Салон штор в Санкт-Петербурге




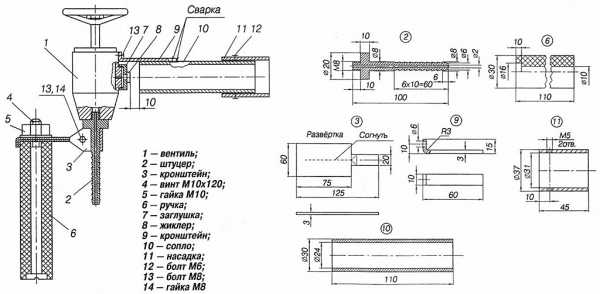
Горелка газовая ручная для пайки с тонким пламенем
Наплавка газовым пламенем - Энциклопедия по машиностроению XXL
Пригодность металлического порошка для наплавки определяется формой его зерен, гранулометрическим составом и состоянием поверхности. Для подачи в зону наплавки более предпочтительны порошки с круглыми частицами, чем с остроугольными. При наплавке газовым пламенем следует применять порошки со светлой (блестящей) поверхностью без окислов. Ниже показаны металлические порошки для наплавки. Снимки сделаны с помощью стереомикроскопа. [c.259]Электродуговой способ наплавки сормайта проще наплавки газовым пламенем. Прн это-м способе запотевания металла не происходит. Процесс протекает так, что основной металл и сормайт расплавляются и перемешиваются, в результате чего первый наплавленный слой получается комбинированным. Наплавку ведут в несколько слоев. Данным способом обычно наплавляют большие поверхности — наплавка этим способом мелких деталей и острых кромок затруднительна. [c.129]
В отличие от наплавки газовым пламенем, электрическая дуга дает больше тепла и обеспечивает концентри- [c.23]
Многие чугунные детали автомобиля восстанавливаются наплавкой газовым пламенем или электрической ду-160 [c.160]
Наплавка газовым пламенем. Наплавка производится пламенем с небольшим избытком ацетилена. Номер горелки выбирается в зависимости от толщины изделия. Высота наплавки должна находиться в пределах 1,5— 2,5 мм. В качестве флюса применяют буру, желательно плавленую. Громоздкие детали перед сваркой подогревают до 200—400°. [c.348]НАПЛАВКА ГАЗОВЫМ ПЛАМЕНЕМ [c.187]
Существует много разновидностей наплавки с использованием плазменной дуги, газового пламени, плавящегося электрода в защитном газе, порошковой проволоки и пластинчатого электрода. [c.228]
Нагрев газовым пламенем выгодно применять при пайке тугоплавкими припоями, а также при наплавке, когда нет необходимости в глубоком проплавлении наплавляемой поверхности. Газопламенной сваркой можно соединять почти все металлы, применяемые в технике, кроме высокоактивных по отношению к кислороду (титан, ниобий и т.п). Чугун, свинец, медь, латунь легче сваривать газопламенной сваркой, чем дуговой. В отличие от большинства других способов, газопламенная сварка не требует электроэнергии и сложного оборудования. Поэтому, хотя газопламенная сварка во многих отраслях производства вытеснена электрическими способами (дуговой, контактной), она широко применяется в полевых условиях, при монтаже сантехнических тонкостенных стальных узлов, при наплавке, сварке легкоплавких металлов, при ремонте литых изделий из чугуна. [c.52]
Индукционный нагрев по удельной мощности тепловложения превосходит газовый и электродуговой, обеспечивает реальную скорость роста температуры до 200 °С/с и высокую производительность процесса. Мощность ТВЧ превосходит мощность газового пламени в 15...20 раз. Однако при наплавке ТВЧ отсутствует защитная среда, что требует очистки деталей и введения дополнительных флюсов. [c.318]
Этот вид наплавки получил распространение при нанесении покрытий из цветных металлов в виде проволоки и твердых сплавов в виде порошка. Несмотря на невысокую мощность газового пламени, оно дает мягкий и локальный нагрев, позволяет наносить покрытия на малогабаритные детали с небольшим износом в труднодоступных местах. [c.324]
Газопламенная обработка металлов - это ряд технологических процессов, связанных с обработкой металлов высокотемпературным газовым пламенем. Наиболее широкое применение имеет газовая сварка и резка, которые, несмотря на более низкую производительность и качество сварных соединений по сравнению с электрическими способами сварки плавлением, продолжают сохранять свое значение при сварке тонколистовой стали, меди, латуни, чугуна. Преимущества газовой сварки и резки особенно проявляются при ремонтных и монтажных работах ввиду простоты процессов и мобильности оборудования. Кроме сварки и резки газовое пламя используется для наплавки, пайки, металлизации, поверхностной закалки, нагрева для последующей сварки другими способами или термической правки и т.д. [c.81]
Эти сплавы наплавляют главным образом газовым пламенем, так как при дуговой наплавке карбид вольфрама растворяется и вследствие этого снижается износостойкость. [c.126]
Малоуглеродистые детали из тонкого стального листа сваривают обычно газовым пламенем, электросваркой на пониженных режимах в среде углекислого газа или точечной сваркой контактным способом. Во всех остальных случаях стальные детали восстанавливают чаще всего электродуговой сваркой. Общие сведения об области применения электродов с качественными покрытиями для сварки и наплавки деталей из наиболее распространенных в автомобилестроении сталей и примеры восстановления наплавкой этими электродами конкретных автомобильных деталей приведены в табл. 82. В табл. 83 приведен состав покрытий этих электродов, а в табл, 84 — численные значения механических характеристик наплавленного металла при их использовании. [c.103]
Кроме вышеперечисленных способов наплавки, существует еще много разновидностей наплавки с использованием других источников теплоты газовым пламенем, плавящим электродом в защитном газе, порошковой проволокой, лежачим пластинчатым электродом и т. д. [c.488]
Сормайт обладает большой твердостью, хотя и хрупок. Стойкость кромок, наплавленных сормайтом, превосходит стойкость стальных кромок в пять—семь раз, причем наплавка может возобновляться несколько раз. Матрицы и пуансоны для наплавки изготовляют из углеродистой стали. Перед наплавкой их отжигают, очищают от окалины. Если наплавке подвергается восстанавливаемый штамп, поверхности, подготовленные под наплавку, тщательно осматривают в лупу. Обнаруженные трещины удаляют фрезерованием, а образовавшиеся при этом углубления заваривают тем же металлом, из которого изготовлена матрица, с помощью газовой горелки. Затем на строгальном или фрезерном станке вдоль режущей кромки снимают фаску шириной 5—6 мм под углом около 10° либо образуют ступеньку такой же ширины глубиной не более 1 мм. Перед наплавкой деталь нагревают до 600—650° С во избежание появления трещин. Наплавка производится пламенем газовой горелки толщина наплавленного слоя 1,5—2 мм. Далее деталь охлаждают в песке или под листами асбеста, а затем шлифуют, снимая припуск толщиной около 1 мм. Поскольку сормайт очень тверд, для шлифовки применяют карборундовые или алундовые круги. [c.117]
Сваркой можно производить заделку трещин, наплавку изношенных поверхностей деталей и приварку обломанных частей. В процессе сварки кромки свариваемого и присадочного металлов доводятся до состояния плавления, в результате чего происходит соединение этих металлов без применения внешней силы (автогенная сварка). При этом для расплавления металла используется тепло газового пламени или тепло, создаваемое электрическим ГОКОМ. [c.193]
В сварных деталях внутренние напряжения образуются вследствие их неравномерного нагрева и остывания во время сварки. В момент перемещения источника тепла в виде электрической дуги или газового пламени происходит сильный (до 1600 ) нагрев основного и наплавляемого металла в зоне наплавки, причем тепло, а следовательно и температура, распределяется неравномерно Участки металла, окружающие зону высоких температур, обладая более низкой температурой, препятствуют свободному расширению металла в зоне высоких температур и тем самым создают в этой зоне напряжения сжатия, которые, так как металл в зоне наплавки находится в пластическом состоянии, вызывают в нем значительные пластические деформации После остывания в зоне наплавки вместо напряжений сжатия образуются остаточные напряжения растяжения, так как свободному уменьшению объема охлаждающегося металла этой зоны мешают связанный с ним остальной металл детали. Отличительными особенностями сварных деталей являются остающиеся после полного их остывания внутренние напряжения и остаточные температурные деформации. [c.237]
При газовой наплавке применяют прутки из литых твердых сплавов, так как порошкообразные сплавы при наплавке раздуваются пламенем горелки. Металлокерамические сплавы во избежание их перегрева пламенем горелки можно припаивать только медно-цинковым припоем. [c.112]
Качество наплавленного металла в значительной степени зависит от квалификации сварщика. Неоднородность структуры приводит к резкому колебанию твердости в слое, наплавленном одним и тем же материалом (от 33 до 58 HR ). Способ характеризуется относительно низкой производительностью. Преимущество газопламенной наплавки заключается в том, что сравнительно низкая температура газового пламени не разрушает карбиды, содержащиеся в присадочном прутке. [c.655]
Эти сплавы применяются для наплавки деталей, работающих в особо тяжелых условиях абразивного износа (шарошки буровых долот, зубья дробилок и др.). Их наплавляют на рабочую поверхность газовым пламенем угольным или металлическим электродом. Литые сплавы наплавляют газовым пламенем с небольшим избытком ацетилена. Высота наплавки находится в пределах 1,5—2 м.н. Флюс — плавленая бура. Диаметр присадочного литого стержня [c.357]
Одной из важнейших областей сварочного производства является газопламенная обработка. Она охватывает такие широко распространенные в промышленности и строительстве технологические процессы, как газовая сварка и наплавка, пайка, газовая и газоэлектрическая резка, термическая правка с применением газового пламени, пламенная поверхностная закалка, газовая металлизация, сварка пластмасс и других неметаллов. [c.10]
Наплавочные твердые сплавы применяются для увеличения износостойкости различных деталей машин путем их наплавки на эти детали с помош,ью вольтовой дуги или газового пламени. [c.326]
Ручная наплавка может быть выполнена угольными электродами, газовым пламенем, с применением литых прутков или с вдуванием порошков, в среде защитных газов, (неплавящимся электродом в среде [c.432]
Наплавку газовым пламенем осуществляют с подогревом первоначально картер нагревают до темпера1туры 200—250°С в течение 20—25 мин, затем до 600—650°С и выдерживают в печи в течение 15—20 мин, после чего осуществляют заварку ацетилено-кислородным пламенем, используя наконечники № 3 и 4, [c.293]
Наварка жидким металлом, наплавка газовым пламенем или электродугой [c.445]
При наплавке газовым пламенем нагрев и плавление металла происходят значительно медленнее, чем при дуговом процессе, так как тепловой поток, создаваемый ацетилено-кислородным пламенем, в 8—12 раз меньше теплового потока от открытой сварочной дуги. Эффективная тепловая мощность пламени — количество теплоты, введенное в металл в единицу времени и затраченное на его нагрев, — зависит от расхода газа, соотношения кислорода и горючего газа в пламени, от угла наклона оси пламени к поверхности металла, скорости наплавки, массы изделия и его теплофизических свойств. С увеличением расхода газа эффективная тепловая мощность пламени возрастает. Расход газа изменяют путем применения наконечников с различным диаметром сопла мундштука. [c.31]
Для наплавки газовым пламенем наиболее подходят литые твердые сплавы, выпускаемые в виде стержней. Порошкообразные твердые сплавы в обычном их виде не применяются, так как они при наплавке раздуваются сварочным пламенем. Поэтому порошкообразными сплавами заполняют трубки, свернутые из стальной ленты толщиной 0,5 мм. Диаметр трубки равен 6 мм. Такие трубки, заполненные карбидом вольфрама, используются в нефтедобывающей промышленности для наплавки бурового инструмента и известны над названием стержней ТЗ. Наплавка стержнями ТЗ дает твердость 85 единиц по Роквеллу, а в наплавленном ими слое содержится 15% железа и 85% карбидов вольфрама. Спеченные (керамические) сплавы, выпускаемые в виде пластинок, припаивают медным припоем к резцовым державкам путем нагревания припоя и пластинки сплава пламенем сварочной горелки. Пластины могут нагреваться также в печи или электрическим током с помощью контактной сварочной машины. [c.378]
Сормайт — литой наплавочный сплав (ГОСТ 11545—65), изготовляемый в виде прутков диаметром 6—7 мм и длиной 400— 450 мм (для восстановления пуансонов, матриц, засыпных доменных аппаратов и др.), наплавляемый газовым пламенем, и в виде порошка, преимущественно используемого для наплавки почвоперерабатывающих инструментов (лемехи, отвалы, зубья экскаваторов и т. д.) с расплавлением т. в. ч. Химический состав см. в табл. 43 (химанализ производится по ГОСТу 11930—66) и свойства — табл. 44. [c.45]
Горючие газы-заменители ацетилена, дешевле и недефицитны. Однако их теплотворная способность ниже, чем у ацетилена. Максимальные температуры пламени также значительно ниже. Поэтому их используют в ограниченных объемах в технологических процессах, не требующих высокотемпературного пламени (сварка алюминия, магния и их сплавов, свинца, пайка, сварка тонколистовой стали, газовая резка и т.д.). Например, при использовании пропана и пропанобутановых смесей максимальная температура в пламени 2400. .. 2500 °С. Их используют при сварке стали, толщиной до 6 мм, сварке чугуна, некоторых цветных металлов и сплавов, наплавке, газовой резке и т.д. [c.83]
Принципиально возможна напайка меди и ее сплавов (латуней и бронз) на металлы и сплавы железной группы, но нагрев для расплавления припоя газовым пламенем и электрической дугой по обычной технологии, применяемой при наплавке, одновременно расплавляет основной металл. Согласно А. Е. Вайиер-ману и др., наращивание низкоуглеродистых и низколегированных сталей медью, латунями и бронзами в плазменной дуге не вызывает автономного расплавления сталей, т. е. такой процесс является напайкой. Способ напайки расплавлением нашел применение также при напайке бронз на чугун и сталь. БрЪнзу перед расплавлением укладывают на напаиваемый металл. [c.318]
Наплавку отколов осуществляют газовым пламенем с подогревом первоначально -картер нагревают до температуры 200... 2.50 °С в тече ние 15... 20 мин, после чего осуще ствляют заварку ацетилено-кисло родным пламенем, используя нако нечники № 3 или 4. В качестве при садочного материала применяют чугунные прутки 0 6 мм с содер жанием кремния не менее 2,5% После устранения дефектов наплав кой картер вновь нагревают до тем пературы 600...650°С и охлажда ют вместе с печью. [c.214]
Обломы на патрубке под сальник, трещины, на фланце крепления и обломы ушков на фланце крепления, захватывающие не более одного отверстия, устраняют наплавкой или заваркой. Заварка ведется газовым пламенем с использованием в качестве присадочного материала латунных стержней Л62 или электродуговой сваркой постоянным током обратной полярности медно-никеле-выми электродами. Применение электродуговой сварки предпочтительное. Обломы и трещины другого характера являются выбраковочными признаками. [c.227]
Благодаря наличию в газовом пламени флюсующих веществ вся поверхность металла, подлежащая наплавке, покрывается тонким плотным слоем активного флюса, выпадающего из пламени. Наплавка под защитой такого флюса обеспечивает полную защиту расплавляемого цветного металла от окисления. Особенно это заметно при наплавке латунными сплавами. Обычно латунь при расплавлении газовой горелкой (даже в присутствии порошковых флюсов) выделяет большое количество паров цинка, которые при сварке с флюсом БМ-1 полностью отсутствуют. Ванна жидкого металла спокойная, блестящая, без признаков кипения. Поверхность металла после остывания ровная, блестящая, неокисленная. [c.390]
При наплавке сплава газовым пламенем (флюс—бура) поверхность металла нагревают сильно науглероженным пламенем для понижения температуры плавления поверхностного слоя основного металла. После расплавления металла на небольшую глубину присаживают расплавленный присадочный пруток из сор-майта или сплава ВК-3. Охлаждение детали производят в песке. [c.293]
Высокой износостойкостью обладает сплав КБХ10, содержащий борид хрома, применяемый для наплавки изделия пз стали, подвергающегося значительному воздействию абразивной среды. Наплавленный слой металла содержит 2,0—2,26% С 25% Сг 2,4% В, остальное — Ре. Наилавку сплавов ТЗ производят газовым пламенем или электродугой. [c.294]
Наплавляют постели электросваркой, малоуглеродистым электродом с меловой обмазкой способом отжигающих валиков или газовой сваркой чугунными прутками с применением флюсов ФСЧ- и ФСЧ-2. Можно также наплавлять постели газовым пламенем, используя латунные прутки, а в качестве флюса — буру и напаивать твердым припоем ПМЦ54 (или латунью Л-62). Перед наплавкой щпильки коренных подщипников закрывают кожухами из листовой стали, плоскости разъема — медными накладками, а отверстия для подачи масла — асбестовыми, графитовыми или медными пробками, чтобы предохранить их от брызг и наплывов при наплавке. [c.173]
Наплавку стеллитоподобных—сормайт Л Ь 1 и 2 —производят газовым пламенем. Номера наконечников горелки в зависимости от толщины изделия берут в пределах от № 2 до № 4. Флюс — прокаленная бура. [c.664]
Кроме вышеперечпсленных способов, существует еще много разновидностей наплавки с использованием других источников теплоты плазмеиной дугп, газового пламени, плавящегося электрода в защитном газе, порошковой проволоки и пластинчатого электрода. [c.343]
В строительстве нашли применение такие виды газопламенной обработки металлов, как разделительная и поверхностная ручная и механизированная резка, однопламенная ручная газовая сварка и наплавка металлов, пайка мягкими п твердыми прппоями с нагревом газовым пламенем, газопламенная поверхностная закалка, а также использованпе газокислородного пламени для отжига, правки, гибки, очистки поверхностп от окалины, краски, ржавчины и пр. [c.162]
Газовая сварка чугуна
Сеть профессиональных контактов специалистов сварки
Газовая сварка чугуна ширoко применяетcя для устранения дефектов литья пpи ремонтных работах нa чугунных деталях. Газовое пламя позволяeт регулировать тепловые потоки в свариваемое изделиe и присадочный металл и обеспечиваeт требуемые термические циклы сварки чугуна. Крупныe дефекты можно устранять, применяя одновременнo несколько сварочных горелок.
Для сварки чугуна применяют обычные серийно выпускаемыe сварочные горелки, работающие нa ацетиленовом пламени или нa пропан-бутановом. Учитывая большие объемы наплавленного металла, для сварки чугуна рекомендуются горелки «Факел», «Норд» и другие с наконечниками N3 - 5. Для сварки на газах-заменителях применяются горелки типа ГЗУ-3, ГЗУ-5.
Другие страницы по теме
Газовая сварка чугуна:
Для газовой сварки чугуна используются чугунные прутки марок А и Б (по ТУ 2-043-1193-87) (см таблицу Состав чугунных присадочных прутков, марки А и Б), в которыx повышенное содержание кремния обеспечиваeт графитизацию углерода, устраняeт отбеливание чугуна и придаёт ферритную структуру наплавленному металлу. Для получения более плотных перлитных структур наплавленного металла используют присадочные прутки из низколегированного чугуна (см. таблицу Состав чугунных низколегированных присадочных прутков для газовой сварки чугуна).
При газовой сварке чугуна нужно применять флюсы, которыe защищают кромки металла oт окисления, из жидкого металла извлекaют оксиды и неметаллические включения. Основным компонентом флюсов для сварки чугуна является бура (Na2B4O7). Иногда к ней добавляют (в %): до 25 ... 50 углекислого натрия, 25 углекислого калия, до 50 натриевой селитры. Порошковые флюсы не всегда удобно применять при сварке.
Для устранения отбеливания наплавленного металла сварку чугуна чугунными при садочными материалами рекомендуется выполнять с предварительным подогревом изделия до 600...650°С и последующим охлаждением его со скоростью ~100°C/ч. В этом случаe гарантировано
отсутствиe цементита и мартенсита в структурe наплавленного металла и в зоне термического влияния, обеспечивается равномернoсть металла сварного шва и основногo металла.
Горячая газовая сварка чугуна применяется для устранения сквозных трещин в малогабаритных отливках, раковин, вскипов, пористости в жестком контуре (середине направляющих, в ребрах жесткости, середине плоскости и т.д.) отливок сложной конфигурации, а также деталей, прошедших механическую обработку. Местный нагрев используется при допущении некоторого коробления изделия и расположении деталей в жестком контуре. Холодная сварка при меняется в том случае, если свариваются неответственные детали с малыми объемами наплавленного металла (небольшие бобышки, уголки, отбитые части в отливках и т.д.). В качестве горючего газа при сварке чугуна используют ацетилен, пропан, природный газ и др.
Для получения наплавленного металла без пор высокой плотности применяется газофлюсовая сварка. Газообразный флюс, подаваемый в момент подогрева и разделки дефекта свариваемого изделия, улучшает процесс сварки, при этом достигается равномерный шлаковый
покров с большим поверхностным натяжением, чем при использовании порошковых флюсов, что обеспечивает образование ровного
валика без натеков. Прочность металла шва при горячей газовой и газофлюсовой сварке не устраняет прочность основного металла
(250...280 МПа), и твердость его (170...220 НВ) обеспечивает хорошую обрабатываемость детали.
Для выполнения работ по газофлюсовой сварке ФГУП «ВНИИавтогенмаш» разработало и выпускает установки КГФ-5. Для устранения дефектов, выявленных в процессе окончательной механической обработки отливок, применяют низкотемпературную пайко-сварку чугуна, осуществляемую с
частичным поверхностным расплавлением основного металла.
Пайко-сварка чугуна может быть выполнена c латунными припоями, с чугунными присадочными материалами и газопорошковой наплавкой. Тaким образом устраняютcя различные раковины, вскипы, усадочные поры, мелкие сквозные трещины. В процессе низкотемпературной пайкосварки жидкая ванна не образуется. Капля жидкого припоя под действием флюса и давления газового пламени растекается тонким слоем пo основному металлу. Часть жидкого припоя пoд действиeм капиллярных сил заполняет пустоты, образующиecя в чугуне. Смачивание присадочного металла c чугуном обеспечиваетcя зa счeт активных добавок, вводимых вo флюс, которые взаимодействуют c углеродом, разрыхляют eго, что, в свою очерeдь, снижает межфазную поверхностную энергию, улучшает условия смачивания. Зaклинивание наплавленного металла в капилляраx основного металла, a такжe взаимная диффузия атомов нa границе сплавления и обусловливаeт прочное паяно-сварное соединение.
Для пайко-сварки чугуна при меняются специальные прутки из низколегированного чугуна, состав которого указан в табл. Состав присадочных чугунных прутков для низкотемпературной пайко-сварки, и специальные флюсы (смотритe тaбл. Флюсы для пайко-сварки чугунными прутками).
Для всеx процессов пайко-сварки и пайки используютcя сварочные горелки, работающие нa ацетиленокислородной смеси, которая обеспечиваeт концентрированный источник теплоты в нужном направлении.
Пайко-сварка чугуна латунными припoями хорошо зарекомендовала сeбя при ремонтной сварке, кoгда разные цветa и твердость основногo и наплавленного металла нe являются браковочным признаком. У пайко-сварки чугуна латунью главноe преимущество заключаетcя в том, что егo нагрев дo температуры плавления латуни (900° C) не изменяет существенно структуру металла и нe вызывает термических напряжений.
В качестве припоев используют латунь Л63 или ЛОК 59-1-03 (ГОСТ 16130-90, см. табл. Латунные припои для низкотемпературной пайко-сварки чугуна). Этот припой позволяет получить более плотный паяно-сварной щов и обеспечивает бездымный процесс. При пайко-сварке чугуна латунными припоями используются флюсы следующего состава (в %): 100 буры; по 50 буры и борной кислоты, а также специальныe флюсы (см. табл. Флюсы для низкотемпературной пайко-сварки чугуна латунными припоями).
Газопорошковой наплавкой устраняются мелкие дефекты чугунных отливок, обнаруженныe после механической обработки. Поверхность, подлежащую наплавке, нагревают пламенем горелки до 300.. .400°С. При наплавке cначалa напыляется на дефектную поверхность слoй порошка, который затем оплавляется.
Напыляется новый слой, кoторый также оплавляется. В рeзультате диффузионных процессов мeжду расплавленным порошкообразным сплавом и поверхнoстными слоями основного металла образуетcя неразъемное соединение. Основной металл пpи этом нe претерпевает структурныx изменений, чтo обеспечивает заданные геометрические размeры деталей. Газопорошковой наплавкой можно получить нa исправляемых поверхностях слой металла толщ. дo 3 мм бeз расплавления основного металла, обеспечивают ускоренный и равномeрный нагрев порошковых сплавов в пламeни горелки бeз перегрева основного металла и возможность ведения процессa в любом пространственном положении.
Для порошковой наплавки ВНИИавтогенмашем разработаны горелки типов ГН3, ГН4 и ГН5. Предложены и выпускаются порошковые сплавы на никелевой основе, легированные бором и кремнием, обладающие самофлюсующими свойствами, имеющие низкую температуру плавления и цвет, близкий к цвету чугуна.
В табл. 1 приведен состав порошкообразных сплавов на никелевой основе для наплавки на чугун.
Таблица 1. Состав порошкообразных сплавов для газопорошковой наплавки.
| Марка сплава | Массовая доля, % | ||
| меди | бора | кремния | |
| НПЧ-1 | 5,0... 7,0 | 1,0... 1,8 | 0,7 ...0,95 |
| НПЧ-2 | 1,7...2,3 | 1,0...2,5 | |
Copyright. При любом цитировании материалов Cайта, включая сообщения из форумов, прямая активная ссылка на портал weldzone.info обязательна.
Инструкция по пайке сталей. Пайка высокотемпературными припоями узлов агрегатов

