Салон штор в Санкт-Петербурге




Как паять провода паяльником с канифолью и оловом
Как правильно паять паяльником с канифолью и оловом?

В наше время, когда устройство многих бытовых приборов не предполагает какого-либо ремонта, кроме замены узлов, паяльник превращается в этакое экзотическое приспособление, хранящееся на самой дальней полке с инструментами. Но пока есть провода и клеммы, он вполне может пригодиться для того, чтобы продлить жизнь некоторой домашней электрической технике.
Для чего нужна канифоль?
Канифоль – вязкая или кристаллическая масса, изготовленная из сосновой смолы. В продаже можно встретить спиртовой раствор канифоли или пасту на ее основе.
Это вещество играет в пайке роль флюса. С помощью канифоли спаиваемые детали изолируются от воздуха, что препятствует образованию тонкой оксидной пленки на их поверхностях. Посредством канифоли залуживают жало паяльника, покрывая его тонким слоем припоя, то же самое проделывают и со спаиваемыми деталями перед их соединением. В результате детали значительно легче соединяются друг с другом, а соединение получается более однородным и прочным. Без этого под действием высокой температуры жало паяльника и провода окисляются в течение нескольких секунд.
И тогда пайку произвести будет невозможно – по всему столу будут кататься остывающие блестящие оловянные капли, а детали при этом остаются разъединенными.
Если все же удастся поймать и «прилепить» несколько капель припоя, прочного соединения без обработки канифолью не получится, так как остывающий сплав не соединится со всей поверхностью. Даже небольшое механическое воздействие может привести к обрыву именно в месте подобной пайки, а электропроводность такого провода или клеммы будет значительно отличаться от той, что обеспечивает правильная пайка залуженных деталей.
Выбираем инструмент и материалы
Чтобы пайка стала успешной, потребуется всего лишь электропаяльник, а из материалов – припой и канифоль.
В особых случаях может понадобиться также паяльная кислота или дополнительный набор специальных флюсов. Тогда с помощью паяльника и припоя вполне возможно соединить не только медные провода и латунные детали, но даже нержавеющую сталь. Но для начала лучше все же овладеть самой элементарной пайкой медных проводов и соединений с латунными деталями электроприборов. Для таких операций вполне достаточно иметь обыкновенный припой из олова и канифоль, не считая паяльника.
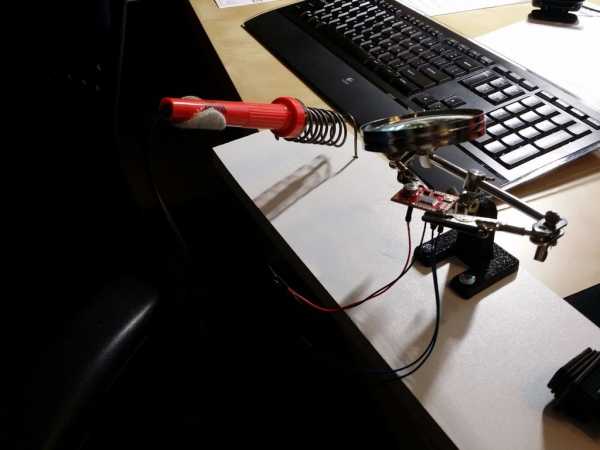
Для удобства работы можно подготовить негорючую подставку для паяльника, так как размещать раскаленный электроприбор на столе или верстаке и не слишком удобно, и пожароопасно. Кроме того, нужно проследить за расположением провода и розетки, чтобы случайно не зацепить провод рукой или одеждой.
Профессионалы знают, что универсального паяльника не существует, поэтому для каждого вида работ – спайка тонких проводов, пайка электросхем или плат, спайка массивных деталей – используют разные по мощности и диаметру жала паяльники.
Хорошо, если у прибора есть терморегулятор, позволяющий температуру прогрева установить заранее.
Более дешевые варианты электропаяльников такой опции не имеют, кроме того, разные модели могут существенно отличаться по своей мощности.
Если опыта работы с паяльником нет, то вполне подойдет инструмент средней мощности (до 40 Вт). С помощью такого прибора можно осуществлять спайку проводов, соединение проводов с клеммами. А вот спаять толстые металлические детали будет уже сложнее, так как потребуется дольше прогревать металл, а это чревато образованием упоминавшейся выше оксидной пленки.
В продаже можно встретить канифоль в разных формах. Особых преимуществ у какого-либо ее вида нет, но твердую канифоль легче хранить.
Припой выпускается в виде тонкой оловянно-свинцовой проволоки. Толщина может быть различной – от 2 до 6 мм. Состав припоя также различается. Обычно в маркировке указано процентное содержание свинца. По нему можно вычислить и содержание олова. Более прочным считается сплав, где свинца больше, но у него и выше температура плавления. Припой в брусках обычно содержит больше олова.
Существует так же припой в виде тонкой трубки, свернутой в рулон и заполненной канифолью или другим флюсом. В некоторых случаях использование такого припоя дает неплохой результат.
Технология пайки
Самая простая технология пайки для начинающих состоит из нескольких последовательно выполняемых операций.
- Подготовка паяльника.
- Подготовка спаиваемых поверхностей.
- Непосредственно пайка.
На первом этапе необходимо привести паяльник в рабочее состояние. Следует удобно расположить инструмент на подставке, а после этого включить его в электросеть, следя за расположением провода. Затем зачистить жало паяльника, так как простого его нагрева обычно недостаточно, иначе припой не будет к нему приставать, а пайка окажется невозможной.
Зачистку проводят мелким напильником или надфилем, в некоторых случаях – наждачной бумагой. По окончании зачистки жало протирают плотной тканью.
Для зачистки жала можно воспользоваться поверхностью сосновой доски или бруска, по которой необходимо поводить жалом паяльника. В результате оно очистится от нагара и окислов, а также покроется тончайшим слоем смолы.
Когда нагар и оксидная пленка будут удалены, жало паяльника необходимо залудить во избежание образования новой оксидной пленки. Для этого понадобится канифоль, а затем и припой.
Правильно паять паяльником с канифолью несложно, для этого разогретое и зачищенное жало паяльника нужно погрузить в канифоль. От соприкосновения с раскаленной медью канифоль начнет плавиться, жало покроется ее тонким слоем. В процессе работы (если паяльник достаточно прогрет) канифоль будет активно испаряться, наполняя воздух хвойным запахом. Дышать этими парами не следует, поэтому комната, в которой происходит пайка, должна быть хорошо проветриваться.
Обработанное канифолью жало паяльника уже можно использовать для работы. Если на спаиваемых поверхностях есть припой, вполне можно обойтись и им. Необходимо расплавить каплю припоя и присоединить отпавшую деталь. Иногда этого достаточно, чтобы восстановить соединение.
Пайка оловом требует несколько больших усилий, но и соединение обычно получается более прочным.
Чтобы пайка была по-настоящему качественной, необходимо залудить не только жало паяльника, но и соединяемые поверхности. Для этого их прогревают и наносят жалом паяльника тонкий слой канифоли, а уже после этого – припой.
При лужении проводов их прогревают и помещают на поверхность канифоли, которую надо постараться расплавить так, чтобы она распределилась по всей свободной от изоляции поверхности провода. Затем залуженным жалом расплавляют небольшое количество припоя и наносят его на провод, распределяя по всей поверхности. О качестве лужения можно судить по цвету провода. Если он стал серебристым, можно считать операцию успешной. То же проделывают с другим проводом или клеммой. Если поместить деталь на поверхность канифоли нет возможности, следует воспользоваться жалом паяльника.
Рекомендации
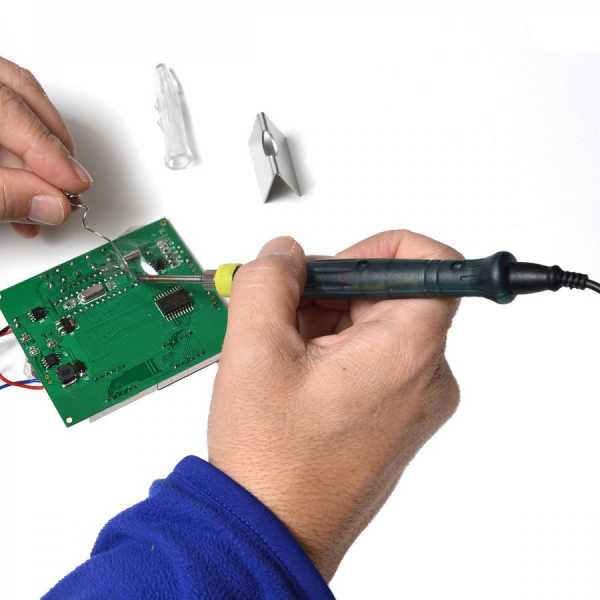
При осуществлении пайки, как правило, не хватает «третьей руки». В одной нужно держать паяльник, в другой – провод, а вот деталь лучше закрепить в тисках или с помощью зажима.
Большое количество припоя совсем не означает, что соединение будет обязательно прочным. Лучше качественно подготовить поверхности и обойтись минимальным количеством олова.
Вся процедура пайки не должна превышать более 2 секунд, поэтому важно тщательно подготовиться к ней.
Для удержания мелких деталей необходимым инструментом станет пинцет.
Нельзя перегревать плату, иначе могут отслоиться контактные дорожки.
Некоторые радиодетали также следует подвергать минимальному нагреву.
О том, как правильно паять, смотрите далее.
Как правильно паять в домашних условиях
Смотрите также обзоры и статьи:
Что нужно для пайки: необходимые составляющиеВсе мы знаем, что метод спаивания элементов между собой - один из самых надежных и крепких. Этот метод обеспечивает надежное соединение медных деталей с деталями из других сплавов, в том числе алюминиевых. Это довольно простой способ и широко применимый.
Суть заключается в том, чтобы при нагревании определенной зоны заливать ее жидким припоем, который при застывании обеспечит надежное соединение.
Для проведения процесса спаивания понадобится тепло, обычно источником тепла является паяльник. Паяльники бывают разные по мощности, по типу и их выбор зависит также от вида работ, которые необходимо провести.
Обычный электрический паяльник прогревает соединяемые детали, разогревает припой до жидкого состояния, а также наносит его на элементы. Подключение осуществляется при помощи провода, который соединяет заднюю часть паяльника с вилкой. Паяльник оснащен рукояткой для удобства пользования.
Помимо главного агрегата, без которого не удастся ни одна пайка, нужны дополнительные составляющие, например, припой. Это сплав из олова и свинца, но допустимы и дополнительные добавки. Припой производится в виде катушки с намотанной проволокой, диаметр которой может быть различным. Также бывает трубчатый вид припоя, внутри которого находится канифоль, что придает удобство при работе.
Свинцовая добавка в сплаве позволяет сэкономить на нем, а количество может быть разным – от этого зависит марка. Например, один из самых распространенных припоев, ПОС-61: П - припой, ОС – оловянно-свинцовый, 61 – процент содержания олова. Чем больше эта цифра, тем меньше содержание свинца. Обычно используют сплавы с небольшим содержанием олова.
Припои бывают мягкими и твердыми: мягкие плавятся при температуре 450 градусов, остальные являются твердыми. Например, температура упомянутого ранее припоя ПОС-61 составляет 190 градусов. По причине проблем с разогревом припоев из твердой группы, ими не пользуются когда орудуют электрическими паяльниками.
Алюминиевые детали паяют припоями с добавлением алюминия или кадмия, но они токсичны, поэтому увлекаться ими особо не стоит.
Следующий нужный компонент – флюс.
Он улучшает растекание сплава тонким слоем по поверхности детали, обеспечивает более надежное сцепление между деталями и сплавом, а также растворяет имеющие тончайшие пленочки, находящиеся на поверхностях деталей.
Канифоль является наиболее используемым флюсом, но и составы с добавлением в нее глицерина, спирта или цинка также хороши. Температура размягчения канифоли составляет 50 градусов, температура кипения – 200 градусов. Сама по себе канифоль обладает таким свойством как гигроскопичность, насыщаясь водой, ее проводимость увеличивается. Флюс из канифоли может иметь вид раствора, порошка или твердого куска.
Небольшой лайфхак от мастеров: когда выполняется пайка проводов нагрев можно выполнить, используя таблетку простого аспирина, образовавшиеся пары будут выполнять функции флюса.
Для пайки в условиях стесненности лучше всего подойдет паяльная паста, которая представляет собой смесь из флюса и припоя. Ее нужно просто нанести на изделие и нагреть паяльником.
Для более удобной организации рабочего места, можно предусмотреть подставку, ее наличие не только облегчит работу, но и будет возможность использовать ее как подставку для всех сопутствующих материалов – припоя, канифоли, жал.
Подставку можно изготовить самостоятельно из куска деревяшки, там нет ничего сложного.
Основы пайки, или как научится паятьПри производстве работ нужно помнить о правилах по технике безопасности, соблюдая которые можно предотвратить пожары, различные повреждения, такие как ожоги, а также защититься от негативного воздействия электрического тока.
Прежде всего нужно проверить провод на целостность, недопустимы никакие механические повреждения – порезов, оголения и пр. кроме того, нужно исключить спутанность, загибы, чтобы при дальнейшей работе раскаленное жало не прикасалось к нему. Паяльник можно брать только за держатель, ни в коем случае нельзя притрагиваться к его корпусу.
Обратите внимание на освещение рабочего места, если освещения недостаточно, то можно установить дополнительный источник света на месте работы – это создаст благоприятные и комфортные условия. Вентиляция также должна хорошо работать, ведь при пайке очень важно обеспечить кондиционирование воздуха в помещении от возникающих паров.
Прежде чем начать непосредственно работу, нужно избавиться от заводской смазки, находящейся на корпусе, поскольку она при нагревании может дымить. Поэтому зачастую паяльник подсоединяют к удлинителю и выводят ненадолго на улицу. Затем нужно при помощи наждачной шкурки или напильника с мелкой насечкой очистить выбранное жало от пленочки. Для этого можно использовать канифоль, просто погрузил жало туда. Затем на поверхность наносят слой олова, и приступают к соединению деталей.
Процесс пайки проводов:- Убирается изоляция на несколько сантиметров (если диаметр провода большой, то участок тоже должен быть больше)
- Зачищение и обезжиривание жил (если это необходимо)
- Формирование скрутки проводов
- Контакты обрабатываются флюсом
- На жало набирается припой, производится пайка до полного растекания. Если есть нужда, то процедуру можно повторить. Важно следить, чтобы припоем были заполнены все промежутки и полости
- Накладывание изоляционного материала.
Пайка алюминиевых и медных проводов практически не отличается. Да и, собственно, пайка любых других деталей друг с другом, имеет почти такой же алгоритм: подготовительные работы, обработка флюсом, воздействие температуры, работа с припоем.
Когда припой остынет, нужно оценить качество соединения: если есть неровности, пористые места, кривизна, значит работа некачественная вследствие недостаточной температуры, если имеются обуглености, значит, наоборот, температура была слишком высокой, а если место пайки отличается характерным блеском, значит все сделано правильно.
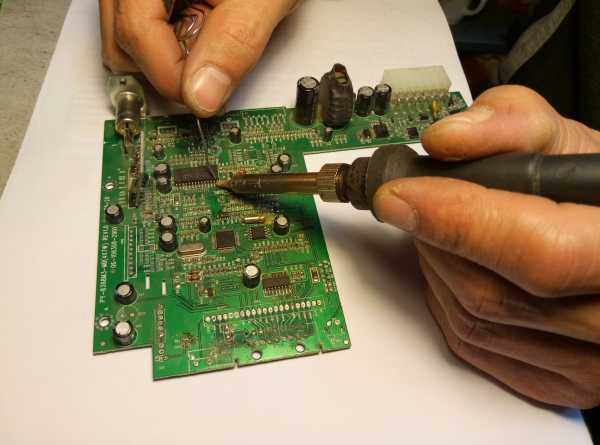
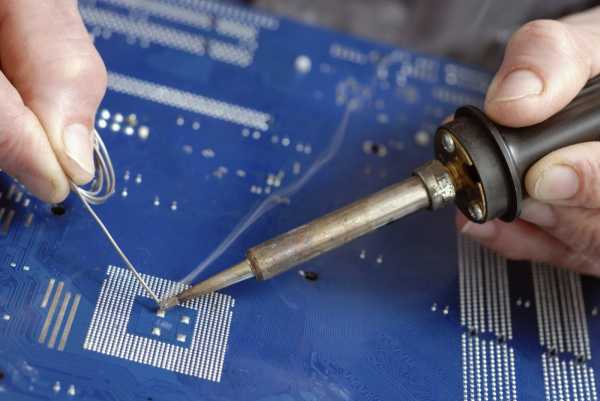
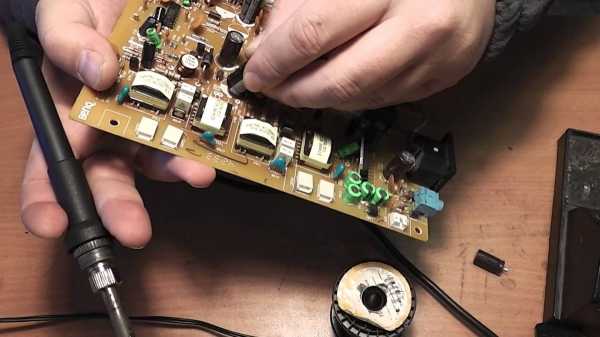
Как правильно паять микросхемыВ каждой радиодетали и в любом электронном изделии есть микросхема – это сложнейший элемент, где внедрены десятки или даже сотни мелких простых компонентов. Благодаря микросхемам все устройства имеют малогабаритные размеры и небольшой вес, но не малую стоимость из-за деталей. Если деталь будет испорчена при монтаже, то стоимость может вырасти из-за необходимости ее замены. Запаять провода или крупные элементы друг с другом не сложно, с этим справится и новичок, а вот если дело касается ремонта микросхемы, то здесь нужно действовать по-иному.
Для этого понадобится помощь паяльного инструмента. Мощность паяльника в этом случае должна быть совсем небольшой и рассчитанной на напряжение около 12 Вольт, жало лучше выбрать острое конусное. Еще одним интересным прибором, который несомненно может пригодиться, является оловоотсос, который позволяет удалить припой с платы. Оловоотсос визуально похож на шприц, где поршень оснащен пружиной и находится наверху. Путем воздействия на кнопку и пружину поршень поднимается и собирает припой.
Более удобным признана термовоздушная станция, где пайка производится при помощи разогретого воздуха. В ней есть фен с возможностью регулировать температуру воздушного потока. Еще один интересный и нужный инструмент – термостол. Он греет плату снизу, а сверху производятся различные действия.
Если дома сломалась какая-либо бытовая техника или компьютер, то вероятность того, что здесь нужны будут паяльные работы, стремится к ста процентам. Эта работа производится паяльником или паяльным феном. Существует еще один метод пайки – это с использованием бессвинцового припоя. Его применение стало практиковаться не так давно: воздействие на организм гораздо меньшее, чем при использовании свинца, но температура плавления выше.
Для пайки микросхем могут понадобиться еще такие приспособления как:- Трафарет – пластина с отверстиями, предназначенными под выводы. Они могут и не пригодиться. Сейчас производят трафареты, которые являются универсальными, они подойдут под самые распространенные типы микросхем.
- Флюс – о нем уже было много сказано. Самый распространенный флюс – это канифоль в виде куска, но для микросхем он не подойдет. Здесь нужен жидкий флюс, который можно произвести самостоятельно, растворив канифоль в спиртовом составе, а также в кислоте.
- Припой – для микросхем лучше использовать в виде проволоки, внутри которой может быть флюс из порошковой канифоли.
В наше время очень сильно упрощаются многие сферы, вот и здесь можно приобрести готовый набор, где собрано все необходимое, включая кисточку, пинцет и несколько разных припоев.
Итак, прежде всего все инструменты должны быть подготовлены к работе, включая вспомогательные – каждая мелочь сразу должна быть под рукой. Пайка плат должна происходить молниеносно, недопустимы даже намеки на перегревы, для удобства нужно пользоваться пинцетом. Если работа производится при помощи паяльника, нужно внимательно отслеживать все колебания температуры и не допускать превышения 280 градусов. Можно воспользоваться антистатическим ковриком, подложить его под плату, ведь все радиодетали имеют чувствительность к статическому электричеству.
Итак, разберем пошагово алгоритм:- Пинцетом немного отгибаются выводы;
- Сама деталь фиксируется неподвижно;
- Набирается немного припоя, погружается в канифоль, присоединяется к нужному элементу. Припой распределяется ровным слоем;
- Деталь закрепляют и ждут когда затвердеет припой;
- После этого нужно осторожно промыть плату спиртовым раствором
Олово при пайке играет роль припоя. Чтобы произвести спаивание двух деталей таких манипуляций как: подогреть одну поверхность и приложить к другой, недостаточно. Для этого лучше пользоваться паяльной станцией, поскольку преимущества при этом явно видны:
- Возможна регулировка температуры нагревания
- Выбранная температура не сбивается, а сохраняется на заданном уровне, жало не перегорает
- Паяльные станции имеют термостойкие жала.
Для пайки оловом пригодятся кусачки и нож. Сначала нужно, как и при любом другом виде пайки, приготовить рабочее место: проверить освещение, подготовить место, куда вы будете помещать ненужные мелочи, лишние элементы, залудить поверхности деталей. Затем подцепляем немного флюса и наносим олово посредством паяльника. Олово омоет контактную площадку при первом же легком касании. Остатки флюса можно аккуратно убрать.
Для того, чтобы научиться паять, если не виртуозно, то хотя бы качественно, чтобы действительно приносить этим пользу, нужно практиковаться. Все приходит с практикой, и эти работы – не исключение.
Опубликовано: 2020-04-17 Обновлено: 2021-08-30
Автор: Магазин Electronoff
ПОДХОДЯЩИЕ ТОВАРЫ
Поделиться в соцсетях
Учимся паять провода – рассмотрение всех нюансов пайки. Как правильно паять паяльником с канифолью Что нужно для паяния
Процесс пайки – это химическое соединение двух металлов с помощью припоя. Причем кристаллическая структура металла не изменяется. То есть, соединяемые части остаются при своих технических характеристиках.
Само соединение получается достаточно надежным, но многое будет зависеть от вида припоя и технологии пайки. К тому же необходимо отметить, что не все металлы могут быть соединены этим процессом. Основные же металлы, особенно стальные (железо), между собой могут быть спаяны.
Существует три технологии пайки железа оловом:
- паяльником. Для этого придется использовать мягкие припои с большим содержанием свинца;
- паяльной лампой. Здесь потребуются твердые припои с большим содержанием олова;
- электрическая пайка железа.
Первый способ применяют в том случае, если железо не будет в процессе эксплуатации подвергаться большим нагрузкам. Второй – это лужение железа оловом, когда оловянный припой наносится на поверхность металлического изделия и растирается по всей его плоскости тонким слоем.
В этой технологии обязательно применяется флюс для пайки. Третий вариант используется в производственных масштабах, для чего применяется специальное оборудование.
Пайка листов жести
Пайка жести (тонкого листового железа) является часто встречаемым процессом в изготовлении металлической тары. Но нередко и в домашних условиях приходится скреплять листы железа между собой, собирая герметичные конструкции. Поэтому перед тем как припаять один лист к другому, необходимо подготовить все нужное.
Для процесса пайки железа с помощью олова понадобится припой с небольшой концентрацией олова, к примеру, ПОС-40, флюс, паяльник и шило.
Флюс в процессе пайки железа выполняет функции растворителя и окислителя одновременно. То есть, сразу происходит смачивание металла и защита от окислительных процессов. В качестве флюсов используют канифоль и соляную кислоту или хлористый цинк и борную кислоту.
Что касается паяльника, то для проведения качественной пайки оловом лучше выбрать электрический инструмент мощностью более 40 Вт. Старый паяльный инструмент, который нагревается от пламени огня, сегодня практически не используют даже в домашних условиях.
Последовательность действий
Вот основные этапы данного процесса:
- зачистка соединяемых листов;
- нанесение флюса;
- разогрев паяльника и лужение;
- пайка оловом;
- очистка стыка бензином.
Очистку проводят механическим способом наждачной бумагой. Если загрязнения большие, то придется провести обработку растворителем. Если не удается очистить и таким методом, тогда проводят травление серной кислотой.
Два куска листового железа подносят друг к другу на расстояние 0,3 мм. Их края обрабатывают пастообразным флюсом при помощи кисточки. Жало паяльника очищается наждачкой, и сам инструмент включается в электрическую сеть через розетку. Чтобы проверить, хорошо ли он нагрелся, надо помести его жало в нашатырную смесь, которая должна закипеть.
Теперь проводится этап лужения железа. То есть, с помощью или его сплава обрабатываются края двух листов жести, чтобы покрыть их оловянным слоем, который будет выполнять защитные функции от коррозии металла.
Все готово, остается только запаять два конца листов. Жало паяльника подносится к месту стыка вместе с припоем из олова, и они оба продвигаются плавно по границе соединения.
При этом жало необходимо прижимать не острым концом, а плоской гранью, за счет чего будет прогреваться одновременно и соединяемые детали, что скажется на высоком качестве проведенной пайки железа .
Особенности работы с оцинкованными изделиями
 Пайка оцинковки оловом по чисто технологическому процессу от предыдущей ничем не отличается. Но есть в технологии свои тонкие нюансы, которые сказываются на качестве конечного результата.
Пайка оцинковки оловом по чисто технологическому процессу от предыдущей ничем не отличается. Но есть в технологии свои тонкие нюансы, которые сказываются на качестве конечного результата.
Нельзя паять оцинковку припоями, в состав которых входит большое количество сурьмы. Это вещество при контакте с цинковым покрытием создает непрочный шов.
В качестве флюса лучше использовать борную кислоту и хлористый цинк. Если сами изделия уже были залужены оловом в процессе производства, тогда в качестве флюса можно применять канифоль.
Когда производится соединение оцинкованного железа (листового) и проволоки, то последнюю надо согнуть под прямым углом, чтобы увеличить площадь контакта двух изделий.
В остальном процесс проводится точно также. Кстати, неважно, проволока была изготовлена из оцинковки или обычной стали.
Есть еще несколько важных позиций, которые надо учитывать в процессе пайки оцинкованных изделий. Если для пайки железа используются припойные стержни на основе олова и свинца, то для них лучше добавлять флюс на основе хлористого цинка и хлористого аммония. Соотношение 5:1 соответственно.
Припой на основе олова и кадмия требует едкого натра в качестве флюсовой добавки .
Если между собой соединяются оцинкованные изделия из железа, в состав защитного слоя которых входит более 2% алюминия, то применяется припой на основе олова и цинка. А в качестве флюса используют соляную кислоту и вазелин (стеарин).
В независимости от того, какие детали или узлы соединяются пайкой, необходимо после окончания процесса и остывания шва промыть место стыка водой, чтобы удалить остатки флюса.
Техника безопасности
Пайка железа оловом – процесс небезопасный. Поэтому надо строго соблюдать меры предосторожности. На руки надеваются защитные перчатки, под паяльник обязательно устанавливается подставка, чтобы разогретое жало не касалось стола и подручных материалов. И сама процедура должна проводиться аккуратно.
При кажущейся простоте паячной операции, на самом деле это серьезная процедура. И относиться к ней надо с большим вниманием. Что-то упустили, неправильно даже приложили, и можно считать, что качество стыка резко упало. Поэтому важно к каждому этапу подходить ответственно, особенно это касается очистки двух стыкуемых изделий из железа.
Спайка является основным методом электрического и механического соединения как деталей, так и проводки. Но несмотря на кажущуюся простоту процесса, пайка – дело довольно сложное и кропотливое. Именно поэтому прежде чем брать в руки паяльник, необходимо хорошо представлять чем, зачем и, главное, как паять провода.
Инструменты и принадлежности
Пайка, как и любой другой технический процесс, подразумевает использование определенных инструментов и принадлежностей. Инструментов понадобится немного: паяльник, нож, пассатижи, напильник, наждачная бумага. Принадлежностей и того меньше – достаточно паяльного флюса и спирта или бензина. Тем не менее все это является важными составляющими процесса и к выбору того и другого необходимо отнестись исключительно серьезно. Именно от качества паяльника и наличия нужных принадлежностей к нему будет зависеть как механическая, так и электрическая надежность паяного соединения.
Выбор и подготовка паяльника
Это, пожалуй, самый ответственный этап. Неудачно выбранным или неправильно подготовленным инструментом качественную пайку не получить.
Мощность и тип
Основным критерием выбора паяльника является его мощность. Промышленностью выпускаются инструменты мощностью от 10 до 200 Вт и выше. Первые могут иметь размеры авторучки, последние выглядят как натуральный молоток внушительных размеров.
Электропаяльники мощностью 30 (слева), 60 и 200 Вт.
Осталось решить, какой паяльник выбрать для пайки проводов. Тут все будет зависеть от производимой операции, а точнее, от толщины и массивности деталей, которые необходимо запаять. Чем детали массивнее, тем большую теплоемкость должен иметь инструмент. Примерную зависимость рекомендуемой мощности паяльника от выполняемой задачи можно представить в виде следующей таблицы:
- 15-25 Вт – мелкие радиоэлементы, микросхемы, проводники диаметром до 0.3-0.5 мм;
- 30-40 Вт – крупные радиоэлементы, провода диаметром до 1 мм в том числе многожильные;
- 40-60 Вт – достаточно крупные детали, проводники диаметром до 2 мм;
- 100 Вт – массивные детали, провода диаметром до 3-4 мм;
- более 100 Вт – силовая электропроводка диаметром более 4 мм.
Если под рукой не окажется паяльника с необходимыми характеристиками, можно взять несколько больший по мощности, но не наоборот. Массивным прибором спаять тонкие провода при известном навыке можно, маленьким и маломощным толстые – практически никогда. Идеально, если в вашем хозяйстве будет несколько электропаяльников различной мощности.
Но как поступить, если паяльника необходимой мощности не окажется или его вообще не существует в природе? Пытаться припаять шины в карандаш толщиной стоваттным паяльником? Ни в коем случае! В этой ситуации поможет обычный огонь. Поместите подготовленные к пайке детали, к примеру, в пламя бытовой газовой горелки или спиртовки и паяйте. Дополнительный подогрев поможет выполнить качественную пайку даже маломощным инструментом. Единственно, нагревая провода на открытом пламени, не переусердствуйте – достаточно небольшого дополнительного подогрева.
Отдельно стоит отметить так называемые «пистолетные» или импульсные паяльники, которые достаточно широко использовались, да и сегодня стоят на вооружении у мастеров на выезде.

Современный вариант пистолетного паяльника.
С первого взгляда преимущества такого аппарата налицо – он мгновенно нагревается и так же быстро остывает. Но эта особенность удобна лишь узкому кругу специалистов – мастерам по вызову. Пришел, достал из чемодана, ткнул, убрал в чемодан, забрал деньги и ушел. Но тот, кто серьезно работал с такими паяльниками, отлично знает и их недостатки.
Прибор буквально неподъемный, не держит оптимальной температуры, форма жала, которое катастрофически горит, исключительно неудобная. В результате пайку подобным инструментом с проволочной петелькой вместо жала можно охарактеризовать фразой «уф, вроде прислюнил». Пистолетный электропаяльник худо-бедно сгодится для ремонта лампового телевизора «Рекорд», да пылесоса «Вихрь», но не более. О качественной пайке, особенно проводов, тут и речи быть не может.
Заточка и облуживание жала
После того как паяльник выбран, его необходимо подготовить – заточить и облудить жало. Видов заточки жал существует множество:
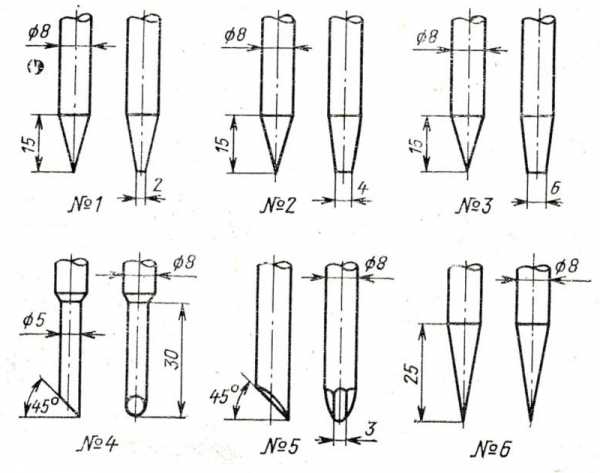
Унифицированные формы заточки жала паяльника
Какую выбрать, зависит от ваших личных предпочтений и привычек. Для пайки проводов наиболее оптимальными считаются заточки №№ 3, 4 и 5. После заточки обычным напильником жало необходимо сразу же облудить – покрыть слоем припоя. Для чего это нужно сделать? Вкратце процесс пайки заключается в следующем: на кончик разогретого жала наносится капля припоя, который впоследствии переносится на спаиваемые детали. Но как работать пальником, необлуженное жало которого покрыто оксидом меди и абсолютно не смачивается припоем?
Итак, если жало инструмента заточено или просто зачищено до медного блеска, пора переходить к облуживанию. Для этого понадобится обычная паяльная канифоль и кусочек припоя. Включаете электропаяльник в сеть и не спеша, без нажима натираете зачищенный участок кусочком канифоли. По мере разогрева паяльника канифоль начнет плавиться и покрывать жало тонким слоем.
Быстренько откладываете канифоль и берете в руки припой, пытаясь «закрасить» им покрытый канифолью участок. По мере дальнейшего разогрева паяльника припой тоже начнет плавиться и равномерно растечется по жалу. Операцию можно считать законченной. Если с первой попытки ничего не получилось, не отчаивайтесь – остудите паяльник (горячее жало зачищать бесполезно – оно тут же будет окисляться), повторите зачистку и снова залудите.
Температура инструмента
Осталось подобрать оптимальную температуру жала. Бытует мнение, что чем больше мощность электропаяльника, тем выше температура его жала. Это абсолютно неверно! От мощности зависит лишь тепловая емкость инструмента, а значит, и способность его прогреть место пайки. По этой же причине чем выше мощность паяльника, тем больше и толще его жало.
А что касается температуры паяльника любой мощности, она одинакова и должна быть такой, чтобы, с одной стороны, припой легко плавился, собираясь на кончике жала каплей, с другой – канифоль не горела с характерным запахом горящей смолы. Производя пайку проводов паяльником с недогретым жалом, вы не сможете качественно прогреть место соединения, а при работе перегретым инструментом канифоль или любой другой флюс сгорит быстрее, чем успеет выполнить свои функции. В обоих случаях получится пайка, которую монтажники называют «прислюнил».
Обычно для изменения температуры паяльника используются специальные устройства – регуляторы напряжения. Но если вы занимаетесь пайкой лишь время от времени, можно обойтись и более бюджетными, но вполне эффективными методами. Для того чтобы несколько снизить температуру жала, просто ослабьте стопорный винт на корпусе прибора и немного выдвиньте жало из корпуса.
В результате небольшая часть жала, которая до этого находилась внутри нагревательного элемента, окажется снаружи и вместо того, чтобы нагреваться, будет охлаждаться окружающим воздухом.
Если же температура паяльника недостаточна, проведите противоположную операцию – задвиньте жало глубже. Несмотря на кажущуюся простоту, такой метод весьма эффективен.
Паяльный флюс
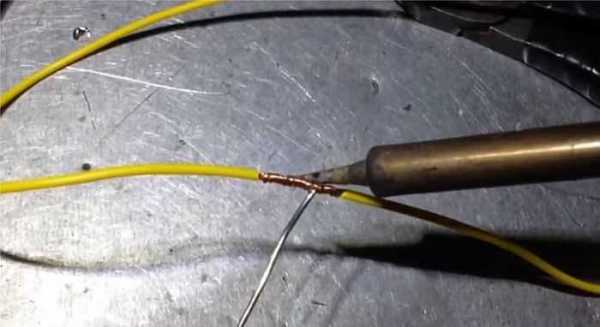
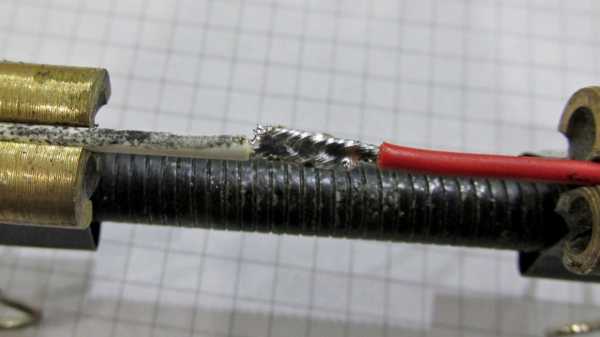
Для того чтобы пайка была качественной, припой должен прочно сцепиться со спаиваемой деталью, смочить ее. Но при нагревании практически любой металл интенсивно окисляется и абсолютно не смачивается припоем. Даже если вам удастся что-то изобразить при помощи паяльника и одного припоя, такая пайка, называемая среди специалистов «холодной», не обеспечит ни хорошего контакта, ни механической прочности. Образцом холодной пайки можно считать фото, которое на очень многих информационных ресурсах почему-то является примером исключительно качественной и правильной работы:

Припой абсолютно не сцепился с медью проводов – эту спайку можно разобрать голыми руками
Чтобы обеспечить надежное сцепление припоя со спаиваемым металлом, используют те или иные флюсы. По методу воздействия они делятся на две категории:
- пассивные;
- активные.
Пассивные флюсы, как видно из их названия, не взаимодействуют со спаиваемыми деталями. Их основное назначение – обеспечение хорошей растекаемости припоя и предотвращение образования оксидной пленки при нагревании спаиваемых деталей. Пассивные флюсы просты в использовании, доступны, безопасны для человека, не электропроводны и полностью нейтральны (не требуют отмывки после пайки). К недостаткам флюсов этого типа можно отнести неэффективность использования на окисленных деталях.
Всем известная канифоль является самым распространенным пассивным флюсом.
Активные флюсы не только улучшают растекаемость припоя и предотвращают образование оксидной пленки, но и способны эту пленку разрушать. Ввиду этого кислотные или щелочные флюсы нашли широкое применение для пайки сильно окисленных или мгновенно окисляющихся на воздухе металлов. Существуют даже вещества, снимающие при прогреве паяльником лак с эмалированного провода. Из недостатков этого типа флюсов можно отметить высокие коррозийные и электропроводящие свойства (флюс после пайки нужно обязательно смывать), опасность для человека.

