Салон штор в Санкт-Петербурге




Как определить диаметр резьбы
Как определить шаг резьбы без резьбомера?
Итак, у вас есть болт или гайка с неизвестными параметрами резьбы, а под рукой кроме линейки нет никакого измерительного инструмента. Сразу предупредим, что с помощью линейки можно получить только грубый результат, поэтому если вы собираетесь регулярно проводить подобные измерения, лучше приобрести резьбомер или штангенциркуль.
Шаг резьбы - расстояние между витками
Резьбы выполняются по утвержденным стандартам, что позволило унифицировать все резьбовые соединения. Шагом метрической резьбы называют расстояние между соседними вершинами или впадинами резьбового профиля. Именно это расстояние нам и предстоит измерить.
Определения шага резьбы болта:
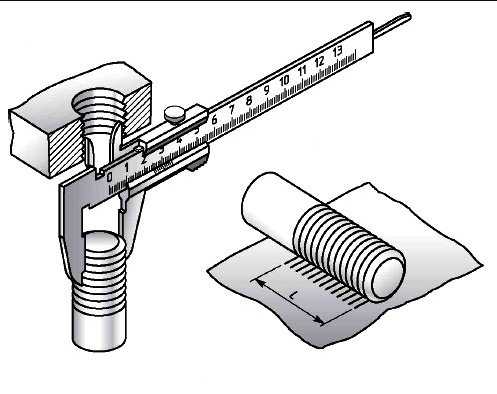
Приложите линейку в резьбовой части болта. Если ее миллиметровые деления совпадают с вершинами нитей, то у вас без сомнения шаг 1 мм. Если нет, то посчитайте количество витков n на определенном отрезке длины L. Первую нитку в расчет не берите, так как от нее происходит отсчет, и она является нулевой.
| Количество витков на 2 см | Шаг резьбы, мм |
| 9 | 2,5 |
| 11 | 2,0 |
| 12 | 1,75 |
| 14 | 1,5 |
| 17 | 1,25 |
| 21 | 1,0 |
| 26 | 0,8 |
| 29 | 0,7 |
Длину взятого отрезка в миллиметрах разделите на количество витков и получите шаг P.
Например:
P= L/(n-1) = 20 мм / (17-1) витков = 1.25 мм
При этом важно учесть, что чем больший резьбовой участок вы возьмете для проведения измерений, тем меньше будет погрешность. Более точный результат можно получить при помощи штангенциркуля, совместив крайние вершины нитей с острием губок инструмента.
Шаг резьбы находится в тесной связи с диаметром болтового соединения. Данные о соответствии этих двух параметров сведены в таблицу. Измеряем наружный диаметр болта, в нашем примере получаем 10 мм. Из таблицы видим, что болт М10 может иметь шаг резьбы: 1.5 (основной), 1.25 (мелкий), 1.0 (мелкий) или 0.75 (супермелкий). Полученное расчетным путем число должно точно (или почти точно) совпадать со справочным значением. В нашем случае – метрическая резьба второго ряда с мелким шагом 1.25 мм. Условное обозначение болта: М10х1.25.
Определение шага резьбы гайки:
Для измерения шага внутренней резьбы лучший способ – подобрать ответный болт, который бы свободно ввинчивался в резьбовое отверстие, а затем произвести расчет по нему. Если подходящих винтов нет, то можно воспользоваться старым проверенным дедовским методом. Для этого потребуется листок бумаги и линейка.
Оторвите небольшую полоску бумаги и поместите ее в гайку. Прижмите пальцем бумагу к резьбе, так чтобы на ней остался отпечаток резьбовой поверхности. Для лучшей видимости можно провести по граням витков мазутом или маркером. Приложив к отпечатку линейку, измерьте расстояние L между крайними рисками и посчитайте количество рисок n на этом участке за минусом первой (нулевой). Выполните вычисления по формуле P = L/(n-1).
Например, оттиск дал 6 четких рисок на отрезке в 10 мм.
P = L/(n-1) = 10 мм / (6-1) витков = 2 мм
Вместо бумаги получить оттиск можно на ребре спички или карандаша. Зная внутренний диаметр гайки (в нашем случае 14 мм) и расчетную величину шага, сопоставим полученные данные с таблицей. Находим в резьбовом ряду значение М14 и искомый шаг 2.0 мм (основной). Условное обозначение гайки: М14х2.0.
Кроме метрических болтовых соединений в современном техническом мире широко распространен дюймовый крепеж. О том, как определить шаг дюймового болта читайте в следующей статье.
Экранный резьбомер для Android
Даже обычный смартфон сможет в быту заменить резьбомер. Для этого необходимо скачать Android приложение «Измеритель шага резьбы. Резьбомер» от разработчиков инструментария Smart Tools. Просто прикладываете к экрану винт, ищете точное совпадение витков и узнаете шаг. В мобильном приложении доступны различные виды резьбы: метрического, дюймового и трубного стандартов.
Экранный резьбомер для Android
Полезные советы Обновлено: 29.09.2020 13:36:40
Методы измерения резьбы на производстве и в домашних условиях — РИНКОМ
Содержание
- Какие дефекты можно выявить при контроле?
- Приборы для контроля резьбы
- Приборы активного контроля
- Измерение резьбы методом трех проволочек
- Измерение шага резьбы
- Измерение среднего диаметра резьбы
- Измерение наружного диаметра резьбы
- Измерение внутреннего диаметра резьбы
- Измерение профиля резьбы
- Где купить инструменты для измерения резьбы?
При измерении резьбы уточняют ее соответствие таким параметрам, как внутренний, наружный и средний диаметры, шаг и длина. С этой целью используют специальные и универсальные инструменты. Подходящий измерительный прибор выбирают с учетом типа резьбы и необходимой точности измерений. Первоначально контролируют средний диаметр, шаг и форму профиля, после этого — внутренний и внешний диаметры.
Измерение резьбы выполняют с помощью разных инструментов
Есть два основных метода измерения резьбы:
- метод дифференцирования, когда каждый параметр проверяют отдельно;
- метод комплексной проверки, когда все параметры контролируют совместно бесшкальными инструментами.
Для измерения трубной и конической резьб обычно используют калибры, которые позволяют проверить размеры, форму и взаимное расположение поверхностей детали.
Какие дефекты можно выявить при контроле?
Контроль резьбовых поверхностей позволяет выявить следующие дефекты соединений.
Рваная нарезка. Дефект образуется, если диаметры отверстия и стержня отличаются от номинальных. Причиной также может стать недостаточная острота режущего инструмента. Предупредить проблему позволяет тщательный контроль всех диаметров и использование режущего инструмента нормальной степени заточки.
Тупая нарезка. Дефект проявляется, если номинальный диаметр меньше диаметра отверстия, но больше диаметра стержня. При нарезании профиль становится неполным. Избежать дефекта позволит точное измерение диаметров перед нарезкой резьбы.
Конусность резьбы. Дефект появляется, если режущий инструмент срезает лишний металл. Проблему решают, соотнося установленные размеры детали и инструмента.
Тугая нарезка. Если размерность детали не соблюдается, а инструмент имеет шероховатую резьбу, резание происходит с трудом. Дефект можно предупредить, предварительно измерив параметры заготовки и подобрав режущий инструмент оптимального размера.
Приборы для контроля резьбы
Для комплексного контроля и измерения наружных метрических резьб используют жесткие предельные калибры-кольца (ГОСТ 17763-72 и ГОСТ 17764-72), а также резьбовые скобы. Внутренние резьбы контролируют резьбовыми калибрами-пробками (ГОСТ 17756-72 и ГОСТ 17759-72). При использовании резьбовых калибров-пробок и колец в качестве комплексного измерителя выступает проходной калибр. Непроходной калибр используют, чтобы измерить предельный размер среднего диаметра.
Калибр-кольцо М 1.1х0.25 6h ПР для комплексного контроля и измерения наружных метрических резьб
При поэлементном контроле наружный диаметр болта проверяют любым приборами, которые обычно применяются для контроля диаметра валов. А внутренний диаметр гайки — приспособлениями для контроля отверстий.
Для контроля среднего диаметра используют контактный и бесконтактный методы. Первый основан на применении вставок в микрометр или трех проволочек.
Измерение среднего диаметра вставками резьбового микрометра
Резьбовым микрометром со вставками проводят измерение среднего диаметра треугольной резьбы с углами профиля 60 и 55 градусов. Измерение проводят в пределах от 0 до 350 мм. Для каждого интервала в 25 мм используют или отдельный микрометр, или специальные сменные пятки.
Резьбовой микрометр МВМ-50 GRIFF со вставками для измерения среднего диаметра
Стандартный комплект включает две вставки: призматическую, которая ставится вместо пятки микрометра, и конусную, устанавливаемую в отверстие микрометрического винта.
Микрометр может оснащаться одним из пяти комплектов вставок, который выбирают в зависимости от шага проверяемой резьбы: 0,4–0,5; 0,6–0,8; 1–1,5; 1,75–2,5; 3–4,5 мм.
Контроль шага резьбы и угла профиля индикаторными измерительными приборами
Измерение шага резьбы и угла профиля производят, используя микроскопы и проекторы. При этом средний диаметр внутренней резьбы контролируют:
- индикаторными приборами с раздвижными полупробками;
- индикаторными приборами с раздвижными вставками;
- горизонтальными оптиметрами с помощью измерительных дуг с шаровыми измерительными наконечниками.
Измерять размеры деталей в ходе обработки удобно с помощью индикаторного приспособления. Благодаря особой конструкции упорной планки такое приспособление позволяет установить в удобном месте держатель индикатора. Приспособление универсально и может использоваться как при расточке, так и при обточке.
Индикаторное приспособление для активного контроля размеров при обработке на токарном станке
Применение индикаторов и установочных колец с номинальным размером обрабатываемого отверстия уменьшает время на предварительные операции и обеспечивает высокую точность измерения внутренних размеров резьбы.
При обработке отверстий резец настраивают по индикатору на снятие первой стружки с припуском 0,1–0,2 мм на сторону. После этого показания индикатора замеряют, а первую стружку снимают. Полученный размер отверстия замеряют индикаторным прибором, настроенным по установочному кольцу с номинальным размером отверстия. При настройке индикаторный прибор устанавливают на ноль.
Измерив отверстие, уточняют, какой слой металла требуется снять, чтобы получить окончательный размер отверстия. Затем по индикатору резец устанавливают под расточку чистового отверстия. Этот способ измерения упрощает расточку отверстий по 2 и 3 классам точности.
Если партия деталей велика, удобнее вначале выполнить предварительную расточку всех изделий с припуском 0,3–0,5 мм на диаметр, а затем за один проход жестким резцом завершить чистовую расточку. Использование индикаторных приспособлений позволяет работать уверенно и с большой точностью. Однако индикатор не отменяет необходимости использования предельных калибров. Измерение резьбы калибром — обязательная процедура, которая требуется для окончательного контроля размера.
