Салон штор в Санкт-Петербурге




Аппарат для лазерной сварки нержавейки
LightWELD 1500 - Первая компактная лазерная ручная сварка
LightWELD: Наиболее часто задаваемые вопросы (FAQ)
Какова максимальная толщина свариваемого металла?
Для нержавеющей стали, оцинкованной стали, низкоуглеродистой стали и сплавов алюминия возможно проводить одностороннюю сварку до 4 мм и до 10 мм -двустороннюю; для меди возможна одностороннюю сварка для толщин до 1 мм и двусторонняя сварка до 2 мм.
Может ли LightWELD сваривать разнородные металлы или детали разной толщины?
Да, вы можете легко сваривать разнородные металлы, такие как медь с нержавеющей сталью или алюминием, а также детали разной толщины для всех типов сварных соединений: тройников, стыков, углов, внахлест и сварку по кромкам.
А как насчет вертикальной сварки или сварки потолочных швов?
LightWELD отлично подходит как для вертикальной, так и для сварки в потолочном положении, поскольку отсутствуют обычные присадочные материалы и образуются минимальное количество капель расплава, что делает сварку безопасной и простой в любом положении.
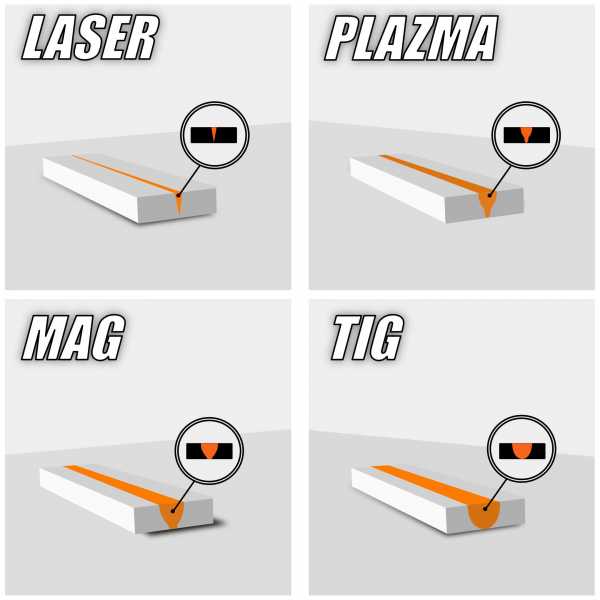
Действительно ли LightWELD быстрее, чем сварка MIG и TIG?
Да, скорость сварки LightWELD в четыре раза выше, чем у традиционных методов, кроме того, фиксация свариваемых деталей проще или не требуется, а шлифовка после сварки также не требуется или значительно сокращается - все это увеличивает производительность при минимизации брака при сварке.
Какова величина рабочего цикла?
Вы можете работать с LightWELD в режиме 100% рабочего цикла при максимальной мощности лазера 1500 Вт.
Лазерное излучение непрерывное или может быть импульсным?
LightWELD предлагает пять режимов работы в соответствии с вашими потребностями:
- Непрерывное излучение - лазер постоянно включен для достижения максимальной скорости проплавления и перемещения.
- Импульсный режим - лазерные импульсы производят меньше энергии для более медленной сварки с меньшим тепловложением.
- Режим прихваточных швов - для создания одинаковых прихваточных швов.
- Режим Stich - используется для повторяющихся прихваток или сварных швов внахлест.
- Режим высокой пиковой мощности - короткие импульсы высокой мощности, используемые для сварки высокоотражающих металлов.
Действительно ли LightWELD так легко освоить?
Да, по сравнению со сваркой MIG и TIG, освоение которой может занять всю жизнь, новые пользователи LightWELD могут выполнять высококачественные сварные швы всего за несколько часов обучения.
Элементы управления выглядят сложно, как мне узнать, что нужно настроить?
LightWELD поставляется с предварительно загруженными оптимизированными режимами сварки для наиболее распространенных материалов и толщин. Вы можете увеличить или уменьшить мощность в соответствии со скоростью движения и желаемой глубиной проплавления, а также сохранить эти настройки и использовать их по мере необходимости.
Что такое сварка с колебанием ?
Сварка в режиме Wobble приводит к колебаниям луча с различной частотой, чтобы получить более широкие швы, более эстетичные сварные швы , а также, сваривать детали с плохой подгонкой. LightWELD поставляется с оптимизированными, предварительно запрограммированными параметрами режима Wobble и позволяет «на лету» контролировать сварку с амплитудой колебаний до 5 мм и с регулируемой частотой колебаний до 300 Гц.
Имеется ли Руководство пользователя?
Да, вы можете загрузить его здесь.
Где я могу увидеть демонстрацию работы и купить LightWELD ?
Вы можете позвонить по телефону +7 495 968 9932 , или отправить сообщение на адрес [email protected] и обсудить все вопросы по LightWELD.
Лазерная сварка металла: оборудование, технология, методы, аппараты
Технология лазерной сварки
Световой поток, генерируемый лазером, отличается монохромностью. Все волны потока, в отличие от солнечного спектра, имеют равные длины волн. Это облегчает управление потоком с помощью фокусировки линзами и отклонения призмами. В лазере возникает явление волнового резонанса, что многократно увеличивает мощность пуска.
Принцип действия лазерной сварки базируется на поглощении энергии пучка лазера металлом в рабочей зоне. При этом происходит сильный локальный нагрев.
Технология сварки лазером напоминает технологию газовой сварки. Подготовительные операции заключаются в механической обработке и химическом обезжиривании зоны соединения. Далее луч лазера направляется в начало шва, происходит нагрев металла, его плавление и образование сварочной ванны. Луч перемещается вдоль линии шва, за ним движется сварочная ванна и зона кристаллизации.
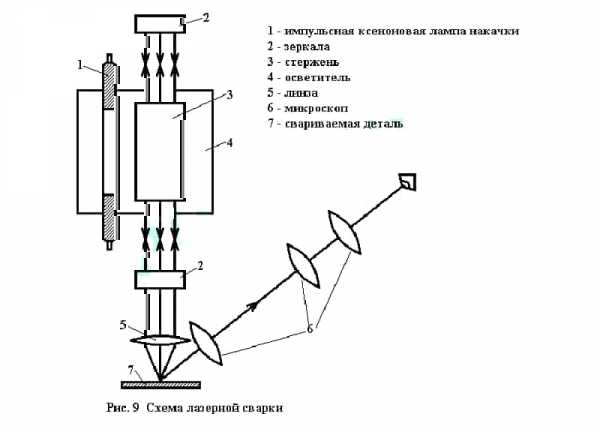
Схема лазерной сварки
После кристаллизации шов проводится зачистка шва от окалины и шлаков.
Лазерная сварка позволяет получить однородный, прочный и долговечный шов.
На что обратить внимание, если вы решили купить установку для лазерной сварки?
Прежде чем купить аппарат лазерной сварки для металла, правильным будет ответить на следующие вопросы, т. е. определить задачи, с которыми должна справляться техника.
- Для начала нужно определиться с типом металла и его толщиной. Эти показатели определяют мощность установки лазерной сварки металла, цену изделия. Если металл будет иметь толщину до 3 мм, можно ограничиться мощностью 1 кВт. Для каждого следующего миллиметра требуется увеличивать мощность источника на 1000 Вт.