Флюсы, выпускаемые промышленностью на основе кислот.
Какой флюс лучше использовать для пайки проводов? Если вы собираетесь работать с медью, то идеальным вариантом будет канифоль или раствор канифоли в спирте. Даже если провода старые, но их несложно зачистить до блеска, то все же лучше пользоваться канифолью. Она хороший диэлектрик и абсолютно не взаимодействует с металлом на химическом уровне.
Активный же флюс вам понадобится в том случае, если провода сильно окислились или выполнены из сплавов, плохо поддающихся пайке – никеля, стали, алюминия и пр. Хотя никто не запрещает пользоваться этими составами и для работы с обычной медью. Единственно, если не хотите, чтобы соединение развалилось через месяц-другой, не забудьте после работы тщательно промыть место пайки спиртом или бензином. Ну и, конечно, сразу же вымойте руки с мылом – кислота есть кислота, даже если она паяльная.
Пайка проводов
Инструменты и флюс подобраны и готовы к работе, осталось выяснить, как правильно паять паяльником провода. Пока разогревается инструмент, подготовьте проводники, которые решили соединить. Для этого их нужно аккуратно зачистить от изоляции не очень острым ножом или специальным инструментом. Выполняя эту операцию, старайтесь не повредить жилы. Это особенно важно, если провод многожильный – перерезая отдельные проводки, вы уменьшаете общее сечение провода.
Осмотрите место зачистки. Жилы медные, а металл имеет яркий «рыжий» цвет? Предварительное облуживание не потребуется. Плотно скрутите провода между собой. Если проводник мягкий, а жилки тонкие, то это можно сделать руками. В противном случае воспользуйтесь пассатижами:

Подготовка многожильной проводки к пайке .
Теперь нужно нанести на место скрутки паяльный флюс. Если вы пользуетесь жидким, к примеру, раствором канифоли в спирте, то используйте кисточку. Если канифоль твердая, то просто положите скрутку на кусочек канифоли и прижмите ее разогретым паяльником до легкого вплавления в канифоль. Теперь самая ответственная операция. Слегка обмакните жало в канифоль, а затем сразу же возьмите на него немного припоя. Прикоснитесь паяльником к будущему месту пайки и грейте соединение до тех пор, пока припой не начнет растекаться по проводу. Равномерно распределите расплав по всей скрутке. В результате у вас должно получиться что-то подобное:
Качественно спаянные проводники.
Если результат несколько отличается, не расстраивайтесь – с первого раза может получиться не совсем эстетично. Главное – припой равномерно растекся по проводкам, хорошо их смочил и пропитал скрутку. Все равно недовольны? Повторите операцию – снова нанесите канифоль и прогрейте место соединения, добавив припоя или, напротив, убрав лишний. Точно так же поступают и с одножильной или смешанной проводкой.
Теперь осталось решить вопрос как правильно спаять провода, если соединяемые проводки старые и сильно окислились. Прежде всего, постарайтесь качественно и до блеска зачистить жилки. Если провода одножильные, это несложно – достаточно ножа или мелкой наждачной бумаги. Но многожильный провод качественно зачистить не удастся, поэтому придется применить несколько иную технологию пайки паяльником – предварительное лужение с использованием кислотного флюса. Если такового под рукой не оказалось, воспользуйтесь таблеткой обычной ацетилсалициловой кислоты, именуемой в народе «аспирин».

Ацетилсалициловая кислота – отличный кислотный флюс для пайки.
Облуживание при помощи таблетки аспирина проводите в следующей последовательности:
- Освободите концы проводников от изоляции.
- По возможности зачистите окисленные провода до блеска.
- Если в проводнике много жил, плотно их скрутите между собой.
- Прижмите проводник к таблетке и прогрейте паяльником до появления дыма.
- Возьмите на жало немного канифоли, припоя и прогревая провод, хорошенько покройте его припоем, которого на жале должен быть минимум.
- Промойте облуженные концы проводов спиртом, чтобы удалить остатки кислоты.
После всех этих процедур в вашем распоряжении окажутся два одножильных проводка, готовых к пайке обычным образом:

Облуженные провода, готовые к пайке.
Осталось плотно их скрутить и спаять при помощи обычной канифоли.
Умение паять – очень полезный навык, который пригождается в жизни. Каждый мужчина должен знать, что любое соединение кабеля в виде скрутки – очень ненадёжно и некачественно, а вот пайка обеспечит прочное и качественное соединение без каких-либо потерь. Кроме того, в некоторых моментах без пайки не обойтись, например, в ремонте микросхемы, когда нужно отпаять конденсатор и заменить его другим, а также в электрике, перед подключением многожильного провода в электроприборы (счётчик, розетку или выключатель). О пайке медных проводов паяльником – мы и расскажем вам в данной статье.
Ниже мы рассмотрим:
Что необходимо для начала пайки?
Сперва давайте рассмотрим, что нужно для пайки. Для этого нам понадобятся:
- Канифоль;
- Припой (олово).
Канифоль . Канифоль используется с целью очищения поверхности, на которую будет производиться пайка, а также для образования качественного соединения и лучшего растекания припоя. Ещё для этой задачи может быть использована паяльная кислота, но по своим свойствам она уступает канифоли.
Припой . В качестве припоя чаще всего используется олово, которое обеспечивает прочное монолитное соединение, заполняя при этом пустоты.
Подготовив все перечисленные материалы – приступаем к пайке.
Процесс пайки электрическим паяльником
Для начала необходимо подготовить так называемую рабочую поверхность, на которой будет производиться процесс пайки. Лучше всего это делать за столом, но например, при залуживании электрической , иногда это не представляется возможным, поэтому нужно оборудовать спонтанное рабочее место. В качестве рабочей поверхности для пайки отлично подойдёт деревянная доска, толщиной не меньше 1 см. Для паяльника необходим будет удлинитель, если рядом нет . Когда всё подготовлено – приступаем к пайке.
Залуживание концов кабеля
Как уже говорилось, это необходимо делать в соответствии со стандартами подключения электрики: счётчиков, автоматов и т.п. Для начала нужно снять часть изоляции провода на необходимую длину. Ещё один момент: при использовании б/у кабеля рекомендуется откусить концы без изоляции (они наверняка окислились). При использовании многожильного кабеля, жилы необходимо закрутить по часовой стрелке. Далее включаем паяльник в сеть и ждём, пока он нагреется.
Когда паяльник достиг рабочей температуры, кабель кладём на канифоль и утапливаем его паяльником, после чего достаём и равномерно обрабатываем канифолью концы. После этого сразу набираем на паяльник припой и обрабатываем им концы кабеля, равномерно распределяя припой по проводу. При этом, для равномерного нанесения припоя нужно прокручивать кабель. Старайтесь, чтобы не было бугров при зажуливании кабеля. После того как олово остынет, оно создаст прочную монолитную поверхность.

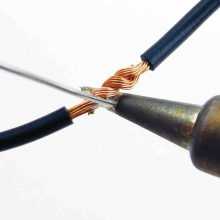
Пайка медного кабеля
Давайте на примере ещё рассмотрим, как спаять два конца медного провода. Это очень нужная процедура, которая обеспечит надёжное и качественное соединение не только медного многожильного электрического кабеля, но и кабеля для наушников, колонок и т.п.
Для того чтобы спаять два конца провода необходимо сначала их залудить, после чего с помощью припоя соединить их. Существует два способа припаивания кабеля:
- Первый способ – когда небольшая часть кабеля накладывается на другой, и они припаиваются;
- Второй способ – когда части кабеля накладываются друг на друга и припаиваются.
Перед пайкой электрического кабеля он должен быть полностью обесточен! Также после пайки провода место соединения необходимо заизолировать термоусадкой, а при её отсутствии изолентой.
На этом собственно и всё. Напоследок предлагаем вашему вниманию посмотреть подробный видеоурок, в котором детально рассказывается и демонстрируется залуживание проводов и их пайка, а также пайка микросхем.
Один из наиболее надежных способов соединения проводов и деталей — пайка. Как правильно паять паяльником, как подготовить паяльник к работе, как получить надежное соединение — обо всем этом дальше.
В быту используются «обычные» электрические паяльники. Есть, работающие от 220 В, есть — от 380 В, есть — от 12 В. Последние отличаются небольшой мощностью. Используются, в основном, на предприятиях в помещениях с повышенной опасностью. Можно их применять и в бытовых целях, но нагрев их происходит медленно, да и мощность маловата…
Выбрать надо тот, Который удобно «лежит» в руке
Выбор мощности
Мощность паяльника выбирается в зависимости от характера работы:

В домашнем хозяйстве достаточно иметь два паяльника — один маломощный — 40-60 Вт, и один «средний» — около 100 Вт. С их помощью можно будет покрыть около 85-95% потребностей. А пайку толстостенных деталей все равно лучше доверить профессионалу — тут нужен специфический опыт.
Подготовка к работе
Когда паяльник включается в сеть первый раз, часто он начинает дымить. Это выгорают смазочные материалы, которые были использованы в процессе производства. Когда дым перестает выделяться, паяльник выключают, ждут пока он остынет. Дальше надо заточить жало.

Заточка жала
Далее надо подготовить к работе жало. Это цилиндрический стержень, сделанный из медного сплава. Фиксируется при помощи прижимного винта, который находится в самом конце термокамеры. В более дорогих моделях жало может быть слегка заточено, но, в основном, заточки нет.

Изменять будем самый кончик жала. Использовать можно молоток (сплющивать медь как вам нужно), напильник или наждак (просто стачивать ненужное). Форму жала выбирают в зависимости от предполагаемого типа работ. Его можно:
- Сплющить в виде лопатки (как у отвертки) или сделать плоской с одной стороны (угловая заточка). Этот тип заточки нужен, если паяться будут массивные детали. Такая заточка увеличивает плоскость соприкосновения, улучшает передачу тепла.
- Сточить край жала в острый конус (пирамидку) можно, если предполагается работа с мелкими деталями (тонкие провода, электродетали). Так проще контролировать степень нагрева.
- Тот же конус, но не такой острый подойдет для работы с проводниками большего диаметра.
Более универсальным считается заточка «лопаткой». Если ее сформировать при помощи молотка, медь уплотняется, корректировать наконечник надо будет реже. Ширину «лопатки» можно делать больше или меньше, подрабатывая ее по сторонам напильником или наждаком. С этим типом заточки работать можно с тонкими и средними паяемыми деталями (поворачивать жало в нужное положение).
Лужение паяльника
Если жало паяльника не имеет защитного покрытия, его необходимо залудить — покрыть тонким слоем олова. Это защитит его от коррозии и быстрого износа. Делают это при первом же включении инструмента, когда дым перестал выделяться.
Первый способ лужения жала паяльника:
- довести до рабоче температуры;
- прикоснуться к канифоли;
- расплавить припой и растереть его вдоль всего жала (можно деревянной щепкой).
Второй способ. Смочить тряпку раствором хлористого цинка, нагретое жало потереть о тряпку. Расплавить припой и куском поваренной каменной соли растереть его по всей поверхности жала. В любом случае медь должна покрыться тонким слоем олова.
Технология пайки паяльником
Практически все сейчас пользуются электрическими паяльниками. Те, у кого работа связна с пайкой, предпочитают иметь паяльную станцию, «любители» предпочитают обходиться обходиться обычными паяльниками без регуляторов. Иметь несколько паяльников разной мощности достаточно для работ разного типа.
Чтобы разобраться как правильно паять паяльником, надо хорошо представлять себе процесс в общем, затем углубляться в нюансы. Потому начнем с краткого описания последовательности действий.
Пайка подразумевает последовательность повторяющихся действий. Говорить будем о пайке проводов или радиотехнических деталей. Именно с ними приходится встречаться в хозяйстве чаще. Действия такие:

На этом пайка закончена. Надо остудить припой и проверить качество соединения. Если все сделано правильно, место пайки имеет яркий блеск. Если припой выглядит тусклым и пористым — это признак недостаточной температуры во время пайки. Сама пайка называется «холодной» и не дает требуемого электрического контакта. Она легко разрушается — достаточно потянуть провода в разные стороны или даже подковырнуть чем-то. Еще место пайки может быть обугленным — это признак обратной ошибки — слишком высокой температуры. В случае с проводами она часто сопровождается оплавлением изоляции. Тем не менее, электрические параметры бывают нормальными. Но, если паяются проводники при устройстве проводки, лучше переделать.
Подготовка к пайке
Сначала поговорим о том, как правильно паять паяльником провода. Для начала надо удалить изоляцию. Длина оголяемого участка может быть разной — если паять собираетесь проводку — силовые провода, оголяют 10-15 см. Если припаять надо малоточные проводники (те же наушники, например), длина оголяемого участка небольшая — 7-10 мм.

После снятия изоляции необходимо провода осмотреть. Если есть на них лак или оксидная пленка, ее надо удалить. У свежезачищенных проводов оксидной пленки обычно не бывает, а лак иногда присутствует (медь имеет не рыжий цвет, а коричневатый). Оксидную пленку и лак можно удалить несколькими способами:
- Механически. Использовать наждачную бумагу с мелким зерном. Ею обрабатывают оголенную часть провода. Так можно сделать с одножильными проводами довольно большого диаметра. Обрабатывать наждачной бумагой тонкие проводки неудобно. Многожильные так вообще можно оборвать.
- Химический способ. Оксиды хорошо растворяются спиртом, растворителями. Лаковое защитное покрытие снимается при помощи ацетилсалициловой кислоты (обычный аптечный аспирин). Провод кладут на таблетку, прогревают паяльником. Кислота разъедает лак.
В случае с лакированными (эмалированными) проводами можно обойтись без зачистки — нужно использовать специальный флюс, который так и называется «Флюс для пайки эмалированных проводов». Он сам разрушает защитное покрытие во время пайки. Только чтобы впоследствии он не начал разрушать проводники, его после окончания пайки его надо удалить (влажной тряпкой, губкой).

Если припаять надо провод к какой-то металлической поверхности (например, провод заземления к контуру), процесс подготовки мало чем меняется. Площадку, к которой будет припаиваться провод, надо зачистить до чистого металла. Сначала механически удаляются все загрязнения (включая краску, ржавчину и т.д.), после чего при помощи спирта или растворителя поверхность обезжиривается. Далее можно паять.
Обработка флюсом или лужение
При пайке главное — обеспечить хороший контакт спаиваемых деталей. Для этого перед началом пайки соединяемые детали надо залудить или обработать флюсом. Эти оба процесса взаимозаменяемы. Их основное назначение — улучшить качество соединения, облегчить сам процесс.

Лужение
Для обработки проводов потребуется хорошо разогретый паяльник, кусок канифоли, небольшое количество припоя.
Берем зачищенный провод, укладываем его на канифоль, прогреваем паяльником. Прогревая, поворачиваем проводник. Когда провод окажется весь в расплавленной канифоли, на жало паяльника набираем немного припоя (просто прикасаемся жалом). Затем вынимаем провод из канифоли и кончиком жала проводим по оголенному проводнику.

Лужение проводов — обязательный этап при пайке
При этом припой тончайшей пленкой покрывает металл. Если это медь, из желтой, она становится серебристой. Провод тоже надо немного поворачивать, а жало двигать вверх/вниз. Если проводник хорошо подготовлен, он полностью становится серебристым, без пропусков и желтых дорожек.
Обработка флюсом
Тут все и проще, и сложнее. Проще в том смысле, что нужен только состав и кисточка. Кисточку обмакиваем в флюс, наносим тонким слоем состав на место пайки. Все. В этом простота.
Сложность в выборе флюса. Есть много разновидностей этого состава и под каждый вид работы надо подбирать свой. Так как сейчас говорим о том, как правильно паять паяльником провода или электронные компоненты (платы), то приведем несколько примеров хороших флюсов для этого типа работ:

Для пайки электронных компонентов (печатных плат) не используйте активные (кислотные) флюсы. Лучше — на водной или спиртовой основе. Кислотные же имеют хорошую электропроводность, что может нарушить работу устройства. Также они очень химически активны и могут вызвать разрушение изоляции,коррозию металлов. Благодаря своей активности они очень хорошо подготавливают к пайке металлы, потому их используют, если надо припаять провод к металлу (обрабатывают саму площадку). Наиболее распространенный представитель — «Паяльная кислота».
Разогрев и выбор температуры
Если хотите знать, как правильно паять паяльником, надо научиться определять достаточно ли разогрето место пайки. Если пользуетесь обычным паяльником, ориентироваться можно по поведению канифоли или флюса. При достаточном уровне нагрева они активно кипят, выделяют пар, но не горят. Если поднять жало, капли кипящей канифоли остаются на кончике жала.
При использовании паяльной станции исходят из таких правил:

То есть, на станции выставляем на 60-120°С выше, чем температура плавления припоя. Зазор температур, как видите большой. Как выбрать? Зависит от теплопроводности спаиваемых металлов. Чем лучше он отводит тепло, тем более высокой должна быть температура.
Внесение припоя
Когда место пайки достаточно разогрето, можно добавлять припой. Его вносят двумя способами — расплавленное, в виде капли на жале паяльника или в твердом виде (проволоку припоя) непосредственно в зону пайки. Первый метод используется если область пайки небольшая, второй — при значительных площадях.
В случае, если надо внести небольшое количество припоя, его касаются жалом паяльника. Припоя достаточно, если жало стало белым, а не желтым. Если повисла капля — это перебор, ее надо удалить. Можно стукнуть пару раз по краю подставки. Потом сразу возвращаются в зону пайки, проводя жалом вдоль места пайки.
Во втором случае проволоку припоя вводим непосредственно в зону пайки. Нагревшись, он начинает плавиться, растекаясь и заполняя пустоты между проводами, занимая место испаряющегося флюса или канифоли. В этом случае надо вовремя убрать припой — его переизбыток тоже не очень хорошо влияет на качество пайки. В случае с пайкой проводов это не так критично, а вот при пайке электронных элементов на платах очень важно.
Чтобы пайка была качественной, необходимо все делать тщательно: зачищать провода, прогреть место пайки. Но перегрев тоже нежелателен, как и слишком большое количество припоя. Вот тут нужна мера и опыт, а набраться его можно повторяя все действия некоторое количество раз.

Приспособление для более удобной пайки — третья рука
Как научиться паять паяльником
Для начала возьмите несколько кусков одножильного провода небольшого диаметра (можно — монтажные провода, те, которые используются в связи и т.п.) — с ними работать проще. Нарежьте их на небольшие кусочки и на них тренируйтесь. Сначала старайтесь спаять два провода. Кстати, после лужения или обработки флюсом их лучше скрутить между собой. Так увеличиться площадь контакта и проще будет удерживать провода на месте.
Когда пайка несколько раз получится надежной, можно увеличить количество проводков. Их тоже надо будет скручивать, но уже применять придется пассатижи (две проволоки можно скручивать руками).
Нормальная пайка означает:

После того, как освоена пайка нескольких проводов (трех…пяти), можно попробовать многожильные провода. Сложность состоит в зачистке и лужении. Зачищать получится только химическим методом, а лудить, предварительно скрутив провода. Затем залуженные проводники можно попытаться скрутить, но это довольно сложно. Придется их удерживать при помощи пинцета.
Когда и это освоено, можно тренироваться на проводах большего сечения — 1,5 мм или 2,5 мм. Это те провода, которые применяют при прокладке проводки в квартире или доме. Вот на них и можно тренироваться. Все тоже, но работать с ними сложнее.
После завершения пайки
Если обрабатывали провода кислотными флюсами, после остывания припоя, его остатки надо смыть. Для этого используют влажную тряпку или губку. Их смачивают в растворе моющего средства или мыла, после — удаляют влагу, просушивают.
О том, как правильно паять паяльником вы знаете, теперь надо приобретать практические навыки.
Нередко возникает надобность скрепить стальные детали без сверлений, и без сварки. Выручит пайка стали. Но как это сделать правильно, ведь здесь имеются особенные нюансы. Несколько рекомендаций от специалистов.
Какая сталь паяется хорошо
Отдельные марки стали хорошо поддаются пайке, другие паяются с большим трудом, ни с каким припоем соединяться не желают, ни под каким флюсом. Как правило, мягкие стали «для гвоздей» легко паяются. На бытовом уровне это можно объяснить и тем, что материал усеян микроскопическими кратерами и неровностями. Но также имеются электротехнические марки, особо твердые и упругие, и применяемые для валов, точной механики. Здесь уже как повезет…
Вопрос в том, что определить марку на глазок домашнему мастеру невозможно. Узнать насколько хорошо паяется данная деталь из стали, или близкого к ней сплава, можно только экспериментальным путем.
Как выполняется соединение оловом – порядок действий
Все зависит от того, насколько удачно можно залудить данную деталь, насколько прочным окажется контакт оловянного припоя со сталью. Чтобы контакт оказался удовлетворительными, если это возможно вообще, нужно выполнить следующее:
- зачистку стали, химическую зачистка под припоем;
- разогрев детали до температуры плавления припоя, нахождение припоя на детали под флюсом некоторое время в текучем состоянии.
Зачистка стали выполняется сперва механически, — наждачной бумагой, убираются слои ржавчины и загрязнений. Затем в качестве флюса применяется состав, который хорошо реагирует с окислами железа.
Наиболее безобидной в применении, но эффективной в данном случае, оказывается ортофосфорная кислота, которую легко приобрести в автомагазине, как «очистку ржавчины».
Требуемая мощность разогревающих устройств полностью зависит от массы деталей.
Процесс пайки двух стальных деталей
Если нужно спаять два больших гвоздя, то мощности одного паяльника 100 Вт будет маловато. Для разогрева зажатого в тисках большого гвоздя, или подобной по массе детали из стали, нужно воспользоваться строительным феном. Или газовой горелкой.
Также понадобится вата на палочке, для подачи флюса в зону разогрева, и паяльник от 50 Вт.

- Зачищенная наждачкой сталь разогревается горелкой.
- На горячую деталь наносится ортофосфорная кислота и тут же подается паяльником расплавленный оловянный припой.
Как правило, у стальных деталей, которые поддаются пайке, возникает весьма прочная связь с оловом, т.е. происходи покрытие металла, — залуживание.
Это же повторяется с другой деталью. Затем разогреваются две детали, находящиеся вместе, и в зону контакта подается дополнительный припой паяльником.
Насколько прочна пайка стали, можно ли сделать прочнее
Прочность такого соединение будет обуславливаться многими факторами:
- прочностью связи припоя с металлом,
- площадью соединения,
- направлением нагрузки по отношению к спаянным плоскостям.
Но в любом случае прочность пайки оловом не идет ни в какое сравнение с тем, что привыкли понимать под прочностью характерной для стали или «сварка металла».
Упрочить можно применив другой припой, — специальные прочные составы и более тугоплавкие с включением серебра, цинка, меди и др.
Другое направление увеличения прочности – покрытие припоем не только плоскости, но и боковин детали, — охват детали припоем. Тогда сопротивление на отрыв при разнонаправленных нагрузках будет больше.

Особопрочная пайка, особые припои
Чтобы применить составы дающие прочное соединение со сталью, с собственной температурой плавления порядка 800 — 900 град, нужно использовать графитовый тигель.
Работу должны вести только специалисты по плавке металлов. Необходимо знать основы плавления металлов, порядок обращение с расплавами и технику безопасности. В общем, пайка стали сверхпрочными припоями выполняется на специализированных предприятиях.
Возможный состав припоя:
- 55% цинка, 45% меди, немного кремния для увеличения текучести.
Состав расплавляется под слоем угля в графитовом тигеле.
Стальные детали, подлежащие пайке, разогреваются газовой горелкой.
В качестве флюса используется ортофосфорная кислота.
Расплав подается на детали. Как правило, залуживание и пайка производятся за один разогрев и деталей и припоя.
Но подобная пайка стали по сложности превосходит простую сварку….
Но в быту, где нужно «залатать», «прикрепить», «состыковать» две стальные детали, нужно пользоваться припоями с низкой температурой плавления, типа свинцово-оловянных.
Узнаем как будет правильно паять провода паяльником с канифолью?
Каждый ли домашний мастер знает, как правильно паять провода паяльником? Данный вид соединения является самым эффективным, нежели их скрутка. Последний способ вообще запрещен ПУЭ. С одной стороны, кажется, что сам процесс пайки довольно прост: достаточно погрузить жало в канифоль, набрать немного припоя и соединить провода.
В действительности такая работа требует определенных навыков, которые приходят лишь с опытом. Между мастерами этого дела есть разница в качестве пайки, причем весьма существенная. Чтобы понять всю суть, стоит углубиться в эту область.
Виды паяльников
Существует несколько разновидностей подобного рода инструментов:
- Электрические — работают от обычной домашней сети.
- Газовые — используется газовая горелка.
- Термовоздушные — здесь работа ведется воздушным потоком.
- Индукционные — наконечник разогревается магнитным полем.
В повседневной жизни в основном пользуются электрическими паяльниками. Они между собой отличаются мощностью, что актуально для проведения различных работ.
Что может потребоваться
Собственно для работы не обойтись без самого паяльника. Также потребуется канифоль или любые другие флюсы, припой. С подставкой для инструмента будет заметно легче. Кроме того, задумываясь над тем, как правильно паять провода паяльником к микросхеме, можно прийти к выводу: работа будет существенно облегчена с наличием дополнительных приспособлений и материалов:
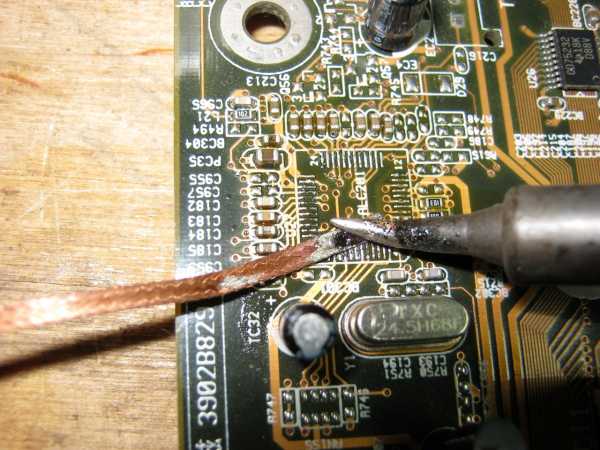
- Металлическая подставка в качестве рабочей поверхности, на которой будет проводиться сам процесс пайки.
- Оплетка из тонких медных жил. Ею можно убирать лишний припой.
- Плоскогубцы, зажимы или пинцеты. Ими удобно держать нагретые металлические части.
- Напильник. Иногда приходится затачивать жало паяльника.
- Изолента, термоусадочные трубки обеспечивают изоляцию жил.
- Спирт, которым можно смыть излишки флюса.
Помимо этого, следует хорошо подготовиться к самой работе.
Сперва необходимо все тщательным образом подготовить: материалы, инструмент. Стоит заблаговременно составить список всего, что может понадобиться, и строго придерживаться его. В противном случае процесс пайки превратится в настоящее мучение.
Флюсы
Рынок строительных материалов представлен широким ассортиментом флюсов для пайки. Многие из них являются универсальными и подходят для разных целей. Главная роль, которую исполняют эти вещества в решении задачи, как правильно паять паяльником провода к плате (или для иных случаев), — подготовить материалы к самому процессу:
- травление жил проводов;
- удаление оксидной пленки.
Для разных видов металлов и их сплавов существуют свои флюсы. При этом в их химический состав включены щелочные смеси, кислоты и соли. Все это активно участвует в реакциях при достижении высокой температуры.
Условно все флюсы можно разделить на две основные группы:
- активные элементы;
- «препараты» на основе канифоли.
Активные элементы изготавливаются на основе неорганических кислот (соляной либо хлорной). Их можно использовать для соединения любых проводников, включая металлические детали. Только стоит учитывать, что такой флюс отрицательно воздействуют на медь, вызывая процесс коррозии. Поэтому следует незамедлительно удалить все остатки материала сразу же после завершения пайки. У этих элементов повышенная проводимость, что нередко становится причиной короткого замыкания.
Что касается препаратов с канифолью, то они могут содержать спирт и глицерин, которые полностью испаряются в процессе пайки. У флюсов в жидком виде не столь высокая эффективность, однако они незаменимы, если приходится работать с цветными металлами. Но здесь также требуется быстрая их смывка. Для более простых задач, связанных с пайкой, зачастую используется сама канифоль в чистом виде.
Выбор припоя
Как правильно паять провода паяльником? Подобрать флюс не так уж и легко. С выбором припоя все заметно проще. При работе с медными проводами следует использовать оловянно-свинцовые сплавы вида ПОС. Цифра, которая указана после маркировки, соответствует содержанию олова в припое.
Как отмечают специалисты, следует отдавать предпочтение сплавам с большим количеством олова. Благодаря этому электропроводность нового соединения заметно возрастает. Так оно приобретает дополнительную прочность.
Включение свинца способствует нормализации застывания припоя. Без этого элемента на поверхности припоя могут образоваться трещины, что в итоге приводит к неизбежному разрушению соединения.
Сегодня на рынке можно встретить и другие припои, для изготовления которых применяют современные технологии. Свинец заменен цинком или индием. А поскольку это нетоксичные элементы, то и сплавы получаются экологичными и безопасными. Само соединение отличается повышенной прочностью и устойчиво к коррозионным процессам.
Поэтому с таким вариантом можно даже не заморачиваться касательно того, как паяльником правильно паять провода.
Паяльная паста
В продаже, помимо флюсов и припоев, можно встретить специальную пасту для пайки. Однако ее несложно приготовить самому. Для этого стоит взять эмалированную посуду, куда необходимо поместить соляную кислоту (32 мл), добавить обычную воды (12 мл), затем опустить кусочки цинка (8,1 г). После завершения реакции растворения к составу добавляется олово (8,7 г). Теперь остается ждать завершения очередной реакции. После этого вода выпаривается до образования пастообразной субстанции.
Теперь следует состав переложить в фарфоровую емкость и добавить измельченные элементы в следующем количестве:
- свинец — 7,4 г;
- олово — 14,8 г;
- сухой нашатырь — 7,5 г;
- цинк — 29,6 г;
- канифоль — 9,4 г;
- глицерин — 10 мл.
Все это подогревается и хорошо перемешивается.
Пайка с пастой
Как правильно паять провода паяльником с паяльной пастой? В этом случае следует придерживаться следующей последовательности действий:
- Жилы проводов подготавливаются известным способом, если нужно —скручиваются.
- Паста наносится кистью тонким слоем.
- Поверхность пайки разогревается паяльником до плавления пасты.
- Припой убирается для остывания соединительного материала.
Как можно заметить, каких-либо существенных отличий от обычного использования олова здесь нет. Паста показывает свою высокую эффективность не только в соединении проводов, но и мелких деталей из металлических сплавов на основе меди или латуни.
Особенности соединения проводов пайкой
В большинстве случаев используется общая схема, которая состоит из стандартных манипуляций. При этом стоит заметить, что зачастую расходники могут обладать универсальностью. При необходимости одними можно заменить другие. Если же речь идет о соединении, которое впоследствии будет подвергаться значительным нагрузкам, технологические требования необходимо выполнять неукоснительно! В частности, нужно использовать определенные материалы.
Как паяльником правильно паять тонкие провода? Непосредственно сама суть работы состоит в нагреве жил до высокой температуры и последующем их соединении друг с другом путем обволакивания припоем. Когда провода остывают, место пайки становится монолитным.
С точки зрения многих электриков такая работа кажется слишком легкой. В действительности при выполнении этой процедуры можно неизбежно столкнуться с ее специфическими особенностями. Каждый конкретный случай отличается выбором припоя. К тому же необходимо обеспечить надежную фиксацию и неподвижность проводов для их соединения припоем.
Важный момент, о котором следует знать
Если высокотемпературным способом соединяются между собой медные провода, то в этом случае необходимо с особым вниманием отнестись к электрической проводимости и механической прочности места пайки. Эти параметры находятся в прямой зависимости друг от друга.
Как правильно паять провода паяльником с оловом? Качество соединения проводов зависит от того, насколько прочной выполнена пайка. А это уже само по себе обеспечивает электрическую проводимость на высоком уровне. При этом имеет значение и толщина слоя нанесенного припоя, так как он обладает большим удельным сопротивлением.
Прочность соединения медных проводников во многом обусловлена чистотой спаиваемых поверхностей. Припой взаимодействует с жилами на атомном уровне. В связи с этим серьезной помехой может стать не только загрязнение, но и наличие тонкой оксидной пленки.
Другое обязательное условие — это температура припоя. Она должна быть заметно ниже, нежели соединяемые детали. Если использовать материалы с более высокой температурой плавления, то в этом случае невозможно добиться необходимой прочности соединения. Его кристаллическая решетка будет сформирована неправильно. По этой причине в отношении медных проводов следует использовать только тот припой, который им соответствует.
Процедура пайки
Теперь собственно займемся рассмотрением самой процедуры, как паяльником правильно паять медные провода.
Весь процесс такого соединения можно условно поделить на несколько основных этапов:
- подготовка проводников;
- лужение;
- соединение.
Подготовка проводников
Перед тем как спаивать проводники или соединять их с микросхемой, стоит их подготовить к предстоящей операции. Для этого небольшой участок следует освободить от изоляции. Если жилы содержат оксидную пленку, то от нее необходимо избавиться. В противном случае (как мы уже знаем) качество соединения будет на низком уровне.
С этой целью подойдет небольшой кусок наждачной бумаги. Большое зерно здесь использовать не имеет смысла, поэтому стоит ограничиться мелким. Металлическая жила должна блестеть.
Лужение
Теперь можно включить паяльник и дождаться, пока он нагреется до температуры плавления канифоли. При прикосновении с этим материалом он станет активно плавиться, даже с небольшим шипением.
Теперь наступает предварительный этап задачи, как правильно паять провода паяльником. Берется жила (или несколько), подносится к канифоли, которая разогревается жалом паяльника. Далее вся зачищенная металлическая поверхность погружается в расплавленный материал, чтобы жила полностью им покрылась.
После этого процесса следует собственно само лужение. То есть жалом прихватывается кусок припоя (точнее уже капля), а материал разносится по всей жиле. Он довольно быстро растекается и обволакивает обработанную часть проводника, покрывая его тонким слоем нового металла.
Для более скорого распределения припоя проводник следует поворачивать. Естественный оттенок жил уходит. Появляется приятный серебристый цвет. Таким образом следует обработать все провода, которые планируется соединить.
Соединение
Собственно теперь наступает сам процесс пайки. Для этого проводники складываются вместе жилами (одна к другой). Важно, чтобы при этом они находились вплотную. Если соединение затрагивает большую протяженность жил, то предварительно их можно скрутить между собой.
Теперь остается прихватить жалом припой. Он прижимается к месту пайки. Особых усилий здесь прилагать не нужно, ведь капля металла расплавит материал лужения и все соединится в единое монолитное звено. И когда припоем покроется все место соединения, процесс можно считать завершенным.
Провода, правда, стоит еще некоторое время удерживать вместе, чтобы материал остыл. Для ускорения этого процесса на припой можно подуть.
Пайка медных проводов с алюминиевыми
Разбирая тему, как правильно паять провода паяльником с канифолью, стоит рассмотреть и такой важный момент. Соединять алюминий с прочими химически активными металлами напрямую ни в коем случае не следует! А медь как раз относится к такой разновидности материалов. Алюминиевые и медные жилы не то, чтобы паять, их даже нельзя просто соединять друг с другом непосредственным касанием.
Это обусловлено тем, что у этих металлов разная теплопроводность и электрическая проводимость. Когда по алюминиевому проводу проходит ток, металл больше разогревается и сильнее расширяется в силу своих качеств. Что касается меди, то данный металл хоть также греется и расширяется, но делает это заметно медленнее.
В результате постоянных циклов расширения-сужения нарушается контакт, причем независимо от того, насколько качественно выполнен. В результате образуется пленка, которая препятствует прохождению тока. Поэтому провода из этих металлов не соединяют друг с другом напрямую.
Можно ли паять оловом. Как правильно паять металл. Другие виды пайки
Процесс пайки сам по себе не сложен – подготавливаем детали, обрабатываем флюсом, разогреваем, добавляем припой в зоне пайки. Но, как и в любом деле есть свои нюансы, которые необходимо знать, чтобы получить качественный результат.
Что представляет собой процесс спаивания
Пайка выполняется, когда необходимо соединить две детали.