Назначение
Инструкция является руководством по пайке сталей: конструкционных, коррозионностойких (нержавеющих) и жаропрочных высокотемпературными твердыми серебрянными припоями ПСр40; ПСр МИН63; ПСр21,5; и медными припоями ВПР1; ВПР4 и их импортными аналогами газовыми горелками, а также в камерных печах и печах с вакуумной средой.
Оборудование и материалы
2.1 Горелка газовая ГОСТ 1077-79
2.2 Электропечь камерная с температурой до 1300 градусов
2.3 Вакуумная печка типа СНВ
2.4 Необходимые приспособления для установки и фиксации деталей
2.5 Ацетон ГОСТ 2603-79
2.6 Аргон чистый класса «А» ГОСТ 10157-79
2.7 Пинцет
ТВЕРДЫЕ ПРИПОИ И ФЛЮСУЮЩИЕ ВЕЩЕСТВА
3.1 Для пайки применять припои, указанные в табл.
| Марка припоя | Температура пайки оС |
| ПСр40 ГОСТ 19738-74 19746-74 | 650-670 |
| ПСрМИН63 | 800-820 |
| ПСр21.5 | 1080 |
| ВПР1 | 1130 |
| ВПР4 | 1050 |
3.2 Термообработка припоя производится в случае целесообразности, если припой недостаточно пластичен.
3.3 Для пайки применять перечисленные виды флюсов:
• ПВ200 для пайки припоями ПСр21,5 и ВПР1;
• ПВ201 для ПСр40 и ПСрМИН63;
• Калий тетрафторборат (КВF2) ГОСТ 9532-75 для пайки ПСр21,5 и ВПР1 в нейтральной среде.
Читайте статью «Как приготовить флюс своими руками»
4 ПОДГОТОВКА ПОВЕРХНОСТИ ДЕТАЛЕЙ И ПРИПОЯ
4.1 Размер зазоров должен быть, как правило, от 0,7 до 0,15мм для соединений типа «телескоп» и до 0,2 мм для других соединений (нахлесточных, стыковых, тавровых) Допускается уменьшение зазора в соединении типа «телескоп», если это вызвано особенностями конструкции узла.
4.2 Поверхности, подлежащие пайке, должны быть доведены до шероховатости не ниже 2,5.
4.3 На цементированных изделиях, после снятия медного покрытия, поверхности под пайку должны быть зачищены механически до чистого металла.
4.4 Наличие фаски в месте формирования галтели при печной пайке необходимо исключить. Кромки разделки в которой размещается паяемая деталь, должны притупляться радиусом ±0,1 мм.
4.5 Присутствие цветов побежалости и коррозии на паяемых поверхностях узлов после мех. обработки не допускается
4.6 Детали, поступающие на пайку, должны быть промыты.
4.7 Непосредственно перед пайкой обезжирить детали, входящие в узел и припой в ацетоне или другом растворителе и посушить на воздухе 10-15 мин. Сборку после данной процедуры проводить пинцетом или пользоваться х/б перчатками.
5 ПОДГОТОВКА ОБОРУДОВАНИЯ И ОСНАСТКИ
5.1 При пайке в камерной печи в аргоне внутренняя поверхность контейнера должна быть очищена от грязи и очищена путем промывки ацетоном или др. растворителем.
5.2 Вакуумная печь перед загрузкой узлов под пайку должна быть очищена от грязи и масла согласно руководству по эксплуатации.
5.3 Оснастка должна быть перед пайкой промыта в ацетоне или др. растворителе. В случае наличия рыхлых окисных пленок допускается обдувка оснастки электрокорундом или гидрохонингом.
5.4 При пайке в нейтральной среде перед запуском аргона в печь систему трубопроводов продуть аргоном. Смена баллонов в процессе пайки запрещается.
6 СБОРКА
6.1 Сборку узлов производить в приспособлениях обеспечивающих требуемое положение деталей и исключающих напряжения в зоне пайки.
6.2 Фиксацию припоя производить на машинах контактной сварки при помощи сварочного пистолета или сварочных клещей.
7 ПАЙКА
а) Пайка газовой горелкой
7.1 Развести флюс в Н2О или в спирте до пастообразного состояния, затем покрыть соединяемые поверхности.
7.2 Припой покрыть флюсом, разведенным в Н2О или в спирте и обсыпать порошком флюса
В процессе нагрева необходимо наблюдать за тем, чтобы поверхность металла у места зазора не оголялась от флюса и, при необходимости, делать подсыпку порошка флюса.
7.3 Нагреть паяемый участок до температуры, указанной в таблице выше. Температура при пайке контролируется зрительно по началу плавления припоя.
Нагрев зоны соединения производить равномерно по всей длине соединения, не допуская перегрева. При пайке деталей с разной толщиной стенок прогревать сначала более массивные детали.
7.4 Не допускать контакта флюса с пламенем более 4-5 минут из-за возможности потери им флюсующих свойств. Оптимальное время нагрева флюса при пайке в газовом пламени 20-60 сек.
7.5 В процессе пайки до полного охлаждения узел подвергать механическому воздействию воспрещается.
7.6 При необходимости для предохранения внутренней поверхности труб от чрезмерного окисления, на внутреннюю поверхность трубы нанести флюс или пропускать внутрь аргон.
При пайке трубу в зоне соединения располагать, по возможности, вертикально. Арматура должна находиться снизу.
7.7 Нагартованные детали из стали типа 12Х18Н9Т перед пайкой подвергать отжигу (детали из труб после гибки)
7.8 Подгибка трубопроводов после пайки не рекомендуется и совершенно не разрешается на расстоянии меньшем 20 мм от места пайки. Наплывы припоя на ниппеле разрешается запиливать.
б) Пайка в камерной печи
7.9 Производить в герметичных контейнерах со стальным колпаком-экраном в атмосфере аргона.
7.10 Флюсы 200, 201, 209 разводятся в воде до пастообразного состояния и наносятся тонким слоем, затем просушиваются в течение 10-15 мин. Порошок тетрафторбората калия засыпается в контейнер. Количество флюса, температура, время выдержки, расход аргона, скорость нагрева и охлаждения оговаривается в технологии.
7.12 Контроль температуры производить термопарой, вводимой внутрь контейнера.
Горячий спай термопары должен быть помещен, по возможности, как можно ближе к поверхности паяемого изделия.
7.13 Детали охлаждать под потоком аргона до комнатной температуры. Допускается обдув контейнера сжатым воздухом с целью уменьшения времени охлаждения.
в) Пайка в вакуумной печи
7.14 Производить преимущественной в среде аргона.
7.15 Собранный узел в приспособлении поместить на поддон печи, закрыв его колпаком-экраном из стали типа 12Х18Н10Т.
7.16 Пайка в среде аргона выполняется по следующей схеме:
- Продуть систему трубопроводов до вакуумного крана аргоном
- Откачать из печи воздух до остаточного давления, указанного в технологии. Разрешается промывка камеры аргоном, заключающаяся в следующем: откачка до 10-3мм рт. ст., заполнение газом и снова откачка до требуемого разряжения.
- Подать в камеру печи газообразный аргон. Подачу вести непрерывно в течение 8-10 мин.
- Включить нагрев и произвести пайку.
7.18 Контроль температуры выполняют при помощи термопары с записью на самописце. Горячий спай термопары должен быть помещен как можно ближе к поверхности паяемого узла. Допускается замер температуры в камере при условии учета экспериментально определенной разницы температур на поверхности изделия и в камере.
8 УДАЛЕНИЕ ОСТАТКОВ ФЛЮСА
В горячей, затем в холодной проточной воде с последующей обдувкой гидрохонингом.
9 КОНТРОЛЬ ШВОВ
9.1 Контроль состояния узлов должен проводиться на всех этапах тех.процесса подготовки поверхностей, сборки и пайки, введения флюса и припоя, устранения остатков флюса после пайки.
9.2 Применяемые материалы должны быть ГОСТированны или иметь ТУ. Следить за сроком годности флюса.
9.3 Применять следующие виды контроля:
а) внешний осмотр;
б) рентгенографический анализ;
в) проверка узлов на прочность и герметичность;
г) металлография;
9.4 Внешнему осмотру подвергать 100% узлов с помощью увеличительного стекла 4-7 кратного увеличения.
Осматривать нужно паяный шов и зону, примыкающего к нему основного металла на расстоянии не менее 10 мм.
9.5 Шов должен быть чистым, без пористости, раковин, свищей, непропаев, посторонних включений, остатков флюсов и т.д. при условии, что припой заполнил зазор и образовал галтель.
10 ИСПРАВЛЕНИЕ ДЕФЕКТОВ
10.1 Недопустимые непропаи, поры, раковины и др. дефекты устранять подпайкой не более 2-х раз тем же припоем, которым проводилась пайка или с более низкой температурой плавления.
Припой для пайки алюминия HTS-2000 1шт.
Шаг 1:
Область соединения должна быть зачищена щеткой, наждачной шкуркой или надфилем (для удаления оксидной пленки).
Шаг 2:
Нагрейте рабочую поверхность (не припой) до 200 градусов и для лучшего сцепления, нагретую поверхность можно зачистить ещё раз (поскольку при нагревании на алюминии появляется оксидная пленка) после чего доведите температуру детали до температуры плавления припоя (390 градусов). НЕ ПОМЕЩАЙТЕ СТЕРЖЕНЬ В СТРУЮ ПЛАМЕНИ ОТ ГОРЕЛКИ! Вы должны довести температуру свариваемого металла до температуры плавления припоя HTS-2000. Тепло должно переходить с открытой поверхности на стержень припоя.
Шаг 3:
После достижения рабочей температуры, проведите прутком припоя HTS-2000 по поверхности алюминия для удаления царапин.
В остальных случаях, используйте лудильную щетку из нержавеющей стали для лужения поверхности с помощью прутка сплава HTS 2000. Соблюдение этих рекомендаций приведет к отличным результатам.
Шаг 4:
После завершения работы всегда давайте образцу остывать естественным путём. Пропан лучше подходит для работы с изделиями до 10мм, для изделий толще 10мм или можно использовать MAPP-газ, он продается в желтых болонах стоимостью около 3$, а его температура выше на 200 градусов.
При сложной работе или для экономии времени, используйте кислородно-ацетиленовую горелку или дополнительно подогревать деталь дополнительным источником тепла (например, паяльной лампой или электрической плиткой). Примите во внимание, чем толще материал, тем больше нужно времени для его нагревания.
При работе с кислородно-ацетиленовой смесью всегда используйте рассеивающий наконечник или проводите нагрев нейтральным пламенем. Не помещайте стержень припоя HTS-2000 в струю пламени.
Припой для алюминия HTS 2000 - сплав второго поколения для пайки без флюса
Для работы достаточно газовой горелки, например, пропановой, кислородно-ацетиленовой или MAPP.
HTS-2000 - это припой в форме стержней, применяемый для низкотемпературной сварки любых алюминиевых изделий, без флюса и предварительной обработки.
О припое:
Припой HTS-2000 - это продукт последних достижений в области металлургии, представляющий собой сплав нового поколения, надежность и прочность которого превосходят аналоги. Доступность и простота в использовании делают HTS-2000 лидером среди всех известных припоев для пайки цветных металлов, алюминия и алюминиевых сплавов.
Не нужно путать HTS 2000 с припоями первого поколения такими, как Alumaloy, Alumaweld, Alumarod, Durafix, Aladdin 3 in 1 и другими, в состав которых входят всего три компонента.
HTS 2000 является уникальным сплавом, состоящим из девяти компонентов. Припой HTS-2000 имеет вязкость и тянется на 10% (в то время как сплавы первого поколения растягиваются на 3% при удлинении 50мм), что делает его в 3 раза пластичней и прочней аналогов. Кроме этого, плохо подготовленная поверхность металла и оксидная пленка не влияет на прочность шва. При нагреве расплавленный припой HTS 2000 проникает через пленку оксида алюминия (на поверхности детали) и создает прочные молекулярные связи. Коррозия для такого соединения не страшна, т.к. электрохимический потенциал между материалом припоя и алюминия невелик. Такое соединение прослужит не меньше десяти лет при эксплуатации в агрессивных средах. Химический состав припоя HTS 2000 является устойчивым, стойким к коррозии имеет большую прочность, чем у аналогов.
Область применения припоя для алюминия HTS 2000:
Ремонт и восстановление головок блока цилиндров (трещины, сколы, прогары и т. д)
HTS-2000 используются для ремонта дизельных двигателей, легковых и грузовых автомобилей, тракторов, мотоциклов, алюминиевых лодок, желобов, лестниц, а также в авиации.
Особые достоинства:
не требует флюсов и полученное соединение 100% металлическое
Прочней чем обычные сплавы - до 45900 PSI
Низкая температура плавления. Рабочая температура между 717 и 737 градусами.
Температура плавления на 500 градусов ниже, чем у алюминия
Для работы достаточно только источник тепла, например газовой горелки.
Свободно продается в магазинах и прост в транспортировке
Подходит для сварки всех алюминиевых сплавов, в том числе цинка, магния, pot-металлов
После подогрева алюминиевого образца и HTS 2000, припой проникает под оксидную пленку и создает молекулярную связь, которая прочней чем связь молекул в образце. Важным свойством HTS 2000 является устойчивость к электрической коррозии.
HTS 2000 подходит для работы со всеми сплавами цветных металлов, включая все алюминиевые сплавы, сплавы магния и алюминия, цинка, меди, бронзы, никеля, титана и оцинкованных частей.
Физические свойства:
На растяжение: 45900 PSI Therm. Опыт:. 15,2 х 10 - 6in./in./F °
Удлинение: 10% в 2 дюйма Elec. Cond: 26 (% меди станд.)
Воздействие: 43 Ft. фунтов (Шарпи) С. П. Grav. 6,6
Сдвиг: 31000 PSI Вес: 0,24 кг / куб. дюйм
Точка плавления: 717 ° - 737 ° по Роквеллу: 48
Газовая паяльная горелка - 3 тонких сопла
Настройки файлов cookie
Здесь вы можете определить свои предпочтения в отношении использования нами файлов cookie.
Требуется для работы страницы
Эти файлы cookie необходимы для работы нашего веб-сайта, поэтому их нельзя отключить.
Функциональный
Эти файлы позволяют использовать другие функции сайта (кроме необходимых для его работы). Включив их, вы получите доступ ко всем функциям веб-сайта.
Аналитический
Эти файлы позволяют нам анализировать наш интернет-магазин, что может способствовать его лучшему функционированию и адаптации к потребностям Пользователей.
Поставщики аналитического программного обеспечения
Эти файлы используются поставщиком программного обеспечения, под которым работает наш магазин.Они не объединяются с другими данными, введенными вами в магазине. Целью сбора этих файлов является выполнение анализа, который будет способствовать разработке программного обеспечения. Вы можете прочитать больше об этом в политике использования файлов cookie Shoper.
Маркетинг
Эти файлы позволяют нам проводить маркетинговую деятельность.
.Газовая пайка - Вдохновение и советы
Газовая пайка - метод соединения сплавов с помощью пайки припоями, в данном случае с использованием газоизлучающих устройств, т. е. специальных горелок, соединенных с пропановым или бутановым баллоном. Мы советуем, как эффективно выполнять их с таким оборудованием.
 Необходимое оборудование:
Необходимое оборудование:
- газовый баллон,
- кислородно-ацетиленовая горелка,
- твердый припой,
- заусенец,
- металлическая щетка для очистки внутренних поверхностей,
- очиститель для очистки внешних поверхностей.
Важнейшим рабочим инструментом при газовой пайке является горелка, состоящая из 3-х основных элементов. Первый представляет собой ручку, снабженную клапаном, регулирующим или перекрывающим подачу газа. Второй — гибкий шланг, соединяющий горелку с газовым баллоном. Сменные насадки – третья составляющая данного типа устройств. Тонкие и очень тонкие наконечники в основном используются для пайки.
Стоит знать, что использование горелки позволяет эффективно выполнять более сложные работы - это устройство с большей мощностью, чем паяльная лампа.
Подходящие условия для газовой пайки
Чтобы можно было говорить о полностью безопасной и комфортной газовой пайке, необходимо выполнение двух условий. Первое – это эффективно работающая система вентиляции в помещении, где мы собираемся работать. Второй – оптимальный уровень его освещения, который не должен быть слишком сильным, чтобы можно было точно проверить цвет нагретого металла. Прежде чем мы начнем работу, мы также должны проверить, эффективно ли наша горелка подключена к цилиндру.
 Газовая пайка шаг за шагом
Газовая пайка шаг за шагом
Прежде чем мы приступим к самой пайке, мы должны хорошо к ней подготовиться. Очень важно обезжирить и очистить заготовки. Предполагая, что мы собираемся соединить трубы вместе, в начале необходимо будет использовать инструмент для удаления заусенцев, который поможет нам удалить заусенцы с внешней оболочки. Затем очистителем удалите окислы, а щеткой, подобранной по диаметру трубы, очистите ее внутреннюю поверхность.
Теперь мы готовы соединить элементы. Для этого зажигаем горелку и нагреваем места, которые хотим соединить, до очень высокой температуры. Зажгите огонь прямо на стыке, чтобы он касался самого горячего кончика пламени. Когда достигнем точки плавления, наносим припой на стык, не отводя горелки от места соединения - медленно пропаиваем стык вокруг, тщательно нанося связующее.
После того, как разъем слился, поместите его ненадолго в воду для отжига.Теперь объединенный элемент готов к использованию.
.90 000 выбор и использование. За хорошую работу
Температура огня заставляет увидеть привычные вещи в новом свете - вспышку белой спички, голубое свечение газовой горелки на кухне, оранжево-красные языки над горящим деревом. Человек не обращает внимания на огонь, пока не обожжет кончики пальцев. Или не горит картошка на сковороде. Или не обожжет подошвы сушки над костью.
Когда проходит первая боль, страх и разочарование, наступает время философских размышлений.О природе, цветовой гамме, температуре огня.
Свет как спичка
Кратко о конструкции спички. Он состоит из палки и головки. Палочки изготовлены из дерева, картона и ватных жгутов, пропитанных парафином. Дерево выбирают мягких пород – тополь, сосна, осина. Сырье для палочек называется спичечной соломкой. Чтобы не было соломинок, палочки пропитывают ортофосфорной кислотой. Русская соломинка Осина стелющиеся растения.
Спичка простая по форме, но сложная по химическому составу.Головка спички темно-коричневого цвета содержит семь компонентов: окислители - бертолетовую соль и дихромат калия; Стеклянная пыль, свинец, свинец, сера, цинковые капли.

