным полимерным покрытием или оцинкованный профлист.
Вы покрасите раму распашных ворот, краска может быть любого оттенка. Обратите внимание на антикоррозийные свойства и устойчивость к раздражающим погодным условиям.
Подбор петель для ворот. посмотрите на общий вес и площадь конструкции до угла.Для каждой створки оптимальным считается количество петель от двух до четырех.
В большинстве случаев привод используется, если дверь будет иметь большую площадь поверхности. Тип следует выбирать в соответствии с вашими предпочтениями и финансами, которые вы готовы потратить на покупку.
Как сделать простую установку?
При установке распашных ворот своими руками необходимо обратить внимание одновременно на несколько моментов:
- материал, из которого изготовлен забор (лучше, если забор будет из кирпича или профнастила )
- нужно ли усиливать стойки?
- какие условия на участке (сторона открытия ворот, возможность установки калитки и планируемое количество створок).
Определившись с этими нюансами, нужно сделать чертежи будущей конструкции из профилированного металла. Обычно в конструкции два крыла, их общая ширина составляет не более четырех метров, а высота – два.
Схема ворот
Каждая створка представляет собой каркас из металлической трубы, который оснащен вертикальным и поперечным импостом. С улицы ворота обшиты профлистом, окрашенной стороной внутрь. Если ворота одностворчатые, процесс остается таким же.
Обратите внимание, если при покупке металл был покрыт маслом, то вещество необходимо полностью удалить с поверхности куском чистой ветоши, предварительно смоченной в бензине. Металл нарезается по готовым чертежам, всего у вас должно получиться восемь отрезков трубы, имеющих широкое сечение для каркаса и уголка.
При необходимости профлист можно резать на горизонтальной ровной поверхности. Ножницы по металлу прекрасно подходят для таких целей.
Не используйте шлифовальную машину, так как это может повредить поверхность и оцинкованный слой.
Деталь лучше всего крепить заклепками, но можно выбрать и саморезы по металлу. В последнюю очередь устанавливается выбранный привод, с помощью которого ворота будут закрываться и открываться.
Если вы случайно повредите защитный слой краски при креплении, вам придется обработать эти участки специальным антикоррозийным средством.
Ворота металлические. Производство сварных ворот Киев
Ворота в сочетании с калиткой создают первое впечатление о хозяине, радуют глаз, провожают и встречают, а также выполняют защитную функцию.Металлические заборы, ворота и калитки изготовлены из профнастила, сварены.
Металлические ворота станут лучшим вариантом ограждения вашего участка. Они заслуживают особого внимания: не подвержены коррозии, прочны, долговечны, не требуют особого ухода и при этом имеют идеальный сырой вид.
Ворота сварные также являются разновидностью металлических ворот. Такие ворота имеют свои преимущества перед коваными воротами. Как это можно объяснить? В первую очередь это дешевизна, надежность, короткие сроки изготовления, возможность придания двери индивидуальной оригинальности, декорирования декоративными элементами.Используя простые автоматизированные технологии, качественные материалы для производства сварных ворот, мы всегда получаем хороший результат. Поэтому металлические сварные ворота пользуются большим спросом.
Ворота металлические сварные можно комбинировать с другими металлоконструкциями, что добавит красоты и уюта вашему участку.
Источники: dveri-triton.com.ua, npt-a.com.ua, svoivorota.ru, creativmetal.com.ua
- рама. Если он изготовлен из профильной трубы 40х20 мм с толщиной стенки 2 мм, вес составляет 1 погонный метр.м будет 1,7 кг. Периметр двух створок ворот шириной 3 м и высотой 2 м составит 12 м. Дополнительно створки усилены поперечными балками (по 1,5 м каждая). Итак, общая длина профильной трубы 15 м, а вес 25,5 кг;
- заправочные клапаны. Если для заполнения использовать стальной лист толщиной 1,5 мм, вес составит около 70 кг.
Таким образом, общий вес металлической распашной двери составит примерно 95,5 кг. Сюда же следует добавить важность запорной фурнитуры, декоративных элементов и т.д.
Конструкция стоек, а также подбор петель для распашных ворот и способ их сборки строго определяются по весу створок.
Конструкция металлических распашных ворот
Основные компоненты:
Опорные стойки для металлических распашных ворот могут быть металлическими или кирпичными. Металлические опоры изготавливают из профильной трубы, сечение и толщина стенки которой не меньше, чем у профильной трубы для крыльев. При установке столбы необходимо забетонировать.Инженеры компании «Мастер» рекомендуют фундамент опускаться ниже глубины промерзания. Столбы устанавливаются (или укладываются) строго вертикально. Для контроля используется строительный уровень. Это необходимо, чтобы избежать деформации крыльев.
Конструкция створки обязательно имеет рамную раму. Дополнительно его усиливают диагональными или горизонтальными балками.
90 220
Требования к материалам и принадлежностям
- Материалы створок, рам, опорных стоек, а также петель, пружинных элементов и запорных механизмов выбирают с учетом эксплуатационной и ветровой нагрузки.Комбинация материалов и компонентов должна учитывать общий вес крыльев и обеспечивать прочность, жесткость и стабильность геометрических параметров конструкции.
- Металлические элементы конструкции абсолютно защищены от коррозии.
- Если на металл наносится полимерное покрытие, его необходимо предварительно загрунтовать.
- Толщина полимерного покрытия должна быть больше 30 микрон.
- Если металл окрашен лакокрасочными материалами, покрытие должно соответствовать ГОСТ 9.401.
- Остекление створки может быть выполнено многослойным или закаленным стеклом из полимерных стекломатериалов или стеклопакетами.
- Фурнитура и запорные элементы подбираются в соответствии с массогабаритными характеристиками конструкции. Они должны быть защищены от коррозии.
Вес металлической двери зависит от толщины металла в конструкции дверного полотна. Правило простое, чем больше толщина, тем больше вес.Большая часть входной двери профильной двери легкая, это значение колеблется в пределах 40 кг. При этом существуют двери средней весовой категории (это 60-70 кг), а также так называемые специализированные двери, вес которых завуалирован от 120 кг и более. Давайте подробнее рассмотрим, из чего складывается вес металлической двери и что она на самом деле показывает. Вес металлической дверной коробки играет не менее важную роль в весе двери. Способствует этому и конструктивная особенность дверного полотна. Речь идет о количестве ребер жесткости, конфигурации рамы и толщине привариваемого к ней стального листа.
Входная дверь должна весить ровно столько, сколько требует ее функциональное назначение. Этот принцип лежит в основе расчета веса металлической двери.
Конечно, одностворчатая металлическая дверь весит меньше, чем двустворчатая (двустворчатая дверь). Практически равные по размерам вторые имеют больший вес, чем первые из-за сложности конструкции, а также более высоких требований к надежности и прочности. Нельзя недооценивать декоративную накладку, накладки, замки, петли и другую фурнитуру, которые в совокупности также создают вес металлической двери. Утепленные металлические двери определенно тяжелее традиционных дверей. Однако производители стараются свести эту разницу к минимуму. Эта цель достигается благодаря современным теплоизоляционным материалам. Их наличие внутри дверного полотна не только сохраняет тепло внутри дома, но и подавляет внешние шумы снаружи. В центре такой коробки и дверного полотна находится объемная и в то же время малозаметная прокладка (обычно резиновая).Столь же небольшим дополнением является обшивка панелями, фанера и конструкция с двойным притвором.
Сколько весят те или иные металлические двери, можно узнать в сопроводительной документации к изделию.
Сколько весит металлическая дверь
Из вышеизложенного следует, что вес металлического дверного блока зависит от комплектации изделия. Вес простых металлических дверей намного меньше, чем у утепленных или специализированных дверей (те же противопожарные двери). Значительное увеличение веса дверного блока может быть обеспечено установкой дополнительной металлической дверной решетки.При этом дверной блок с одной дверной решеткой имеет меньший вес, чем такая же обычная металлическая входная дверь.
Не забывайте, что вес двери не так важен, как материал, из которого она изготовлена.
Сколько весят противопожарные металлические двери?
Двери металлические противопожарныепредставляют собой специализированные конструкции, в функционал которых входит противопожарная защита и противопожарная защита. Ряд ключевых характеристик влияет на вес противопожарной двери. К ним относятся: тип дверной коробки, толщина дверного блока и стального листа, свойства огнезащитного материала, огнестойкость металлоконструкции.Противопожарные металлические двери делятся на два типа:
- Двери первого поколения, состоящие из: прямоугольных труб в раме и стального листа толщиной 1,5-2 мм. Средний вес таких дверей 50-55 кг/м².
- Ворота второго поколения, состоящие из: гнутого стального профиля толщиной 2 мм. Вес таких дверей 40-45 кг/м².
Для расчета веса противопожарной металлической двери используется следующая формула: площадь дверного блока умножить на квадратный метр веса двери.Типы дверей и примерный вес:
- Противопожарная металлическая дверь 1-го поколения - 55 кг/м²;
- Одностворчатая дверь второго поколения – 42 кг/м²;
- Двустворчатая противопожарная дверь 2-го поколения - 45 кг/м².
Современный рынок предоставляет широчайший выбор металлических дверей различных производителей. Но особое, далеко не положительное, внимание следует уделить металлической двери. от китайского производителя. Большинство таких изделий изготавливаются из некачественного сырья и часто открываются обычным ножом.К тому же, вес таких дверей зачастую меньше 30 кг что только увеличивает вероятность некачественной. Все это означает, что при выборе двери нужно быть осторожным с очень дешевыми изделиями. Подводя итог, отметим, что вес металлических дверей не является главным определяющим фактором их качества, прочности и взломостойкости. Сегодняшние производители, наоборот, стремятся повысить коэффициент надежности двери, при этом набирая вес. Кроме того, чрезмерный вес дверной конструкции усложняет ее эксплуатацию и приводит к преждевременному износу дверных петель.
.90 000 мест | СМИПМЖ Волшебство мест – это, прежде всего, Щецин, где был изготовлен мотоцикл Junak. В связи с этим мы постарались более подробно представить историю этого завода с момента его основания, изменив названия и профиль производства.
Вторым важным центром была Лодзь, которая производила и поставляла сердце мотоцикла - двигатель.
Третье место, несомненно, Варшава, где все началось. Именно здесь составляются планы строительства и принимаются решения о месте производства мотоцикла.
Поскольку процесс производства мотоциклов настолько сложен, а сам конечный продукт состоит из тысяч различных элементов, неудивительно, что Щецинский завод сотрудничал со многими заводами, которые поставляли конечные компоненты или полуфабрикаты для дальнейшей обработки.
По планам кооперации на 1957 г. (документ от 06.07.1956 г.) мы можем представить, где какие элементы производились. Этот документ относится к начальному этапу производства и, конечно же, не показывает все сотрудничающие заводы.Мы точно знаем, что компании, которые сотрудничают, со временем изменились, как и сам мотоцикл.
Вторым источником знаний в этой области являются абсолютно новые элементы с сохранившимися до наших дней бирками, благодаря которым мы можем узнать производителя элемента.
Сотрудники SFM и их воспоминания также являются бесценным источником.
Завод, на котором производились мотоциклы Junak, находился в Щецине по адресу улица Wojska Polskiego 186.


Заводское здание бывшее (начало 20 века) и 1990-е годы
История этого места действительно богата, и в двух словах она началась с ...
1.1 Фабрика Стовера
Бернхард Штевер, отец и основатель фабрики, родился 16 апреля 1834 года в Пыжицах. Он умер 4 июля 1908 года в Бад-Эмсе. Похоронен в Щецине на Центральном кладбище. Сегодня о нем увековечивает только сохранившееся надгробие.
Еще до открытия фабрики Стовер в молодости основал в Грыфино механическую мастерскую. Он выполнял мелкие услуги на благо населения, но мечтал наладить производство чего-то строго связанного с механикой.Он искал идею, и она пришла ему в голову в 1857 году, когда он увидел швейную машину на ярмарке в Лейпциге.
Здесь началось развитие компании. Тогда и родилась идея производства швейных машин, велосипедов, стиральных машин и отжимных машин. Всего фабрика Бернхарда Штауэра произвела до закрытия производства в начале 1930-х годов более 1 850 000 штук. швейные машины, 319 тысяч. велосипеды и 120 тыс. пишущие машинки.
 Рекламный проспект выпускаемых велосипедов Братья Стоуэр, слева - Бернхард младший и Эмиль
Рекламный проспект выпускаемых велосипедов Братья Стоуэр, слева - Бернхард младший и Эмиль  Швейная машина типа Central-Bobbin D 1902.
Швейная машина типа Central-Bobbin D 1902.Постоянное увеличение производства вынуждало расширять заводы. 10 октября 1896 г. , на сегодняшней аллее Войска Польского 186 (тогда Фалькенвальдерштрассе), были построены здания нового фабричного комплекса (эти здания позже будут использоваться для производства Junak).
Исторические фотографии с завода Stoewer
Это предприятие должно было заниматься в основном производством металлообрабатывающих станков (токарных станков) и деталей для велосипедов (педалей, цепей). Первоначально двое его сыновей, Эмиль и Бернхард-младший, также работали на этой фабрике под руководством старшего Стовера.
Stoewer G 4 стал первым «хитом» Stoewer. Четырехцилиндровый двигатель объемом 1,5 литра. Всего с 1908 по 1910 год было построено 1070 единиц в нескольких вариантах кузова. На фото изображен кузов «Двойной фаэтон». Однако свое внимание они сосредоточили больше на попытках создания прототипов автомобилей. На основе велосипедов, произведенных на заводе, они сконструировали свой первый трехколесный автомобиль с механическим двигателем. Уже в 1898 году завод смог произвести первую небольшую серию этого типа транспортных средств.В 1899 году братья Стовер приобрели завод на Фалькенвальдерштрассе, изменив его название на Gebrüder Stoewer, Fabrik für Motorfahrzeuge und Fahrradbestandendteile Stettin. В 1916 году завод был преобразован в акционерное общество "Stoewer-Werke A.G" с капиталом из Щецина и Берлина.
Помимо большого разнообразия легковых автомобилей, Stoewer производила автобусы и грузовики. Завод производил не только автомобили, но и авиадвигатели по лицензии Argus.Среди экземпляров, покинувших завод, были и машины, выпущенные для немецкой армии. Компания, как первая в Германии, в 1936 году подписала контракт на производство легких стандартных внедорожников для Вермахта (Leichter Einheits-Personenkraftwagen)
Stoewer LEPKW (Легкий унифицированный пассажирский автомобиль). В период с 1936 по 1944 год было изготовлено около 11 000 экземпляров Stoewer LEPKW. Заказчиком был в основном немецкий Вермахт. Первоначально оснащался 1,8-литровым четырехцилиндровым двигателем, с 1938 года — 2-литровым четырехцилиндровым двигателем.Полный привод и управление четырьмя колесами обеспечивали продвижение даже по самой сложной местности. Легкий многоцелевой автомобиль Kettenkraftrad Sd.Kfz. 2
Легкий многоцелевой автомобиль Kettenkraftrad Sd.Kfz. 2 С 1943 года гусеничные мотоциклы также производились для армии по лицензии NSU Motorenwerke. Эта машина получила название Kleines Kettenkraftrad Sd.Kfz. 2» — легкий многоцелевой автомобиль.
Бернхард младший Стоуэр умер в 1937 году, а его брат Эмиль — 5 лет спустя.
1.2 Щецинский завод металлического оборудования
26 апреля 1945 года - Щецин после непродолжительных боев был захвачен советской 65-й армией под командованием ген.Павел Батов. В то время в Щецине было всего около 200 поляков и около 6000 человек. немцы. Город был официально передан польским властям 5 июля 1945 года. До этого времени все станки на заводе, которые во время войны использовались для производства внедорожников STOEWER и полугусеничных автомобилей Kettenkraftrad, Type HK 101 (Sd.Kfz. 2) - были разобраны и перевезены вглубь СССР и после них у всех пропал слух.
 Завод после освобождения
Завод после освобождения В мае 1946 г. группа в составе ок.30 сотрудников Урсуса под Варшавой с задачей открытия филиала этой фабрики.
Датой ввода завода в строй считается 1 июня 1946 года.
Первое название завода было: "Państwowy Zakład Przemysłu Motoryzacyjnego". Завод находился в подчинении «Завода машиностроения Урсус»
. Завод в Щецине производил запчасти для автомобилей и тракторов.
В 1946 году завод сменил название на "Państwowe Zakłady Inżynierii No. 2"
Завод занимался обработкой отливок для тракторов Ursus и американских тракторов.
31 марта 1950 года завод принимает название «Завод металлоизделий, завод № 13» и начинает производство больничных кроватей и шкафов, стоматологических кресел, медицинского оборудования, прицепов и кузовов автомобилей для армии.
Уже менее чем через год завод получил новое название «Щецинский завод металлического оборудования» и производит широкий ассортимент мелкой металлопродукции.
1.3 Щецинский мотоциклетный завод
 Главный вход в SFM 1959
Главный вход в SFM 1959 В 1955 году завод передается в ведение «Главка автомобильной промышленности», что 24 августа 1955 года обязывает завод приступить к выпуску мотоцикла «Юнак М07».
Уже в 1956 году первая пробная партия Было изготовлено 30 мотоциклов «Юнак»
01.01.1958 завод получил название « Щецинская фабрика мотоциклов », сокращенно SFM .
Допущения предполагали целевую производственную мощность 20 000 шт./год. Эта способность была получена в 1962 году при выполнении 20.127 мотоциклов «Юнак М10» и 109 трициклов Б20.