Перед процессом необходимо подготовить компоненты: очистить от грязи и удалить оксидную пленку в месте спаивания, так как наличие даже небольших загрязнений или окисления помешает надежной стыковке материалов.

При выборе припоя нужно руководствоваться правилом – температурный режим плавления припоя должен быть ниже температуры плавления элементов, которые планируется соединить.

Порядок действий в технологии пайки:
Поверхности деталей необходимо зачистить от грязи, ржавчины, окисной пленки и пр., так, чтобы появился блеск основного металла. Для удаления окисления и его предотвращения в дальнейшем необходимо покрыть детали в месте соединения флюсом. Нанести его можно кисточкой тонким слоем.






Альтернативой второму этапу может быть вариант обработки, называемый лужение. Используется в основном для обработки проводов. Зачищенный провод кладется на канифоль, прогревается паяльником, провод необходимо поворачивать, чтобы он весь оказался в расплавленной канифоли, далее наносится тонкий слой расплавленного припоя, который на химическом уровне соединяется с основным металлом (можно взять капельку припоя непосредственно паяльником и нанести на деталь).
Детали соединяют механически: к примеру, при работе с проводами нужно сделать скрутку; выводные элементы на плате фиксируются пластилином, воском или термоклеем, другие детали можно зажать пассатижами или тисками.

Наносится дополнительно флюс, чтобы избежать окисления при нагреве. Разогретым паяльником наносится припой.

Для легкости понимания прилагаем фото-инструкцию, как правильно паять.

Виды паяльников
В быту распространены сетевые паяльники, работающие от напряжения 220 В.

Профессионалы отдают предпочтение паяльным станциям. Основной их плюс – наличие термостата, благодаря которому стабильно обеспечивается заданная температура.

В случае с сетевыми паяльниками, температура определяется по канифоли или флюсу, когда паяльник готов к работе они начинают хорошо кипеть, но до горения доводить не стоит.

Для домашнего пользования можно приобрести два паяльника с малой (40-60 Вт) и средней мощностью (100 Вт). Маломощный паяльник предназначен для спаивания деталей в электронике.





Расходники
Флюс
Это смесь для снятия окисления с металлических деталей перед процессом спаивания. Обработка флюсом позволяет лучше растечься припою по месту стыка и защитить его от коррозии при нагревании. Флюс можно встретить в виде жидкости, пасты и порошка. Наносить, конечно, удобнее жидкий флюс.

Флюсами могут быть канифоль, нашатырь, кислоты борная и ортофосфорная, таблетки обычного аспирина.

В продаже легко найти флюс для любого вида работы, и как правило, на этикетке уже указано, как и для каких материалов его использовать. Это позволяет не заниматься самодеятельностью, а использовать уже подготовленную смесь, что позволит избежать сюрпризов в виде нагара.


Канифоль – популярный флюс, отличается приятным запахом при нагревании, не токсична. Как паять паяльником с канифолью: можно взять сразу жидкий вариант канифоли, он удобнее. Если же имеем дело с твердой канифолью, то сначала нужно расплавить ее паяльником и жалом нанести ее на место спаивания.

Канифоль подходит для пайки медных проводников, радио- и электроэлементов, хорошо ведет себя с золотом и серебром. Остатки канифоли после пайки нужно убрать, чтобы предупредить коррозию металла.

Спирто-канифольный флюс (сокращенно СКФ) – это канифоль со спиртом в пропорциях один к трем. Применяется в тех же случаях, что и обычная канифоль. Удобнее в использовании за счет жидкого состояния.




Припой
Припой имеет меньшую температуру плавления, чем материал соединяемых элементов, поэтому в горячем виде он обволакивает соединение, а после остывания две детали становятся единым целым. При какой температуре паять зависит от химического состава деталей и выбранного припоя.

Сплавы, используемые как припои:
- олово+свинец
- кадмий
- никель
- серебро и пр.


На рынке чаще всего встречаются свинцово-оловянные припои ПОС. После аббревиатуры ПОС следует цифровое значение, которое указывает на количество олова. Чем оно выше, тем больше олова, что положительно отражается на прочности и электропроводности будущего соединения.
Эта подсказка позволит разобраться, как правильно паять оловом, в качестве флюса обычно выбирается канифоль (наиболее удобный вариант – оловянная проволока внутри которой уже присутствует канифоль).

Свинец идет в качестве регулятора процесса застывания, так как олово без этого вспомогательного элемента растрескается и покроется иглами. Свинец может быть заменен индием или цинком (бессвинцовые припои).

Для алюминия нужно будет выбрать специализированные флюс (Ф-61А, Ф-34А) и припой (есть разные варианты).

Жала паяльника
Практически все жала делаются из меди, бывают с покрытием и без. Хромированные и никелированные жала более жаростойкие, долговечные и не подвержены окислению.


Жала без покрытия требуют постоянной зачистки, так как окислившись они перестают качественно работать (припой не прилипает). А в ходе чистки жало довольно быстро стачивается.

Выбор формы жала зависит от поставленной задачи, но универсальными считаются в форме шила и лопаточки.



Завершение работы
После того как работа с паяльником завершена, необходимо очистить жало от припоя, и можно уже выключить паяльник. Горячее жало нужно ввести в твердую канифоль и подождать остывания, вынуть жало, излишки канифоли стекут и уже полностью остывший паяльник можно убрать на место.

Вооружившись хорошими теоретическими знаниями, как правильно паять паяльником, на практике можно добиться успехов в этом деле.













Пайка – это процесс при котором создается соединение металлических частей, за счет химической реакции, которая происходит между металлом и расплавленным припоем. При этом не происходит механического повреждения кристаллической структуры материала соединяемых частей.
Что к чему можно паять?
Не получится паять алюминий или ржавый металл, хромированные объекты, так как на поверхности элементов формируется оксидная пленка, которая будет препятствовать процессу соединения. Выполнять пайку подготовленных поверхностей можно из:
- железа и нержавеющей стали;
- меди, олова и латуни;
- цинка и никеля;
- серебра.
Как производится пайка стали?
Процесс любой пайки производится в три этапа: очистка соединяемых поверхностей от оксидных пленок, нагрев до температуры плавления припоя, нанесение припоя (пайка).
Так как к стали припаять олово? Что бы выполнить пайку стали необходимо выполнить следующие шаги:
- С поверхности соединяемых частей убрать посторонние материалы, стружку. Для этого можно использовать металлическую щетку или наждачную бумагу.
- В зоне соединения, на поверхности частей, необходимо нанести флюс (например, BS-35, при пайке обыкновенной стали, и BS-45, при пайке нержавеющей стали).
- Нагреть детали до требуемой температуры, соединить и нанести припой.
- С помощью воды или специального химического очистителя удалить остатки флюса. Если этого не сделать, то на месте пайки появится ржавчина, так как в состав флюса входит хлорид.
Типы нагревателей
Выбор типа нагревателя зависит от размеров и толщины запаиваемых стальных элементов. Если необходимо выполнить пайку стальной проволоки или тонких листов, то можно воспользоваться паяльником с хромоникелевым или керамическим нагревателем, подобрав соответствующую мощность, или же паяльником без нагревателя, который можно разогреть горелкой или на обычной газовой плите. Если необходимо выполнить пайку толстых листов стали, то для нагрева придется воспользоваться газовой или бензиновой горелкой. Во время работы паяльника, на жале будет образовываться окисление, которое будет снижать температуру паяльника.
Для очистки можно воспользоваться либо простой наждачной бумагой, либо специальным очистителем, например, ST-40. Если наконечник паяльника покрыть припоем, то это обеспечит более широкий диапазон теплопередачи и повысит эффективность пайки.
Выбор припоя
Припой – это сплав олова и свинца в определенном соотношении. Соотношение пропорций сплава определяет температуру плавления и вязкость получаемого сплава. Припой подбирается согласно требуемым характеристикам соединения и видам соединяемых материалов. При пайке стали следует использовать без флюсовые припои, а флюс наносить отдельно.
Нередко возникает надобность скрепить стальные детали без сверлений, и без сварки. Выручит пайка стали. Но как это сделать правильно, ведь здесь имеются особенные нюансы. Несколько рекомендаций от специалистов.
Какая сталь паяется хорошо
Отдельные марки стали хорошо поддаются пайке, другие паяются с большим трудом, ни с каким припоем соединяться не желают, ни под каким флюсом. Как правило, мягкие стали «для гвоздей» легко паяются. На бытовом уровне это можно объяснить и тем, что материал усеян микроскопическими кратерами и неровностями. Но также имеются электротехнические марки, особо твердые и упругие, и применяемые для валов, точной механики. Здесь уже как повезет…
Вопрос в том, что определить марку на глазок домашнему мастеру невозможно. Узнать насколько хорошо паяется данная деталь из стали, или близкого к ней сплава, можно только экспериментальным путем.
Как выполняется соединение оловом – порядок действий
Все зависит от того, насколько удачно можно залудить данную деталь, насколько прочным окажется контакт оловянного припоя со сталью. Чтобы контакт оказался удовлетворительными, если это возможно вообще, нужно выполнить следующее:
- зачистку стали, химическую зачистка под припоем;
- разогрев детали до температуры плавления припоя, нахождение припоя на детали под флюсом некоторое время в текучем состоянии.
Зачистка стали выполняется сперва механически, — наждачной бумагой, убираются слои ржавчины и загрязнений. Затем в качестве флюса применяется состав, который хорошо реагирует с окислами железа.
Наиболее безобидной в применении, но эффективной в данном случае, оказывается ортофосфорная кислота, которую легко приобрести в автомагазине, как «очистку ржавчины».
Требуемая мощность разогревающих устройств полностью зависит от массы деталей.
Процесс пайки двух стальных деталей
Если нужно спаять два больших гвоздя, то мощности одного паяльника 100 Вт будет маловато. Для разогрева зажатого в тисках большого гвоздя, или подобной по массе детали из стали, нужно воспользоваться строительным феном. Или газовой горелкой.
Также понадобится вата на палочке, для подачи флюса в зону разогрева, и паяльник от 50 Вт.

- Зачищенная наждачкой сталь разогревается горелкой.
- На горячую деталь наносится ортофосфорная кислота и тут же подается паяльником расплавленный оловянный припой.
Как правило, у стальных деталей, которые поддаются пайке, возникает весьма прочная связь с оловом, т.е. происходи покрытие металла, — залуживание.
Это же повторяется с другой деталью. Затем разогреваются две детали, находящиеся вместе, и в зону контакта подается дополнительный припой паяльником.
Насколько прочна пайка стали, можно ли сделать прочнее
Прочность такого соединение будет обуславливаться многими факторами:
- прочностью связи припоя с металлом,
- площадью соединения,
- направлением нагрузки по отношению к спаянным плоскостям.
Но в любом случае прочность пайки оловом не идет ни в какое сравнение с тем, что привыкли понимать под прочностью характерной для стали или «сварка металла».
Упрочить можно применив другой припой, — специальные прочные составы и более тугоплавкие с включением серебра, цинка, меди и др.
Другое направление увеличения прочности – покрытие припоем не только плоскости, но и боковин детали, — охват детали припоем. Тогда сопротивление на отрыв при разнонаправленных нагрузках будет больше.

Особопрочная пайка, особые припои
Чтобы применить составы дающие прочное соединение со сталью, с собственной температурой плавления порядка 800 — 900 град, нужно использовать графитовый тигель.
Работу должны вести только специалисты по плавке металлов. Необходимо знать основы плавления металлов, порядок обращение с расплавами и технику безопасности. В общем, пайка стали сверхпрочными припоями выполняется на специализированных предприятиях.
Возможный состав припоя:
- 55% цинка, 45% меди, немного кремния для увеличения текучести.
Состав расплавляется под слоем угля в графитовом тигеле.
Стальные детали, подлежащие пайке, разогреваются газовой горелкой.
В качестве флюса используется ортофосфорная кислота.
Расплав подается на детали. Как правило, залуживание и пайка производятся за один разогрев и деталей и припоя.
Но подобная пайка стали по сложности превосходит простую сварку….
Но в быту, где нужно «залатать», «прикрепить», «состыковать» две стальные детали, нужно пользоваться припоями с низкой температурой плавления, типа свинцово-оловянных.
Искусство пайки нужно постигать постепенно. Начиная от спаивания проводов и переходя к печатным платам — каждый из способов имеет свои тонкости как в подборе расходников для пайки, так и в технике. Сегодня мы поделимся с читателями азами паяльного дела и базовыми навыками работы.
В чём суть пайки
В паяльном деле используется способность одних металлов в расплавленном состоянии эффективно растекаться по поверхности других под действием гравитации и умеренного поверхностного натяжения. Соединение пайкой неразъёмное: две соединяемые детали как бы обволакиваются слоем припоя и остаются неподвижными после его застывания.
Поскольку мы будем рассматривать пайку именно в контексте пайки металлов, то наиболее важными параметрами будут прочность механического и проводимость электрического соединения. В большинстве случаев это прямо пропорциональные величины и если две детали плотно схвачены, то и проводимость между ними тоже будет высокой. Однако припой имеет удельное сопротивление выше, чем даже у алюминия, поэтому его слой должен быть как можно более тонким, а укрывистость — максимально высокой.
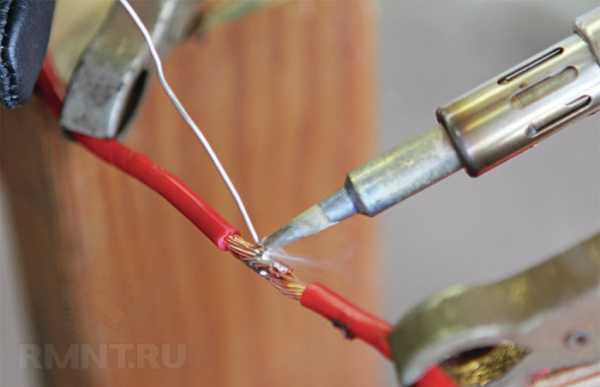
Для того чтобы пайка была возможна в принципе, существует два условия. Первое и важнейшее — чистота деталей в месте спайки. Припой присоединяется к поверхности металла на атомном уровне и наличие даже малейшей оксидной плёнки или загрязнений сделает надёжное прилипание невозможным.
Второе условие — температура плавления припоя должна быть значительно ниже температуры спаиваемых деталей. Это кажется очевидным, но существуют припои с температурой плавления выше, чем у алюминия, к примеру. Кроме того, если реальная разница в температурах плавления недостаточно высока, при застывании припоя температурная усадка деталей может помешать нормальному формированию кристаллической решётки припоя.
Флюсы и припои — как правильно подобрать
По описанным выше причинам правильный выбор флюса и припоя — это практически половина успеха в паяльном деле. К счастью, имеются вполне универсальные марки, подходящие для большинства задач. Отрасль применения почти всех флюсов и припоев вполне доходчиво указывается на этикетках, но некоторые аспекты их применения всё же нужно знать.
Начнём с флюсов. Их применяют для протравливания деталей, снятия и растворения оксидной плёнки с дальнейшей защитой металла от коррозии. Пока поверхность покрыта флюсом, можно быть уверенным в её чистоте, как и в том, что расплавленное олово будет хорошо её смачивать и растекаться.
Флюсы различают по типу металлов и сплавов соединяемых деталей. В основном это смеси металлических солей, кислот и щелочей, активно вступающих в реакцию при нагреве паяльником . Ну а поскольку оксидных форм и загрязнений существует достаточно много, коктейль должен специально подбираться под конкретный тип металлов и сплавов.

Условно флюсы для пайки делятся на два типа. Активные флюсы создаются на основе неорганических кислот, в основном хлорной и соляной. Недостаток их в необходимости смывки сразу по завершении пайки, иначе остатки кислот вызывают довольно сильное корродирование соединения и сами по себе обладают достаточно высокой проводимостью, способной вызвать замыкание. Зато активными флюсами можно паять практически что угодно.
Второй тип флюсов создаётся, преимущественно, на основе канифоли, которая может использоваться и в чистом виде. Жидкий флюс гораздо удобнее в нанесении, в него также входят спирт и/или глицерин, полностью испаряющиеся при нагреве. Канифольные флюсы наименее эффективны при пайке стали, однако для цветных металлов и сплавов используют преимущественно их или другие соединения органической химии. Канифоль также требует смывки, ибо в долгосрочной перспективе она способствует корродированию и может становиться проводимой, набирая влагу из воздуха.
 Жидкая и твёрдая канифоль
Жидкая и твёрдая канифоль
С припоями всё несколько проще. В основном для пайки используются свинцово-оловянные припои марки ПОС. Цифра после маркировки означает содержание олова в припое. Чем его больше, тем выше механическая прочность и электропроводность соединения и при этом ниже температура плавления припоя. Свинец используется для нормализации процесса застывания, без него олово может растрескаться или покрыться иглами.

Существуют специальные типы припоев, прежде всего — бессвинцовые (БП) и прочие нетоксичные, в них свинец заменён индием или цинком. Температура плавления у БП выше, чем у обычных, но соединение прочнее и более устойчиво к коррозии. Есть также легкоплавкие припои, растекающиеся уже при 90-110 ºС. К таким относятся сплавы Вуда и Розе, используют их для пайки компонентов, чувствительных к перегреву. Специальные припои находят главное применение при пайке радиоаппаратуры.

Мощность и виды паяльников
Главным отличием паяльного инструмента является тип источника его питания. Для обывателей наиболее знакомы сетевые паяльники, питающиеся от 220 В. Их используют главным образом для пайки проводов и более массивных деталей, ибо перегреть медный провод практически невозможно за исключением, разве что, оплавления изоляции.

Плюс сетевых паяльников в их высокой мощности. За счёт неё обеспечивается качественный и глубокий прогрев детали, плюс не требуется громоздкого блока питания для работы. Из недостатков можно выделить невысокое удобство работы: паяльник довольно тяжёлый, жало расположено далеко от ручки и для тонкой работы такой инструмент не годится.

Паяльные станции используют термоконтроль для поддержания стабильного уровня температуры. Такие паяльники не обладают значительной мощностью, обычно 40 Вт — это уже потолок. Однако для чувствительной к перегреву электроники и пайки мелких деталей этот инструмент подходит наилучшим образом.
Выбор жала и уход за ним
Жала для паяльников различают по форме и материалу. С формой всё просто: самым примитивным и в то же время универсальным является шиловидное жало. Возможны вариации в форме лопаточки, конуса с затуплённым концом, со скосом и прочие. Главная задача при выборе формы — добиться максимальной площади соприкосновения с конкретным типом спаиваемых деталей, чтобы нагрев был мощным и при этом непродолжительным.

По материалу почти все жала медные, однако бывают с покрытием и без него. Покрывают медные жала хромом и никелем для увеличения жаростойкости и устранения окисления поверхности меди. Жала с покрытием очень долговечные, но несколько хуже смачиваются припоем и требуют бережного отношения. Для их чистки используют латунную стружку и вискозные губки.
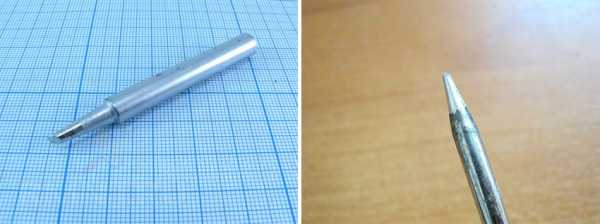
Жала без покрытия можно по праву отнести к расходникам для пайки. Такое жало при работе периодически покрывается слоем окислов и припой перестаёт к нему прилипать. Рабочую кромку нужно заново зачистить и залудить, поэтому при интенсивном использовании жало стачивается достаточно быстро. Для замедления обгорания жала его рекомендуется предварительно отковать, а затем обточить для придания нужной формы.

Пайка проводов
Провода паять наиболее просто. Концы жил окунаем в раствор флюса и проводим по ним паяльником, жало которого обильно смочено во флюсе. В процессе лужения излишки расплавленного припоя желательно стряхивать. После нанесения полуды из проводов формируют скрутку, а затем тщательно прогревают её с небольшим количеством припоя, заполняя свободное пространство между жилами.
Возможен и иной способ, когда перед скручиванием провода просто тщательно смачивают флюсом и паяют без предварительного лужения. Особенно такой метод популярен при пайке многопроволочных жил и проводков небольшого диаметра. Если флюс качественный, а паяльник обеспечивает достаточно сильный прогрев, даже скрутка из 3-4 «пушистых» жил по 1,5 мм 2 хорошо пропитается оловом и будет надёжно спаяна.
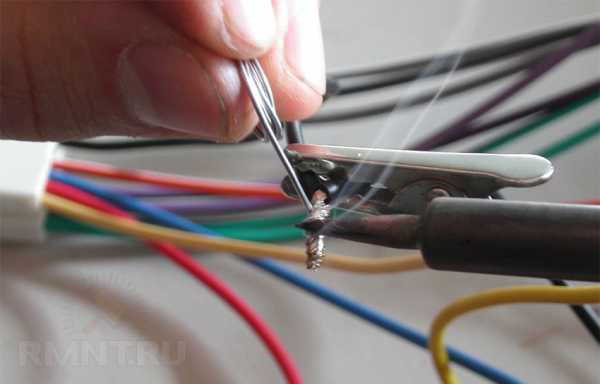
Обратите внимание, что в электромонтаже , то есть внутри распределительных коробок, паять проводку не принято. В первую очередь по причине неразъёмности соединения, плюс ко всему спайка обладает значительным переходным сопротивлением и всегда есть высокий риск её корродирования. Провода паяют исключительно при соединениях внутри электроприборов или для лужения концов многопроволочных жил перед их затяжкой винтовыми клеммами.
Работа с электронными компонентами
Пайка электроники — наиболее обширная и сложная тема, требующая опыта, навыков и специального оборудования. Однако заменить неисправный элемент на печатной плате сможет и дилетант даже при наличии одного лишь сетевого паяльника.
Выводные элементы (которые с ножками) паять проще всего. Они предварительно неподвижно фиксируются (пластилином, воском) выводами в отверстиях платы. Затем с обратной стороны паяльник плотно прижимается к хвосту для его прогрева, после чего в место спайки вводится проволочка припоя, содержащего флюс. Слишком много олова не нужно, достаточно чтобы оно затекло в лунку со всех сторон и образовало некое подобие вытянутого колпака.
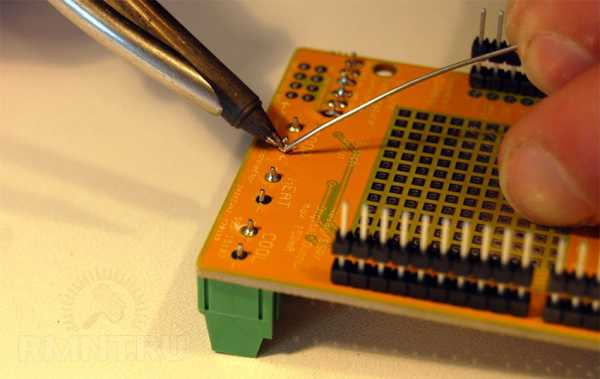
Если выводной элемент болтается и его нужно придерживать руками, то место спайки сперва смачивается флюсом. Его нужно очень небольшое количество, здесь оптимально использовать флаконы от лака для ногтей, предварительно промытые ацетоном. Олово при такой технике пайки набирается на паяльник в небольшом количестве и его капелька аккуратно подносится к выводу элемента в 1-2 мм от поверхности платы. По ножке припой стекает, равномерно заполняя лунку, после чего паяльник можно убирать.
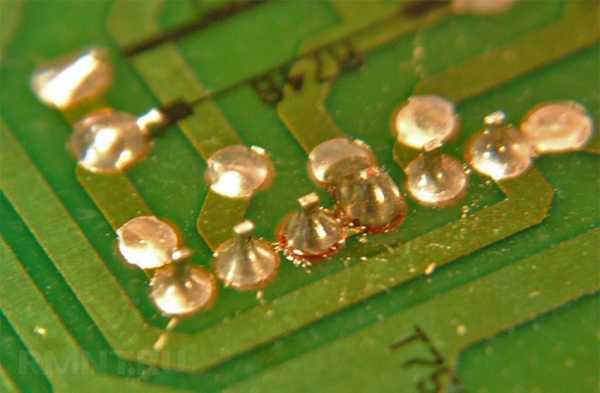
Очень важно, чтобы соединяемые детали оставались неподвижными до полного остывания припоя. Даже малейшее нарушение формы олова при кристаллизации приводит к так называемой холодной спайке — дроблению всей массы припоя на множество мелких кристаллов. Характерный признак такого явления — резкое помутнение припоя. Его нужно разогреть заново и дождаться равномерного остывания в полной неподвижности.
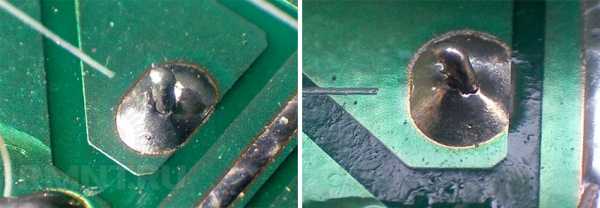 Некачественная, холодная пайка
Некачественная, холодная пайка
Для поддержания олова в жидком состоянии, достаточно чтобы паяльник контактировал залуженной поверхностью жала с любой точкой увлажнённого участка. Если паяльник буквально прилипает к спаиваемым деталям, это свидетельствует о недостатке мощности для нагрева. Для пайки чувствительных к нагреву полупроводниковых элементов и микросхем обычный припой можно смешивать с легкоплавким.
Пайка массивных деталей
Наконец, кратко расскажем о пайке деталей с высокой теплоёмкостью, таких как кабельные муфты, баки или посуда. Требование к неподвижности соединения здесь наиболее важно, крупные детали предварительно соединяют струбцинами, мелкие — комками пластилина, перед пропайкой соединения его прихватывают точечно в нескольких местах и снимают скрепы.
Паяют массивные детали как обычно — сперва полуда на месте соединения, затем заполнение шва жидким припоем. Однако припой в этих целях используют специальный, обычно тугоплавкий и способный сохранять высокую герметичность, а также хорошо выдерживающий частичный нагрев.

При такой пайке крайне важно поддерживать детали хорошо прогретыми. Для этих целей паяльный шов непосредственно перед местом спаивания подогревают газовой горелкой , а вместо обычного электрического паяльника используют массивный медный топорик. Его также постоянно подогревают в пламени горелки, попутно смачивая припоем, а затем заполняют соединение, частично расплавляя предыдущий шов на несколько миллиметров.
Подобная техника пайки с подогревом может использоваться и при работе обычным паяльником, например, при спайке толстых жил кабеля. Жало в этом случае выступает лишь оперативным инструментом для тщательного распределения олова, а основным источником нагрева служит газовая горелка.
На первый взгляд – спаять провода самая простая задача. Однако, существует ряд нюансов, которые необходимо знать как начинающему, так и опытному радиолюбителю. Прежде всего, рассмотрим технологию пайки: Соединение пайкой – не что иное, как диффузия, то есть проникновение частиц металла друг в друга. Это свойство соединяемых материалов обеспечивает как высокую прочность, так и электропроводность соединения.
Разумеется, для взаимного проникновения, хотя бы один из металлов должен перейти в жидкое агрегатное состояние, то есть расплавиться. Чтобы обеспечить адгезию – металлы должны подходить друг к другу, а их поверхность очищена от загрязнений и окислов.
Для качественного соединения необходимо выполнить три правила:
- Припой, совместимый со спаиваемым металлом;
- Флюс, обеспечивающий очистку выбранного материала от окислов;
- Правильно подобранный паяльник.
Начнем с третьего пункта. Сразу оговоримся, что греть металл и плавить припой можно при помощи газовой горелки или строительного фена. Но это – тема других публикаций.
Итак, как выбрать паяльник для пайки проводов
В качестве примера рассмотрим обычные провода, сечением 0,8 – 3,5 квадратов, что является самым распространенным размером при бытовых монтажных работах.
Более тонкие провода применяются при сборке монтажных плат, и для работы с ними подходит паяльник для микросхем. Более толстые проводники применяются в энергоснабжении, там несколько иная технология пайки.
Мощность паяльника
Прежде всего, паяльник подбирается по мощности, а не по температуре жала. Провода, особенно медные, имеют высокую теплопроводность. Когда вы касаетесь кончиком паяльника места пайки, часть тепловой мощности моментально рассеивается по проводнику. Это необходимо учитывать, зная толщину жилы.
Паяльник для проводов должен иметь мощность 40-60 Вт. Меньшая мощность будет распределяться по кабелю, и вам придется затрачивать много времени на разогрев места соединения.
Во-первых, качество пайки ухудшится.
Во-вторых – от продолжительного нагрева повредится изоляция.
Слишком высокая мощность моментально выпарит флюс и также расплавит изоляцию.
Неправильно подобранная температура доставляет дискомфорт радиолюбителю. Как правило, один из спаиваемых проводов приходится удерживать руками. Если он разогревается по всей длине – можно обжечь пальцы.
Мощность считается достаточной, если на спайку уходит не более 2-3 секунд. Разумеется, при условии полного расплавления припоя и растекании его по металлу проводника.
ВАЖНО! Лучше выбрать более «холодный», но мощный паяльник с толстым жалом, чем маломощный но «горячий».
Правильное жало
Идеальный вариант для соединения проводов – медное жало с расплющенным концом.
Медь позволит накопить достаточно тепловой энергии, чтобы она не рассеивалась по проводам. А плоский конец обеспечит широкое пятно контакта. Недостаток медного наконечника – склонность к окислению. Даже тончайший слой окисла становится теплоизолирующей прокладкой, ухудшая нагрев рабочей зоны.
Можно паять и современными коническими жалами из композитных материалов или керамики.
Разница лишь в методике. Такое жало необходимо прижимать не поперек, а вдоль, что не всегда удобно.
Паяльный пистолет мгновенного нагрева
Неплохой вариант для пайки проводов. Высокая температура наконечника и протекающий ток от трансформатора моментально прогревают место спайки, не успевая расплавить изоляцию.
Если жало имеет форму петли – можно охватывать спайку со всех сторон, повышая эффективность нагрева. Однако такие паяльники стоят дороже обычных.
Правильный набор для пайки
С основным инструментом определились. Кроме собственно паяльника, необходим определенный набор сопутствующих материалов и приспособлений.