Приборы активного контроля
Один из самых прогрессивных методов измерения параметров резьбы считается активный. Он особенно востребован в условиях массового и крупносерийного производства. Устройства активного контроля позволяют автоматически контролировать ход технологического процесса и обеспечивают необходимую точность обработки.
Устройства активного контроля обычно включают в конечный цикл обработки и по итогам проверки подают команду на наладку режущего инструмента. Есть и второй способ — проверять размеры изделия в ходе обработки, чтобы сразу контролировать величины перемещения, режимы резания и другие параметры. Приборы активного контроля такого типа используют на станках с числовым программным управлением.
Для автоматического контроля и наладки используют приборы контактного и бесконтактного действия. В первом случае наконечник прибора вступает в контакт с измеряемым изделием и может быть причиной погрешностей. Чтобы исключить такую возможность, наконечники приборов активного контроля изготавливают из твердых сплавов и алмазов.
Измерение резьбы методом трех проволочек
Для измерения среднего диаметра резьбы часто пользуются методом трех проволочек. Диаметр определяют, накладывая проволочки одного размера на впадины резьбовых соединений. Параметры получившейся конструкции измеряют микрометром. На итоговые результаты вычислений сильно влияет погрешность профиля. Чтобы устранить ее, проволочки накладывают на профиль таким образом, чтобы они соединялись на том уровне, где ширина впадин будет равна ширине выступов.
Использование метода трех проволочек для измерения резьбы
При этом проволочки должны быть расположены таким образом:
- 1-я лежит на впадине с левой стороны;
- 2-я и 3-я на впадинах противоположной стороны.
Необходимо следить, чтобы во время измерения деталь не деформировалась, а проволочки не гнулись.
Размер всех трех проволочек, используемых для измерения среднего диаметра резьбы этим методом, выбирают по специальной таблице с учетом шага и угла профиля резьбы. Идеальным считают диаметр d = tg α /2c, где cs шаг, а α /2 угол профиля проверяемой резьбы.
Кроме среднего диаметра методом трех проволочек измеряют диаметр трапецеидальной резьбы.
Измерение шага резьбы
Для измерения шага резьбы используют штангенциркуль или линейку. Для этого определяют длину нескольких шагов и делят ее на количество шагов. Шаг внутренней и внешней резьбы определяют резьбомером. Каждая пластинка указывает на величину шага. При этом пластинки выбирают таким образом, чтобы зубья плотно входили в резьбу. Благодаря этому шаг совпадает с шагом на пластине.
Для измерения шага резьбы используют стандартные линейки с миллиметровыми и дюймовыми делениями и резьбомеры. Результаты вычисления шага линейкой неточные, так что главной задачей при замерах является нахождение количества витков, которые приходятся на единичный шаг резьбы. Допустим, если на 1 дюйм приходится 5 витков, шаг будет равен 1/5 дюйма. Чтобы было удобно, результаты в дюймах переводят в миллиметры.
Чтобы измерить шаг резьбы корректно, необходимо быть в курсе следующих хитростей:
- следует измерять не отдельные участки, а целую часть профиля детали;
- перед измерением необходимо подсчитать целое количество витков;
- шаг резьбы определяют после замера глубины и основных параметров резьбового соединения.
Итогом измерений будет усредненное значение шага. Погрешность в расчетах зависит от того, насколько правильно нарезана резьба на деталь.
Резьбомер предоставляет наиболее точные результаты измерений шага трубной и конической резьбы, поскольку он работает с самыми маленькими расстояниями. В конструкции предусмотрены пластины из сплавов железа. Каждая пластина имеет вырезы, равные профилю нарезки и ее шагу.
Для определения величины шага резьбомер прикладывают к детали. При этом необходимо следить, чтобы пластина была параллельна оси нарезки и совпадала по размеру с отверстием резьбы.
Измерение среднего диаметра резьбы
Для измерения среднего диаметра резьбы необходимо использовать резьбовой микрометр в комплекте с разными наконечниками (один с конусом, второй с вырезом). Предел измерения указывают обычно на самих средствах измерения. Так, маркировка М 3–5 обозначает, что комплект позволяет измерить резьбу с шагом 3; 3,5; 4; 4,5 и 5 мм.
Вставки к резьбовому микрометру
Для измерения среднего диаметра резьбы пользуются микрометром. Сменные наконечники инструмента вставляются в отверстие винта и позволяют добиться максимально точных измерений.
Если в качестве результата достаточно усредненных значений, вместо микрометра допускается использовать кронциркуль. По конструкции он представляет собой шариковые наконечники, размеры которых должны совпадать с типом и шагом резьбового соединения. Чтобы узнать средний диаметр, наконечники кронциркуля необходимо выставить по резьбовому калибру. Затем процедуру повторяют с боковыми сторонами детали. Для оценки результатов измерений используют резьбовые скобы. А точность диаметра проверяют, сравнивая полученную резьбу с шаблоном.
Для контроля среднего диаметра резьбы, состоящей максимум из двух витков, пользуются методом двух проволочек. Измерение производят следующим образом: на противоположные выступы и впадины резьбы накладывают проволоки, диаметр которых совпадает с одной из табличных единиц. При этом расстояние между концами проволочек демонстрирует средний диаметр детали. Для каждого из классов точности создаются отдельные проволоки, соответствующие ГОСТ 2475-88. При выведении конечных чисел берут во внимание возможную погрешность, потому что метод двух проволочек не позволяет добиться точных значений.
Еще один метод измерения среднего диаметра резьбы состоит в использовании микроскопа. Прибор прикладывают к боковой стороне профиля заготовки, а окуляры наводят на изображение профиля с каждой стороны, чтобы определить его размер. Значения, которые были получены в результате измерений, складывают и делят на количество сторон. Полученное среднее арифметическое — это и есть средний диаметр резьбового соединения.
Измерение наружного диаметра резьбы
Для измерения наружной резьбы используют микрометрические инструменты, основой конструкции которых служат микровинты. Контроль выполняют по такой схеме.
- Микровинты прикладывают к профилю резьбы. Положение инструмента корректируют, несколько раз вращая микрометр.
- Записывают величину профиля нарезки для одной стороны. Значение рассчитывают, ориентируясь на цену деления на шкале микровинтов.
- Микрометр прикладывают к противоположному концу профиля и вычисляют его размер.
- Результат измерения наружного диаметр резьбы узнают, отняв от результата первого вычисления результат второго.
Измерение внутреннего диаметра резьбы
Измерение внутренней резьбы производят кронциркулем. Инструмент устанавливают на шаблонную деталь по резьбовому калибру, а затем сравнивают с исходным внутренним диаметром резьбового соединения. Для получения точных значений кронциркуль необходимо расположить под углом к измеряемой оси.
Также для измерения внутреннего диаметра резьбы можно использовать приборы для цилиндрической резьбы. Это связано с тем, что внутренний диаметр обладает гладкой поверхностью и идеально подходит для формы наконечников, используемых в этих инструментах. Полученные результаты проверяют, используя калибры-пробки.
Измерение профиля резьбы
Для измерения профиля резьбы используют такой инструмент, как микроскоп, а контроль производят с помощью профилей. Процедура проводится в такой последовательности.
- Нормальным кольцом с резьбой измеряют внешний диаметр.
- На винт надевают кольцо, которое демонстрирует точность резьбы покачиванием.
- Диаметр координируют, пользуясь стандартной пробкой с резьбой. При этом ее выступающий гладкий конец одновременно служит инструментом для контроля диаметра резьбового отверстия.
Где купить инструменты для измерения резьбы?
Купить необходимые инструменты для измерения резьбы вы можете в интернет-магазине «Ринком». В наличии всегда есть:
- штангенциркули;
- щупы;
- микрометры;
- калибры.
Оформить заказ с доставкой по России вы можете прямо на сайте. Возможно изготовление измерительного инструмента по вашим чертежам. Размер партии изделий не ограничен. я
Как Определить Шаг Резьбы и Размер + Таблица (2021)
Измерение резьбомером
Точная идентификация резьбы на крепежной детали имеет решающее значение перед выбором и установкой правильных фитингов.
Как измерить резьбу:
- Использовать комбинированный штангенциркуль для измерения диаметра резьбы. Стоит взять во внимание, что резьба использованного фитинга может изнашиваться и искажаться, поэтому расчеты могут быть неточными.
- Применить резьбомер, чтобы определить количество резьб на дюйм. Для метрических соединений вычисляется расстояние между нитями. Для этого нужно поместить прибор на резьбу, пока он не будет плотно прилегать, а далее сопоставить свои измерения с диаграммой резьбы.
- Если порт расположен под углом, определить угол наклона с помощью угломера на уплотнительной поверхности. Осевая линия фитинга и калибра должна быть параллельной.
Используя комбинацию из трех инструментов, идентифицировать соединители легко. Применение штангенциркуля, резьбомера и угломера позволяет производить точные измерения большинства соединений.
Штангенциркуль используется для измерения диаметра наружной внутренней резьбы. При сопоставлении калибровочных измерений с диаграммами резьбы следует иметь в виду, что резьба на соединениях, которые были в эксплуатации, может быть изношена и искажена от использования. Это приводит к неточному сравнению с таблицами резьбы.
Для английских, британских и других европейских резьб измеритель шага обладает дюймовой шкалой. Однако для метрических деталей прибор будет определять расстояние между резьбами в миллиметрах.
Угломер используется путем его размещения на уплотнительной поверхности. Осевая линия фитингового конца и калибра должна быть параллельной. На английском языке система размеров резьбы и шаг (количество резьб на дюйм) задаются вместе с типом резьбы.
При использовании резьбомера его нужно выровнять по резьбе и убедиться, что он плотно прилегает к ней. Сопоставить измерение с резьбой, затем вычислить диаметр с помощью штангенциркуля.
Определение шага резьбы гайки:

Для измерения шага внутренней резьбы лучший способ – подобрать ответный болт, который бы свободно ввинчивался в резьбовое отверстие, а затем произвести расчет по нему. Если подходящих винтов нет, то можно воспользоваться старым проверенным дедовским методом. Для этого потребуется листок бумаги и линейка.
Оторвите небольшую полоску бумаги и поместите ее в гайку. Прижмите пальцем бумагу к резьбе, так чтобы на ней остался отпечаток резьбовой поверхности. Для лучшей видимости можно провести по граням витков мазутом или маркером. Приложив к отпечатку линейку, измерьте расстояние L между крайними рисками и посчитайте количество рисок n на этом участке за минусом первой (нулевой). Выполните вычисления по формуле P = L/(n-1).
Например, оттиск дал 6 четких рисок на отрезке в 10 мм.
P = L/(n-1) = 10 мм / (6-1) витков = 2 мм
Вместо бумаги получить оттиск можно на ребре спички или карандаша. Зная внутренний диаметр гайки (в нашем случае 14 мм) и расчетную величину шага, сопоставим полученные данные с таблицей. Находим в резьбовом ряду значение М14 и искомый шаг 2.0 мм (основной). Условное обозначение гайки: М14х2.0.
Измерение шага резьбы без резьбомера
Для метрических крепежных деталей шаг резьбы используется вместо дюймового показателя TPI. Расстояние также измеряется в миллиметрах.