Помимо мотоциклов М10 и их спортивного и милицейского вариантов выпускались также бортовые прицепы для Юнаксов. Также была изготовлена пробная серия из 20 микроавтомобилей «Смык», один прототип микроавтомобиля «Грифия», три прототипа мотоцикла «Юнак М14» (без двигателей) и единичные прототипы нескольких вариантов багажных мотоциклов.
В 1964 году было принято решение о прекращении производства мотоциклов Junak, а 1965 год стал последним годом их выпуска.
Фотографии этого периода доступны в галерее англ. Мечислав Валькова часть 1 и часть 2 .
 Junak M07 - первый серийный Последний Junak сходит с конвейера
Junak M07 - первый серийный Последний Junak сходит с конвейера 1.4 Завод автомобильных механизмов POLMO S.A.
 Полмо - главный вход
Полмо - главный вход С 1964 года завод постепенно перенимает у последних заводов производство приводных валов, карданных шарниров и рулевых систем для всех типов автомобилей, выпускаемых в стране.В 1967 году завод в последний раз сменил название на «Fabryka Mechanizmów Samochodowych», а в 1993 году, в связи с преобразованием завода в государственную компанию, к названию завода была добавлена аббревиатура S.A.
В 1974 - 1976 годах было запущено производство гидроусилителей рулевого управления на основании лицензии, купленной у западногерманской компании Zahnrad Fabryk. Крупносерийное производство автомобильных механизмов требовало соответствующих технологий и, следовательно, современного технологического оборудования в области механической обработки, обработки пластмасс, термической обработки, а также лакокрасочных покрытий и покрытий из пластмассы.
Механообработка – сборные станки, станки с ЧПУ и ЧПУ, а также обрабатывающие центры Пластическая обработка – накатка шлицев методом Гроба и канавок с насечками методом Рото-Фло. Термическая обработка включает обработку в контролируемой атмосфере, науглероживание, карбонитрирование и индукционную закалку. В области покрытий применялись электростатическая покраска, покраска водоэмульсионными красками и рильсанирование шлицов в производственной линии.
12.09.1995 Государственное казначейство вносит акции компании в NFI Piast.
В 1996 году на заводе внедрена система обеспечения качества на основе стандарта ISO 9001.
Компания имеет собственную конструкторскую, научно-исследовательскую и технологическую базы.
В 2002 году акции завода FMS Polmo были куплены компанией EXTRA (на 99 процентов принадлежат компании Italiana, производящей вина), что приводит FMS к краху.
С февраля 2011 года завод находится в стадии ликвидации-банкротства. В 2012 году здания были снесены для строительства торгового центра.
1,5 Модеполмо
Modehpolmo приобрел недвижимость по адресу ул. Войска Польского в декабре 2013 г. Сохранившееся здание было полностью реконструировано и предназначено для офисных целей. Работы были завершены в феврале 2015 года.

История завода началась в 1903 году по адресу ул. Видзевской (ныне ул. Килинского), когда была основана хлопкопрядильная фабрика. Основателем и владельцем завода был промышленник Адам Оссер.1923 год принес первое изменение для завода, который был преобразован в акционерное общество под названием Przemysł Cotton - Adam Osser Spółka Akcyjna . Эта компания действовала до сентября 1939 года. В то время здание завода занимало площадь около 6 га.
Когда началась война, наследники Адама Оссера, владельца предприятия, вероятно, эмигрировали, а предприятие было захвачено оккупационными властями, продолжающими содержать на нем хлопчатобумажную фабрику до 1942 года.
В 1943 году оккупанты вывезли текстильное оборудование во Франкфурт, а прядильная фабрика была передана компании «Фильтр унд Манн», которая изменила профиль производства на военный. В этом году оккупационные власти запустили производство авиационных деталей, таких как топливные баки и пропеллеры для самолетов. В то время на заводе работало около 2000 рабочих.
19 января 1945 года Лодзь была освобождена от немецкой оккупации. После освобождения управление заводом перешло к народному правительству.Уже в первые недели после освобождения города завод был переименован в Wytwórnia Parts Lotniczych и вошел в состав Главного управления военной промышленности в Варшаве. В то время еще производились авиационные компоненты, например, маслобаки для самолетов. В то время на заводе работало 127 сотрудников.
В течение нескольких послевоенных лет по решению государственных учреждений завод был передан фабрике с различными активами таких компаний, как:
1. «Объединенные машиностроители в Лодзи» ул.Pogonowskiego 56/58 (во время оккупации "Vereinigter Maschinenbau") - захвачен 17 июля 1945 г.
2. "Fabryka Wyrobów Tłocznych i Blacharskich Kurt Günter" ul. Kątna 3/5 ("Kurt Günter" во время оккупации) - захвачен 31 мая 1946 г.
3. "Państwowa Wytwórnia Lotniczych w Pabianicach" ul. Piotra Skargi 57) во время оккупации "Günter - Schwarz") - захвачен 1 июня 1946 г.
4. "Fabryka Akcesorii Samochodowych" Романа Клингера ул. Łąkowa 22 - принята 1 октября 1947 г.
5. «Państwowe Warsztaty Samochodowe» № 2, ул.Pogonowskiego 52 - принят 10 мая 1948 г.
6. «Кароль Кюстер и С-ка» ул. Петрковская 183 - сдана в эксплуатацию 1 января 1951 г.
1946 год, наряду с прекращением производства баков для самолетов, внес изменения в номенклатуру выпускаемой продукции. В то же время это связано с передислокацией на местный завод по производству листовой тары, топочных труб и листовых печей с металлургического завода по ул. Катна. Также осуществляется производство металлических кроватей и пружинных матрасов. В этом году запущен отдел прессов и литографии листового металла.
1947 год является историческим в истории завода. Именно тогда предприятие было передано Главному управлению автомобильной промышленности, а в нем - Союзу двигателей внутреннего сгорания. Завод, кроме еще выпускаемой продукции из листового металла и металлических станин, приступает к выпуску дизельных двигателей S60 мощностью 15 л.с., предназначенных для сельского хозяйства, и охладителей для тракторов Ursus-Lanz Buldog.
 Двигатель S60 Кулер Ursus-Lanz Buldog
Двигатель S60 Кулер Ursus-Lanz Buldog В следующем, 1948 году, линейка выпускаемых двигателей пополнилась новыми типами - Ł3 и Ł6.В то же время производство упаковки из листового металла переносится на Huta Ludwików (SHL) в Кельце, а металлическая мебель и печи с трубами передаются в промышленное производство.
В 1949 году, помимо производства вышеперечисленных продуктов, завод выходит из состава завода, таких как: масляные насосы и трубчатые охладители для первых грузовиков Polish Star 20.
В 1950 году были представлены завод по производству масляных фильтров для двигателей автомобилей Star и масляные насосы.
С датой 1.01.1951 Завод принимает основанную Эдмундом Бауэром в 1908 году «Лодзку Odlewnia Żeliwa FERRUM», расположенную по адресу ул. Kilińskiego 121.
Во время оккупации этот завод назывался «Litzmannstädter Einsengiesserei». После Второй мировой войны литейный завод был национализирован и в 1947 году передан Союзу литейщиков в Радоме. С 1948 года, после того как он был передан Союзу двигателей внутреннего сгорания в Лодзи, он функционировал как «Завод Мотников Спалинович № 5 в Лодзи», а затем в том же году он был изменен на « Wytwórnia Urządztu Mechanicznych № 5 Лодзь». ул.Килинского 121 «
Активы литейного завода были переданы вместе с названием. Сегодняшний завод идентифицирует себя с датой основания литейного завода, т.е. с 1908 годом, как с началом его деятельности, и с профилем производства металла.
Крышка двигателя, маркированная знаком WSM
. В 1951 году в производственную программу был введен новый продукт - мотоциклетный карбюратор G16 для мотоцикла SHL.
В 1952 г. ассортимент продукции был расширен за счет карбюраторов К49 и К-12 для станционных двигателей и навесного оборудования А20-21 для механизма опрокидывания самосвальных машин.
1953 год приносит в производство завода очередные новшества, это автомобильные карбюраторы К49А и К22 для двигателя автомобиля Варшава. В этом году производство фильтров и масляных насосов прекращено.
Уже в этом году необходимо внести конструктивные изменения в выпускаемую продукцию, поэтому в январе 1955 года создается Конструкторское бюро с первоначальным штатом из 3-х конструкторов.
В 1955 году ассортимент этой продукции был расширен за счет автомобильных карбюраторов G43 (для автомобилей Star) и мотоциклетных карбюраторов G20 (для мотоциклов WFM), что стало возможным благодаря вводу в эксплуатацию нового производственного цеха.В этом году также начато производство двигателя S03 для мотоциклов Junak .
Новинкой 1956 года является мотоциклетный карбюратор GM26U собственной разработки для мотоцикла Junak. Цель введения этого продукта состояла в том, чтобы исключить импорт из Англии.
Карбюратор ГМ26У сконструирован таким образом, что можно легко сделать целое семейство карбюраторов с разными проходами и с разными вариантами регулирования. Основная цель при разработке нового карбюратора состояла в том, чтобы применить его к двигателю мотоцикла S03.Этот карбюратор представляет собой горизонтальный цилиндрический карбюратор со скользящей дроссельной заслонкой, предназначенный для мотоциклетных двигателей объемом 175 куб. см 3 - 350 куб. Имеет вращающуюся боковую поплавковую камеру, благодаря чему может работать в системе, отличной от горизонтальной. Он имеет две топливно-воздушные системы - основную систему и систему холостого хода. Кнопка перелива в поплавковой камере и воздушная диафрагма в дроссельной заслонке с тросовым приводом значительно облегчают запуск холодного двигателя.Карбюратор не имеет отдельной топливно-воздушной системы запуска. Его конструкция запатентована.
.
В 1957 году произошли организационные изменения, а именно, WSM теперь называется Zakłady Urządzeń Motoryzacyjnego № 1 . В этом году ведутся подготовительные работы по изготовлению стационарного двигателя S101 собственной разработки, который использовался в качестве привода строительных машин, электрогенераторов и др.Производство самого этого двигателя было запущено в следующем году, т.е. в 1958 году.
В 1957 г. также было создано ядро экспериментального отдела, а в конце 1958 г. в составе Отдела главного конструктора были организованы следующие ячейки: конструкторский отдел, отдел опытных образцов и отдел исследований общей численностью 15 служащих и 13 рабочих.
С принятием в производство мотоциклетного двигателя S03 в 1955 году была определена производственная программа завода на ближайшие годы.В поставленные перед заводом задачи входило производство:
- мотоциклетных и автомобильных карбюраторов и для станционных двигателей,
- маломощных станционных двигателей,
- мотоциклетных двигателей для мотоциклов 350 см 3 .
Продукция, не относящаяся к вышеуказанному. Ассортимент должен был быть удален с завода в ближайшие годы.
В самый успешный год разработки, 1963, строительные работы выполняли 30 служащих - конструкторов и исследователей, и 20 рабочих опытно-исследовательского отдела.
Производство двигателя S101 привело к разработке и производству карбюратора типа GS26BL для этого двигателя, которое закончилось в 1959 году.
Дальнейшим развитием двигателей станции стала разработка двигателя S102 совместно с кафедрой двигателей Лодзинского политехнического университета в 1959-1961 гг. Это был двухцилиндровый V-образный двигатель, в котором использовалось большинство компонентов двигателя S101. Обычными элементами являются цилиндры, поршни, клавиатура синхронизации и т. Д.Распределительный вал помещался между цилиндрами, на которых располагался регулятор. Один карбюратор расположен на общем впускном коллекторе, питающем оба цилиндра. Этот двигатель должен был развивать мощность 8 л.с. при 3000 об/мин. и использоваться для привода различных рабочих машин. Прототипы, изготовленные по разработанной документации, не соответствовали предположениям, в основном, по стабильности оборачиваемости и обеспечению надлежащего регулирования оборачиваемости. По этой причине было принято решение о прекращении дальнейших работ по этому двигателю на этапе испытаний опытного образца.
Используя опыт производства и эксплуатации в 1961-1963 годах, двигатель С101 был модернизирован и усовершенствован, присвоив ему условное обозначение С101М. Эти двигатели представляли собой вертикальные, четырехтактные, одноцилиндровые карбюраторные двигатели с воздушным охлаждением, отличавшиеся следующими особенностями:
- рабочий объем 230 см 3 с диаметром поршня 70 мм и ходом поршня 60 мм,
- охлаждение с нагнетатель, размещенный на маховике,
- магнето, расположенное в маховике,
- пусковой с ремнем, намотанным на пусковое колесо.Начиная от кривошипа, через рычаг с зубчатым сегментом к пусковому ремню, претерпел наибольшую эволюцию. В некоторых разновидностях двигателей используется электростартер,
– мощностью 4,5 л.с. при 3000 об/мин. Обороты поддерживались в пределах ± 1% с помощью центробежного регулятора,
- вес двигателя около 40 кг.
В те годы возникла острая необходимость модернизации выпускаемых двигателей и подготовки новых конструкций взамен выпускавшихся в то время двигателей. Имея в виду будущие потребности в области мотоциклетных двигателей класса 350, станционных двигателей и потребности производства микроавтомобиля «Микрус», которое было начато в то время, в 1959-1961 гг. -тактные двухцилиндровые V-образные двигатели воздушного охлаждения.Разработанная конструкция позволит производить унифицированные двигатели следующих разновидностей:
- мотоциклетные двигатели СМВ350 и 500 см 3 мощностью 20 и 26 л.с. при 6000 об/мин.
- Автомобильные двигатели SSV350 и 500 см 3 мощностью 20 и 26 л.с. при 6000 об/мин. или 16 и 20 л.с. при 4500 об/мин.
- Промышленные двигатели SPV350 и 500 см 3 6 и 12 л.с. при 3000 об/мин.
Целью данного исследования было создание семейства автомобильных и промышленных мотоциклетных двигателей на основе многих общих элементов с точки зрения конструкции и производства.Принятая двухцилиндровая система V-образного типа позволила разработать компактную конструкцию и различные варианты конструкции в зависимости от предполагаемого использования. Проектом предусмотрено блочное решение в виде отдельных элементов, собираемых по мере необходимости: двигатель 350 см 3 , 500 см 3 , блок привода автомобиля, коробка передач мотоцикла, вентилятор с электростартером для автомобиля, генератор для мотоцикла и т.д. проектируемых двигателей и механических агрегатов и электротехнических агрегатов электротехнических заводов.Работы были продвинуты на стадии изготовления опытных образцов. Одно из решений микроавтомобиля показано на фото «Автомобильный двигатель SSV500».
В то время WSK-Mielec работала над разработкой конструкции микроавтомобиля, предполагая перенос конструкции на автомобиль популярных тогда Fiat 500 и Fiat 600. ЗСМ уже получил заказы от WSK-Mielec на двигатели для этого автомобиля. В 1960 году было принято решение приостановить работы над микроавтомобилем, в том числе над двигателем. Было рекомендовано решить только конструкцию двигателя мотоцикла, без необходимости изменения способа заднего привода мотоцикла.В результате были созданы следующие варианты мотоциклетных двигателей:
- S130 - модернизированный двигатель S03, клавиатура смены головки и ГРМ и переключатель передач
- S131 - аналог двигателя S130, за исключением генератора переменного тока и автоматического выключателя. используется вместо генератора и магнето
- S132 - Новый рядный двухцилиндровый мотоциклетный двигатель, ведущая звездочка
Двигатель S130 разрабатывался в 1960-1962 годах, в т.ч. III этап модернизации двигателя S03.Были введены измененные головки, синхронизирующая клавиатура и цилиндр, что придало двигателю более стройный силуэт. Изменение головки всасывающего канала и плунжеров клапанов позволило получить 19 л.с. при 6000 об/мин.
Дальнейшим развитием конструкции одноцилиндрового двигателя стал двигатель S131. В данном двигателе по отношению к двигателю S130 внесены следующие изменения:
- изменены корпуса и крышки в связи с применением генератора переменного тока и аккумуляторного зажигания
- генератор переменного тока, расположенный на правой шейке коленчатого вала, мощностью 60 Вт
- аккумуляторное зажигание с автозажиганием
- коленвал - правая шейка заменена.
Двигатель С131 прорабатывался в 1961-1963 годах, относительно много проблем вызывало изготовление надежного генератора переменного тока соответственно малых габаритов. Первые версии этих генераторов требовали замены корпуса двигателя и правой крышки. По этой причине проектные исследования, создание прототипа и исследования затянулись.
В области автомобильных карбюраторов в 1963-1966 годах было разработано семейство автомобильных карбюраторов ГС/34-43/ со следующим назначением:
- карбюратор ГС35/38/, предназначенный для автомобиля "Сирена" с 2 или 3-цилиндровый двигатель
- GS38/40/карбюратор предназначен для автомобиля "W-wa" с верхним и нижним расположением клапанов. Двигатель
- GS 43 Карбюратор для автомобилей ° 'Star'.
Следующим шагом в развитии мотоциклетных карбюраторов стала разработка семейства карбюраторов GM/18-28/S. Строительные работы, макетирование и испытания проводились в 1960-1964 гг. Для этого карбюратора были характерны следующие конструктивные решения:
- отдельная поплавковая камера может быть установлена сбоку или справа от карбюратора,
- могла быть оборудована дополнительным пусковым устройством,
- поплавковая камера, снабженная защитной сеткой предотвращает вспенивание топлива и, таким образом, поддерживает постоянный уровень топлива.
