Салон штор в Санкт-Петербурге




Фрезерная операция
фрезерная операция - это... Что такое фрезерная операция?
- фрезерная операция
-
фрезерная операция
Операция, выполняемая на станках фрезерной группы.
[ГОСТ 17420-72]Тематики
- обработка резанием
Справочник технического переводчика. – Интент. 2009-2013.
- фрезерная мелиоративная машина
- фрезерная ручная машина
Смотреть что такое "фрезерная операция" в других словарях:
барабанно-фрезерная операция — [ГОСТ 17420 72] Тематики обработка резанием Обобщающие термины фрезерные операции … Справочник технического переводчика
вертикально-фрезерная операция — [ГОСТ 17420 72] Тематики обработка резанием Обобщающие термины фрезерные операции … Справочник технического переводчика
горизонтально-фрезерная операция — [ГОСТ 17420 72] Тематики обработка резанием Обобщающие термины фрезерные операции … Справочник технического переводчика
гравировально-фрезерная операция — [ГОСТ 17420 72] Тематики обработка резанием Обобщающие термины фрезерные операции … Справочник технического переводчика
карусельно-фрезерная операция — [ГОСТ 17420 72] Тематики обработка резанием Обобщающие термины фрезерные операции … Справочник технического переводчика
копировально-фрезерная операция — [ГОСТ 17420 72] Тематики обработка резанием Обобщающие термины фрезерные операции … Справочник технического переводчика
продольно-фрезерная операция — [ГОСТ 17420 72] Тематики обработка резанием Обобщающие термины фрезерные операции … Справочник технического переводчика
шпоночно-фрезерная операция — [ГОСТ 17420 72] Тематики обработка резанием Обобщающие термины фрезерные операции … Справочник технического переводчика
Токарная группа станков — Изображение токарного станка (левый … Википедия
СТАНКИ МЕТАЛЛОРЕЖУЩИЕ — машины для изготовления частей других машин в основном путем снятия с заготовки стружки режущим инструментом. Многое из того, что производится в результате человеческой деятельности в настоящее время, делается на металлорежущих станках или с… … Энциклопедия Кольера
Горизонтально-фрезерная операция | Предприятия Беларуси
Сегодня «Горизонтально-фрезерная» искали 4 заказчика. Вчера: 0| МитяйСервис, ООО Все виды токарных, фрезерных,координатно-расточных и шлифовальных работ из своих материалов и материалов заказчика. | 469 км г.Витебск | |
| Скоков-метлл, ЧП Выполнение токарных,фрезерных,слесарных работ. | 470 км г.Витебск | |
| Тандем-Двина, ОДО Предприятие занимается механической обработкой материалов резанием.В частности может выполнять токарные.фрезерные и слесарные работы. | 470 км г.Витебск | |
| Витязь, ОАО Производитель телевизионной и бытовой техники, медтехники, стройматериалов. Изготовление пресс-форм любой сложности, металлообработка, деревообработка и многое другое. |
| 471 км г. Витебск |
| ИП Писаренко А.Д. Фрезерные, токарные работы, резка металла, гибка металла, термообработка, литье металлов, зубообработка, металлоконструкции, шлифование металла, сварка металла, сверление, типовые изделия, отрезная обработка, ковка, расточные работы, легкие сварные изделия и металлоконструкции. Плазма : Model BRL-IHS, Power Supply: AC24V 50HZ, S/N: BRL-102, MODEL: MAXI-1530 | 471 км г.Витебск | |
| Не смогли найти подходящее предприятие? Оставьте заказ на сайте, который мы разошлем всем известным нам предприятиями (более 500), а также опубликуем его в разделе Публичные заказы. При заинтересованности, исполнители будут связываться с вами для предложений по выполнению ваших работ. |
||
Также смотрите:
Горизонтально-фрезерные работы по металлу
Фрезерование представляет собой обработку заготовок резанием при помощи различных видов фрез. Среди особенностей фрезеровального оборудования можно отметить то, что движение фрезы, закрепленной в шпинделе, является главным, а заготовка совершает прямолинейное или криволинейное движение подачи.
Специфика процесса горизонтального фрезерования
В зависимости от задачи фрезерования применяется станочное оборудование с различным размещением оси шпинделя. Так, фрезерование концевыми, цилиндрическими, торцевыми, дисковыми, фасонными и др. фрезами вертикальных и горизонтальных фасонных и винтообразных поверхностей выполняется на горизонтально-фрезерных станках. Шпиндель с закрепленной фрезой размещен в них горизонтально, и скорость его вращения может регулироваться. Стол с заготовкой передвигается перпендикулярно или параллельно шпинделю.
Горизонтально-фрезерные операции позволяют обрабатывать пазы, углы, рамки, спирали и зубья чугунных, стальных изделий, а также из цветных металлов и сплавов. Оборудование станков специальными приводами решает проблему фрезерования широких горизонтальных поверхностей фрезами из быстрорежущей стали. Необходимо отметить, что на станках этой группы фрезеруются небольшие и не слишком тяжелые изделия. Горизонтально-фрезерная обработка довольно экономична и может использоваться как при выполнении единичных заказов, так и в серийном производстве.
Вы все еще ищете исполнителя?
Предлагаем вашему вниманию электронную базу предприятий-исполнителей вертикально-фрезерных операций. Указав свои требования к заказу, вы сможете выбрать исполнителя, который находится ближе всего к вашему региону.