Чтобы определить шаг резьбы, применяется штангенциркуль, с помощью которого вычисляется расстояние от вершины одной резьбы до следующей. Для этого используется формула М2 х 4 х 5 мм, где М2 относится к диаметру болта (в миллиметрах), т. е. 4 является шагом резьбы в миллиметрах, что означает, что он равняется 4 мм между каждым пиком резьбы, а 5М — это длина болта.
Шаг резьбы используется для измерения резьбы болта или гайки, чтобы убедиться в возможности их соединения. Если резьба болта и гайки отличается, они либо не захватывают, либо стирают резьбу, что приводит к непригодному соединению.
Мелкие резьбовые крепления имеют более плотную спиральную структуру и обычно менее выражены. Грубое резьбовое соединение имеет более крупные и глубокие резьбы. Это означает, что если резьба слегка повреждена, она все еще может работать. Большинство стандартных метрических крепежных деталей имеют тонкую и грубую резьбу. Идентифицировать каждый из них можно с помощью или шага резьбы.
В США и Великобритании крепежные детали обычно имеют резьбу с показателями от ¼ до 20 дюймов и ¼ до 28 дюймов. Чтобы определить, какая из этих нитей грубая, а какая — тонкая, просто нужно взять число TPI (20 и 28) и сравнить их.
Не стоит забывать, что грубая нить означает, что резьба больше, поэтому меньше будет в состоянии поместиться в пределах дюйма. Поэтому 20 означает, что это грубая нить, а 28 — тонкая нить. TPI и шаг резьбы будут меняться в зависимости от диаметра крепежной детали, поэтому не всегда значение будет равно 20 и 28.
Для метрических крепежных деталей аналогичные параметры будут представлены в виде M8 x 1.25 или M8 x 1. Для шага резьбы расстояние между двумя точками — это второе число, означающее, что чем больше число, тем меньше нитей. Отсюда следует, что M8 x 1.25 — это грубая резьба, а M8 x 1 — тонкая.
Понятие шага резьбы (с фото)
По сути, это дистанция между соседними нитками (одноименными боковыми сторонами) крепежа. Она очень наглядно показана на рисунке ниже:
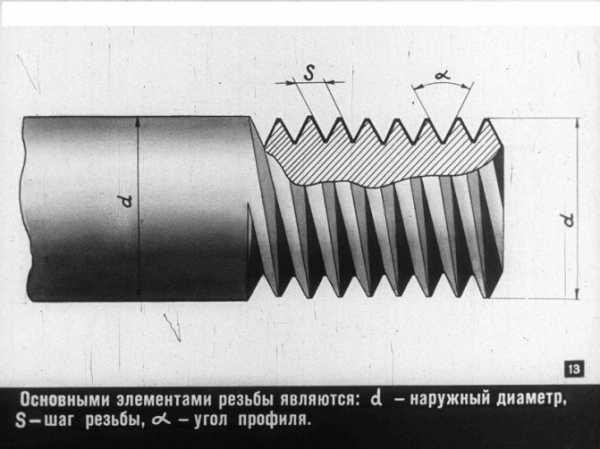
Как мы уже выяснили, данный параметр в значительной степени влияет на качество соединения (которое одно из самых популярных и применяемых для всевозможных деталей). Поэтому просто необходимо находить его с достаточной точностью для каждого конкретного случая. Приблизительный результат можно выяснить при помощи метра или линейки. Чтобы получить максимально приближенные к фактическим результатам, следует судить не по одному витку, а просмотреть 10-20, по всей поверхности стержня. Значения лучше записывать в миллиметрах – при переводе в дюймы легче потерять несколько знаков после запятой.
Измерение резьбы штангенциркулем
В первую очередь нужно определить, сужаются ли резьбы. Для этого следует поместить точки штангенциркуля по обе стороны от предмета, который необходимо измерить. Выровнять его снаружи нитей на нижнем конце, вдали от головки. Так определяется ширина.
Далее требуется сдвинуть острие так, чтобы оно касалось нитей. Измерение должно появиться на экране, если прибор оснащен дисплеем. В противном случае нужно будет руководствоваться номерами на скользящей части. Затем следует сделать то же самое на резьбовой области рядом с головкой крепежной детали. Если число больше у изголовья, то это коническая нить.
С помощью штангенциркуля также можно измерить диаметр. Если резьба коническая, измеряют на 4-м или 5-м витке вниз от головки, т. е. в середине резьбовой области. Если она не сужается, то можно измерять в любом месте вдоль резьбы. При использовании штангенциркуля можно заметить, что есть несколько мест, где рычаги не сходятся вплотную друг к другу, иногда вдоль края линейки. Не нужно помещать то, что необходимо измерить, в эти промежутки.
Поместить числа следует в стандартное измерение. Как только значение шага получено, можно измерить длину болта или винта из-под головки и поместить все цифры в стандартное измерение. В нем будет диаметр, затем шаг резьбы и длина. Если метрический винт имеет диаметр 4 миллиметра, шаг резьбы 0,4 мм и длину 8 мм, то расчет будет M4 х 0.4 х 8M. Для американского винта это может быть 1/4 дюйма в диаметре, 20 TPI и 1 дюйм длина. Формула будет следующей: 1/4 дюйма х 20 х 1 дюйм.

Определения шага резьбы болта:
Приложите линейку в резьбовой части болта. Если ее миллиметровые деления совпадают с вершинами нитей, то у вас без сомнения шаг 1 мм. Если нет, то посчитайте количество витков n на определенном отрезке длины L. Первую нитку в расчет не берите, так как от нее происходит отсчет, и она является нулевой.
| Количество витков на 2 см | Шаг резьбы, мм |
| 9 | 2,5 |
| 11 | 2,0 |
| 12 | 1,75 |
| 14 | 1,5 |
| 17 | 1,25 |
| 21 | 1,0 |
| 26 | 0,8 |
| 29 | 0,7 |
Длину взятого отрезка в миллиметрах разделите на количество витков и получите шаг P.
Например:
P= L/(n-1) = 20 мм / (17-1) витков = 1.25 мм
При этом важно учесть, что чем больший резьбовой участок вы возьмете для проведения измерений, тем меньше будет погрешность. Более точный результат можно получить при помощи штангенциркуля, совместив крайние вершины нитей с острием губок инструмента.
Измерение заклепок
Заклепки — это своеобразные крепежные детали, состоящие из двух частей: шляпки и оправки. Шляпка — это короткая сторона, которую нужно измерить для ее длины и диаметра. Оправка — это длинный тонкий конец, который отрывается от заклепки во время процесса установки.
Прежде всего, нужно поместить шляпку в круглые отверстия на специальном калибре заклепки. Отверстия имеют различные диаметры, в которые входят заклепки. Когда они вставлены в отверстие, шляпка должна плотно прилегать.
Если остается зазор, то размер слишком большой для данной заклепки. В обратной ситуации оно слишком мало. Методом подбора нужно определить, какой размер наиболее точно отображает параметры крепежного элемента.
Далее требуется измерить длину заклепки. Для этого нужно приложить шляпку в открытые верхние области. Следует убедиться, что шайба или фланец заклепки хорошо прижаты.

Как измерять гайку
Большинство гаек имеют метрическую резьбу. Для измерения показателя диаметра резьбы потребуется чуть больше действий, чем в остальных случаях. По возможности рекомендуется проверять размер не самой гайки, а болта или винта, используемого для нее. Так можно добиться более точного результата.
Значение, которое получилось после измерения внутренней резьбы, является показателем внутреннего диаметра dвн.
Для того, чтобы точно определить диаметр метрической резьбы метиза, потребуется узнать соответствие dвн наружному диаметру используемого болта. Это производится с помощью специальной таблицы.

Точность контролируется за счет применения определенных калибров “проход-непроход”. Одна часть должна хорошо соединяться с гайкой, вторая часть наоборот, не должна.
Гайки отличаются по своему виду, и его легко определить при детальном осмотре. Чтобы узнать стандарт крепежного элемента, может потребоваться измерение высоты метиза, поскольку встречаются высокие, низкие, особо высокие и другие варианты.
Также для классификации шестигранных гаек используются габариты “под ключ”. Это объясняется тем, что метизы также различаются своими видами.
Для точного измерения шага резьбы допускается применение способа, рассматриваемого в случае с болтом. Понадобится резьбомер или придется посчитать количество витков на необходимом промежутке.
Определение размеров дюймовых гаек
Чтобы проверить размеры резьбы дюймовой гайки, необходимо рассмотреть резьбу болта или другого метиза, используемого с ней. Если подходящего нет под рукой, но есть информация о наличии дюймовой резьбы, то воспользуйтесь соответствующим резьбомером. При этом не забывайте разделять полученное значение на 25,4 мм.
Полезная таблица — диаметр резьбы и шаг. — Bezhelme.ru
Многие из вас сталкивались с нарезанием внутренней резьбы с помощью метчика и у многих возникал вопрос — какого диаметра должно быть сверло под резьбу, к примеру М8 или М10. Ведь при нарезке резьбы первоначальной задачей становится сверление отверстия подходящего диаметра, чтобы метчик резал металл не слишком туго и в то же время не болтался. Поэтому расскажу, как можно самому высчитать правильный диаметр сверла под любую метрическую резьбу.
На самом деле все просто, как вы знаете, параметров резьбы всего 2: это диаметр и шаг. Еще можно заметить(для тех кто не знает), что резьба бывает стандартная(со стандартным шагом) и любая другая. К примеру, стандартная резьба для 10 мм — это 1.5мм, то есть М10*1.5. Но ведь встречается довольно часто резьба 10*1.25 и 10*1. Буква М на резьбе означает, что резьба метрическая. А бывает еще трубная(читать про трубные плашки). Ну а в этой статье мы разберем все нюансы нарезания метрической резьбы и конечно же узнаем, как вычислить диаметр сверла под резьбу.
Значит, как я уже говорил, в основу расчетов берем диаметр и шаг. Просто вычитаем из диаметра шаг резьбы и полученная цифра будет диаметром требуемого сверла. Давайте посчитаем диаметр сверла под резьбу М8(стандартная).
8 минус 1.25(стандартный шаг) получаем 6.75 мм — именно такое сверло нужно, чтобы нарезать резьбу М8. А например, резьба 8*1 — сверло получится диаметром 7 мм. Надеюсь, все понятно. Также предоставлю вам нужную табличку стандартных резьб(то есть вы сможете узнать, какой шаг стандартный у определенного диаметра) и диаметр сверл для них.