Карбюратор отличается большой универсальностью, возможностью использования поплавковой камеры с левой или правой стороны, возможна работа карбюратора под другим углом, чем в горизонтальной системе. Поплавковая камера и пусковое устройство скреплены одним центральным болтом. Он также имел две топливно-воздушные системы, основную систему и систему холостого хода. Топливная кнопка и воздушная заслонка облегчают запуск, когда пусковое устройство недоступно.
В связи с отсутствием широкого интереса к данным карбюраторам со стороны будущего получателя работы были остановлены на этапе подготовки опытной серии.Тем временем зарубежные тенденции сместились в сторону использования карбюраторов с центральной камерой. Кроме того, карбюраторы оказались слишком тяжелыми из-за своей универсальности. На прекращение работ над этим карбюратором существенно повлиял все меньший интерес к мотоциклам вообще, и прекращение производства мотоцикла Юнак и мотороллера Оса в частности.
 Топливный насос BP82P
Топливный насос BP82P  Топливный насос 28PPA1
Топливный насос 28PPA1 1963 год стал следующим этапом развития производства. В ассортименте представлены дополнительные компоненты системы питания двигателя внутреннего сгорания.Это топливные насосы типа В51 и ПБ82П собственной разработки для двигателей грузовых и легковых автомобилей.
В этом году с производства снимается двигатель S03 для мотоциклов Junak, что, однако, стало очень большим ударом для Завода в связи с тем, что этот двигатель был базой для производства, около 80% от общей стоимости. Выяснилось, что эти мотоциклы, хотя и в значительной степени удовлетворяли существующие большие потребности рынка в двухгусеничных машинах, по своим параметрам не удовлетворяли комплексным запросам различных категорий пользователей, таких какармии или милиции. Поэтому завод взялся за модернизацию двигателя для мотоцикла Юнак. Был организован внутренний конкурс на лучшую конструкцию двигателя. Конкурс, в котором единственным призом было удовлетворение от того, что проект был запущен в производство.
Результатом этой работы стал двигатель S132. По предположениям должны были быть созданы два варианта этих двигателей, отличающиеся способом привода распределительного вала, расположенного в головке:
- распределительный вал с приводом от цепи, расположенной сбоку двигателя
- распределительный вал с приводом от цепи, расположенной сбоку двигателя между цилиндрами
Полная документация создана только на движок первой версии и по нему изготовлены прототипы.Двигатель S132-L01 представлял собой двухцилиндровый четырехтактный двигатель с воздушным охлаждением «Twin», сконструированный Ing. Лешек Орнаф. Кроме того, изготовленный прототип характеризовался следующими особенностями:
- диаметр цилиндра 62 мм, ход поршня 58 мм
- предполагаемая номинальная мощность 25 л.с. при 7000 об/мин.
- естественное воздушное охлаждение
- распределительный вал, расположенный в головке, приводимый в движение цепью с левой стороны двигателя
- зажигание от батареи, прерыватель цепи расположен в головке распределительного вала
- картер, масляный бак, редуктор выдвинуты в одном корпусе разделен по оси мотоцикла
- в состав электроустановки входили генератор переменного тока,
Сборка прототипа двигателя совпала с 1964 годом.с принятием решения о прекращении производства мотоциклов класса 350.
Ну а в связи с насыщением рынка мотоциклами и накоплением запасов производство "Юнака" было приостановлено. В связи с этим завод оказался в сложной ситуации, так как потребовал увольнения части профильного персонала. Таким образом, экипаж сократился примерно на 400 человек. Это был, несомненно, один из самых сложных периодов в истории кафедры. Так на Заводе закончились все работы по мотоциклетным двигателям.
В 1963-1964 годах насос ПБ82П для автомобиля "Сирена" был разработан на основе конструкций, принятых для производства топливных насосов для автомобилей "Варшава" и "Звезда". В короткие сроки было начато серийное производство, что было крайне антиимпортным, т.к. использовался импортный насос БВФ. Строительство, прототипирование и испытания станции проводились в FOS Polmo; в то время как тяговые испытания проводились на заводе-изготовителе двигателей Syrena, то есть в WSM-Бельско-Бяла.
В 1964 году завод начал производство компрессоров и тормозных агрегатов, переданных из FSC в Стараховицах.С этого периода датируется создание новой специализации ЗСМ №1, которая заключается в производстве вышеперечисленных узлов пневматических тормозных систем грузовых автомобилей и прицепов. С конвейера сходят компрессоры А66.61, Х51.03, Х51.20, С60.61, тормозные вспомогательные механизмы Х57.01 и соединительные детали.
В 1964-1965 годах, после спада в мотоциклах, и особенно в тяжелых мотоциклах, возрос интерес к легким транспортным средствам, таким как мопеды. Так возникла необходимость в разработке нового карбюратора для производства мопедов Komar.В 1964-1965 годах была разработана конструкция, построены опытные образцы и проведены испытания карбюраторов семейства GM/08-16/F. Эта конструкция была задумана для того, чтобы без серьезных изменений можно было делать карбюраторы с различными отверстиями диаметром от 8 мм до 16 мм. Карбюраторы с проходами 8-13 мм имеют круглый проход, а карбюраторы с проходами 14-16 мм имеют прямоугольный проход. Эти карбюраторы, как и большинство карбюраторов мотоциклов, имеют две топливно-воздушные системы, основную систему и систему холостого хода. Карбюратор дополнительно оснащен инжекторным поршнем, соединенным с переливной кнопкой, что облегчает запуск холодного двигателя.В производство было подготовлено три типа карбюраторов с проходами 8 мм, 12 мм и 16 мм. Карбюратор заменил ранее использовавшиеся карбюраторы G12 производства ZM Bielsko-Biała.
Одной из наиболее интересных конструкций, разработанных в 1965-1966 годах и частично испытанных, был беспоплавковый карбюратор GP20, предназначенный для питания двухтактных двигателей, предназначенных для бензиновых пил. В связи с отсутствием дальнейшего интереса будущего получателя работы были прекращены на стадии эксплуатационных испытаний опытных образцов.
В 1965-67 годах было продолжено производство станционного двигателя С101М, мотоциклетных и автомобильных карбюраторов, а также вышеперечисленного. компрессоры и тормозные агрегаты. В то время были созданы новые конструкции, такие как карбюратор мопеда GM12F, бустер HM21, компрессор HS11, клапаны X56.11, HZ.01.
С другой стороны, в 1968-1969 годах производство завода было значительно модернизировано. В этот период начинается производство карбюратора 34DCHD и ТНВД 1013 на основании лицензий фирм: Weber, Corona, «Вестингауз».1 для Polski Fiat 125P, а также пневматические тормозные устройства для грузовых автомобилей, автобусов и прицепов.
Разработаны конструкции на базе лицензионного карбюратора типа Weber 34DCHD под индексом 34S2B1. Так же, как и базовый, это двухходовой карбюратор с диаметром выходного отверстия 34 мм, двухходовой с поворотными заслонками. Имеет механическую муфту постепенного открытия обоих дросселей, в отличие от карбюратора 34DCHD, где открытие дросселя второго прохода управляется пневмоприводом.Карбюратор разработан в первую очередь для автомобилей с двигателем M21 с верхним расположением клапанов вместо использовавшегося до сих пор карбюратора IKOV. Изготовлена конструкция, проведены испытания и подготовлено производство с технологической точки зрения. Вторым представителем этих разработок стал карбюратор 34С1А1 на основе элементов лицензионного карбюратора 34ДХД для 3-цилиндрового двигателя автомобиля «Сирена». Разработана конструкция, изготовлены опытные образцы, проведены лабораторные испытания. Тяговые испытания в ФШМ-Бельско в 1972 году.были сняты с производства в связи с назначением другой даты прекращения производства Сирены.
В 1968 году название завода было снова изменено на Fabryka Osprzętu Samochodowego POLMO. Также в этом году завод открывает производственный филиал в городе Домбе в провинции. Познань. Производство крепежа Х50.15 находится в цехе, где работает 150 человек.
В 1970-1972 годах была разработана конструкция, изготовлены опытные образцы и проведены испытания карбюратора 30UC для двухтактного подвесного двигателя.Варианты этого карбюратора применимы к двухцилиндровым двигателям DE25 объемом 250 куб. См и трехцилиндровым двигателям DE45 объемом 375 куб.
В 1972 году завод готовится начать выпуск нового типа карбюратора и топливного насоса для автомобиля Fiat 126P.
До середины 1990-х Завод разрабатывал собственные конструкции компрессоров для фирм Star, Jelcz, Autosan и Ursus, а также карбюраторов и насосов для FIAT.
В 1995 году государственное предприятие преобразовано в акционерное общество.
В настоящее время Завод автомобильного оборудования "POLMO" Łódź S.A. производит компрессоры и тормозные системы.

На фотографиях выше показано здание бывшего завода Osser, где производился двигатель Junak. В настоящее время здание принадлежит компании Starhedge SA, которая учредила фирму специального назначения FABRYKA OSSERA Sp. о.о. Здание находится под охраной и после реновации будет обозначаться как комплекс зданий с офисно-бытовыми, научно-исследовательскими и гостиничными функциями.
Завод выпускал двигатель S03 и карбюратор GM26U1 для Junak.
3.1 БКПМот
 Строительный номер БКПМот.
Строительный номер БКПМот. Фото с сайта Auto Świat
После окончания Второй мировой войны уцелевшие во время войны ученые и инженеры приступили к восстановлению польского конструкторско-исследовательского потенциала в области автомобилестроения. Первой задачей созданного центрального центра было восстановление кадрового потенциала и оказание помощи возникающим заводским центрам в строительных и научно-исследовательских работах, а также в технологических работах.В 1945-1946 годах эта деятельность была сосредоточена в основном в центре в Лодзи, где, в частности, под руководством профессоров Ежи и Яна Вернеров, Мечислава Дембицких и Александра Руммеля началась работа над грузовиком Star 20. Лодзинский центр налаживает сотрудничество с варшавским центром. Персонал варшавского центра в основном состоит из сотрудников Автомобильного института, Исследовательского центра в Урсусе и сотрудников Транспортного института. В 1946 году в Варшаве на ул. Полна был создан Технический отдел Дирекции автомобильной промышленности, работающий в основном по двум направлениям: дизайн и технологии.Первые работы были направлены на создание документации и запуск производства нескольких тысяч запчастей для автомобилей, эксплуатируемых в стране. Там же готовится документация на трактор Lanz-Buldog (LB 45) и силовая установка для Stara 20, а также работы, связанные с постройкой и пуском в производство многих видов велосипедов. В 1947 году в Варшаве на улице Хмельной было создано Центральное техническое бюро автомобильной промышленности, которое вскоре было преобразовано в Центральное конструкторское бюро № 5 с местонахождением на улице Медовой.В 1951 году это учреждение было поглощено вместе с тогдашним Автомобильным институтом вновь созданным Конструкторским бюро автомобильной промышленности (БКПМот) с местонахождением в Варшаве на ул. Ягеллонский. В 1967 году БКПМот был переименован в Центральный научно-исследовательский центр автомобильной промышленности (ЦОК-БПМот).
В задачу данного исследования не входит перечисление всех структур, которые были созданы в офисе, но наиболее важными из них являются:
-
- выпуск автомобилей Варшава (Победа М-20) и Люблин (Газ-51) 1950
- разработка документации по грузовикам для войск А44, А66 и А660 1952-1958
- Строительство транспортера ТК-20
- разработка документации на транспортер Scot
- Строительство и производство прототипов Star A83 и A88
- развитие автомобилей Star 29 и Star 28, запущенных в серию в 1969 году
- помощь в запуске микроавтобусов Żuk и Nysa
- разработка и подготовка к производству грузовика Żubr (позже Jelcz)
- конструкции серии прицепов и полуприцепов (Д10-А, П3, Д3, Д6, Д80, Д35, Д90, Д20, Д21, Д83)
- проработка конструкции микроавтомобиля Smyk
- работает на восьми автобусах (N51, N52, H01, h200, Star500, Odra)
- проектирование мотоциклов Sokół 125, WFM, SHL, Junak .
- разработка и изготовление опытных образцов двигателей с непосредственным впрыском топлива объемом 1000 см 3 с условным обозначением S500, начало работ 1963 г.
Создателями Юнака были: англ.Ян Игнатович (координатор проекта), инж. Кшиштоф Вуйчицкий (двигатель) и инж. Стефан Поразинский (шасси). Последние двое были соавторами довоенного «Сокола». Прототип мотоцикла, который получил название Юнак, был изготовлен с помощью Варшавского мотоциклетного завода. Прототип был представлен на выставке десятилетия во Вроцлаве в августе 1954 года.
 Junak M07 на выставке во Вроцлаве 08.08.1954 Фото с сайта www.polska.org
Junak M07 на выставке во Вроцлаве 08.08.1954 Фото с сайта www.polska.org После 1965 года интерес заводов-изготовителей к внедрению новых решений и проведению исследований снизился.Руководители производственных предприятий направляют все свои усилия на увеличение количества выпускаемой продукции без всякой заинтересованности в ее модернизации. Подобно эффекту домино, снижение интереса приводит к тому, что министерство урезает финансовые ресурсы. Последней из крупных задач была разработка в середине 1960-х годов четырех прототипов легковых автомобилей: Alfa, Beta, Gamma и Delta с двигателями, обозначенными как 701, 702 и 703, мощностью примерно 1000 см3 3 . К сожалению, дальше стадии прототипа эти конструкции не пошли.Следующие годы – время модернизации выпускаемой продукции, а также внедрения в производство купленных лицензий Fiat.
Нынешним наследником БКПМот является ПИМОТ - Институт автомобильной промышленности, созданный Постановлением Совета Министров № 218 от 11 августа 1972 года как центральное подразделение автомобильной научно-исследовательской и опытно-конструкторской базы.
Конструкторское бюро автомобильной промышленности - здесь создаются планы постройки мотоциклов (документация была готова в 1952 г.) и в сотрудничестве с WFM (1954 г.) построен первый прототип.
3.2 Завод легковых автомобилей
 Главный вход в ФСО 1974
Главный вход в ФСО 1974 История Завода легковых автомобилей начинается после Второй мировой войны, когда правительство под давлением автомобильного лобби в апреле 1948 года подписывает торговое соглашение с Fiat (с которым уже сотрудничало до войны ), в соответствии с которым Fiat обязался построить завод и начать производство автомобиля Fiat 1100. Строительство завода началось в апреле 1948 года. Лицензия должна была быть погашена итальянскому концерну углем.
Мэр Варшавы передал под строительство фабрики предместья на правом берегу Вислы на Жеранском канале (до войны район назывался Пельцовизна). К сожалению, в начале 1948 года представители польского правительства были «приглашены» Сталиным в Москву, где их уговорили, в том числе, пожениться с «Фиатом». Сталин решил, что для безопасности армий социалистических союзников будет лучше, если мы будем совместно производить унифицированные машины. Так мы получили бесплатную лицензию на производство легкового автомобиля ГАЗ (Горьковский автомобильный завод) М20 Pabieda.Другое дело, что мы все равно платили за другие вещи, то есть за техническую документацию, станки и обучение (на тот момент это была сумма примерно 380 млн злотых). Дизайн ГАЗ М20 заимствован из 1930-х годов от Ford A и AA, и он был не самым новым, не говоря уже об экономичности. Польские власти были вынуждены расторгнуть договор с Италией, что произошло в сентябре 1949 года. В рамках взаиморасчетов мы отправили уголь в Италию и получили 71 шасси для постройки автобусов Fiat 666 RN, которые были доставлены в Санок.
17 января 1950 года был официально создан Завод легковых автомобилей, а 25 января подписано лицензионное соглашение с Советским Союзом на производство автомобиля ГАЗ 20М «Пабьеда». Запуск производства планировался на 6 ноября 1951 года (к годовщине Октябрьской революции 1917 года), к сожалению, строительство затянулось, поэтому первые экземпляры доставлялись из СССР в собранном виде.
ПленкаПКФ - 1951г. Жеранский завод завтрашнего дня, производство автомобилей FSO Варшава M20
В последующие годы Варшава (так называлась польская версия Пабеды) была модернизирована.Наиболее важной была разработка двигателя с верхним расположением клапанов S21 в 1962 году. Варшаву выпускали 22 года, последняя сошла с конвейера ФСО 30 марта 1973 года. Всего их было выпущено 254 447.
С момента своего основания компания FSO думала о выпуске автомобиля собственной разработки. Только после смерти Сталина в 1953 году наступила оттепель, и в мае на заседании ЦК Польской объединенной рабочей партии было принято решение о строительстве корабля «для рационализаторов, рабочих лидеров, активистов, ученых и руководящих работников». представителей интеллигенции».В августе 1953 г. в ФСО была назначена группа конструкторов под руководством инж. Кароль Пионье, разработавший шасси автомобиля. Инженер Фредерик Блюмке разработал двигатель, а инж. Станислав Паначакевич - тело. Было изготовлено два разных кузова, один по проекту инж. Станислав Лукашевич с большим количеством элементов от M20 и другой, более эстетичный, англ. Panczakiewicz, который после замены деревянных элементов кузова стальными был допущен к производству. Автомобиль получил название Syrena в честь герба столицы штата.
Официальная презентация прототипа состоялась на Познаньской ярмарке в 1955 году. Первый экземпляр сошел с конвейера 20 марта 1957 года. Как и Варшава, Сирена с годами модернизировалась. В 1972 году производство было перенесено на Fabryka Samochodow Małolitrażowych в Бельско-Бяле. До этой даты FSO произвела 177 234 Siren.