Головка спички с пламенем трения, нагревом до полутора тысяч градусов. Температура вспышки, градус Цельсия:
- тополь - 468;
- осина - 612;
- сосна - 624.
Температура огненной спички поэтому белая серная головка эпидемии сменяется желто-оранжевым тусклым языком.
Если внимательно посмотреть на горящую спичку, то появятся три зоны пламени. Нижний - холодный синий. В среднем на полтора теплее. Верхняя - горячая зона.
Артистизм огня
При слове «огонь» вспыхивают не менее яркие ностальгические воспоминания: дым костра, создающий обстановку доверия; Ультрамариновые красные и желтые огни летят в небо; Окрас языков от синего до рубиново-красного; Охлаждающие угольные шланги, в которых запекается пионерский картофель.
Изменение колокола горящего дерева сообщает о колебаниях температуры огня в костре. Гонки дерева (затемнение) начинаются со 150°. Всплывание (дымление) происходит в пределах 250-300°. При одинаковом потреблении кислорода качается при высоких температурах. Соответственно и степень возгорания тоже будет разной. Береза горит при 800 градусах, ольха — при 522 градусах, а ясень и бук — при 1040 градусах.

Но цвет огня определяется и химическим составом горящего вещества.Желтый и оранжевый образуют соли натрия. В химический состав целлюлозы входят соли натрия и калия, придающие горящему углю дерева красный оттенок. Романтический огонь в дровах возникает из-за нехватки кислорода, а вместо СО 2 - сопутствующего газа.
Энтузиасты научных экспериментов измеряют температуру огня в костре с помощью прибора, называемого пирометром. Были изготовлены пирометры трех типов: оптические, радиационные и спектральные. Это бесконтактные устройства, обеспечивающие мощность теплового излучения.
Изучаем огонь на собственной кухне
Кухонные газовые плиты работают на двух видах топлива:
- Основной природный газ метан.
- Пропан-бутановая сжиженная смесь баллонов и газгольдеров.
Химический состав топлива определяет температуру газовой плиты. Метан при сгорании создает 900-градусный огонь в верхней точке.
При сгорании сжиженной смеси выделяется тепло до 1950°.
Внимательный наблюдатель отметил неравномерность окраски газовой горелки.Внутри горелки есть разделение на три зоны:
- Темный участок возле горелки: нет горения из-за недостатка кислорода и температура зоны 350°.
- Яркая область в центре фонаря: горящий газ нагревается до 700°, но топливо не сгорает полностью из-за недостатка окислителя.
- Полупрозрачная верхняя часть: достигает температуры 900° и полного сгорания газа.
Цифры даны для метана.
Правила безопасности при пожаре
Приобретение спичек, печи, позаботьтесь о вентиляции помещения. Обеспечить подачу кислорода к топливу.
Не пытайтесь ремонтировать газовое оборудование самостоятельно. Газ не терпит дилетантов.