Таблица стандартной резьбы и диаметр сверла для них.
| диаметр резьбы | шаг резьбы | сверло под резьбу |
| М2 | 0.45 | 1.5 мм |
| М3 | 0.5 | 2.5 мм |
| М4 | 0.7 | 3.3 мм |
| М5 | 0.8 | 4.2 мм |
| М6 | 1 | 5 мм |
| М7 | 1 | 6 мм |
| М8 | 1.25 | 6.7-6.8 |
| М9 | 1.25 | 7.7-7.8 |
| М10 | 1.5 | 8.5 |
| М11 | 1.5 | 9.5 |
| М12 | 1.75 | 10.2-10.3 |
| М14 | 2 | 12 мм |
| М16 | 2 | 14 мм |
| М18 | 2.5 | 15.5 |
| М20 | 2.5 | 17.5 |
| М22 | 2.5 | 19.5 |
| М24 | 3 | 21 |
| М27 | 3 | 24 мм |
| М30 | 3.5 | 26.5 |
| М33 | 3.5 | 29.5 |
| М36 | 4 | 32 мм |
Помимо стандартной резьбы встречаются шаги 0.75(для мелких резьб до М10), 1 мм, 1.25 мм, 2 мм(у крупных метчиков и плашек).
Надеюсь, данная статья помогла вам самостоятельно рассчитать требуемый диаметр сверла под нарезаемую резьбу. Кстати, резьбу нарезайте не «на сухую», а подливайте машинного или бытового масла. Это снизит нагрузку на метчик-плашку, да и резать так гораздо легче.
Контроль и измерение резьбы
Для контроля элементов резьбы — шага, диаметров, формы профиля — применяются универсальные и специальные инструменты. Выбор того или иного инструмента зависит от типа резьбы и главным образом от ее точности. В первую очередь контролируются шаг, средний диаметр и форма профиля и затем уже наружный и внутренний диаметры.
Измерение шага резьбы. Измерительной линейкой или штангенциркулем определяют длину нескольких шагов резьбы и полученный результат делят на количество шагов.
Шаг как наружной, так и внутренней резьбы можно определить при помощи резьбомера. На каждой пластинке резьбомера указана величина шага резьбы. Подбирают пластинку таким образом, чтобы ее зубцы плотно, без зазора вошли во впадины измеряемой резьбы. Тогда шаг резьбы будет равен шагу, указанному на пластинке.
Измерение среднего диаметра резьбы. Точно измерить средний диаметр резьбы можно с помощью резьбового микрометра. Для измерения резьб различных размеров пользуются комплектами наконечников (один с вырезом второй с конусом) соответствующего размера. Предел использования данного комплекта указан на наконечниках. Так, например, клеймо М 3—4,5 показывает, что данным комплектом можно измерять метрические резьбы с шагом 3; 3,5; 4; 4,5 мм.
У микрометров с пределом измерений 0—25 мм нулевые деления на барабане и стебле микрометра совпадают при плотном прилегании наконечников друг к другу. У микрометров с пределом измерения 25—50 мм совпадение делений должно быть тогда, когда между наконечниками вставлен эталон А.
Проверка профиля резьбы. Форма профиля резьбы проверяется шаблоном. В случае необходимости в очень точном контроле приме няотся специальные микроскопы. Проверка нормальными резьбовыми калибрами. Неответственные резьбы удобно и просто контролировать с помощью калибров. Нормальным резьбовым кольцом проверяют наружный диаметр резьбы. Кольцо навинчивается на винт, и о точности резьбы судят по покачиванию кольца. Внутренний диаметр резьбы проверяют нормальной резьбовой пробкой. Гладкий конец нормального калибра служит для проверки диаметра отверстия под резьбу.
Проверка предельными резьбовыми калибрами. Точные резьбы контролируют с помощью предельных резьбовых калибров. Внутренняя резьба проверяется с помощью резьбового калибра-пробки. Проходной конец калибра должен полностью входить в резьбовое отверстие по всей его длине. Непроходной конец имеет 2—3 витка неполного профиля и не должен ввинчиваться в проверяемое отверстие.
Наружная резьба проверяется проходными резьбовыми кольцами, которые должны полностью навинчиваться на винт и зажиматься непроходной регулируемой скобой для проверки среднего диаметра. В массовом производстве для проверки наружной резьбы пользуются предельными резьбовыми скобами с двумя парами роликов.
Автоматизация работ при нарезании резьбы на токарном станке
При скоростном нарезании резьбы и нарезании резьбы в упор трудно вручную управлять процессом отвода резца от детали. Для этой цели применяется ряд приспособлений, облегчающих труд токаря и повышающих производительность.
Для автоматического отвода резца при нарезании резьбы без проточенной канавки, а также резьбы в упор применяется приспособление. Оно состоит из закрепляемого в резцедержателе станка корпуса внутри которого перемещается ползун. В передней части ползуна имеется отверстие, в котором при помощи винта закрепляется резьбовой резец круглого сечения. Ползун снабжен прямоугольным окном, где помещается сухарь, запрессованный в корпус.
В рабочем положении ползун удерживается фиксатором. Фиксатор установлен на качающемся рычаге и поджимается к ползуну пружиной.
Приспособление работает следующим образом: в конце прохода ролик, укрепленный на рычаге, наталкивается на упор, установленный на станине. При этом рычаг поворачивается, и фиксатор освобождает ползун. Ползун под действием пружины мгновенно отводится вправо до упора в резиновую шайбу, прикрепленную к сухарю.
Токарь отводит суппорт в исходное положение, а затем, поворачивая рукоятку вокруг оси, подает ползун вперед до тех пор, пока фиксатор не зайдет в отверстие.
Ролик сидит на эксцентричной втулке, соединенной храповым механизмом с рукояткой. При каждом новом проходе совершается поворот ролика на определенный угол, меняется момент касания ролика с упором и происходит опережение отвода резца. Это позволяет нарезать резьбу в упор.
Приспособление для быстрого отвода резца состоит из корпуса, в котором ходит скалка, снабженная прорезью для прохода стержня. В передней части скалки закреплен резьбовой резец; сбоку прикреплен сухарь.
Пружина стремится оттянуть скалку с резцом в заднее положение. Этому препятствует сухарь, который при рабочем ходе упирается в цилиндрическую часть стержня. Стержень при этом смещен в крайнее левое положение пружиной. В конце хода стержень наталкивается на переставной упор и отводится вправо. Сухарь становится против лыски на стержне, и резец отходит от детали. Возврат всех деталей в исходное положение выполняется при помощи рукоятки и эксцентрика.
ПОХОЖИЕ СТАТЬИ:
Какие у резьбы основные параметры (характеристики), что надо замерять чтобы определить какая резьба?
Любое резьбовое соединение образуется двумя элементами, один из которых имеет внутреннюю, а второй — наружную резьбу, например, болт и гайка, винт и монтажное отверстие в соединяемых деталях и т. д. Чтобы получить плотное и качественное соединение, геометрические параметры внутренней и наружной нарезки должны точно совпадать.
К основным таким параметрам относятся:
- внутренний и наружный диаметр;
- глубина;
- шаг резьбы.
При подборе крепежа для выполнения монтажных работ часто возникает вопрос, как измерить резьбу. Измерение диаметра и глубины нарезки обычно не представляет сложности. Более сложной задачей будет измерить шаг резьбы, а неправильный подбор деталей по этому параметру либо вообще не позволит закрутить их, либо значительно ухудшит качество соединения, сделав его фактически непригодным к эксплуатации.
Измерение резьбомером
Оптимальным вариантом, как правильно измерить резьбу, будет использование резьбомера. Это специальный инструмент для проведения измерения шага нарезки. Резьбомер представляет собой корпус, к которому крепятся щупы в виде тонких пластин с гребенкой. Форма гребенки точно соответствует стандартной резьбе с определенным шагом.
Различают следующие виды резьбомеров:
- Метрические. Позволяют измерить шаг резьбы болта, гайки или другой детали с метрической нарезкой диаметром от 1 до 600 мм. Инструмент имеет до 20 измерительных пластин и позволяет определять шаг резьбы от 0,4 мм до 7 мм. Обозначается маркировкой «М60» на корпусе.
- Дюймовые. Применяется, чтобы измерить дюймовую резьбу, которую обычно нарезают на трубах и деталях трубопроводов, а также иногда используют на крепежных элементах. Шаг дюймовой резьбы определяется по количеству нитей на один дюйм длины резьбовой части детали. Резьбомер комплектуется 17 измерительными пластинами с количеством витков от 4 до 28. Для маркировки инструмента применяется маркировка «Д55».
- Универсальные. Комплектуются измерительными пластинами для метрической и дюймовой нарезки. Такие резьбомеры широко применяются в мастерских, где приходится одновременно работать с деталями как с метрической, так и с дюймовой резьбой.
Перед определением шага нужно измерить диаметр резьбы штангенциркулем. Это необходимо потому, что диапазон шагов может зависеть от диаметра.
Процесс измерения шага при помощи резьбомера предельно прост. К измеряемой резьбе прикладывают визуально подходящие пластины резьбомера. Методом подбора выбирается пластина, гребенка которой будет точно соответствовать измеряемой резьбе. Ее шаг будет соответствовать стандартному значению, указанному на маркировке измерительной пластины.
Проще всего таким способом измерить наружную резьбу. Если нужно определить шаг внутренней резьбы, то место измерение необходимо подсвечивать, чтобы точно определить плотное прилегание гребенки пластины резьбомера.
При измерении шага метрической резьбы искомый параметр получаем в миллиметрах. Если необходимо измерить шаг дюймовой резьбы, то его значение получаем в количестве витков на дюйм.
Измерение шага резьбы без резьбомера
Детали с наружной нарезкой
Часто необходимость определения шага резьбы возникает эпизодически, на один раз. И, конечно, в такой ситуации под рукой не оказывается резьбомера, а покупать его для разовых измерений не имеет смысла. Полезным будет узнать, как измерить шаг резьбы линейкой или штангенциркулем. Эти измерительные инструменты позволяют достаточно легко определить нужный параметр.
Проще всего измерить резьбу болта или другой детали с наружной нарезкой. При измерении метрической резьбы рекомендуется в первую очередь приложить линейку к детали с резьбой и постараться совместить миллиметровые деления ее шкалы с вершинами гребней резьбового профиля. Если они совпадают, значит, шаг составляет 1 мм. В противном случае придется провести несколько более сложные измерения.
Для определения шага резьбы нужно посчитать количество витков на участке стержня определенной длины, например, 10 мм или 20 мм. Для получения более точного результата рекомендуется проводить замеры на участке 20 мм. Необходимую длину отмеряют, приложив к стержню болта линейку, или при помощи штангенциркуля. Более точно будет измерить шаг резьбы болта штангенциркулем. На отмеренном участке подсчитывают количество витков. После этого длину участка необходимо разделить на полученное количество витков за минусом одного витка. В результате получаем значение шага резьбы.
При определении шага дюймовой нарезки необходимо отмерить длину стержня равную одному дюйму (25,4 мм). Для точности замера лучше использовать линейку или штангенциркуль с дюймовой шкалой. Количество витков на этом участке и будет шагом резьбы. Если длина резьбового участка меньше одного дюйма, то определить число витков нужно на участке в полдюйма (12,7 мм), после чего полученный результат умножить на 2.
Детали с внутренней нарезкой
Существует два способа, как измерить резьбу гайки или другой детали с внутренней нарезкой без резьбомера. Первый способ предусматривает подбор точно подходящего ответного болта с последующим измерением шага его резьбы. Если подобрать ответный болт не получается, то нужно воспользоваться полоской бумаги (это и есть способ № 2).