- Устройство для снятия изоляции, или монтажный нож. Особых критериев нет, главное – чтобы жилы при зачистке не обрывались. Также надо иметь нож для снятия лакового покрытия с оголенных жил;
- Флюс. Его выбор - это почти религия. Делают из самых разных материалов, он может быть твердым, желеобразным или жидким – назначение одно. Точнее два: очистить поверхность и не дать образоваться окислу.

Наиболее удачный вариант – банальная сосновая канифоль. Единственный недостаток – слабая текучесть (в нашем случае должна проникать в скрутку), и при перегреве образуется нагар. Многие пользуются т.н. паяльным салом. Отдать предпочтение какому-то варианту бессмысленно. Всякий кто знает, как работать с паяльником – имеет в арсенале любимый флюс.

Подготовка проводов и паяльника к работе
Это покажется странным, но многие радиолюбители не знают, как правильно облудить паяльник. Мало того, как залудить провода – тоже знают немногие.
Сразу оговоримся – лудить необходимо только медные наконечники. Жала из керамики или композитных материалов достаточно очистить без использования абразива.Для начала, жало извлекают из нагревательной трубки. Напильником или надфилем придают ему необходимую форму кончика.
Затем зачищают наждачной бумагой (мелкой) до блеска. Обработке подлежит вся поверхность жала, а лужению – только кончик. После этого, в баночку с канифолью кладут кусок припоя, и помещают нагретый паяльник под олово.
Видео урок пайки проводов с применением обычной канифоли.
ВАЖНО! Температура не должна превышать 300 градусов, в противном случае жало моментально покроется окислом.
Расплавленная канифоль очистит медь, а припой растечется по поверхности. Есть еще способ, используемый во время работ. На деревяшку (лучше хвойных пород) кладется кусочек канифоли и припоя.
Кончиком разогретого паяльника надо энергично растереть эту смесь по дереву. Происходит одновременно механическая очистка и лужение.
Провода перед пайкой надо лудить обязательно. Иначе вы потратите много времени на прогрев, изоляция расплавится, а пайка получится некачественной.
Исключение делается в случае, когда необходимо сделать скрутку из многожильных проводов. Тогда лужение и пайку можно совместить. В остальных случаях, кончики соединяемых проводников должны быть пропитаны расплавленным припоем.

Кончик провода разделывается, механическим способом удаляется лаковое покрытие, и немедленно производится очистка флюсом. После чего, на паяльник набирается капелька припоя, и провод покрывается оловом от края к изоляции.
Можно проделать это прямо в баночке с канифолью, просто будет больше дыма.
После подготовительных процедур, приступаем к соединению.
Как правильно паять провода
Несмотря на то, что при хорошем качестве припоя можно делать пайку внахлест, лучше будет предварительно сделать скрутку. Так и прочность, и электрический контакт будут надежней. Варианты скруток на схеме:
Если провод одножильный, после облуживания делается скрутка и производится пайка. Многожильный провод можно сразу после зачистки скрутить, а затем спаять. Жало паяльника должно иметь контакт с проводом, максимально возможной площади, для обеспечения прогрева.
Хорошая пайка получается, если соединение греется паяльником, а припой подается в рабочую зону отдельно. Тогда не придется отрывать жало от места нагрева для забора очередной порции олова.
Как только вы увидите «закипание» припоя, и он заполнит все полости – можно убирать паяльник.
ВАЖНО! Нельзя перемещать провода до появления матового налета на олове, свидетельствующем о «схватывании» спайки.
Качественно пропаянное соединение выглядит так:

Нигде не видно голого металла, поверхность припоя гладкая, без раковин, ровного матового оттенка.
ВАЖНО! По окончании пайки не забудьте изолировать провода.
obinstrumente.ru
Технология правильной пайки проводов электрическим паяльником
Среди многих способов соединения электропроводов пайка является наиболее надежным методом. Работа с паяльником требует усидчивости, понимания технологического процесса и определенных навыков. Ознакомиться с тем, как правильно паять провода можно по приведенным в статье видео, фото.

Технологические особенности
В процессе пайки припой заполняет пространство между электропроводами. Плавление самого припоя при этом происходит при температуре намного ниже, чем металлических проводов. Качество электрического контакта напрямую зависит от чистоты соединяемых элементов и их хорошего обволакивания припоем. Перед тем как паять проводку проводится очистка поверхности от окислительной пленки и жиров. Для этого используются специальные флюсы. Они повышают качество растекания расплавленной массы, а также снижают поверхностное натяжение.
Что необходимо для пайки
Пайка проводов требует наличия соответствующего инструмента, а также некоторых материалов. Комплект для спайки жил электропроводов включает:
- паяльник;
- припой;
- флюс;
- вспомогательные принадлежности.
Паяльник
При помощи этого инструмента проводится нагрев соединяемых деталей. Паяльник может использоваться газовый, термовоздушный, электрический. Наиболее практичны при работе дома электрические инструменты. Они состоят из ручки, нагревательного устройства, а также рабочего наконечника. Электропаяльник подключается к электросети и через некоторое время температура его жала достигает порядка 300 градусов. Этого вполне достаточно для плавления припоя и соединения элементов.

Припой
Данный металлический сплав имеет пониженную температуру своего плавления и хорошую текучесть. В него включают свинец, медь, а также олово, серебро, никель, кадмий. Спайка медных проводников проводится припоем ПОС-60. Эта марка показывает, что сплав состоит из олова со свинцом. В данном случае на оловянную составляющую приходится 60 %.
Наиболее удобным материалом является чистое олово, однако оно имеет весьма высокую стоимость. Выпускается припойный материал в виде пасты, гранул, порошка, проволоки, слитков или же фольге. Учтите, что для спайки алюминиевых электропроводов требуется применять специальные сплавы на цинковой основе. Для этих целей отлично подойдут такие материалы, как ЦА-15 и ЦО-12.
Флюс
Перед тем как припаять провод, проводится обработка места соединения специальным материалом. В состав флюса входит смесь специальных веществ органического и неорганического происхождения. При помощи данного вещества проводится подготовка места соединения перед спаиванием.
К наиболее применяемым флюсам относится ортофосфорная или ацетилсалициловая кислота, канифоль, соль бура и нашатырь. Сосновая смола весьма удобна при проведении паяльных работ, однако требует выполнения некоторых манипуляций. Нанесение кислоты на соединяемые детали и микросхемы проводится с помощью небольшой кисточки. Некоторые фирмы производители выпускают особую проволоку (припой) с имеющейся внутри канифолью. Это значительно ускоряет паяльный процесс и не требует отдельной обработки каждой жилы.
Вспомогательные принадлежности
К дополнительным принадлежностям для паяльных работ относится рабочее место, которое не будет бояться случайных капель расплавленного флюса или же припоя, подставка для электропаяльника, небольшой напильник. Помимо этого, понадобится губка (влажная ткань) для протирки паяльного наконечника, нож для зачистки соединяемых жил, шлифовальная шкурка, пассатижи, спирт, а также изолента.
Правильное соединение электропроводов для пайки
Перед тем как паять провода паяльником выполняется подготовка соединительных проводников. Для этого их жилы освобождаются от изоляционного слоя, зачищаются и обезжириваются. Соединение их вместе можно выполнять любым из известных способов. К наиболее распространенным методам относится механическая скрутка двух и более проводников. Учтите, что нельзя соединять вместе алюминиевые и медные жилы. Для этого используются специальные переходные клеммники.
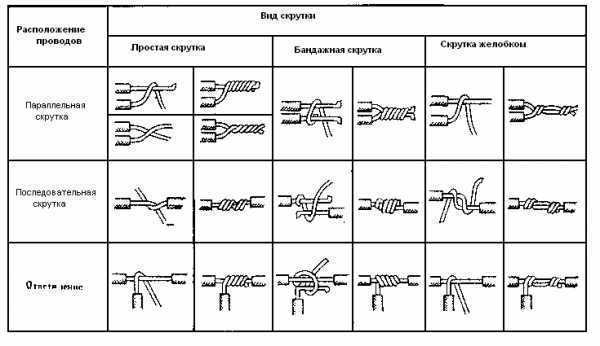
Подготовка к работе
Для того чтобы понять, как паять правильно электрические провода, необходимо ознакомиться с самим процессом работы, а также провести подготовительный этап. Он предполагает выполнение непосредственной подготовки рабочего места. Для этого на столике для пайки располагаются все необходимые инструменты, материалы. Помещение, в котором будет проводиться пайка должно быть хорошо проветриваемым.
Электропаяльник должен находиться на специальной подставке недалеко от розетки. Следите, чтобы его кабель не касался горячего корпуса, а также жала. После выполнения данной подготовки проводится зачистка соединяемых жил от изоляции на расстоянии порядка 40 мм и удаляется оксидная пленка. Это можно выполнить при помощи наждачной бумаги мелкозернистого типа. Зачищенные жилы должны иметь блестящий металлический вид. Заранее позаботьтесь о наличии изоленты или же термоусадочной трубки.
Технология лужения
После выполнения подготовительных процедур проводится лужение зачищенных поверхностей. Это необходимо выполнить перед соединением между собой. Для этого нагревается паяльник, прогревается конец проводника. Нагретая жила погружается в канифоль, после чего припойным сплавом с жала паяльника проводится по очищенному участку. Для ускорения процедуры можно слегка проворачивать электропровод. После окончания данной процедуры жила будет иметь равномерный серебристый вид. Этот процесс повторяется для всех соединяемых электрических проводников.

Работа с припоем
Припойный сплав имеет определенную температуру плавления. При нагреве паяльником он переходит из твердого состояния в жидкое и растекается по соединяемым поверхностям. В этот момент происходят физические и химические процессы, обеспечивающие необходимую надежность соединения. Учтите, что хорошее покрытие припоем достигается исключительно на чистых поверхностях, освобожденных от оксидной пленки, а также жировых загрязнений. Использование припоев с входящей в их состав канифолью значительно ускоряет процедуру пайки.
Процесс пайки
Далее непосредственно рассмотрим, как правильно паять паяльником провода? Держа в одной руке пассатижи, выполняется скрутка проводов. При соединении жил небольшого сечения и малой длине спаиваемого места проводить скручивание вовсе не обязательно. В этом случае электрические проводники плотно прижимаются друг к другу. Во вторую руку берется предварительно нагретый электропаяльник, набирается на его наконечник небольшое количество припоя.
Прижимая с небольшим усилием жало к месту соединения проводников, разогреваются их концы. Дождавшись, когда нанесенная канифоль начнет плавиться, участок покрывается расплавленным припойным материалом. После его растекания и проникновения во все зазоры по жилам, соединительное место оставляют остывать. После этого выполняют изолирование соединенных жил при помощи изоленты или же термоусадочной трубки.
Чтобы полностью разобраться, как правильно паять электрические провода паяльником уделите особое внимание хорошему прогреву участка спайки. При недостаточной температуре припой не сможет провести необходимое смачивание поверхности перед застыванием. Это приведет к ухудшению качества спайки и снижению ее прочности. Такой процесс имеет название «ложной» или «холодной» пайки. Во время застывания припойного материала нельзя трогать соединяемые элементы. Они должны находиться в неподвижном состоянии до полного остывания припоя. На заключительном этапе спаянное место протирается спиртом для очищения от остатков флюса.
Чтобы надежно заизолировать соединение, необходимо намотать на запаянные жилы 3-4 слоя изоляционной ленты. При использовании термоусадочной трубки следует заранее ее надеть на один из концов провода. Длина этого изолятора должна быть на 20 мм длиннее неизолированного места. После спайки она натягивается на соединенный участок, нагревается с помощью обычной зажигалки или же фена. Полученное электрическое соединение будет заключено в герметичную изоляцию.
Хитрости пайки
Перед тем как соединять электрическим паяльником провода необходимо следить, чтобы его жало было в чистом виде. Это будет повышать теплопроводность и прочность соединения. Для очистки наконечника применяют влажную ткань.
При использовании флюса активного типа зачищенная жила проводника обрабатывается составом, прогревается электропаяльником с припоем в небольшом количестве, а далее – по стандартной технологии. При пайке скруток допускается пропустить процедуру лужения, а сразу обработать место соединения флюсом, после чего приступить к пайке скрученных проводников. В этом случае обязательно протирается место спайки спиртом для удаления остатков агрессивных химических материалов.
Многожильные проводники распушивают перед лужением и окунают в канифоль. Нанесение припоя проводится весьма тщательно, чтобы каждый проводник был им полностью покрыт. По окончании остывания жилы соединяются и пропаиваются электропаяльником с оловом.
Изучив основные технологические процессы и просмотрев видео, можно научиться свободно соединять электропровода методом пайки и даже переходить к более сложным работам.
oxmetall.ru
Учимся паять провода – рассмотрение всех нюансов пайки
Главная / Статьи / Учимся паять провода – рассмотрение всех нюансов пайки
Пайка проводов паяльником не представляет ничего сложного, поэтому с таким способом соединения медных жил может справиться даже неопытный электрик. Далее мы расскажем, как правильно паять провода в распределительной коробке – месте, где выполняется разводка электропроводки по комнатам. Технология будет предоставлена пошагово, с картинками и видео примерами, чтобы Вам было более понятно, как спаивать два проводка между собой. Сразу же обращаем Ваше внимание на то, что мы будет рассказывать, как спаять жилы из меди. Это связано с тем, что алюминиевые проводники в домашних условиях уже практические не используются. Стандартами ГОСТ соединение разных цветных металлов (алюминиевых и медных проводников) рекомендуется обходить стороной, поэтому единственный безопасный вариант для частного дома и квартиры – спаивание медных жил кабеля.
Шаг 1 – Подготавливаем инструмент
Для начала Вам нужно подготовить паяльник к пайке проводов своими руками. Все, что требуется – тщательно очистить жало от остатков припоя либо других возможных загрязнений.
Для этого можете использовать обычный напильник. Помимо этого Вы должны подготовить припой и флюс, без которых не получиться паять провода паяльником. Что касается припоя, для того, чтобы спаять жилы, можно использовать либо сплав олова и свинца, либо специальную нить, как показано на фото ниже.
Флюс необходим для того, чтобы во время пайки припой равномерно покрыл спаиваемые материалы. Помимо этого флюс избавляет медные жилы от оксидной пленки, которая значительно ухудшает надежность соединения. В качестве флюса Вы можете использовать либо канифоль, либо специальную паяльную кислоту. И тот и другой вариант пользуется популярностью у мастеров.
Еще один важный этап подготовки – создание подходящего рабочего места. У Вас должна быть рядом розетка и подставка для паяльника, чтобы технология пайки проводов своими руками была безопасной.
Кстати, Вы можете сделать паяльник своими руками, что не займет много времени и сил. Самодельный аппарат прослужит Вам довольно долго, в чем Вы сами сможете убедиться!
Шаг 2 – Выполняем лужение
Итак, если Вам нужно спаять два силовых провода между собой, то первым делом Вы должны снять полиэтиленовую изоляцию и залудить оголенные жилы, особенно если они очень тонкие. Многожильный проводник перед пайкой сначала скручивается, после чего обрабатывается флюсом, поверх которого наносится тонкий слой разогретого припоя. Обязательно перед тем, как паять, подготовьте жало паяльника – окуните его в флюс (в ту же канифоль, как показывается на фото), а после этого в олово, чтобы кончик был покрыт небольшим слоем припоя.
Лужение проводов для пайки выполнить довольно просто – сначала Вы должны положить оголенную жилу на канифоль, потом прогреть это место паяльником, чтобы проводок погрузился во флюс. После этого его нужно достать и равномерно со всех сторон обработать припоем. Чтобы хорошо нанести разогретый сплав олова и свинца на поверхность, в руках прокручивайте провод во время лужения. Если Вам необходимо соединить жилы в распределительной коробке, для удобства вместо канифоли можете использовать кислоту. Ее достаточно просто нанести кисточкой на поверхность, которую Вам нужно спаять.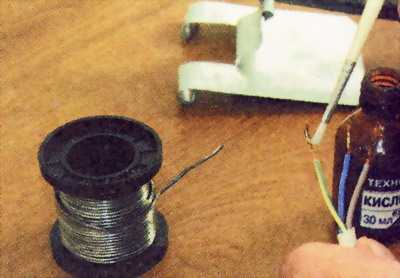
Если жилы большого сечения (толстые), лужение выполняется аналогичным образом. Отличие лишь в том, что не нужно предварительно скручивать жилы, как у многопроволочного проводника.
После того, как Вы выполните лужение, можно переходить к процессу пайки. Сразу же обращаем Ваше внимание на то, что выполнять работы необходимо только при отключенном электричестве. Паять провода под напряжением категорически запрещается!
Шаг 3 – Спаиваем жилы
Ну и последнее, что осталось – спаять два подготовленных провода в распредкоробке. Все, что нужно – скрутить либо наложить жилы друг на друга и разогреть место соединения паяльником. Припой расплавиться и после того, как застынет – надежно соединит электрические проводники.
Важный момент – во время пайки не двигайте жилы, иначе соединение будет не достаточно надежным.
Следует также отметить, что предварительное лужение можно и не выполнять, а просто скрутить проводки а распаечной коробке, обработать их флюсом и как следует пропаять. Однако так паять мы Вам не рекомендуем, потому что в этом случае соединение будет на порядок хуже.
Последний штрих – изоляция остывшей области. О том, как изолировать провода мы Вам рассказывали. Лучше всего по отдельности заизолировать каждую жилу изолентой, а поверх нее использовать термоусадочную трубку. На видео ниже Вы можете просмотреть подробно весь порядок пайки:
Важно знать!
Выше мы рассказали, как правильно паять провода в распределительной коробке, однако такой порядок действий не подойдет, если Вам необходимо спаять контакты с диодной лентой либо вообще на плате (микросхеме). Итак, предоставляем краткий обзор возможных технологий пайки:
На этом технология самостоятельной пайки заканчивается. Надеемся, что теперь Вы знаете, как правильно паять провода большого и маленького сечения в домашних условиях!
Учимся паять провода паяльником Видео урок по ремонту наушников с микрофоном и штекером 3.5
Фотогалерея (6 фото)
gopb.ru
Как самостоятельно припаять провод к проводу?

Для того, чтобы припаять провод к проводу, нужно приобрести сразу несколько инструментов и материалов, таких как:
- Флюс – средство для очистки поверхности окислившегося металла. Бывают:
- кислотные;
- антикоррозионные;
- бескислотные;
- активированные;
- Припой – сплав олова и свинца.
- Рабочее место (чистый, просторный стол, в качестве подкладки можно использовать металлические листы или деревянные доски).
- Паяльник (жало должно быть чистое, без остатков старой канифоли)
- Тряпка или губка для очистки жала.
При пайке проводов следует соблюдать ряд правил, которые помогут грамотно и быстро спаять провода:
- Работать надо в хорошо освещенном помещении с настольной лампой, которая работает от внешних источников питания.
- Работать надо только с проводами без напряжения.
- Существует ряд видов соединений, каждое из которых подходит для разных категорий пайки.
- Помимо этого, существует ряд металлов, которые не пригодны для спайки. К таким относятся ржавый металл (он плохо соединяется при спайке, при этом, провод с такой жилой имеет высокую вероятность сгореть), алюминий (после того, как процесс зачистки провода завершен, существует вероятность образования на нем так называемой оксидной пленки). Данная проблема характерна для алюминия: при плавке этого металла в 100% случаев образуется оксидная пленка. Эту пленку можно удалить химическим или механическим путем, который будет выбран, исходя из способа пайки. Для того, чтобы избежать ее образования, требуется использовать флюс, который предназначен для спайки необходимых вам материалов, хромированные детали, части, изготовленные под высоким давлением (не плавятся и не сплавляются с припоем).
- Металлы, которые пригодны для пайки: олово, серебро, медь, латунь, цинк, никель, железо, нержавеющая сталь.
Если все правила соблюдены и инструменты собраны, то можно переходить к процессу подготовки:
- Нагрев паяльника – паяльник необходимо разогреть до температуры, которая будет превышать температуру припоя.
- Подготовка паяльника – жало паяльника необходимо отчистить, после чего окунуть его во флюс. Флюс – это канифоль или другое вещество помогающее очистить металл. После чего, необходимо разогреть припой и нанести на жало.
- Оголить провода. Выполнить данную процедуру достаточно просто. Существует 2 типа проводов – одножильные и многожильные. В обоих случаях необходимо оголить провода от изоляции, после чего, нужно очистить провода от различных загрязнений. В случае, если необходимо выполнить очистку проводов, доступ к которым ограничен, то можно использовать ватные палочки.
Пошаговая инструкция процесса пайки
залуженное жало паяльника
Рассмотрим инструкцию процесса пайки на примере скрепления 2 проводов из меди.
Если все этапы подготовки выполнены, то можно переходить непосредственно к процессу пайки:
- Первое, что необходимо сделать – это залудить провода. При лужении многожильных проводов нужно их предварительно скрутить, тогда процесс будет происходить намного быстрее.
- Для лужения проводов, необходимо взять оголенную жилу, положить на канифоль или обработать другим флюсом, после чего требуется аккуратно облить ее сверху припоем.
- Зафиксировать провода – иногда для этого используются специальные станки, иногда самодельные конструкции. В случае, когда вы неправильно зафиксировали провода, процесс пайки может закончиться не лучшим образом.
- Соединение – на этом этапе мы соединяем 2 предварительно обработанные жилы и обливаем их припоем. Для того, чтобы осуществить данный процесс, требуется нагретой частью паяльного инструмента расплавить немного припоя, после чего аккуратно наносить его на соединение двух жил.
- Очистка соединения – под конец процесса пайки необходимо очистить место соединения жил, это можно сделать при помощи наждачной бумаги или напильника. Очень важный процесс, так как если на данном месте будет окисление, то провода могут сгореть.
- Обмотка изоляцией – чаще всего для этих целей используется изолента, она самый универсальный вариант. Ее плюсы – легкодоступная, можно приобрести в любом магазине, проста в использовании, нет ничего сложного в том, чтобы обернуть провод изолентой, долгосрочная, можно не менять в течение долгого времени.’
если провод чистый и сделан из меди, то лужение произойдет моментально
Как отпаять провод?
Инструкция:
- Для начала вам необходимо подготовить паяльник. Необходимо разогреть инструмент, затем обработать флюсом, после чего аккуратно расплавить небольшое количество припоя.
- После этого оголить от изоляции необходимое место провода и очистить его от механических загрязнений.
- Лужение провода – необходимо нанести на провод флюс, и удалить все окисления.
- Зафиксировать провод.
- Обозначить область распайки – напильником выпилить небольшую рейку, по которой будет двигаться жало.
- Аккуратно двигаться жалом по размеченной линии, несколько раз, пока не достигнете результата.
- Подождать пока провод остынет до комнатной температуры.
- Нанести изоляцию.
Данный процесс не несет в себе никаких сложностей, единственное, что требуется – это следовать указаниям инструкции, процесс распайки не сильно отличается от процесса спайки двух проводов.
Выбор паяльника
 Итак, начнем с того, что паяльник – это самая основная часть процесса пайки. От правильного выбора этого инструмента зависит скорость и удобство выполнения работы.
Итак, начнем с того, что паяльник – это самая основная часть процесса пайки. От правильного выбора этого инструмента зависит скорость и удобство выполнения работы.
Электрические паяльники делятся на 2 типа:
- Спиральные. Спиральные нагреваются медленно, но более долговечны.
- Керамические. Керамические, в свою очередь, быстро разогреваются, но требуют бережного использования, так как весьма сильно подвержены механическому воздействию.
Также, прибор подразделяется по мощности:
- 3-10 Вт, в основном используются при распайке микросхем, совсем крохотных размеров;
- 20-40 Вт, пользуются спросом у радиолюбителей и в быту;
- 60-100 Вт, с их помощью паяют провода с сечением больших размеров;
- 100-250 Вт, для работы с металлом крупных размеров;
В основном, опытные пайщики используют паяльные станции, так как они оснащены регулируемым диапазоном нагрева и способны поддерживать постоянную температуру. Паяльная станция в руках мастера намного ускоряет и улучшает процесс работы, но новичок, к сожалению, не сможет ощутить преимущества.
Существует определенный ряд характеристик, по которым отличаются паяльники:
- Напряжение питания паяльника.
- Форма жала.
- Максимальная температура жала.
Нельзя забывать о такой важной вещи, как подставка для паяльника. Он нагревается до трехсот градусов и при какой-либо оплошности может привести к немедленному возгоранию легковоспламеняющихся материалов. Необходимо очень ответственно выбирать необходимую подставку, которая полностью подходит к имеющемуся паяльнику.
Назначение и классификация проводов
Провод – это изделие электротехники, которое состоит из 2 или более металлических проволок, покрытых обмоткой из какой-либо неметаллической ткани. Служит для связи источника тока с потребителем.
Провод состоит из 2 частей. Первая это жила – часть, проводящая ток. Вторая часть – это изоляция, то есть то, что ограждает жилу от внешних раздражителей. В качестве жилы обычно используется проволоки из меди и алюминия, изоляция делается из бумаги, резины, лакового покрытия.
Есть определенная классификация проводов:
- обмоточные;
- медные;
- провода высокого сопротивления;
- монтажные соединительные;
- выводные;
- провода для подвижного состава;
- изолированные для воздушных линий;
- неизолированные;
- провода для геофизических работ;
- термостойкие;
- термоэлектродные;
- прогревочные;
- автомобильные;
- авиационные;
- установочные;
- провода связи;

- Использовать спецодежду. При работе с паяльником лучше всегда носить спецодежду, такую как перчатки, специальный фартук, очки. Это поможет избежать ожогов и травм при работе. Помимо этого, иногда требуется использовать маску, чтобы избежать попадания токсичных паров в дыхательные пути.
- Не оставлять паяльник сухим при нагревании. Необходимо всегда смачивать паяльник канифолью, это поможет избежать окисления.
- Выбирать паяльник лучше со сменным жалом, чтобы использовать разные формы.
- Лучше использовать разные температуры, для разных видов сплавов. Так можно сделать спайку намного качественней и долгосрочной.
- Использовать надежное освещение. Использовать настольные лампы и фонарики с внешними источниками питания. Это поможет продолжать работу на случай отключения электроэнергии.
простой способ научиться хорошо паять провода (инструкция + 125 фото)
Если в советское время существовала игра для школьников, сутью которой было спаять «на коленке» радиоэлектронную микросхему самому, что они успешно делали, то сейчас многих вопрос о том, как правильно пользоваться паяльником, ставит в затруднительное положение. Хотя научиться паять паяльником не так уж сложно и, освоив основы для «чайников», можно будет самостоятельно проводить несложные работы, не обращаясь к специалистам.
Тонкости хорошей пайки
Чтобы припаять деталь к плате, нужно:
1) Нанести флюс на поверхность пайки; 2) Залудить их припоем; 3) Снова нанести флюс на контакты; 4) Запаять зазор между контактами.
Первое важное правило – избегать температуры выше 400 °C и более. Многие начинающие (и даже опытные) радиолюбители пренебрегают этим. Это критические значения для микросхем и плат.

Припой расплавляется примерно от 180 до 230 °C (свинец — содержащие припои) или от 180 до 250 °C (бессвинцовые). Это далеко не 400 °C. Почему тогда выставляют высокую температуру?
Что нужно для надежного контакта
Основные критерии:
- Правильно выбрать флюс. Например, для пайки проводов подойдет жидкий флюс. Он лучше всего смачивает провода и позволяет качественнее залудить такие контакты. Низкокачественный флюс быстро вскипает и растекается по плате.
- Использовать качественный припой. Именно припой определяет дальнейшую надежность и прочность соединения. Так же качество припоя может повлиять на работу схемы в целом, из-за шлаков и низкокачественных сплавов могут образоваться помехи в работе электроники и со временем могут появиться трещины.
- Пользоваться проверенным инструментом и оборудованием. Паяльники плохого качества могут нестабильно держать температуру, перегреваться.
- Соблюдать температурный режим. Не перегревать детали и держаться в температурном режиме плавления припоя. Слишком низкая температура и припой будет плохо плавиться, а если слишком высокая – материал будет испаряться, хуже лудить контакты.
- Долгие часы практики, проб и ошибок. Без практики не будет и своего метода пайки.
Эти критерии взаимосвязаны друг с другом. И при плохом выборе комплектующих с материалами, будет такой же результат.
Что такое термоусадка?
Во время сращивания проводов профессионалы рекомендуют применять специальные термоусадочные трубки. Диаметр их обязательно должен быть в два раза больше, чем у провода. Трубка надевается на один конец провода. После осуществления его механического сцепления с другим проводом и пайки термоусадка перетаскивается на место их соединения. Она должна располагаться так, чтобы с каждого конца шва оставалось по 1 см. После этого пайка выполняется заново. Термоусадка должна равномерно покрывать и нагревать соединение проводов. В результате воздействия на трубку высоких температур она запаивается, обеспечивая надежную изоляцию в зоне соединения, а также прочность механического сцепления.
С чего начать
Для начала, необходимо определиться с какой целью нужна пайка. Для радиолюбительства это начальный уровень, для пайки проводки и простого уровня нужны более профессиональные инструменты. А для ремонта и пайки SMD, BGA микросхем придется выучить все азы пайки и приобрести специальные инструменты и расходники.
Правильный выбор набора для пайки
Припои бывают разных типов и диаметров.

Большой диаметр припоя удобен по время пайки проводов, а мелкие для точечной пайки SMD компонентов, или разъемов. Так же припои бывают с канифолью или без. С канифолью припой очень удобен. Его проще всего брать на жало паяльника.
Набор для начинающих
Для радиолюбителей магазины продают сразу все в одной пачке. Такие наборы дешевле всего, так как по отдельности все будет стоить дороже. Например, есть наборы с паяльником и жалами, а также пинцетами.

Отличный набор для начинающих с Алиэкспресса
Паяльник или станция
Для пайки радиоконструкторов и проводов достаточно паяльника, а для более продвинутой пайки уже понадобится станция. Паяльная станция обладает в свое составе как правило и феном. С помощью фена можно паять SMD компоненты, и получится лучше прогревать плату.

Лучше всего начать с паяльника и выбрать тот, у которого доступна регулировка температуры и смена жал.
Жала паяльника
Существует арсенал жал для паяльников. Конус, плоское, топорик, волна и т.п. Они все могут быть различной площади и формы.

Выбор паяльного жала
Для начинающих отлично подойдет мини волна. Такое жало проще всего лудится, и способно на большой спектр задач.
Особенности применения
Для пайки проводов это массивные жала, а для планарных контактов это, как правило, конусные и изогнутые жала. Например, чтобы опаять шлейф от платы, лучше всех подойдет топорик. Этот тип обладает широкой рабочей поверхностью, которая позволяет массивно прогреть большую поверхность платы.
Вечные жала и правила их использования
Главное правило использование вечных жал — всегда на жале должен быть припой или флюс. Если игнорировать это правило, на жале начнут появляться черные точки, которые со временем перейдут на всю поверхность.

Это слой нагара, который образуется при окислении воздуха на рабочей поверхности. Припой или флюс выполняют защитную функцию, и во время работы паяльника окисляются они, а не жало паяльника.
Почему паяльник начал плохо паять
Если паяльник плавит припой, однако не берет его на свою рабочую поверхность, то его нужно залудить. Он сильно окислен, но его не стоит выкидывать.
Подготовка к работе
После включения паяльника в сеть, нужно дождаться его нагрева. Вся подготовка сводится к чистке нагара с рабочей поверхности и нанесения припоя. При работе с жалами нельзя использовать режущие инструменты. Нельзя удалять нагар с паяльника лезвиями или другими острыми предметами.
Лужение паяльника
Лужение паяльника происходит поэтапно:
- Разогретое жало нужно почистить. С помощью мокрой губки или медной стружки.
- На чистую поверхность наносился припой.
Черная поверхность жала удаляется с помощью долгого залуживания. Делается это с помощью комка припоя и флюса. Жало топится в припое до тех пор, пока оно не будет чистым. Периодически оно должно обмокать в припое. И затем снова чиститься с помощью губки. В этом случае лучше всего использовать медную стружку, она удаляет окислы и нагар намного лучше. Мокрая губка только удаляет припой, но не нагар. Если вышеперечисленные методы не помогают, то придется использовать активатор жал или паяльную кислоту.
Сопла фена
У паяльного фена тоже существую свои насадки. Они бывают разного диаметра, формы и крепления. Все зависит от того, какие работы проводятся.

Выбор паяльного флюса
Паяльные работы обладают большим спектром. И для разных задач нужны свои материалы. Например, для пайки проводов ни что не сравниться с обычной канифолью. Канифоль дешевая, практичная и удобная в работе. А для микросхем нужен иной подход. Пастообразный флюс и шприц для точечной дозировки флюса к SMD компонентам.

Чем отмывается флюс после пайки
С помощью бензина «Калоша» или спирта.
Инструментов и расходники для чистки:
- Вата;
- Ватные диски;
- Палочки из ваты;
- Зубная щетка.
Рабочее место и дополнительные инструменты
Для рабочего места подойдет деревянный стол. Если не хочется портить поверхность стола, то можно воспользоваться деревянной дощечкой. Дерево мало впитывает тепло и не действует как радиатор. А если нет такой дощечки, то можно приобрести силиконовый термостойкий коврик. В таком коврике есть удобная площадка для разборки электроники, различные карманы и места для инструментов. Коврик можно чистить обычным спиртом после работы, если остались какие-либо пятна или следы припоя.
Пинцеты и лопатки
С помощью пинцетов можно двигать детали при пайке, позиционировать и устанавливать детали. Они также изготавливаются из разных материалов, бывают угловыми, прямыми, с фиксацией и т.п.

Оптика и микроскопы
Лупы не очень удобны, поэтому намного удобнее и практичнее использовать микроскопы. Лучше всего начать с бюджетного варианта. Например, простой USB микроскоп позволит оценить результат пайки на экране компьютера.

Конечно, частота кадров не позволяет нормально работать под ним, но он позволяет без вреда для зрения рассматривать мелкие детали платы.

Вентиляция помещения и правила безопасности
Помещение должно быть с хорошей вентиляцией. При паяльных работах нужно держать дистанцию, и не приближаться близко, чтобы припой не попал на лицо. После паяльных работ обязательно проветрить помещение, и помыть руки и лицо с мылом. Нельзя употреблять пищу при пайке, ибо на слизистых поверхностях остаются осадки от дыма.
Виды паяльных жал никелированных
- Жало в форме иглы — им паяют очень маленькие радиодетали, такие как SMD. При осуществлении ремонта телефонов такое жало незаменимо. Оно применяется на платах с высокой плотностью монтируемых деталей.
- Жало-лопаточка — применяется для осуществления выпаивания и в случаях монтажа крупных радиодеталей. Им работают с многовыводными микросхемами.
- Жало в форме капли — им удобно переносить припой с канифолью к месту паяния, что приводит к повышению качества работы.
- Жало с изогнутой формой — чаще всего им отпаивают радиодетали, находящиеся в медной оболочке, чтобы на плате не оставался лишний припой. Оно может применяться и для обычной пайки. Паяльник нагревается до температуры 290-300 С.
Работая с паяльником, необходимо всегда содержать его в идеальной чистоте. Новые паяльные жала обычно обрабатывают с помощью молотка, чтобы на его поверхности образовались мелкие зазубрины. Впоследствии их аккуратно подравнивают напильником, чтобы придать жалу наиболее правильную форму.