Универсально-фрезерная операция | Предприятия Беларуси
Сегодня «Универсально-фрезерная» искали 4 заказчика. Вчера: 0| МитяйСервис, ООО Все виды токарных, фрезерных,координатно-расточных и шлифовальных работ из своих материалов и материалов заказчика. | 469 км г.Витебск | |
| Скоков-метлл, ЧП Выполнение токарных,фрезерных,слесарных работ. | 470 км г.Витебск | |
| Витязь, ОАО Производитель телевизионной и бытовой техники, медтехники, стройматериалов. Изготовление пресс-форм любой сложности, металлообработка, деревообработка и многое другое. |
| 471 км г. Витебск |
| Витебский завод сантехзаготовок филиал ОАО "Трест Белсантехмонтаж № 1" изготовление металлоконструций, воздуховдов, водопроводов, газопроводов, плазменная резка. | 471 км г.Витебск | |
| ПКФ Гриф-Агро, ООО Металлообрабатывающее предприятие ООО ПКФ «Гриф-Агро» предлагает услуги по проектированию, изготовлению, наладке и испытанию штампов горячей и холодной штамповки. Так же ведется разработка и изготовление приспособлений для различных задач. Различные виды металлообработки и изготовления готового изделия под ключ как мелко серийных, так и крупносерийных партий. Разработка конструкторской документации (чертежи на детали, узлы, изделия) в области машиностроения. Оцифровка чертежей, планов, схем, эскизов и т.п. 3D моделирование любой сложности. | 474 км г. Витебск | |
| Не смогли найти подходящее предприятие? Оставьте заказ на сайте, который мы разошлем всем известным нам предприятиями (более 500), а также опубликуем его в разделе Публичные заказы. При заинтересованности, исполнители будут связываться с вами для предложений по выполнению ваших работ. | ||
Также смотрите:
Универсально-фрезерная обработка: широкие возможности
Для выполнения разнообразных фрезерных работ используется соответствующее станочное оборудование. Среди групп фрезерных станков универсально-фрезерные выгодно отличает возможность выполнять на них различные операции по фрезеровке, обрабатывая при этом практически любые поверхности. Таким образом, универсальный фрезерный станок позволяет исключить необходимость использования другого оборудования и существенно сэкономить время и средства абсолютно без ущерба качеству металлообработки.
Особенности универсально-фрезерных операций
Универсально-фрезерные операции применимы для заготовок любых форм и размеров в единичном и крупносерийном массовом производстве. В качестве режущего инструмента используются концевые, угловые, дисковые, цилиндрические, червячные, модульные, торцевые, фасонные и др. фрезы. Выбор их обусловлен выполняемой операцией и требованиями к точности, чистоте поверхности и т.д.
Оборудование станков дополнительными перемещающимися и накладными шпиндельными головками позволяет качественно обрабатывать заготовки сложных конфигураций, а также производить растачивание, сверление и зенкерование. Для винтовых изделий или деталей с периодическими делениями станки оборудуются делительными приспособлениями и аппаратами. Дополнение станков долбежными, универсальными, вертикальными фрезерными головками и другими специальными устройствами и приборами еще больше расширяет возможности универсально-фрезерной обработки.
Найти исполнителя универсально-фрезерных операций вы сможете на нашем сайте. Форма поиска позволит уточнить индивидуальные особенности заказа и выбрать соответствующего исполнителя. Услуга поиска предприятия предоставляется бесплатно.
Не удается найти страницу | Autodesk Knowledge Network
(* {{l10n_strings.REQUIRED_FIELD}})
{{l10n_strings.CREATE_NEW_COLLECTION}}*
{{l10n_strings.ADD_COLLECTION_DESCRIPTION}}
{{l10n_strings.COLLECTION_DESCRIPTION}} {{addToCollection.description.length}}/500 {{l10n_strings.TAGS}} {{$item}} {{l10n_strings.PRODUCTS}} {{l10n_strings.DRAG_TEXT}}{{l10n_strings.DRAG_TEXT_HELP}}
{{l10n_strings.LANGUAGE}} {{$select.selected.display}}{{article.content_lang.display}}
{{l10n_strings.AUTHOR}}{{l10n_strings.AUTHOR_TOOLTIP_TEXT}}
{{$select.selected.display}} {{l10n_strings.CREATE_AND_ADD_TO_COLLECTION_MODAL_BUTTON}} {{l10n_strings.CREATE_A_COLLECTION_ERROR}}Токарно-фрезерная обработка | Техтран
Назначение программы
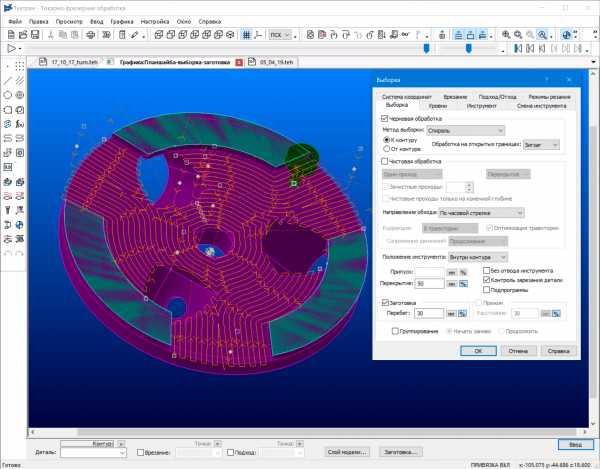
Программа предназначена для проектирования управляющих программ (УП) обработки деталей для токарно-фрезерных центров с ЧПУ. Такие станки позволяют совмещать в рамках одной технологической операции традиционную токарную обработку с фрезерованием и обработкой отверстий. Сквозной процесс обработки с произвольным чередованием токарных и фрезерных переходов без переустановки детали дает возможность свести к минимуму погрешности. Фрезерная обработка выполняется с использованием оси вращения, которая может применяться как для непрерывного управления, так и для позиционирования.
Единый подход
Программа работает на основе уже проверенных временем программ Техтран® Фрезерная обработка и Техтран® Токарная обработка. Сосуществование в единой среде достаточно специфических функций двух систем стало возможным благодаря заложенному в Техтране единому подходу к программированию различных видов обработки. Пользователь, имеющий опыт работы с Техтраном, сможет без дополнительных усилий выполнять здесь все привычные операции, относящиеся как к фрезерной, так и к токарной обработке. Что касается программирования технологических переходов, включающих элементы фрезерной обработки с использованием оси вращения, то освоение таких возможностей новой программы также не должно вызвать затруднений, поскольку при задании параметров задействованы уже привычные механизмы.