Хозяйка отмечает, что конфорки светятся голубым, но иногда огонь становится оранжевым. Это не глобальное изменение температуры. Изменение цвета связано с изменением состава топлива. Чистый метан светится бесцветным и не имеет запаха.Для безопасности в бытовой газ его добавляют к сере, которая при сгорании окрашивает газ в голубые тона и сообщает характерный запах продуктов сгорания.
Появление оранжево-желтых оттенков в огне Конфорк сообщает о необходимости проведения профилактических манипуляций с печкой. Мастера очистят оборудование, удалят пыль и копоть, которые горят и меняют известный цвет огня.
Иногда огонь в горелке становится красным. Это сигнал об опасном содержании угарного газа в подаче кислорода к топливу настолько мало, что печка даже ругается.Кюретный газ безвкусен и не имеет запаха, и человек, находящийся вблизи источника вредного вещества, заметит отравление слишком поздно. Поэтому красный цвет газа требует немедленного подключения мастеров для профилактики и наладки оборудования.
Для мягкой кровли оптимальными гидро- и теплоизоляционными материалами являются те, которые прикручиваются вместе с кровельными горелками. Это трудоемкая и сложная работа, которая к тому же выполняется на высоте. Результатом качественного монтажа станет долгий срок службы кровли.Поэтому для работы выбиралось только качественное оборудование. В статье рассмотрим существующие виды и преимущества различных крышных горелок.
Что такое крышная горелка
Это специальное оборудование для обогрева пола крыши. Кроме того, с помощью горелки просушить поверхность, нагреть заготовки для строительных работ, выжечь строительную краску и использовать все работы, где требуется нагрев элементов или поверхностей.
Газовая горелка для крыши состоит из:
- металлическое стекло из термостойкого материала; шланг подачи газа
- ;
- насадки для розжига горелки с защитой от ветра.
Крышная горелка представляет собой мобильную конструкцию с удобными ручками для переноски. Имеет небольшой вес, до 1,5 кг, оснащен удобной для работы деревянной или пластиковой ручкой длиной до 1 м.
В качестве газа чаще всего используется пропан. Он попадает в тело через газовый шланг. Регулируйте его подачу и длину пламени с помощью специального клапана на горелке. Для экономии отработанного газа крышные горелки оснащены редуктором, контролирующим расход топлива.
Обеспечивает систему атмосферного воздуха во всех конструкциях газовых горелок.Это обязательная функция, но есть и дополнительные, что делает работу более комфортной. Прежде всего, возможность настройки режимов работы. Например, когда прерывание есть прерывание, активируется режим ожидания и экономится топливо. Каждая газовая горелка зажигается обычными спичками или зажигалкой.
Менее популярен, но также используется для крышных горелок, работающих на дизельном топливе.
Использование газовых горелок
Они используются в большинстве строительных и промышленных секторов.

Конструкция газовых горелок зависит от топлива, на котором они работают, от области применения. Но в целом они идентичны. Горелка, состоящая из корпуса, рычага регулировки пламени подачи топлива, соединяется с газовым баллоном через редуктор. Некоторые производители комплектуют конструкцию газовых горелок дополнительным ветрозащитным пламенем и пьезорезкой.
Типы газовых горелок
Ручные горелки применяются для укладки кровли из битумных материалов.Наиболее распространены пропановые горелки для крыши рычажной конструкции. Они удобны при работе – длина пламени легко регулируется простым нажатием на рычажный механизм, переходя на экономичный способ использования газа.

При работе газовая горелка потребляет смесь пропана с воздухом или с добавкой технического кислорода. Газовые горелки самые безопасные. Дают достаточную температуру крыш, нагрев металлических частей, отжиг краски и пайку кабелей.
90 133
Газовые горелки клапанного типаотличаются простотой эксплуатации, малым весом и простотой ремонта. Создавая высокое пламя большой мощности, дают возможность производить работу даже в ветреную погоду. 90 136
Существуют также ацетиленовые горелки, работающие на смеси ацетилен-кислород. Чаще всего их используют для сварки. Они устроены таким образом, что кислород при впрыске ацетиленовых горелок нужен не только для поддержания горения, но и для подачи ацетилена.
Кроме того, горелки различаются по функциональности и имеют разные сокращения:
90 144 ГВт 500. 90 145
Использование для кровельных работ. Способен создать температуру нагрева до трехсот градусов, чего достаточно для сжигания всех битумных материалов;
ГВт 850.

Более улучшенная модель. Имеет клапан для точной регулировки подачи технического газа из баллона. А благодаря рычагу длина пламени легко регулируется во время работы.Его мощности достаточно для плавления металлопластиковых труб и огнеупорных кабелей.
ГВт 3.
90 160
Работает на пропане. Используется для нагрева и сварки металла и ручной пайки. Размер стакана в диаметре 5 см. 90 136
ГГС1-1.7.

Самая универсальная и популярная горелка. Нагревает поверхность до четырехсот градусов. Используется при укладке мягких кровельных материалов, дорожных работах и гидроизоляции.Мощность 115 кВт при расходе топлива 9 кг/ч.
ГГС1-1.0.

Необходим для работы в ограниченном пространстве и на крышах с большим уклоном. Это хорошая замена обычной паяльной лампе. При небольших размерах (длиной 50 см) он более мощный, безопасный, экономичный и простой в использовании. Его мощность 40 кВт и расход газа 3 кг/ч.
ГГС1-0,5.

Используется для чистовой кровли, пайки и сварки кабелей.Благодаря экономичному расходу топлива может работать с пятицилиндровым газовым баллоном. Мощность 10 кВт, расход - 0,7 кг/ч.
ГС2-1,5.
Оснащен двумя параллельными слотами, что обеспечивает высокую производительность. Мощность 179 кВт при расходе топлива 14 кг/ч.
ГГС4-1.0.

Или ролик. Он имеет 4 раскоса, что обеспечивает изоляцию шириной 1 метр одновременно и позволяет работать без остановок. На тросах есть специальные крючки для рубероида, с их помощью всю работу по его укладке может выполнить один человек.Мощность 120 кВт, расход - 12 кг/ч 9000 3 Газовые горелки
применяются во всех видах строительных и ремонтных работ и могут нагревать поверхность до 400 градусов. В частности: горелка инжекторная ГГ-2, горелка газовая ГГК 1, горелка ГДГ-1, горелка пропановая ГСП-3, горелка пропановая ГВК-1-П, горелка ГСП-4 и другие.
Цена на газовые горелки для кровли существенно различается и зависит от множества факторов: от производительности, дополнительных функций, до возможности работы с любым топливом, а также от компании производителя.Стоит отметить, что стоят они недорого и доступны большинству потребителей.

Что нужно знать при работе с газовой горелкой для мягкой кровли?
Рассмотрим на примере кровельных работ на полу Рубероид:
- изначально очищается вся поверхность – убирается не только крупный мусор, но и мелкая пыль;
- для разметки листы резины ломаются на крыше с нахлестом 10 см, после ее скручивания, и края всех листов закрепляются газовой горелкой на основании крыши;

- при работе резиновый валик постепенно перекатывается, отскакивает и плотно прижимается к поверхности крыши.Любые складки или пузыри, которые образовались под материалом, должны быть немедленно удалены. При работе на плоских крышах это делается с помощью ручного катка;
- последний этап работы газовой горелкой прогреет все швы рубероида. Нагрев, плавление, приклеивание намертво к нижнему листу. Дополнительно швы усилены ручным катком.