Важно: системы сварки с лазерным источником мощностью более 1,5 кВт, как правило, являются роботизированными. - Затем выбирают саму установку для лазерной сварки. Мы рекомендуем делать это только у официальных представителей завода-изготовителя.
- Не покупайте дешевое оборудование: торговые интернет-площадки Китая предлагают огромное множество самых разных моделей лазерного оборудования, представленных различными компаниями. Но вот гарантии качества здесь никто не даст, в отличие от нашей компании, которая является официальным представителем завода SENFENG.
Мы предоставляем гарантийное и пост гарантийное обслуживание на территории России. Приобретая, например, аппарат для лазерной сварки нержавейки, помните: работать на оборудовании будет человек, поэтому возможны и деструктивные факторы. Нередко основной причиной поломки являются как раз неправильные действия оператора.
Условия и методы проведения процесса
Для достижения высокой мощности луча необходима его фокусировка. Она проводится в ходе серии последовательных отражений от переднего и заднего полусферических зеркал. Когда интенсивность пучка превышает пороговое значение, он проходит через центр переднего зеркала и далее, через систему направляющих призм, к рабочей зоне.
Лазерная сварка металлов может проводиться при различном взаиморасположении соединяемых заготовок. Глубину проплавления металла в рабочей зоне можно регулировать в широком диапазоне — от поверхностного до сквозного. Работу также можно вести непрерывным лучом или прерывистыми импульсами.
Способ позволяет сваривать как детали из тонкого листового проката, так и сложные профили и детали большой толщины.
Различают следующие виды процесса:
- В стык. Проводится без присадочных материалов и флюсовых порошков в защитной газовой атмосфере.
- Внахлест. Свариваемые кромки накладываются одна на другую. Требуется обеспечить прижим заготовок друг к другу.
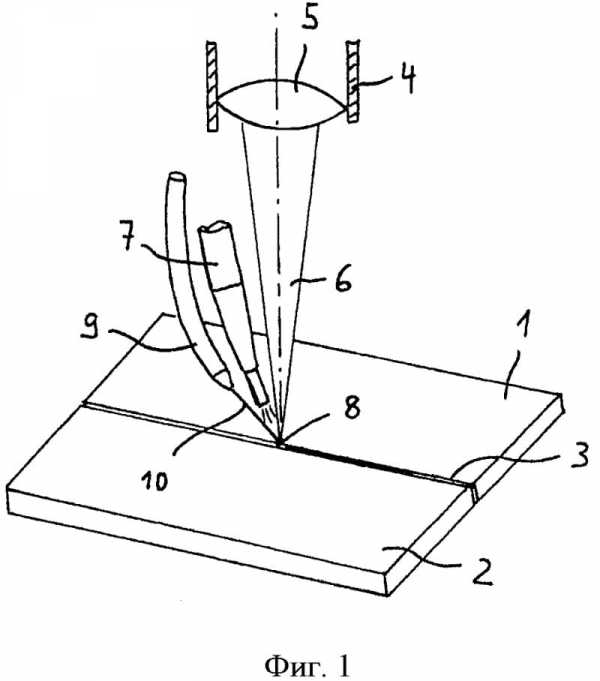
Лазерная сварка в стык
Компактные аппараты бытового класса позволяют проводить лазерную сварку своими руками.
Преимущества
- Полностью готовое к работе решение в цельном корпусе: источник лазерного излучения, охладитель, программное управление, оптоволоконный кабель и ручная (или машинная) сварочная горелка. Удобство перемещения, эргономичный дизайн.
- Готовность к свариванию различных металлов, таких как низкоуглеродистая сталь, нержавеющая сталь, алюминий, медь и т.д.
- Выполняет разные типы сварочных соединений: угловые, плоскостные, внахлёст, кольцевые.
- Превосходное качество сварного шва: однородное, без брызг, деформации и изменения цвета, не требует полировки. Сохраняет рабочее время.
- Прочное сварное соединение: шов достигает или превосходит по прочности свойства базового металла.
- Производительность: скорость лазерной сварки в 2-10 раз быстрее традиционной сварки.
- Работа с аппаратом проста в понимании, не требует специализированного обучения.
- Низкие затраты при эксплуатации: энергопотребление составляет лишь 10% от аргонодуговой сварки или сварки в среде защитного газа.
- Длительный срок службы и низкая стоимость расходных материалов.
- Для аккуратной сварки используется красная точка-позиционер.
- Для расширения радиуса работы поставляется оптоволоконный кабель длиной 10 метров.
Типы сварочных швов при ручной лазерной сварке:
Угловые швы Палубная сварка Сварка внахлёст
Технические характеристики установки лазерной сварки: | |
| Номинальная выходная мощность, Вт | 1000 / 1500 / 2000 |
| Режим работы | Непрерывная модуляция (CW) |
| Длина волны, нм | 1080 |
| Частота модуляции, Гц | 50~50,000 |
| Качество светового пучка | BPP |
| Длина волоконного тракта, м | 10 / 15 |
| Автоматическая подача проволоки | Опционально |
| Способ охлаждения | Жидкостное |
| Напряжение питания, В | 220В±10%、50/60 Гц |
| Максимально потребляемая мощность, кВт | 4 |
| Температура эксплуатации, ˚С | +5…+40 |
| Габаритные размеры в упаковке, мм | 700x1200x1400 |
| Общий вес, брутто, кг | 290 |

Компания: CyberSTEP
УЗНАТЬ БОЛЬШЕ
Аппараты лазерной сварки металлов
Для проведения точечной или сплошной лазерной сварки необходимо:
- лазер с источником питания ;
- блок оптической фокусировки;
- механизм перемещения луча в рабочей зоне;
- приспособления для подачи инертных газов для защиты рабочей области.
По конструкции активного излучателя все аппараты лазерной сварки разделяют на два типа:
- газовые;
- твердотельные.

Аппарат для лазерной сварки ЛТА4-1

Аппарат для лазерной сварки ЛТСК435-20
Оба типа могут работать как в импульсном, так и в непрерывном режиме.
Оборудование для проведения лазерной сварки
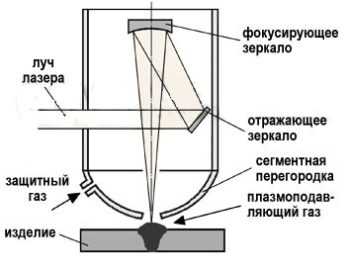
Схема устройства лазерного сварочного аппарата.
Существует две разновидности приборов для лазерной сварки: твердотельные и газовые аппараты. Чтобы сделать правильный выбор подобного устройства необходимо знать особенности каждого из них.
Как уже отмечалось ранее аппарат лазерной сварки может работать импульсно или постоянно. Ручная твердотельная лазерная установка относится к устройствам функционирующим по второму принципу. В основе таких приборов находится твердый стержень, наиболее часто используется розовый рубин.
На внешний контур и лампу подаются токи. Лампа генерирует высокочастотные, кратковременные импульсы света. В результате описанных процессов внутри стержня формируется ионизированный лазерный пучок. Под действием магнитного поля он высвобождается в нужном направлении.