Деталь и заготовка
Токарные переходы проектируются на основе модели детали и заготовки. Результат автоматической коррекции заготовки отображается в графическом окне после каждой выполненной операции. Наряду с информацией о состоянии заготовки и детали, программа располагает сведениями о положении зажимного приспособления, запретных областях и т.п. Это дает возможность автоматически контролировать недопустимые ситуации в перемещении режущего инструмента.
Совмещение токарной и фрезерной геометрии
Деталь и заготовка рисуются в виде пространственной проволочной модели тел вращения. После каждого рабочего хода графическое окно отражает состояние заготовки на текущий момент. Для совместного проектирования токарных и фрезерных переходов это удобно, поскольку в любой момент можно построить дополнительные элементы для фрезерной обработки, основываясь на реальной геометрии заготовки в пространстве.
Описывать элементы для фрезерования можно как обычным плоским контуром, так и парным контуром. При помощи парного контура удобно задавать элементы детали, имеющие фрезеруемые плоские грани, параллельные оси вращения или под углом к ней.
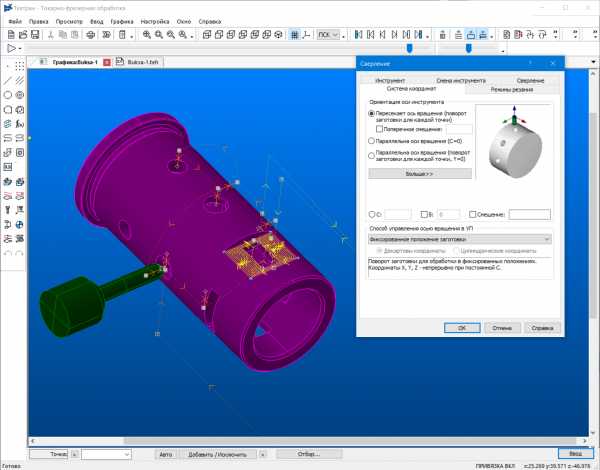
Использование двух шпинделей
Программа позволяет программировать обработку на оборудовании с одним и двумя шпинделями. Требуется описать геометрические характеристики зажимного приспособления и расположения в нем заготовки. Эти данные учитываются при построении траектории инструмента на рабочих и вспомогательных перемещениях, чтобы исключить столкновение. Передача заготовки из одного шпинделя в другой может производиться как единая операция, так и в виде отдельных манипуляций обоими приспособлениями.
Фрезерные переходы с использованием оси вращения
Фрезерная часть строится на основе программы Техтран® Фрезерная обработка. Обычные средства программирования фрезерной обработки применяются к конструктивным элементам, базирующимся на токарной детали. Здесь действует уже сложившийся подход формирования команд обработки на основе описания геометрии обрабатываемых элементов. Так удобнее вести проектирование, хотя на станке всё наоборот - требуемую геометрию детали получают в результате управления рабочими органами станка. В случае токарно-фрезерной обработки проектирование «от геометрии» дает любопытный эффект: мы видим на экране траекторию, развернутую в пространстве таким образом, как если бы не деталь позиционировалась определенным образом при неподвижном инструменте, а наоборот фреза или сверло вращались вокруг зафиксированной детали. Такой подход позволяет достичь большей наглядности, избежав наложения множества траекторий возле инструмента, ограниченного в перемещениях двумя координатами (составляющая по третьей координате достигается за счет поворота заготовки). Таким образом, задача пользователя - построить деталь и обрабатываемые элементы на нужном месте, а затем указать, каким образом их требуется обработать.
Управление осью вращения
При выполнении фрезерных переходов может быть выбран один из следующих способов управления осью вращения в УП: 1. Поворот заготовки для обработки в фиксированных положениях (координаты X, Y, Z - непрерывно, при постоянной C). Плоская траектория инструмента, как в обычной фрезерной обработке, но ориентированная определенным образом по отношению к цилиндрической заготовке.
2. Обработка за счет непрерывного вращения заготовки (координаты X, Y, C - непрерывно при постоянной Y). Проецирование плоской траектории на цилиндрическую поверхность. В частности, запрограммированное в таком режиме перемещение по отрезку порождает радиальный или винтовой паз. Заданием поперечного смещения для оси инструмента можно добиться того, чтобы стенки паза не сходились к центру, а были параллельны. 3. Обработка за счет непрерывного вращения заготовки (координаты X, Y, Z - непрерывно). Отличается от предыдущего способом представления в УП: в данном случае в УП программируется плоская траектория в режиме «наматывания» на цилиндр.
Позиционные переходы
В отношении ориентации оси инструмента при обработке проще всего дело обстоит с геометрией для позиционных переходов. Наиболее распространенный случай - сверление радиальных отверстий или сверление отверстий по торцу детали. И в том и в другом случае пользователю достаточно указать точки выполнения обработки, не строя вспомогательные системы координат и вычисляя углы поворота заготовки.
Задание угла B
Если инструмент занимает промежуточное положение, дополнительно может быть задан угол наклона инструмента к оси вращения.
Поперечное смещение
Поперечное смещение инструмента используется для получения отверстий, ось которых смещена в поперечном направлении.
Контурные переходы
При выполнении контурных переходов задача выбора ориентации инструмента упрощается тем, что инструмент должен располагаться по нормали к плоскости контура. Но в этом случае потребуется предварительно построить контур и правильно расположить его в пространстве. Здесь также действуют базовые для токарно-фрезерной обработки режимы: инструмент параллелен оси вращения (фрезерование торца заготовки) или пересекает ее. Кроме того, может возникнуть необходимость получить в УП координаты точек траектории в системе координат, определяемой иными соображениями, чем основные базовые. В таком случае потребуется указать систему координат инструмента в явном виде. Обрабатываемый контур может быть построен в некоторой системе координат, ориентированной произвольным образом. Выполняя обработку, необходимо выбрать систему координат, к которой будут привязаны данные УП. Эта система может не совпадать с той, в которой строилась исходная геометрия. Достаточно типична ситуация, когда система координат вообще не задается в явном виде, а подбирается автоматически, исходя из требуемой ориентации инструмента: инструмент пересекает ось вращения, расположен вдоль оси вращения или под определенным углом к ней.