Ее следует прижать к резьбе так, чтобы на бумаге остался отпечаток профиля. Улучшить видимость рисок можно, проведя по граням маркером. После этого на бумаге нужно отметить линейкой расстояние между крайними рисками и посчитать количество витков. Затем полученное расстояние делят на количество витков минус один виток. Вместо бумаги для измерений по этому способу можно использовать карандаш, спичку или другое изделие из мягкой древесины подходящего размера, которое прижимают к резьбе.
Определение шага резьбы по диаметру
Определить шаг резьбы можно по стандартным таблицам. Предварительно нужно измерить диаметр резьбы болта или гайки. Для этого нужно воспользоваться штангенциркулем, который позволяет с высокой точностью определить размер.
Точность замера должна составлять десятые доли миллиметра. После этого, используя полученное значение, можно найти в таблице соответствующий диаметру шаг резьбы.
Таблица резьб с наружным диаметром от 9,3 мм до 63,4 мм
Как определить диаметр метчика #1 - Инструменты для металлообработки
Я так понимаю, что не полнопрофильный метчик нарезает трапециидальную резьбу!?
Не факт.
В общем и целом:
По конструкции режущей части комплектные метчики бывают целиндрические и конические.
У цилиндрических чистовой имеет полный профиль резьбы, заборная часть 1.5-2 ниток, черновой меньше номинала (на 0.6 глубины нарезки и меньше), заборная часть 4-7 ниток. Рекомендуется для глухих отверстий.
У конических у всех метчиков комплета резьба полног профиля и номинального диаметра, а длинна заборной части отличается. От 1.5-2 ниток у чистового до мах у чернового.Рекомендуется для сквозных отверстий.
В реальной жизни каждый производитель волен делать как считает нужным.
Как правило на небольшие диаметры в комплектах из 2 штук
№1 - имеет заход на 6-8 ниток и полный профиль дающий при проходе резьбу по 8К или 8Js
№2 - заход 2.5 ниток и полный профиль при проходе о 7Н или 7G
Можно ли ее использовать вместо трапециидальной или упорной резьбы?
Можно многое. Весь вопрос в целесообразности.
В частности в данном случае: насколько целесообразно делать гайку с непонятным (хоть и расчетным) профилем потом индивидуально к ней подгонять винт, и в последствии, при необходимости ремонта или замены, маятся с повторением сего действа.
Трапецидальная резьба имеет не только зуб трапецию, но и канавку. К тому же профиль у стандартной однозаходной трапецидальной резьбы по ГОСТ9484-73 имеет угол 30 град.
Т.е. Вы сперва берете прошлифованный по вершинам до высоты профиля H метчик, и режете им резьбу с недорезаннойвпадиной. Затем подбираете сверло под геометрически расчитанный вами профиль и им или резцом убираете вершины профиля (увеличиваете внутренний диаметр).
Потом кастрации подвергается резьбовой резец. У которого стачивается конец. Пардон, - сошлифовывается вершина точно до расчетного профиля. Режете винт этим резцом подгоняя примерками его по гайке.
Оно вам надо?
ИМХО для замены простой метрической резьбы с углом профиля 60град таким творчеством, должна быть весьма весомая мотивация.
Изменено пользователем BDSКак измерить резьбу без калибра
Для измерения резьбы нам нужны два данных: ØD диаметр измеряемого отверстия или вала и шаг P измеряемой резьбы. Диаметр измеряемой резьбы лучше всего измерять штангенциркулем, а шаг резьбы проще всего измерять с помощью шаблона резьбы. Однако часто бывает так, что такой выкройки у нас нет и необходимость измерить нить срочная и не может дождаться выкройки или носит эпизодический характер. В этом случае мы можем использовать штангенциркуль.
1.Измерение диаметра резьбы
Показанные размеры относятся к крупной метрической резьбе M10.
Показания штангенциркуля преувеличены для лучшей визуализации.
Наружный диаметр
Измерение лучше производить штангенциркулем, показание желательно с точностью до 0,1 мм - обычно этого достаточно. Губками штангенциркуля измеряем наибольший диаметр на валу (вал вместе с резьбой). Для резьбы М10 мы должны получить размер ØD = 9,85 мм (если болт не поврежден, подойдет примерно такой диаметр).Но имейте в виду, что большинство резьбовых изделий производится массово, а щелевая резьба получается путем прокатки, что приводит к меньшей точности резьбы.
Если у нас нет каталога резьбы, мы можем рассчитать размер измеряемой резьбы.
Для метрической наружной резьбы можно принять диаметр резьбы D минус ее шаг P*0,1, т.е. для М10
Диаметр резьбы = D- (P * 0,1)
Диаметр резьбы = 10- (1,5 * 0,1) = 10-0,15 = 9,85 мм
Внутренний диаметр
Измеряем внутренний диаметр внутренними губками.Это немного сложнее, так как внутренние челюсти короче. С внутренней резьбой М10 мы должны получить размер D = 8,50 мм
Для внутреннего диаметра расчет резьбы аналогичен предыдущему.
Для метрических внутренних резьб можно принять, что диаметр резьбы D минус шаг резьбы Р, т.е. для М10
Диаметр резьбы = D-P
Диаметр резьбы = 10-1,5 = 8,5 мм
2. Измерение шага резьбы
Шаг резьбы лучше всего измерять с помощью внешних кулачков.Поместите неподвижную губку на кончик резьбы, а подвижную губку — на ближайшую к ней вершину резьбы.
Размер резьбы преувеличен для наглядности.
Таблица метрических крупных резьб.
Список рекомендуемых диаметров отверстий и валов для получения резьбы с допуском: для отверстий: ISO2 6H и для валов: 6g
| М | Ход P [мм] |
|
|
| М 1 | 0,25 | 0,75 | 0,96 |
| М 1.1 | 0,25 | 0,85 | 1,05 |
| М 1,2 | 0,25 | 0,95 | 1,15 |
| М 1,4 | 0,3 | 1,1 | 1,35 |
| М 1,6 | 0,35 | 1125 | 1,55 |
| М 1,8 | 0,35 | 1,45 | 1,75 |
| М 2 | 0,4 | 1,6 | 1,95 |
| М 2,2 | 0,45 | 1,75 | 2,15 |
| M 2,5 | 0,45 | 2,05 | 2,42 |
| М 3 | 0,5 | 2,5 | 2,92 |
| М 3,5 | 0,6 | 2,9 | 3,41 |
| М 4 | 0,7 | 3,3 | 3,9 |
| М 4,5 | 0,75 | 3,7 | 4,4 |
| М 5 | 0,8 | 4,2 | 4,9 |
| М 6 | 1 | 5 | 5,88 |
| М 7 | 1 | 6 | 6,88 |
| М 8 | 1,25 | 6,8 | 7,86 |
| М 9 | 1,25 | 7,8 | 8,86 |
| М 10 | 1,5 | 8,5 | 9,85 |
| М 11 | 1,5 | 9,5 | 10,85 |
| М 12 | 1,75 | 10,2 | 11,83 |
| М 14 | 2 | 12 | 13,82 |
| М 16 | 2 | 14 | 15,82 |
| М 18 | 2,5 | 15,5 | 17,79 |
| М 20 | 2,5 | 17,5 | 19,79 |
| М 22 | 2,5 | 19,5 | 21,79 |
| М 24 | 3 | 21 | 23,76 |
| М 27 | 3 | 24 | 26,76 |
| М 30 | 3,5 | 26,5 | 29,73 |
| М 33 | 3,5 | 29,5 | 32,73 |
| М 36 | 4 | 32 | 35,7 |
| М 39 | 4 | 35 | 38,7 |
| М 42 | 4,5 | 37,5 | 41,68 |
| М 45 | 4,5 | 40,5 | 44,68 |
| М 48 | 5 | 43 | 47,66 |
| М 52 | 5 | 47 | 51,66 |
| М 56 | 5,5 | 50,5 | 55,65 |
| М 60 | 5,5 | 54,5 | 59,65 |
| М 64 | 6 | 58 | 63,62 |
| М 68 | 6 | 62 | 67,62 |
Как измерить резьбу без манометра Последнее изменение: 14 января 2020 г., автор Tomek
.Как измерить резьбу? Практические советы 9000 1
Если вы не знаете, как измерить нить и сделать это правильно, читайте дальше. Измерение резьбы является важной частью правильного распознавания резьбы, если вы не уверены, что у вас есть.
Измерение самой резьбы — довольно простая операция, и мы должны измерить 2 измерения: внутренний или внешний диаметр резьбы и шаг резьбы. Затем полученные значения следует сравнить с таблицей потоков.
Мы обсудим измерение резьбы на примере болта с крупной метрической резьбой M12.
-
Измерение диаметра резьбы
Для этого измерения лучше всего использовать штангенциркуль (не важно, нониусный или электронный, точности до ±0,05 мм вполне достаточно). Чаще всего измеренное среднее может отклоняться от номинального значения даже на 0,1-0,4 мм).
Измеренный диаметр Fi 11,77 мм
-
Измерить шаг резьбы
Шаг резьбы может быть выполнен 2-мя способами, с рисунком резьбы или штангенциркулем.
Шаблон резьбы имеет клапаны шаблона с шаблоном шага резьбы.
В первую очередь мы проверяем лопасти с метрической резьбой, потому что они более популярны в Европе. Подгоняем шаг резьбы шаблона и измеряемой резьбы так, чтобы они совпадали и считываем значение шага с шаблона.
В нашем случае лезвие с рисунком 1,75 лучше всего подходит к винту.
Результат считывания P-1,75 мм.
-
Считать измеряемую резьбу
Обобщая информацию о том, как измерить резьбу - из таблицы читаем резьбу у нас по измеренному диаметру, а затем корректируем шаг резьбы.
Из примера читаем диаметр вала 11,77 мм и шаг Р-1,75 мм. Из таблицы ниже видно, что у нас резьба M12.
В таблице ниже перечислены наиболее распространенные размеры резьбы, такие как метрическая обычная M, метрическая мелкая MF с углом резьбы 60° (используется в винтах, машинных соединениях и т. д.) и G-трубчатая, используемая в гидравлических соединениях с углом резьбы 55°.