Указанная технология формирования лазера отличается невысокой мощностью. В связи с этим она применяется для небольших изделий, позволяя формировать качественные швы. Широкое распространение этот метод получил в микроэлектронике.
Лазеры с твердым активным элементом
Такие установки могут излучать световой поток как непрерывно, так и дискретными импульсами. Активный излучатель делают из розового искусственного рубина, смешивая оксид алюминия и ионы хрома. Торцы стрежня полируют, создавая на них зеркальные поверхности, отражающие свет. Ионы хрома, облучаемые излучением лампы накачки, переизлучает свет на частоте работы лазера.
Функционирование их проходит следующим способом:
- Стержнеобразный активный элемент помещен вместе с лампой накачки внутри рабочего корпуса.
- Энергия периодических вспышек лампы накапливается в активном элементе, фокусируясь и отражаясь от торцевых зеркал.
- По достижении порогового значения интенсивности светового пучка он проходит излучение рабочего импульса.
Лазер с твердым активным элементом
Аппараты с твердым активным телом работают на волне длиной 0,69 микрон. Мощность их достигает нескольких сотен ватт.
Аппараты с элементами на основе газовой среды
Установки с газообразным активным телом потребляют более высокое напряжение, и позволяет развивать большую мощность — до десятков киловатт. Лампа накачки облучает в таких приборах не твердотельный стержень, а газовую смесь в колбе. Для смеси используют углекислый газ, азот и гелий. Она находится под давлением в несколько атмосфер. Два (или более) электрода периодически инициируют электрический разряд в газовой смеси. Импульс так же усиливается многократным отражением от торцевых зеркал. Когда интенсивность достигает порогового значения, когерентный импульс проходит через полупроницаемое зеркало и сквозь оптическую систему направляется в рабочую зону.
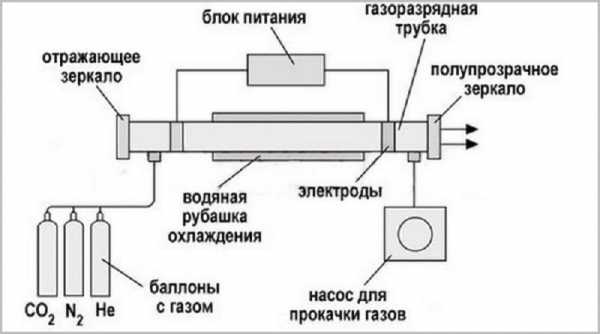
Схема аппарата с элементом на основе газовой среды
Газовые установки работают с длинами волны около 10 микрон. Практический коэффициент полезного действия доходит до 15%
Особенности работы с тонкостенным металлом
При сваривании заготовок средней и большой толщины необходимо проплавление материала на всю толщину. Для этого используют излучение высокой интенсивности. Особенностью сварки лазером тонкостенных металлов является высокий риск прожигания листа. Чтобы избежать этого, необходимо строго контролировать следующие характеристики:
- мощность излучения;
- скорость движения луча;
- фокусировка рабочего пятна.
Сваривание тонкостенных заготовок проводят на минимальной мощности. При непрерывном режиме повышают скорость движения рабочего пятна. В импульсном режиме сокращают длительность импульса и повышают их скважность.

Лазерная сварка тонкостенных металлов
Если же на минимальной мощности плотность потока все равно слишком высока — используют преднамеренную расфокусировку луча. Это снижает КПД, но исключает прожигание листа и разбрызгивание металла.
Различия в технологии для разных металлов
Существуют отличия в технологическом процессе для различных металлов и их сплавов.
При сваривании заготовок из стали требуется провести механическую зачистку от ржавчины и других загрязнений. Детали должны быть тщательно обезжирены и высушены. Присутствие в зоне шва влаги может привести к повышенной гидратации материала шва и снижению его прочности и долговечности.
Аналогичная механическая подготовка и обезжиривание требуется для большинства цветных металлов и сплавов.
Нержавеющие сплавы сваривать допускается только встык. Нахлест может привести к возникновению тепловых напряжений в материале.
Благодаря высокой скорости ведения луча в рабочей области не успевают образоваться окислы. Это позволяет сваривать нержавеющие и титановые сплавы без применения флюсовых порошков и атмосферы защитных газов. Эта уникальная способность делает лазерный метод незаменимым при сваривании особо ответственных конструкций атомной, аэрокосмической и оборонной индустрии.
Применение лазерной сварки
Основная область применения лазерной сварки — это передовые производства с инновационными технологиями. Наиболее широко ее применяют в микроэлектронике, приборостроении, авиакосмической отрасли, атомной энергетике и автомобильной промышленности.
В приборостроении и микроэлектронике с помощью лазера соединяют разнородные и разнотолщинные материалы диаметром от микронов до десятых долей миллиметра. Кроме того, лазерная технология позволяет сваривать элементы, расположенные на близком расстоянии от кристаллов микросхем, а также других чувствительных к нагреву элементов.
Применение лазера в автомобильной промышленности не ограничивается точеной сваркой кузовных элементов из тонколистовой стали. Для снижения веса в современных автомобилях все чаще применяют детали из алюминиевых и магниевых сплавов. Характерная особенность этих материалов — наличие у них поверхностной оксидной пленки с высокой температурой плавления. Поэтому для их соединения чаще всего применяют лазерную сварку.

Лазерная сварка кузова автомобиля
В судостроении, оборонной промышленности, атомной энергетике и авиакосмической отрасли широко используются комплектующие из титана и титановых сплавов. Сварка титана — это одна из самых сложных задач для сварочного производства. В расплавленном состоянии титан обладает высокой химической активностью к кислороду и водороду, что ведет к насыщению зоны расплава газами и образованию холодных трещин. Лазерная сварка успешно справляется с этой проблемой при работе в защитной среде из газовой смеси на основе из аргона и гелия.
Ручная сварка
Технический прогресс последних лет позволил создать компактный аппарат для ручной лазерной сварки. На рынке представлено множество моделей с различными параметрами и функциональностью.
Они позволяют провести:
- починку малогабаритных и миниатюрных конструкций;
- точечную сварку;
- наплавочные операции;
- ремонт небольших пресс-форм;
- пайку электронных компонентов;
- дезинфекцию медицинских изделий.

Ручная сварка
Стоимость таких аппаратов все еще значительная. Окупится он при условии большого объема работ.
Станки для сварки лазером
Для данного вида сварочных работ применяется оборудование как мобильного, так и компактного типа, также может использоваться полноразмерное оборудование для соединения крупногабаритных деталей.