Затем жало следует залудить, используя припой с канифолью. То есть покрыть тонким слоем припоя, обмакнув его в канифоль.
Простая пайка проводов
Первый пример это припаивание проводов.

Что потребуется
Для снятия изоляции с проводов понадобится стриппер.

С помощью него можно быстро удалить изоляцию. Бокорезы, кусачки, нож, зубы или паяльник не смогут так же легко справиться с этой задачей.
Для пайки проводов подойдет жидкая канифоль, или ФКЭТ.

Жидкая канифоль лучше всего обволакивает жилки проводов. Она дешевая, практичная и удобная.
Какое жало лучше выбрать
Для проводов нужно много припоя. Мини волна практичнее всего для пайки любых проводов, чем обычный конус или плоское жало.

Пошаговый процесс
Стриппером снимаем изоляцию, скручиваем провода.

Наносим флюс на спаиваемые провода, берем припой на жало. Температура жала не больше 300 °C.

Несколькими движениями вперед и назад лудим скрученные провода. Если припой образовался в комочки, то добавляем ждем остывания место пайки, чтобы не повредить кисточку. Добавляем еще флюс и снова проводим по месту пайки паяльником. Припоя не должно быть много или мало.
Лучше всего залудить оба провода перед спаиванием вместе, однако не получится надежно их скрутить. Поэтому, легче сразу сделать скрутку и затем спаять их.

Ремонт наушников
Основная проблема при ремонте наушников это стойкая изоляция проводов.

Особенности залуживания проводов
Чтобы залудить такие провода, необходимо с помощью припоя и канифоли тщательно пройтись по месту пайки.

Для пайки понадобится массивное жало, большая капля припоя и жидкая канифоль. Так же наносится флюс, но пайка немного другая. Теперь главная задача это сжечь изоляцию. Это можно сделать при помощи большой капли припоя. Продольными движениями вперед и назад проводим припой по месту пайки. Изоляция сжигается медленно. Не нужно повышать температуру выше 300 °C и использовать кислоту. Если не получается залудить, то пробуем снова, но уже вместо канифоли используем ЛТИ-120. Этот флюс поможет залудить провода не хуже паяльной кислоты.

Включаем паяльник в сеть
Нагревающим элементом является провод из нихрома, намотанный на трубку, спрятанный под кожухом. На конце трубки находится жало. Нихром, раскаляясь под воздействием идущего по нему тока, нагревает заостренные рабочие кромки.

Чтобы проверить готовность паяльника, касаемся им кусочка канифоли. Если пойдет небольшая струйка дыма, можно приступать к работе. Повалит густой дым – паяльник перегрелся. Придется его немного охладить. Выключить из сети.
Лучше всего – использовать терморегулятор, чтобы не дергать постоянно вилку из розетки туда-сюда.
Лужение эмалированной проволоки
Эмалированная медная проволока теплоемкая и трудно поддается лужению.

Но ее можно легко залудить с помощью обычной канифоли. Достаточно наждачной бумаги.

Удаляем эмалированное покрытие с помощью наждачки, наносим канифоль и проволока успешно задужена и готовка к пайке.

Подготовка
Для того, чтобы начать паять, нужно обзавестись нужным инструментом. Вот что нам понадобится:
- Канифоль, кислота, флюс;
- Набор отверток;
- Припой оловянно свинцовый – ПОС 60;
- Плоскогубцы;
- Пинцет;
- Кусачки, бокорезы;
- Молоток;
- Напильник, наждачка;
- Паяльник средней мощности (40 – 60 Ватт)

Предварительно зачищаем спаиваемую поверхность. Используем наждачную бумагу, напильник. Затачиваем жало паяльника – две кромки, когда он новый. Освобождаем от старого припоя, если он ранее использовался. Для этого чистим его напильником, протираем губкой.
Пайка светодиодной ленты
Светодиодная лента так же теплоемкая, как и толстый провод. Она имеет в своем составе медную подложку, которая забирает тепло при нагреве.
Залуживаем контакты с помощью канифоли. Используем мини волну и совсем немного припоя. На месте пайки должно быть немного припоя.

Далее, берем паяльник от себя ручкой, прислоняем провод к контакту и сверху жалом паяльника. Пайка должна длиться не дольше секунды, пока есть флюс. Это связано с тем, что медная подложка быстро забирает тепло, а сгорающий флюс уже не в состоянии собрать припой в единое целое. Поэтому, если паяльные работы будут длиться больше секунды, то на ленте будут комочки припоя с признаками холодного контакта. Если такое произошло, снова наносим флюс и одним касанием исправляем плохую пайку.

Канифоль (флюс) чиститься с ленты при помощи спирта (или бензина) и ватного диска.

Внесение припоя
Когда место пайки достаточно разогрето, можно добавлять припой. Его вносят двумя способами — расплавленное, в виде капли на жале паяльника или в твердом виде (проволоку припоя) непосредственно в зону пайки. Первый метод используется если область пайки небольшая, второй — при значительных площадях.
В случае, если надо внести небольшое количество припоя, его касаются жалом паяльника. Припоя достаточно, если жало стало белым, а не желтым. Если повисла капля — это перебор, ее надо удалить. Можно стукнуть пару раз по краю подставки. Потом сразу возвращаются в зону пайки, проводя жалом вдоль места пайки.
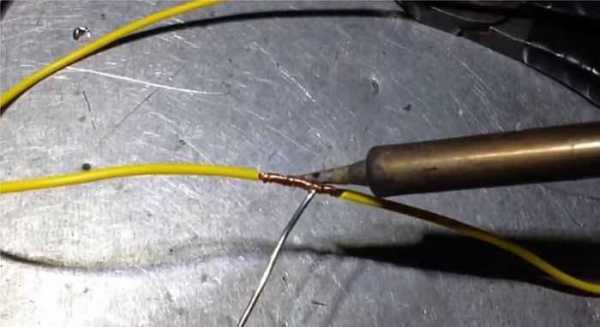
Как правильно паять паяльником: второй способ внесения припоя
Во втором случае проволоку припоя вводим непосредственно в зону пайки. Нагревшись, он начинает плавиться, растекаясь и заполняя пустоты между проводами, занимая место испаряющегося флюса или канифоли. В этом случае надо вовремя убрать припой — его переизбыток тоже не очень хорошо влияет на качество пайки. В случае с пайкой проводов это не так критично, а вот при пайке электронных элементов на платах очень важно.
Ликбез для начинающих
Для выпаивания детали из платы, нужно сделать так, чтобы контакты разогрелись до плавления припоя (примерно 230 °C). Основная ошибка начинающих — место паяльных работ сразу прогревают на 300 — 350 °C.
Например, нужно выпаять микросхему из платы паяльной станцией Lukey 702.

Многие радиолюбители и электронщики выставляют параметры нагрева выше 300 °C.
В первый момент, на деталь действует около 200 °C. На контактах и окружающем месте паяльных работ комнатная температура.

Нагрев детали достигает 300 °C, а контакты еще не дошли до 200 °C.

На микросхему поступает критическая температура 350 °C. Тем временем, окружающее место пайки неравномерно прогревается, даже если происходят равномерные движения феном по месту пайки. На контактах детали появляется заметная разница температур.

400 °C и микросхема начинает зажариваться.

Еще чуть-чуть, и она отпаяется из-за того, что и контакты практически нагрелись до плавления припоя. Но это происходит потому, что плата прогрелась. И в данном случае, это произошло неравномерно. Высокие значения температур приводят к тепловому пробою микросхемы, она выходит из строя. Плата сгибается, чернеет, появляются пузыри из-за вскипевшего текстолита и его составляющих.
Такой метод пайки очень опасен и не эффективен.
Как все-таки без ущерба паять детали?
Нужно проанализировать место пайки и оборудование:
- Оценить толщину платы. Чем толще плата – тем сложнее и дольше ее прогревать. Плата представляет собою слои дорожек, маски, площадки и много металлических деталей, которые очень теплоемкие.

- Что находится рядом. Чтобы не повредить окружающие компоненты, нужно их защитить от температуры. С этой задачей справятся: термоскотч, алюминиевый скотч, радиаторы и монетки.
- Какая температура окружающей среды. Если воздух холодный, то плату придется нагревать чуть дольше. Особое значение имеет то, что находится под платой. Не нужно паять на металлической пластине, или на пустом столе. Лучше всего подойдет деревянная дощечка или набор салфеток. И при этом плата должна находиться в одной плоскости, без перекосов.
- Оборудование. Многие паяльные станции продаются без калибровки. Разница между показываемой температуры на индикаторе и фактическая может достигать как 10 °C, так и все 50 °C.
Ремонтируем посуду без паяльника
Различные емкости и другую кухонную утварь можно ремонтировать с помощью так называемых карандашей, которые продаются в специализированных магазинах или на рынках. При отсутствии такого приспособления предлагаем сделать следующее:
- Обрабатываем место повреждения наждачной бумагой.
- Удаляем следы ржавчины, а также выполняем дополнительную обработку соляной кислотой.
- С внешней стороны емкости укладываем широкую пластину рукой. Она нужна для того, чтобы исключить протечку припоя.
- Изнутри насыпаем измельченное олово и канифоль на поврежденный участок.
- Ставим емкость на огонь и дожидаемся расплавления припоя.
Паяльная паста: быстро производим соединение деталей
Еще один способ соединения проводов или металлических деталей без паяльника – это использование специальной пасты, состоящей из таких ингредиентов:
- соляная кислота – 32 мл;
- олово – 7,8 г;
- цинк – 8,1 г;
- вода – 12 мл.
Сперва разводим в воде соляную кислоту, после чего последовательно вливаем в нее цинк и олово. Затем добавляем дополнительные компоненты:
- глицерин – 10 мл;
- свинцовый порошок – 7,4 г;
- олово – 14,8 г;
- цинковая пыль – 29,6 г;
- канифоль – 9,4 грамма.
Все ингредиенты предварительно нагреваются и после расплавления смешиваются между собой.
Получившимся пастообразным составом нужно намазать на соединяемый участок. После этого осуществляется нагрев с помощью свечи или зажигалки до полного расплавления этого своеобразного припоя. Паста достаточно надежно соединяет даже толстые провода, однако с ее приготовлением придется повозиться. Очень важно соблюдать все указанные выше пропорции, чтобы добиться нужного результата.
Паяльник является очень простым и удобным инструментом. С помощью него соединяются маленькие металлы, и об этом знает каждый мужчина с самого детства. А вот на вопрос о том, как паять без него, могут ответить немногие. Иногда могут возникнуть такие ситуации, когда необходимо спаять провод или иную деталь, но под рукой не оказывается паяльника. Пайка является самым распространённым видом соединения маленьких деталей, которую можно сделать в домашних условиях. Сварить детали, когда паяльник сломался, не так сложно, как может показаться, необходимо только обладать некоторыми знаниями.
Как правильно паять феном
Нужно закрыть все мелкие и уязвимые к перегреву компоненты защитой.

В данном случае используется алюминиевый скотч. Он хорошо защищает компоненты от температуры, плотно держит компоненты платы. Однако, прибавляет теплоёмкость к месту пайки. Термоскотч также хорошо защищает, только хуже держится на плате.

Плату размещается на таком материале, который наименее теплоёмкий и медленно отдает температуру в окружающую среду. Можно использовать, например, деревянную дощечку. И при этом, место пайки не должно находиться под наклоном.

Лучше всего нанести на контакты флюс. Он хорошо распространяет тепло, по сравнению с нагреваемым воздухом, однако не следует его добавлять слишком много. Он может вскипеть, зашипеть или помешать пайке.
Первым делом прогревается место пайки. Фен выставляется около 100 °C и максимальным потоком воздуха.
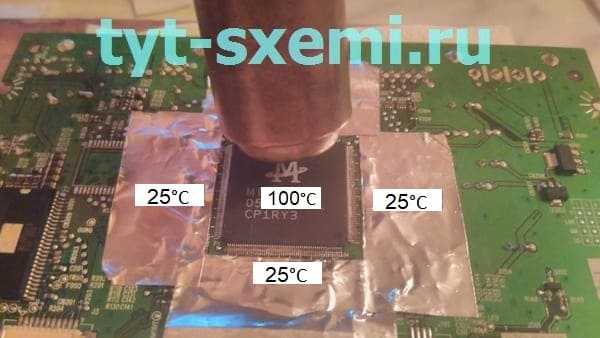
Нужно прогреть как саму деталь, так и окружающее место пайки с контактами круговыми движениями.
Далее, спустя около минуты следует плавно повысить нагрев.
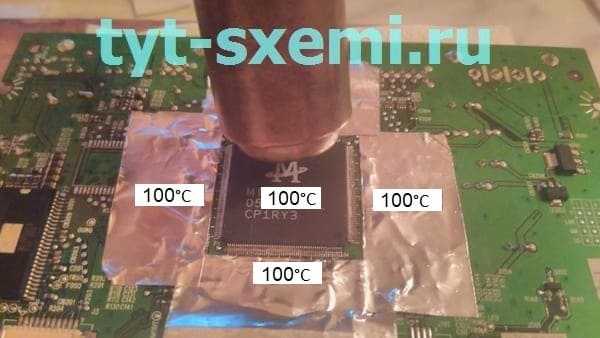
Разница с контактами будет небольшая. Таким образом, в течение нескольких минут, повышаем до 300 °C.
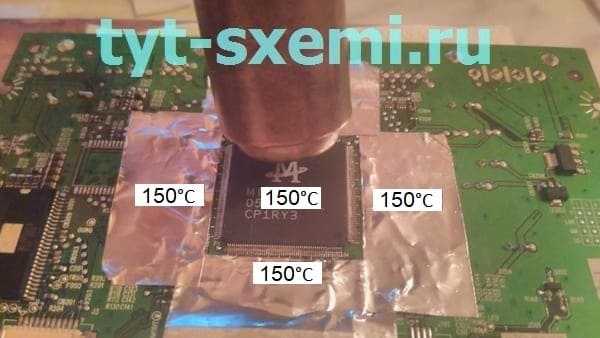
Шаг около 20 — 30 °C на каждые десятки секунд.
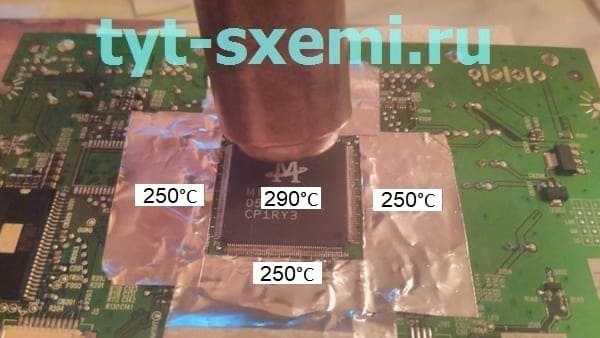
Выводы по краткому обучению пайке
Сегодня мы познакомились с тем, как учатся паять американцы. Задорнов сказал бы…ну в общем вы поняли. В оригинале, как мне кажется, все выглядит немного коряво и поверхностно, так что постарался внести свои уточнения в текст. В принципе, самые азы раскрыты, но останавливаться в этом деле никак нельзя, так что подписывайтесь на обновления блога — будут еще подробности о процессе пайки.

К одним из самых надежных и эффективным методик скрепления различных элементов — пайка. Для бытовых задач нередко применяются обыкновенные электропаяльники. Существуют устройства, функционирующие и от 220 В, и от 380 В, и даже от 12 В. Двенадцативольтные паяльники характеризуются небольшими показателями мощности. Они зачастую применяются на опасных производствах. Они используются и в быту, однако их нагревание осуществляется крайне медленно.
Как понять, что деталь уже выпаивается
На контактах появляется блик. С помощью пинцета следует аккуратно подтолкнуть микросхему. Если она двигается легко и плавно из стороны в сторону, то ее уже можно снимать, если нет – греем дальше.

Эту технику необходимо индивидуально подстраивать под каждую пайку и паяльную станцию. Например иногда придется дольше греть плату, а в порой и около 240 °C хватит. Метод паяльных работ зависит от случая.
Устройство нагревательного элемента паяльника.
Рассмотрим устройство нагревательного элемента в разрезе.
Нагревательным элементом в паяльниках обычно служит нихромовый провод, намотанный на металлическую трубку, в которую вставляется медный стержень (жало). Электрический ток раскаляет нихромовый провод, а он в свою очередь отдает тепло медному стержню, нагревая его.
Для изоляции этого провода от контакта с защитным кожухом и металлической трубкой, служит слюда, которая слоями прокладывается между ними.
Сплав Розе
Чтобы уменьшить риск перегрева, можно использовать сплав Розе. Он поможет снизить нагрев до 120 °C. Таким способом можно выпаять деталь из опасных и чувствительных участков. Достаточно добавить пару гранул припоя и немного флюса.
После лужения контактов, деталь легко выпаивается. Нужно аккуратно выпаивать контакты, они могут легко повредиться из-за резкого движения.
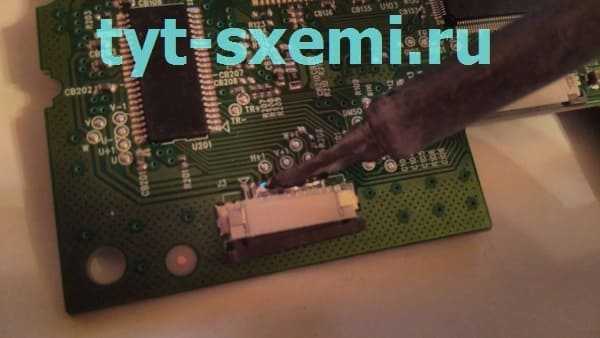
Получившийся припой в обязательном порядке удаляется с платы. Он очень хрупкий и не подходит для использования.
Пошаговое освоение навыков пайки
Перед теми, кто совсем недавно начал своё знакомство с электроникой встаёт на первый взгляд простая задача – научиться правильно паять.
Казалось бы, всё просто – взял паяльник, припой, канифоль, и можно начинать собирать какое-нибудь интересное устройство. Но, чтобы собрать электронную самоделку, нужно обладать навыками качественной и надёжной пайки.
Работоспособность любого электронного устройства в первую очередь зависит от надёжности электрических соединений и паянных в том числе. Навыки качественной пайки приходят с опытом. Поэтому необходима тренировка. С чего же начать?
Чтобы научиться паять, в первую очередь необходимо ознакомиться с теорией. Это потребует немного времени сейчас и сбережёт его в будущем. Вот что потребуется знать, для того, чтобы приступить к освоению навыков пайки.
Минимальный набор для пайки: паяльник, припой, канифоль, подставка для паяльника. Подробнее…
Подготовка паяльника к работе. Советы и рекомендации по уходу за паяльным инструментом. Подробнее…
Припои. Свойства и характеристики оловянно — свинцовых припоев. Подробнее…
В последнее время на прилавках радиомагазинов появился бессвинцовой припой (Lead free). Его активно применяют при сборке бытовой радиоаппаратуры. Припой без свинца отличается своими свойствам от широко распространённого оловянно-свинцового. О бессвинцовых припоях читайте здесь.
Также в процессе пайки и сборки потребуется монтажный инструмент. Подробнее…
После лёгкого прочтения теории, можно смело приступать к пайке. Для тренировки навыков можно спаять куб. Сперва может показаться, что это дело простое, но на самом деле это не так.
Куб, спаянный из медного провода
Берём медную проволоку сечением около 1 миллиметра. Если провод лакированный, то предварительно нужно удалить изоляцию. Делать это лучше с помощью перочинного ножа и мелкой наждачной бумаги. Поверхность проволоки нужно тщательно зачистить, чтобы остатки лакового покрытия не мешали лужению проводника. Даже небольшие участки лаковой изоляции, случайно оставшиеся после зачистки, будут препятствовать дальнейшему лужению. Далее залуживаем медную проволоку. О лужении провода можно прочесть здесь.
Паяем куб
В процессе лужения можно использовать жидкий флюс, например, ЛТИ-120. Продаётся в магазине радиотоваров в тюбиках. Может комплектоваться кисточкой или диспенсером (типа, как пипетка для нанесения флюса капелькой).
ЛТИ — 120
Жидкий флюс быстро высыхает. Поэтому некоторые слегка подсушивают его для придания более густой консистенции.
Для облегчения процесса спайки двух проводников под необходимым углом можно воспользоваться “третьей рукой”. Третья рука весьма полезное приспособление. Оно поможет сберечь пальцы рук от случайных ожогов, которые можно получить придерживая детали или проводники пальцами.
Третья рука
Если не удаётся купить такой девайс, то что-то подобное можно собрать, используя зажимы типа “крокодил” и несколько металлических деталей.
Выпаивание радиодеталей.
Потренироваться в выпаивании радиодеталей можно на печатных платах от неисправной аппаратуры. Для этих целей подойдёт старый ненужный телевизор, например, типа 3УСЦТ. Таких телевизоров было наштамповано огромное количество в советское время. На печатных платах таких телевизоров все радиодетали смонтированы методом монтажа в отверстия — THT (от англ. –Through Hole Technology).
В подавляющем большинстве современной радиоаппаратуры применяется монтаж SMT или смешанный (SMT + THT). Демонтаж радиоэлементов с печатных плат, собранных методом SMT осложняется тем, что SMD элементы (конденсаторы, диоды, резисторы) имеют очень малые размеры и для их выпаивания требуется специальное оборудование. Поэтому практиковаться в выпаивании всевозможных радиодеталей с печатных плат легче начинать с плат, выполненных методом монтажа в отверстия.
Если особых трудностей с выпаиванием обычных радиодеталей не возникло, можно приступить к тренировке навыков пайки элементов SMD. В современной электронике монтаж радиодеталей на поверхность очень популярен и эта тенденция будет сохраняться – детали будут всё мельче и мельче.

Поверхностный монтаж
Для пайки SMD компонентов желательно обзавестись термовоздушной паяльной станцией.
Подробнее о термовоздушной паяльной станции читайте здесь.
Выпаять SMD элементы с платы обычным паяльником очень сложно, а многовыводные детали вроде микросхем вообще нереально, поэтому станция пайки горячим воздухом просто необходима. Она упрощает процесс монтажа и демонтажа многовыводных планарных микросхем, миниатюрных SMD-транзисторов, резисторов и конденсаторов. Если вы занимаетесь радиоэлектроникой и планируете освоить ремонт электроники и, например, ремонт сотовых телефонов, то не сомневайтесь в том, что термовоздушная паяльная станция вам пригодиться.
Также не стоит забывать о правилах безопасности. Желательно, чтобы помещение, в котором происходит пайка, проветривалось. Старайтесь не вдыхать пары канифоли.
Не перегревайте печатную плату. Это исключить её вспучивание и расслоение. Также стоит оберегать глаза и лицо. Не редки случаи, что выводы деталей пружинят под действием сил упругости, разбрызгивая капельки жидкого припоя во все стороны. Похожая ситуация происходит и при перегреве печатной платы, когда медные дорожки отслаиваются, а жидкий припой разбрызгивается по сторонам. Старайтесь избегать таких случаев!
Комбинированный метод
Еще одна очень эффективная техника. Если во время пайки деталь плохо паяется или не выпаивается – это следствие низкокачественного припоя, флюса или недостаточного прогрева платы.

Для этого во время работы паяльником, необходимо сверху помогать паяльным феном. Фен следует ставить до 200°C. Так нагрев будет происходить быстрее, и температура на контактах стабилизируется, окружающий воздух будет меньше забирать тепло.
Технология паяния
Сегодня наибольшей популярностью пользуются паяльники электрического типа. Люди, чья работа тесно связана с процессом пайки (починка техники, чайников, микросхем, плат, наложение страз ), зачастую выбирают паяльную установку, любители же обходятся обыкновенными устройствами без каких-либо регуляторов.
Чтобы научиться паять паяльником, необходимо разобраться в общем процессе, после чего можно углубляться в особенности.
Потому следует начать с небольшого описания последовательности работы.
Пайка предполагает определенную схему действий. Речь пойдет о спаивании радиотехнических элементов и проводов, так как это встречается повсеместно. Итак, действия будут следующими:
- Подготовка элементов к работе.
- Лужение или обработка поверхностей флюсом.
- Нагрев обрабатываемых элементов до определенных температурных показателей.
- Внесение припоя в область пайки.
Далее припой остается лишь остудить и произвести проверку качества стыка. Если вы сделали все верно, то обработанная поверхность будет блестеть. Если же припой обладает пористой структурой и тусклым оттенком, то это может свидетельствовать о том, что при пайке не была достигнута достаточная температура. Такую пайку специалисты называют «холодной». Она с легкостью разрушается — провода при этом достаточно просто потянуть. Также участок пайки может обугливаться. Это свидетельствует о чрезмерно высокой температуре.
Подготовка к работе
Перед работой следует избавиться от изоляции. У оголяемого провода может быть разная длина. Если вам нужно спаять проводку, то оголяют от 10 до 15 см. Для наушников же, к примеру, будет достаточно небольшой длины — от 7 до 10 см.
После удаления изоляционного материала нужно осмотреть провода. Если они покрыты специальной оксидной пленкой или лаком, то от покрытия тоже нужно удалить. Для этого можно воспользоваться сразу несколькими способами:
- Механический. Применить мелкозернистую наждачку, которой нужно обработать оголенный провод. Однако, этим способом очень неудобно обрабатывать тонкие проводки, а многожильные можно вообще повредить.
- Химический. Оксидную пленку можно снять с помощью растворителей и чистого спирта. ЛКМ-покрытие удаляется ацетилсалициловой кислотой (обыкновенный аспирин из аптеки). Провод просто укладывают на поверхность таблетки, после чего нагревают паяльником. Кислота очень быстро начнет съедать лак.
Вам также нужно будет научиться определять достаточно прогрева участка пайки. В том случае, если вы используете обыкновенное паяльное устройство, то следует обратить свое внимание на поведение флюса или канифоли. Если нагрев достаточный, то вещества начинают кипеть и выделять пар. При поднятии кончика жала капельки горячей канифоли не спадают.
В каких случаях паять феном не получится
Паяльный фен как правило достигает мощности не боле 500 Вт. Чем меньше мощность, тем меньше можно прогреть площадь платы.
С помощью паяльного фена не получится адекватно выпаять массивные детали, компьютерные BGA микросхемы (мосты, CPU, GPU). Фен не сможет прогреть такие площади.
Это все равно что вскипятить стакан воды с помощью одной спички. Повышать температуру тоже не вариант, это уничтожит как саму деталь, так и плату.
Для массивной платы необходим нижний подогрев. Чаще всего это плита, которая нагревается до 100 – 200 °C. Печатную плату получится равномерно прогреть. А с помощью фена довести до плавления припоя.
Так же можно использовать строительный фен. Он имеет большее сопло, и его мощность может быть до 3000 Вт. Однако, строительный фен тоже не выход. Из-за того, что греется только деталь и небольшое окружающее пространство вокруг, после пайки плата деформирмируется от высокой разницы нагрева, тем самым отрываются выводы от площадок (особенно это кается больших BGA деталей).
Какой паяльник выбрать?
Научиться паять правильно — легко, но при условии удачно выбранного инструмента. Среди большого разнообразия этих устройств мастеру-любителю, решившему заняться починкой оргтехники, стоит выбрать акустический паяльник, который отличается малыми размерами и хорошей работоспособностью. Он имеет низкую теплоемкость, что желательно для тонких паечных работ при сборке микросхем. Начинающему мастеру лучше остановить свой выбор на приборе, мощность которого не превышает 40 Вт. Важно, чтобы паяльник также не был слабее 15 Вт, поскольку мощности в таком изделии будет недостаточно даже для соединения простых проводов оргтехники. Покупать предпочтительнее инструмент с трехнаправляющим заземляющим штекером. Его наличие предотвратит возможные рассеивания напряжения во время движения электротока к металлической трубке.

Для выполнения работ по присоединению калибровочных проводов, шасси и витражных работ подойдет промышленный паяльник.
Выпаивание деталей из плат одним паяльником
Малогабаритные по площади SMD детали можно выпаять с помощью конусного жала. Нагреваются оба контакта детали и она быстро отходит с платы. Также конусное жало удобно во время впаивания SMD детали, так как можно точно дозировать количество припоя на контакты.

Пайка оплеткой
Оплетка представляет собой жилки тонких медных проводов.

Можно использовать в качестве оплетки экранирующую изоляцию от антенны. С помощью оплетки можно легко и быстро убрать припой с контакта. Нужно нанести флюс на оплетку и контакт. Далее, с помощью паяльника место пайки медленно прогревается и олово переходит на оплетку. Такой метод пайки хорош для мелких деталей и не больших DIP контактов. Если нужно выпаять PCI разъем, то оплетка быстро потратиться в пустую.
Вакуумный шприц и иглы
Вакуумный шприц быстро удаляет массивные распаленные части припоя. А с помощью игл DIP контакты легко отпаиваются от платы. Игла надевается на контакт, и с помощью паяльника прогревается. Иглу нужно успеть продеть через контакт платы на корпус микросхемы, пока припой будет в расплавленном состоянии. Или наоборот, когда контакт уже разогрет, и в эту же секунду вставляется игла.

Такие методы пайки устарели. Современные платы производятся для машинной сборки, поэтому зазор между контактами и выводами деталей минимален. Игла уже слабо проходит, а вакуумный шприц не успевает забрать точенные капли припоя. Обычный электролитический конденсатор выпаять с помощью шприца уже не получится. В таком случае поможет метод жидкого жала.
Жидкое жало и его плюсы
Жидкое жало представляет собой каплю припоя, которая позволяет не пользоваться дополнительными инструментами (оплетку, фен, иглы или шприц). Техника такая же, как и со сплавом Розе. Основное отличие в температурах.
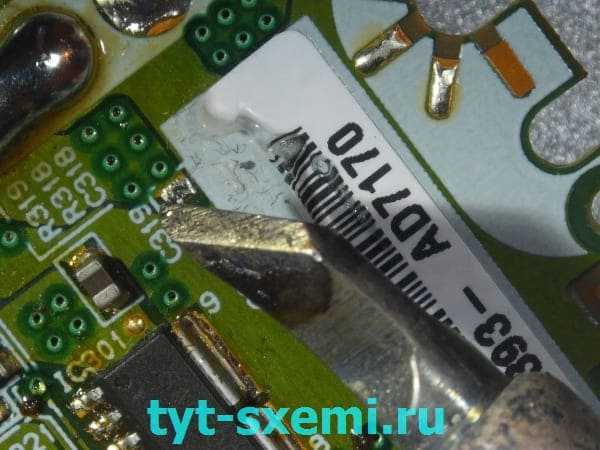
Жало типа топорик обладает массивной продольной рабочей поверхностью. Оно позволяет захватить сразу несколько контактов одновременно.
Наносим припой на жало.

На паяемую микросхему наносится пастообразный флюс с помощью шприца.

Деталь и ее контакты прогреваются жалом до плавления олова и точно также нужно сделать с другой стороны.
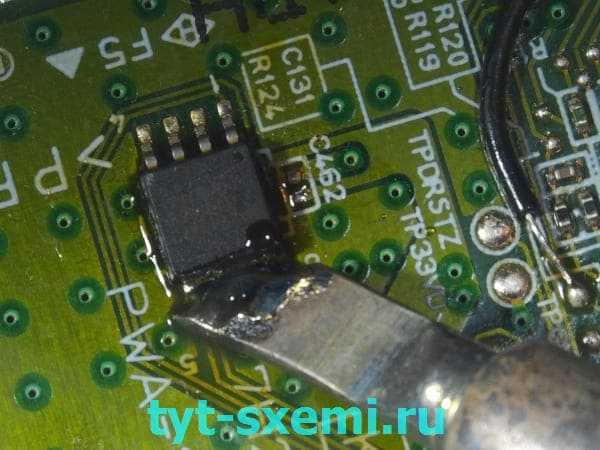
Такой техникой можно выпаять и DIP контакты.

Припой и флюс. Для чего они нужны?
Пайка представляет собой процесс сваривания двух деталей. Только вместо электрода используется припой – сплав свинца и олова. Для смачивания спаиваемой поверхности, защиты от окисления применяется флюс. Обычно это – канифоль, изготовленная из смолы сосны. По виду и цвету напоминает кусок янтаря.

Припой выпускается в виде проволоки или трубки с флюсом внутри. Первый вариант – более популярен. Флюс в любом случае используется.

В зависимости от способов соединения, пайки проводов, подбирается соответствующий вид припоя. Чем он темнее, тем больше в нем содержится свинца, на большую температуру плавления он рассчитан.

Припой для тех или иных целей подбирают согласно его маркировки. Расшифровка кода обозначения очень проста: буквы обозначают, что припой состоит из олова и свинца, цифры – процентное содержание элементов
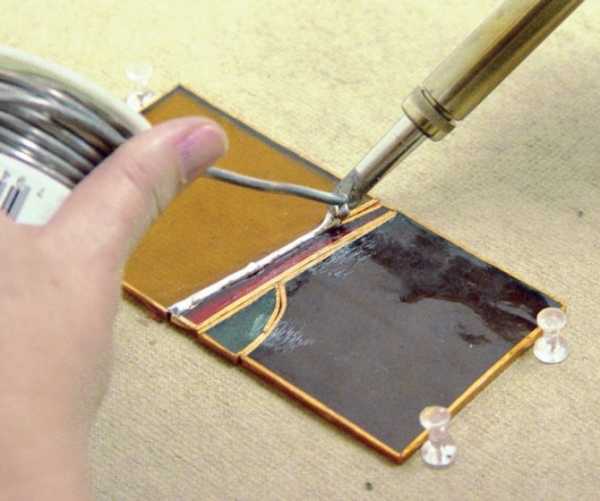
Для домашних целей оптимально подходит припой марки ПОС 60, температура плавления которого – около двухсот. Несмотря на низкое содержание свинца и высокого – олова, соединение будет достаточно прочным.

Дополнительная тренировка
Для дополнительной тренировки можно попробовать паять различные ненужные платы от компьютеров и смартфонов. На материнских платах существует много SMD и DIP компонентов. Только долгие и упорные часы практики помогут развить навыки в пайке.

Сетка
В качестве упражнения можно попробовать спаять сетку из проводов. Качество пайки оценивается по нагрузке на эту спаянную сетку проводов. Если паяные соединения не рвутся под нагрузкой, то пайка отличная.
Конструкторы
Так же отлично помогают радиоконструкторы.

Они учат понимать электрические схемы и тонкости пайки. Следует начинать с простых конструкторов, например с мигалок или дверных замков. По мере повышения мастерства, можно повышать уровень сложности, доходя до сложных LED кубиков.