Плунжерное фрезерование
В этом режиме удаление материала производится не за счёт перемещений инструмента в горизонтальной плоскости (как при обычной фрезерной обработке), а посредством последовательных врезаний с определённым шагом.
Программирование обработки в явном виде
Наряду с технологическими переходами, которые автоматически формируют сложную траекторию обработки выделенных зон детали, можно программировать обработку с помощью отдельных команд движения и управления режимами обработки. Этот способ построения траектории позволяет запрограммировать буквально всё что угодно и обеспечивает некоторый контроль, хотя в большей степени позволяет сделать то, что не предусмотрено стандартным набором переходов. Как показывает опыт, на каждом предприятии всегда имеются такие сложившиеся особенности технологии работы, которые с трудом вписываются в какую бы то ни было схему. Здесь-то и выручает простейший режим. Специфика токарно-фрезерной обработки проявляется в том, что здесь в большей степени, чем в системе, ориентированной на единственный вид обработки, требуется обеспечить согласованность данных. Поэтому режим программирования в явном виде при токарно-фрезерной обработке используется как разновидность перехода специального вида, перед которым потребуется совершить ряд предварительных действий по выбору вида обработки, инструмента, системы координат и т.п.
Фрезерная обработка на высокоточном оборудовании ЧПУ на заказ
Фрезерная обработка металла — ключевая производственная услуга нашей компании. Чаще всего заказывают корпусные детали из стали, легких сплавов для авиастроения, приборостроения и машиностроения. Как правило, это не только фрезерные, но и токарные работы по металлу на заказ, шлифовка, термообработка, покрытие деталей защитными составами. Мы выполняем весь комплекс необходимых технологических операций.
Какие работы можно выполнить на фрезерных станках
Работы, выполняемые на фрезерных станках, можно разделить на несколько видов.
- В первую очередь выделяют обработку горизонтальных поверхностей. В этом случае фрезерование выполняется на горизонтально-фрезерных станках. Однако иногда, за счёт более жёсткого крепления фрезы, лучше выполнять подобную работу на вертикально-фрезерных станках.
- Вертикальные поверхности можно фрезеровать на горизонтально-фрезерных, либо продольно-фрезерных станках, с помощью торцевых фрезерных головок. Для выполнения подобной задачи на вертикально-фрезерном станке используется боковые фрезы с зубцами. Для обработки наклонных поверхностей на вертикально-фрезерном станке устанавливается шпиндель под углом к поверхности, а головка торцовой фрезы производит фрезерование.
- Кроме того, на вертикально-фрезерных станках можно осуществлять фрезерования пазов разнообразной формы, используя специальные одноугловые или Т-образные фрезы.
Используя комплекты различных фрез, можно фрезеровать комбинированные поверхности. Для фасонных поверхностей подбираются необходимые профили фрез. Шпоночные канавки фрезеруют различными фрезами, выбирая специальные размеры и профили. Это можно сделать с помощью дисковой или шпоночной фрезой. На некоторых станках это может быть концевая, либо дисковая шпоночная фреза.
Фрезерование резьбы отличается от других работ. Для этого нужна гребенчато-резьбовая или дисковая резьбовая фреза. Во время фрезерования фреза вращается с определенной скоростью, а заготовке сообщается вращение с окружной подачей. Во время обработки скорости совмещаются и регулируются.
На копировально-фрезерных станках осуществляется копировальное фрезерование. Для этого на станок устанавливаются концевые фрезы.
Стоимость фрезеровки
Детали в нашей компании можно заказать в любом количестве, начиная от 1 штуки. От вас требуется лишь отправить на нашу электронную почту чертеж, эскиз или фото необходимых к изготовлению деталей с обязательным указанием размеров. После мы вышлем вам коммерческое предложение со стоимостью фрезерных работ и сроками изготовления.
Опыт и квалификация наших специалистов, а также организованный до мелочей производственный процесс позволяет нам обеспечивать широкий ассортимент изготавливаемой продукции. Помимо фрезерных работ на заказ мы предлагаем целый комплекс услуг по металлообработке:
- токарная обработка,
- механическая обработка,
- проектирование и моделирование.
Фрезерная обработка в системе NX
Длительность дисциплины: 40 ак.ч.
Курс посвящен изучению основных вопросов, связанных с областью механической обработки в системе NX, проектированию операций и созданию управляющих программ для станков с ЧПУ, получение конструкторской документации, формированию профессионального понимания основных терминов и понятий из предметной области и соответствующих навыков.
Знания и умения, полученные в результате изучения
В результате освоения программы обучающийся будет:
Уметь:
- выполнять настройку среды;
- выполнять операции плоского фрезерования;
- анализировать модели;
- моделировать заготовки;
- работать с помощником ЧПУ;
- операции фрезерования;
- выполнять разработку оснастки.
Знать:
- функциональные возможности программы;
- основные принципы работы;
- общие принципы разработки управляющих программ;
- параметры операций обработки;
- операции фрезерования.
Приобрести практический опыт:
- работы с инструментами технологического анализа;
- плоского фрезерования;
- работы с помощником ЧПУ;
- выполнять самостоятельный анализ модели;
- многоосевой позиционной обработки (3+2).
Введение: основные принципы работы Основные принципы работы. Базовые понятия. Общие принципы разработки управляющих программ. Обзор операций
Практические занятия Знакомство с интерфейсом программы. Создание и сохранение новых документов. Изучение содержания вкладок. Инициализация. Подготовка модели к обработке. Анализ геометрии. Создание/Редактирование родительских групп. Создание операции. Проверка программ. Постпроцессирование
Инструменты CAD в модуле CAM Инструменты технологического анализа. Технология синхронного моделирования. Зашивка отверстий – заплатки. Помощник замены.