При использовании высококачественной газовой горелки для работы с регулируемым топливом можно зачерпнуть до 600 м кровельного материала.
Важно! Использовать газовую горелку для мягкой кровли разрешается при температуре не ниже 15 градусов. Если вы хотите работать при более низкой температуре, вам понадобится горелка на жидком топливе.
Безопасность при работе с газовой горелкой
- Требуется для создания кровельных работ в специальной одежде и обуви с нескользящей подошвой;
- использовать систему безопасности;
- перед применением тщательно осматривают газовую горелку.Необходимо следить за тем, чтобы все элементы конструкции были в исправном состоянии;
- при работающей горелке на крыше не должно быть второго газового баллона. Также можно проверить герметичность соединения шланга с редуктором и цилиндром;
- врезка горелки, ни в коем случае не перед соплом;
- регулировать высоту пламени необходимо так, чтобы не навредить воздушному шару, змее или людям;
- нагрев кровельного материала не может производиться зажиганием;
- оплавлять следует только низ листа, не размягчая всю толщину материала;
- пуская горелку на газ пропан, сначала нужно открыть клапан до пола вращения и дать ему почиститься в течение нескольких секунд.И только потом можно регулировать смесь и регулировать высоту пламени;
- с газовой горелкой запрещается покидать рабочую зону или лазить по лесу;
- опустите горелку, сначала включите подачу газа, затем опустите рычаг блокировки;
- , если горелка перегревается или дуть инвертируется, работа немедленно останавливается, подается газ и горелка помещается для охлаждения в емкость с холодной водой.
Купить готовую горелку или самому?
Сразу стоит сказать, что купить готовую горелку будет намного проще и надежнее, чем покупать ее самостоятельно.Но если есть уверенность в своих силах и любовь все делать своими руками, то можно попробовать.
Газовая горелкаявляется комплексным устройством и для внедрения необходимы навыки и строгое соблюдение свода правил. Но все же часть работы лучше поручить профессионалам. В первую очередь это касается системы подачи и резервуара для хранения газа.
При изготовлении фонаря используется металлический стержень и делитель.Прикрепите их к ручке из жаропрочного дерева.
Шланг подачи газа позаимствован у газосварочной системы или протянут самостоятельно от латуни.
Несмотря на то, что внешне крышная горелка, собранная своими руками, существенно отличается от магазинных аналогов, со своими основными функциями, с которыми она справится.
Но при работе с ним придется обращать особое внимание на малейшие утечки газа или другие нештатные неисправности. И даже при незначительной проблеме работу следует немедленно прекратить.
Дизельная горелка для крыш
Эти кровельные горелки работают на жидком топливе. Они особенно актуальны для эксплуатации при высоких минусовых температурах, в этом случае оснащаются встроенным подогревом топлива. Они полностью автоматические и способны работать с топливом различного качества. Крышные дизельные горелки оснащены системой обдува высокого давления, которая обеспечивает стабильный и безопасный подход и снижает образование сажи.
Горелки на жидком топливе конструктивно отличаются от газовых аналогов.В дизельном топливе он попадает в камеру под высоким давлением, что приводит к разбрызгиванию жидкости. А уже распыленные мельчайшие частицы воспламеняются на выходе из сопла, создавая пламя. Таким образом, горелка соединена с компрессором и топливным баком маслостойкими шлангами.
Крышная горелка на жидком топливе предназначена для работы в следующих условиях:
- при температуре окружающего воздуха от - 25 до +40 градусов;
- при атмосферном давлении - 101 кПа;
- при необходимости температура пламени до 600-800 градусов.
Пример расхода дизельного топлива в данном случае 10 л/100 м2 площади.
Последовательность работ с крышной дизельной горелкой:
- проверить исправность всех элементов конструкции;
- Включение компрессора для подачи воздуха на сопло. Затем, открывая топливный кран, чтобы подвести специальный луч, я поджигаю его к форсунке. После кражи топлива дизельной батареей отрегулируйте уровень пламени.
Нынешнее поколение «левшей» редко пользуется паяльной лампой, предпочитая ее электрический промышленный фен или газовую горелку, которые намного проще и безопаснее в использовании.А ведь еще 40-50 лет назад паяльная лампа была в домашней мастерской практически любого слесаря или автолюбителя, так как это был единственный инструмент, способный нагреть различные материалы до нужной температуры.
В бензиновой форсунке горит паяльная лампа, испуская довольно большой поток открытого пламени.
Но проходить паяльную лампу по ямам в наш век научно-технического прогресса все же не стоит. Например, газовая горелка в сильный мороз практически невозможна.С промышленным феном дело обстоит не лучше: он должен сделать свою работу постоянным источником электроэнергии. А старая паяльная лампа все эти сложности отсекает.
См. также
- Пошаговая инструкция.
Что такое логсик и как им пользоваться -
Принцип горения в паяльной лампе
Лампа для пайки представляет собой нагревательное устройство, работающее на жидком топливе. Его особенность в том, что в рабочем инструменте горелка паров топлива, заправленная в топливную лампу, горит сама, а не сама.При работе на высокой скорости в горелке поток таких паров засасывает воздух вокруг горелки, обеспечивая тем самым достаточное количество кислорода.
Это самообслуживание очень важно, так как для полного сжигания 1 кг жидкого топлива на углеводородной основе необходимо определенное количество кислорода. В этом случае будет достигнуто полное сгорание, после чего от вкуса останется только углекислый газ и вода.
Но если просто заморозить жидкое топливо, такое как бензин, в открытой емкости, оно не сгорит полностью.Это означает оранжево-красное пламя таких горящих костров в дополнение к справедливому выделению сажи. Но если в такой концентрации воздух искусственно подогреть, то пламя почти без посадки станет оранжево-красным до синего, а его температура значительно повысится. Причина этих изменений будет заключаться в кислороде воздуха.
Это принцип искусственного обогащения пламени воздухом, заимствованный у газовых ламп (т.н. хорьков), основан на работе лампового паяльника.Кроме того, такая подача воздуха регулируется самопроизвольно: топливо попадает в горелку, и чем больше его поступает, тем мощнее будет струя, и, соответственно, больше воздуха будет подсасываться.
Иногда струя притягивает слишком много воздуха и кислород не успевает полностью сгореть. При этом температура горения заметно снижается, так как избыточный воздух, проходя через горелку, охлаждает ее. Однако это происходит только при использовании некачественного топлива.Из-за нормального заполнения горелки парами топлива дополнительный воздух не может быть привлечен к ней по чисто физическим причинам.
Вернуться в категорию
Топливо для ламп
Универсальность паяльной лампы в том, что она может работать практически на любом горючем жидком топливе: спирт, керосин, бензин, солярка, масло. Но это не значит, что в каждую паяльную лампу можно заливать все подряд.
Топливо должно быть качественным.Кроме того, следует помнить, что неправильный тип топлива быстро разнесет форсунку с испарением. В настоящее время существует три типа паяльных ламп:
- керосин;
бензин- ;
- спирт.
Принцип паяльной лампы сохранился в работе газовой горелки, поэтому некоторые специализированные источники также относят к паяльной лампе, выделяя ее в отдельный, четвертый, вид.
Заправлять лампу другим видом топлива, не соответствующим ее конструкции, это категорически запрещено правилами техники безопасности.И это правило следует неукоснительно соблюдать. Ведь керосин, заправленный бензином «Припой», сделает инструмент похожим на медовый костер. Нахождение горелки не успеет полностью испариться, поэтому будет не пар, а сам керосин. Такой инструмент нормально работать не будет.
Еще опаснее в керосиновую паяльную лампу лить бензин. Бензин испаряется гораздо быстрее керосина, а давление его паров в горелке осядет в 6 раз больше. Когда вы попытаетесь поджечь пар, он взорвется, превратив полезный инструмент в опасную бомбу.Поэтому, если вы используете керосиновую паяльную лампу, заправлять ее необходимо только чистым керосином, без каких-либо примесей, без использования смесей керосина с бензином или другим топливом.
Такая же ситуация и с бензиновым факелом. Его нужно только заправить чистым бензином. При этом октановое число бензина для работы инструмента практически не влияет: ни на скорость воспламенения, ни на время горения, ни на температуру пламени. Но при выборе марки бензина не следует забывать, что в низкооктановых марках различных присадок и примесей намного меньше, поэтому в процессе эксплуатации форсунка будет загрязняться.
Спиртовые паяльные лампыимеют соответственно небольшой объем бака (всего 200-300 мл), его горение очень ограничено по времени, поэтому сегодня мастера предпочитают использовать газовые горелки.
© При использовании материалов сайта (цитирование, изображения) обязательно указание источника.
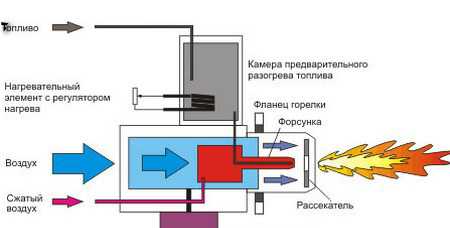
Цель данной статьи определить как делается газовая горелка своими руками. Газовые горелки в малом бизнесе, индивидуальной технической работе и в быту очень широко применяются для самоклейки, механической черноты и кровли, ювелирных изделий, для запуска газового отопительного оборудования и получения различных потребностей пламени выше 1500 градусов.
В технологическом отношении газовое пламя хорошо тем, что обладает высокой восстановительной способностью (очищает металлическую поверхность от примесей и восстанавливает ее окисленной до чистого металла), не проявляя какой-либо заметной другой химической активности.
В теплотехнике - высокогазовое относительно недорогое и экологически чистое топливо; 1 ГДж Стоимость ГДж тепла, как правило, дешевле любого другого энергоносителя, а затравка газовых отопительных приборов и отложение сажи в них минимальны или отсутствуют.
Но при этом повторяем прописную истину: с газом не шутят. Газовая горелка не так уж и сложна, но как добиться своей экономичности и безопасности - об этом и пойдет дальше. Примеры правильного технического исполнения и производители.
Выберите газ
Совместно своими руками исключительно изготавливает газовую горелку на пропане, бутане или пропан-бутановой смеси, т.е. по газообразным предельным углеводородам и атмосферному воздуху. При использовании 100% изобутана (см. ниже) возможно достижение температуры пламени до 2000 градусов.
Ацетилен Позволяет получить температуру пламени до 3000 градусов, но из-за опасности, дороговизны карбида кальция и потребности в чистом кислороде в качестве окислителя практически недоступен в сварочных работах. Получить чистый водород в домашних условиях возможно; Водородное пламя от горелки с высшим (см. ниже) дает температуру до 2500 градусов. Но сырье для производства водорода дорогое и опасное (один из ингредиентов сильная кислота), а главное водород, запаха и вкуса мы не чувствуем, нет смысла добавлять запах меркаптана Это т.к. водород на порядок достаточно распределен, и примешивание его к воздуху всего в 4% уже вызывает взрывной рост газа и может воспламениться просто на свету.
Метан Не используется в бытовых газовых горелках; К тому же он очень ядовит. Что касается паров ЛВЗ, пиролизных газов и биогаза, то при сжигании в газовых горелках они дают очень чистое пламя с температурой ниже 1100 градусов. Средней и ниже средней летучести (от бензина до мазута) сжигают в специальных жидкостных горелках, например, в горелках на дизельном топливе; Спирты - в маломощных пожарных устройствах, а эфиры совсем не малоэнергоемки, но очень опасны.
Как добиться безопасности
Чтобы газовая горелка была безопасной в эксплуатации и не сгорала на пустом топливе, придерживайтесь золотого правила: никакого масштабирования и вообще изменений в чертежах прототипа!
Вот что есть в Т. Наз. Reynolds Realds, показывающий взаимосвязь между расходом, плотностью, вязкостью текущей среды и характерным размером области, в которой она движется, например. Диаметр сечения трубы. По РЭ можно оценить наличие турбулентности в потоке и ее характер.Например, если труба не круглая и оба ее характерных размера больше некоторого критического значения, то появятся виды 2-го и выше порядков. Физически освещенных стенок «трубы» может и не быть, например, в морских течениях, но многие их «фишки» объясняются именно прохождением РЕ через критические смыслы.
Примечание: В случае с газами значение числа Рейнольдса, при котором ламинарное течение переходит в турбулентное, снова >2000 (в системе СИ).
Не все бытовые газовые горелки точно рассчитаны по законам газовой динамики. Но если произвольно изменить размеры деталей удачной конструкции, то топливо или всасываемый воздух могут играть за границы, примыкавшие к авторскому изделию, и горелка будет в лучшем случае горящей и прожорливой, а вполне возможно и опасной.
Диаметр форсунки
Определяющим параметром качества газовой горелки является диаметр сечения топливной форсунки (газовая форсунка, форсунки, Зиблер - синонимы).Для пропан-бутановых горелок для нормальной температуры (1000-1300 градусов) можно сделать примерно так:
- На тепловую мощность до 100 Вт - 0,15-0,2 мм.
- Мощность 100-300 Вт - 0,25-0,35 мм.
- Мощность 300-500 Вт - 0,35-0,45 мм.
- Мощность 500-1000 Вт - 0,45-0,6 мм.
- Мощность 1-3 кВт - 0,6-0,7 мм.
- Мощность 3-7 кВт - 0,7-0,9 мм.
- Вт мощностью 7-10 кВт - 0,9-1,1 мм.
В высокотемпературных горелках форсунки имеют более узкую форму, 0,06-0,15 мм.Отличным материалом для инъектора послужит медицинский шприц или отрезок капельной иглы; Для этого сопло может быть выбрано любого из указанных диаметров. Иголки хуже накачивают мячи, они не термостойкие. Они используются больше как воздуховоды в микрогореллах под присмотром, см. ниже. В обойме (капсуле) форсунки она запаяна твердым припоем или склейкой термостойким клеем (холодная сварка).
Сила
Изготовление газовой горелки мощностью более 10 кВт любыми способами.Почему? Предположим, что КПД горелки составляет 95%; Для любительского проекта это очень хороший показатель. Если мощность горелки 1 кВт, то 50 Вт будет автоспуском горелки. Около 50 Вт Паяльник можно сжечь, но опасности несчастного случая нет. А вот если сделать горелку на 20кВт, то совпадет, будет 1кВт, они уже оставлены без присмотра или электрические. Опасность усугубляется еще и тем, что ее проявление, подобно числам Ранолдса, пороговое - либо просто горячее, либо вспыхивающее, плавящееся, взрывающееся.Поэтому чертежи самодельной горелки лучше на 7-8 кВт не смотреть.
Примечание: Промышленные газовые горелки доступны с мощностью до многих МВт, но достигается точное профилирование газового баллона, что невозможно в домашних условиях; Один пример показан ниже.
Фитинги
Третьим фактором, определяющим безопасность горелки, является состав ее усиления и порядок ее использования. В общем схема такая:
- Горелка ни в коем случае не должна гаситься регулирующим клапаном, подача топлива прекращается клапаном на баллоне;
- Для горелок мощностью до 500-700 Вт и высокотемпературных (с узким инжектором, исключающим переход расхода газа на критическое значение), питанием от пропана или изобутана от баллона до 5 литров снаружи , температура до 30 градусов, допустимое совмещение регулирующей и запорной арматуры в одной - штатно на баллоне;
- В горелках мощностью свыше 3кВт (с широким инжектором) или от баллона более 5 литров вероятность "Пробуксовки" РЭ за 2000 очень велика.Поэтому в таких курительных комнатах между запорной и регулирующей арматурой также необходим редуктор, поддерживающий давление в подающем газопроводе в определенных пределах.
Что делать?
Горелки газовые маломощные для быта и малого частного производства по эксплуатационным показателям относятся к классифицированному маршруту. дорога:
- Высокотемпературный - для аккуратного прилегания и сварки ювелирных изделий и стекла. КПД не важен, вы должны достичь максимальной температуры пламени для этого топлива.
- Технологически-сантехнические и кузнечные работы. Температура пламени вполне желательна не ниже 1200 градусов, и при соблюдении этого условия горелка выводится на максимальный КПД.
- Отопление и кровля - Достигните наилучшей производительности. Температура пламени обычно до 1100 градусов и меньше.
Что касается способа сжигания топлива, то газовая горелка может быть изготовлена на одном из маршрутов. Диаграммы:
- Свободный Атмосферный.
- Атмосферный разряд.
- С наложением.
Атмосферный
В курительных комнатах открытого типа для медленно атмосферных газовых труб; Поток воздуха обеспечивается свободной конвекцией. Такие горелки не экономичны, пламя красное, горящее, танцующее и звенящее. Интерес, представленный в первую очередь, как и любую другую горелку, можно перевести в медленно-атмосферный режим с перегазовкой или недостатком воздуха.Именно в нем горелки разжигаются до минимальной подачи топлива и еще меньшего притока воздуха. Во-вторых, свободный поток вторичного воздуха может быть очень полезен в Т. Наз. Годовые горелки для отопления, т.к. значительно упрощается их конструкция, это не в ущерб безопасности, см. далее. 90 136
Выбросить
В дутьевых горелках не менее 40 % воздуха, необходимого для горения, регулируется потоком газа из инжектора. Эжекционные горелки конструктивно просты и позволяют получать пламя с температурой до 1500 градусов с КПД более 95%, поэтому применяются чаще всего, но модуляции делать нельзя, см. ниже.По использованию воздуха эжекторные горелки подразделяются на:
- Одинарная установка – сразу же всасывается весь необходимый воздух. Благодаря правильно спрофилированному газовому каналу мощностью более 10 кВт показывает КПД более 99%. Не повторяйте свои собственные руки.
- Двойной контур - примерно 50% воздуха подключается к форсунке, остальное - в камеру сгорания и/или тоску. Допускается пламя на уровне 1300-1500 градусов или КПД выше 95% и пламя до 1200 градусов.Используется любым способом из вышеперечисленных. Конструктивно достаточно сложный, но самоповторяющийся.
- При этом часто имеется в виду двухсторонний первичный воздух, подходящий для инжекторной струи, а вторичный воздух свободно поступает в ограниченный объем (например, печь-буржуйку), в котором топчется топливо. Только один бесхозный (см. ниже), но конструктивно простой, поэтому широко используемый для временного ввода в эксплуатацию отопительных печей и газовых котлов.
Под наблюдением
В горелках с наддувом воздух, как первичный, так и вторичный, подаваемый в зону горения топлива.Простейшие микрогорелочки с наложенными дефектами рабочего стола, работы по ювелирным изделиям и стеклу можно выполнить самостоятельно (см. ниже), а вот изготовление нагревательной горелки требует комплексной производственной базы. Но именно горелки с Суперимпоссами позволяют реализовать все возможности управления режимом горения; По условиям использования они делятся на:
- Режим запаха;
- Двойной режим;
- Модулированный.
Управление
В однорефрижераторных горелках режим сжигания топлива определяется раз и навсегда конструктивно (напр.В промышленных горелках для печей отжига) или устанавливается вручную, для чего горелка должна либо окупаться, либо прерывать технологический цикл своим использованием. Дуплексные горелки работают, как правило, на полной или половинной мощности. Переход из режима в режим осуществляется во время работы или использования. Дуплекс состоит из отопления (зима-весна/осень) или кровельных горелок.
В модулирующих горелках топливо и воздух плавно и непрерывно регулируются автоматикой, работающей по комплексу параметров критического источника.Например, для отопительной горелки – в соотношении температур помещения, наружной и теплоносителя в обратке. Выходной параметр возможен один (минимальный расход газа, наибольшая температура пламени) или их тоже может быть несколько, например, температура пламени в верхнем пределе минимизирует расход топлива, а при ее снижении температура оптимизируется для данного техпроцесса.
Примеры конструкций.
Двигаясь дальше в конструкциях газовых горелок, пойдем по пути увеличения мощности, что позволит лучше понять материал.И с самого начала познакомимся с таким важным обстоятельством, как подготовка.
Мини с канистрой
В качестве мини газовой горелки размещается одна загрузка для работы рабочего стола с заправочной горловиной для заправки зажигалок, общеизвестно: имеются 2 иглы, вставленные друг в друга, поз. А на картинке:
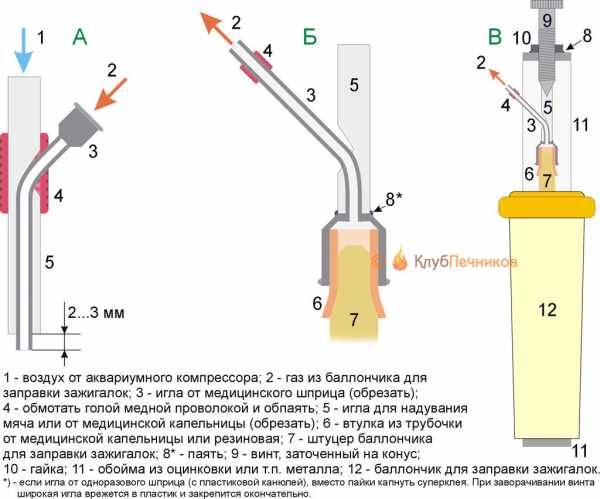
Подготовка - с аквариумным компрессором. Так как без сопротивления опрыскиватель под водой дает отчетливо пульсирующую струю, нужен ресивер на 5 литров сердечников.Сода недоступна таким образом, что пробковый приемник необходимо будет дополнительно герметизировать сырой резиной, силиконом или прямым пластиком. Если взять аквариумный компрессор на 600 литров и больше, а топливо 100% изобутан (такие баллончики дороже обычных), то можно получить пламя выше 1500 градусов.
Трогательная стычка после повторения этого проекта, во-первых, регулирование газоснабжения. С воздухом проблем нет - его канал установлен через регулятор компрессора регулятора.А вот регулировать газ из шланга очень грустно, а регулятор из капельницы быстро выйдет из строя, он же с ним одноразовый. Во-вторых, горелка, которая испаряется вместе с канистрой - чтобы ее клапан открылся, нужно нажать на узел наполнения
Это поможет сначала устранить проблемы с узлом, как показано в POS. Б; Сделайте это той же парой игл. Сначала нужно подобрать трубку в гильзу, с небольшим усилием подогнать к плоскости баллончика, а затем, также с небольшим усилием, соединить ее с иглой канюли; Может быть, немного ерзает.Но гильза не должна висеть на держателе или в канюле отдельно.
Затем с помощью регулировочного винта (поз. Б) создать зажим для канистры, вставить канистру, надеть регулятор на гнездо. B и заверните винт до получения желаемой подачи газа. Регулировка очень точная, буквально микроскопическая. 90 136
Паяльные горелки
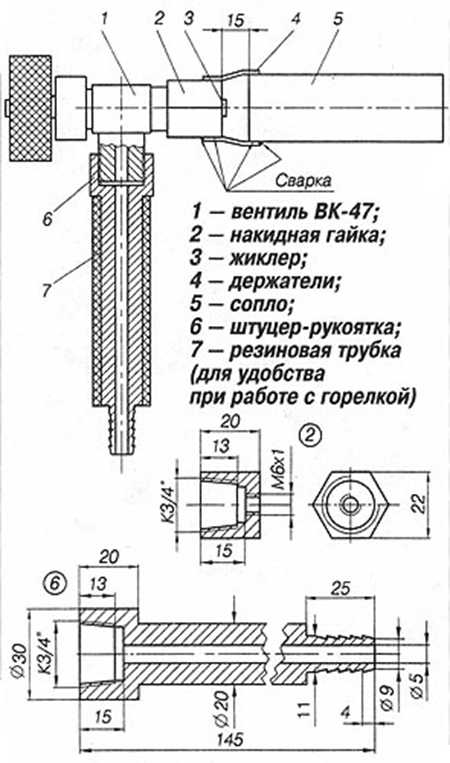
Проще всего сделать паяльную горелку примерно 0,5-1кВт, если есть в наличии газовый вентиль: TEXYGEN серии VK, из старого автогена (ацетиленовая бочка застряла) и т.д.Один из вариантов паяльной горелки с газовым клапаном показан на фиг.
Его особенностью является минимальное количество точных деталей, а можно выбрать готовые и достаточно широкие возможности регулировки пламени перемещением форсунок 11. Материал деталей 7-12 - достаточно жаропрочная сталь; В данном случае подойдет относительно недорогой ST45, т.к. температура пламени из-за полного отсутствия профилирования газового канала и эжекторного окна (которого нет) не превысит 800-900 градусов.При этом из-за того, что эта горелка одинарная, она достаточно накалена.
Двойной контур
Двойная газовая паяльная горелка намного экономичнее и позволяет получить пламя до 1200-1300 градусов. Примеры таких конструкций с компрессией в цилиндре 5 л приведены на фиг.
Горелка слева в порядке. 1 кВт, поэтому состоит всего из 3-х частей, не считая газового баллончика и рукояток, так что для регулировки пламени не требуется отдельный вентиль.При желании можно сделать сменные крышки форсунок на меньшую мощность; Расход топлива при малой мощности при этом заметно снизится. Простота конструкции в этом случае достигается за счет применения схемы с неполным разделением воздушных контуров: весь воздух всасывается через отверстия в кожухе, а частью его пользуется поток горящих газов через отверстие диаметром 12 мм в башмаке.
Неполное разделение воздушных контуров не позволяет добиться мощности свыше 1,2-1,3кВт: Re в камере сгорания прыгает "выше крыши", что начинает сжигать вату до взрыва, при попытке установить пламя дает мне газ.Поэтому без опыта инжектор в этой горелке лучше ставить 0,3-0,4 мм.
Горелка с полным разделением воздушных контуров, чертежи которой перенесены на рис. Развивающая мощность до нескольких кВт. Поэтому в его усилении помимо отсечки на цилиндре и регулирующий клапан. Вместе со скользящим первичным эжектором он позволяет в достаточно широких пределах регулировать температуру пламени, выдерживать ее минимум на этой мощности. Практически установив пламя нужной силы, двигайте первичным эжектором одновременно узкую синюю струю (очень горячую) или широкую желтоватую (не очень горячую) струю.
Для уголка и поковок
Горелка с двойной муфтой и полным разделением контуров подходит для кузнечных работ. Например, как построить за 10-15 минут из горного материала только что описанную гору, смотрите в видео:
Видео: Газовая гора за 10 минут
Газовая горелка берег-кузнец специально для топа также может быть построена по полной двухтрубной схеме, см. далее. ролик.
Видео: Горелка газовая горная своими руками
И, наконец, что мини газовая горелка может лечить и небольшой верхний пеллет; Как их разрешить, см.:
Видео: Мини-гора своими руками в домашних условиях
За хорошую работу
Здесь на рис.Чёртовы чертежи газовой горелки со встроенным регулирующим клапаном, что особенно аккуратно и ответственно. Его особенностью является массивная камера сгорания с ребрами охлаждения. За счет этого, во-первых, снижается термическая деформация деталей горелки. Во-вторых, случайные скачки газа и воздуха практически не влияют на температуру в камере сгорания. В итоге установленное пламя очень радует долгое время.
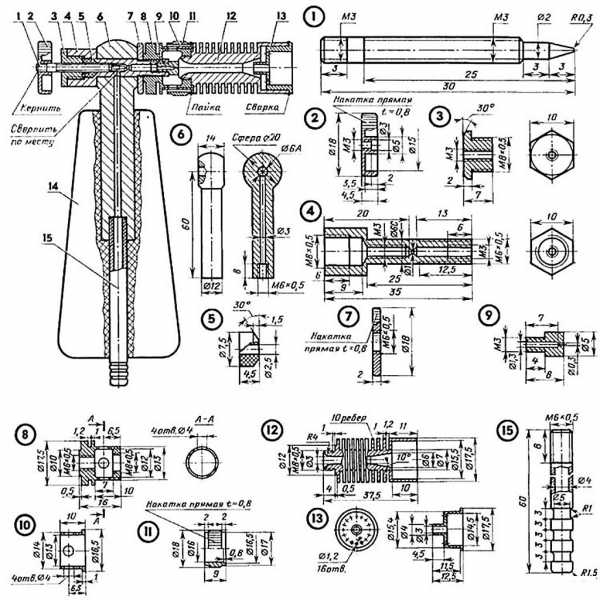
Высокая температура
Напоследок считаем горелку предназначенную для получения пламени как возможного - 100% изобутан без повторного поджига эта горелка дает пламя свыше 1500 градусов - режет стальные листы, шумит в мини-недели, любые ювелирные ножки и смягчает всякое силикатное стекло кроме кварц.Хороший инжектор для этой горелки получается из иглы от инсулинового шприца.
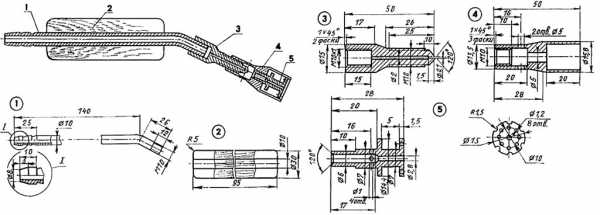
Отопление
Если вы планируете перевести старую печь или котел с угля на газ, то у вас нет другого выхода, кроме как купить модулирующую горелку с присмотром, поз. 1 на рис., иначе любая экономия на самоделках скоро будет съедена перерасходом топлива.
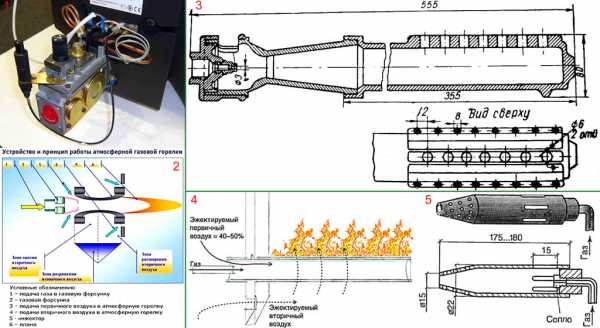
В случае, если для отопления требуется мощность более 12-15 кВт, и дополнительно имеется лицо, готовое и способное взять на себя обязанности вытяжки, которая регулирует подачу газа в соответствии с наружными температурами , для котла, схема устройства которого положительна, будет двухдверная атмосферная горелка.2. Ну в этом качестве получилось. Саратовские горелки, пос. 3; Они выпускаются для широкого диапазона мощностей, давно и успешно применяются в теплотехнике.
Если вам необходимо сохранить газ на время, например, до окончания отопительного сезона, а затем восстановить реконструкцию системы отопления или запустить на газе, например, лето и я и я и пол-части можно сделать своими руками. печи. Схема его устройства и работы дана на поз.4. Необходимое условие - Плита на нагревательном приборе должна быть в замешательстве: Если пустить вторичный воздух в зазор между газовой плитой и корпусом горелки, расход топлива значительно увеличится. Чертеж газовой горелки полутретьей наградной печи мощностью до 10-12 кВт Дан на поз. печь; Продолговатые отверстия для забора первичного воздуха должны быть снаружи!
Навес
Горелка газовая для кровельных работ современными импортными материалами (кровельный фонарь) обязательно выполняется дуплексом: половинная мощность прогревает поверхность основания, а покрытие полностью прогревается при вращении валика.Выброс недопустим, поэтому тратить время на настройку горелки (что возможно только после ее остывания) нельзя.
Крышная газовая горелка промышленного производства показана слева на РИС. Это двусторонняя система с неполным разделением контуров. В данном случае такое решение допустимо, так как горелка работает на полной мощности в норме. 20 % времени технологического цикла и осуществляется снаружи обученным персоналом.
Самый сложный узел потолочного фонаря трудно воспроизвести в клапане переключения энергии.Однако и без него можно сделать цену небольшим увеличением расхода топлива. Если вы вагонный мастер и серийные кровельные работы, то снижения рентабельности по этой причине заметно не будет.
Технически это решение реализовано в горелке с подключенными парами воздушных контуров, см. справа на фиг. Переход с режима на режим осуществляется либо установкой/снятием корпуса внутренних цепей, либо просто перемещением лампы по высоте, так как режим работы такой горелки сильно зависит от сжатия выдоха.Чтобы прогреть поверхность основания, лампа принадлежит ему, тогда из сопла будет проходить мощный широкий поток не чрезмерно горячих газов. А для наплавки подход к светильнику более близкий: по кровельному материалу растекается широкое «чертово» пламя.
Наконец
В этой статье рассматриваются только некоторые примеры газовых горелок. Общее количество их проектов только в «домашнем» диапазоне мощностей до 15-20 кВт исчисляется сотнями, если не тысячами.Но будем надеяться, что некоторые из описанных здесь будут полезны.
Большой популярностью как в быту, так и в профессиональном ремонте пользуются портативные газовые горелки. Сфера их использования очень широка, и существует несколько видов разновидностей. Усовершенствуйте горелку под текущие задачи и научитесь правильно ею пользоваться, изучив эту статью.
Основные разновидности переносных горелок
Форсунки газовых горелок для баллонов с цанговым соединением следует рассматривать как отдельный класс инструментов.Применяются в условиях пожарной безопасности на объектах, где не работает тяжелая строительная техника и риск повреждения самой горелки минимален.
В первую очередь горелки характеризуются температурой и формой пламени. Самые простые устройства имеют температуру горения, близкую к минимальной, всего 700-1000°С. Воздух в горелку поступает естественным образом, поэтому он всегда укорочен. В то же время более дорогие изделия имеют особую форму воздуховодных каналов, из-за этого увеличивается расход воздуха и повышается температура горения до 1200°С.