Пайка кислотой
Кислота используется только в крайнем случае, когда сильно окисленная поверхность не поддается лужению. Все детали, провода и разъемы могут отлично паяться без кислоты. Подробнее о паяльной кислоте
Необходимый инструмент
Если необходимо припаять провод или что-то другое без паяльника, нужно подготовить следующий инструмент:
- пассатижи с тонкими носиками;
- плоскогубцы;
- нож;
- ножницы;
- шкурку наждачную;
- напильник;
- надфиль;
- кисточку.
В качестве источника огня следует использовать спиртовку или лампу на сухом спирте.
Вопрос, как припаять без паяльника, только на первый взгляд кажется абсурдным. Такую пайку можно произвести очень простыми способами, а можно сделать качественно с применением паяльной пасты.
Для чего нужна канифоль?
Она — катализатор процесса. Это твердая смола, и при расплаве пахнет так же, как и зеленая хвоя, ведь производится из терпентина – части смол этого дерева.

Её просто обожают радиолюбители, создающие свои изделия и ремонтирующие заводские качественно и быстро. Носик паяльника и провода подносят к смоле, расплавляют её немного и проводки сами сплавляются.

Нужно только погреть, чтобы лишнее олово стекло. Но не к каждому металлу этот припой подходит. Но медь и латунь, бронза лучше соединяются с ней.

Способы пайки деталей и компонентов
Пайка проводов считается самой легкой процедурой. В растворенный флюс окунаются концы каждого провода, после чего по ним необходимо пройтись паяльником, жало которого также хорошо смочено флюсом.
Во время самого лужения весь лишний припой рекомендуется стряхивать. В процессе соединения постепенно формируется скрутка. Она прогревается, а все свободное место заполняется оловом.
В другом случае концы вымачиваются во флюсе, а пайка производится сразу же, без лужения. Данный способ часто применяется в соединениях тонких проводников или много проволочных жил. При хорошем флюсе и мощном паяльнике обеспечивается качественное и надежное соединение.
Работа с электроникой значительно сложнее. Здесь уже требуются определенные знания и практические навыки. Однако, несложные действия по ремонту схемы может выполнить и начинающий мастер:
- Элементы выводов с ножками перед тем как паять, нужно зафиксировать воском или пластилином в своих отверстиях. На другой стороне платы паяльник нужно плотно прижать к выводу для его прогрева. Далее в это место вставляется тонкий припой в виде проволочки с флюсом. Олова требуется совсем немного, главное, чтобы оно со всех сторон равномерно затекало в лунку.
- Если отверстие слишком большое и ножки в нем болтаются, это место нужно смочить небольшим количеством флюса. Далее олово подносится к ножке и стекает по ней, после чего лунка равномерно заполняется.
Пайка с помощью жидких или пастообразных флюсов
Преимущество таких составов в том, что их можно предварительно нанести на точку соединения. То есть, флюс начинает работать еще до нагрева. При касании паяльником, происходит вторая ступень реакции, и жидкий флюс служит смазкой для растекания припоя.
Еще один плюс — пастообразный или жидкий очиститель увеличивает пятно контакта. Основная проблема пайки не плоских предметов — площадь передачи тепла от паяльника минимальна. Если место касания смочено флюсом — температура передается эффективнее.
Единственный недостаток: нет механического воздействия на поверхность.
Информация: некоторые профессионалы старой закалки растворяют сосновую канифоль спиртом или более жидким флюсом, и получается эффективный состав практически без недостатков.
Как припаять или выпаять микросхему без паяльника
Вы уже поняли, что для успешной пайки требуется разогрев детали до температуры плавления припоя. Его можно расплавить с помощью тепловой пушки, или паяльного фена. Это аналог фена строительного, только он компактный и часто оснащен специальными формованными соплами.

С его помощью прогревается рабочая зона, при этом припой плавится не в определенной точке, а на относительно большой площади. Это эффективный способ, особенно если необходимо выпаивать микросхему (все ножки нагреваются одновременно). Но при таком способе есть риск повредить саму деталь от перегрева.
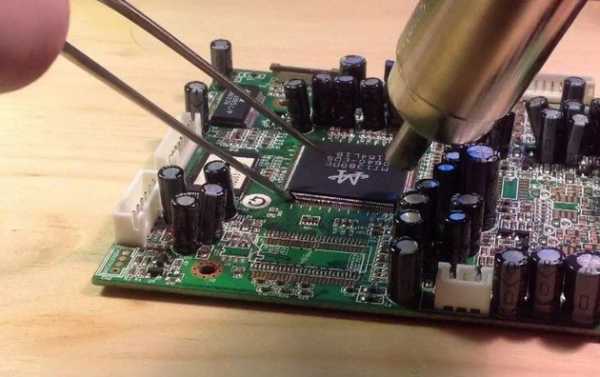
Если вы извлекаете неисправный элемент — нет проблем.
Вообще, паяльный фен необходимо использовать только в случаях, когда традиционный способ пайки невозможен. Например, при монтаже SMD деталей (кто не знает — у них нет ножек) на радиаторную пластину.
Можно ли припаять контакт. Учимся паять провода – рассмотрение всех нюансов пайки
Пайка паяльником относится к наиболее распространенным и простым способам пайки, однако она имеет два существенных ограничения. Во-первых, паяльником можно паять только низкоплавкими (мягкими) припоями, а во-вторых, им нельзя (или, во всяком случае, затруднительно) паять массивные детали с большим теплоотводом - из-за невозможности прогреть их до температуры плавления припоя. Последнее ограничение преодолевают, подогревая паяемую деталь внешним источником тепла - газовой горелкой, электрической или газовой плитой или каким-то иным способом, - но это усложняет процесс пайки.
Перед тем как паять паяльником, нужно обзавестись всем необходимым. К основным инструментам и материалам, без которых пайка невозможна, относится сам паяльник, припой и флюс.
Паяльники
В зависимости от способа нагрева паяльники бывают "обычными"-электрическими (со спиральным или керамическим нагревателем), газовыми (с газовой горелкой), термовоздушными (тепло передается воздушным потоком), индукционными. Массивные молотковые паяльники могут разогреваться не только электроэнергией, но и по старинке - открытым пламенем.
Как пользоваться таким паяльником, можно узнать из описаний технологии жестяных работ, именно там они использовались чаще всего. В наше время обычно пользуются электрическими паяльниками в силу их доступности и удобства пользования. Но первые паяльники нагревались на открытом пламене.

Основным параметром, по которому подбирается паяльник, является его мощность, определяющая величину теплового потока, передающегося к паяемым деталям. Для пайки электронных компонентов используются приборы мощностью до 40 Вт. Тонкостенные детали (с толщиной стенки до 1 мм) требуют мощности 80-100 Вт.


Для деталей с толщиной стенки 2 мм и более понадобятся паяльники мощностью выше 100 Вт. Такими являются, в частности, молотковые электрические паяльники, потребляющие до 250 Вт и выше. К самым энергоемким паяльникам относится, например, молотковый паяльник Ersa Hammer 550 мощностью 550 Вт. Он способен нагреваться до температуры 600°C и предназначен для паяния особо массивных деталей - радиаторов, деталей машин. Но у него неадекватная цена.

Помимо массивности детали, на необходимую мощность паяльника влияет и теплопроводность паяемого металла. С ее увеличением мощность прибора и температуру его нагрева необходимо увеличивать. При пайке паяльником деталей из меди он должен быть нагрет сильнее, чем при пайке такой же по массе детали, но изготовленной из стали. К слову сказать, при работе с изделиями из меди может возникать ситуация, когда из-за высокой теплопроводности металла, при паянии будет происходить распайка мест, выполненных ранее.
Припои
При пайке электрическими паяльниками применяются низкотемпературные оловянно-свинцовые (ПОС-30, ПОС-40, ПОС-61), оловянно-серебряные (ПСр-2, ПСр-2.5) или иные припои и чистое олово. К недостаткам припоев, содержащих свинец, относится вредность последнего, к достоинствам - лучшее качество пайки, чем у бессвинцовых припоев. Для паяния пищевой посуды применяется чистое олово.
Флюсы
Принято считать, что хорошо паяются олово, серебро, золото, медь, латунь, бронза, свинец, нейзильбер. Удовлетворительно - углеродистые и низколегированные стали, никель, цинк. Плохо - алюминий, высоколегированные и нержавеющие стали, алюминиевая бронза, чугун, хром, титан, магний. Однако, не оспаривая этих данных, можно утверждать - нет плохо паяемого металла, есть плохая подготовка детали, неправильно подобранный флюс и неверный температурный режим.Подобрать при пайке нужный флюс - значит решить главную проблему пайки. Именно качество флюса определяет в первую очередь паяемость того или иного металла, легкость или трудность самого процесса пайки и прочность соединения. Флюс должны соответствовать материалу паяемых изделий - своей способностью разрушать его окисную пленку.
Кислые (активные) флюсы, например "Паяльную кислоту" на основе хлорида цинка, нельзя использовать при пайке электронных компонентов, так как они хорошо проводят электрический ток и вызывают коррозию, однако, из-за своей агрессивности, они очень хорошо подготавливают поверхность и поэтому незаменимы при пайке металлических конструкций, и чем химически более стоек металл нем активнее должен быть флюс. Остатки активных флюсов нужно обязательно тщательно удалять после завершения пайки.
Эффективными флюсами для пайки стали являются водный раствор хлористого цинка, паяльные кислоты на его основе, флюс ЛТИ-120. Можно использовать и другие, более сильные флюсы, которых на рынке предостаточно.

Основное отличие пайки паяльником нержавеющих сталей от пайки углеродистых и низколегированных состоит в необходимости применения более активных флюсов, требующихся для разрушения химически стойких окислов, которыми покрыты нержавеющие стали. Что касается чугуна, то его нужно паять высокотемпературной пайкой, а, следовательно, электрический паяльник для этой цели не подходит.
Для нержавейки применяют ортофосфорную кислоту. Хорошо справляются с химически стойкой окисной пленкой и специализированные флюсы, такие, например, как Ф-38.

Для оцинкованного железа можно применять состав, содержащий канифоль, этиловый спирт, хлористый цинк и хлористый аммоний (флюс ЛК-2).
Вспомогательные материалы и приспособления
Без некоторых приспособлений и материалов, используемых при пайке, можно обойтись, но их наличие делает работу значительно удобнее и комфортнее.Подставка для паяльника служит для того, чтобы нагретый паяльник не касался стола или других предметов. Если она не идет в комплекте с паяльником, ее приобретают отдельно или делают самостоятельно. Простейшую подставку можно изготовить из тонкого листа жести, вырезав в нем пазы для укладки инструмента.
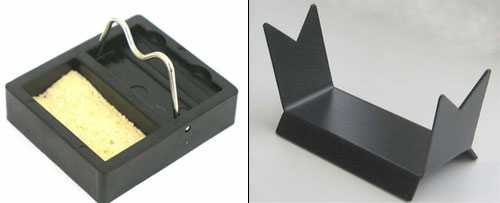
Влажной вискозной или поролоновой губкой , уложенной в гнездо для предотвращения выпадения, гораздо удобней очищать кончик паяльника, чем обычной тряпочкой. Для этих же целей может служить и латунная стружка.

Удалять излишки припоя с поверхности деталей можно с помощью специального отсоса или оплетки. Первый внешним видом и конструкцией напоминает шприц, оснащенный пружиной. Перед использованием его нужно взвести, утопив головку штока. Поднеся носик к расплавленному припою, пружину спускают, надавив на кнопку спуска. В результате излишек припоя втягивается внутрь съемной головки.

Представляет собой плетенку из офлюсованных тонких медных проводков. Приложив ее конец к припою и прижав сверху паяльником, благодаря капиллярным силам можно как промокашкой собрать в ней весь лишний припой. Кончик оплетки, напитанный припоем, просто отрезается.

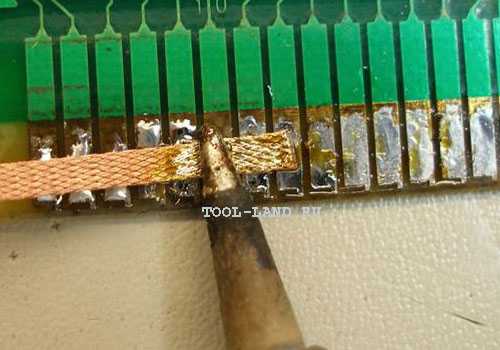
Очень полезным является приспособление, называемое третьей рукой (Third-Hand Tool). При работе с паяльником иногда катастрофически "не хватает рук" - одна занята самим паяльником, другая - припоем, а нужно ведь еще держать в определенном положении паяемые детали. "Третья рука" удобна тем, что ее зажимы можно легко устанавливать в любом положении друг относительно друга.

Держатель для пайки "Третья рука"
Паяемые детали нагреваются до высокой температуры, прикоснувшись к ним можно обжечься. Поэтому желательно иметь различные зажимные устройства, позволяющие манипулировать нагретыми деталями - плоскогубцы , пинцеты , зажимы .
Подготовка паяльника к работе
При первом включении паяльника в сеть он может начать дымить. Ничего страшного в этом нет, просто выгорают масла, использованные для консервации паяльника. Нужно просто проветрить помещение.Перед использованием паяльника нужно подготовить его наконечник. Подготовка зависит от его исходного вида. Если наконечник выполнен из непокрытой меди, его кончик можно отковать в виде отвертки, это уплотнит медь и придаст ей повышенную устойчивость от износа. Можно и просто заточить на наждаке или напильником, придав ему необходимую форму - в виде острого или усеченного конуса с различным углом, четырехгранной пирамиды, углового скоса с одной стороны. Для предохранения меди от окисления используются металлические покрытия из никеля. Если паяльник имеет такое покрытие, то ковать и затачивать его нельзя во избежание повреждения покрывающего слоя.
Существует унифицированный ряд форм наконечников, но можно, разумеется, использовать любую форму, подходящую для конкретной работы.

При пайке массивных деталей площадь соприкосновения паяльника с деталью должна быть максимальной - для обеспечения лучшей передачи тепла. В этом случае наилучшей считается угловая заточка круглого стержня (2 на фото выше). Если предполагается паять мелкие детали, то подойдет острая конусная (4), ножевая или иные формы с малыми углами.
Инструкции по работе с паяльником, имеющем медное жало без покрытия, содержат одно обязательное требование - лужение "жала" нового паяльника с целью его защиты от окисления и износа. Причем делать это следует при первом же нагреве, не мешкая. Иначе "жало" покроется тонким слоем окалины, и припой не захочет прилипать к нему. Это можно сделать разными путями. Прогреть паяльник до рабочей температуры, прикоснуться "жалом" к канифоли, расплавить на нем припой и растереть последний о деревяшку. Или протереть нагретый наконечник тряпкой, смоченной раствором хлористого цинка, расплавить на него припой и куском нашатыря или каменной поваренной соли растереть его по наконечнику. Главное, чтобы в итоге этих операций рабочая часть наконечника была полностью покрыта тонким слоем припоя.
Необходимость залудить жало вызвана тем, что флюс постепенно разъедает, а припой растворяет жало. Из-за потери формы приходится регулярно затачивать жало, и чем активнее флюс те чаще, порой по нескольку раз в день. У никелированных жал никель закрывает доступ к меди, защищая её, но такие жала требуют бережного обращения, боятся перегрева, и не факт, что производитель сделал достаточно качественное покрытие, за которое требует переплаты.
Подготовка деталей к пайке
Подготовка деталей к пайке предполагает выполнение одних и тех же операций независимо от того, какого вида (низкотемпературная или высокотемпературная) выполняется пайка, и какой источник нагрева (электрический или газовый паяльник, газовая горелка, индуктор или что-то иное) используется.Прежде всего, это очистка детали от загрязнений и обезжиривание. Здесь нет никаких особых тонкостей - нужно с помощью растворителей (бензина, ацетона или прочих) очистить деталь от масел, жиров, грязи. Если имеется ржавчина, ее нужно удалить любым подходящим механическим способом - с помощью наждачного круга, проволочной щетки или наждачной бумаги. В случае высоколегированных и нержавеющих сталей желательно обработать соединяемые кромки абразивным инструментом, поскольку окисная пленка этих металлов особенна прочна.
Температура пайки
Температура нагрева паяльника - важнейший параметр, от температуры зависит качество пайки. Недостаточная температура проявляет себя тем, что припой не растекается по поверхности изделия, а ложится комком, несмотря на подготовку поверхности флюсом. Но даже если пайка внешне и получилась (припой расплавился и растекся по стыку), паяное соединение получается рыхлым, матовым по цвету, имеет низкую механическую прочность.Температура пайки (температура паяемых деталей) должна на 40-80°C превосходить температуру плавления припоя, а температура нагрева наконечника - на 20-40°C температуру пайки. Последнее требование обуславливается тем, что при соприкосновении с паяемыми деталями температура паяльника будет снижаться из-за отвода тепла. Таким образом, температура нагрева наконечника должна превосходить температуру плавления припоя на 60-120°C. Если используется паяльная станция, то необходимая температура просто устанавливается регулятором. При использовании паяльника без регулирования температуры, оценивать ее фактическое значение, при использовании в качестве флюса канифоли, можно по поведению канифоли при прикосновении паяльника. Она должна вскипать и обильно выделять пар, но не сгорать мгновенно, а оставаться на наконечнике в виде кипящих капель.
Перегрев паяльника также вреден, он вызывает сгорание и обугливание флюса до момента активации им поверхности спая. О перегреве свидетельствует темная пленка окислов, возникающая на припое, находящемся на кончике паяльника, а также то, что он не удерживается на "жале", стекая с него.
Техника пайки паяльником
Существует два основных способа пайки паяльником:- Подача (слив) припоя на паяемые детали с кончика паяльника.
- Подача припоя непосредственно на паяемые детали (на площадку).
При любом способе необходимо прежде подготовить детали к пайке, установить и закрепить их в исходном положении, разогреть паяльник и смочить место спая флюсом. Дальнейшие действия отличаются в зависимости от того, какой способ используется.
При подаче припоя с паяльника, на нем расплавляют некоторое количество припоя (чтобы удерживалось на кончике) и прижимают "жало" к паяемым деталям. При этом флюс начнет вскипать и испаряться, а расплавленный припой переходит с паяльник на спай. Движением наконечника вдоль будущего шва обеспечивают распределение припоя по стыку.
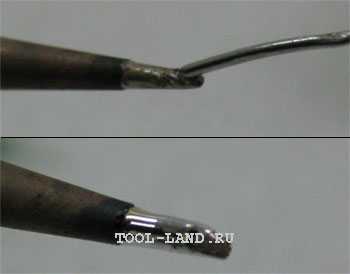
Припоя на желе может быть достаточно если жало просто приобрело металлический блеск. Если форма жала заметно изменилась, значит припоя слишком много.
При подаче припоя непосредственно на спай, паяльником вначале разогревают детали до температуры пайки, а затем подают припой на деталь или в стык между паяльником и деталью. Расплавляясь, припой будет заполнять стык между паяемыми деталями. Выбирать, как именно паять паяльником - первым или вторым способом - следует в зависимости от характера выполняемой работы. Для мелких деталей лучше подходит первый способ, для крупных - второй.
К основным требованиям качественной пайки относятся:
- хороший прогрев паяльника и паяемых деталей;
- достаточное количество флюса;
- ввод нужного количества припоя - ровно столько, сколько требуется, но не больше.
Вот несколько советов о том, как правильно паять паяльником.
Если припой не течет, а размазывается, значит температура деталей не достигла нужных значений, нужно увеличить температуру нагрева паяльника либо взять прибор помощнее.
Не нужно вносить слишком много припоя. Качественная пайка предполагает наличие в спае минимально достаточного количества материала, при котором шов получается слегка вогнутым. Если припоя оказалось слишком много, не нужно стараться его куда-то пристроить на стыке, лучше удалить отсосом или оплеткой.
О качестве спая говорит его цвет. Высокое качество - спай имеет яркий блеск. Недостаточная температура делает структуру спая зернистой, губчатой - это однозначный брак. Пережженный припой выглядит матовым и имеет пониженную прочность, что в некоторых случаях может быть вполне допустимо.
При использовании активных (кислотных) флюсов нужно обязательно смывать после пайки их остатки - каким-нибудь моющим средством или обычным щелочным мылом. В противном случае нельзя дать гарантии, что через некоторое время соединение не будет разрушено коррозией от оставшихся кислот.
Лужение
Лужение - покрытие поверхности металла тонким слоем припоя - может быть как самостоятельной, конечной операцией, так и промежуточным, подготовительным этапом пайки. Когда это подготовительный этап, успешное лужение детали в большинстве случаев означает, что самая трудная часть паяльной работы (соединение припоя с металлом) сделана, припаять облуженные детали друг к другу обычно уже не составляет особого труда.Лужение проводов . Лужение кончиков электропроводов - одна из самых частых операций. Ее осуществляют перед припайкой проводов к контактам, спаиванием между собой или для обеспечения лучшего контакта с клеммами при подсоединении с помощью болтов. Из облуженного многожильного провода удобно сделать колечко, обеспечивающее удобство при креплении к клемме и хороший контакт.
Провода могут быть одножильными и многожильными, медными и алюминиевыми, покрытыми лаком или нет, чистыми новыми или закисленными старыми. В зависимости от этих особенностей и различается их облуживание.
Проще всего лудить одножильный медный провод. Если он новый, то не покрыт окислами и лудится даже без зачистки, нужно просто нанести на поверхность провода флюс, нанести на нагретый паяльник припой и поводить по проводу паяльником, слегка поворачивая при этом провод. Как правило, лужение проходит без проблем.


Если же проводник не хочет лудиться - из-за наличия лака (эмали) - помогает обычный аспирин. Знание о том, как паять паяльником с помощью таблетки аспирина (ацетилсалициловая кислота) в некоторых случаях может оказаться очень полезным. Нужно положить ее на дощечку, прижать к ней проводник и прогреть его в течение нескольких секунд паяльником. При этом таблетка начинает плавиться, и образующаяся кислота разрушает лак. После этого провод обычно лудится легко.
Если нет аспирина, убрать с поверхности проводника мешающий лужению лак помогает и хлорвиниловая изоляция от электропроводов, которая при нагревании выделяет вещества, разрушающие лаковое покрытие. Нужно прижать паяльником проводок к кусочку изоляции и несколько раз протащить его между изоляцией и паяльником. После чего облудить провод в обычном порядке. При зачистке от лака при помощи наждачной бумаги или ножа нередки надрезы и обрывы тонких жил провода. При зачистке путём обжига, провод может потерять прочность и легко сломаться.
Следует учитывать, что расплавленный полихлорвинил и аспирин выделяют в воздух вредные для здоровья вещества.
Ещё, для покрытых лаком (эмалью) проводов можно приобрести специальный флюс, удаляющий лак.

Новый многожильный медный провод лудится также легко, как и одножильный. Единственная особенность состоит в том, чтобы вращать его в ту сторону, при которой проводки будут скручиваться, а не раскручиваться.
Старые провода могут быть покрыты окислами, препятствующими лужению. Справиться с ними поможет та же таблетка аспирина. Нужно расплести проводник, положить его на аспирин и прогреть несколько секунд паяльником, двигая проводником взад-вперед - и проблема облужения исчезнет.
Для лужения алюминиевого провода потребуется специальный флюс - например, тот, который так и называется "Флюс для пайки алюминия". Этот флюс является универсальным и подходит также для пайки металлов с химически стойкой окисной пленкой - нержавеющей стали, в частности. При его использовании нужно только не забыть после очистить соединение от остатков флюса во избежание коррозии.

Если при лужении проводов на них образовался избыток прибоя, убрать его можно, расположив провод вертикально концом вниз и прижав к его концу нагретый паяльник. Лишний припой стечет с провода на паяльник.
Лужение большой поверхности металла
Лужение поверхности металла может понадобиться для защиты его от коррозии или для последующей припайки к нему другой детали. Даже если лудится совсем новый лист, который внешне выглядит чистым, на его поверхности всегда могут находиться посторонние вещества - консервирующая смазка, различные загрязнения. Если же лудится лист, покрытый ржавчиной, то он тем более нуждается в очистке. Поэтому лужение всегда начинается с тщательной очистки поверхности. Ржавчина зачищается наждачной шкуркой или металлической щеткой, жиры и масла убираются бензином, ацетоном или иным растворителем.Затем кисточкой или другим инструментом, соответствующем флюсу, на поверхность листа, наносится флюс (это может быть не пастообразный флюс как на фото ниже, а, например, раствор хлористого цинка или другой активный флюс).

Паяльник с относительно большой плоской поверхностью жала разогревается до необходимой температуры и на поверхность детали наносится припой. Желательно чтобы мощность паяльника была около 100 Вт или выше.

Затем паяльник прикладывать к припою на детали наибольшей плоскостью и держится в таком положении. Время нагрева детали зависит от ее размеров, мощности паяльника и площади контакта. О достижении необходимой температуры свидетельствует вскипание флюса, плавление припоя и растекание его по поверхности. Постепенно припой распределяется по поверхности.

После лужения поверхность металла очищается от остатков флюса спиртом, ацетоном, бензином, мыльной водой (в зависимости от химического состава флюса).

Если припой не растекается по поверхности металла, то это может быть из-за плохой очистки поверхности перед лужением, плохого прогрева металла (по причине недостаточной мощности паяльника, маленькой площади контакта, недостаточного времени прогрева металла детали), грязного наконечника паяльника. Ещё причиной может быть неправильный выбор флюса или припоя.

Лужение может осуществляться путем нанесения (слива) припоя с паяльника и распределением его "жалом" по поверхности, или подачей припоя непосредственно на площадку - припой плавится от прикосновения к разогретому металлу детали.
Пайка листового металла внахлест
При ремонте кузовов автомашин, всевозможных жестяных работах возникает необходимость в пайке листового металла внакладку. Спаивать листовые детали наложением друг на друга можно двумя способами, - предварительно облудив их, или используя паяльную пасту, содержащую припой и флюс.В первом случае перекрывающиеся зоны деталей после механической зачистки и обезжиривания предварительно лудят. Затем части соединения прикладываются друг к другу облуженными поверхностями, фиксируются зажимными устройствами и прогреваются с помощью паяльника с разных сторон до температуры плавления припоя. Свидетельством удачной пайки является вытекание расплавившегося припоя из зазора.
При втором способе, после подготовки деталей, контактная зона одной из детали покрывается паяльной пастой. Затем детали фиксируют в нужном положении, стягивают зажимами и, как и в первом случае, прогревают шов паяльником с двух сторон.
При покупке паяльной пасты, нужно обращать внимание на её назначение, т.к. многие паяльные пасты предназначены для пайки электроники и не содержат активных флюсов позволяющих паять сталь.
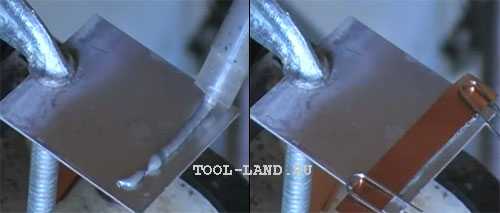


При использовании содержания данного сайта, нужно ставить активные ссылки на этот сайт, видимые пользователями и поисковыми роботами.
Один из самых надежных способов соединения проводов — пайка. Это процесс при котором пространство между двумя проводниками заполняется расплавленным припоем. При этом температура плавления припоя должна быть ниже температуры плавления соединяемых металлов. В домашних условиях чаще всего используется пайка паяльником — небольшим устройством, работающим от электричества. Для нормальной работы мощность паяльника должна быть не менее 80-100 Вт.
Что нужно для пайки паяльником
Кроме самого паяльника нужны будут припои, канифоль или флюсы, желательно иметь подставку. Еще в процессе работы может потребоваться небольшой напильник и маленькие пассатижи.
Канифоль и флюсы
Чтобы получить хорошее соединение проводов, необходимо их очистить от загрязнений, в том числе и от оксидной пленки. Если моно-жилы еще можно очистить вручную, то многожильные проводники нормально зачистить не удастся. Их обычно обрабатывают канифолью или флюсом — активными веществами, которые растворяют загрязнения, в том числе и оксидную пленку.
И канифоль и флюсы работают неплохо, только флюсами пользоваться проще — можно окунуть кисточку в раствор и быстро обработать провода. В канифоль надо проводник положить, затем разогреть его паяльником, чтобы расплавленное вещество обволокло всю поверхность металла. Недостаток использования флюсов — если они остаются на проводах (а они остаются), постепенно разъедают прилегающую оболочку. Чтобы этого не случилось, все места пайки надо обработать — смыть остатки флюса спиртом.

Канифоль считается универсальным средством, а флюсы можно подбирать в зависимости от металла, который собираетесь паять. В случае с проводами это медь или алюминий. Для медных и алюминиевых проводов берут флюс ЛТИ-120 или буру. Очень неплохо работает самодельный флюс из канифоли и денатурированного спирта (1 к 5), кроме того его просто сделать своими руками. В спирт добавить канифоль (лучше пыль или очень мелкие ее кусочки) и встряхивать до растворения. Потом этим составом можно обрабатывать проводники и скрутки перед пайкой.
Припои для пайки паяльником медных проводов используют ПОС 60, ПОС 50 или ПОС 40 — оловянно-свинцовые. Для алюминия больше подходят составы на основе цинка. Наиболее распространенные — ЦО-12 и П250А(из олова и цинка), марки А (цинк и олово с добавлением меди), ЦА- 15 (цинк с алюминием).

Очень удобно пользоваться припоями, в состав которых входит канифоль (ПОС 61). В этом случае отпадает необходимость в предварительной обработке каждого проводника в канифоли отдельно. Но для качественной пайки паяльник надо иметь мощный — 80-100 Вт, который может быстро разогреть до необходимых температур место пайки.
Вспомогательные материалы
Для того чтобы нормально паять паяльником провода нужны еще:

Для смывки флюса может потребоваться спирт, для изоляции — изолента или термоусадочные трубки различных диаметров. Вот и все материалы и инструменты, без которых пайка паяльником проводов невозможна.
Процесс пайки электропаяльником
Вся технология пайки паяльником проводов может быть разделена на несколько последовательных этапов. Все они повторяются в определенной последовательности:
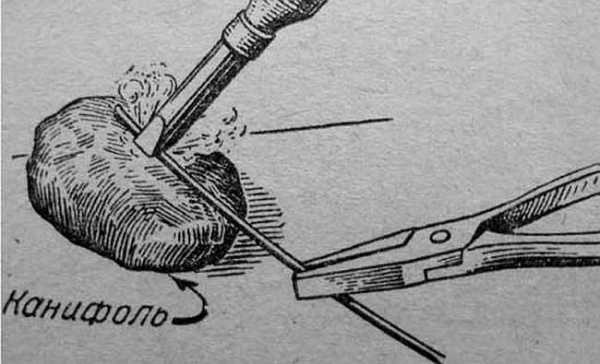
Вот, собственно и все. Таким же образом можно спаять два или более провода, можно припаять провод к какой-то контактной площадке (например, при пайке наушников — провод припаять можно к штекеру или к площадке на наушнике) и т.п.
После того, как закончили паять паяльником провода и они остыли, соединение необходимо изолировать. Можно намотать изоленту, можно надеть, а потом разогреть термоусадочную трубку. Если речь идет об электропроводке, обычно советуют сначала навернуть несколько витков изоленты, а сверху надеть термоусадочную трубку, которую прогреть.
Отличия технологии при использовании флюса
Если используется активный флюс, а не канифоль, процесс лужения изменяется. Очищенный проводник смазывается составом, после чего прогревается паяльником с небольшим количеством припоя. Далее все как описано.

Пайка скрутки с флюсом — быстрее и проще
Есть отличия и при пайке скруток с флюсом. В этом случае можно каждый провод не лудить, а скрутить, затем обработать флюсом и сразу начинать паять. Проводники можно даже не зачищать — активные составы разъедают оксидную пленку. Но вместо этого придется места пайки протирать спиртом — чтобы смыть остатки химически агрессивных веществ.
Особенности пайки многожильных проводов
Описанная выше технология пайки подходит для моножил. Если провод многожильный, есть нюансы: перед лужением проводки раскручивают чтобы можно было все окунуть в канифоль. При нанесении припоя надо следить чтобы каждый проводок был покрыт тонким слоем припоя. После остывания, провода снова скручивают в один жгут, дальше можно паять паяльником как описано выше — окунув жало в припой, прогревая место спайки и нанося олово.

При лужении многожильные провода надо «распушить»
Можно ли паять медный провод с алюминиевым
Соединение алюминия с другими химически активными металлами напрямую делать нельзя. Так как медь — химически активный материал, то медь и алюминий не соединяют и не паяют. Дело в слишком разной теплопроводности и разной токопроводимости. При прохождении тока алюминий нагревается больше и больше расширяется. Медь греется и расширяется значительно меньше. Постоянное расширение/сужение в разной степени приводит к тому, что даже самый хороший контакт нарушается, образуется токонепроводящая пленка, все перестает работать. Потому медь и алюминий не паяют.
Если возникает такая необходимость соединить медный и алюминиевый проводники, делают болтовое соединение. Берут болт с подходящей гайкой и три шайбы. На концах соединяемых проводов формируют кольца по размеру болта. Берут болт, надевают одну шайбу, затем проводник, еще шайбу — следующий проводник, поверх — третью шайбу и все фиксируют гайкой.