Практические занятия Создание заплаток на отверстиях. Создание траектории движение инструмента. Моделирование движение инструмента. На заданной детали.
Плоское фрезерование. Параметры операций обработки Параметры операций обработки пола и стенок. Код системы координат в MCS. Операция обработки дна и стенок с учетом 3вПО. Операция обработки граней на основе границ. Обработка с использованием границ – PLANAR_MILL Операции чистовой обработки PLANAR_PROFILE. Доработка углов, чистовая обработка стенок, чистовая обработка пола. Обработка боковых пазов. Фрезерование отверстий, ручное фрезерование граней, фрезеровка резьбы
Практические занятия Создание обработки заданной модели с помощью операции PLANAR MILL, PLANAR Profile.
Анализ модели. Моделирование заготовки. Помощник ЧПУ Инструменты технологического анализа – геометрические свойства. Выбор необходимого количества заготовок, моделирование заготовки. Работа с помощником ЧПУ
Практические занятия Провести самостоятельный анализ заданной модели, использую средства технологического оснащения Siemens NX
Сверление. Центрование. Создание зенковок. Нарезание резьбы. Оптимальная траектория движения. Центрование, сверление (DRILLING), цековки на контурной поверхности. Создание зенковок, глубокое сверление, сверление с ломкой стружки, нарезание резьбы метчиком. Оптимизация траектории движения. Новые операции сверления
Практические занятия Создание операции сверления и обработки отверстий на заданной модели.
Контурные операции. Точки предварительного засверливания Контурные операции (CAVITI_MILL): основы. Точки предварительного засверливания
Операции черновой обработки Операции черновой обработки углов и черновой дообработки
Обработка по Z уровням Базовая операция обработки по Z уровням. Модификация базовой операции с настройками по доработке углов
Построцессирование. Постпроцессирование. Настройка постпроцессора. Работа в постбилдере
Операции вдоль потока Операции вдоль потока (STREAMLINE). Обработка поднутренний на 3-осевом станке.
Операции обработки криволинейного контура Операции обкатки криволинейного контура: 3D профиль на твердом теле и профиль 3D.
Изучение операций поиска и доработки вогнутых углов детали Изучение группы команд операций FLOWCUT_SINGLE, FLOWCUT_MULTIPLE, FLOWCUT_REF_TOOL)
Гравировка. Фаска. Скругления Изучение операций: гравировка, фаски, скругления.
Операция с включенным функционалом выделения ненаклонных и наклонных участков Операции CONTOUR_AREA с включенным функционалом выделения ненаклонных и наклонных участков CONTOUR_AREA_NON_STEEP, CONTOUR_AREA_DIR_STEEP
Практические занятия Создание обработки заданной модели с помощью операции CAVITY_MILL; Создание черновой обработки заданной модели с помощью операции CAVITY_MILL; Создание обработки по Z-уровням заданной модели с помощью операции CAVITY_MILL; Создание постпроцессора и работа в постбилдере. Настройка постбилдера. Редактирование программ в постбилдере; Создание обработки заданной модели с помощью операции Streamline; Создание обработки заданной модели с помощью операций криволинейного 3D контура; Создание обработки заданной модели с помощью операции FLOWCUT_SINGLE, FLOWCUT_MULTIPLE, FLOWCUT_REF_TOOL; Создание гравировки, фаски и скругления для заданной модели; Создание обработки заданной модели с помощью операции COUNTUR AREA, COUNTUR AREA NON STEEP, COUNTUR AREA DIR STEEP
Разработка оснастки Ассоциативные ссылки на электронные модели узлов и деталей. Разработка управляющих программ на оснастку и исходную деталь
Практические занятия Создание оснастки и создание обработки заданной с использованием оснастки.
Многоосевая позиционная обработка (3+2) Понятие о многоосевой позиционной обработки (3+2). Системы координат. Операции общего перемещения. Перенос заготовки
Практические занятия Создание обработки заданной модели с помощью операций многоосевой позиционной обработки (3+2)
Что такое фрезерный станок и что такое фрезерование
Фрезерование с ЧПУ или фрезерование с числовым программным управлением — это процесс механической обработки, в котором используются компьютеризированные элементы управления и вращающиеся многоточечные режущие инструменты для постепенного удаления материала с заготовки и производства специально разработанной детали или продукта. Этот процесс подходит для обработки самых разнообразных материалов, таких как металл, пластик, стекло и дерево, а также для производства самых разных деталей и изделий на заказ.
Предлагаются различные возможности для точной обработки с ЧПУ, включая механические, химические, электрические и термические процессы. Фрезерование с ЧПУ — это процесс механической обработки наряду со сверлением, токарной обработкой и различными другими процессами обработки, что означает, что материал удаляется с заготовки механическими средствами, такими как действия режущих инструментов прокатного стана.
В этой статье основное внимание уделяется процессу фрезерной обработки с ЧПУ путем описания основ этого процесса, а также компонентов и инструментов фрезерного станка с ЧПУ.Кроме того, в этой статье обсуждаются различные операции фрезерования и предлагаются альтернативы процессу фрезерования с ЧПУ.