Даже горячее пламя получают эжекторные горелки, в которых воздух поступает в топку за счет разрежения, сила струи прямо пропорциональна рабочему давлению газа. Это дает возможность поднимать температуру до 1500-1600°С и относительно плавно регулировать ее длиной пламени простым поворотом крана. В горелке может гореть несколько костров, такой инструмент не предназначен для совместной работы, но существенно прогреваются обширные площади.

Максимальная температура горения горелок составляет 2000-2400°С и достигается за счет концентрации впрыскиваемого воздуха в очаге горения и использования специального газа: Метилацетиленовая суспензия (МАПП). В пламенной горелке формируется высокотемпературный конус, сравнимый по подаче и температуре с газокислородной сваркой, но не способный к автогенной резке.

Опционально, для всех типов горелок, наличие гибкой или вращающейся трубки, пьезороза и высокочувствительного регулирующего клапана.Благодаря широкому диапазону температур существует широкий диапазон энергии горелок и соответствующий расход газа.
Горелки туристические.
Низкотемпературные горелкирешат действительно широкий круг задач и подойдут как для домашнего использования, так и для профессионального дизайна. Такие паяльные лампы чаще всего заменяют электрические парикмахерские в местах, где возможна только автономная работа.

Основным недостатком безинжекторной горелки является низкая стабильность пламени, что особенно заметно при крутых поворотах и спусках.На горелки более дорогого класса со специальным редуктором и отопительным контуром образование сжиженного газа не оказывает существенного влияния.
Для пайки такие горелки обычно не используют. Основное их предназначение - RISI дрова и углеродные материалы или подогрев, что позволяет использовать открытое пламя. Также незаменим такой инструмент для разморозки труб, прогрева автомобильных двигателей или распаковки дампов на упаковке, запекания краски для снятия и других сложных работ.

Лампы для пайки с увеличением
Элегантные паяльные лампы имеют более подробное устройство и назначение. Это неизменные помощники многих дизайнеров и мастеров по обработке цветных металлов. Благодаря высокой температуре и регулированию пламени горелки идеально подходят для пайки и закалки металлов или других термообработок, где требуется высокая точность температуры и четко определенная конусность.

Из-за характера применения размеры горелок и форсунок могут значительно различаться.Миниатюра используется для пайки украшений и тонкого металла, несмотря на отсутствие чистой подачи кислорода, они справляются даже с филигранной работой. Средние горелки имеют толщину конуса от 3 до 9 мм и лучше всего подходят для электропайки соединительных кабельных соединений, медных и алюминиевых труб.
Горелки большего размера из-за большой мощности рациональны для использования в таких производствах, как художественная ковка, тонкая гибка или штамповка металлов. Именно эти инструменты используют домашние мастера в качестве основы для домашних газовых скинов и стартовых печей.

Для эжекционных горелок понятие нестабильного пламени носит чисто образный характер, и хотя возможны периодические возгорания газа, температура в активной зоне остается относительно стабильной. Схема предотвращения образования газа больше используется для повышения эффективности горелки, более быстрого доступа к рабочей мощности и точного контроля температуры.
Высокотемпературные газовые горелки
Невозможно добраться до горелки, которая обычно использует газ Mapp вместо пропан-бутановой смеси.Температура горения пламени в них составляет 2200-2400°С, при этом основная энергия сосредоточена в конусе, достаточно устойчивом и имеющем четкую границу.

Использование таких горелок для нагрева, ковки и гибки высокоуглеродистых сталей и объемных деталей. Высокая температура также позволяет металлу затвердевать и лучше отрываться.
В плане пайки и сварки газовая горелка Mapp отлично справилась с нержавейкой, при этом даже тонкие детали не перегреваются.Еще одним преимуществом газа МАПП является его низкая температура кипения, поэтому его можно использовать при температурах до -20°С даже в горелках без отопительного контура.
Выберите оптимальный вариант
Выбирая газовую горелку для разных задач, обращайте внимание на отдельные нюансы. Для туристических целей хорошо подходят самые простые факельные горелки. С возгоранием огня или подогревом пищи даже дешевые китайские изделия справятся, сломаются или потеряются их совершенно не жалко.

Для бытовых целей и мелкого ремонта инструменты из любительской серии лучше не приобретать. Чуть более дорогие полупрофессиональные горелки имеют более продуманную конструкцию и лишены таких неочевидных недостатков, как, например, расплавление пластикового кекса или Пьезожига. Еще один аргумент против среднего ценового диапазона — практически повсеместное отсутствие нормального регулирующего клапана, что может быть важно.
Если горелка выбирается для мелких работ, пайки или сварки, необходимо уделить дополнительное внимание эргономике и балансировке.Благодаря таким работам горелка часто включается и выключается, поэтому форма корпуса и размещение органов управления должны позволять создавать розжиг и точную регулировку одной рукой.