Зная об устаревающем дизайне Сирены, задумались и о следующем типе автомобиля. Осознание того, что у нас нет технологии для крупносерийного производства и благосклонность ЦК привели к тому, что 22 декабря 1965 года было перезаключено лицензионное соглашение с Fiat на производство автомобилей среднего размера 1300/1500, который производился в Италии с 1961 года.Спустя несколько месяцев было подписано приложение, в котором итальянцы согласились предоставить бесплатно современный кузов Fiat 125, который должен был быть выпущен в 1967 году. Автомобиль был собран из имеющегося шасси и трансмиссии, а также современного кузова. Лицензиар согласился использовать свою марку, и так был создан польский Fiat 125p. Первый автомобиль сошел с конвейера 28 ноября 1967 года.
Этот автомобиль выпускался под этим именем до января 1983 года. После этой даты выпускался под названием ФСО (видимо из-за отзыва лицензии из-за низкого качества) до 29 года.04.1991. Всего было выпущено 1 445 699 единиц (без учета машин скорой помощи и спецавтомобилей для полиции).
В 1978 году (3 мая) в производство поступила еще одна машина - "Полонез". Основные агрегаты, такие как шасси, несущая и система управления, были заимствованы у ПФ-125п. Двигатель являлся конструкторской доработкой лицензионного автомобиля. «Полонез» выпускался до 2002 года. Всего их было выпущено 1 033 401 (без версии Truck, скорой помощи и спецверсии для полиции).
В 1995 году ФСО было приватизировано.16 августа между Минпромторгом и концерном Daewoo было подписано письмо о намерениях относительно участия этого консорциума в приватизации завода. Daewoo купила 60% акций FSO, пообещав увеличить производство до 500 000 к 2001 году. автомобилей в год. Ликвидация ФСО и ее преобразование в компанию со 100-процентным участием Государственного казначейства произошла в рекордно короткие сроки – за 6 недель. Через две недели после подписания нотариального акта о создании Дэу-ФСО Мотор. Предполагалась целевая доля 60-80% польских комплектующих в производстве.В то время на заводе работало 20,5 тыс. человек. человек, в том числе 3,5 тыс. сотрудники администрации.
В 1996-2001 годах собирали Daewoo Tico (126 369 шт.), в 1996-1999 гг. Daewoo Espero (20 573 шт.), в 1997-2001 гг. Daewoo Leganza (3 969 шт.), в 2000-2001 гг. Daewoo Tacuma (427 шт.). В 1997 году было запущено производство Daewoo Lanos (165 272 шт.) и Daewoo Nubira (33 116 шт.), а в 1998 г. - Daewoo Matiz (126 469 шт.). При разработке Daewoo-FSO с нуля были построены новый сборочно-покрасочный цех, а также модернизированы компрессорно-сварочный цех.
В 2000 году Daewoo была приобретена General Motors. В 2004 году Daewoo обанкротилась во время демонстрационной кампании по привлечению к ответственности южнокорейских компаний-гигантов. В августе 2004 года название Daewoo-FSO было возвращено на имя Fabryka Samochodow Osobowych SA.
В октябре 2005 года украинский ЗАЗ (точнее Тариел Васадзе, владелец УкрАвто) купил контрольный пакет акций ФСО в размере 19,9% у Государственного казначейства за 100 злотых. В 2006 году ЗАЗ подписал соглашение с General Motors на производство Chevrolet Aveo.Первая машина сошла с конвейера 11 июля 2007 года, а серийное производство началось 6 ноября.
В 2008 году ФСО произвела 150 000 штук. легковых автомобилей (лимит введен Еврокомиссией). На начало 2009 года штат компании насчитывал 2500 сотрудников. В мае 2009 года производственные линии были остановлены, а 1500 сотрудников отправлены в вынужденный отпуск. На заводе осталось 200 человек: энергетики, электрики, сантехники, ремонтники и работники администрации.
В 21 веке заводы последовательно сносились, дольше всех просуществовал сборочно-покрасочный цех.
Производство Chevrolet Aveo не было возобновлено, а срок действия лицензии на производство истек в феврале 2011 года. До ноября была продана испытательная трасса, а литейный и двигательно-сборочный цеха в северной части снесены. На некоторых из бывших заводов планировалось возвести торговые залы для покупателей из КДТ и Ярмарки Европы, что, однако, было отозвано. В 2013-2015 годах снесены строения в центральной части, в т.ч. магазин инструментов. В северо-восточной части запущен контейнерный терминал.
С июня 2015 года основным акционером FSO является кипрская компания Alemeda Investments LTD, базирующаяся в Лимассоле, Кипр.Компания была создана в феврале 2015 года компанией УкрАвто.
Сегодня ФСО процветает за счет сдачи в аренду офисно-складских помещений и продажи недвижимости и земли (включая дочерние компании) — автомобили она больше не производит.
План установки FSO
В лучшие годы на заводе работало 13 000 человек, а крытые здания занимали 35 гектаров. В его состав входили девять отделов:
- Литейный цех
- Сборка двигателей
- Аккумуляторный завод
- Инструментальный цех
- Прессовый цех
- Сварочный цех
- Покрасочный цех
- Два сборочных цеха (старый и новый).
Кроме того, имелись вспомогательные помещения: столовая, гостиница для персонала (расположена возле Жеранской ТЭЦ), торговый зал и административное здание Дирекции ФСО, заводская больница, пожарная часть, испытательный полигон и множество небольших павильонов.
 1968-1970, Литейный цех - вращающаяся печь для плавки алюминия
1968-1970, Литейный цех - вращающаяся печь для плавки алюминия
Как известно, FSO производила алюминиевые отливки головок, поршней и др. для Junak. Тем не менее, если вы думаете, что это произошло в литейном цеху, я должен быть разочарован.Литейный цех как отдельный цех был построен в 1968 году, т.е. уже после окончания производства Юнак.
3.3 Урсус
 Фасад литейного завода Ursus 2017 год
Фасад литейного завода Ursus 2017 год Описание в разработке
На алюминиевом заводе Урсус изготовлен картер двигателя.
3.4 Mera Błonie Mechanical and Precision Works
Административное здание Меры 1970-е годыВ соответствии с приказом министра машиностроения 26.01.1953 основана на месте бывшей спичечной фабрики Крюгера (Швеция) Завода Механических Прецизиных в Блоне под Варшавой. Производство начинается 1 октября 1953 года. Изначально продукция для оборонной промышленности (инструменты, штампы, калибры, держатели, инструменты). В 1956 году на 1-м Московском часовом заводе была приобретена лицензия на выпуск мужских наручных часов. Кирова (производство которого прекращено в 1967 году). В 1957-58 годах производство расширяется за счет контрольно-измерительной аппаратуры (крыльевой и дифференциальный анемометр), мотоциклетного спидометра для мотоциклов WFM и Junak, мопедного спидометра, запчастей для мотоциклов SHL, чехлов телескопов для мотоциклов Junak, спидометров для Mikrus и Smyk. , гибкие валы для автомобилей Warszawa, Star, Syrena, Sanok, Lublin и Żuk.Это уже было массовое производство. В последующие годы производство продолжалось и в 1968 году было запущено производство комбинации приборов для FIAT 125P. В последующие годы завод специализировался на выпуске электронной техники - считывателей перфоленты и ленточных принтеров. После 1990-х годов положение компании продолжает ухудшаться из-за происходящих изменений. 6 июня 2003 г. Окружной суд столицы Варшавы признал компанию банкротом.Подробная история завода по этой ссылке
Спидометр, крышки задних амортизаторов (M07.31.02 и M07.31.25) и гибкий вал спидометра (M07.92.00) для мотоциклов Junak - доставлены с ZMP Błonie
3.5 ZELMOT
Автомобильный электротехнический завод Zelmot работает в 1980-х годахЗавод основан в 1910 году в Варшаве на ул. Злота, когда цеховой мастер Антоний Марчиняк открывает мастерскую, где производит освещение для квартир. В 1922 году был запущен новый завод на ул.Вроня 23 под названием Фабрика электрических люстр. В 1922-1930 годах производство было расширено за счет уличного, шахтного и промышленного освещения, а также фонарей для Fiat 508 и других автомобилей. В 1948 году заводы были национализированы под названием Zakłady Wytwórcze Aparatury Illeniowa. В 1950-е годы развивается производство электротехнического оборудования для автомобильной промышленности, постепенно профилируется номенклатура выпускаемой продукции. В 1961 году компания была названа Zakład Elektrotechniki Motoryzacyjnych Zelmot, которая в основном производит продукцию для автомобильной промышленности.В 1967-1974 годах было налажено производство электротехнического оборудования для Fiat 125p и 126p, 70-е годы были наиболее динамичным развитием производства. В апреле 1980 года Zelmot был включен в состав ФСО, так что 1 января 1981 года, через 9 месяцев, снова стал самостоятельным заводом. В настоящее время завод прекратил свое существование и здание на фото находится в руинах .
Завод изготовил и поставил Юнаку: фару, патрон, замок зажигания
3.6 Warszawskie Zakłady Przemysłu Gumowego
 Фрагмент фабрики WZPG
Фрагмент фабрики WZPG Фабрика была основана в 1897-1900 годах для Берлинского акционерного общества, которое построило здесь фабрику по производству резиновой обуви.С 1909 года фабрика производила растительные масла и маргарины, после того как предприятие было передано Датскому акционерному обществу, а с 1914 года производила мясные консервы. В 1924 году завод был передан Варшавско-Рижскому акционерному обществу, которое вернулось к производству резинотехнических изделий. После 1950 года завод был национализирован. Warszwskie Zakłady Przemysłu Gumowego возникло в результате преобразования Варшавско-Рижского завода резиновых изделий «Rygawar». В 1970 году Союз резиновой промышленности принимает торговую марку Stomil, общую для всей резиновой промышленности, и завод в Варшаве переименовывается в Warszawskie Zakłady Przemysłu Gumowego Stomil с местонахождением в Варшаве на ул.Гоцлавская 9. Весь комплекс был снесен в 2007-2008 годах под новые квартиры.
Фабрика выпустила губку для кушетки Junaka
3.7 J. Kozłowski уплотнительные установки
Завод, согласно планам кооперации от 06.07.1956, поставил волокнистые прокладки:
- амортизатор передний № М07.10.44
- амортизатор задний № М07.31.31
- фильтр воздушный № М07.23.12
Завод в Дембице был основан в рамках проекта создания Центрального промышленного района в 1939 году, за несколько месяцев до начала Второй мировой войны.Техническая документация, включая технологию производства шин, была разработана познаньскими конструкторами на основании лицензии американской компании General Tire and Rubber Company, сотрудничающей со Stomil. К сожалению, начавшаяся война сорвала планы, и завод попал в руки немцев, которые превратили его в ремонтные мастерские, транспортируя производственную линию вглубь Рейха. К счастью, в 1947 году украденные машины были найдены, и производство на заводе в Дембице было возобновлено. Первоначально завод производил 350 шин в день, и в последующие годы это число должно было постепенно увеличиваться.Шины были отмечены собственной торговой маркой DEGUM. Goodyear является мажоритарным акционером с 1996 года. В настоящее время Дембица является крупнейшим заводом Goodyear в Европе и третьим в мире.
Шины Degum Junakaпроизведены в Дембице.
Каталог-Degum Zakład Przemysłu Gumowego в Саноке 1950
Zakład Przemysłu Gumowego в Саноке 1950 В 1932 году д-р Оскар Шмидт основал завод по производству резиновых изделий, основанный на производстве велосипедных камер, подушек для велосипедных сидений, транспортных ремней, пожарных шлангов и ткани для баллонов.Завод строился в том числе и в Саноке по плану Центрального промышленного района. Производство началось в 1935 году. Все это развалилось в первые месяцы Второй мировой войны. В середине сентября по распоряжению военного начальства на разъезде каучукового завода (стоимость которого тогда составляла оценивается в 700 000 долларов США) для их эвакуации на восток. Поезд не прошел далеко: на полпути между Загуже и Устшики-Дольне, в Ольшанице, он был захвачен вермахтом и, рассматривая груз как военный трофей, был отправлен в Рейх.Остальное оборудование было демонтировано оккупантами; машины и инструменты отправлялись на заводы в Германии, Кракове (Земперит) и Вольброме. 2 августа 1944 года на закрытом заводе произошла трагедия. Когда немцы ушли из Санока, жители пошли на склады, где рассчитывали найти предметы первой необходимости для жизни. Там были цистерны, в т.ч. с керосином. Их все вскрывали, проверяя содержимое на месте. Таким образом, часть топлива вылилась на территорию, прилегающую к хранилищу.До сих пор неизвестно, как произошло возгорание, а затем мощный взрыв. Тогда погибло много людей, а завод был разрушен на 80%. Реконструкция началась в 1955 году, когда компания была национализирована и был основан Zakłady Przemysłu Gumowego "Stomil" в Саноке. С 2015 года компания называется Sanok Rubber Company S.A. и работает по сей день.
Завод изготовил пассажирскую резиновую подножку для Юнак.
В 1908 г. был основан Волбромский филиал «Акционерного общества металлургической промышленности Олкуша», через 4 года филиал становится независимым и носит название Волбром - Fabryka Wyrobów Gumowych Spółka Akcyjna в Волброме.Послевоенная деятельность начинается 17 января 1945 года, когда группа из 17 бывших сотрудников начинает чистку и сборку машин, которые немцы не успели забрать. В то время люди работали бесплатно, заменяя на еду только старый цемент, оставленный жильцами. На основании акта о национализации завод был национализирован в 1949 году, а в 1950 году он был переименован в Государственное предприятие United Zakłady Przemysłu Gumowego - Wytwórnia No. 4 в Вольброме. Еще одно изменение названия произошло в 1970 году, когда компания была переименована в «Wolbromskie Zakłady Przemysłu Gumowego Stomil».Основной продукцией завода были конвейерные ленты и рукава. Компания успешно работает и по сей день. Fabryka Taśm Transporterowych WOLBROM SA является одним из самых современных заводов в этой отрасли в Европе, лидером на польском рынке и серьезным конкурентом для мировых компаний.
Завод поставил УФМ (по планам кооперации от 06.07.1956):
- резиновый вкладыш бака №М07.15.05
- резина для ног водителя №М07.19.13
- шайба аккумуляторная №М07 .91.03
- Прокладка спидометра №М07.95.07
- защитное кольцо троса № M07.91.24
- фитинг карбюратора № M07.23.32
 В 1925 году благодаря инж. Фредерика Мюллера, который перенес сюда из Варшавы свой аккумуляторный завод - Tudor System Battery Plant. В состав аккумуляторных батарей также входят детали из резины. Поэтому было принято решение запустить собственное производство резинотехнических изделий для аккумуляторов. И вот, в 1929 г. инж. Фредерик Мюллер открыл братскую фабрику: Zakłady Kauczukowe Piastów S.А., в задачу которого входило снабжение тюдоровских заводов резиновыми изделиями. З.К. Пястов С.А. Изначально они должны были стать вспомогательным заводом для Тюдора, но со временем они обогнали завод мате по объему производства и имели более высокий оборот, чем он. Пястув запустил производство велосипедных камер и шин, резиновых шлангов, резиновых масс, резиновых валов для бумажной и полиграфической промышленности, резино-балатоидных и клиновых конвейеров марки «Клинтекс», велосипедных и спортивных изделий, а также изделий из губчатой резины «Пиастополь». .Специально разработан участок резинового покрытия «Руболеум», который превосходит вид линолеума и во много раз прочнее его. Они были изготовлены в различных дизайнах и цветах. Отдельным отделом было производство канцелярских, автомобильных и электротехнических изделий. Противогазы также выпускались с 1938 года. Во время оккупации Пястов производил в основном для нужд армии: аккумуляторы для танков, автомобилей, самолетов, клапаны для подводных лодок, амортизаторы, уплотнения, соединительные детали для гусениц танков, шины, велосипедные камеры, понтоны, эбонитовые и бакелитовые изделия, и т.п.В 1945 году заводы были переданы государству. С 1949 года фабрика называлась: United Zakłady Przemysłu Gumowego, фабрика № 12 в Пястуве. В 1951-1970 годах это был Пястовский завод резиновой промышленности в Пястуве. В 1960-х производство уплотнительных колец вала, т.н. Зиммеррингов. С 1970 года Пястовский завод Пшемысла Гумового "СТОМИЛЬ" в Пястуве. Здесь производились все резиновые элементы для автомобилей (кроме шин, камер и шлангов), а также приводные ремни, клиновые ремни, резиновые и пористые пластины, резиновые лодки, эбонитовые изделия для аккумуляторов, а также туалетные принадлежности из цветной губки.В 1960-х годах были внедрены современные машины и устройства. Здесь было произведено более 200 резинотехнических изделий для Fiat125p, а затем и для Fiat126p. В 2000 году PZPG STOMIL Piastów было преобразовано в Sp.zo.o. и работает по сей день.