Часто в промышленных целях используют такие модели станков, как:
- ЛАТ-С — он применяется для самой лазерной сварки, а также наплавки металлов. Обладает высокой мощностью, благодаря чему можно добиться высоких показателей в плане производительности. Может быть оснащен автоматическими координатными столами, благодаря чему можно обрабатывать сложные конструкции на высокой скорости. Станок включает в себя два модуля. В первом находится источник питания и устройство для охлаждения лазера, а второй модуль — это такой подвижный каркас, где находится лазерный излучатель. Два модуля легко двигаются благодаря наличию колес в основании. Для стационарной работы со станком неподвижность обеспечивается за счет специального механического блокиратора;
- МУЛ-1 — этот станок малогабаритный, используется для лазерной сварки и наплавки металлов. Также с его помощью можно паять золото и серебро. Варить ювелирные изделия данным станком можно легко и с соблюдением высокой точности. Часто оборудование используют для ремонта и производства ювелирных изделий. Металлические части небольшого размера можно сварить без сильного нагрева, допускается даже соединение оправ для очков. Устройство удобное тем, что для работы достаточно напряжения в 220 В. В зависимости от выбранного режима, мощность прибора составляет от 1,9 до 2, 5 кВт;
- ЛАТ-400 — применяется для соединения крупногабаритных изделий. Система включает в себя мощный твердотелый лазер, устройство питания и охлаждения. Лазер обладает высокой мощностью и производительностью, благодаря чему даже сложные работы можно осуществлять на высокой скорости. Оборудование подключается за счет трехфазной сети в 380 В. При пиковой нагрузке мощность аппарата составляет порядка 13 кВт. Установка оснащена механизированной системой, которая приводится в движение за счет двигателя постоянного тока. Это позволяет легко передвигать лазерную головку в трех плоскостях.
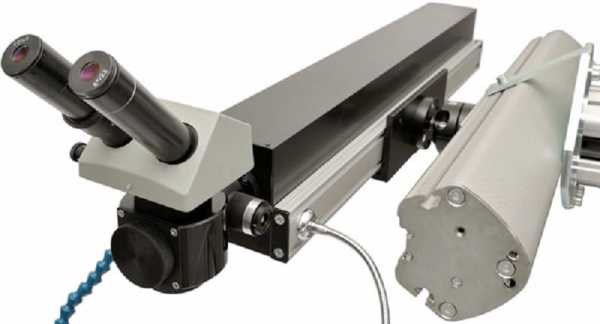
Ручная лазерная сварка проводится с применением таких аппаратов:
- WELD-WF — портативное устройство, благодаря которому можно выполнять работы даже в труднодоступных местах. Оно включает в себя манипулятор, соединяемый с волокном. Сгенерированное лазерное излучение передается по волокну. Поскольку есть наличие обратной связи, с помощью аппарата можно получить максимально качественный шов по сравнению с оборудованием, в котором нет подобных опций. Аппарат имеет мощность всего 1,5 кВт и работает от сети в 220 В. Он подходит для разных ремонтных работ, когда выполнить демонтаж сложно или требует много времени;
- CLW120 — ручной аппарат с невысокой мощностью, который отлично подходит для работ, требующих ювелирной точности, а также точечной лазерной сварки. Кроме этого, с его помощью можно соединять цветные и черные металлы, нержавеющую сталь или же титановые сплавы. Мощность оборудования — 10 кВт, требования к сети — 220 В.
Почти все перечисленные аппараты оснащены бинокуляром, который защищает зрение от негативного воздействия лазерного луча и вместе с тем помогает в несколько раз увеличить объект обработки, чтобы работа была выполнена качественно и точно.
Плюсы и минусы лазерной сварки
Основные достоинства метода следующие:
- ограниченная зона нагрева снижает риск коробления материала;
- при использовании гибких световодов возможна работа в узкостях и труднодоступных местах;
- сварочный аппарат без дополнительных модификаций применим для резки конструкций и раскроя листового металла;
- исключительное качество и долговечность швов;
- высокая производительность;
- отсутствие расходных материалов.
Минусы, как и у любой действующей технологии, также присутствуют:
- высокая стоимость аппарата;
- малый коэффициент полезного действия;
- высокие требования к образованию и опыту работника.
В конечном счете, сопоставляя преимущества и недостатки сварки лазером, все больше предприятий и даже небольших мастерских принимают решение о переходе на новую технологию.
Используемое оборудование
Несмотря на различные габариты и мощность, оборудование для лазерной сварки относится к одному из основных типов: с твердым или с газообразным рабочим телом. Они различаются лишь методом возбуждения светового излучения. С металлом оба типа станков лазерной сварки работают одинаково.
Твердотельные установки
Такие приборы чаще используются в режиме непрерывного излучения. Они характеризуются более высокими рабочими частотами и ограниченным КПД и мощностью. Твердотельные агрегаты чаще используют для сваривания малогабаритных и тонкостенных изделий.
Импульсный твердотельный лазер
Газовые аппараты
Если требуется соединять заготовки большой толщины, применяют устройства с газообразным рабочим телом. Излучение возбуждается в газовой среде электрическим разрядом. Такие аппараты сваривают детали до 20 миллиметров. Такой способ позволяет достичь высоких мощностей в луче и более высоких значений КПД. Однако устройство прибора более сложное, в нем используется хрупкая стеклянная колба.

Газовый лазер
Какие существуют способы сварки нержавеющей стали?
Нержавеющая сталь сейчас является достаточно популярным материалом для изготовления различных изделий. Она отличается особой устойчивостью к разрушению и коррозии, долговечностью эксплуатации. Это позволяет использовать ее не только в бытовых сферах, но и в промышленных масштабах для изготовления различного оборудования и его деталей. Прочность этого материала обуславливает сложность работы с ним при сварке.
Как сваривают нержавеющую сталь?
Для работы с этим материалом подойдут практически все известные способы сварки. Универсальным методом является ручная сварка электродом (MMA). Он подойдет как для профессионального использования, так и бытового. MMA сварочный инвертор прост в транспортировке за счет небольшого веса и компактных размеров. Это позволяет специалисту быстро перемещаться по объекту и оперативно выполнять сварочные работы.
Также можно использовать метод аргонодуговой сварки. Данный вид осуществляется с помощью вольфрамовых электродов. Использование агронодуговых сварочных автоматов позволяет сделать максимально аккуратный шов. Такой эффект достигается из-за того, что вольфрамовые электроды не допускают появления искр при сварке, а значит отсутствует необходимость в зачистке шва от разбрызгавшегося металла.
Широко используются для сваривания нержавеющей стали и сварочные полуавтоматы . Они позволяют даже непрофессионалам сделать качественную работу. Отличаются такие аппараты высокой точностью и производительностью.
Для промышленной обработки нержавеющей стали может применяться технология лазерной сварки. Необходимость покупки дорогостоящего оборудования не позволяет производить ее в домашних условиях. Однако именно такой способ помогает добиться предотвращения появления термических трещин из-за перегрева материала (т.к. температура строго регулируется).
Также широко применяется холодная сварка, которая происходит без плавления материала в зоне шва. Детали соединяются на уровне кристаллических решеток материала путем вдавливания форм друг в друга.
Настройка tig сварки – от А до Я + Полезные советы
Ранее мы рассказывали о том, как подобрать электрод, газ и другие расходные материалы. В этой статье продолжим рассматривать сварочный процесс, а точнее работу с аргонодуговым аппаратом tig. Для удобства сразу же выделим вопросы, которые будут затронуты в данном материале:-
Как подготовить tig горелку к работе?
-
Как настроить сварочный аппарат?
-
Как начать аргонодуговую сварку?
-
Как правильно вести сварочную горелку?
Для наглядности используем конкретные модели и заготовки. Сваривать будем нержавеющую сталь, а в качестве tig-аппарата выступит надежный и простой в управлении аппарат FUBAG INTIG 200 DC Pulse. Помимо основных функций оборудование обладает функцией импульсной сварки.
Что касается расходных материалов, то в приведенном примере используется баллон с аргоном, электроды WL 20 (для постоянного тока) и присадочный пруток.