Таблица резьб M, MF, G
| Метрическая резьба M ISO DIN-13 | |||
| Размер резьбы | Резьба P [мм] | Диаметр отверстия [мм] | Диаметр вала [мм] |
| М 1 | 0,25 | 0,75 | 0,96 |
| М 1.1 | 0,25 | 0,85 | 1,05 |
| М 1,2 | 0,25 | 0,95 | 1,15 |
| М 1,4 | 0,3 | 1,1 | 1,35 |
| М 1,6 | 0,35 | 1,25 | 1,55 |
| М 1,8 | 0,35 | 1,45 | 1,75 |
| М 2 | 0,4 | 1,6 | 1,95 |
| М 2.2 | 0,45 | 1,75 | 2,15 |
| M 2,5 | 0,45 | 2,05 | 2,42 |
| М 3 | 0,5 | 2,5 | 2,92 |
| М 3,5 | 0,6 | 2,9 | 3,41 |
| М 4 | 0,7 | 3,3 | 3,9 |
| M 4,5 | 0,75 | 3,8 | 4,4 |
| М 5 | 0,8 | 4,2 | 4,9 |
| М 6 | 1 | 5 | 5,88 |
| М 7 | 1 | 6 | 6,88 |
| М 8 | 1,25 | 6,8 | 7,86 |
| М 9 | 1,25 | 7,8 | 8,86 |
| М 10 | 1,5 | 8,5 | 9,85 |
| М 11 | 1,5 | 9,5 | 10,85 |
| М 12 | 1,75 | 10,2 | 11,83 |
| М 14 | 2 | 12 | 13,82 |
| М 16 | 2 | 14 | 15,82 |
| М 18 | 2,5 | 15,5 | 17,79 |
| M20 | 2,5 | 17,5 | 19,79 |
| M22 | 2,5 | 19,5 | 21,79 |
| M24 | 3 | 21 | 23,76 |
| M27 | 3 | 24 | 26,76 |
| М30 | 3,5 | 26,5 | 29,73 |
| М33 | 3,5 | 29,5 | 32,73 |
| М36 | 4 | 32 | 35,7 |
| М39 | 4 | 35 | 38,7 |
| M42 | 4,5 | 37,5 | 41,68 |
| М45 | 4,5 | 40,5 | 44,68 |
| М48 | 5 | 43 | 47,66 |
| М52 | 5 | 47 | 51,66 |
| М56 | 5,5 | 50,5 | 55,65 |
| М60 | 5,5 | 54,5 | 59,65 |
| М64 | 6 | 58 | 63,62 |
| М68 | 6 | 62 | 67,62 |
MF Мелкая резьба ISO Метрическая резьба DIN-13 | |||
| M 3 × 0,35 | 0,35 | 2,65 | 3,43 |
| M 4 × 0,5 | 0,5 | 3,5 | 3,92 |
| M 4,5 × 0,5 | 0,5 | 4 | 4,43 |
| M 5 × 0,5 | 0,5 | 4,5 | 4,92 |
| M 5 × 0,75 | 0,75 | 4,25 | 4,91 |
| M 5,5 × 0,5 | 0,5 | 5 | 5,43 |
| M 6 × 0,5 | 0,5 | 5,5 | 5,95 |
| M 6 × 0,75 | 0,75 | 5,2 | 5,9 |
| M 7 × 0,75 | 0,75 | 6,2 | 6,9 |
| M 8 × 0,75 | 0,75 | 7,2 | 7,9 |
| M 8 × 1 | 1 | 7 | 7,88 |
| M 9 × 075 | 0,75 | 8,2 | 8,9 |
| M 9 × 1 | 1 | 8 | 8,88 |
| M 10 × 0,75 | 0,75 | 9,2 | 9,9 |
| M 10 × 1 | 1 | 9 | 9.88 |
| M 10 × 1,25 | 1,25 | 8,8 | 9,86 |
| M 11 × 0,75 | 0,75 | 10,2 | 10,91 |
| M 11 × 1 | 1 | 10 | 10,88 |
| M 12 × 1 | 1 | 11 | 11,88 |
| M 12 × 1,25 | 1,25 | 10,8 | 11,86 |
| M 12 × 1,5 | 1,5 | 10,5 | 11.85 |
| M 14 × 1 | 1 | 13 | 13,88 |
| M 14 × 1,25 | 1,25 | 12,8 | 13,85 |
| M 14 × 1,5 | 1,5 | 12,5 | 13,85 |
| M 15 × 1 | 1 | 14 | 14,85 |
| M 15 × 1,5 | 1,5 | 13,5 | 14,85 |
| M 16 × 1 | 1 | 15 | 15,88 |
| M 16 × 1,25 | 1,25 | 14,75 | 15,86 |
| M 16 × 1,5 | 1,5 | 14,5 | 15,85 |
| M 17 × 1 | 1 | 16 | 16,88 |
| M 17 × 1,5 | 1,5 | 15,5 | 16,85 |
| M 18 × 1 | 1 | 17 | 17,88 |
| M 18 × 1,5 | 1,5 | 16,5 | 17,85 |
| M 18 × 2 | 2 | 16 | 17,82 |
| M 20 × 1 | 1 | 19 | 19,8 |
| M 20 × 1,5 | 1,5 | 18,5 | 19,85 |
| M 20 × 2 | 2 | 18 | 19,82 |
| M 22 × 1 | 1 | 21 | 21,88 |
| M 22 × 1,5 | 1,5 | 20,5 | 21,85 |
| M 22 × 2 | 2 | 20 | 21,82 |
| M 24 × 1 | 1 | 23 | 21,88 |
| M 24 × 1,5 | 1,5 | 22,5 | 23,85 |
| M 24 × 2 | 2 | 22 | 23,82 |
| M 25 × 1 | 1 | 24 | 24,88 |
| M 25 × 1,5 | 1,5 | 23,5 | 24,85 |
| M 25 × 2 | 2 | 23 | 24,82 |
| M 26 × 1,5 | 1,5 | 24,5 | 25,85 |
G-трубчатая резьба DIN-ISO 228 | |||
| Г-1/8″ | 0,907 | 8,8 | 9,62 |
| Г-1/4″ | 1,337 | 11,8 | 13.03 |
| Г-3/8″ | 1,337 | 15,25 | 16,54 |
| Г-1/2″ | 1,814 | 19 | 20,81 |
| Г-5/8″ | 1,814 | 21 | 22,77 |
| Г-3/4″ | 1,814 | 24,5 | 26,3 |
| Г-7/8″ | 1,814 | 28,25 | 30.06 |
| Г-1″ | 2,309 | 30,75 | 33,07 |
| Г-1.1/8″ | 2,309 | 35,5 | 37,72 |
| Г-1,1/4″ | 2,309 | 39,5 | 41,73 |
| Г-1,3/8″ | 2,309 | 42 | 44,14 |
| Г-1,1/2″ | 2,309 | 45 | 47,62 |
| Г-1,3/4″ | 2,309 | 51 | 53,57 |
| Г-2″ | 2,309 | 57 | 59,43 |
Если в приведенной выше таблице нет измеренной резьбы, стоит поискать в каталоге польского производителя Fanar из Цеханува по адресу:
- для мерного отверстия
- для мерного вала
Как измерить резьбу? Последнее изменение практических советов: 17 ноября 2020 г., автор Tomek
.Как измерить дюймовую резьбу и шаг резьбы?
Резьба представляет собой спиральный разрез, который происходит на цилиндрической или конической поверхности внутри или снаружи. Отдельные нити с обеих сторон должны идеально подходить друг к другу. Узнайте, как измерить дюймовую резьбу и измерить шаг дюймовой резьбы.
Что такое дюймовая резьба?
Дюймовая резьба — часть винта, позволяющая скреплять между собой две плоскости.Размер резьбы описывается в дюймовой метрической системе, что часто проблематично. Выбор правильного компонента требует сбора очень точных размеров диаметра и шага. Как измерить дюймовую резьбу? Какие инструменты потребуются для выполнения измерений?
Как измерить дюймовую резьбу? - измерение длины и диаметра резьбы
Для точного измерения потребуется штангенциркуль. Этот небольшой прибор отличается высокой точностью и простотой использования.Требуемый размер получается очень быстро. Специалисты рекомендуют использовать электронный штангенциркуль, потому что он самый точный, но будет не хуже традиционного. Точность должна быть около ± 0,05 мм. Если устройство имеет больший диапазон погрешности, результат будет ненадежным и будет препятствовать точному согласованию отдельных компонентов.
Использовать штангенциркуль очень просто. Просто зацепите нить сверху, поместив ее между выступами на устройстве (также называемыми губками).Затем переместите их так, чтобы они находились в самой широкой части измеряемого элемента. Полученный результат и есть диаметр резьбы. Затем можно приступить к измерению внутреннего отверстия. Для этой части следует использовать меньшие выступы штангенциркуля. Они должны точно прилегать к измеряемой поверхности.
Следующим измеряемым параметром является длина резьбы. Чтобы измерить его, приложите измерительный прибор, которым вы пользуетесь, к плоскому концу нити до конуса.Сбор этого размера требует внимания, неправильно измеренный болт может иметь неправильные размеры и, следовательно, не соответствовать другим элементам конструкции.
Как измерить шаг дюймовой резьбы?
Важным значением, которое необходимо для определения полного размера дюймовой резьбы, является шаг резьбы. Для того, чтобы произвести замеры, можно использовать либо штангенциркуль, либо эталон. Сначала поместите винт горизонтально, а затем зафиксируйте его в губках.Концы должны примыкать к двум вершинам (нитям, расположенным вокруг резьбовой поверхности).
Альтернативный метод — использование готовой выкройки. Это простое устройство, имеющее специальные зубчатые планки с разным шагом. Самое главное правильно подобрать шаблон и подогнать его под размеры. Важно, чтобы шаблон плотно прилегал и был как можно лучше подобран. В противном случае размер будет неточным.
Тип дюймовой резьбы определяется двумя значениями.В конечном процессе сверить результаты измерений с данными, приведенными в таблице. Это дает вам имя болта. Следует иметь в виду, что в настоящее время нитки выпускаются серийно. При крупносерийном производстве комплектующие могут немного отличаться по габаритам и, соответственно, незначительно отличаться от реальных размеров. Всегда стоит сверять размеры штангенциркулем. Сбор измерений выполняется быстро, однако это может помешать вам выбрать несоответствующие компоненты.