В 1925 году благодаря инж. Фредерика Мюллера, который перенес сюда из Варшавы свой аккумуляторный завод - Tudor System Battery Plant. В состав аккумуляторных батарей также входят детали из резины. Поэтому было принято решение запустить собственное производство резинотехнических изделий для аккумуляторов. И вот, в 1929 г. инж. Фредерик Мюллер открыл братскую фабрику: Zakłady Kauczukowe Piastów S.А., в задачу которого входило снабжение тюдоровских заводов резиновыми изделиями. З.К. Пястов С.А. Изначально они должны были стать вспомогательным заводом для Тюдора, но со временем они обогнали завод мате по объему производства и имели более высокий оборот, чем он. Пястув запустил производство велосипедных камер и шин, резиновых шлангов, резиновых масс, резиновых валов для бумажной и полиграфической промышленности, резино-балатоидных и клиновых конвейеров марки «Клинтекс», велосипедных и спортивных изделий, а также изделий из губчатой резины «Пиастополь». .Специально разработан участок резинового покрытия «Руболеум», который превосходит вид линолеума и во много раз прочнее его. Они были изготовлены в различных дизайнах и цветах. Отдельным отделом было производство канцелярских, автомобильных и электротехнических изделий. Противогазы также выпускались с 1938 года. Во время оккупации Пястов производил в основном для нужд армии: аккумуляторы для танков, автомобилей, самолетов, клапаны для подводных лодок, амортизаторы, уплотнения, соединительные детали для гусениц танков, шины, велосипедные камеры, понтоны, эбонитовые и бакелитовые изделия, и т.п.В 1945 году заводы были переданы государству. С 1949 года фабрика называлась: United Zakłady Przemysłu Gumowego, фабрика № 12 в Пястуве. В 1951-1970 годах это был Пястовский завод резиновой промышленности в Пястуве. В 1960-х производство уплотнительных колец вала, т.н. Зиммеррингов. С 1970 года Пястовский завод Пшемысла Гумового "СТОМИЛЬ" в Пястуве. Здесь производились все резиновые элементы для автомобилей (кроме шин, камер и шлангов), а также приводные ремни, клиновые ремни, резиновые и пористые пластины, резиновые лодки, эбонитовые изделия для аккумуляторов, а также туалетные принадлежности из цветной губки.В 1960-х годах были внедрены современные машины и устройства. Здесь было произведено более 200 резинотехнических изделий для Fiat125p, а затем и для Fiat126p. В 2000 году PZPG STOMIL Piastów было преобразовано в Sp.zo.o. и работает по сей день.
Piastów произведено для Junak (согласно планам сотрудничества от 06.07.1956):
- уплотнение № M07.10.25
- уплотнение заднего амортизатора № M07.31.17
- резина заднего амортизатора № M07.31.29
- резиновый хомут для баков № М07.15.06
- прокладка № М07.15.19
 ZEM Polmo Kwidzyn 2009 год
ZEM Polmo Kwidzyn 2009 год Автомобильный электротехнический завод в Квидзыне на ул. Конопницка были основаны в 1947 году. В 1961 году налажено производство первых автомобильных фонарей, специализированной и наружной арматуры для всех автомобилей, тракторов, прицепов, сельскохозяйственной техники и другой самоходной техники. В 2013 году завод был продан, а в 2014 году завод снесли, а на его месте построили торговый центр.
Завод поставил фонарь задний Юнак
 Главные ворота автомобильного электротехнического завода ELMOT
Главные ворота автомобильного электротехнического завода ELMOT Westerplatte 29 Street - ок.1977
Рис. Владислав Орловский.
История завода восходит к 1947 году, когда решением министра торговли и промышленности в Свиднице был основан автомобильный электротехнический завод «Элмот». Уже в 1949 году было налажено крупносерийное производство стартеров и генераторов для автомобилей Star и тракторов Ursus. Менее чем через 4 года, в 1953 году, было запущено производство стартеров, генераторов и контроллеров для стартеров для люблинских автомобилей.
На фото видны ворота и примыкающее к ним двухсекционное административное здание.Все заводские корпуса ZEM Elmot были снесены в 2010-2011 годах, а на их месте в марте 2012 года открылась Galeria Świdnicka.
Elmot был поставщиком генераторов P9A и регуляторов RG9a для мотоцикла Junak.
 Завод ЗЗР, в настоящее время несуществующий
Завод ЗЗР, в настоящее время несуществующий История завода восходит к 1920 - 1922 годам, когда были построены первые два производственных цеха. Выпускала гвозди в различном ассортименте.В 1935 году начинается производство велосипедных запчастей. После Второй мировой войны работа завода началась в 1947 году, а в 1948 году были изготовлены первые прототипы мотоцикла «Сокол 125». Затем завод переходит под управление Romet из Быдгоща и получает название United Bicycle Works, Завод № 5, а позже становится заводом № 8 Бельского ФШМ. Сегодня его уже нет, но осталась история велосипедов Flaming, Kangaroo, Romet, Bobo и т.д. Во времена Польской Народной Республики они продавались через западную границу, в Великобританию, США, Иран, «Демолуды» и многие другие страны мира.
Завод периода Юнак производит колесные диски, крылья, спицы и гайки для спиц, а также различные типы ключей для велосипедов и мотоциклов.
Чеховицкий завод поставил Юнаку колесные диски и спицы.
11.1 БЕЛМА
Завод Belma в наше времяПрародитель Bydgoskie Zakłady Elektromechaniczne BELMA SA была основана в 1868 году Каролем Фибрандтом, слесарная мастерская, расположенная в Быдгоще на улице Дворцовой, 11. В 1898 году мастерская была переведена в район Околе, где были условия для дальнейшее расширение.Первоначально он занимался ремонтом и изготовлением простых сельскохозяйственных машин, а со временем переключился на производство устройств, обеспечивающих движение поездов. С годами мастерская превратилась в фабрику, которая, динамично развиваясь, расширяла производственный профиль все новыми и новыми ассортиментами продукции. В 1939 году завод вошел в состав концерна SIEMENS, который в 1943 году передал в Быдгощ отдел взрывозащищенного и взрывозащищенного электрооборудования для горнодобывающей промышленности. В 1948 году было основано предприятие под названием «Bydgoska Fabryka Sygnałów Kolejowych».В первые годы после Великой Отечественной войны завод, имевший статус казенного предприятия, продолжал выпуск устройств защиты движения поездов и взрывозащищенного оборудования для бурно развивающейся угольной промышленности. В 1951 году производственный профиль завода существенно изменился – производство сигнализаторов для железной дороги было переведено на завод в Жарах. В этой ситуации большой упор был сделан на развитие производства взрывозащищенного оборудования для горно-химической промышленности, что стало одной из основных специализаций БЕЛМА.В 1951–1954 годах на окраине города, в Бялой Блоте под Быдгощем, был основан новый завод, на котором было налажено производство первых прецизионных изделий для армии и производство звуковых сигналов для автомобильной промышленности. В 1958 году название компании было изменено с «Bydgoska Fabryka Sygnałów Kolejowych» на Bydgoskie Zakłady Elektromechaniczne BELMA. Следующие годы являются периодом продолжения и развития вышеупомянутых 3-х отраслей. В настоящее время заводы выпускают продукцию для нужд обороны страны, предназначенную для постановки минных заграждений в эрозионных системах и для классического минирования суши и прибрежных морских вод, являются признанным производителем взрывозащищенного электротехнического оборудования.
Белма произвела и передала Джунаку звуковые сигналы.
11.2 Резина
 Zakłady Kauczuk Bydgoszcz
Zakłady Kauczuk Bydgoszcz 24 февраля 1921 года четверо в Варшаве - Хенрик Грушковский, Юзеф Карпович, Кароль Сенайх, Эугениуш Красуский основали Polska Spółka Akcyjna Kauczuk с капиталом в 100 миллионов польских марок - в то время существовала только бумага. Быдгощ становится польским только после восстановления независимости Польши. Грушковски, Красуски, Сенайч и Карпович нашли место для своего завода на реке Брда в семи километрах от центра города.Строительство началось в 1921 году. Участок у реки, недалеко от железнодорожной станции Ленгново, как раз подходил основателям. Раньше здесь была лесопилка Ллойда Быдгоски, которая сгорела в 1917 году. В начале 1923 года Каучук начал действовать. Производство росло до тех пор, пока не наступил великий кризис, заказов почти не было, что привело к закрытию фабрики в 1934 году. Ее вернули к жизни амбициозные и творческие жители Быдгоща, когда в 1936 году кризис в Польше окончательно закончился. . Началась Вторая мировая война, и Каучук попал в руки Ostland Werke из Крулевца.Немцы вывезли машины для изготовления резинотехнических изделий и меняют профиль производства. Они доставили оборудование из Франции и Италии. Они быстро начали производство для Вермахта. Перед фабричными цехами на улице Торуньской теперь стояли орудийные и ящерки — специальные тележки для перевозки артиллерийских снарядов. После окончания войны завод был национализирован и получил название Bydgoskie Zakłady Przemysłu Gumowego - Przedsiębiorstwo Państwowe No. 10, а в 1972 году вошел в группу Stomil под названием Bydgoskie Zakłady Przemysłu Gumowego Stomil.В период с 1945 по 1960 годы здесь производились основные резинотехнические изделия, такие как шланги, фасонные изделия, уплотнительные пластины, различные виды пластин и резиновых профилей. Компания работает по сей день
Заводы в Быдгоще изготовили и поставили такие резиновые элементы, как: заглушка крышки цепи, рулевые втулки в крышке фонаря, переключатели и резиновые задние подножки.
12.1 Металлургический завод в Бельско-Бяла
 Офисное здание Металлургического завода в Бельско-Бяле на ул.Komorowicka 53
Офисное здание Металлургического завода в Бельско-Бяле на ул.Komorowicka 53 ZMB - этого завода больше нет (в 1972 году он был включен в состав компании Fabryka Samochodow Małolitrażowych), он напоминает пятидесятые и шестидесятые годы прошлого века.
На дворе 1951 год, и "Заводы металов" отделяются от BISPOL.
В 1951 г. было принято постановление Совета Министров о развитии производства вооружений в 1951-1953 гг. Выполняя указанное постановление, многие промышленные предприятия, в том числе и в Бельско-Бяле, работали на армию, производя, кроме гражданской продукции, еще и военную.У некоторых заводов были бессмысленные названия вроде Z7, то есть «Металлургический завод». Этот завод, ранее входивший в состав довоенного "Бартельмусс и Сухи", а после войны - "БИСПОЛ", использовался для изготовления деталей артиллерийских снарядов и звеньев патронных лент.
В период с 1952 по 1971 год производство для армии постепенно прекращалось. Это производство было лишь частью деятельности завода. Он выпускал ряд других и очень разнообразных продуктов.
Грубо говоря, структура производства была следующей:
- Пр-1 производственный цех, фрикционные прессы - производство болтов и других комплектующих для железных дорог;
- Производственное отделение Пр-2, специальное производство
- Производственное отделение Пр-3, автоматы - производство арматуры для бытовых сетей и для автомобильной промышленности (напр.топливные краны для мопедов), детали для изделий, выпускаемых для армии;
- Производственное отделение Пр-4, производство цепей Галла (с 1954 г.) для мотоциклов и мопедов, а также для вертолетов;
- Производственное отделение Пр-5, Литейное производство - производство отливок из алюминиевых и цинковых сплавов.
С начала существования завода была реализована интенсивная инвестиционная программа, заключающаяся в строительстве новых производственных цехов. Кульминацией этого процесса стал ввод в эксплуатацию в 1969 году нового административного здания, изображенного на заглавном фото.Объект был построен на месте снесенного столетнего здания, которое возвели в 1878 году как "Тучфабрик" - текстильная фабрика - Schulz & Zipser.
Завод выпускал метчики для Junak
12.2 Бельские заводы электротехники
В 1922 году Кароль Францишек Поллака (1859-1928) вместе с проф. Игнация Мосьцицкого и Александра Ротерта, он основал акционерное общество под названием Польское Аккумуляторное Общество "PETEA". В 1923 году Общество открылось в Бяле (близBielska) фабрика, на которой, по его патентам и под его управлением, среди прочего аккумуляторы и аккумуляторы для автомобильной, железнодорожной, авиационной техники, радио и телефонии. Кароль Поллак был выдающимся польским инженером-электриком и изобретателем, у него было целых 98 патентов (американских, английских, австрийских, французских, немецких и швейцарских), он был пионером аккумуляторной промышленности в мире и в Польше. В кризисные годы, после смерти Поллака, завод перешел в собственность Bank Gospodarstwa Krajowego, а затем (из-за долгов) перешел к владельцу Тюдоровского аккумуляторного завода в Пястуве.Во время войны завод был переименован в Akkumulatorenwerke Fr. Мюллер А.Г.
После войны завод был национализирован и первоначально носил условное обозначение К-63 и находился в подчинении Дирекции Союза Аккумуляторной и Клеточной Промышленности в Познани. В 1948 году завод в Познани был переименован в Elektrotechniczne Zakłady Wytwórcze и расположен по адресу ул. Либельта. С 1950 года завод в Бельско получил условное обозначение К-9. Завод специализировался на производстве тяговых элементов и небольших и трудоемких аккумуляторов для мотоциклов.В таком виде они работали до 1995 года, когда были приватизированы путем сдачи активов компании в аренду компании, созданной сотрудниками. В 2002 году ее захватил мировой магнат на рынке производства аккумуляторов — EnerSys Inc. из США. Этот завод существует до сих пор - в настоящее время он принадлежит глобальному концерну EnerSys.
Завод произвел и поставил Юнаку аккумуляторы.
Годы 1771/1772 считаются временем основания металлургического завода, в результате которого в Устрони действовало пять центров обработки железа.Основателем Устроньского металлургического завода считается сын польского короля Августа III князь Альбрехт (Альберт) Казимеж. В 1771/72 г. была добыта местная железная руда и введена в действие примитивная плавильная печь. Уже в конце 18 века продукция заводов в Устрони составляла 40% тогдашнего металлургического производства Силезии, которая была оккупирована австрийской монархией. В 1897 году была потушена доменная печь, и этап металлургии в Устрони закончился. Специализированная обработка железа осталась.В 1906 году единоличное владение всей сталелитейной промышленностью Komora Cieszyńska было преобразовано в акционерное общество под названием «Австрийское горно-металлургическое общество». В 1912 году оставшиеся устронские заводы были проданы венскому акционерному обществу Brevillier-Urban. В 1920-е годы происходил постепенный рост производства как по количеству, так и по ассортименту. В 1930-х годах завод начал выпуск автомобильных поковок, прочных печей и различных типов прессов. Во время Второй мировой войны компания была поглощена немецкой компанией Volkswagenwerk.Завод не пострадал от прямых боевых действий, после необходимого ремонта работа возобновилась. С 1945 года завод выпускал детали для сельскохозяйственных машин и инструментов. В 1946 году на заводе был изготовлен прототип двигателя для польского мотоцикла «Сокол 125». В 1948 году завод был преобразован в государственное предприятие, работающее в соответствии с народнохозяйственными планами под названием «Кузня Устронь». В апреле 1950 года была изготовлена первая поковка, нагретая в газовой печи. Главным преимуществом Кузницы было хорошее качество продукции.Среди более чем 40 кузниц, производивших штамповки в Польше в середине 1960-х годов, завод в Устроне был единственным независимым предприятием в стране. Распоряжением министра машиностроения от 30 июля 1970 года Кузня Устронь была объединена с Заводом механического оборудования в Бельско-Бяле в качестве филиала. В 1972 году на этой базе была создана Fabryka Samochodow Małolitrażowych, многопрофильное предприятие, состоящее из 11 заводов. Фабрика Устронь отметила свое 200-летие в структурах этой фабрики.Производство Zakłady Kuźnicze FSM (№ 3 - Устронь, № 4 - Скочов) постепенно менялось. В 1995 году Zakłady Kuźnicze приобрела организационную самостоятельность и юридическое лицо - была создана коммерческая компания под названием "Zakłady Kuźnicze Spółka z o.o." со штаб-квартирой в Скочове, в состав которой входили два производственных предприятия: в Устрони и Скочове. В 2004 году компания была приобретена Kuźnia Polska Sp. о.о. до сих пор действует как акционерное общество.
В 2008 году кузница была закрыта. Все производство было перенесено в Скочов.
Завод производил поковки для Юнак.
Официальная дата начала литейной деятельности в Дравски Млын – 1854 год.
Чугунолитейный и машиностроительный завод был основан немцем Фердинандом Заттлером. Завод производил сельскохозяйственную технику и бытовую технику. В 1872 году Odlewnia Żelaza i Fabryka Maszyn была куплена Липпманом Ауэрбахом из Познани, который оставался ее владельцем в течение следующих 20 лет. Согласно производственному каталогу от 1889 года, фабрика выпускает следующую продукцию: втулки осей тренеров, перила, лестницы, платформы, мансардные окна, котлы, садовую мебель, кухонные плиты, формы для выпечки пирогов, печные трубы, шкивы, решетки, кольца для поля. ролики и т.д.С 1895 года фабрика была переименована в «Хута Саттлера» и работала под этим названием до 1920 года. Важной датой в истории завода является 1916 год, когда в литейном цехе были предприняты первые успешные попытки производства белого ковкого чугуна. После восстановления независимости Польши владельцем завода становится Ян Паралла из Забже. В 1923 году литейный завод покупает инж. Людвик Кемблински вместе с Казимежем Чапским. Инженер Кемблиньски был очень хорошим специалистом в области литейного производства, известным среди людей, связанных с литейным производством в Польше, ранее он был управляющим литейным цехом завода Хиполита Цегельского в Познани.Завод получил официальное название «Drawska Lejarnia Żelaza i Fabryka Maszyn Spółka Akcyjna». Мировой экономический кризис, разразившийся в 1920-х годах, затронул и Дравски Млын. Уже начало 1930-х годов принесло заметные улучшения в работе компании. Были построены еще две печи для сжигания отливок. В 1934 году Кемблиньски, опираясь на знания и опыт американского литейного производства, инвестирует в производство отливок из черного ковкого чугуна, которые тогда были малоизвестны в Европе.В то время он стал первым и единственным производителем этого вида литья в Польше. Drawska Lejarnia получает заказы от Państwowe Zakłady Inżynierii (Национальный машиностроительный завод) на отливки из черного ковкого чугуна для автомобилей "Polski Fiat" (83 шт. очень сложных отливок весом от 0,03 до 13,30 кг) и мотоциклов "Sokół" (20 шт. , 14 - 2,85 кг). Людвик Кемблински умер в 1936 году в Познани. 2 сентября 1939 г. немцы оккупировали Дравско-Млын.Производится отливка из серого и белого ковкого чугуна для нужд немецких предприятий.Многие современные машины для производства черного ковкого чугуна экспортируются на другие литейные заводы на территории Рейха. В конце 1944 года гитлеровцы, предвидя свое поражение, демонтируют остальные станки из литейного цеха и вывозят их в Германию, заводские архивы также уничтожаются или увозятся.