Подготовка аргонодугового аппарата к работе
Все комплектующие под рукой. Собираем все воедино:
-
Устанавливаем редуктор на баллон с газом
-
Подключаем газовый шланг к редуктору
-
Подключаем байонетный разъем горелки к минусовому разъему
-
Подключаем кабель управления к пяти-пиновому разъему на лицевой панели
-
Последним подключаем кабель массы к плюсовому разъему
Аппарат практически готов к работе, теперь переходим к сборке tig горелки:
1. Первым устанавливаем цангодержатель
2. Аккуратно вставляем в него цангу
3. Прикручиваем хвостовик (не до конца)
4. Устанавливаем керамическое сопло
5. Вставляем вольфрамовый электрод
6. Настраиваем вылет электрода
7. Хорошенько затягиваем хвостовик.
Как только все выполнено, выставляем расход газа в зависимости от места проведения и диаметра сопла. Для сопла с диаметром 10 мм вполне подойдет расход газа равный 10 л/мин.
Внимание! Помимо самого аппарата и горелки, подготовка требуется и заготовкам. Очистив их от ржавчины, оксидной пленки и других загрязнений, вы позаботитесь о качестве сварки. Для обезжиривания можно воспользоваться ацетоном, уайт-спирпитом или другим растворителем. Присадочный пруток также зачищается наждачкой и обезжиривается.
Настройка tig аппарата от А до Я
Практически все металлы свариваются на прямой полярности (на электроде минус). Исключением является лишь сварка алюминия и его сплавов. Ярким примером сплава может могут стать медные сплавы со значительным содержанием алюминия. Для них обязательным является использование переменного тока.
Итак, настраиваем FUBAG INTIG 200 DC Pulse:
-
На панели управления выставляем метод сварки – TIG.
-
Устанавливаем предпродувку газа на 0,5 сек.
-
Настраиваем ток поджига – 25% от рабочего тока (А).
-
Фиксируем время нарастания до рабочего тока – 0,2-1,0 сек.
-
Устанавливаем ток сварки (А) (см. Таблицу ниже)
-
Выставляем время до тока заварки кратера (спада в секундах)
-
Выбираем значение тока заварки кратера в амперах
-
Последним параметром станет время продувки газа после сварки (сек)
Параметры, которые относятся к заварке кратера, подбираются в зависимости от толщины металла.
В данной таблице даны общие рекомендации по подбору сварочного тока для наиболее используемых металлов и толщин. Это поможет вам сориентироваться при подготовке к началу работы.
Таблица. Настройка аргонодугового аппарата в зависимости от вида металла и толщины
|
Вид металла |
Толщина металла, мм |
Род тока |
Сила тока¸А |
|
Стальные сплавы |
1,0 |
DC |
20 - 30 |
|
1,5 |
DC |
40 - 60 |
|
|
2,0 |
DC |
70 -90 |
|
|
3,0 |
DC |
100 - 120 |
|
|
4, 0 |
DC |
120 - 140 |
|
|
Алюминий |
1-2 |
AC |
20 - 60 |
|
4-6 |
AC |
120-180 |
|
|
6-10 |
AC |
220-230 |
|
|
11-15 |
AC |
280-360 |
Почему следить за силой тока важнее, чем за остальными параметрами? Во время TIG сварки можно прожечь заготовку, выставив слишком сильный ток. Низкое значение не позволит расплавить металл, что сведет все попытки сварить деталь на нет.
Правильный запуск и сварка TIG-горелкой
Параметры выставлены и пора начинать. У владельцев данной модели сварочного аппарата есть целых два варианта:
-
Использовать контактный поджиг
-
Прибегнуть к функции высокочастотного поджига
Последний предотвратит прожиг металла в случае неправильно выставленных параметров во время настройки аппарата аргонодуговой сварки. Он убережет металл от вольфрамовых включений и позволит самостоятельно контролировать расстояние до детали с момента начала работы.
И теперь самое главное – как же правильно вести горелку? Большинство опытных сварщиков проводят сварку справа налево. Во время процесса без присадочного материала электрод стоит расположить практически перпендикулярно свариваемой поверхности. Если присадочный материал присутствует, то достаточно удерживать небольшой угол (15-20 градусов).
Процесс сварки завершается заваркой кратера. Заварка кратера - финальный участок сварочного шва длиной, высота которого уменьшается до нуля. С точки зрения качества сварного соединения, необходимо исключить образования кратера в финальной части шва. Для этого в аппарате предусматривается режим плавного уменьшения тока.Внимание! Чтобы металл шва не окислялся, надо следить, чтобы конец присадочного прутка постоянно находился в зоне защитного газа.
Для наглядности всего вышеописанного специалисты подготовили специальный видеоролик:
Получите 10 самых читаемых статей + подарок!
*
Подписаться
Smart Laser Polska - Ручной лазерный сварочный аппарат
Ручной лазерный сварочный аппарат
Fiber 1000/1500/2000 Вт
Промышленный лазерный сварочный аппарат с автоматической подачей проволоки.
Лазерный сварочный аппарат серии RL-FH 1000W/1500/2000W с пистолетом – это результат многолетней работы и опыта в области лазерной сварки.
Сварочная горелка подключается к лазерному источнику FIBER оптическим волокном длиной 10 м, что дает практически неограниченную свободу при сварке даже самых сложных пространственных конструкций.
Лазерный сварочный аппарат RL-FH 1000 Вт / 1500 / 2000 Вт не требует постоянного текущего обслуживания.
Компактная конструкция сварочного аппарата позволяет легко перемещать его между рабочими местами. Лазерные технологии в сварке широко используются во многих отраслях промышленности, в том числе автомобилестроение, электроника, авиация, производство электроэнергии, санитария, производство и регенерация штампов, пищевая промышленность и т. д.
Возможность сварки цветных металлов, алюминия, нержавеющей стали и углеродистой стали в этой модели обогащена сваркой смешанных металлов (латунь со сталью, алюминий с медью).
Функция Wobble повышает скорость и качество лазерной сварки. Ручной пистолет с подвижной линзой, управляемой автоматически, позволяет корректировать дефекты материала. Переменный тип пятна позволяет лучше выбрать сварной шов (шириной до 5 мм) в зависимости от потребности и типа сварки: внутренние и внешние углы, плоская или круглая сварка.
Автоматический механизм подачи проволоки толщиной 0,8–1,6 мм, встроенный в программное обеспечение, позволяет выполнять сварку с заполнением.
Преимущества:
- Небольшая зона термического влияния
- Высокая скорость сварки / высокое качество, точность и повторяемость
- Высокопрочные и качественные сварные швы
- Равномерные и повторяемые сварные швы
- Автоматический механизм подачи проволоки
- Сварка цветных металлов
- Сварка очень мелких деталей
- Низкие эксплуатационные и эксплуатационные расходы
- Соединение различных материалов
- Ручная сварочная головка легкая и гибкая, подходит для различных углов, многопозиционная сварка
- Расчетный срок службы источника волокна составляет примерно 100 000 рабочих часов
- Мощность 1000 Вт / 1500 Вт / 2000 Вт
Данные:
- Мощность лазера - 1000, 1500, 2000 [Вт]
- Длина волны лазера - 1070 [нм]
- Длина оптического волокна - стандартная 10 [м]
- Скорость сварки - 0-120 [мм/с]
- Водяное охлаждение
- Рекомендуемая толщина шва - 0,5-3 мм
- Источник питания - 230/50 кГц [В]
Гарантия:
- 2 года на все устройство, кроме расходных материалов и механических повреждений.