Есть еще несколько способов соединить алюминиевую и медную линии, но пайка к ним не относится. Прочесть о других способах можно , но болтовое — наиболее простое и надежное.
Пайка - дело нехитрое, поэтому многие могут ее сделать, даже ни разу не держав паяльник в руках. Но бывают такие моменты, когда этого приспособления рядом нет, а припаять что-либо нужно. Вот здесь и встаёт дилемма, как спаять без паяльника, да и можно ли вообще осуществить подобную процедуру, не имея в наличии нужного инструмента или возможности им воспользоваться.
Спаивание без помощи паяльника
У многих в жизни случались моменты, когда обрывался или переламывался провод в зарядке, наушниках, блоке питания от ноутбука или где-либо ещё. Что же в таком случае можно сделать? Как помочь самому себе устранить неисправность хотя бы временно, пока не получится решить проблему более рациональным и надёжным способом?
Как оказывается, нет ничего невозможного. Запаять без паяльника можно. В самых непредсказуемых ситуациях всегда есть возможность решить возникшую проблему подручными способами.
Необходимые приспособления
Безусловно, пайка без паяльника подразумевает наличие самого примитивного инструмента и припоя. Хорошо, если при этом есть ещё канифоль либо кислота, хотя в крайнем случае подойдёт просто таблетка аспирина. Из инструментов можно выделить:
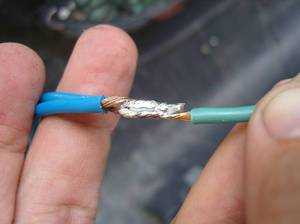
Всё это вместе иметь совсем необязательно. Некоторые инструменты вполне можно заменить тем, что есть под рукой. Вместо напильника разрешается взять нож , а палочки нужной формы с успехом помогут заменить плоскогубцы. Главное здесь - включить фантазию.
Лужение деталей
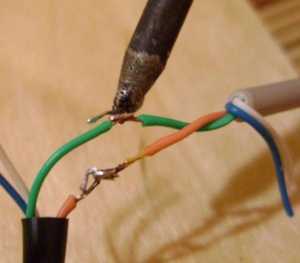 Какая бы поверхность ни предлагалась для пайки, необходимо её подготовить, то есть залудить. Это позволит надёжнее соединить между собой детали, а также сильно упростит сам процесс. Для работы понадобятся канифоль (или паяльная кислота) и олово.
Какая бы поверхность ни предлагалась для пайки, необходимо её подготовить, то есть залудить. Это позволит надёжнее соединить между собой детали, а также сильно упростит сам процесс. Для работы понадобятся канифоль (или паяльная кислота) и олово.
Чтобы провести процесс лужения, понадобится ёмкость, где будут расплавлены припой и канифоль. В качестве неё можно использовать крышку от железных банок, металлическую маленькую коробочку или что-то похожее на корытце. Сюда с помощью напильника или наждачной бумаги натирают стружку олова. Хорошо, если имеется оловянно-свинцовый припой - с ним работать удобнее. Если же его нет, то придётся использовать канифоль или кислоту.
С кислотой всё понятно, достаточно просто погрузить в неё зачищенный край провода, после чего продолжать действия по пайке. С канифолью придётся проделать то же, что и с оловом, только стачивать напильником её совсем необязательно. Её куски могут быть крупными, так как температура плавления канифоли значительно меньше, чем у олова, поэтому даже большие кусочки успеют расплавиться до момента плавления металла.
Ёмкость нужно держать над источником огня до тех пор, пока олово полностью не расплавится. Далее оголённые или зачищенные концы провода помещаются сначала в канифоль, а после этого - в расплавленное олово. Когда результат будет удовлетворительным, то есть оголённый провод хорошо покроется слоем металла, ёмкость можно отставить в сторонку.
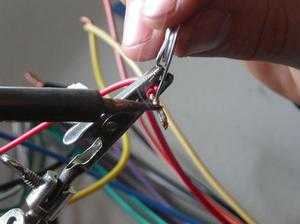 Если же необходимо залудить деталь плоской формы, то алгоритм действий будет немного другим. Здесь мелкую стружку олова и канифоль насыпают непосредственно на поверхность детали. Далее производится разогрев этой детали , в результате чего расплавленное олово равномерно её покроет. Лишнее убирается тряпкой или наждачной бумагой.
Если же необходимо залудить деталь плоской формы, то алгоритм действий будет немного другим. Здесь мелкую стружку олова и канифоль насыпают непосредственно на поверхность детали. Далее производится разогрев этой детали , в результате чего расплавленное олово равномерно её покроет. Лишнее убирается тряпкой или наждачной бумагой.
Не стоит забывать, что при работе с огнём железные детали будут разогреваться, поэтому брать их нужно плоскогубцами или тряпкой, чтобы не получить ожоги. Элементарную технику безопасности никто не отменял.
Паяние проводов
 Чтобы спаять медные провода небольшого сечения без паяльника, никаких сложных действий проводить не потребуется. Достаточно просто скрутить уже залуженные концы провода между собой, после чего спичкой, зажигалкой или другим направленным пламенем их хорошо разогреть. Припоя, оставшегося на волосках при залуживании, вполне хватит, чтобы они намертво соединились между собой. После этого важно не забыть заизолировать оголённые участки изолентой, горячим клеем или другим доступным способом.
Чтобы спаять медные провода небольшого сечения без паяльника, никаких сложных действий проводить не потребуется. Достаточно просто скрутить уже залуженные концы провода между собой, после чего спичкой, зажигалкой или другим направленным пламенем их хорошо разогреть. Припоя, оставшегося на волосках при залуживании, вполне хватит, чтобы они намертво соединились между собой. После этого важно не забыть заизолировать оголённые участки изолентой, горячим клеем или другим доступным способом.
Провода большего сечения (до 2 мм) можно припаять аналогичным способом. Если припоя от лужения недостаточно, тогда стружку олова аккуратно располагают на скрутке, после чего также разогревают спаиваемый участок. Когда олово расплавится и заполнит собой все пустоты между волосками провода, пайку можно прекращать. Но не нужно забывать оголённое место заизолировать.
Если необходимо припаять провод к плоской детали или соединить между собой две части плоской формы, то на залуженное место нужно насыпать измельчённый припой, после чего приложить провод и разогреть детали до полного расплавления олова. В случае с двумя плоскими деталями залуженную поверхность также покрывают кусочками олова, приставляют другую плоскую деталь, сжимают их и разогревают.
Соединение с помощью желобка
 Можно паять без паяльника ещё одним интересным способом. Для его осуществления необходим небольшой кусочек плотной фольги. Такой метод позволяет спаивать довольно толстые провода сечением до 3 миллиметров. Интересен этот способ и тем, что не требует предварительного залуживания.
Можно паять без паяльника ещё одним интересным способом. Для его осуществления необходим небольшой кусочек плотной фольги. Такой метод позволяет спаивать довольно толстые провода сечением до 3 миллиметров. Интересен этот способ и тем, что не требует предварительного залуживания.
Для начала необходимо зачистить концы проводов примерно на 30 мм, оголённые части надёжно между собой скрутить. Теперь из фольги вырезается небольшой прямоугольник такого размера, чтобы подготовленные кончики могли полностью быть покрыты ею. На провода фольгу накручивают в виде воронки, в которую засыпают мелкие кусочки канифоли и стружку олова. Концы желобка закручиваются, чтобы содержимое не высыпалось.
Теперь полученную конструкцию предстоит нагреть, пока олово и канифоль не расплавятся. После этого останется лишь подождать, когда спаянные детали остынут. Остатки фольги снимают, при необходимости обрабатывают место спая напильником, надфилем или наждачной шкуркой. Такой способ отлично подойдёт, когда необходимо быстро и без инструментов спаять провода в полевых условиях.
Приготовление пасты
Паять без паяльника можно с помощью паяльной пасты. Подготовив такой раствор, можно соединять не только провода и плоские элементы, но и некоторые радиодетали, а также припаять провод к плате без паяльника.
Чтобы сделать паяльную пасту, понадобится 32 мл соляной кислоты смешать с 12 мл воды. В полученный раствор добавляется 8,1 г цинка, а после его растворения ещё 7,8 г олова. Всё это делают в стеклянной или эмалированной посуде. Когда реакция закончится, останется выпарить воду, чтобы получилась пастообразная смесь.
Теперь в пасту следует добавить ещё 7,4 г свинца, 14,8 г олова, 10 мл глицерина, 7,5 г сухого нашатыря, 29,6 г порошкообразного цинка и 9,4 г канифоли. Все компоненты предварительно необходимо разогреть и довести до пылеобразного состояния.
Когда состав готов, его можно всегда применить по назначению. Хранить пасту предпочтительнее в плотно закрытой стеклянной таре. Пайка подобным составом происходит крайне просто:
Таким способом вполне можно паять без паяльника в домашних условиях почти любые детали и провода, однако процесс изготовления самой паяльной пасты может пугать. Но существует куда более привлекательная альтернатива - паяльную пасту можно купить в готовом виде.
Для спаивания очень мелких деталей и тонких проводков предпочтительнее сделать паяльную пасту с немного другим составом. В него войдут следующие ингредиенты:
- 7,4 г свинцового порошка;
- 7,3 г цинка в пылеобразном состоянии;
- 14 г глицерина;
- 4 г канифоли;
- 14,8 г порошкообразного олова;
- 10 мл диэтилового эфира.
Все компоненты смешиваются до пастообразного состояния. Вместо диэтилового эфира можно использовать 10 мл канифоли, растворённой в глицерине. С помощью этого средства появляется возможность припаять провод или деталь на плату.
Самодельное паяльное приспособление
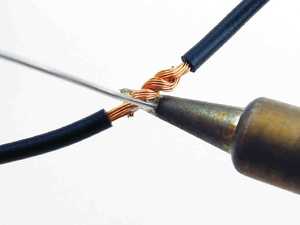 Сделать паяльник можно из свечи или зажигалки. Правда, последнюю брать лучше из хорошего теплостойкого пластика, так как одноразовое китайское устройство не проработает и минуты, а металлическое приспособление может сильно нагреться. Ещё понадобятся кусок толстой медной проволоки диаметром от 3 до 5 миллиметров и немного тонкой проволоки для примотки к зажигалке.
Сделать паяльник можно из свечи или зажигалки. Правда, последнюю брать лучше из хорошего теплостойкого пластика, так как одноразовое китайское устройство не проработает и минуты, а металлическое приспособление может сильно нагреться. Ещё понадобятся кусок толстой медной проволоки диаметром от 3 до 5 миллиметров и немного тонкой проволоки для примотки к зажигалке.
Толстую проволоку нужно полностью очистить от изоляции, после чего согнуть таким образом, чтобы одну часть можно было примотать к зажигалке или свече, а противоположный конец находился над пламенем для постоянного нагрева. Такое импровизированное жало способно паять даже мелкие детали (вплоть до самых крошечных резисторов). Правда, без олова и канифоли не обойтись. Чтобы работать было удобнее, рабочую область жала предпочтительнее заточить.
Альтернативные методы ремонта
Если переломился провод и нужно срочно его восстановить хотя бы на непродолжительное время, тогда есть более быстрые альтернативы. Правда, без пайки, но вполне способны помочь в экстренных ситуациях.
Так, переломанный провод можно просто разрезать в месте обрыва и банально скрутить между собой. Здесь важно не перепутать полярность, так как у зарядных устройств напряжение постоянное. Заизолировать места скруток тоже не помешает.
Временно можно присоединить провод с плоской поверхностью. Для этого достаточно плотно приложить одну часть к другой и залить расплавленной пластмассой. Подобного восстановления хватит, если аккуратно и недолго пользоваться получившимся соединением.
Что бы ни случилось, всегда можно найти выход из сложившейся ситуации, если включить фантазию и воображение. Порой починить прибор это не поможет, но экстренно восстановить его работоспособность на короткое время позволит.
Паяльник используется для широкого спектра работ. С помощью паяльника можно отремонтировать наушники, подсоединить светодиодную ленту, чинить электроприборы, микросхемы и платы. Пайка с помощью паяльника проста и при внимательной подготовке не вызывает затруднений даже у того, кто никогда раньше не сталкивался с такой работой.
Выбор инструмента
Паяльник – инструмент с нагревательным элементом, используемый для соединения плавких материалов. По способу нагревания их разделяют на:
- электрические;
- термовоздушные;
- газовые;
- индукционные.

1-Электрический, 2-Термовоздушный, 3-Газовый, 4-Индукционный
Для работы с электрическими схемами и SMD-платами применяют электрические паяльники . В среднем они обладают мощностью в 15-40 Ватт. С помощью приборов мощностью более 100 Вт спаивают большие детали: радиаторы, медные трубки разного диаметра и т.д. Большие молотковые паяльники мощностью до 550 Вт используются в различных сферах промышленности: машиностроение, металлургия и т.п.
На выбор того или иного инструмента влияет не только размер деталей, но и теплопроводность материала, из которого она сделана. Именно она определяет температуру нагрева, а, следовательно, и необходимую мощность. Так, например, медь может требовать большей температуры нагрева, чем стальная деталь аналогичного размера. Стоит отметить, что при пайке медных деталей может даже возникать ситуация, когда высокая теплопроводность приводит к распаиванию соединений, выполненных ранее.
Основным элементом прибора (напоминаю, что работаем мы в основном электрическим) является нагревательный стрежень. Он представляет собой медную трубку и намотанную на неё нихромовую спираль. С одной стороны стержня, спрятанной в рукоятку прибора, идет ток, а с другой – вставлено жало из накатанного медного прута. Наконечник жала затачивается под скос. Нагрев наконечника происходит за счет замыкания тока на нихромовой спирали.
Для электротехнических работ подойдет легкий инструмент компактных размеров с низкой теплоемкостью. Чтобы избежать рассеивания напряжения лучше выбрать модель, имеющую трех-направляющий штекер заземления. Для начинающего электротехника будет достаточно модели до 30 Вт. Если с помощью паяльника планируется ремонтировать автомобиль, то лучше обратиться 40-ваттным приборам – для быстрого соединения проводов любого типа на большой площади. Для комфортной работы паяльников в автомобиле продаются специальные насадки.
Многие мастера по ремонту электроники пользуются паяльной станцией. Такая конструкция включает в себя набор всех необходимых для паяльных работ инструментов: паяльник со сменными наконечниками, подставка, блок регулировки напряжения, термофен, очистители и оловоотсос.
Многих интересует вопрос, можно ли паять без паяльника. Да, можно, в данном случае припой и детали придется нагревать для лужения и спаивания на открытом огне. Это позволяет создавать более-менее качественные соединения, однако технология отличается меньшей безопасностью. Кроме того, у новичка, не обладающего достаточным опытом, могут возникнуть большие сложности при работе с такими материалами, как медь, алюминий или нержавейка.
Припои и флюсы
Перед тем как паять провода или электрические схемы необходимо выбрать подходящий припой. Для этой работы подходят оловянно-серебряные и оловянно-свинцовые припои, канифоль. Припои с содержанием свинца обеспечивают более высокое качество пайки, однако имеют недостаток, заключающийся во вредности этого металла. Оловом пользуются для пайки деталей и материалов, требующих сохранения безопасности для организма, например, посуды.
Маркировка припоев обозначает металлы, входящие в ее состав и их содержание. Так, к примеру, в состав припоя ПОС-40 входят олово и свинец (припой оловянно-свинцовый). Цифра 40 говорит о 40% содержании олова. Количество свинца в ПОС припоях влияет на цвет (становится темнее) и температуру плавления (повышается). Для электротехнических работ чаще всего применяют ПОС с содержанием олова от 30% до 61%, а также ПСР-2 и ПСР-2,5. В маркировке оловянно-серебряного ПСр-2,5 цифра обозначает, что 2,5±0,3% припоя составляет серебро.

Для зачистки поверхности под пайку от оксидов используется специальные смеси – флюсы. Они являются одними из самых важных факторов, влияющих на качество паяния. Флюс должен подбираться под свойства паяемого материала, быть достаточно сильным для разрушения оксидной пленки. Активные флюсы на основе кислоты запрещено использовать для пайки микросхем и плат, поскольку они вызывают коррозию и разрушают контакты, однако при работе с химически стойкими металлами без них не обойтись. Сегодня при пайке, как правило, пользуются паяльной кислотой (хлорид цинка), спирто-канифольным раствором ЛТИ-120 и бурой (для пайки таких металлов, как медь, чугун, сталь, латунь).
Если вы собираетесь паять наушники, колонки или контакты материнской платы, то в качестве флюса можно использовать канифоль. Однако не следует использовать ее для пайки элементов микросхемы и плат. И особое внимание обратите на следующее: нельзя использовать канифоль для музыкальных инструментов! Она сильно загрязняет место спайки.

Подготовка к работе
Безусловно, для того, чтобы стать мастером и выполнять пайку деталей любых сложностей, необходимо время и опыт. Однако для того, чтобы починить наушники, прикрепить светодиодную ленту или в домашних условиях поменять конденсаторы на компьютерной плате не нужно обладать особыми знаниями. Соблюдение инструкции и правил электротехнической безопасности позволят выполнить эти работы без затруднений.
Огромное значение для качества и эффективности пайки имеет состояние жала. Процесс ухода за ним называют лужением — процесс покрытия его поверхности тонким слоем припоя. Это делается для того чтобы медь, из которой изготовлен наконечник паяльника, не окислилась. Паяльник с окислившимся жалом плохо взаимодействует с припоем и обрабатываемым материалом. Каждый раз, перед тем как паять паяльником, следует проводить его подготовку. Сначала обрабатываем жало холодного паяльника напильником, или жесткой щеткой, очищая медь от грязи.

Чистка паяльника щеткой (можно использовать и напильник)

Затем, нагрев паяльник до рабочей температуры, нужно несколько раз поочередно коснуться им канифоли и затем припоя. Сплав должен равномерно покрыть рабочую часть.


Ниже видео о том как залудить паяльник и приготовить его к работе. Пожалуй на видео даже лучше видно, чем на наших фотографиях, так что рекомендуем посмотреть.
Пайка плат и микросхем

Ниже видео, которое наглядно описывает весь процесс:
Такой способ пайки позволяет новичку без особых затруднений припаять к схеме радиатор, впаять кнопку на модем, светодиодную ленту (об этом более подробно будет ниже) или отремонтировать штекер.
Пайка проводов
Умение паять провода может пригодиться во многих ситуациях. Одним из самых подходящих примеров можно назвать вышедшие из-за перелома провода наушники. Для соединения проводов используют два основных способа:
- Жилы накладываются друг на друга и спаиваются с помощью припоя.
- Жилы проводов предварительно скручиваются между собой и потом лудятся с помощью припоя.
В обоих случаях используется канифоль. При необходимости очистки проводов применяется жидкий флюс, наносимый с помощью кисточки. Другие способы спайки проводов между собой основываются на двух основных, описанных выше, и представлены на следующем рисунке.
Для пайки радиоэлементов без печатного монтажа прибегают к двум способам. Первый (нахлестный) является более быстрым, а второй (скрутка) обеспечивает большую надежность соединения.
Для того чтобы починить наушники лучше всего подойдет второй указанный способ (т.к. обеспечит большую прочность соединения). Порядок действий примерно следующий:
- Найдите поврежденный участок провода и вырежьте его. Зачистите края проводов на достаточную длину. Для снятия изоляции лучше всего пользоваться нагретым паяльником, или плоским, не очень острым ножом.
- Сложите провода друг с другом (по цветам) и залудите с помощью канифоли или смеси ФС-1.
- Замотайте обработанное место изолентой.
Если провод поврежден у самого штекера или входа в наушники, необходимо будет разобрать корпус и припаять провода непосредственно к входным контактам.
Пайка светодиодной ленты
Сегодня светодиодную ленту активно используют для монтажа интерьерного освещения различной сложности. Она дает широкие дизайнерские возможности, имеет небольшие размеры и не уступает по рабочим характеристикам другим осветительным приборам.

Вне зависимости от размера и условий монтажа, ленту паяют по одинаковой инструкции:
- Обрезав ленту до нужной длины, поверхность, на которую она должна крепиться, обезжиривают и высушивают.
- Оторвав защитную пленку с обратной стороны, ленту приклеивают к монтажной поверхности.
- После этого припаиваются провода на входных контактах, мелкие детали, диммеры, контроллеры. Во время работы нужно избегать перегрева ленты, это может привести к выходу диодов из строя.
Обратите внимание, спаивая две ленты! Плюс должен идти к плюсу, а минус к минусу!
Процесс припаивания изображен на фотографиях ниже:

Фиксируем светодиодную ленту (использовалась изолента)

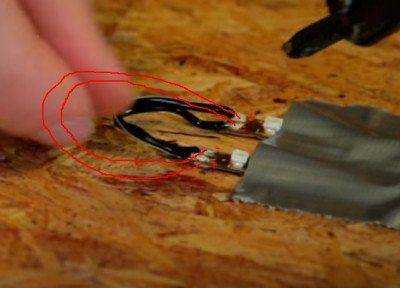
Чтобы паять диодную ленту хорошо подходят паяльники мощностью до 40 Вт. Лучше всего использовать провода с сечением 0,75 мм. Красные припаиваются к плюсовому контакту, а черные – к минусовому.
Теперь о том, как паять светодиоды непосредственно на плату, чтобы создать светодиодную подсветку своими руками. Для этого понадобятся сами диоды, кусочек платы для них (можно купить в радиотехническом магазине) и паяльные принадлежности. Для очистки от окалины воспользуемся флюсом под алюминий, оловом – в качестве припоя.
- Вставляем диоды в плату так, чтобы плюсовые контакты (длинные «лапки») были расположены с одной стороны, а минусовые – с другой. И загибаем контакты в стороны. Будьте внимательно – если хотя бы один диод будет подключен неправильно, всё сгорит.
- Обработав «лапки» флюсом припаиваем их к плате.
- Отрезаем лишнюю длину контактов с помощью кусачек. Зачищаем провода питания на длину, равную длине диодного ряда, прикладываем к соответствующим контактам и запаиваем.
- Готово! Теперь можно проверять работу схемы, подключив провода к 12 В источнику питания.
Пайка алюминия
Кажется, что в том, как паять алюминий, нет никакой сложности. Ведь этот материал обладает высокой теплопроводностью и легко поддается обработке. Несмотря на это для обработки данного металла необходимо учитывать некоторые особенности.
Алюминий под воздействием высокой температуры очень быстро образует на поверхности окисные пленки, и поэтому для его пайки приходится использовать специальные флюсы и паяльные жала (покрытые сталью). И если обработка алюминиевых проводов практически не отличается от работы с другими металлами, то пайка плоских алюминиевых поверхностей — процесс гораздо более сложный. В первую очередь, вам понадобится паяльник мощностью в 60-100 Вт, для того чтобы хорошо прогревать большие детали.
- Перед тем, как паять алюминий, его рабочая поверхность очищается от окалины наждачкой или напильником.
- После ее обезжиривают бензином, ацетоном или другим растворителем. Затем место соединения необходимо смазать специальным флюсом.
- Жало паяльника опускается в канифоль или нашатырный спирт до появления легкого дымка. Это очищает медь, из которой выполнен наконечник, от окисей других металлов.
- Дальнейшие действия практически не отличаются от работы с другими материалами: жало смазывается в припое, после чего небольшое его количество переносится на место спаивания для залуживания. После этого наносится основной слой припоя.
Похожим образом паяют нержавейку – этот процесс тоже требует тщательной зачистки рабочей поверхности перед нанесением припоя.
Необходимость припаять что-либо в домашних условиях часто возникает даже у людей, которые ни разу не держали в руках специально предназначенный для такой задачи инструмент. Как разобраться с небольшими проблемами, вроде разорванных проводков или отпавшей детали, без паяльника?
Как припаять без паяльника – простые способы пайки проводов
Паяльник для соединения металлических частей иметь желательно, но не обязательно. Чтобы обойтись без него, мы возьмем:
- небольшую металлическую емкость;
- припой, например марки ПОС60, можно использовать чистое олово;
- канифоль.
- Соединяем провода: сначала зачищаем их, снимая изоляцию на 2-3 см.
- Нагреваем емкость с канифолью и оловом (например на газовой плите или посредством горелки).
- Концы провода без изоляции опускаем в расплавленную канифоль (погружаем так, чтобы состав полностью покрыл всю поверхность), а после в расплавленный метал. Желательно не набрать лишнего олова, или убрать его сразу же после извлечения.
- Медные провода, диаметром до 0,75 мм², просто скручиваются между собой после лужения.
- Далее “проблемный” участок разогревается вновь, чтобы припой схватился. Нагревать его придется каким-либо узконаправленным инструментом: свечой, зажигалкой и т.п.
- Если нужно присоединить один отрезок провода к средине другого, его оголенную часть наматывают вокруг места соединения, а после проводят пайку.
Как припаять без паяльника детали и посуду
Чтобы залудить для последующей пайки часть плоской поверхности, на нее кладут мелкую оловянную стружку и немного канифоли. Источник огня размещается снизу, а когда припой расплавится, его аккуратно растирают любой подходящей металлической деталью (так же можно удалить лишнее). При лужении стальной детали канифоль не используется (ее функции выполняет обработка паяльной кислотой). Для пайки предметов из алюминия нужен особый припой, состоящий из олова и свинца.
Другие случаи пайки без паяльника
Чуть более сложные случаи соединения деталей требуют специального подхода. Например:
- При работе с крупными, многожильными проводами (до 2 мм.) обычного лужения оловом может не хватить для надежной спайки. Сверху скрутки следует насыпать измельченный припой и греть его до тех пор, пока частички расплавятся и проникнуть внутрь, заполняя малейшие зазоры.
- Чтобы припаять провод к детали: лудим поверхность обоих предметов. После прижимаем провод к плоскости, сверху насыпаем стружку припоя и нагреваем снизу, до момента плавления.
- Пайка проводов до 3 мм: может производиться без паяльника, с применением методики желоба. Последний необходимо сделать из алюминиевой фольги, чья толщина составит около 0,8 мм. Концы проводов скручиваются и складываются параллельно, вокруг них размещается желоб, чья ширина не превышает размер соединяемого участка. В него же насыпают канифоль и припой, один конец фольги скручивается, чтобы не рассыпать компоненты. Нужный участок фольги под проводами нагревается до расплавления, а потом раскручивается и отделяется.
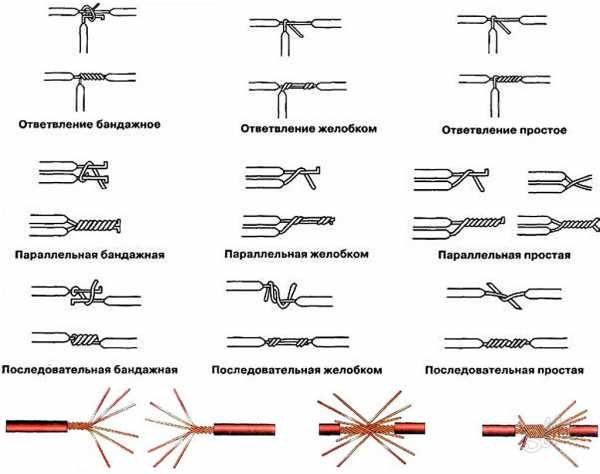
Еще один распространенный способ пайки без паяльника – использование так называемой “холодной сварки” или различных паяльных паст, которые можно купить либо изготовить вручную.
Рекомендуем также
Как паять? »Электроника» Путеводитель своими руками на Majsterkowo.pl

В начале этого урока я хотел бы передать привет энтузиастам DIY. Как известно, вопрос «как паять» я задаю себе очень много людей в этом мире, конечно же, мы говорим здесь о тех, кто только начинает заниматься темой DIY. Я решил поделиться своими знаниями по нескольким причинам, а именно: небольшое количество польских руководств по пайке, никаких подробностей в статьях.Так что продолжим, однако, если вы продолжите читать мою статью, знайте, что из самой теории еще ничего не паялось, и в этой теме самое главное - практика.

Что нам понадобится:
- Паяльник трансформаторный
- Олово
- Канифоль
- Термоусаживаемый
- Комбинирует
- Плоскогубцы
- Паяльник :)

Внимание! Не прикасайтесь к кончику паяльника после нагрева, так как это может привести к серьезным ожогам.
Пары канифоли в больших количествах могут вызвать дискомфорт
«Пошагово» или пошагово:
- Снимаем изоляцию с проводов примерно на 5мм.
- Закручиваем концы.
- Разогрейте паяльник.
- Поместите кабель в емкость для канифоли и осторожно коснитесь его паяльником.
- Вставьте кабель в плоскогубцы.
- Разогрейте паяльник.
- Нанесите паяльник на кабель, через 2-4 секунды нанесите олово (не на наконечник, а на кабель).
- Если мы обнаружим, что олово на кабеле достаточно, отделите олово от пайки железо.
- Шаги с 4 по 7 необходимо повторить для другого кабеля.
- После лужения концов переходите к пайке.
- Один кусок кабеля вставляется в клещи.
- Возьмите вторую деталь в руки.
- Разогрейте паяльник.
- Нагреваем олово на кабеле в плоскогубцах
- После расплавления накладываем второй кабель и ждем примерно 3 секунды, чтобы олово на втором кабеле расплавилось и соединяем кабели.
- Надеваем термоусадочную трубку.
- Осадим термоусадочную трубку.
Если у вас есть так называемые Третьей рукой вам будет удобнее поддерживать кабель
Несколько фото, которые вам все расскажут:
Вскоре я выложу руководство по пайке сквозных элементов и SMD для которых Я использую наконечник HotAir +.Для второго или третьего руководства я предложу короткое соревнование, в котором вы сможете выиграть несколько наборов канифоли и олова, некоторые из которых у меня есть после закрытия ближайшего магазина электроники.
В следующих статьях я постараюсь улучшить орфографию и грамматику предложений, чтобы мои советы было приятно читать за утренней чашкой кофе.
Помните, практика ведет к совершенству!
Рейтинг: 4.17 / 5 (голосов: 121)
.Пайка электрических проводов - как паять кабели?
Пайка электрических проводов и кабелей - это метод неразъемного соединения металлических элементов с помощью связующего, т.е. Февраль. Во время пайки температура плавления присадочного металла должна быть ниже точки плавления соединяемых деталей. Выполнить пайку не так уж сложно. Однако следует помнить о нескольких правилах, которые помогут эффективно спаять детали.
Пайка кабелей и проводов
Пайка кабелей и проводов производится паяльником с припоем.Перед тем, как приступить к пайке, припой необходимо перевести в жидкое состояние. Однако припаиваемые компоненты не меняют своего состояния. Другой принцип, определяющий успех пайки, - это поддержание более низкой температуры наплавочного металла по сравнению с паяемыми деталями.
Как паять электрические кабели?
Для пайки кабелей и электрических проводов могут использоваться следующие типы паяльников:
- паяльник электропистолетный - имеет узкое и длинное жало, имеет керамическое жало, позволяет паять даже очень тонкие провода,
- паяльник сопротивления - имеет регулировку температуры в пределах 200-450 градусов Цельсия.C, заостренный наконечник и удлиненная форма,
- паяльник трансформаторный - наиболее удобен в использовании, благодаря своей легкости имеет лампочку, освещающую место пайки, позволяет производить пайку с очень высокой точностью.
Пайка идет рука об руку с использованием соответствующих аксессуаров, которые облегчат правильную пайку разъединенных частей. К ним относятся: съемник изоляции, олово, термоусаживаемая трубка, зажигалка, канифоль и щипцы.В следующей статье описана
Пошаговая пайка электропроводов.
Пайку кабелей и проводов следует производить очень осторожно, чтобы кабели были правильно подключены. Соединение припоем должно быть гладким, без полостей и выступов. Цвет припоя должен быть светлым, серебристым и блестящим. Серый и тусклый припой следует удалить и припаять второй раз. Плохо выполненная пайка будет плохо прочной. Ниже мы покажем вам, как паять электрические провода шаг за шагом.
1. Обрежьте края проводов, которые вы хотите припаять.
2. С помощью инструмента для зачистки проводов снимите оболочку с краев кабелей (примерно по 2 см с обеих сторон).
3. Начать нагрев паяльника.
4. Концы проволоки положить в емкость с канифолью.
5. Прикоснитесь наконечником горячего паяльника к кабелю на 2–4 секунды.
6. Прикоснитесь к банке и переместите ее, чтобы равномерно распределить.Проделайте то же самое с другим кабелем.
7. Соедините и скрутите концы проводов.
8. Затем возьмите один кабель плоскогубцами. Удерживая рукой кабель с другой стороны, расплавьте олово паяльником.
9. Когда олово расплавится, соедините концы проводов вместе.
Закрепить паяные кабели и провода
Закрепить паяные кабели - последний шаг во время пайки. Чтобы эффективно защитить спаянные электрические провода, следует сделать термоусаживаемую оболочку.Его стоит подготовить перед пайкой и нанести на провода ниже подготовленных для пайки мест. После соединения проводов и охлаждения припоя термоусаживаемую оболочку следует надеть на паяное соединение кабелей.
Как следует из названия, этот кожух обладает свойствами, которые позволяют ему сжиматься при нагревании. Поэтому, надев его на место пайки, нужно прогреть огнем, например, от зажигалки. Под воздействием тепла от огня термоусаживаемый кожух сжимается и эффективно защищает припой, подстраиваясь под поверхность ремонтируемого электропровода.
В следующих статьях мы описали:
Трансформаторный паяльник
Паяльник
Паяльник - виды, цена, применение
Flux
Газовый паяльник
Газовая пайка 15
Основы пайки.
Продолжение статьи о пайке. В предыдущей статье мы описали то, что нам нужно, а сегодня немного о том, как правильно паять.
Для начинающих паять мы объясним, как вы можете научиться паять различные компоненты, используя несколько различных методов.
Пайкапоначалу может показаться немного сложной, но со временем вы обнаружите, что это довольно просто и легко освоить, и с каждой новой пайкой легче становиться более опытным.
Эта инструкция предназначена для начинающих и предоставляет основную информацию, поэтому, если у вас есть опыт и вы знаете, как паять - не читайте дальше, потому что вы зря теряете время.
Пайка - это процесс, при котором мы используем присадочный материал, припой (олово), для соединения двух металлических частей вместе.
Пайка происходит при относительно низких температурах - около 300 градусов. Это в чем-то похоже на сварку, которая происходит при более высоких температурах, а также включает соединение материала.
При пайке присадочный материал становится жидким, покрывает металлические части, с которыми он контактирует, затем охлаждается, когда ему дают остыть, и соединяет их.
По мере остывания припоя соединение затвердевает.
С чего начать?
Безопасность прежде всего - очки для защиты глаз (может случиться так, что нагретое олово потечет) и соответствующая вентиляция (поскольку пары, образующиеся при пайке, вредны).
Пайку следует начинать до тех пор, пока не будет подготовлено пространство, чтобы при маневрировании паяльником ничего нельзя было повредить или горячее олово ничего не повредило.Помните, что горячий паяльник имеет температуру около 300-400 градусов и может нанести большой ущерб, поэтому тщательно спланируйте, куда вы будете ставить паяльник.
Затем подготовьте инструменты к работе: плоскогубцы, плоскогубцы, подставку для паяльника, припой, опционально канифоль или паяльную пасту, термоусаживаемые гильзы и т. Д.
После того, как рабочее место будет спланировано, мы можем подготовить детали к пайке. Если это электроника, помните, что нельзя передавать потенциал с паяльника на плату электроники, потому что это может быть повреждено.Некоторые используют специальные зажимы заземления. Это особенно важно при пайке более совершенной электроники. Конечно, все, что мы паяем, должно быть обесточено.
Следующим шагом будет подготовка элементов к пайке - хорошо, если они будут иммобилизованы, некоторые используют т.н. третья рука.
При пайке проводов снимите их изоляцию.
Паяные проволоки необходимо скрутить вместе , а затем покрыть оловом.Вы также можете окунуть их в канифоль или набрать канифоль на жало паяльника и перенести канифоль или пасту с горячего паяльника на элементы, которые позже будут покрыты оловом.
Пайка очень проста, но требует деликатности и точности. Не вставляйте кончик паяльника в олово с силой. Если вы выполняете пайку с помощью резистивного паяльника, подождите, пока паяльник нагреется до рабочей температуры .
Первый способ
Возьмите паяльник и вставьте жало в олово так, чтобы оно плавилось на жиле.Затем нажмите паяльником на нужный компонент и натяните на него припой. После нанесения достаточного количества припоя снимите жало паяльника с компонента. Этот метод оптимален, когда места мало, например, на плате плотно размещены элементы, потому что количество расплавленного олова легко контролировать.
Второй метод
Когда вы паяете электронику, например конденсатор, убедитесь, что вы можете вставить его ножки в отверстия на плате, а затем на другой стороне платы вы припаяете их, приложив олово и горячий паяльный наконечник к контакту ножка с платой (снизу платы, конечно при условии, что сверху ставишь конденсатор)
Какие ошибки можно сделать и что может пойти не так:
• Холодная пайка: пайка не завершена, т.е. элемент не соединен с платой, олово не заполнило пространство между ножкой и отверстием в плате, и припаянный элемент не будет проводить электричество.
• При пайке двух концов проводов вместе вы забыли вставить термоусадочную трубку
перед пайкой.• После пайки элемента система не будет работать, если объекты не будут размещены в правильной ориентации. Важно помнить о плюсах и минусах компонентов. Многие компоненты выглядят очень похоже, поэтому не забудьте разместить их в правильных местах на печатной плате.
• Если два компонента неправильно соединены во время пайки, это вызовет короткое замыкание и печатная плата не будет работать.Его следует распаковать и начать заново.
Максимум, что вы получите, тренируясь. Поэтому лучше всего работать со старой платой электроники, например, от старого радио, и начать с распайки элементов. Кстати, вы можете попрактиковаться с всасывающим устройством для олова и потренироваться в вытягивании олова при распайке.
После того, как вы узнаете, как ведет себя олово и как распаять элемент, вы можете снова припаять его.
Вначале необходимо олово толщиной 1 мм и резистивный паяльник, минимум
.Оптимальный набор - пистолетный паяльник 100Вт, олово 1-2мм и канифоль.
.
Интернет-магазин tradelectra
Пайка
С чего начать, что нужно для пайки, как паять
Любой, кто занимается своими руками, более или менее сталкивается с необходимостью припаять что-нибудь - чаще всего это будут провода, клеммы переключателя, пайка разъема с проводом или более продвинутая пайка небольших электронных компонентов или SMD.
Сегодня первое занятие. :) Что нам понадобится для пайки.
Для изучения азов пайки нам понадобится
Паяльник
Олово
Канифоль или паяльная паста
Паяльник - это устройство, задачей которого является передача тепла от жала к припаянному элементу.Паяльник - это устройство, которое прослужит нам долгие годы и в этом случае не стоит покупать самый дешевый, потому что может оказаться, что он не нагреется до рабочей температуры (минимум в случае паяльника - это 380 градусов С и мощность 20Вт), и срок его службы будет недолгим.
Стоит обратить внимание на безопасность, потому что паяльник нагревается до высоких температур, поэтому он может очень легко повредить что-нибудь - поэтому его всегда нужно ставить на подставку, предоставленную производителем.
Это не относится к трансформаторному паяльнику (он же пистолетный паяльник), работать с ним удобнее, жало нагревается только при нажатии на кнопку и нагревается за несколько секунд.
Олово- должно быть оловом, предназначенным для пайки проводов, т.е.с составом 60% СН и 40% ПБ
На это стоит обратить внимание, потому что олово можно использовать для пайки медных труб, используемых в установках CO, и его состав здесь будет другим.
Дополнительно важно, чтобы на олове был флюс - это облегчит пайку.
При покупке олова обращайте внимание на его состав и происхождение. Дешевая китайская жесть, к сожалению, не всегда может похвастаться составом 60СН40ПБ.Стоит обратить внимание на польскую жестяную банку, например на марку CYNEL, здесь мы можем быть уверены, что состав действительно соответствует заявленному производителем и что жестяная банка чистая.
Паяльная паста - ее задача облегчить мягкую пайку различных элементов, плавление в диапазоне 170-325 ° C.
Флюс, который помогает при пайке меди или медных сплавов, представляет собой канифоль.
Канифоль - значительно упрощает и ускоряет пайку.Его задача - облегчить оловянное покрытие, например, наконечника. Однозначно рекомендую покупать - это ускорит пайку. Использование канифоли заключается в погружении горячего паяльного жала в канифоль, а затем в захвате олова и переносе его на проволоку. Также можно нагреть конец провода с помощью жала, окунуть его в канифоль, а затем равномерно распределить олово с помощью жала паяльника.
Наш совет для хорошего старта - набор для пайки:
https: // www.tradelectra.pl/zecja-do-ludowania-lutownica-100w-cyna-kalafonia-p-221.html
.Как правильно паять? 3 полезных совета
Пайка - один из простейших способов прочного соединения металлических и электрических компонентов. Вы новичок в домашних условиях и задаетесь вопросом, как правильно паять провода? В нашем уроке мы представляем основные принципы правильной пайки.
Соединение с паяльником возможно с помощью припоев, то есть металлических связующих. Клейкий элемент должен иметь температуру плавления ниже, чем точка плавления соединяемых изделий.Под воздействием термической обработки припой имеет тонкую консистенцию. Благодаря этому металлические элементы можно соединять. Однако важно, чтобы эти элементы достигли той же температуры, что и припой - иначе соединения могут оказаться дефектными - это называется так называемым холодные припои. Звучит сложно? Изучите принцип пайки и убедитесь сами, что, вопреки внешнему виду, такая операция несложная.
Как правильно паять? Основные правила
Как правильно паять? Прежде всего, стоит сначала познакомиться с теорией.В электронике так называемые мягкая пайка (температура процесса ниже +450 градусов), а элементы соединяются припоем, широко известным как олово. Также можно выделить так называемые твердый припой - это соединение металлов расплавом клея до температуры более +450 градусов. При этой форме пайки вместо паяльников используются горелки, такие как ацетиленовые горелки, а в качестве наплавочного металла может использоваться чистая медь. На первый взгляд, пайка может напоминать сварку, но между этими двумя видами деятельности есть одно существенное различие - во время пайки плавится только присадочный металл, а не соединяемые элементы, температура плавления которых выше, чем у олова.При пайке самым важным является то, чтобы присадочный металл обладал нужными свойствами, как и соединяемые поверхности. Не менее важны условия, в которых происходит процесс пайки. Имея теоретические знания, пора практиковаться. Ниже приведены 3 шага, которые кратко описывают операцию пайки:
- поставить паяльник на элемент и площадку
- Предварительный нагрев паяной поверхности
- расплавить олово на горячих элементах
Важно! Одна из наиболее частых ошибок начинающих мастеров-мастеров - это попытка пайки путем нагревания олова на наконечнике и последующего перемещения его к месту пайки - это не принесет желаемого длительного результата.Чтобы лучше проиллюстрировать процесс пайки, мы представляем пример с использованием двух электрических проводов. Первым делом снимаем с них изоляцию (примерно 5 мм) и скручиваем выступающие концы. Следующим шагом будет нагреть паяльник и положить его на кончик одного провода примерно на 3 секунды (для лучшего эффекта его можно на мгновение погрузить в расплавленную канифоль, благодаря чему олово распределится равномерно). . Затем прикладываем банку к кабелю и держим до тех пор, пока не решим, что добавили достаточное количество.То же проделываем и с другим кабелем. Последний шаг - разогреть паяльник и приложить его к первому кабелю, пока олово не растворится. Затем кладем вторую проволоку. Дожидаемся момента застывания припоя, а затем изолируем получившееся соединение.