Обзор процесса фрезерования с ЧПУ
Как и в большинстве обычных процессов обработки с ЧПУ, в процессе фрезерования с ЧПУ используются компьютеризированные элементы управления для работы и управления станками, которые режут и формируют заготовку. Кроме того, этот процесс проходит те же основные производственные этапы, что и все процессы обработки с ЧПУ, в том числе:
- Разработка модели CAD
- Преобразование модели CAD в программу ЧПУ
- Настройка фрезерного станка с ЧПУ
- Выполнение операции фрезерования
Процесс фрезерования ЧПУ начинается с создания 2D или 3D проекта детали CAD.Затем завершенный проект экспортируется в формат файла, совместимый с ЧПУ, и преобразуется программным обеспечением CAM в программу станка с ЧПУ, которая диктует действия станка и движения инструмента по заготовке. Прежде чем оператор запустит программу ЧПУ, он подготавливает фрезерный станок с ЧПУ, прикрепляя заготовку к рабочей поверхности станка (например, рабочему столу) или удерживающему устройству (например, тиски), и прикрепляя фрезерные инструменты к шпинделю станка. . В процессе фрезерования с ЧПУ используются горизонтальные или вертикальные фрезерные станки с ЧПУ — в зависимости от спецификаций и требований фрезерного приложения — и многоточечные ротационные (т.Многозубые) режущие инструменты, такие как фрезы и сверла. Когда машина будет готова,
После запуска процесса фрезерования с ЧПУ станок начинает вращать режущий инструмент со скоростью до тысячи оборотов в минуту. В зависимости от типа используемого фрезерного станка и требований фрезерной обработки, когда инструмент врезается в заготовку, станок выполняет одно из следующих действий, чтобы сделать необходимые надрезы на заготовке:
- Медленно подайте заготовку к неподвижному вращающемуся инструменту
- Переместите инструмент над неподвижным объектом
- Переместите инструмент и заготовку относительно друг друга
В отличие от ручного фрезерования, при фрезеровании с ЧПУ станок обычно перемещает заготовки с вращением режущего инструмента, а не наоборот.Операции фрезерования в соответствии с этим соглашением известны как процессы попутного фрезерования, тогда как встречные операции известны как обычные процессы фрезерования.
В общем, фрезерование лучше всего подходит в качестве вторичного или чистового процесса для уже обработанной заготовки, обеспечивая определение или изготовление элементов детали, таких как отверстия, пазы и резьба. Однако этот процесс также используется для формирования основного материала от начала до конца.В обоих случаях в процессе фрезерования материал постепенно удаляется для создания желаемой формы и формы детали. Сначала инструмент срезает мелкие кусочки — т. е. стружку — с заготовки, чтобы сформировать приблизительную форму и форму. Затем заготовка фрезеруется с гораздо большей точностью и точностью, чтобы получить деталь с точными характеристиками и спецификациями. Как правило, готовая деталь требует нескольких проходов обработки для достижения желаемой точности и допусков. Для более геометрически сложных деталей
После того, как операция фрезерования завершена и деталь изготовлена по спецификациям заказчика, деталь, подлежащая фрезерованию, переходит на чистовую и чистовую стадии.
Фрезерные работы с ЧПУ
Источник изображения: Сугрит Джиранарак / Shutterstock.com
Фрезерование с ЧПУ— это процесс механической обработки, подходящий для производства высокоточных компонентов с высокими допусками в виде прототипов, единичных экземпляров, а также малых и средних производственных циклов. В то время как детали обычно изготавливаются с допусками в диапазоне от +/- 0,001 дюйма до +/- 0,005 дюйма, некоторые фрезерные станки могут достигать допусков до +/- 0,0005 дюйма. Универсальность процесса фрезерования позволяет использовать его в самых разных отраслях промышленности и для различных конструкций компонентов и деталей, включая пазы, фаски, резьбу и карманы.Наиболее распространенные фрезерные операции с ЧПУ:
- Торцевое фрезерование
- Плоское фрезерование
- Угловое фрезерование
- Фрезерование формы
Торцевое фрезерование
Торцевое фрезерование относится к операциям фрезерования, при которых ось вращения режущего инструмента перпендикулярна поверхности заготовки. В этом процессе используются торцевые фрезы, которые имеют зубья как по окружности, так и по лицевой стороне инструмента, при этом периферийные зубья в основном используются для резки, а торцевые зубья используются для чистовой обработки.Как правило, торцевое фрезерование используется для создания плоских поверхностей и контуров на готовой детали и позволяет получить более качественную отделку, чем другие процессы фрезерования. Этот процесс поддерживают как горизонтальные, так и вертикальные фрезерные станки.
Типы торцевого фрезерования включают концевое фрезерование и боковое фрезерование, при которых используются концевые фрезы и фрезы для боковых фрез соответственно.
Нормальное фрезерование
Плоское фрезерование, также известное как плоскостное фрезерование или фрезерование пластин, относится к операциям фрезерования, при которых ось вращения режущего инструмента параллельна поверхности заготовки.В процессе используются обычные фрезы, имеющие по периметру зубья, выполняющие операцию резания. В зависимости от характеристик фрезерной обработки, таких как глубина резания и размер заготовки, используются как узкие, так и широкие фрезы. Узкие фрезы позволяют выполнять более глубокие пропилы, а более широкие фрезы используются для резки больших поверхностей. Если использование плоского фрезерования требует удаления большого количества материала с заготовки, оператор сначала применяет грубую фрезу, низкие скорости резания и высокие скорости подачи, чтобы приблизить геометрию детали, разработанной по индивидуальному заказу.Затем оператор вводит фрезу с более мелкими зубьями, более высокую скорость резки и более низкую скорость подачи, чтобы получить детали готовой детали.
Угловое фрезерование
Угловое фрезерование, также известное как угловое фрезерование, относится к фрезерным операциям, при которых ось вращения режущего инструмента находится под углом к поверхности заготовки. В процессе используются одноточечные фрезы, расположенные под углом в зависимости от обрабатываемой конструкции, для создания угловатых элементов, таких как фаски, зубцы и канавки.Одним из распространенных применений углового фрезерования является изготовление ласточкиного хвоста, в котором используются 45 °, 50 °, 55 ° или 60 ° для вырезания ласточкиного хвоста на основе шаблона ласточкина хвоста.
Формирование бисера
Фрезерование пресс-форм относится к операциям фрезерования с использованием неровных поверхностей, контуров и контуров, таких как детали с криволинейными и плоскими поверхностями или полностью изогнутыми поверхностями. В этом процессе используются литые фрезы или фрезы, предназначенные для конкретного применения, такие как круглые выпуклые, вогнутые и угловые фрезы.Некоторые из распространенных применений фасонного фрезерования включают изготовление полусферических и полусферических углублений, валиков и контуров, а также сложных конструкций и сложных деталей с помощью одной конфигурации станка.