В других наших статьях мы описываем, среди прочего:
- Как выбрать сверло для резьбы, таблица резьбы
- Внутренняя резьба
- Типы резьбы
- UNF резьба винт - что это такое в чем отличия?- Моменты затяжки винтов - таблица
.Таблица определения резьбы— Шланги и фитинги Таблица определения резьбы
— Шланги и фитинги Веб-сайт использует файлы cookie для предоставления услуг в соответствии с Политикой использования файлов cookie. Вы можете определить условия для хранения или доступа к файлам cookie в своем браузере. Таблица распознавания резьбы
Измерив нить, мы можем приступить к ее идентификации.В зависимости от полученного размера (мм) проверяем, является ли резьба метрической, дюймовой (bsp), unf или nptf. Чтобы правильно определить резьбу, измерьте ее штангенциркулем снаружи или внутри в зависимости от типа резьбы и найдите ее в таблице ниже. Если у вас возникли проблемы с идентификацией резьбы, свяжитесь с нашим отделом продаж, который будет рад помочь и проконсультировать вас.
| Типы резьбы: | ||
| Тип: | Описание резьбы: | Стандарт: |
| М | метрическая гладкая | ЕН 60423 |
| Г (БСП) | Трубка Уитворта, цилиндрическая | DIN 259ISO 228/I |
| Р (БСПТ) | Трубка Уитворта, | конусная|
| НПТ (НПТФ) | Briggs трубчатый, конический | АНСИ В2.1.1 |
| НПСМ | трубчатый Briggs | АНСИ Б1.20.1 |
| УНФ | дюймов, унифицированная мелкая резьба | АНСИ Б1.1 |
| ОРФС | дюймов UNF с торцевым уплотнительным кольцом | |
измерение внешней резьбы измерение внутренней резьбы
| Измерение штангенциркулем - размеры | Измерение манометром | Тип резьбы | |||||
| наружный диаметр размеры [мм] | внутренний диаметр размеры [мм] | количество витков на дюйм | шаг резьбы [мм] | дюймовая трубка БСП БСПТ | метрическая | дюйм УНФ ООН УНС (ЯИК, ОРФС) | дюймовая трубка NPT НПФ |
| 7,8 ÷ 8 | 6,8 ÷ 7 |
| 1 |
| М8х1 |
|
|
| 9,3 ÷ 9,7 | 8,5 ÷ 8,9 | 28 | (0,91) | 1/8 |
|
|
|
| 9,3 ÷ 9,7 | 8,5 ÷ 8,9 | 27 | (0,95) |
|
|
| 1/8" |
| 9,7 ÷ 9,9 | 8,2 ÷ 8,6 |
| 1,5 |
| М10х1,5 |
|
|
| 9,7 ÷ 9,9 | 8,7 ÷ 9,1 |
| 1 |
| М10х1 |
|
|
| 10,9 ÷ 11,1 | 9,7 ÷ 10 | 20 | (1.27) |
|
| 7/16”-20 |
|
| 11,6 ÷ 11,9 | 10,2 ÷ 10,6 |
| 1,5 |
| М12х1,5 |
|
|
| 12,4 ÷ 12,7 | 11,3 ÷ 11,6 | 20 | (1.27) |
|
| 1/2”-20 |
|
| 12,9 ÷ 13,1 | 11,4 ÷ 11,9 | 19 | (1,34) | 1/4 |
|
|
|
| 12,9 ÷ 13,1 | 11,4 ÷ 11,9 | 18 | (1.41) |
|
|
| 1/4” |
| 13,6 ÷ 13,9 | 12,2 ÷ 12,6 |
| 1,5 |
| М14х1,5 |
|
|
| 14 ÷ 14,3 | 12,7 ÷ 13 | 18 | (1.41) |
|
| 9/16”-18 |
|
| 15,5 ÷ 15,8 | 14,4 ÷ 14,7 | 18 | (1.41) |
|
| 5/8”-18 |
|
| 15,6 ÷ 15,9 | 14,2 ÷ 14,6 |
| 1,5 |
| М16х1,5 |
|
|
| 16,3 ÷ 16,6 | 14,9 ÷ 15,4 | 19 | (1,34) | 3/8 |
|
|
|
| 16,3 ÷ 16,6 | 14,9 ÷ 15,4 | 18 | (1.41) |
|
|
| 3/8” |
| 17,1 ÷ 17,4 | 15,8 ÷ 16,1 | 16 | (1,59) |
|
| 11/16"-16 |
|
| 17,6 ÷ 17,9 | 16,2 ÷ 16,6 |
| 1,5 |
| М18х1,5 |
|
|
| 18,7 ÷ 19 | 17,3 ÷ 17,6 | 16 | (1,59) |
|
| 3/4”-16 |
|
| 19,6 ÷ 19,9 | 18,2 ÷ 18,6 |
| 1,5 |
| М20х1,5 |
|
|
| 20,3 ÷ 20,6 | 18,9 ÷ 19,3 | 16 | (1,59) |
|
| 13/16"-16 |
|
| 20,5 ÷ 20,9 | 18,6 ÷ 19 | 14 | (1,81) | 1/2 |
|
|
|
| 20,7 ÷ 21,1 | 18,3 ÷ 18,7 | 14 | (1,81) |
|
|
| 1/2” |
| 21,6 ÷ 21,9 | 20,2 ÷ 20,6 |
| 1,5 |
| М22х1,5 |
|
|
| 22 ÷ 22,2 | 20,2 ÷ 20,5 | 14 | (1,81) |
|
| 7/8”-14 |
|
| 22,6 ÷ 22,9 | 20,6 ÷ 21 | 14 | (1,81) | 5/8 |
|
|
|
| 23,6 ÷ 23,9 | 22,2 ÷ 22,6 |
| 1,5 |
| М24х1,5 |
|
|
| 25,1 ÷ 25,4 | 23,4 ÷ 23,8 | 14 | (1,81) |
|
| 1”-14 |
|
| 25,6 ÷ 25,9 | 24,2 ÷ 24,6 |
| 1,5 |
| М26х1,5 |
|
|
| 26,1 ÷ 26,4 | 24,1 ÷ 24,5 | 14 | (1,81) |
|
|
|
|
| 26,3 ÷ 26,7 | 23,7 ÷ 24,1 | 14 | (1,81) | 3/4 |
|
| 3/4” |
| 26,6 ÷ 26,9 | 24,3 ÷ -24,7 | 12 | 2.12 |
|
| 1.1/16”-12 |
|
| 26,6 ÷ 26,9 | 24,6 ÷ 25 |
| 2.12 |
| М27х2 |
|
|
| 26,6 ÷ 26,9 | 25,2 ÷ 25,6 |
| 2 |
| М27х1,5 |
|
|
| 27,6 ÷ 27,9 | 26,2 ÷ 26,6 |
| 1,5 |
| М28х1,5 |
|
|
| 29,6 ÷ 29,9 | 27,4 ÷ 27,8 |
| 1,5 |
| М30х2 |
|
|
| 29,6 ÷ 29,9 | 28,2 ÷ 28,6 |
| 2 |
| М30х1,5 |
|
|
| 29,8 ÷ 30,1 | 27,6 ÷ 27,9 | 12 | (2.12) |
|
| 1.3/16”-12 |
|
| 29,8 ÷ 30,2 | 27,8 ÷ 28,1 | 14 | (1,81) | 7/8 |
|
|
|
| 32,6 ÷ 32,9 | 30,5 ÷ 30,9 |
| 2 |
| М33х2 |
|
|
| 32,6 ÷ 32,9 | 31,2 ÷ 31,6 |
| 1,5 |
| М33х1,5 |
|
|
| 33 ÷ 33,2 | 30,3 ÷ 30,8 | 11 | (2.31) | 1 |
|
|
|
| 33 ÷ 33,3 | 30,8 ÷ 31,2 | 12 | (2.12) |
|
| 1.5/16”-12 |
|
| 32,9 ÷ 33,4 | 30,3 ÷ 30,8 | 11,5 | (2.21) |
|
|
| 1 ” |
| 35,6 ÷ 35,9 | 33,4 ÷ 33,8 |
| 2 |
| М36х2 |
|
|
| 36,2 ÷ 36,5 | 34,3 ÷ 34,7 | 12 | (2.12) |
|
| 1.7/16”-12 |
|
| 37,6 ÷ 37,9 | 34,8 ÷ 35,1 | 11 | (2.31) | 1,1/8 |
|
|
|
| 37,6 ÷ 37,9 | 36,2 ÷ 36,6 |
| 1,5 |
| М38х1,5 |
|
|
| 40,9 ÷ 41,2 | 38,7 ÷ 39,1 | 12 | (2.12) |
|
| 1.5/8”-12 |
|
| 41,6 ÷ 41,9 | 39,4 ÷ 39,8 |
| 2 |
| М42х2 |
|
|
| 41,5 ÷ 41,9 | 39 ÷ 39,5 | 11 | (2.31) | 1.1/4 |
|
|
|
| 41,4 ÷ 42 | 39,2 ÷ 39,6 | 11,5 | (2.21) |
|
|
| 1,14 дюйма |
| 42,5 ÷ 42,8 | 40,6 ÷ 41 |
| (2.12) |
|
| 1.11/16”-12 |
|
| 44,6 ÷ 44,9 | 42,4 ÷ 42,8 |
| 2 |
| М45х2 |
|
|
| 44,6 ÷ 44,9 | 43,2 ÷ 43,6 |
| 1,5 |
| М45х1,5 |
|
|
| 47,3 ÷ 47,6 | 45,1 ÷ 45,5 | 12 | (2.12) |
|
| 1.7/8”-12 |
|
| 47,4 ÷ 47,8 | 44,8 ÷ 45,3 | 11 | (2.31) | 1,1/2 |
|
|
|
| 47,3 ÷ 47,9 | 45,1 ÷ 45,5 | 11,5 | (2.21) |
|
|
| 1.1/2” |
| 50,5 ÷ 50,8 | 48,6 ÷ 49 | 12 | (2.12) |
|
| 2”-12 |
|
| 51,6 ÷ 51,9 | 49,4 ÷ 49,6 |
| 2 |
| М52х2 |
|
|
| 51,6 ÷ 51,9 | 50,2 ÷ 50,6 |
| 1,5 |
| М52х1,5 |
|
|
| 59,4 ÷ 59,8 | 56,5 ÷ 56,8 | 11 | (2.31) | 2 |
|
|
|
| 59,9 ÷ 60,2 | 56,4 ÷ 56,7 | 11,5 | (2.21) |
|
|
| 2 ” |
| 63,3 ÷ 63,6 | 61,3 ÷ 61,8 | 12 | (2.12) |
|
| 2.1/2”-12 |
|
| 64,6 ÷ 64,9 | 62,6 ÷ 63 |
| 2 |
| М65х2 |
|
|
| 65,4 ÷ 65,7 | 62,7 ÷ 63 | 11 | (2.31) | 2.1/4 |
|
|
|
| 72,7 ÷ 73 | 68,8 ÷ 69,1 | 8 | (3.175) |
|
|
| 2. 1/2” |
| 74,9 ÷ 75,2 | 72,2 ÷ 72,5 | 11 | (2.31) | 2.1/2 |
|
|
|
| 87,5 ÷ 87,9 | 84,9 ÷ 85,3 | 11 | (2.31) | 3 |
|
|
|
| 88,5 ÷ 88,9 | 84,7 ÷ 85,1 | 8 | (3.175) |
|
|
| 3 ” |
| 112,6 ÷ 113 | 110,1 ÷ 110,5 | 11 | (2.31) | 4 |
|
|
|
| 113,9 ÷ 114,3 | 110,2 ÷ 110,6 | 8 | (3.175) |
|
|
| 4 ” |
| 129,4 ÷ 129,8 | 123,2 ÷ 124 |
| 6 |
| М130x6 |
|
|
| 138 ÷ 138,4 | 135,5 ÷ 135,9 | 11 | (2.31) | 5 |
|
|
|
| 139,4 ÷ 139,7 | 127,5 ÷ 127,9 |
| 9,7 |
|
| 5.1/2” - (ДИН 11) |
|
| 139,8 ÷ 141,3 |
| 8 | (3.175) |
|
|
| 5 ” |
| 163,4 ÷ 163,8 | 160,9 ÷ 161,4 | 11 | (2.31) | 6 |
|
|
|
| 167,8 ÷ 168,3 |
| 8 | (3.175) |
|
|
| 6 ” |
| 218,5 ÷ 219 |
| 8 | (3.175) |
|
|
| 8 ” |
Бесплатная доставка (Курьерская служба (DPD)) от 199,00 злотых.