- Гарантийное и послегарантийное обслуживание
Техническая поддержка:
- Квалифицированный сервис доступен по всей Польше
- Ответ службы через 48 часов после уведомления
- Запас запасных частей и расходных материалов
- Онлайн-поддержка: по электронной почте/телефону/мгновенным сообщениям
Умный лазер 1000 Вт / 1500 Вт / 2000 Вт.
Преимущества аппарата лазерной сварки
- Управление простое - Оператор может начать работать даже после получасового обучения.
- Непрямое излучение низкое, просто наденьте защитные очки, чтобы фильтровать сильный свет
- Высокая скорость сварки, а производительность может быть в 3-8 раз выше, чем при традиционной сварке.
- Энергия сконцентрирована, а эффект термической деформации мал.
- Сварка хорошая, швы высокопрочные.
- Можно сваривать очень тонкие материалы, такие как нержавеющая сталь толщиной 0,05 мм.
- Можно сваривать с проволокой или без нее.
Технические характеристики
| Аппарат лазерной сварки RL-FH | 1000 Вт | 1500 Вт | 2000 Вт | 90 134 90 135 90 136 90 125 90 126 Лазерный источник 90 127 90 140 Raycus / IPG 90 141 90 140 Raycus / IPG 90 141 90 140 Raycus / IPG 90 141 90 134 90 125Мощность лазера 90 127 90 140 1000 Вт 90 141 90 140 1500 Вт 90 141 90 140 2000 Вт 90 141 90 134 90 125 | Длина волны 90 127 90 140 1070-1090 нм 90 141 90 140 1070-1090 нм 90 141 90 140 1070-1090 нм 90 141 90 134 90 125 90 126 Частота модуляции 90 127 90 140 1-5000 Гц 90 141 90 140 1-5000 Гц 90 140 1-5000 Гц 90 134 90 125 90 126 Длина волокна 90 127 90 140 5 м 90 141 90 140 5 м 90 141 90 140 5 м 90 141 90 134 90 125 90 126 Диаметр точки сварки 90 127 90 140 0,5 - 2,0 мм 90 141 90 140 0,5 - 2,0 мм 90 141 90 140 0,5 - 2,0 мм 90 141 90 134 90 125 90 126 Диаметр сердцевины волокна 90 127 90 140 50 мкм 90 141 90 140 50 мкм 90 141 90 140 50 мкм 90 134 90 125 90 126 Номинальная мощность установки 90 127 90 140 6 кВт 90 141 90 140 7 кВт 90 141 90 140 9 кВт 90 141 90 134 90 125 90 126 Номинальное напряжение 90 127 90 140 230 В ~ 50 Гц 90 141 90 140 230 В ~ 50 Гц 90 141 90 140 380 В ~ 50 Гц 90 141 90 134 90 125 90 126 Охлаждение 90 127 90 140 Вода 90 141 90 140 Вода 90 141 90 140 Вода 90 141 90 134 90 125 | Вес 90 127 90 140 220 кг 90 141 90 140 220 кг 90 141 90 140 250 кг 90 141 90 134 |
|---|
Толщина свариваемых материалов
| Материал | Мощность сварки 1000 Вт | Мощность сварочного аппарата 1500Вт | Мощность сварки 2000 Вт | 90 134 90 135 90 136 90 125 90 126 Нержавеющая сталь 90 127 90 140 0,5 - 3,0 90 141 90 140 0,5 - 4,0 90 141 90 140 0,5 - 5,0 90 141 90 134 90 125Мягкая сталь 90 127 90 140 0,5 - 2,5 90 141 90 140 0,5 - 3,5 90 141 90 140 0,5 - 4,5 90 141 90 134 90 125 90 126 Алюминий 90 127 90 140 0,5 - 2,5 90 141 90 140 0,5 - 3,0 90 141 90 140 0,5 - 4,0 90 141 90 134 90 125 90 126 Оцинкованная сталь 90 127 90 140 0,5 - 1,2 90 141 90 140 0,5 - 1,8 90 141 90 140 0,5 - 2,5 90 141 90 134 |
|---|
загрузок
Все товарные знаки используются только для демонстрации технических возможностей компании.Smartlaser.pl не претендует на какие-либо права или обязательства, вытекающие из представления этих знаков. Копирование, распространение или любое использование материалов, содержащихся на сайте tarnawski.pl, запрещено. Все тексты, фотографии и графические элементы защищены авторским правом в соответствии с Законом от 4 февраля 1994 г. об авторском праве и смежных правах.
.Ручной лазерный сварочный аппарат из нержавеющей стали с сертификацией CE
Ручной лазерный сварочный аппарат из нержавеющей стали Лазерный сварочный аппарат Лазерный сварочный аппарат Цена припоя
Описание:
Машины появляются в индустрии лазерного оборудования, заполняя пустоты ручной сварки. Его преимущества заключаются в простоте эксплуатации, красивом сварочном луче, высокой скорости сварки и отсутствии расходных материалов. Сварка тонкого листа нержавеющей стали, листового железа, оцинкованного листа и других металлических материалов может прекрасно заменить традиционную аргонно-дуговую сварку, электросварку и другие процессы.Ручной лазерный сварочный аппарат может широко использоваться в шкафах, кухнях, лестничных клетках, лифтах, стеллажах, печах, дверях и окнах из нержавеющей стали, распределительных коробках, бытовых и других отраслях со сложными и нестандартными сварочными процессами.
Machine photo:
| Model | KY-M-HW | ||||||||||||||||||||||||
| Laser Source | Raycus 05 | | Output power efficiency (%) | 10-100% | Laser head | Handheld | Laser wavelength | 1085nm | Fiber diameter | 100μm | Pulse frequency | 50 ~ 20 kHz | 9002 9002 527 027 | Spot size | Φ0.2-1.8 mm | Welding depth | 0.8-1 mm | Water chiller | S&A 1000w | Total Power | 5 кВт | Температура окружающей среды | 10 ℃ ~ 40 ℃ . Гц, однофазная | ||
| Северо-запад | 220 кг |
1000w 1500w 2000w
. Средство энергосистемы
777Тест
Преимущества:
1.Принять интегрированную структуру. Система управления, лазерная система и система охлаждения встроены в шкаф. Он обладает уникальными преимуществами небольшой площади, удобного перемещения и надежной работы.
2. Ручной сварочный пистолет легко брать, использовать и переносить. Он оснащен оригинальным оптическим волокном длиной 5-10 м, гибким и удобным.
3. Ручной режим, специальные сварочные насадки могут быть установлены для сварки заготовок в любом положении и под любым углом.
4. Использование источника волоконного лазера. Качество лазерного луча достаточно хорошее, а его выходная мощность стабильна, что обеспечивает высокую эффективность сварки. Постформинговая сварка отвечает требованиям к сварке высококачественных изделий.
5. Очень красивые параметры сварки, без следов сварки, без деформации, без обесцвечивания. нет необходимости в дополнительной шлифовке. Это сэкономит ваше время.