Прочие фрезерные операции
Помимо вышеперечисленных операций, фрезерные станки могут использоваться для выполнения других специализированных фрезерных и механических операций. Примеры других доступных операций фрезерования включают:
Продольная резка : Продольная резка относится к операции фрезерования, при которой станок обрабатывает две или более параллельных поверхностей заготовки одним проходом.В этом процессе используются две фрезы на одной оправке станка, расположенные таким образом, что фрезы располагаются по обе стороны от заготовки и могут обрабатывать обе стороны одновременно.
Групповое фрезерование : Групповое фрезерование относится к операциям фрезерования, при которых на одном и том же станке используются две или более фрезы, обычно разного размера, формы или ширины. Каждый резак может выполнять одну и ту же операцию резки или разные операции одновременно, что приводит к более сложным конструкциям и более сложным деталям за более короткое время производства.
Профильное фрезерование : Профильное фрезерование относится к фрезерным операциям, при которых станок создает траекторию резания вдоль вертикальной или наклонной поверхности заготовки. В этом процессе используются профильно-фрезерные станки и режущие инструменты, которые могут располагаться параллельно или перпендикулярно поверхности заготовки.
Нарезание зубчатых колес : Нарезание зубчатых колес — это операция фрезерования, при которой для изготовления зубьев шестерни используются эвольвентные фрезы.Эти фрезы, тип формованных фрез, бывают разных форм и размеров шага в зависимости от количества зубьев, необходимых для данной конструкции зубчатого колеса. В этом процессе также можно использовать специализированную зубчатую фрезу.
Другие процессы обработки : Поскольку фрезерные станки поддерживают другие станки в дополнение к фрезерным инструментам, их можно использовать для процессов обработки, отличных от фрезерования, таких как сверление, растачивание, развертывание и нарезание резьбы.
Фрезерное оборудование и компоненты с ЧПУ
В процессе фрезерования с ЧПУ используются различные приложения, станки и фрезерные станки в зависимости от выполняемой операции фрезерования.
Программное обеспечение ЧПУ
Как и большинство процессов обработки с ЧПУ, процесс фрезерования с ЧПУ использует программное обеспечение CAD для создания исходного проекта детали и программное обеспечение CAM для создания программы ЧПУ, которая предоставляет инструкции по обработке для производства детали.Затем программа ЧПУ загружается на выбранный станок с ЧПУ, чтобы инициировать и выполнить процесс фрезерования.
Компоненты машин
Несмотря на большое разнообразие доступных фрезерных станков, большинство из них имеют одни и те же основные компоненты. Эти общие детали машин включают:
- интерфейс машины
- столбец
- ROOK
- SEADDLE
- TALL
- SPINDLE
- Gazebo
- RAM
- Mechanical Tool
Интерфейс станка : Интерфейс станка относится к компоненту станка, используемому оператором для загрузки, запуска и выполнения программы станка с ЧПУ.
Столбец : столбец относится к компоненту машины, который обеспечивает поддержку и структуру для всех других компонентов машины. Этот компонент включает в себя прикрепленное основание и может включать дополнительные внутренние компоненты, облегчающие процесс фрезерования, такие как резервуары для масла и охлаждающей жидкости.
Колено : Колено относится к регулируемому компоненту станка, который крепится к колонне и обеспечивает поддержку седла и верстака.Эта функция регулируется по оси Z (т. е. может быть поднята или опущена) в зависимости от характеристик операции фрезерования.
Седло : Седло относится к компоненту машины, расположенному над коленом, поддерживающему рабочий стол. Этот компонент может двигаться параллельно оси шпинделя, что позволяет расположить рабочий стол и, следовательно, заготовку горизонтально.
Рабочий стол : Рабочий стол относится к компоненту станка, расположенному в верхней части суппорта, к которому прикрепляется заготовка или удерживающее устройство (например,ручка или тиски). В зависимости от типа используемой машины этот компонент регулируется по горизонтали, вертикали, в обе стороны или ни в одну из них.
Шпиндель : Шпиндель относится к компоненту станка, поддерживаемому колонной, которая удерживает и приводит в движение используемый станок (или шпиндель). Внутри колонны электродвигатель приводит в движение шпиндель.
Оправка : Оправка относится к компоненту вала, вставленному в шпиндель горизонтально-фрезерного станка, на который можно установить несколько станков.Эти компоненты доступны различной длины и диаметра в зависимости от спецификации применения фрезерования. Доступные типы оправок включают стандартные фрезерные станки, шнековые, продольно-резательные, концевые фрезы и рифленые фрезерные оправки.
Поршень : Поршень относится к компоненту станка, обычно в вертикально-фрезерных станках, расположенному сверху и прикрепленному к колонне, поддерживающей шпиндель. Этот компонент регулируется для адаптации к различным положениям во время операции фрезерования.
Станок : Станок представляет собой компонент станка, удерживаемый шпинделем, который выполняет операцию удаления материала. В процессе фрезерования может использоваться широкий спектр станков (обычно многолезвийные фрезы) в зависимости от характеристик фрезерной обработки, например, материала для фрезерования, требуемого качества поверхности, ориентации станка и т. д. материала, длины, диаметра и геометрии. .Некоторые из типов используемых горизонтальных фрезерных станков включают в себя плоские, с ослабленным напряжением, зубчатые и двухугольные фрезерные станки, в то время как используемые вертикальные фрезерные станки включают плоские и сферические, скошенные, торцевые фрезы и спиральные сверла. Фрезерные станки также могут использовать инструменты для сверления, растачивания, развертывания и нарезания резьбы для выполнения других операций обработки.