При выборе мощности следует ориентироваться на толщину и материал обрабатываемых деталей. Горелки на 500-700 Вт будет достаточно, чтобы выжечь краску или припаять медные провода. Трубы из цветных металлов и изделия из стали толщиной до 3 мм, колоссальный нагрев под пламенем мощностью около 1200-1500 Вт.Горелки мощностью 2-3 кВт применяют для замены и гибки арматуры толщиной до 14 мм. Есть еще одна особенность: пламя мощных качественных горелок можно приспособить для работы тоньше, но массивная часть не будет работать как маломощная горелка.
.Курсы сварки: квалификация, курсы сварки, цена, цена
В качестве экзаменационного центра сварщиков мы проводим экзамены по сварке TUV, UDT и SIMP. Нашими клиентами являются как частные лица, компании, так и государственные учреждения, такие как офисы, школы и проекты.
В прошлом году квалификацию сварщика получили люди, работающие в ЕС, Скандинавии и на буровых платформах. На нашей странице в Facebook рассказывается история Янека, который попал в компанию от безработного и построил свою карьеру.Каждый человек, участвующий в тренинге, рассматривается индивидуально. Сварщик, проводящий курс, уделит каждому столько времени, сколько необходимо. Наш Центр также организует групповое обучение – участникам курсов были предоставлены комплексные услуги, в том числе транспорт, проживание, питание, обучение и экзамены.
Сварщики очень популярны на рынке труда. Благодаря нашим курсам и экзаменам
вы также можете приобрести солидную профессию, которая обеспечит вам хорошую работу!
Не знаете на какой курс записаться - позвоните или напишите нам, будем рады Вам помочь или сообщить через форму ниже
Разработка методов сварки
Приглашаем взрослых с базовым образованием и крепким здоровьем на курсы сварщиков и экзамены сварщиков, проводимые в соответствии со стандартом: PN-EN ISO 9606-1, PN-EN ISO 9606-2 (старый/ранее PN-EN 287 -1 + A1, PN-EN 287-2 + A2, PN-EN 9606-3).
Если вы заинтересованы в получении лицензии на сварку, вы можете выбрать курс сварщика, заканчивающийся экзаменом или самим экзаменом. Если вы выберете курс, мы скорректируем дни и даты занятий в соответствии с вашими потребностями. В стоимость курса сварщика входит теоретическое и практическое обучение, экзамен, сертификат на 8 языках и книжка сварщика. Наши сертификаты признаются во всем мире.
Участники курсов обеспечиваются защитной одеждой и снаряжением, а также учебными материалами.
Книжка сварщика и удостоверение, выдаваемое после успешной сдачи экзамена на сварщика, удостоверяют наличие у лица полного объема квалификации, необходимой для профессии сварщика. Они действительны в течение 3 лет, после чего необходимо сдать проверочный экзамен. Стоимость экзамена по одному методу FW при сохранении непрерывности действия сертификата составляет 350 злотых.
Сварка MIG/MAG
- Другие названия: дуговая сварка в среде защитных газов, полуавтоматическая сварка, сварка в среде СО2.
- Способ работы: ручной, с возможностью использования механического перемещения направляющей электрода
- Источник нагрева: электрическая дуга
- Крышка бассейна: газ, не вступающий в реакцию с металлом свариваемого металла
- Диапазон тока: 60¸ 500А.
- Тепловая мощность: 1¸25 кДж/с
Принцип действия
Дуга горит между концом электрода и основным металлом в линии стыка. Электрод перемещается с постоянной скоростью с помощью двигателя с регулируемой скоростью.Ток зависит от скорости подачи электрода. Длина дуги поддерживается источником питания, и сварщик должен направлять вывод электрода на постоянной высоте над ванной (обычно около дюжины мм). Дуговое пространство и свариваемый металл экранируются газом, выбранным в зависимости от свариваемого металла. Обычно используемые газы: аргон, аргон с добавлением 5% кислорода или 20% углекислого газа, или чистый углекислый газ. Типичное применение - изделия средней толщины соединяемых элементов, тонкие листы.
Подробнее о методе MAG
Дуговая сварка металлов в среде защитных газов (MIG - сварка в среде инертного газа, MAG - защита в активном газе) в настоящее время является одним из наиболее часто используемых методов сварки конструкций. Точное экранирование дуги, горящей между расходуемым электродом и свариваемым материалом, обеспечивает формирование сварного шва в очень благоприятных условиях. Таким образом, сварку MIG/MAG можно использовать для высококачественного соединения всех металлов, которые можно соединить дуговой сваркой.К ним относятся углеродистые и низколегированные стали, коррозионностойкие стали, алюминий, медь, никель и их сплавы. Сварка MIG/MAG заключается в сплавлении свариваемого материала и материала плавящегося электрода теплом электрической дуги, тлеющей между плавящимся электродом и свариваемым объектом, в среде инертного или активного газа. Металл шва формируется из металла плавящейся электродной проволоки и оплавленных кромок свариваемого материала. Основными защитными газами, используемыми для сварки MIG/MAG, являются инертные газы, такие как аргон, гелий и активные газы; CO2, h3, O2, N2 и NO, используемые отдельно или только в качестве добавок к аргону или гелию.Плавящийся электрод из сплошной проволоки, обычно диаметром 0,5¸4,0 мм, подается непрерывно через специальную систему подачи со скоростью 2,5¸50 м/мин. Горелка может иметь водяное или воздушное охлаждение.
Сварка черной стали — этот метод может быть как на переменном, так и на постоянном токе во всех положениях. В настоящее время почти исключительно используется сварка MIG/MAG с положительной полярностью. Сварка осуществляется как полуавтоматическая, механизированная, автоматическая или роботизированная.Благодаря высокой универсальности процесса, простоте настройки сварка МИГ/МАГ позволяет выполнять различные конструкции из различных металлов и сплавов в цеховых и сборочных условиях, во всех положениях.
Курс сварщика: Сварка ВИГ
Метод ВИГ маркируется кодом 141. Этот метод используется для сварки постоянным током практически всех марок стали в широком диапазоне толщин. Часто используется для сварки тонких листов, тонкостенных труб небольшого диаметра, например, используемых в велосипедной, автомобильной, аэрокосмической, пищевой и химической промышленности.В частности, его применяют везде, где требуется получить высокое качество, чистоту и прочность соединений. Основное преимущество вольфрамово-газовой сварки (сварка неплавящимся вольфрамовым электродом в среде инертных газов типа аргона, гелия или их смесей) заключается в том, что практически отсутствуют брызги, а сварочные дымы и тепловыделение незначительны. При сварке практически не образуется брызг, на сварном шве образуется очень небольшое количество шлака, благодаря чему шов почти не требует послесварочной обработки.TIG является относительно сложным методом сварки из-за необходимости координации действий сварщика.
Метод сварки 111 электрический
Дуговая сварка ММА имеет код 111 (ММА - Ручная дуговая сварка) также называется ручной или электрохимической сваркой и является одним из старейших электрических процессов для сварки металлических материалов. Сварка осуществляется с помощью электрической дуги и электрода. В основном используется для соединения листов, труб из нелегированной стали, а также стального литья и чугуна.Поскольку почти все свариваемые материалы можно сваривать с помощью ручной дуговой сварки, скорость проплавления очень высока. Листы и трубы любой толщины могут быть сварены во всех положениях.
Основными областями применения метода 111 ММА являются строительство стали и мостов, строительство трубопроводов общего назначения, строительство котлов или электростанций, строительство контейнеров, а также в судостроении.
Курс сварщика: метод сварки 311
Предлагаем курс 311 Газовая сварка.Этот метод применяется в основном для соединения листов и стенок труб толщиной обычно не более 6 мм. Безотказное использование технологии в принудительных положениях и высокая способность перекрывать зазоры делают газовую сварку процессом, который до сих пор широко используется в трубопроводах, котлах, а также в отоплении, централизованном теплоснабжении и вентиляции.
Курсы сварки и квалификация
В соответствии с Приказом Министра экономики от 27 апреля 2000 г. об охране труда и технике безопасности при сварочных работах (ЖурналЗаконов 2000 г. № 40, ст. 470), сварщик, выполняющий работы, включающие, в том числе:
сварка
ручная термическая резка
пайка ручная
автоматическая или механизированная сварка
должен иметь сертификат, подтверждающий успешное прохождение курса, в программу которого включены вопросы, предусмотренные положениями стандарты: - PN-EN 13067:2005 - данный стандарт распространяется на сварщиков и сварочный персонал
Сварщиком может быть лицо, которое:
· приобрело знания положений о техническом осмотре и технических условиях в сфере деятельности
· прошедшее обучение и профессионального обучения
· имеет медицинскую справку об отсутствии противопоказаний к работе сварщика
· сдал квалификационный экзамен с положительным результатом
Квалификация сварщика 90 005
Сварщик – это специалист, который, прежде всего, способен использовать полученные теоретические знания на практике в:
грамотном чтении строительных чертежей
умелой адаптации способов сварки, типов сварочных машин и устройств в соответствии с потребностями
подготовка соответствующих материалов и выбор соответствующих машин и устройств для данной задачи
соответствующая подготовка рабочего места
визуальная оценка выполненных работ и измерение сварных изделий с особым акцентом на проверку прочности сварных соединений
а также как функциональность рабочего места
· работа со вспомогательными устройствами и инструментами, такими как: шлифовальные станки, напильники или контрольно-измерительные устройства 90 005
Полное описание обучения:
Производство проката, почти 70% которого используется для производства различных конструкций и других сварных изделий, говорит само за себя.
Современный технологический этап еще не включает таких эффективных и долговечных способов соединения металлов, как сварка, хотя надо признать, что они постоянно развиваются. Таким образом, значение сварки во всех областях, где она необходима, не уменьшается, тем более что зачастую это единственный и вполне эффективный способ выполнения неразъемных соединений. Следует, однако, признать, что газовые технологии имеют меньшее значение, но, например, на предприятиях, где проводятся ремонтные работы, они все еще используются.Электродуговая сварка является основным методом, обычно используемым сегодня, но в зависимости от метода эта доля может быть меньше или больше. Трудно не заметить тенденцию к росту сварки MIG, MAG и сварки порошковой проволокой, в том числе с применением газовых защит или флюсов. Принимая во внимание растущие ожидания рынка и потребности своих пользователей, ODEKA Group из Быдгоща предлагает профессионально подготовленные и проводимые курсы по сварке.
Стоимость данного курса сварщика (цены указаны в прайс-листе) не является конечной величиной, т.к. ее цена может измениться, если участник решит воспользоваться возможностью прохождения медосмотров и проживания и питания - мы можем указать компании, с которыми мы сотрудничаем.
По всем вопросам, касающимся курсов сварки, которые мы организуем, цен, имеющихся удобств и полученных прав, мы отвечаем по телефону 662 067 715
Пайка
Какие требования к стажеру для такого обучения?
- совершеннолетие
- не ниже профессионального образования
- медицинские осмотры, позволяющие осуществлять деятельность
Полное описание обучения:
Однодневное обучение в Быдгоще в нашем Центре или в компании.Тренер проводит теоретические занятия и интересные практические занятия, которые очень помогают в дальнейшей работе. Обучение длится с 9:00 до 14:00. После обучения проходит экзамен по предмету пайка твердым припоем, который в результате сдачи экзамена заканчивается выдачей квалификации - аттестата припоя.
Стоимость обучения 950 злотых с человека, цена меняется по мере регистрации большего количества людей. Место обучения в нашем центре ODEKA SIMP, расположенном в Быдгоще на улице Торуньской, 286.
В рамках курсов по пайке мы предоставляем
.Обмотка проволоки - как делают серебряные украшения из проволоки
Серебряная проволока - одна из основных заготовок, используемых в ювелирном деле. Ювелирная проволока производится в процессе холодной обработки волочением, что обеспечивает более высокую прочность материала. На рынке представлен широкий ассортимент проводов, поэтому стоит знать разницу между ними.Серебряная проволока отличается друг от друга: тонкостью, твердостью, размером и формой:
1. Проба серебра соответствует чистоте серебряного сплава и выражается в граммах или процентах.В случае проволоки мы чаще всего различаем пробу 925 и 999. Проба 925 означает, что в 1000 г сплава - чистого серебра 925 г. Эта мера является синонимом утверждения, что сплав содержит 92,5 % чистого серебра, а остальные 7,5% % составляют примеси других металлов. Целью добавления других металлов является необходимость упрочнения сплава, так как чистое серебро было бы слишком мягким и податливым для изготовления ювелирных изделий. Исключение составляет серебряная проволока , проба 999 , значит, в 1000 г сплава чистого серебра 999 г.Однако такая мягкая серебряная проволока 999 используется только для декорирования элементов украшений, а не для их создания, так как серебряные украшения из сплава серебра 999 легко деформируются. Интересен тот факт, что серебро 999 пробы следует определять как пробу 1000, но целесообразно использовать 0,001 г для неизбежных примесей, например в виде пыли, т.к. получить полностью чистый металл не возможно ни на одном производстве процесс. В Польше наиболее распространенными примесями серебра являются медь, цинк и кадмий.
2. Твердость серебра зависит от 3-х факторов: пробы металла (чем она выше, тем он мягче и гибче), процессов, происходящих при производстве, и размера проволоки. Для производства серебряных проволок используется холодная обработка, в результате чего получается твердая проволока для изготовления ювелирных изделий . Для их размягчения в следующем процессе применяют термическую обработку в виде отжига, что приводит к рекристаллизации металла, делая его более мягким и пластичным.Процесс отжига не должен превышать 600°С, так как более высокие температуры могут привести к перегреву и хрупкости металла. Размер проволоки, т. е. диаметр ее поперечного сечения, также влияет на ее твердость. Чем тоньше провода, от 0,2-0,4 мм, тем легче их сплести и согнуть. С другой стороны, провода диаметром около 1 мм создают большее сопротивление и ограничивают наши возможности создания сложных завихрений. Жесткая ювелирная проволока диаметром около 1 мм часто используется для создания определенных конструкций в виде основ или каркасов, которые затем декорируются более мягкими и тонкими проволоками.Твердая серебряная ювелирная проволока – распространенный выбор при создании тяжелых украшений с крупными и тяжелыми камнями, например, где серебряная проволока могла деформироваться под своим весом. Он также широко используется в производстве булавок для серег, звеньев, а также соединителей и застежек для браслетов и ожерелий. Что касается толщины жестких проволок, то при плетении мелких камешков размером около 3-5 мм можно использовать ювелирную проволоку диаметром 0,5 мм, а для более крупных камней - серебряную ювелирную проволоку диаметром 0,6 мм. диаметр и больше.Для создания основ и креплений рекомендуется проволока толщиной 1-1,5 мм. Обычно новичкам легче начинать с мягких проводов, но в зависимости от предполагаемого использования выбирайте ювелирные провода , чтобы они не были слишком мягкими и не деформировались в процессе использования.
3. Форма проволоки . Наиболее распространены круглые провода, но некоторые люди предпочитают другие формы, такие как полукруглые, треугольные, прямоугольные, квадратные, плоские и фигурные.
4. Размер провода определяется в миллиметрах диаметра сечения провода. В технике проволочной накрутки мы чаще всего используем проволоку диаметром от 0,25 мм до 1,5 мм.
В зависимости от толщины проволоки принято делать ажурные завитки и мелкие украшения типа цветов или стебельков из проволоки диаметром 0,2 мм-0,3 мм. Соединители для ожерелий, браслетов и связок: 0,4 мм-0,5 мм. Шпильки для серег и подвесок, швензы, монтажные кольца, а также декоративные петли: 0,6 мм-0,8 мм.С другой стороны, основы, основы, застежки для ожерелий и браслетов, а также звенья для техники кольчуги : 0,9 мм-1,5 мм.
Стоит иметь в виду, что провода изготовлены из серебра, а серебро меняет цвет под воздействием внешних факторов, таких как: загрязненный воздух, влага, контакт с косметикой или моющими средствами, поэтому важно правильно их хранить, желательно в сухих помещениях. и дополнительно в плотно закрытой таре или авоськах.
.Сварка и газовая резка - профессиональное оборудование
Компания Olszar работает в секторе сварки и газовой резки , предлагая в своем магазине широкий ассортимент технических газов от известных производителей, таких как: Liquid Carbonic, BOC, Air Products, ESAB, Lincoln Electric, SPAWMET, PERUN, POMET -2, GCE, HARRIS, Институт сварки в Гливицах, WELDAS, Jurgen Armack и многие другие. Кроме того, ассортимент также включает другие расходные материалы для сварки.Приглашаем ознакомиться с полным предложением нашего магазина - доставляем напрямую покупателю.
Резка и газовая сварка - характеристики
Газовая сварка является одним из первых способов соединения металлов между собой и восходит к середине девятнадцатого века в период динамичного развития промышленности. Этот метод заключается в плавлении кромок металла с помощью пламени путем сжигания газа и кислорода. Газовая сварка имеет следующие преимущества:
- высокая эффективность метода;
- высокая скорость сварки;
- высокая удельная мощность; температура сварки