Подбор оборудования - виды паяльников и их применение
Если вы уже знаете , как правильно паять , самое время выбрать подходящее оборудование.Ниже мы представляем виды паяльников и их применение:
- Паяльник с нагревателем - также известный как резистивный паяльник. Как следует из названия, этот паяльник имеет встроенный нагреватель, который генерирует тепло, которое последовательно передается через провод к жало. Паяльники с подогревом очень легкие и удобные в использовании благодаря раздельному расположению блока питания и жала. Оборудование сопротивления подходит как для хобби, так и для работы с профессиональной электроникой.К нагревательным паяльникам также относятся паяльники. Один из рекомендуемых нами продуктов - .
- Паяльник Topex 100W с длиной жала 81,4 мм, температурным диапазоном до 500 градусов и напряжением питания 50 Гц. Эта модель предназначена для пайки мягким припоем - она используется для соединения металлических деталей с легкоплавким связующим, например оловянно-свинцовым. Он идеально подходит для соединения элементов с большим поперечным сечением, например, автомобильных электроустановок, низковольтных домашних электроустановок или работ, специфика которых требует повышенной температуры нагрева. Паяльник трансформаторный
- - высокая температура здесь достигается за счет протекания сильного тока через провод, который одновременно является наконечником. Трансформатор является неотъемлемой частью этого типа паяльника, отсюда и название. Эти паяльники быстро нагреваются и идеально подходят для быстрой пайки и распайки толстых кабелей и компонентов с большой площадью. Стоит порекомендовать, например, модель Condor 100W с аксессуарами, оснащенную 3 сменными наконечниками, корпусом из прочного пластика, точечной подсветкой, облегчающей работу, и высокой мощностью, благодаря которой паяльник справится со всеми домашними и мастерская работа.В набор также входят жестяная банка, канифоль и чемодан, позволяющий легко хранить и переносить оборудование.
Мы надеемся, что подготовленное нами руководство помогло вам понять правила о том, как правильно паять и для достижения длительного эффекта. Выбирая конкретную модель, не забудьте полностью подобрать тип паяльника к виду работы и материалу, который вы собираетесь паять.
.
Как правильно паять? - магазин электротоваров el12
Пайка - один из простейших способов прочного соединения металлических деталей. Освоение его также полезно при электромонтажных работах, поскольку позволяет приклеивать электрические провода к различным элементам.
Соединение пайкой возможно благодаря металлическому связующему, обычно называемому припоем. Этот элемент должен иметь температуру плавления ниже точки плавления соединенных объектов.Термообработанный припой имеет тонкую консистенцию, благодаря чему его можно использовать для склеивания металлических элементов. Однако важно, чтобы они также достигли точки плавления припоя во время пайки. В противном случае разъемы могут оказаться неисправными (так называемый холодный февраль).
Выбор паяльника
Связующее расплавляется с помощью паяльника - небольшого устройства, работающего от электричества. В домашних условиях чаще всего используются три вида этого аксессуара:
- трансформаторный паяльник - обычно используется с горячим наконечником, который со временем может изнашиваться.В такой ситуации на ее место следует установить замену. Название происходит от трансформатора, который является неотъемлемой частью устройства, .
- нагревательные паяльники - также известные как резистивные паяльники. В их случае наконечник (обычно медный) нагревается электрическим нагревателем,
- паяльники - это нагревательные паяльники с характерной формой, напоминающей колбу,
- Паяльники с керамическим наконечником - устройства, аналогичные трансформаторным паяльникам, с более прочным наконечником из керамики.
По умолчанию форма паяльников напоминает пистолеты. Исключение составляют уже упомянутые прикладные устройства. Более новые модели оснащены лампами для освещения места пайки и выключателем питания. Некоторые паяльники также имеют возможность регулирования температуры.
Что еще тебе нужно?
Помимо паяльника вам понадобится припой, который обычно представляет собой олово в виде длинной и тонкой катушки. Также стоит обзавестись упаковкой канифоли, которая облегчает распределение припоя.Также могут пригодиться плоскогубцы, плоскогубцы, а в случае пайки проводов - изолятор.
Пошаговая пайка 9000 7
Процесс пайки легко проиллюстрировать на примере соединения двух электрических проводов. Снимите с них изоляцию (примерно 5 мм) и закрутите выступающие концы. Затем нагреваем паяльник. Накладываем на конец одной проволоки примерно на 3 секунды (можно на время погрузить в расплавленную канифоль).Затем прикладываем жестянку к кабелю и держим до тех пор, пока не решим, что добавили в достаточном количестве. Повторяем весь процесс на втором кабеле. Разогрейте паяльник и наденьте его на первый кабель, пока олово не расплавится. Когда это произойдет, прикладываем вторую проволоку. Дожидаемся застывания припоя и затем изолируем соединение.
.Научитесь правильно паять
Пайка - это процесс соединения материалов, незаменимых, в частности, в электронике, автоматике или гидравлике. Этот процесс используют как энтузиасты, так и профессионалы. Характерной особенностью процесса пайки, которая отличает его от процессов сварки и плавления, является соединение материалов в твердом состоянии. Необходимость постоянного соединения металлических элементов вынуждает пользователя готовить устройства, которые обеспечат хорошее качество припоя на отдельных элементах.
Работа с паяльником - это обычное дело для электроники. Люди, которые ежедневно используют в своей работе технику пайки, не имеют ни малейших проблем с ремонтом паяльником. Однако, если вы используете это устройство только изредка, результат может быть неудовлетворительным. Правильная пайка довольно проста, даже если у вас нет опыта, ей легко научиться. Мы собрали интересную информацию о пайке и покажем, как правильно паять.
В чем разница между пайкой и сваркой?
Пайка и сварка - это соединения материалов, которые различаются по трем точкам:
1.Рабочая температура
Припой при пайке плавится уже при температуре ниже 1000 ° C. При газовой сварке кислородно-ацетиленовое пламя имеет температуру почти 3000 ° C.
2. Тип соединения
Во время сварки соединяемые материалы разжижаются в зоне сварного шва. Поставляемая сварочная проволока используется для заполнения зазоров и может повлиять на свойства расплавленного металла.
При пайке материалы нагреваются только до точки, в которой они образуют соединение заподлицо с флюсом.Заготовки не плавятся, как при сварке.
3 Прочность соединения
В принципе, можно сказать, что: чем выше температура во время соединения, тем выше долговечность или прочность соединения. Следовательно, сварное соединение имеет большую прочность, чем паяное. Однако это намного сложнее и требует обширных средств защиты.
Кроме того, не все материалы и точки соединения устойчивы к высоким температурам, возникающим во время сварки, например:из-за малой толщины материала желоба припаивают вместо сварки. А пайка медных проводов - один из основных навыков установщика.
В чем разница между мягкой и твердой пайкой?
Учитывая температуру плавления присадочного металла, можно выделить два типа пайки: мягкую и твердую, которые различаются областями применения и процедурами:
|
|
|
| Мягкая пайка При мягкой пайке нагрев выполняется выборочно.Он используется в основном в электротехнике, например, для электрического соединения компонентов на печатной плате. Этот метод имеет множество преимуществ: Диапазон рабочих температур составляет 180 - 250 ° C, что означает, что подключаемые элементы не подвергаются термической перегрузке. Паяное соединение обеспечивает достаточную механическую прочность, чтобы надежно удерживать даже более крупные компоненты. Паяльник только выборочно нагревает материал, поэтому процесс пайки может быть выполнен быстро. За исключением системы отвода дыма припоя, никаких специальных защитных мер не требуется. | Пайка Во время пайки нагрев происходит на большой площади при температурах выше 450 ° C. Температуры намного выше и работа не выполняется выборочно. Пайка обеспечивает плотное соединение с высокой прочностью на разрыв и ударной вязкостью. Некоторые припои имеют температуру плавления почти 1000 ° C.Эти температуры не могут быть достигнуты с помощью паяльников, поэтому используются подходящие паяльные горелки. Как и при сварке, при пайке необходимо соблюдать соответствующие правила противопожарной защиты. |
Какие материалы можно паять?
Многие металлы можно паять подходящим припоем и флюсом.В принципе, многие металлы и сплавы можно спаять вместе. Благодаря универсальным связующим и флюсам, следующие материалы можно легко комбинировать друг с другом:
- медь (Cu) и медные сплавы, такие как латунь (Me) или бронза (Br).
- никель и никелевые сплавы
- черные металлы.
- стали
- драгоценные металлы
Для других металлов, таких как алюминий (Al), олово, цинк, свинец или нержавеющая сталь, требуются специальные припои или флюсы.
В разделе «Пайка алюминия - как правильно сделать» мы рассмотрим эту тему более подробно, в том числе на что следует обратить внимание.
Что нужно для пайки?
Когда мы говорим о «пайке» в целом, в большинстве случаев мы имеем в виду мягкую пайку, поскольку пайка в основном выполняется квалифицированным персоналом.
1. Паяльный аппарат
Паяльник
Паяльники просты и недороги. В большинстве случаев люди, не обладающие специальными знаниями, но все же любящие заниматься своими руками, обращаются к ручному паяльнику без контроля температуры. Паяльники
предлагают очень хорошее соотношение цены и качества, а это означает, что бюджет любителя не перегружен. Кроме того, они доступны в широком диапазоне классов производительности и размеров, что позволяет оптимально выполнять различные задачи по пайке.
Проверить стыковые паяльники
Паяльники-пистолеты
Быстроразъемные паяльники.Сервисные техники рады иметь паяльные пистолеты в своих ящиках для инструментов. Высокая температура в них достигается за счет протекания через провод, который также является наконечником, сильным током. Если причиной неисправности является плохое соединение, обрыв проводов или неплотное соединение, паяльный инструмент должен быть быстро готов к работе. Именно здесь паяльник имеет наибольшее преимущество. Они быстро нагреваются, но установить точную рабочую температуру невозможно.
Достигает температуры пайки всего за несколько секунд благодаря мощным нагревательным элементам.
Check Gun Паяльники
Паяльная станция
Паяльные станции с точным контролем температуры.Люди, уже имеющие базовые знания, а также квалифицированные специалисты по достоинству оценят преимущества паяльной станции. Это сложные профессиональные паяльные устройства. В них встроены электронные системы, позволяющие точно и плавно регулировать и поддерживать температуру.На дисплее сразу отображается вся важная информация: текущая температура, мощность нагрева и запрограммированная температура. В случае сильного рассеивания тепла через большие поверхности олово быстро нагревается до необходимой температуры. Это означает, что процесс пайки может быть выполнен за короткое время без чрезмерной термической нагрузки на компоненты.
Еще одним преимуществом станции является наличие паяльников различной формы для соответствующих паяльников.
Проверить паяльные станции
Газовый паяльник
Пайка без блока питания.Газовые паяльники не требуют сетевого питания. Это делает их идеальными для мобильного использования вне дома и мастерской. Высокая температура наконечника достигается за счет нагрева наконечника газовой горелкой, работающей на пропан-бутане. В зависимости от модели газовые паяльники подходят как для точной пайки, так и для типичных работ в мастерских, не требующих очень большой мощности.Они также подходят для плавления, горячей резки, сварки пластмасс, усадки или окраски огнем (пирография).
При их выборе стоит обратить внимание на емкость бензобака, от которой будет зависеть время работы паяльника и регулирование температуры. У них небольшие габариты, поэтому они поместятся в любой сумке для инструментов.
Газовые паяльники Check
2. Feb
Для заполнения паяльной щели используется припой из различных сплавов в жидкой форме.Поскольку олово (Sn) является основным компонентом припоя, название оловянный припой стало обычным явлением. Другие материалы, которые добавляют в припой в различных количествах, - это, например, свинец (Pb), медь (Cu), серебро (Ag), золото (Au) или висмут (Bi). В зависимости от добавки и соотношения компонентов смеси свойства припоя меняются. В результате его можно оптимально адаптировать к различным требованиям.
Основное назначение припоя - заполнение пространства между паяемыми частями. Кроме того, он должен образовывать как механическое, так и электрически проводящее соединение.Температура плавления должна быть ниже температуры стыков.
1. Плата
2. Шайба
3. Деталь (резистор)
4. Шина с защитным лаком
5. Кабельные соединительные элементы
6. Припой
Припой делится на две категории:
Свинец припой
На протяжении десятилетий оловянно-свинцовый припой широко использовался для пайки мягким припоем. Припой, обозначенный как Sn60Pb40, состоял на 60% из олова и на 40% из свинца.При 183 ° C он переходит из твердого состояния в «мягкое», а при 191 ° C - в жидкое. Оловянный припой имеет очень хорошие эксплуатационные характеристики и создает паяные соединения с металлическим блеском. Соединения холодной пайки могут быстро образоваться, если компоненты будут встряхивать или перемещать во время фазы охлаждения.
Припой SN63Pb37 является эвтектическим, что означает, что при 183 ° C он быстро переходит из твердого состояния в жидкое. Если температура упадет, он так же быстро перейдет из жидкого состояния в твердое.
В соответствии с Директивой ЕС 2011/65 / EU (RoHS = Ограничение использования опасных веществ) использование определенных опасных веществ ограничено. Это также относится к свинцу токсичного тяжелого металла. По этой причине в припое, используемом в производстве электрических и электронных устройств, в течение нескольких лет отказывались от свинца.
Бессвинцовый припой
Самым большим отличием от оловянно-свинцового припоя является повышенная температура плавления, которая составляет 218 - 230 ° C.Бессвинцовые припои в основном состоят из олова (Sn), к которому добавлены серебро (Ag), золото (Au) или медь (Cu).
К сожалению, текучесть и качество поверхности бессвинцового припоя намного хуже, чем у свинцового припоя. Наилучшие результаты достигаются, когда, помимо олова, оно содержит 3% серебра и 0,5% меди (Sn3.0Ag0.5Cu).
3. Флюс
Флюс требуется в процессе пайки для обеспечения необходимой смачиваемости и плавучести припоя на паяемом материале за счет уменьшения оксидов, присутствующих на паяемом материале и поверхностях пайки, и для предотвращения повторного окисления.
Кроме того, снижается поверхностное натяжение жидкого припоя, так что припой может аккуратно прилегать к заготовке. На практике флюс подается в точку пайки вместе с припоем. Для этого оловянный припой имеет трубчатую форму, а внутрь заделан флюс.
Обозначение типа F-SW-23 определяет в соответствии с DIN 8511, для каких материалов подходит флюс и насколько агрессивны его остатки.
F = Обозначение флюса
S = Материал припоя (S - тяжелый металл, L - легкий металл).
H = процесс пайки (H означает пайка, W означает мягкую пайку).
11 - 13 (сильная коррозия - необходимо удалить остатки флюса).
21 - 28 (Слабая коррозия - удалить остатки флюса).
31 - 34 (не вызывает коррозии - не нужно удалять остатки флюса).
4) Вспомогательные средства для пайки
Классика среди средств для пайки.При покупке паяльника стоит обратить внимание на дополнительные элементы, которые нужны для пайки или облегчают ее.
При пайке вам часто может потребоваться больше, чем две руки, потому что одна рука занята паяльником, а другая припаяна.В ситуации, когда печатную плату, компоненты или провода также необходимо удерживать в правильном положении, чтобы процесс пайки можно было легко выполнить, так называемый третья рука в виде небольшой подставки с зажимами-крокодилами.
Если дополнительно использовать увеличительное стекло для лучшего обзора рабочего места, даже самые мелкие детали будут быстро спаяны.
Существует множество других практичных аксессуаров, таких как наборы выводов для печатных плат, очистители для паяльных наконечников и дозаторы для припоя, которые делают пайку еще проще.
Проверить принадлежности для пайки
5) Отвод дыма припоя
Система отвода дыма припоя защищает воздух от паров припоя.Опасность для здоровья от дыма от пайки должна быть как можно ниже. По этой причине даже люди, которые паяют редко, должны использовать соответствующую систему отсоса дыма, даже при работе только с бессвинцовым припоем.
Канифольсодержащие аэрозоли, образующиеся при пайке, всасываются непосредственно на рабочем месте и связываются в фильтре с активированным углем.Таким образом эффективно предотвращается прямой контакт с кожей, глазами и дыхательными путями.
Какую мощность должен иметь паяльник?
При правильной мощности вы можете паять быстро и бережно.К сожалению, на этот вопрос нельзя ответить конкретными значениями. Мощность устройства должна соответствовать типу впаянных элементов. Чем прочнее паяльник, тем быстрее он достигнет более высокой температуры.
Если два тонких провода спаять вместе, рассеивание тепла будет минимальным.В этом случае нет необходимости быстро разогревать паяльное жало. Для небольших электронных деталей достаточно паяльника меньшей мощности. Мощный паяльник может разрушить.
Иная ситуация с экранирующими пластинами или заземленными паяными соединениями. Если материал с хорошей теплопроводностью значительно снижает температуру паяльного жала, его следует быстро нагреть, чтобы за короткое время достичь требуемой температуры пайки. Это, в свою очередь, возможно только с помощью сильных паяльников, которые также требуют более широкого наконечника в форме долота, чтобы тепло могло адекватно передаваться паяльному соединению.Это гарантирует, что процесс пайки будет проведен в короткие сроки, без тепловой перегрузки компонентов.
Как правильно паять?
Прежде чем приступить к пайке, вы должны знать, как выглядит правильный трехфазный процесс. Для получения правильных результатов их необходимо правильно выполнять.
| Фаза 1: Увлажнение Точка пайки нагревается жало паяльника, а затем добавляется припой.Убедитесь, что паяное соединение полностью покрыто или смочено припоем. | Этап 2: Течет На этом этапе жидкий припой должен течь в паяные соединения и, таким образом, создавать соединение элементов на большой площади. | Этап 3: Склеивание В процессе склеивания паяное соединение остывает и затвердевает. На этом этапе нельзя ни при каких обстоятельствах трясти заготовку, так как это приведет к образованию «холодного припоя». |
Наш практический совет: Оптимальная пайка
Весь процесс пайки должен занимать от 2 до 5 секунд, в зависимости от размера паяного соединения. Если через 5 секунд припой все еще не течет, прекратите пайку и используйте более сильный паяльник.
Какие ошибки часто допускаются при пайке?
Неправильный выбор паяльника
Припой не перешел в жидкую фазу.Если выбран паяльник со слишком малой мощностью, олово не перейдет в жидкую фазу, и паяное соединение будет иметь плохую проводимость или ее отсутствие.Кроме того, процесс пайки займет намного больше времени, что может привести к перегреву компонентов.
Слишком быстрое отсоединение наконечника припоя
Если наконечник припоя преждевременно удален из паяного соединения, фаза течения не может возникнуть или возникает только частично. Фаза настройки, которая начинается слишком рано, приводит к недостаточному или неисправному контакту.
Неправильная процедура пайки
Припой не обеспечивает соединение.Люди с меньшим опытом, как правило, наносят олово на наконечник припоя, а затем пытаются как-то переместить пузырек жидкого припоя в точку пайки.
В этом случае, поскольку паяное соединение холодное, припой не сцепляется с поверхностью или компонентом.
Интенсивное использование припоя
Припой протекает через покрытие сквозных отверстий.Применение слишком большого количества припоя обычно приводит к образованию нежелательных перемычек.По этой причине, при пайке точек пайки близко друг к другу, всегда будьте осторожны, чтобы избежать коротких замыканий из-за паяных перемычек.
В случае точек пайки сквозных контактов (см. Рисунок) излишки припоя могут стекать с нижней стороны печатной платы и вызывать короткое замыкание.
Движение компонентов во время фазы охлаждения
Припой рвется и не образует токопроводящего соединения.Если детали будут перемещены во время фазы охлаждения, припой сломается там, где он еще мягкий.
Это приводит к трещинам в паяном соединении и плохому контакту или его отсутствию.
Перегрев паяного соединения
Паяльная петля выходит за пределы печатной платы.Если температура паяльника слишком высока или жало паяльника остается в зоне пайки слишком долго, может произойти термическое повреждение.
В кабелях результатом может быть расплавленная изоляция, а в случае печатных плат токопроводящие дорожки и паяльные наконечники могут отсоединиться.В крайних случаях это может вызвать появление невидимых микротрещин, что приведет к нарушению проводимости.
Слишком высокая температура также может повредить компоненты.
Наш практический совет: остерегайтесь тепла
Опыт показывает, что полупроводники, такие как диоды, транзисторы, тиристоры или симисторы, не обязательно подвержены тепловой смерти во время пайки. Электролитические конденсаторы гораздо более чувствительны к чрезмерному нагреву во время пайки.
Как правильно отпаивать?
Не рекомендуется «ремонтировать» поврежденное паяное соединение путем его повторного нагрева. Гораздо лучшее решение - удалить припой и повторно припаять.
При снятии компонента с печатной платы необходимо удалить олово. Это можно сделать с помощью различных инструментов:
Насос для распайки
При нажатии кнопки насос на короткое время создает разрежение. Отсасывающий насос для демонтажа имеет на конце трубку из термостойкого материала.Устройство подпружинено и может кратковременно создавать разрежение при нажатии кнопки.
Паяльник предназначен для разжижения олова в месте пайки. Часто бывает полезно добавить немного свежего припоя при нагревании паяного соединения. Добавленный таким образом флюс гарантирует, что весь припой в паяном соединении будет достаточно жидким.
Как только припой переходит в жидкую фазу, наконечник всасывающего насоса для припоя помещается на паяное соединение, и насос запускается.Это освобождает паяное соединение от жидкого припоя.
Оплетка для удаления припоя
Оплетка для удаления припоя идеальна для бережного удаления припоя.Оловянная оплетка представляет собой оплетку из тонких медных проволок, пропитанных флюсом. Скрученную пару кладут на холодный паянный стык и прижимают паяльником.
Тепло от паяльного жала проникает через распаянную оплетку и плавит припой в месте паяного соединения. Жидкий припой втягивается в оплетку за счет капиллярного действия.Если на стыке остались отложения олова, отрежьте «изношенную» часть оплетки и повторите процесс.
Этот метод распайки намного более щадящий, чем вакуумный насос, поэтому плетеные шнуры идеально подходят для небольших точек пайки с тонкими токопроводящими дорожками.
Паяльники
Профессиональная электростанция с паяльником и демонтажем. Устройства для демонтажаидеально подходят для сервисных центров и лабораторий электроники, где выполняется много работ по пайке и демонтажу.В некоторых случаях паяльные и демонтажные станции предлагаются как блоки, объединяющие обе функции в одном устройстве.
Устройства для распайки имеют полый нагретый наконечник, который полностью окружает точку пайки. Вакуумный насос создает разрежение, необходимое для отсасывания горячего припоя.
В зависимости от области применения (кабельные компоненты или SMD-компоненты) существуют различные версии демонтажных устройств.
Пайка SMD: на что обратить внимание?
SMD - это аббревиатура от Surface Mounted Device и означает компонент для поверхностного монтажа, который не имеет соединительных проводов и поэтому припаян непосредственно к печатной плате.
В промышленном производстве технология SMD экономит время и деньги. Кроме того, устройства становятся меньше, так как плотность монтажа может быть значительно увеличена.
При ремонте компонентов SMD, где переделываются небольшие паяные соединения или заменяются компоненты SMD, требуется большая ловкость.Хотя ремонтную пайку все еще можно выполнить с помощью небольших паяльников с наконечниками игл, распайка выполняется намного сложнее. Поэтому для распайки SMD используются специальные инструменты:
Пинцет для распайки
Паяльник и пинцет, объединенные в одном устройстве.Биполярные компоненты SMD можно очень легко распаять с помощью пинцета, который объединяет паяльник и пинцет в одном умном устройстве.
При захвате компонента пинцетом для распайки нагреваются точки пайки с обеих сторон. Припой за очень короткое время становится жидким, и компонент можно удалить с печатной платы с помощью пинцета.
Во избежание перегрева как можно скорее поместите элемент на термостойкую поверхность.
Оборудование для пайки горячим воздухом
Когда электронные компоненты в технологии SMD имеют несколько соединений, для их разборки и сборки используются устройства горячего воздуха, которые не имеют физического контакта с припаянными частями.Процесс пайки осуществляется путем направления образовавшегося горячего воздуха к припаянным элементам. Пайка горячим воздухом особенно полезна для работы с мелкими и хрупкими деталями. Отлично работает в процессе распайки компонентов.
Бывает, что термовоздушный паяльник интегрирован с паяльной станцией, поэтому обычно имеет довольно большие габариты.
Доступны разные насадки для разных компонентов.Помимо многоцелевых точечных сопел, существуют также сменные сопла, специально адаптированные к конструкции интегральных схем.Таким образом, вы можете отключить все соединения процессора и удалить компонент с печатной платы за одну операцию.
Особой проблемой является профессиональная пайка SMD-компонентов.
Благодаря чрезвычайно малой конструкции мелкие детали, а также небольшие токопроводящие дорожки могут очень быстро разрушаться во время пайки. Поэтому вначале стоит попрактиковаться в пайке и демонтаже SMD-компонентов на старых и ненужных печатных платах.
В частности, с оборудованием для пайки горячим воздухом необходимо обращаться осторожно, чтобы не повредить плату из-за чрезмерного нагрева.
Алюминий не так просто паять, как, например, медь или латунь. Проблема заключается в оксидном слое, который образуется поверх алюминия в течение нескольких минут, когда алюминий вступает в контакт с кислородом из окружающего воздуха.
В отличие от черных металлов, где слой оксида или ржавчины медленно, но неуклонно разрушает металл, оксид алюминия образует своего рода уплотнение, которое защищает материал. В процессе анодирования на алюминий наносится оксидный слой для защиты и улучшения качества заготовки.Также следует обратить внимание на температуру паяемого алюминия. При перегреве алюминий становится хрупким и мягким.
Сварка, пайка или мягкая пайка?
Сварка и пайка обеспечивают очень прочные соединения, но технически очень сложны. По этой причине алюминиевые детали в основном соединяются между собой мягкой пайкой. Однако, если вы хотите паять алюминий, вам нужно обратить внимание на несколько моментов и использовать подходящие инструменты.
Материалы, необходимые для пайки алюминия
Газовая горелка
Поскольку алюминий является очень хорошим проводником тепла, его можно использовать для нагрева паяного соединения до требуемой температуры прибл.380 ° C, используйте газовую горелку.
Алюминиевый припой
Для мягкой пайки алюминия требуется специальный алюминиевый припой. Различают фрикционный припой (например, AL370 или AL380), который необходимо вводить в точку пайки, и капиллярный припой (например, AL 390), автоматически стекающий в зазоры и трещины.
Флюс
Флюс обычно используется для пайки. Целью флюса является химическое удаление оксидного слоя или предотвращение окисления алюминия во время процесса пайки.Это также улучшает текучесть припоя.
Если вы работаете с фрикционным припоем, флюс можно нанести кисточкой на точку пайки сразу после очистки. Флюс герметизирует паяное соединение и предотвращает контакт алюминия с кислородом воздуха. В случае капиллярного припоя припой покрывается твердым флюсом.
Процесс пайки
Температура плавления оксидного слоя алюминия 1600 - 2100 ° C. Сам алюминий плавится при температуре 580 - 680 ° C.Поскольку оксидный слой препятствует процессу пайки, его необходимо удалить перед пайкой. Это можно сделать щеткой из нержавеющей стали или шлифованием.
Место пайки должно быть закреплено флюсом или процесс пайки должен быть начат немедленно. Точка пайки доводится до необходимой температуры с помощью горелки горячего газа. Поскольку алюминий не тускнеет и не обесцвечивается под воздействием тепла, требуется некоторый опыт, чтобы определить, когда можно наносить припой.При необходимости поможет инфракрасный термометр.
Если используется фрикционный припой, используйте отвертку или небольшой шпатель, чтобы втереть жидкий припой в паяное соединение. В случае капиллярного припоя припой автоматически перетекает в паяное соединение. Всегда проверяйте правильную температуру паяного соединения.
После завершения процесса пайки заготовка должна остыть, после чего ее можно очистить от остатков флюса. Поскольку флюс растворяется в воде, для очистки достаточно проточной воды и щетки.При необходимости паяное соединение можно затем отшлифовать и отполировать.
Наш полезный совет: при необходимости предварительно нагрейте компоненты.
Для цельных алюминиевых заготовок имеет смысл предварительно нагреть заготовки в печи. Тогда тепловыделение в точке пайки уже не так велико, и температура пайки достигается быстрее.
Используйте в качестве основы для пайки огнеупорный камень или кирпич. Металлическая пластина в качестве паяльной площадки будет слишком сильно рассеивать тепло.










 Вызов дизайнера:
Вызов дизайнера:


Действующие акции

скидка для внимательных клиентов 7% от общей стоимости заказа.