6. Он прост в эксплуатации, прост в освоении, быстро запускается.Вам не нужны квалифицированные рабочие. Это сэкономит много трудозатрат.
7. Сварка прочная, а прочность достигает и даже превышает сам основной металл.
8. Аппарат оснащен защитным блоком управления, который может управлять лазерным лучом, который выходит только тогда, когда сварочная головка касается металлической поверхности. Уникальная функция лазерной безопасности операций обеспечивает безопасность операторов.
9. Использование профессионального программного обеспечения для сварки.Он имеет функцию непрерывного лазерного луча и регулируемую форму выходного сигнала для качественной и быстрой сварки.
10. Низкий расход. При использовании лазерного аппарата за час расходуется всего ток 1-1,5 градуса.
Области применения:
Он широко используется в кухонной и санитарной промышленности, производстве бытовой техники, рекламной индустрии, штамповочной промышленности, производстве нержавеющей стали, машиностроении из нержавеющей стали, дверной и оконной промышленности, ремесленной промышленности, промышленности товаров для дома, Промышленная мебель, промышленность автозапчастей и т. Д.
Технические параметры:
.
Китай Профессиональный ручной лазерный сварочный аппарат с вращающейся головкой для сварки алюминия из углеродистой стали Поставщики, производители, фабрика - Профессиональный ручной лазерный сварочный аппарат с поворотной головкой для сварки алюминия из углеродистой стали и латуни Цена
Ручной лазерный сварочный аппарат из нержавеющей стали, углеродистой стали, 1000 Вт
Знакомство с аппаратом
Ручной волоконный лазерный сварочный аппарат, использующий лазерный генератор последнего поколения.
Оснащен разработанной нами сварочной головкой. Станки появляются в отрасли лазерного оборудования, заполняют заготовки ручной сварки
. Его преимущества заключаются в простоте эксплуатации, красивом сварочном луче и высокой скорости сварки. Сварка тонкого алюминия, листа нержавеющей стали, листового железа, оцинкованного листа и других металлических материалов может прекрасно заменить традиционную аргонно-дуговую сварку, электросварку и другие процессы. Ручной лазерный сварочный аппарат может широко использоваться в шкафах, кухнях, лестничных клетках, лифтах, стеллажах, печах, дверях и окнах из нержавеющей стали, распределительных коробках, бытовых и других отраслях со сложными и нестандартными сварочными процессами.
Характеристики
1. Высокое качество сварки
Лазерная сварка позволяет получить самоплавкую сварку основного материала без необходимости в основном металле
Позволяет добиться более глубокого провара и большей силы сварки
Поверхность сварного шва яркая и гладкая , без необходимости последующей шлифовки
Малая погонная энергия, минимальная тепловая деформация
2. Более эластичная
Можно приваривать к различным материалам: углеродистая сталь, нержавеющая сталь, алюминиевый сплав и т.д.
Различные формы подключения: стыковка, соединение сопоставления, угловой соединение, фланцевой сустав
Подробная информация о машине
Образцы
Как выбрать правую пищевую мощность LASER
Как выбрать правую пищевую мощность LASER.
06 1.5
06 2.5
05
06 2.0
06 3.0
Hot Tags: professional with handheld laser welding machine welding of нержавеющая сталь, углеродистая сталь, алюминий и латунь, Китай, поставщики, производители, завод, цена
.Nanjing Speedy Laser Портативный лазерный сварочный аппарат 1000W 1500W Сварка нержавеющей стали
Nanjing Speedy Laser Портативный лазерный сварочный аппарат 1000W 1500W Сварка нержавеющей стали
Волоконно-лазерный сварочный аппарат - это новый метод сварки высокого класса.Лазерный луч соединен с волокном, а после
проходящий на большое расстояние преобразуется в параллельный свет Концентрация на заготовке для непрерывной сварки,
эффект сварки сильнее, а шов тоньше и красивее благодаря непрерывному световому лучу.Относительно
для удовлетворения различных потребностей различных отраслей, оборудование может удовлетворить потребности пользователей в различных отраслях, таких как
рекламные буквы, металлическая пластина, шкаф, полка, дверь, окно, лифт, умывальник и т. Д. Многие отрасли металлопродукции.
| НЕТ | Технический параметр | |
| Модель машины | SL-WF 1000 Вт | SL-WF 1500 Вт |
| Мощность лазера | 1000 Вт | 1500 Вт |
| Длина волны лазера | 1080 нм | 1080 нм |
| Качество луча | М2 < 1,2 | М2 < 1,2 |
| Толщина сварки | ≤ 2 мм нержавеющая сталь | ≤ 4 мм нержавеющая сталь |
| Проварка сварочного зазора | < 0,2 мм | < 0,2 мм |
| Проникновение | ≤ 2 мм | ≤ 2 мм |
| Длина волокна | 10М | 10М |
| Сварочная головка | Поворотная сварочная головка | |
| Энергопотребление | ≤ 5кВт | ≤ 7 кВт |
| Водяное охлаждение | Индивидуальная промышленная двухтемпературная система водяного охлаждения | |
| Блок питания | 380 + 10% 3P + полиэтилен | |
| Рабочая температура | 88*42*81 см (Д.* ширина * высота) | |
| Рабочая влажность | 70% | |
| Машинная упаковка | Стандартная экспортная деревянная тара | |
.
Аппарат лазерной точечной сварки Sequence 1000В 1500В 2000В для латуни, металла и нержавеющей стали \ Сварочное оборудование
Аппарат для точечной лазерной сварки 1000В 1500В 2000В для латуни, металла и нержавеющей стали
Название продукта
лазерный сварочный аппарат
Модель №.
Камера pxw-1000
Камера pxw-1500
Лазерный источник
Волоконный лазер
Длина волны лазера
1070нм
Номинальная мощность
1000 Вт
1500 Вт
Лазерная энергия
800ДЖ
1000ДЖ
Ширина импульса
≤20 мс
Частота импульсов
≤50 Гц
Диаметр связки 9000 3
0,1-3,0 мм
Источник питания
Совместимость с 220 В ± 10 % / 50 Гц и 60 Гц
Система наблюдения
Микроскоп 10X 9000 3
Освещение камеры
Светодиодные круглые светильники
Параметры
10 групп
Предупреждение безопасности
уведомление о потоке
Язык дисплея
Китайский/английский
Переключение подачи газа
Одна линия (аргон)
Система охлаждения
кулер для воды 9000 3
Потребляемая мощность 9000 3
6,5 кВт
7,5 кВт
Размеры машины
Сварщик: 1040*600*1220мм (Д*Ш*В) Радиатор: 430*370*585мм (Д*Ш*В)
Рабочая среда
5℃ -30 ℃, влажность 5% -75%
Масса нетто 9000 3
150 кг (сварщик) + 65 кг (холодильник) 9000 3
Лазер в основном используется в ювелирной, золотой и серебряной промышленности
.(браслеты, кольца, ожерелья, серьги, подвески, украшения из нержавеющей стали)
Вопросы и ответы:
Кому: Какова мощность лазера вашего сварочного аппарата с волоконным лазером?