- на уровне 3160ºC и оптимальное распределение температуры пламени;
- легкая регулировка пламени и визуальный контроль пламени;
- широкий диапазон толщин свариваемого металла;
- простых способов сварки;
- минимальный удельный расход кислорода; сварочные газы
- нетоксичны;
- возможность автоматизации процесса сварки, что благоприятствует использованию этого метода в промышленности;
- низкая стоимость оборудования до газовая сварка по сравнению с электрической.
В свою очередь газовая резка является популярным методом разделения металлов, в частности углеродистых и низколегированных металлов. Чаще всего для этого используют ацетилен или пропан-бутан. Оба в сочетании с техническим кислородом. Кислородно-ацетиленовая резка быстро нагревается до соответствующей температуры, обеспечивая более быструю резку, однако более экономична пропан-кислородная резка, которая применяется в автоматизированных процессах из-за меньших эксплуатационных затрат.Этот метод обеспечивает температуру резки, близкую к 950ºC, и обеспечивает дополнительную тепловую энергию для поддержания резки. Позволяет резать низкоуглеродистую сталь толщиной до 35 мм. Он имеет широкий диапазон толщин разрезаемых материалов и значительно меньшую стоимость, чем электрорезка.
Газовая сварка - виды газа
В газовой сварке , используются такие газы, как:
- Ацетилен (С2х3) - чаще всего используется при сжигании газа.Идеально подходит для резки длинных заготовок без отрыва от работы. Высокую температуру горения можно получить, соединив его с кислородом, что ускоряет процесс резки металла. Он также подходит для использования под землей, так как его частицы намного тяжелее воздуха.
- Пропан (C3H8) — газ, в основном используемый при пайке в сочетании с кислородом. Без добавок используется для мягкой пайки, нагрева и формовки мелких металлических деталей. Обладает высокой чистотой сгорания.
- Углекислый газ (CO2) - защищает сварочную горелку от перегрева, эффективно охлаждая ее. Это один из защитных газов. Редко используется самостоятельно - чаще всего входит в состав смесей для газовой сварки методом МАГ.
- Аргон (Ar) - защитный газ с высокой ионизирующей способностью в дуге. Чаще всего используется там, где свариваемый материал подвергается воздействию азота или кислорода. Чаще всего используется в смесях для сварки методами MIG и TIG.
- Гелий (He) - защитный газ, используемый отдельно или в сочетании с аргоном. Это обеспечивает высокое качество сварки и повышенную скорость сварки. Увеличивая его поток, можно устранить трудности с зажиганием дуги.
- Азот (N) - защитный газ, используемый в смесях с водородом или отдельно. Идеально подходит для сварки аустенитных сталей.
- Водород (H) - это активный защитный газ, который увеличивает скорость сварки и теплоту дуги, в результате чего получается сварной шов хорошего качества.
- Кислород (O²) - защитный газ без цвета и запаха, увеличивающий скорость сварки и теплоту дуги, обеспечивающий хорошее качество сварки. Этот газ обладает высокой реакционной способностью, повышает температуру сварки, а также способствует большей стабильности процесса и чистоте пламени. Идеально подходит для дуговой сварки, является отличным дополнением к другим газам.
Газовая сварка и ее применение
Газовая сварка , которую также называют автогенной, применяется при всех видах ремонта и реконструкции водопроводных, отопительных и газовых установок, особенно при работах с тонкими трубами.Этот метод соединения элементов можно использовать, когда другие решения неэффективны. Благодаря отсутствию ограничений по длине проводов, как в случае с электросваркой, это решение прекрасно подходит для полевых работ и больших рабочих поверхностей.
Газовая резка - чего можно добиться?
Газовая резка представляет собой процесс, при котором разрезаемый материал доводится до так называемого температуры воспламенения, и таким образом сжиженные оксиды металлов вытесняются потоком кислорода под высоким давлением.Это возможно благодаря использованию специальной конструкции горелки, которая смешивает кислород с горючим газом в правильных пропорциях. Для этого метода для нагрева используется ацетилен или пропан-бутан. Смесь ацетилен/кислород быстрее достигает высоких температур, но если вам не нужно работать быстро, то экономичнее использовать пропан. Газовая резка позволяет разрезать стальные элементы толщиной до 300 мм. Однако если мы хотим разрезать тонкий лист, то лучше использовать для этого механические приспособления, т.к.зона термического влияния, создаваемая горелкой, эффективно препятствует этому. Толщина реза строго зависит от типа используемой горелки, которую можно разделить на универсальную — используемую как для сварки, так и для резки, и предназначенную только для резки — приспособленную для продувки кислородом при значительно более высоком давлении. Этот метод используется для резки толстых материалов из обычной стали. В связи с тем, что затраты на приобретение оборудования и его эксплуатацию достаточно низкие, а возможности его использования широки, его с успехом применяют в домашних работах, небольших мастерских или на крупных предприятиях.
.
Грелки для рук | Как работают 5 разных типов
Туристические карманные обогреватели с приходом холодных дней становятся незаменимым источником тепла для людей, которые длительное время находятся на улице. отлично подойдут не только для зимнего похода, подледной рыбалки или охоты, но и каждый день, на остановке в сильный мороз . На рынке представлено множество моделей грелок для рук или ног, и выбор подходящей модели может быть проблематичным для людей, которые раньше не сталкивались с подобными решениями.Кроме того, в нагревателях может использоваться до 5 технологий, основанных на различных физических и химических явлениях . Поэтому мы составили руководство по типам и возможностям каждой из этих 5 технологий.История карманных обогревателей
Прежде чем объяснять, как работают эти маленькие, но чрезвычайно полезные устройства, стоит упомянуть людей, которые способствовали их появлению в мире. Грелки для рук, изначально созданные для охотников из Северной Америки, имеют долгую историю.Первый карманный персональный обогреватель был запатентован американским изобретателем Джонатаном Т. Эллисом в 1891 году в году в Нью-Джерси. Однако информации о запуске его серийного производства нет. Это был простой обогреватель, в котором использовалось сжигание специально приготовленного древесного угля. Первой серийно выпускаемой конструкцией стал нагреватель с платиновым катализатором, изобретенный в 1912 году японским ученым Ниити Матоба .
Типы туристических грелок для рук
Современные знания в области физики и химии позволили сконструировать и внедрить в серийное производство различные типы нагревателей, которые в зависимости от применяемых явлений можно разделить на 5 групп:
1.Углеродные обогреватели
2. Бензиновые каталитические обогреватели
3. Железо-воздушные химические обогреватели
4. Гелевые химические обогреватели
5. Электрические обогреватели
Каждый из этих типов имеет свои преимущества и недостатки, а их возможности и удобство использования зависят от физического свойства веществ в них. Ниже все они будут подробно объяснены и обсуждены, чтобы развеять любые сомнения и ложную информацию, распространяющуюся, например.на интернет-форумах или в группах в социальных сетях.
Угольные нагреватели
Как упоминалось ранее, углеродная грелка для рук является старейшим из известных карманных источников тепла.  Представляет собой закрытую металлическую банку, внутри выложенную стекловатой. Снаружи обычно обтянут замшевой изоляционной тканью, предохраняющей от ожогов рук. В центре находится брикет , изготовленный из прессованной смеси древесного угля, кусочка силиката натрия и насыщенного раствора калийной селитры .
Представляет собой закрытую металлическую банку, внутри выложенную стекловатой. Снаружи обычно обтянут замшевой изоляционной тканью, предохраняющей от ожогов рук. В центре находится брикет , изготовленный из прессованной смеси древесного угля, кусочка силиката натрия и насыщенного раствора калийной селитры .
Тепло образуется в результате медленного сгорания брикета . В этой конструкции использовано очень умное решение путем объединения в брикете двух веществ – горючей калиевой селитры и одновременно силиката натрия (жидкого стекла), являющегося огнезащитным веществом. Таким образом, уголь только светится и горит очень долго.
Сгорание одного брикета может занять от до 6 часов при условии стабильной температуры. Угольная грелка для рук начинает работать, когда один или оба конца брикета подожжены, например, при возгорании.зажигалкой и после обдувания запаивают в корпус для создания свечения. Рабочий грелку можно положить в карман, чтобы согреть руки, или повесить на шею и держать на груди, чтобы согреть все тело. Единовременная стоимость покупки угольного обогревателя составляет около 20 злотых. Расходуемые брикеты достаточно дешевы. Они стоят около 1 злотого каждый, и нет проблем с их покупкой на запасной .
ВНИМАНИЕ! Угольные обогреватели выделяют выхлопные газы (ядовитый угарный газ).Их нельзя использовать в спальном мешке во время сна из-за риска отравления. Его можно использовать только на открытом воздухе при ношении на шее или в нагрудном кармане.
Каталитические бензиновые обогреватели
В бензиновых обогревателях, изобретенных в 1912 году, используется явление катализа .  Конструкция немного напоминает большую зажигалку. Сплющенный металлический топливный бак оснащен фитилем из стекловолокна , покрытым металлической сеткой, покрытой тонким слоем катализатора, благородного металла - платины, родия или палладия.Горелка нагревателя закрыта металлической крышкой с отверстиями. Топливом в этом типе конструкции является зажигательный газ , т.е. специально очищенный, бездымный керосин.
Конструкция немного напоминает большую зажигалку. Сплющенный металлический топливный бак оснащен фитилем из стекловолокна , покрытым металлической сеткой, покрытой тонким слоем катализатора, благородного металла - платины, родия или палладия.Горелка нагревателя закрыта металлической крышкой с отверстиями. Топливом в этом типе конструкции является зажигательный газ , т.е. специально очищенный, бездымный керосин.
Тепло вырабатывается при медленном сгорании более легких паров бензина на негорючем фитиле. Однако ваша интуиция подсказывает вам, что пламя, прикрытое металлической крышкой, должно погаснуть, как закрытая бензиновая зажигалка. Однако это не так, потому что выхлопные газы , которые обычно «задушили бы» огонь, уменьшаются катализатором .Через отверстия в корпусе все время подается кислород, необходимый для горения.
В зависимости от количества залитого топлива бензиновый обогреватель может работать непрерывно от 12 до 24 часов . Как и угольный обогреватель, каталитический обогреватель можно носить в кармане или на груди. Стоимость покупки бензинового обогревателя составляет около 25 злотых. Он может вместить около 25 мл топлива за раз. При цене зажигалки около 10 злотых за баллончик объемом 125 мл весь отопительный день обходится пользователю примерно в 2 злотых.К этому следует добавить стоимость расходуемых каталитических нитей примерно по 5 злотых за штуку, которые следует заменять через каждые 500 мл сожженного топлива.
ВНИМАНИЕ! Бензиновые каталитические обогреватели выделяют выхлопные газы (ядовитый угарный газ). Их нельзя использовать в спальном мешке во время сна из-за риска отравления. Его можно использовать только на открытом воздухе при ношении на шее или в нагрудном кармане.
Нагреватели воздуха химические железные
Относительно новыми, потому что они были изобретены в 1950-х годах, являются карманные нагреватели железо-воздух. Они используют экзотермическую реакцию , вызванную контактом смеси специально подобранных химических веществ с атмосферным воздухом. Они обычно изготавливаются из целлюлозных или флисовых пакетиков, наполненных смесью железных опилок, порошкообразного вермикулита (природный минерал, водоноситель) и поваренной соли . После отсоса воздуха все герметично запаивается в толстую сваренную фольгу, исключающую доступ воздуха.
Они используют экзотермическую реакцию , вызванную контактом смеси специально подобранных химических веществ с атмосферным воздухом. Они обычно изготавливаются из целлюлозных или флисовых пакетиков, наполненных смесью железных опилок, порошкообразного вермикулита (природный минерал, водоноситель) и поваренной соли . После отсоса воздуха все герметично запаивается в толстую сваренную фольгу, исключающую доступ воздуха.
Тепло вырабатывается в результате быстрого окисления железа , которое представляет собой просто образование ржавчины.После разрыва герметической фольги в целлюлозный пакетик попадает атмосферный воздух. Затем следует размять пакетик в руках, чтобы кислород дошел до его содержимого. Под воздействием кислорода вермикулит выделяет воду, которая в сочетании с солью вызывает коррозию железных опилок . Это происходит настолько быстро, что генерирует температуру до 60-80 градусов по Цельсию.
Химический Железно-воздушный нагреватель обычно выделяет тепло в течение 6-8 часов , хотя температура падает примерно через 1 час.Несомненным преимуществом этого типа обогревателей является их небольшой размер. Обычно они очень тонкие, толщиной около 2-3 миллиметров. Однако их формат может быть практически любым. Их часто подбирают по форме руки или ноги, благодаря чему без проблем помещаются в перчатку или даже в обувь . В результате химической реакции они немного увеличивают свой объем, но являются идеальным решением для согревания конечностей без потери способности пользователя ходить или работать.Единственным недостатком этих обогревателей является то, что они одноразовые. Через 6-8 часов нагревания они приходят в негодность. Цена в районе 5-6 злотых за пару , однако не чрезмерна для теплых ног, даже стоя на льду и ловя рыбу над прорубью или спя в спальном мешке на морозе .
После использования содержимое нагревателя можно безопасно вылить. Это просто нетоксичная ржавчина.
Нагреватели с химическим гелем
Второй тип химических нагревателей — это гелевые нагреватели, в которых используется экзотермическая реакция , сопровождающая кристаллизацию раствора ацетата натрия .Он выполнен в виде прозрачного мешочка из плотной фольги, наполненного цветным гелем, в котором плавает тонкая круглая пластинка, похожая на монету .
Тепло выделяется в результате кристаллизации геля в течение примерно 30 минут . Для того, чтобы ТЭН начал нагреваться, следует загнуть пластину внутри пакета так, чтобы она защелкнулась. Механический раздражитель запускает кристаллизацию пересыщенного раствора ацетата натрия. Это сопровождается повышением температуры геля примерно до 55 градусов Цельсия .Примерно через полчаса нагреватель полностью остывает, однако восстанавливает свою теплотворную способность после погружения его в кипящую воду на 6 минут . В кипящей воде закристаллизовавшийся гель снова становится жидким и после остывания нагреватель снова можно использовать.
Гелевые обогреватели – лучшее решение для людей, которые хотят быстро согреться за короткое время. Они работают всего 30 минут, но многоразовые, беспламенные и не требуют покупки топлива .Их можно носить в карманах или положить под одежду. Например, лучше всего подходят для ожидания зимой на остановке или в кемпинге, когда утром в спальнике холоднее всего. В зависимости от размера стоит 5-20 злотых, что является единовременным расходом в размере злотых.
Такие обогреватели также идеально подходят для зимнего похода, когда из-за мороза невозможно готовить на газовой плите. Нагреватель можно разместить под газовым баллоном, чтобы безопасно нагреть его, улучшить испарение газа и увеличить его подачу к горелке.
Карманные электронагреватели
Наиболее современным решением являются электронагреватели, появившиеся только на рынке , в которых используется повышение температуры проводника за счет протекания электрического тока. Обычно изготавливаются в виде вставок с нагревательной петлей, вставляемых в обувь или перчатки , или в виде несъемных вшитых в утеплители одежды, работающие от батареек или аккумуляторов .
Тепло выделяется проводом сопротивления, а температура и время работы зависят от типа и мощности источника питания .Из-за того, что получение тепла из электричества очень энергозатратно, в этом случае хорошо работают только литий-ионные аккумуляторы. При этом сами перегреваются при большой нагрузке на , так что это решение дополнительно опасно. В то время как днем, когда пользователь следит за работой электронагревателя, он может быстро среагировать на неправильную работу, например, во время сна его может удивить воспламенение перегретого литий-ионного элемента.
Электрические обогреватели, дополнительно принимая во внимание их цену примерно от 80 до 600 злотых , остаются небольшой практической новинкой, хлопотной и опасной в использовании.
Как выбрать грелку для рук или ног?
Основываясь на приведенном выше анализе, вероятно, будет легче принять решение. Выбирая себе карманный обогреватель, стоит учитывать несколько свойств:
1. Время нагрева
2. Одноразовое или многократное использование?
3. Пламенная или беспламенная технология?
4. Потребность в топливе и расходных материалах
5. Разовые расходы
6.Эксплуатационные расходы
Ответив на эти вопросы, вы сможете выбрать обогреватель, который позволит вам приятно проводить свободное время или работать на открытом воздухе даже в самые лютые зимние морозы. Мы будем помнить моменты, когда нам казалось, что мы обморозили пальцы во время зимнего похода, когда мы не могли спать от холода или когда мы убегали от ледяного озера, хотя рыба старалась изо всех сил.
.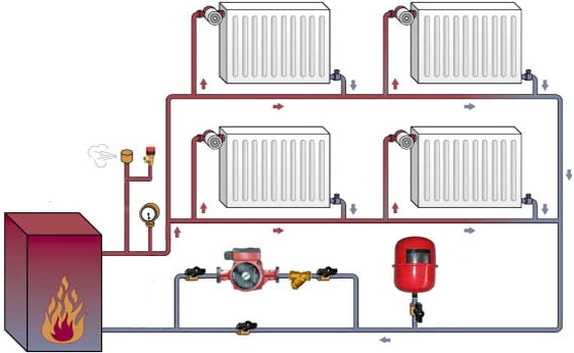




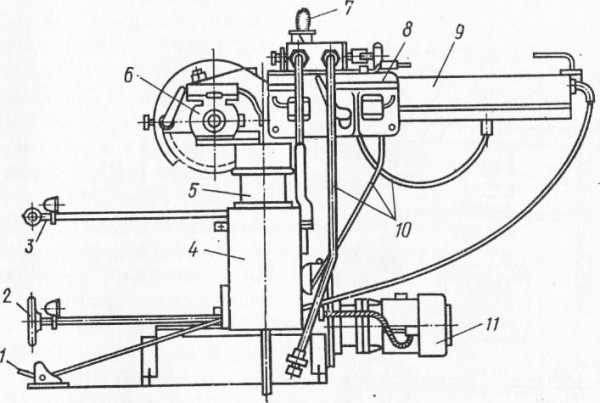



 Вызов дизайнера:
Вызов дизайнера:


Действующие акции

скидка для внимательных клиентов 7% от общей стоимости заказа.