Магазин находится в режиме предварительного просмотра
Посмотреть полную версию сайта
Мы заботимся о вашей конфиденциальности
Файлы cookie и связанные с ними технологии обеспечивают правильную работу веб-сайта и помогают нам адаптировать предложение к вашим потребностям.Вы можете принять наше использование всех этих файлов и перейти в магазин или настроить использование файлов в соответствии со своими предпочтениями, выбрав «Настроить согласие».Вы можете узнать больше о файлах cookie в нашей Политике конфиденциальности.
Идти в магазин Настроить согласие
Настройки файлов cookie
Здесь вы можете определить свои предпочтения в отношении использования нами файлов cookie.Требуется для работы страницы
Эти файлы cookie необходимы для работы нашего веб-сайта, поэтому вы не можете их отключить.
Функциональный
Эти файлы позволяют использовать другие функции сайта (кроме необходимых для его работы).Включив их, вы получите доступ ко всем функциям веб-сайта.
Аналитический
Эти файлы позволяют нам анализировать наш интернет-магазин, что может способствовать его лучшему функционированию и адаптации к потребностям Пользователей.
Поставщики аналитического программного обеспечения
Эти файлы используются поставщиком программного обеспечения, под которым работает наш магазин.Они не объединяются с другими данными, введенными вами в магазине. Целью сбора этих файлов является выполнение анализа, который будет способствовать разработке программного обеспечения. Вы можете прочитать больше об этом в политике использования файлов cookie Shoper.
Маркетинг
Благодаря этим файлам мы можем проводить маркетинговые мероприятия.
Отмена Сохраните настройки
.Блог- Как измерить шаг резьбы штангенциркулем? Лазерные инструменты
Как измерить шаг резьбы штангенциркулем?
Штангенциркуль – прибор, который должен появиться в каждом доме и мастерской. Его основная функция заключается в проведении точных и точных измерений за короткое время. С помощью этого прибора вы даже сможете измерить винты, когда есть необходимость приобрести идентичные тем, которые у вас есть. Для винтов необходимо знать общую длину, наружный диаметр наружной резьбы, внутренний диаметр стержня, угол резьбы и ее шаг.Ниже мы предлагаем, как измерить шаг резьбы штангенциркулем.
Измерительный ход
Каждый болт имеет резьбовую часть, ввернутую в основание. Резьба покрыта спирально-рифленой канавкой. Расстояние между последовательными витками резьбы (или их разделяющими канавками), или в профессиональном смысле: осевое смещение за один оборот винта, называется шагом резьбы. Вы можете использовать калибр шага для метрических или дюймовых шагов резьбы, чтобы измерить это точно.Этот тип оборудования полезен, когда измерения выполняются очень часто. В домашних условиях достаточно использовать универсальное оборудование, такое как штангенциркуль.
Само измерение не сложно, если мы умеем пользоваться штангенциркулем. Лучше всего сосчитать 10 последовательных витков и измерить расстояние между ними. Суппорт должен находиться точно на оси самого болта, а его губки должны касаться самых высоких точек канавок. Запишите результат, а затем разделите расстояние на 10 — результат и есть шаг резьбы.Если по каким-то причинам невозможно измерить целых 10 витков, можно измерить меньшее число, разделив результат на количество измеренных витков. Для большей уверенности можно произвести несколько замеров, каждый раз прикладывая к резьбе вновь поставленный штангенциркуль.
Код обозначения болта
Польские стандартыопределяют метрические резьбы, размеры которых выражены в миллиметрах, а их диаметры выражены в виде последовательных натуральных чисел (или их десятичных дробей, если речь идет о мелкой резьбе).Термин Р относится к шагу резьбы, выраженному в миллиметрах, который был измерен штангенциркулем. Существуют таблицы, из которых можно прочитать, какой шаг резьбы обусловлен общепринятыми правилами, и в этом случае болт имеет обозначение, относящееся только к номинальному диаметру – М: М12, М20 и так далее. Однако, если резьба другая, символ болта изменится следующим образом: М12х1, М20х1,5, где второе число — шаг резьбы в миллиметрах.
.Как измерить шаг резьбы - Руководство БАЗА ЗНАНИЙ
Что такое резьба и ее шаг?
Резьба представляет собой спиральный нарез на внутренней или внешней цилиндрической или конической поверхности. Их много видов. Наиболее популярными являются: трапецеидальные, конические, треугольные и круглые резьбы. Вращение элемента с наружной резьбой вызывает его перемещение относительно элемента с внутренней (внутренней) резьбой. Резьбовые элементы встречаются во многих сферах жизни человека, от машиностроения до молочных бутылок и их завинчивающихся крышек.
Три основные характеристики резьбы:
- диаметр
- тип
- шаг
Ход резьбы представляет собой осевое перемещение резьбы после одного оборота винта.
Как измерить резьбу штангенциркулем?
Диаметр измеряемой резьбы лучше всего измерять штангенциркулем, а шаг резьбы проще всего измерять с помощью шаблона резьбы. При отсутствии эталона мы также можем использовать штангенциркуль или измерительную гребенку для метрического или дюймового шага резьбы.Этот тип оборудования полезен, когда измерения выполняются очень часто. С другой стороны, штангенциркуль — более универсальный прибор, в самый раз для среднестатистического Ковальски. Его основная функция заключается в проведении точных и точных измерений за короткое время. Она должна появиться в каждом доме и мастерской.
Если мы измеряем дюймовую резьбу сантиметровым штангенциркулем, мы можем использовать формулу для изменения единицы измерения:
1 дюйм = см * 0,39370
дюйм равен сантиметру, умноженному на 0,39370
Конструкция резьбы — инфографикаИзмерение диаметра резьбы
(Все размеры округлены до 0,1 мм).
Наружный диаметр
Если у нас нет каталога резьбы, для расчета диаметра вала мы используем штангенциркуль для измерения его диаметра (включая резьбу) в самом широком месте.
Для метрической наружной резьбы диаметр резьбы D уменьшается на ее шаг P, умноженный на 0,1, поэтому нам необходимо выполнить расчеты.
Диаметр резьбы = D - (P * 0,1)
Диаметр резьбы = 20 - (2,5 * 0,1) = 20 - 0,25 = 17,75 мм
- D диаметр измеренного отверстия или вала (резьба M20 равна 20)
- Шаг резьбы P (резьба M20 равна 2,5)
Внутренний диаметр
Внутренний диаметр резьбы измеряется с помощью внутренних губок, что может быть немного сложнее из-за их размера.
Для метрических внутренних резьб можно принять, что диаметр резьбы D уменьшается на ее шаг Р, т.е. для резьбы М20 на 2,5 мм.
Диаметр резьбы = D - P
Диаметр резьбы = 20 - 2,5 = 17,5 мм
-
Измерение шага резьбы специальные узоры.
В первом случае обе губки штангенциркуля (подвижная и неподвижная) ставим на вершины соседних нитей и измеряем.
Второй вариант – использовать гребенку для нитей, простое ручное устройство, оснащенное зубчатыми полосками с переменным шагом. Для того чтобы произвести замер, ищем подходящий шаблон среди калибров и прикладываем их до тех пор, пока не найдем тот, который идеально заполнит все его полости по всей длине пластины. Датчик покажет шаг резьбы. Эти типы инструментов сделаны для обоих типов резьбы.
Третий способ — использовать тестер резьбы, инструмент, который выглядит как пластина с отверстиями разного диаметра, достаточно толстая, чтобы нарезать резьбу в каждом отверстии.Способ использования такого инструмента прост. Мы ввинчиваем данный вал в различные отверстия, пока не найдем идеальное совпадение.
3 Сводка измерений
На конечный тип резьбы влияют два вышеуказанных значения. Название болта получают путем сравнения полученных результатов с данными, содержащимися в таблице размеров. Если наше измерение не соответствует ни одной из приведенных в нем нитей, мы должны повторить измерения.
.Как измерить дюймовую резьбу? - Метфикс
Дюймовая резьба является одним из элементов винта, благодаря которому мы крепим две плоскости друг к другу. Размер дюймовой резьбы описывается в несколько иной метрической системе – дюймах, поэтому часто возникают проблемы с выбором подходящей. В ситуации, когда мы не знаем, какой размер будет подходящим, следует тщательно измерить диаметр и шаг резьбы. Как это сделать и какие приспособления для этого понадобятся?
Измерение длины и диаметра резьбы
Перед началом измерений необходимо иметь штангенциркуль, благодаря которому каждый размер будет точно измерен.Его наиболее важные преимущества включают простоту использования и возможность сэкономить много времени. Тип этого прибора большого значения не имеет, хотя возможность электронных показаний, безусловно, является дополнительным удобством. Однако чрезвычайно важна точность измерений, желательно до ± 0,05 мм. Различия выше этого значения уже влияют на неверный результат и, следовательно, на соответствие присоединенных элементов.
Измерить диаметр резьбы штангенциркулем очень просто.Захватите нить сверху в специальные внутренние губки штангенциркуля и переместите ее так, чтобы она плотно прилегала к самой широкой ее части. Результат, отображаемый на мерном стакане или электронном считывателе, и есть диаметр. В свою очередь, меньшие внутренние плоскогубцы будут использоваться для измерения резьбы или внутреннего отверстия. Они короче, поэтому следует обратить особое внимание на то, как они расположены, чтобы они точно прилегали к измеряемой поверхности. Длина резьбы так же важна, как и диаметр.Измеряем его, прикладывая штангенциркулем от плоского конца нити к так называемому конусу или шарику. Неправильно измеренный болт может оказаться слишком коротким или слишком длинным, что может привести к многочисленным поломкам.
Измерение шага дюймовой резьбы
Другим значением, необходимым для получения полного размера дюймовой резьбы, является так называемый шаг резьбы. Мы можем сделать это как штангенциркулем, так и специальной выкройкой. В первом случае положите винт плашмя и расположите губки устройства таким образом, чтобы их кончики касались двух соседних вершин резьбы.Наконечник - это края или нити, которые закручиваются вокруг всей поверхности нити.
Вы также можете использовать специальный шаблон резьбы, который представляет собой простое ручное устройство, оснащенное полосами с зубцами с разным шагом. Для проведения измерения из десятков плоских калибров выбирается подходящий шаблон и применяется до тех пор, пока не будет найден идеальный. Выбранный шаблон показывает точный размер нити.
На конечный тип дюймовой резьбы влияют два приведенных выше значения.Название болта получают путем сравнения полученных результатов с данными, содержащимися в специальной таблице размеров. Стоит помнить, что большинство ниток, представленных на рынке, производятся серийно, поэтому их размер на упаковке может незначительно отличаться от реального. К счастью, вы всегда можете сделать очень точные измерения благодаря простым в использовании приборам.
.









 Вызов дизайнера:
Вызов дизайнера:


Действующие акции

скидка для внимательных клиентов 7% от общей стоимости заказа.