После войны, в августе 1945 года, бывший владелец завода Альфред Кемблински возвращается в Дравски Млын. Однако он умирает в сентябре того же года, и адвокат Кемблински, г-н Косинский, становится директором литейного завода, пока он не будет полностью национализирован в 1947 году.В соответствии с приказом министра промышленности и торговли № 24 от 13 февраля 1948 года завод полностью переходит в государственную собственность. Первые крупные инвестиции в литейный завод начались в 1949 году. Установлены две новые башенки, стержневой цех, мелководье и топки перенесены в другие помещения. Распоряжением министра тяжелой промышленности от 31 декабря 1949 года завод переименован в Odlewnia Żeliwa Ścieniczego Drawski Młyn. С 1 января 1951 года литейный завод находится в ведении Главного управления сельскохозяйственного машиностроения и переименовывается в Чугунолитейный завод «Дравски Млын».В 1958 году было начато строительство нового мусоросжигательного цеха и цеха отделки литья. В 1963 году объем производства завода впервые превысил 5000 штук. тонн отливок. В 1967 году были завершены крупнейшие за последние годы инвестиции и введены в эксплуатацию индукционные печи JATŻEL-3000. В семидесятые годы завод был расширен четырьмя новыми большими залами. Первая половина 1980-х годов была периодом инвестиций в локальную очистную станцию, автоматизированную станцию обработки песка и прототип термопластавтомата польского производства.Начало 90-х годов было очень сложным периодом в функционировании компании, а также всей польской экономики. В 1992 году на заводе было начато реабилитационное производство. Министр промышленности и торговли учредил конкурсное производство. Конкурсное управление продлилось до конца 1995 года, а со следующего года литейный завод был преобразован в акционерное общество государственного казначейства под названием Odlewnia Żeliwa "Drawski" S.A. в Дравски Млыне. В декабре 2003 года 77% акций OŻ "Drawski" S.A. Компания DrawInvest покупает его у Impexmetal и таким образом становится основным акционером литейного завода.В настоящее время Odlewnia Żeliwa "DRAWSKI" S.A. является акционерным обществом только с польским капиталом.
Завод выпускал чугунные отливки для Junak
Набор ключейВ 1951 году были основаны Wronkowskie Zakłady Wyrobów Metalowych - сегодняшняя Amica.
Заводы выпустили набор инструментов для Юнака.
ZPM Lublin поставила SFM винты, заклепки и пружины.
Подшипники качения поставлены с заводов:
17.1 FLT Красник
Завод подшипников качения - Красник был основан в 1938 году как завод по производству боеприпасов, построенный в составе Центрального промышленного района. Производственный профиль завода включал выпуск артиллерийских боеприпасов калибром от 37 до 155. До начала войны было налажено только производство гильз, взрывателей для артиллерийских снарядов и винтовочных боеприпасов. Во время оккупации немцы разобрали один из цехов, а оставшиеся на заводе станки перевезли в Познань, на Цегельский завод. В пустующих залах были устроены зерновые склады и продовольственный магазин.В 1941 году в заводском цеху № 6 немцы открыли филиал завода Flugzeugwerke Heinkel, производившего детали для самолетов.
Производство подшипников началось в 1948 году. Таким образом, это старейший и имеющий самые давние традиции подшипниковый завод в Польше. В 1995 году завод был преобразован в акционерное общество Государственного казначейства.
В 2013 году группа Tri Ring из Китая купила контрольный пакет акций.
В настоящее время компания производит продукцию с маркировкой PBF - Polish Bearing Factory.
17,2 FŁT Кельце
 Завод подшипников качения «Искра» в Кельце (с 1991 г. Fabryka Montażsk Tarańsk Iskra SA) был основан в 1926 г. как акционерное общество Przemysł Metalowy Granat и занимался производством продукции для оборонной промышленности. В 1928 г. началось производство детонаторов для ручных гранат, 1939-1945 гг. вошедших в состав концерна Hugo Schneider AG. В 1947 г. оно было национализировано, подчинено Союзу текстильных машин в Лодзи, а в 1949 г. передано Кельцкому заводу производств металловичей.С 1952 года она была независимой как Zakład Metalowy Kielce. В 1952-1955 годах имел специальное производство для нужд обороны страны (зенитные и противовоспалительные детонаторы). С 1956 года производит свечи зажигания (как единственный завод в стране), с 1959 года подшипники качения и с 1963 года малогабаритные подшипники.
Завод подшипников качения «Искра» в Кельце (с 1991 г. Fabryka Montażsk Tarańsk Iskra SA) был основан в 1926 г. как акционерное общество Przemysł Metalowy Granat и занимался производством продукции для оборонной промышленности. В 1928 г. началось производство детонаторов для ручных гранат, 1939-1945 гг. вошедших в состав концерна Hugo Schneider AG. В 1947 г. оно было национализировано, подчинено Союзу текстильных машин в Лодзи, а в 1949 г. передано Кельцкому заводу производств металловичей.С 1952 года она была независимой как Zakład Metalowy Kielce. В 1952-1955 годах имел специальное производство для нужд обороны страны (зенитные и противовоспалительные детонаторы). С 1956 года производит свечи зажигания (как единственный завод в стране), с 1959 года подшипники качения и с 1963 года малогабаритные подшипники.
В январе 1958 года в Кельце начал работать завод под названием Zakłady Precyzyjnych Iskra.
В 1968 году у Smiths Industries Ltd в Англии была куплена лицензия и запущено производство свечей.
9 июля 1991 года начался процесс приватизации фабрики, и 1 августа была зарегистрирована компания с единственным акционером Государственного казначейства под названием Fabrykayki Tojny “Iskra” Spółka Akcyjna.
Японский концерн NSK является владельцем заводов «Искры» с 1998 года.
17.3 FŁT Познань
 Идея строительства завода по производству подшипников для подвижного состава относится к 1952 году. подшипниковый завод в Познани.В том же году началась разработка новых производственных предпосылок.
Идея строительства завода по производству подшипников для подвижного состава относится к 1952 году. подшипниковый завод в Познани.В том же году началась разработка новых производственных предпосылок.
В 1957 году Совет Министров утвердил эскизный проект строительства завода, подготовленный Biuro Projektów i Studiów Specjownictwa Specjalnych в Варшаве. Реализация инвестиционного задания началась в 1957 году. В июле 1960 года началось производство подшипников, которых к концу года было изготовлено 29 812 штук.
Завод в 1995 году продан шведской компании Aktiebolaget SKF.
 Заводской корпус построен в 1916-1917 гг.Первоначально здесь был завод листового металла, принадлежавший одному из промышленных концернов. Позже был Гливицкий завод металлических изделий, который с 1955 года был частью Рыбницкого завода металлических изделий Huta Silesia.
Заводской корпус построен в 1916-1917 гг.Первоначально здесь был завод листового металла, принадлежавший одному из промышленных концернов. Позже был Гливицкий завод металлических изделий, который с 1955 года был частью Рыбницкого завода металлических изделий Huta Silesia.
Сегодня здание принадлежит компании «Замеп», занимающейся ремонтом и производством насосов.
Завод по планам кооперации от 06.07.1956 поставил:
- фланец бака № М07.15.10
- крышка заливной горловины № М07.15.16
Изделия металлургические, лист, сталь, алюминий, листы
Крупнейший дистрибьютор в северо-восточной части Польши предлагает: продукты металлургии, листовой металл, сталь, алюминий, листовой металл, стальные услуги, строительные услуги, строительные изделия, услуги по резке листового металла.
- дата добавления: 2005-07-07
- количество просмотров: 2990
- место записи:
Похожие записи
BOWIM Жешув предлагает широкий ассортимент: Металлургической продукции, в том числев том числе: арматура, холодногнутые профили, листы холоднокатаные и горячекатаные, горячекатаные профили, круглые, плоские и квадратные прутки и другие металлургические изделия, деятельность которых заключается в оптовой и розничной продаже стали и стали. продукты. Мы реализуем как с собственного склада, так и напрямую с металлургических комбинатов, в виде автовозов или железнодорожных поставок.У нас есть крытый цех с перегрузочным оборудованием, в котором хранятся продукты, особо чувствительные к погодным условиям, и большой складской двор, расположенный рядом с железнодорожным тупиком. Продажей занимается опытный и профессиональный торговый персонал, гарантирующий вежливое обслуживание и при необходимости предоставляющий соответствующие консультации. Имеем на складе широкий ассортимент металлургической продукции, также импортируем нестандартные материалы на заказ и комплектуем поставки.Вся наша продукция имеет соответствующие допуски и сертификаты. При необходимости предоставляем транспорт, в том числе саморазгружающиеся автомобили. Для постоянных клиентов мы предлагаем скидки и выгодные условия оплаты. С 2006 года мы также занимаемся продажей в нашем филиале, расположенном в Томашув-Любельский на улице Лесной 2.GPT STAL - металлургические изделия и стальные профили: прутки, листы, трубы, профили, арматурные стержни, холодногнутые профили. У нас есть филиалы по всей стране - мы приглашаем вас за металлургической продукцией и стальными профилями.Ищете стальную продукцию по хорошей цене? Компания «Грамет» — это место, которое обязательно нужно посетить! У нас есть собственный склад и оборудование, позволяющее осуществлять оптовую и розничную торговлю металлургической продукцией. Наша компания работает с 1996 года, а продажу металлопродукции мы запустили в 2005 году. Металлургические материалы, предлагаемые Gramet, поставляются с лучших польских и зарубежных сталелитейных заводов! Вы найдете, среди прочего: стержни, листы, полосы, швеллеры, арматурную сетку, двутавры, уголки, профили, швеллеры, широкий выбор новых и бывших в употреблении труб и много другой металлургической продукции.По желанию заказчика предоставляем собственный транспорт! Приглашаем Вас к сотрудничеству с TRISTAL Sp. о.о. - дистрибьютор металлургической продукции в области строительства и строительных сталей, работающий в центральной Польше.Здравствуйте, Мы молоды и, несомненно, талантливы. У нас интересная работа, которая во многом связана с тем, что нам нравится. Мы занимаемся этим уже несколько лет и, похоже, нам это удается, глядя на динамичное развитие нашей компании. Вам, наверное, интересно, откуда появилось название «Аванти» в этой отрасли...хммм...знаю одно: сначала мы были, а уже потом Wedel выпустили знаменитые шоколадки, что не меняет того факта, что мы такие же сладкие. Мы считаем, что вас следует уважать... даже очень. Вот почему: * мы предлагаем полный спектр цветных металлов и нержавеющей стали * в поте лица своего ищем труднодоступные материалы (экономя ваше время, здоровье и деньги) * мы берем на свои плечи организацию перевозки материалов, которые Вы у нас заказали * мы обеспечиваем приятную и дружескую атмосферу сотрудничества с щепоткой оригинального юмора * быстро отвечаем даже на самые космические запросы * мы, наверное, делаем еще много чего, но зачем обо всем этом писать? Однако нужно знать, что за, казалось бы, непринужденным подходом скрываются профессионализм, надежность, а также трудолюбие.Те, кто знает нас, уже знают об этом, и поэтому они сотрудничают с нами.Przedsiębiorstwo Wielobranżowe STALEX было создано с учетом растущих потребностей компаний и предприятий в металле и стальной продукции. Уже более десятка лет компания обслуживает своих потребителей, благодаря чему может похвастаться тем, что является крупнейшим поставщиком металлопродукции в стране. Такое долгое присутствие на польском рынке позволяет нам предлагать нашим клиентам товары с лучшим соотношением цены и качества.у нас только устройства лучших и проверенных фирм, в т.ч. Huta Celsa Ostrowiec, CMC Zawiercie S.A., Stalprodukt S.A., Arcelor Mittal, Zlomrex S.A. Компании, заинтересованные в покупке, приглашаются на сайт.Предложение ThyssenKrupp Energostal по горячекатаному листу включает в себя широкий спектр конструкционных, судовых и специальных сортов, например, котельный лист, износостойкий или высокопрочный лист. Дополнение выполнено из клетчатых и травленых листов.В нашем сервисном центре, который предлагает готовую продукцию, а также услуги в области раскроя горячекатаного листа из рулонов до требуемых нестандартных форматов (листов), раскроя элементов из листа, а также дробеструйную очистку и покраску. включает внутренние и международные железнодорожные перевозки,торговый лом,отечественные и импортные металлургические продукты, агрегаты от сноса отвалов.Наше предложение включает в себя профнастил,кровельный лист и металлический кровельный лист.rnПроизводим кровельные материалы,продаем строительные материалы и предлагаем отечественные и зарубежные транспортно-экспедиторские услуги, арматура, прутки, изделия металлургии и слесарные изделия.Компания Inter-Metal занимается лазерной обработкой металла, резкой листового металла и алюминия, а также лазерной гравировкой. Компания предоставляет свои услуги на всей территории Польши и стран Европейского Союза. Вырежем ЛЮБУЮ форму в короткие сроки и по выгодным ценам.Реализуем продукцию металлургии, в основном сталь, алюминий и бронзу. Предложение включает нержавеющую сталь в широком смысле. Предлагаем поставку металлопроката после первичной механической обработки FLOREX SA - производитель таких материалов, как: черепица, трапециевидные и плоские листы, арочные трапециевидные листы, фасадные панели и многие другие строительные материалы.Сердечно приглашаем Вас Мы предлагаем изделия из нержавеющей стали, такие как: балюстрады из нержавеющей стали, винты из нержавеющей стали, нержавеющая сталь, кислотостойкие винты и фурнитура для яхт. Также изготавливаем кровли из нержавеющей стали Предлагаем широкий ассортимент алюминиевой металлургической продукции: алюминиевые листы нелегированные, листы из алюминиевых сплавов, алюминиевые листы с рисунком и пазами, алюминиевые прутки, алюминиевые полосы, алюминиевые профили и профили, алюминиевые чушки. Ассортимент алюминиевой металлургической продукции: алюминий нелегированный, листы алюминиевые легированные, листы алюминиевые узорчатые и рифленые, алюминиевые прутки, алюминиевые полосы, алюминиевые профили и профили, алюминиевые чушки.Будо-Маркет Сп. j.- наше предложение включает в себя полный спектр строительных материалов и металлургической продукции CEMAD Жешув (Подкарпатье) работает в промышленности промышленных продуктов и мы занимаемся литьем цветных металлов и алюминия. Мы производим и продаем алюминиевые и латунные отливки. Цветные металлы, Алюминий - Жешув / Подкарпатье.Italinox Sp zo.o продает материалы из нержавеющей и кислотостойкой стали в полном ассортименте.Мы предлагаем листы, декоративные листы, зеркальные листы, трубы, отводы, тройники, штанги, клапаны, пищевая арматура, люки, днища, раковины, монтажная арматура и многое другое.Благодаря ручному способу производства наши изделия имеют неповторимый характер и дизайн, а использование высококачественных натуральных воловьих кож, итальянских морилок и лаков позволяет получить красивый оригинальный стиль каждой из них. Большинство представленных узоров выполнены из деревянных изделий. Деревянные миски, кружки и местные продукты высочайшего качества. Ресторанное оборудование, деревянные ложки, деревянные цветы, деревянные кроватки, подарки, подарки, изделия из дерева.Компания, которая производит профнастил, металлочерепицу, кровельные панели, металлочерепицу с посыпкой и все необходимые аксессуары для кровли.Крыша является важнейшей частью здания и защищает его от погодных условий. Не стоит заказывать его установку непроверенному и неквалифицированному подрядчику, так как это может означать большие неприятности и значительное увеличение стоимости строительства. Часто неправильная сборка приводит к порче материала. Самые распространенные проблемы - протечки дымоходов из-за неправильно изготовленной фурнитуры, что в свою очередь означает затопление чердака, намокание ваты, которая теряет свои теплоизоляционные свойства.Мы являемся производителем металлочерепицы, также у нас есть кровельные аксессуары.Мы также предлагаем котлы на мелком угле. Мы также предоставляем строительные услуги. Листовой металл, металлочерепица, листовая кровля, кровля, металлочерепица DANA, производитель, производство, металлочерепица недорого, Великопольское, Калиш, Познань, Плешев, производство котлов, котлы центрального отопления Строительные услуги, строительство, котельная, уголь, котел на мелком угле, котел на мелком угле Распределение нержавеющей стали и алюминия. Приглашаем Вас ознакомиться с нашим предложением. Алюминий, нержавеющая сталь, кислотоупорная сталь, лазерная резка, резка водой.Национальный дистрибьюторский центр нержавеющей стали и алюминия. Компания, торгующая: алюминием, бронзой, медью, бронзой, цветными металлами.Компания «Прод-маш» специализируется на производстве листового оборудования. Предлагаемые услуги включают в себя, среди прочего: профессиональное и надежное технологическое и техническое консультирование, гарантийное и послегарантийное обслуживание, расходные материалы и запчасти, запуск и установку устройств, а в случае каких-либо неисправностей ремонт, ремонт и модернизацию оборудования. .