A: У нас есть мощность лазера от 300 до 4000 В, способная работать с различными металлами
разной толщины.1.Низкая мощность 200 Вт, 300 Вт, 500 Вт, 700 Вт, 750 Вт, 1000 Вт для сварки металлов толщиной менее 2 мм
2. Средняя мощность 1500 Вт, 2000 Вт, возможность сварки стали до 4 мм
Вопрос: Какие материалы мы можем сварить?Толщина сварочного аппарата для волоконной лазерной сварки?
A: Сварочный аппарат с волоконным лазером может сваривать металлические материалы, включая углеродистую сталь / нержавеющую сталь / алюминий / оцинкованные листы, но материалы с высоким зеркалом ограничены сваркой с помощью волоконного лазера, такого как латунь / серебро / бронза, если у вас есть такой материал. , пожалуйста, свяжитесь с нами для получения профессиональной консультации
B: Толщина сварки от 0.От 5 до 4 мм в зависимости от мощности лазера.
Вопрос: В случае возникновения проблем с этой машиной при ее использовании клиентом, как выполнить послегарантийное обслуживание?
О: Гарантия на два года (исключая расходные материалы).Любая проблема возникает в течение гарантийного срока, вы можете связаться с нами как можно скорее, мы обеспечиваем 24-часовое обслуживание веб-сайта, профессиональные инженеры доступны к вашим услугам, если детали необходимы для замены, они будут отправлены бесплатно в срочном порядке для обеспечения максимальной эффективности.
Наша компания
Jinan Pshine CNC Machine Co. Ltd. была основана в 2006 году. Уже более десяти лет
Pshine cnc всегда занималась изучением и производством станков с ЧПУ.
За 13 лет Pshine покрывает весь китайский рынок, а также очень популярна в более чем 150 странах,
Например, Америка, Западная Европа, Южная Азия и Восточная Азия.Отличное послепродажное обслуживание, гарантия на продукцию 3 года,
и научная сертификация.
Добро пожаловать в Pshinecnc.
.Лазерные сварочные аппараты | лазерные сварочные аппараты, лазерные сварочные аппараты 1500Вт, ручная сварка пистолетом
MPstamp, торгово-сервисная компания. Мы продаем станки с ЧПУ с 2014 года. Мы торгуем лазерными сварочными аппаратами самого высокого качества , инструментами, всеми видами приспособлений для листогибочных прессов. Держатели листогибочных прессов Rolleri , Eurostamp, Amada, Bystronic, Trumpf, Wila, UKB-GMBH . Недавно наше предложение было расширено до лазерного сварочного аппарата .Аксессуары для лазеров любой марки. Лазерная сварка благодаря нашим сварочным аппаратам доставляет истинное удовольствие. Продажа машин и устройств для обработки металлов, среди прочего: листогибочные прессы , гидравлические и механические гильотины, ленточные пилы , волоконные лазеры , гибочные станки , прокатные станы, сверла и гибочные станки. ленточнопильные станки PEGAS-GONDA , биметаллические ленточнопильные станки EBERLE.
Чем мы занимаемся
продажа
инструменты, лазерные сварочные аппараты
Продаем лазерные сварочные аппараты для нержавеющей стали, инструменты для листогибочных прессов.Крепления для прессов и станков. Мы также продаем лазерные части.
услуги
оказываем услуги связанные с обработкой стали, лазерной сваркой
MPstamp оказывает услуги связанные с обработкой стали. Обработка, восстановление и лазерная сварка нержавеющей стали . Наши услуги предоставляются в Польше.
сервис
мы гарантируем самый быстрый и надежный сервис в Польше
Никакая машина не является для нас проблемой. Мы гарантируем лучшее и быстрое обслуживание станков и лазеров.Мы работаем с лучшими сервисными инженерами.
технология
мы предоставляем самые передовые технологии лазерная сварка
Благодаря сотрудничеству со многими производственными и сервисными компаниями, мы можем предоставить знания, необходимые в лазерной сварке .
Высококачественные лазерные сварочные аппараты и лазеры для гравировки
.Ручной лазерный сварочный аппарат мощностью 1000 Вт - Otinus
Есть две особенности, которые характеризуют лазерные сварочные аппараты: идеальные, воспроизводимые сварные швы и простота использования .
Комплект включает
- Аппарат лазерной сварки со встроенной системой охлаждения
- сварочный пистолет с регулируемым фокусом и набором принадлежностей
- Волоконный лазерный источник MaxPhotonics
- автоматическая подача проволоки
- набор кабелей
- Стартовый комплект сопла и защитного стекла
Технические параметры
- мощность лазерного источника 1000 Вт
- длина волны лазера 1064 нм
- скорость сварки до 120 мм/с
- Источник питания 230 В 50 Гц

Использовать
Лазерные сварочные аппаратыочень просты в использовании, что является революцией в сварочной промышленности.Каждый человек после непродолжительного обучения может начать сварку самостоятельно с хорошими результатами.
Оптическое волокно, с помощью которого пистолет подключается к источнику лазерного излучения, позволяет сварщику свободно работать во многих положениях, не перемещая устройство. Небольшая зона термического влияния предотвращает чрезмерную деформацию. Шов наносится очень быстро и легко, в результате получается правильное и прочное соединение материалов.


Обозначение
Аппарат лазерной сварки предназначен для профессионального использования на заводах и фабриках, где требуется высокое качество и эстетика сварного шва.Сварщик позволяет соединять элементы толщиной в соответствии со спецификацией:
Источник 1000 Вт
- Углеродистая сталь: до 3 мм
- Нержавеющая сталь: до 3 мм
- Алюминий: 2 мм
- Латунь: 0,8–1 мм
Источник 1500 Вт
- Углеродистая сталь: до 4 мм
- Нержавеющая сталь: до 4 мм
- Алюминий: 3 мм
- Латунь: 1 мм
Источник 2000 Вт
- Углеродистая сталь: до 5 мм
- Нержавеющая сталь: до 5 мм
- Алюминий: 4 мм
- Латунь: 2 мм
Сборка
Эргономичная сварочная горелка соединяется со сварочным аппаратом длинным кабелем.Он обеспечивает большую свободу движений, что облегчает сварку даже сложных форм. Встроенный контроллер с большим четким дисплеем интуитивно понятен в использовании. Аппарат оснащен эффективной системой охлаждения, что позволяет ему работать в сложных производственных условиях даже при трехсменной системе.
Принцип действия
Лазерные сварочные аппараты расплавляют сварочную проволоку и кромки свариваемых деталей лазерным лучом. После запуска и настройки аппарата сварочный пистолет прикладывают к началу линии будущего сварного шва.Затем, после нажатия на курок на рукоятке, луч создается в источнике волоконного лазера, расположенном в корпусе сварочного аппарата. Он подводится по оптическому волокну к пистолету (который частично является головкой). Луч фокусируется и направляется на сварочную проволоку, подаваемую механизмом подачи, и на место применения горелки. Нажав на спусковой крючок, двигайте горелку по линии сварки в соответствии со скоростью подачи проволоки.
Постоянная рабочая температура источника и пистолета обеспечивается системой охлаждения с водяным контуром.Уровень лучистого излучения и охлаждения контролируются контроллером, который управляет значениями в соответствии с параметрами пользователя.
.









 Вызов дизайнера:
Вызов дизайнера:


Действующие акции

скидка для внимательных клиентов 7% от общей стоимости заказа.