Мы также предлагаем подробные отчеты о работе устройств. Мы предоставляем льготные условия покупки для тех, кто сотрудничает с нами. Мы гарантируем дружелюбное и профессиональное обслуживание. Приглашаем посетить наш сайт, ознакомиться с деталями предложения и начать сотрудничество LIMBLACH Rzeszów производит металлочерепицу. Мы продаем кровельные листы, в том числе: металлическую черепицу (стальная черепица Aga и стальная черепица Klaudia), трапециевидные листы, фасадные листы и кровельные элементы, такие как: кровля - это наша специализация.Многолетний опыт в этой сфере гарантирует вам надежную крышу на долгие годы. Приглашаем к сотрудничеству.Наша специализация - металлочерепица, профнастил и кровельные аксессуары. Многолетний опыт в этой сфере гарантирует вам надежную крышу на долгие годы. WMC TECH — компания с обширными знаниями и опытом, предлагающая услуги в области механической обработки металлов и других пластмасс. Наше предложение включает комплексные услуги, связанные со сваркой алюминия.Мы специализируемся на сварочных аппаратах, столах и других конструкциях. Мы используем лучшие методы сварки. Весь процесс сварки основан на технологии MIG или TIG. Технология MIG чаще всего используется в тяжелой и машиностроительной промышленности. С другой стороны, сварка TIG используется для труб и тонких листов. Этот вид сварки имеет широкий спектр применения – не только в металлургии, но и в пищевой, химической и автомобильной промышленности. У нас работают квалифицированные и опытные сотрудники, которые профессионально выполнят каждый доверенный заказ.Используя новейшие технологии и высококачественные материалы, мы гарантируем надежные услуги. Предлагаем сварку алюминия, в частности, в Освенциме. Однако, помимо этого города, мы работаем в Мысленицах, Вадовицах, Андрыхове, Силезии Алюминий Лапа, здания, Анодированный алюминий, балконные ограждения, террасы, зимние сады, перегородкиНаша компания занимается производством высококачественного просечно-вытяжного листа с учетом Ваши потребности или сетка Вам нужен вырезанный тянутый и перфорированный лист для автомобильной промышленности, машиностроения и промышленного строительства, фильтры, устройства AGH или, может быть, что-то совсем другое? Мы специалисты в этой области, и мы можем сделать все, что вам нужно.Высокое качество используемых материалов и обработки не обязательно должно быть дорогим – убедитесь сами и свяжитесь с нами. Мы проконсультируем, проверим и сделаем все по вашему дизайну. Если у вас уже есть лист, мы также можем позаботиться о его механической обработке.Если вы ищете узкоспециализированную компанию, занимающуюся универсальной обработкой стали, рекомендуем вам ознакомиться с полным спектром услуг, дополняемых BMT PRO. Наша высококвалифицированная команда состоит только из специалистов, первоклассно подготовленных к активному планированию или производству любого типа изделий из листового металла.Изделия, созданные в наших первоклассных производственных цехах, успешно используются во многих областях промышленности или хозяйства. Информация о полном спектре услуг, предоставляемых компанией BMT PRO, размещена на сайте Комплексная обработка листового металла в технологии ЧПУ - раскрой, резка, штамповка, лазерная выжигание, гибка листового металла, фальцовка, сварка, обработка поверхности. * комплексные услуги по обработке листового металла * одинаковое качество продукции * гибкость производства * единичное производство, малая серия, крупная серия * париковая сварка * точечная сварка * конденсаторная сварка * сварка в защитной оболочке CO2 * аргонно-дуговая сварка * съемка соединительных элементов * запрессовка гаек из различных материалов * сглаживание свариваемых кромок * отделочные работы - сборка * изготовление петель на заказ * порошковая покраска (комаксит) * электроцинкование * горячее цинкование * черное гальваническое покрытие * никелирование * хромирование * фосфатирование TruBend 5130 Трумабенд В 50 Трумабенд В 85 Трумабенд В 130 * гибка и окантовка вырезанных и обожженных элементов * любые углы изгиба * давление пресса до 130 тонн * Сила, контролируемая ЧПУ * обработка листов толщиной до 8 мм * очень точные изгибы +/- 0,1 мм * длина изгиба до 3 м * дополнительные инструменты * виды листа: - сталь - нержавеющая сталь - латунь - алюминий - медь Мы предлагаем более 60 000 автозапчастей для всех автомобилей: листы, бампера, лампы, радиаторы, зеркала, карданные валы, амортизаторы, пружины, тормозные системы, системы подвески, топливные баки, сцепления, ролики, ремни, фильтры, глушители.rnEKO-LASER Andrzej Kostecki - лазерная резка, резка листового металла, гибка листогибочным прессом, газовая резка толстых металлических листов. Точная обработка деталей из листового металла, производство и сборка Finco - Stal Sp. о.о. в Новой Букувке рекомендует свои услуги с 1992 года. Наша основная специализация – производство и продажа кровельных материалов. У нас вы можете купить: черепицу, профнастил, водосточные системы, кассеты и стеновые панели, многослойные панели и стальные рейки. Нашими сильными сторонами являются надежное качество услуг, оперативное выполнение заказов, выгодные цены, квалифицированный персонал и консультации отличных специалистов.Для получения подробной информации, пожалуйста, свяжитесь с нами по электронной почте или телефону. Полное предложение опубликовано на нашем сайте, на который мы вас сердечно приглашаем Производитель литья под давлением из цинковых и алюминиевых сплавов. Компания предоставляет полный комплекс услуг в области проектирования и изготовления пресс-форм, литья, обработки и покраски готовых изделий. Клиентская база компании включает более 80 компаний из Польши, стран Европейского союза и США, представляющих широкий спектр отраслей, включая автомобилестроение, машиностроение, электронику, бытовую технику, строительство и оборонную промышленность.www.lenaal.com.pl/en/lenaal.html - литье под давлением алюминиевых сплавов - литье под давлением цинковых сплавов - цинковые отливки - алюминиевые отливки - поверхностная обработка отливок - обработка отливок - проектирование и изготовление пресс-форм Специализацией BIGA в основном являются услуги лазерной резки с использованием современных технологических методов, а также оптовая и розничная продажа горячекатаного и холоднокатаного листа. Компания была основана в 90-х годах.Стоит отметить, что компания BIGA тесно сотрудничает с важнейшими отечественными металлургическими комбинатами. Нашими получателями являются как ремесленные заводы, так и предприятия со всей Польши. Компания базируется в Рудаве. Приглашаем всех на наш сайт, где вы можете найти более подробную информацию о предлагаемых нами услугах и листах Производство и дистрибьюция (Факро, Флориан, Гамрат) кровельных изделий и материалов. Предложение также включает в себя металлургические продукты (отходы), мансардные окна, водосточные желоба.Строительство новых объектов требует времени, так как материалам, используемым в традиционном строительстве, требуется время для стабильной осадки конструкции. Незаменимое промышленное помещение В ситуации, когда план строительства сжат, лучшим решением будет построить производственный цех из стальной конструкции и обшить ее соответствующим материалом. Производитель промышленных залов GAJ-STAL занимается производством залов для пищевой промышленности, в основном холодильных камер. Это залы, предназначенные для длительного хранения мяса, фруктов, овощей и других продуктов, требующих выдержки при низких температурах.Промышленные цеха, построенные GAJ-STAL, изготовлены из материалов высочайшего качества, а используемые наполнители с высокими теплоизоляционными параметрами поддерживают постоянную низкую температуру воздуха. Строительство промышленных цехов поручается квалифицированным работникам, уделяя особое внимание аккуратности работ и эстетике отделки.Мы занимаемся оптовой продажей металлов и металлических руд, труб жаростойких, труб кислотоупорных, листов жаростойких, колец поковки, автотранспорт на универсальных транспортных средствах, оптовая торговля лесом, строительными материалами и санитарно-техническим оборудованием.Основанная в 1992 году, предлагает услуги в области гальваники: хромирование, техническое хромирование, гальваническое хромирование, покрытие металлов, гальваническое покрытие белой и желтой пассивацией. Регенерация гидропоршней, насосов, цилиндров, корпусов, валов и др. элементов.Компания ПФАУ МАНУФАКТУР работает с 1998 года. В нашем предложении мы используем современные технологии в сочетании с традиционным польским мастерством. Изобретательность и необычные решения являются нашим преимуществом.Мы придаем большое значение эстетике изготовления, наши идеи сочетаются с оттенком фантазии и артистизма. Мы занимаемся: - прецизионная сварка нержавеющей стали/нержавейки/алюминия, углеродистая сталь и другие цветные металлы -обработка вышеуказанных металлов - точение, фрезерование, гибка, резка пустот, лазерная резка, шлифовка, полировка, ковка, прядение, высечка, штамповка Результатом использования этих технологий является продукт, отвечающий ожиданиям требовательных клиентов. Предлагаем услуги в области техники: СТРОИТЕЛЬСТВО - балюстрады, заборы, лестницы, перила, другие конструкции МЕБЕЛЬ - фурнитура, офисная мебель, кухонная мебель, элементы интерьера ОСВЕЩЕНИЕ - светильники, фонари, конструкции для освещения залов и выездных мероприятий MORSKICH - конструкции, яхтостроение САДОВОДСТВО - элементы садово-огородного оборудования, зимние сады АРХИТЕКТУРА ИНТЕРЬЕРА - необычные пластические и конструктивные решения Мы работаем с компаниями и клиентами в стране и за рубежом.Мы пользуемся хорошей репутацией среди наших подрядчиков. ПРИГЛАШАЕМ ВАС К СОТРУДНИЧЕСТВУ Производитель литья под давлением из цинковых и алюминиевых сплавов. Компания предоставляет полный комплекс услуг по проектированию и изготовлению пресс-форм, литью, обработке и окраске готовых изделий. Клиентская база компании включает более 80 компаний из Польши, стран Европейского союза и США, представляющих широкий спектр отраслей, включая автомобилестроение, машиностроение, электронику, бытовую технику, строительство и оборонную промышленность.Литейные цинковые сплавы У нас есть 11 горячекамерных машин с усилием смыкания от 50 до 1600 кН. Вес заготовок варьируется от 5 до 1000 грамм. В качестве основного цинкового сплава используется ZL0410 (EN 1774). Литье алюминиевых сплавов Алюминиевые элементы отливают на 8 станках с холодной камерой с усилием смыкания 1000 - 6600 кН. Вес алюминиевых отливок колеблется от 20 до 3500 грамм. Используемые стандартные алюминиевые сплавы: 44100, 44300, 45000, 46000, 47100 (EN 1676). Проектирование и изготовление пресс-форм В разработке и производстве литейных форм мы сотрудничаем с тремя инструментальными мастерскими, расположенными в городе Радом.В сотрудничестве с этими компаниями мы изготовили для наших клиентов более 200 пресс-форм. Осуществляем текущий ремонт и техническое обслуживание инструмента на заводе. Механическая обработка отливок В зависимости от потребностей наших клиентов, ЛЕНААЛ предлагает продукцию с разной степенью отделки, от необработанных отливок до полностью готовых к сборке элементов. Выполняем стандартные процессы механообработки (штамповка, токарная обработка, сверление, нарезание резьбы) и обработки поверхности (виброабразивный метод, дробеструйная обработка, шлифовка, полировка). Мы постоянно сотрудничаем с компаниями, выполняющими окрасочные и гальванические процессы.Окна ПЛАСТБУД - компания, производящая окна ПВХ. Производитель окон ПВХ в Малопольше. Окна ПВХ. Пластиковые окна. Оконная столярка. Пластбуд Бохня Компания «Примо Сталь» торгует широким спектром металлургической продукции. Его резиденция находится в Ожарове-Мазовецком. Мы сотрудничаем с лучшими польскими и зарубежными брендами, благодаря чему можем предложить всем получателям продукцию самого высокого качества. Вы можете найти кислотостойкие и прочные на разрыв листы, металлургические швеллеры и оцинкованную проволоку.Наши компетентно обученные сотрудники проконсультируют всех получателей, чтобы выбрать товары, наиболее соответствующие их потребностям. Мы гарантируем своевременную доставку в любую точку нашей страны. Ознакомиться с полным ассортиментом и узнать о последних акциях можно на нашем сайте «Гомар-Сталь» — уважаемая многими получателями компания, занимающаяся оптовой продажей огромного выбора металлургической продукции. У нас вы найдете линейные и котельные трубы, равнобедренные сечения, тройники и уголки, а также гладкие листы различных форматов.У нас есть катаные, тянутые и кованые прутки из металлических сплавов высочайшего качества. Мы также обжигаем различные элементы из листового металла с помощью газовых горелок, лазеров и струй воды под давлением. Мы обеспечиваем индивидуальный подход к каждому клиенту и доставляем ему заказанные изделия. Узнайте больше на нашем веб-сайте STALMONT — завод по производству металлоконструкций и оптовый продавец металлопродукции.В предложении трубы, прутки, листы, профили (уголки, швеллеры, двутавры). Мы также предлагаем импортные материалы, такие как: специализированные и нестандартные трубы, профили, профили и кислотостойкие и термостойкие листы, а также качественные листы, которых нет в предложении польских сталелитейных заводов. Stalmont производит залы, компенсаторы, резервуары, бетонные заводы, опоры, трубопроводы, мультициклоны и многие другие специализированные металлоконструкции для нужд многих отраслей промышленности и частных лиц.STALMONT имеет многолетний производственный опыт. Имеет право на проведение сварочных работ в области изготовления, монтажа и ремонта стальных конструкций класса 1, в соответствии со стандартом PN-M-69008, что подтверждено соответствующим квалификационным сертификатом.Учреждена компания Stal-Chrom Gliwice в 1992 году. Наше предложение адресовано малым и крупным, а также частным предпринимателям. Цена на гальванические услуги определяется исходя из вида услуги и размера и количество элементов, толщина покрытия или покрытий и материал, из которого они изготовлены.ПРЕДЛАГАЕМ УСЛУГИ ГАЛЬВАНИЧЕСКОГО ПОКРЫТИЯ: 1. Техническое хромирование 2. Галантерейное хромирование 3 .. Цинкование МЫ ВЫПОЛНЯЕМ, СРЕДИ ПРОЧЕГО: 1. Регенерация гидропоршней, валов и других элементов требующие поверхностного упрочнения. ХРОМ: - максимальные размеры ванн: - 3,0 м х 1,6 м х 0,50 м л высота ширина ЭЛЕКТРОЛИТИЧЕСКОЕ ОЦИНКОВАНИЕ: - Белый цвет - желтого цвета - максимальные размеры ванн: - 2,8 м х 1,5 м х 0,50 м л высота ширина НИКЕЛИРОВАНИЕ: 800 мм х 500 мм х 400 мм МЕДЬ: - максимальные размеры ванн: 800 мм х 500 мм х 400 мм FO- максимальные размеры ванн: ФЕНОМАТИНГ (цинково-фосфатная ванна) - максимальные размеры ванн: 4000мм х 1000мм х 1000мм ОКИСЛЕНИЕ: - максимальные размеры ванн: 900 мм 800 мм х 800 мм АНОДИРОВАНИЕ: - максимальные размеры ванн: 400 мм х 300 мм 600 мм ШЛИФОВАНИЕ: - камера 2x2x2 ПОРОШКОВАЯ ПОКРАСКА: - максимальные размеры ванн: 2,5м х 1м х 1,5м Компания «Видок» производит и реализует качественные окна и двери из ПВХ, алюминия и дерева по технологии.Также производим подоконники, жалюзи, рольставни и аксессуары.Оптовый продавец по продаже цветных металлов (бронза, латунь, медь, алюминий, лит, нержавейка).rnИнформация о компании, подробное предложение, контактные данные.Производим перила из нержавеющей стали для лестницы, балконы, террасы и другие места, требующие защиты от падения. Перила из кислотостойкой стали в сочетании с деревом и безопасным стеклом, применяемые внутри и снаружи, очень прочны и не требуют ухода.Мы также предлагаем сварку алюминия, латуни, чугуна и нержавеющей стали в аргоновом щите, аксессуары для надгробий, украшения для надгробий, аксессуары для надгробий, кресты для надгробий, фонари, вазы, планки, розетки, каблуки, кресты из латуни, кресты из нержавеющей стали, держатели для надгробий, слесарные и токарные услуги, изделия из нержавеющей стали, услуги для предприятий и населения в области механической обработки цветных металлов и стали.Наши изделия из нержавеющей стали после сварки подвергаются процессу травления, что предотвращает любые изменения внешнего вида.Окончательная обработка – шлифовка или полировка до блеска (в зависимости от пожеланий заказчика). Алюминиевые и латунные изделия, после предварительной подготовки для предотвращения окисления, покрываются порошковой краской Процесс является ведущей компанией на рынке, занимающейся строительным стеклом и алюминиевыми изделиями и их обработкой. Мы являемся представителем компании RAUMPLUS, продаем мебельную фурнитуру, стеклянную фурнитуру, стеклянные двери и душевые кабины, шкафы-купе, кухни, стеклянную мебель, системы раздвижных дверей, шкафы-купе, строительное стекло и зеркала.Мы обеспечиваем профессиональную обработку стекла и изготовление мебели на заказ. Кроме того, область нашей деятельности связана с: Рогатка, строительное стекло, стекло, зеркала, стекольщик, стеклянные витрины, терка, антисоль, стеклянные инструменты, шкафы-купе, стеклянные двери, raumplus, шлифовка, шлифовка стекла, шлифовка зеркал, обработка стекла, шлифовка, шлифовка стекла, снятие фаски, снятие фаски, фаска зеркал, фаска, резка, лак, антизоль, безопасное стекло, безопасное стекло, ламинат, закаленное стекло, матобель, орнамент, декоративное стекло, mastercare, quatix, каннелюры, стеклянная фурнитура, пескоструйная обработка, матирование, пескоструйное стекло, стеклоблоки, стеклоблоки , услуги стекло, петли, фурнитура, фурнитура для стеклянных дверей, петли для стеклянных дверей, Doryń, оптовый торговец стеклом, обработка, подвесные двери, шкафы, встроенные ниши, венецианские зеркала, сатинато, сатин, обработка стекла, обработка, противовзломное стекло, противовзломное, светоотражающее стекло, цельностеклянные конструкции, стеклянная мебель, мебель, бары, столы, скамейки, стеклянные скамейки, стеклянные решетки, стеклянные столы, душевые кабины, проходные двери, Adler, Pillkington, Kara, Guardian, gla сс, Дедра, дизайн интерьера.www.radcaprawny.wroc.pl Юрисконсульт Александр Сталь, Вроцлав юридические услуги для компаний, взыскание долгов, компенсация за несчастные случаи и медицинские ошибки. Юридическая фирма специализируется на медицинском праве, возмещении ущерба при несчастных случаях, обслуживании субъектов хозяйствования, взыскании долгов. Достойная послеаварийная компенсация пострадавшим в ДТП на производстве, компенсация пребывания в стационаре, операции, компенсация врачебной ошибки. Юридические услуги для учреждений здравоохранения. Профессиональная юридическая помощь на досудебной и судебной стадии.Апелляционные, кассационные жалобы. Вы получили травму в автокатастрофе - мы получим соответствующую вам компенсацию, компенсацию, аванс на реабилитацию. Мы оказываем комплексные юридические услуги для всех субъектов хозяйствования. Юридическая помощь при покупке недвижимости. Весь спектр гражданских дел. Судебная замена в Опольском и Вроцлавском округах. Мы предоставляем специализированные медицинские консультации и услуги физиотерапевта пострадавшим. Профессиональная юридическая помощь обеспечит Вам соответствующую правовую защиту и защиту от необоснованных претензий других лиц.На вас подали в суд? Профессиональный законный представитель защитит ваши права.Предлагаем металлургическую продукцию из цветных металлов: медный прокат, медный пруток, медный лист, латунные трубы, латунный пруток, бронзовые валы и втулки, латунный лист, латунный прокат, алюминиевый профиль . Режем материалы в размер.Предлагаем металлургические изделия из цветных металлов: медный плоский прокат, медные прутки, медные листы, латунные трубы, латунные прутки, бронзовые валы и втулки, латунные листы, латунные полосы, алюминиевые профили.Режем материалы в размер Budmax-Metal sp. Piekary Śląskie - оцинкованные и окрашенные листы, гаражи и гаражные ворота.Предлагаем также резку листового металла в размер.Trasko-Stal – польская компания, специализирующаяся на проектировании, производстве и монтаже современных многофункциональных строительных металлоконструкций. В дополнение к широкому спектру сборных элементов плоских балок, завод также выполняет задачи высокой степени сложности и комплектации легких корпусных систем для строительных конструкций.Мы обеспечиваем профессиональный и быстрый монтаж. Траско-Сталь имеет собственное конструкторское бюро, которое готовит комплексные, инновационные и в то же время функциональные проекты в области металлоконструкций и легких корпусов. Опыт конструкторов и технологичная компьютерная поддержка позволяют проектировать конструкции с оптимальным использованием расхода стали. Непосредственная близость завода-производителя позволяет выполнять заказы и вносить возможные модификации быстро и без сбоев.У нас есть собственный завод металлоконструкций, оборудование и персонал которого готовы производить широкий ассортимент продукции. Завод оснащен самыми современными станками и устройствами с числовым программным управлением, что значительно расширяет ассортимент выпускаемой продукции и гарантирует ее высокое качество. Здесь стоит упомянуть о таких машинах, как: Farley Fabricator для плазменной резки, Messer Griesheim для пропан-кислородной резки или SCI 2000 для автоматической дуговой сварки под флюсом, которые являются уникальными в стране.Еще одним преимуществом Траско-Сталь является высококвалифицированный и опытный технический персонал. В ходе реализации многих сложных проектов на требовательных зарубежных рынках наши сотрудники доказали, что обладают практическими знаниями и навыками на высшем европейском уровне.STAL-TECH рекомендует: rn-лестницы на стальной конструкции rn-винтовые лестницы rn-лестницы лестницы- прямые лестницы-лестницы наружные-ограждения РН-ограждения из нержавеющей стали Изделия из натуральной пробки (пробковые полы, пробковые панели, стеновая пробка).rnNOVA-STAL, производитель стальных профилей и арматуры, стальных профилей и арматуры, ПВХ, Плоцк, Плоцк, профилей, листов, труб, нова - сталь обработка пластмасс, Мы занимаемся, среди прочего: ремонтом судов, например барж, монтаж очистных сооружений и других конструкций из нержавеющей стали. У нас работает опытный персонал для работы на кораблях и на берегу. Все работники, слесари и сварщики - имеют высокую профессиональную квалификацию, важную квалификацию и многолетний опыт работы в сфере ремонта.Мы гарантируем высочайшее качество услуг, безопасность, а также своевременное выполнение заказов. Мы работаем в Польше, Швеции, по всей Европе и даже в мире. Приглашаем ознакомиться с нашим предложением и установить сотрудничество!Карол Клодзко. Производитель горизонтальных и вертикальных жалюзи, тканевых и алюминиевых рулонных штор. Дистрибьютор пластиковых, деревянных и алюминиевых окон Компания Стальные изделия для отличных предприятий, занимающихся производством художественных кузнечных изделий.На веб-сайте produkt-ze-stali.pl мы найдем, среди прочего, предложения стальных ворот, калиток, заборов и наружных балюстрад с учетом цен и вида ценной услуги. Очень сильной стороной этой компании также являются советы, размещенные на портале, которые простым способом показывают, какой продукт подходит в какой ситуации. Именно поэтому стоит посетить предложенный сайт и посмотреть, какое изделие художественного кузнечного дела подходит под наши нужды. Украшения из янтаря – это не только красивое украшение, это еще и тайна природы, заключенная в янтарном самородке.Это волшебство и шарм, которые, несмотря на уходящее время и уходящую моду, всегда останутся уникальными и неподвластными времени.Tomaszewski ceramics предлагает широкий ассортимент цветочных горшков, кашпо и других керамических изделий. В нашем предложении вы найдете цветочные горшки, горшки, большой выбор различных дизайнов.Деревянные изделия. Деревянные миски, кружки и местные продукты высочайшего качества. Ресторанное оборудование, деревянные ложки, деревянные цветы, деревянные вертепы, подарки, подарки, изделия из дерева Компания "Alfa-Tech Stal Jakościowa" является дистрибьютором и поставщиком высококачественной стали.Мы специализируемся на поставках нестандартных материалов: *непопулярные, редкие или снятые с производства марки и типы стали по стандартам ПН, БН * стали импортные по DIN, ГОСТ, EN, AFNOR, BS, ASTM-AISI-UNS, * изделия нестандартных размеров. Мы предлагаем следующие виды стали * более качественная конструкционная сталь: 1. сталь для науглероживания 2. сталь для закалки и отпуска 3. азотирование стали 4.пружинная сталь 5. сталь для работы при повышенных температурах * инструментальная сталь 1.углеродистая инструментальная сталь (мелкой и глубокой закалки) 2. инструментальная сталь для холодной обработки 3. инструментальная сталь для горячей обработки 4. быстрорежущая сталь * специальная сталь (коррозионностойкая) 1.нержавеющая сталь 2. сталь для работы при более высоких температурах 3. кислотоупорная сталь (хромоникелевая сталь) 4. жаростойкие, жаропрочные, вентильные стали (хромовые, хромоникелевые, хромо-кремнистые стали и др.) Материалы поставляются как * пруток - катаный, кованый, тянутый 1.круглый 2. квадрат 3.flat (плоские стержни) * открытые поковки 1-й диск 2. кубики 3. бруски - плоские, круглые, квадратные * листы 1. холоднокатаный 2. горячекатаный * трубы 1.б/с 2. з/сКонтиненталь Трейд – компания с традициями снабжения ведущих промышленных предприятий кварцевым стеклом и другими видами технического стекла, а также миканитом, техническими уплотнениями и фурнитурой для промышленности. Предлагаемое прозрачное стекло является техническим стеклом высшего класса, очень термостойким, механически прочным, а также однородным и чистым.Широкий выбор смотровых стекол и водомеров различных размеров и технических параметров, а также приверженность выполнению каждого, даже самого мелкого заказа, являются залогом успеха компании из Варшавы с многолетним опытом работы на рынке. небольшой городок на границе Малопольши и Подкарпатья, расположенный в ландшафтном парке Пасма Бржанки. Деревянные изделия – наша традиция Производитель камня. Шахта песчаника в Тылмановой, провинция. Малая Польша. Предложение включает песчаник Magura, садовый и строительный камень для малой архитектуры, каменные лестницы, стены, заборы, фасады, фасады.ПРЕИМУЩЕСТВО - Товары, рекламная продукция - сумки, рюкзаки, мужские сумки, туристические сумки, саше, портмоне. такие как: золотые монеты, инвестиционные монеты, золотые слитки. Кроме того, его предложение намного шире, потому что он также предоставляет своим подрядчикам хранилище золота в районе Великопольского региона. Przedsiębiorstwo Produk Mennicze внедряет определенные глобальные стандарты, если мы имеем в виду: контакт с клиентом, безопасность продуктов и электроники, услуги.Предприятие «Мятные продукты» подготовило для своих будущих и предполагаемых контрагентов: проверенный ассортимент, товары от известных производителей, выгодные цены, оперативное и быстрое обслуживание, а также оперативную деловую доставку. , кованые элементы, шлифовальные круги и сверла.Мы предлагаем широкий ассортимент крепежных и винтовых изделий, включая болты, винты, шайбы, гайки и многое другое.На заказ мы реализуем даже самые необычные заказы. Срок выполнения до 48 часов Предлагаем красивые садовые беседки, окрашенные, покрытые битумной черепицей. Кроме того, по запросу изготавливаем элементы садовой архитектуры: перголы, ветряки, водяные мельницы и т.д. Интернет-магазин www.aspiracja.pl предлагает утягивающее, корректирующее белье и белье для беременных, широкий ассортимент чулочно-носочных изделий. Также в больших размерахПроизводим балюстрады, поручни, мебель, детали для тюнинга автомобилей и мотоциклов, индивидуальные заказы клиентов.Все из высококачественной нержавеющей стали, сделанное на заказ и в сборе.Интернет-портал, посвященный металлургической и сталелитейной промышленности, информация представлена в исчерпывающей и достоверной форме. Мы являемся источником ежедневных новостей из металлургической промышленности и других отраслей. Это место, где есть каталог компаний металлургической и металлургической промышленности, объявления о машинах, стали и металлах, вакансии для профессионалов и предложения о сотрудничестве. На портале вы найдете много информации и интересных фактов из индустрии, именно поэтому стоит быть здесь, Сталео.pl позволяет вам охватить широкую группу новых клиентов. Присоединяйтесь к профессиональной зоне и узнайте, как эффективно использовать самое уникальное пространство в польском Интернете!Мы предлагаем комплексные услуги в области переработки пластмасс. Изготавливаем пластиковые элементы в любом количестве, из всех видов термоупрочняемых пластиков. Мы гарантируем: современное оборудование, использование инновационных технологий, индивидуальный подход к потребностям и требованиям клиента, короткие сроки выполнения.Мы предлагаем нашим клиентам полную помощь в разработке пресс-форм для литья под давлением. Сотрудники динамично работающего отдела маркетинга обеспечивают удовлетворенность клиентов. Мы сердечно приглашаем вас к сотрудничеству с нами, будучи глубоко убеждены в достижении взаимного успеха. Второе направление нашего развития – производство и продажа крепежных изделий. Основным ассортиментом нашей продукции являются стандартные настенные дюбели, универсальные дюбеля. Мы также являемся дистрибьютором специальных стальных анкеров и распорных втулок, а также различных типов винтов.Заботясь о постоянном развитии и совершенствовании нашего ассортимента, мы придаем большое значение отношениям с нашими клиентами, особенно ценя долгосрочное и стабильное сотрудничество. Нашей целью всегда является высочайшее качество продукции и высокий уровень обслуживания наших клиентов.Изделия из древесины бука, сосны, ольхи, березы и дуба. Деревянная фурнитура изготавливается по выкройке и по желанию заказчика. Продукция Migacz отличается высочайшим качеством и конкурентоспособной ценой.Самый большой выбор из более чем 25 000 товаров от одного поставщика.ABAKUS Europe в сочетании с глобальными ресурсами партнеров гарантирует комплексную поставку элементов из нержавеющей и кислотостойкой стали.Руно - магазин рекомендует шерстяные изделия, постельное белье, одежду, одеяла, простыни. В предложение также входят подушки, одеяла и одеяла. Флис - шерсть - кондитерские, реабилитационные и противоаллергические изделия Zakład Odlewniczy Metali Bezelaznych PRESS - производитель литья под давлением из цинковых и алюминиевых сплавов. В предложении: садовые светильники, парковое освещение, фонари, элементы малой архитектуры, уличные светильники Ghidini.Изделия из стали, трубы, прецизионные трубы, стальные профили, производитель труб, стальные трубы, стальные профили, продажа стали, стальные изделия, профили и многое другое. Приглашаем компанию Сталимпекс Производим: Оснастку для обработки пластмасс и резины: литьевые, прессовые и вулканизационные формы. Оснастка для процессов формовки пластмасс: штампы, штампы, гибочные станки. Технологическое приборостроение. Специальные и серийные устройства, прототипы. Прецизионные детали, sFroGum - Резиновые изделия - коврики, брызговики, фартуки, брызговики для легковых автомобилей, фургонов, грузовиков и полуприцепов nNortech предлагает: приводные и конвейерные ремни, технические кожаные изделия и изделия из пластика.Также у компании есть услуга по сборке лент и ремней на устройства пользователя на месте. Мы занимаемся дистрибуцией и прямой продажей колбасных изделий и мяса в Подляском воеводстве. Товары, продаваемые у нас, очень хорошего качества и свежести. Производитель деревянных вешалок для одежды, кухонных досок, ранцев и мелкой деревянной галантереи. Мы предлагаем вешалки для одежды, разделочные доски и ранцы самого высокого качества. ЗПТС – современное производственное предприятие, существующее более 20 лет.У нас есть 2000 м2 крытых помещений (различные объекты), расположенных на площади 5 га, в 40 км от Варшавы. В настоящее время у нас работает несколько десятков сотрудников, непосредственно связанных с производством и сферой услуг. Мы занимаемся переработкой СистЗПЦ – это современное производственное предприятие, существующее более 20 лет. У нас есть 2000 м2 крытых помещений (различные объекты), расположенных на площади 5 га, в 40 км от Варшавы. В настоящее время у нас работает несколько десятков сотрудников, непосредственно связанных с производством и сферой обслуживания.Перерабатываем систРезин, восстановленные шины, легковые шины, развозные шины, сельскохозяйственные шины, резинотехнические изделия, резиновые коврики, ремонт крупногабаритных шин... Специализация POLON: резка, лазерная резка конструкционной и нержавеющей стали и алюминия, а также как для сварки алюминия, так и для сварки стали У нас имеется широкий ассортимент технических уплотнений, таких как прокладочные листы, теплоизоляционный картон, теплоизоляционные шнуры, тканые уплотнители, теплоизоляционные ткани и ленты, резинотехнические изделия и многие другие уплотнения.У нас широкий ассортимент технических уплотнений, таких как прокладочные листы, теплоизоляционный картон, теплоизоляционные шнуры, плетеные уплотнители, теплоизоляционные ткани и ленты, резино-технические изделия и многие другие уплотнения Компания Муфлон. Предлагает товары для здоровья, постельные принадлежности. Шерсть мериноса используется для постельного белья. Кроме того, мы предлагаем шерсть, постельное белье из мериноса, шерстяные изделия, а также товары для реабилитации. А компания Муфлон предлагает: постельное белье из лучшей шерсти, а также шерстяные изделия и товары для здоровья, т.е. производитель спортивных костюмов, производитель спортивной одежды - предлагает трикотажные изделия, такие как молодежные спортивные костюмы, толстовки, простые спортивные костюмы, толстовки с капюшоном, спортивную одежду и т.д. в предложении. .Интернет-магазин качественных толстовок и толстовок. Эксклюзивные изделия из кожи онлайн. Элегантные сумки, кошельки, рюкзаки, портфели и многое другое. Вся продукция высочайшего качества. .







 Вызов дизайнера:
Вызов дизайнера:


Действующие акции

скидка для внимательных клиентов 7% от общей стоимости заказа.