Примечания по фрезерным станкам
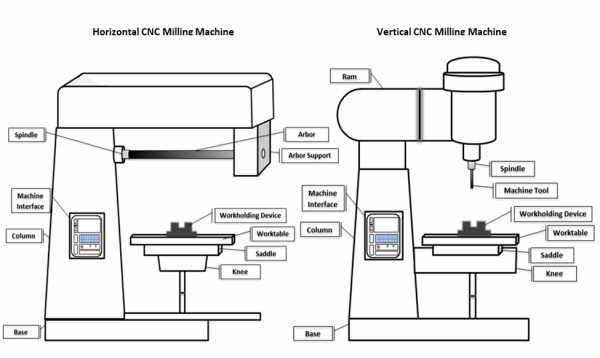
В целом фрезерные станки делятся на станки горизонтального и вертикального расположения, а также различаются по количеству осей движения.
В вертикально-фрезерных станках шпиндель расположен вертикально, а в горизонтально-фрезерных станках - горизонтально. Горизонтальные станки также используют оправки для дополнительной поддержки и устойчивости во время процесса фрезерования и имеют возможности поддержки многих режущих инструментов, таких как черновое фрезерование и продольная резка. Управление как вертикальными, так и горизонтальными фрезерными станками зависит от типа используемого станка. Например, некоторые станки могут поднимать и опускать шпиндель и перемещать рабочий стол в сторону, в то время как другие станки имеют стационарные шпиндели и рабочие столы, которые перемещаются как по горизонтали, так и по вертикали, а также вращаются.При выборе между вертикальными и горизонтальными фрезерными станками производители и мастерские должны учитывать требования к применению фрезерных станков, такие как количество обрабатываемых поверхностей, а также размер и форма деталей. Например, более тяжелые детали лучше подходят для горизонтального фрезерования, а заделка штампа лучше подходит для вертикального фрезерования. Также доступно вспомогательное оборудование, которое модифицирует вертикальные или горизонтальные машины для поддержки противоположного процесса.
Большинство фрезерных станков с ЧПУ имеют от 3 до 5 осей, что обычно обеспечивает производительность по оси XYZ и, если применимо, вокруг оси вращения. Ось X и ось Y представляют горизонтальное движение (вбок, вперед и назад на плоской плоскости соответственно), в то время как ось Z представляет вертикальное движение (вверх-вниз), а ось W представляет наклонное движение по вертикали. самолет. В базовых фрезерных станках с ЧПУ горизонтальное перемещение возможно по двум осям (XY), в то время как более новые модели допускают дополнительные оси движения, такие как 3-х, 4-х и 5-осевые станки с ЧПУ.В таблице 1 ниже перечислены некоторые особенности фрезерных станков, классифицированных по количеству осей движения.
Таблица 1 - Характеристики фрезерных станков с осью движения
| Количество осей | Характеристики | ||||||||||||||||||||||||||||||
| 3 | Возможность управления большинством операций обработки Возможность производить такие же изделия, как автоматическая резка, резка острых кромок или обработка с большим количеством осей отверстия, фрезерование и т.Простейшая установка станка (A) Требуется только одна рабочая станция (A) Более высокие требования к знаниям для операторов (D) Низкий уровень производительности и качества (D) | ||||||||||||||||||||||||||||||
| 4 | Способность работать с материалами от алюминия и композитных плит до пенопласта , печатные платы и дерево Подходит для дизайна рекламы, художественного творчества, изготовления медицинского оборудования, технологических исследований, прототипирования, хобби и промышленного применения Большая функциональность, чем у 3-осевых станков (A) Более высокий уровень точности и аккуратности, чем у 3-осевых станков (A) Более сложный конфигурация машины4 + 1, 3 + 2 или 5) Подходит для аэрокосмической, архитектурной, медицинской, военной, нефтегазовой, а также художественной и функциональной сферы Высочайшая функциональность и возможности (A) В зависимости от конфигурации, более быстрая работа, чем 3-осевая и 4-осевая осевые станки (A) Высочайший уровень качества и точности (A) В зависимости от конфигурации, медленнее, чем 3-х и 4-х осевые станки (D) Дороже, чем 3-х и 4-х осевые станки (D) 90 201 90 206 90 225 90 226 W В зависимости от типа используемого фрезерного станка станок, рабочий стол станка или оба могут быть динамическими.Обычно динамические рабочие столы перемещаются по оси XY, но также могут перемещаться вверх и вниз для регулировки глубины резания и вращаться вдоль вертикальной или горизонтальной оси для увеличения диапазона резания. При фрезеровании, требующем динамического инструмента, в дополнение к естественному вращению станок перемещается перпендикулярно вдоль нескольких осей, позволяя окружности инструмента, а не только его кончику, врезаться в заготовку. Фрезерные станки с ЧПУ с большей степенью свободы обеспечивают большую универсальность и сложность производимых фрезерованных деталей. Типы фрезерных станковДоступно несколько различных типов фрезерных станков для различных задач обработки. Фрезерные станки классифицируются не только по конфигурации станка или количеству осей движения, но и по совокупности их специфических характеристик. Некоторые из самых популярных типов фрезерных станков:
Коленный тип : Коленные мельницы используют фиксированный шпиндель и вертикально регулируемый рабочий стол, который опирается на седло, поддерживаемое коленом. .Колено может быть опущено и поднято на колонне в зависимости от положения станка. Некоторые примеры коленных фрезерных станков включают горизонтально установленные и настольные фрезерные станки. Тип рамы : Фрезерные станки с рамой используют шпиндель, прикрепленный к подвижному корпусу (т. е. поршню) на колонне, что позволяет станку перемещаться по оси XY. Двумя наиболее популярными хвостовиками являются напольные универсальные фрезерные станки с горизонтальной и вращающейся режущей головкой. Станины типа : станки с станиной используют рабочие столы, прикрепленные непосредственно к станине станка, что предотвращает скольжение заготовки по осям Y и Z.Заготовка помещается под режущий инструмент, который в зависимости от станка может перемещаться по оси XYZ. Некоторые из доступных фрезерных станков включают симплексные, дуплексные и триплексные фрезерные станки. В то время как симплексные станки используют один шпиндель, который перемещается по оси X или Y, дуплексные станки используют два шпинделя, а тройные шпиндели используют три шпинделя (два горизонтальных и один вертикальный) для обработки по осям XY и XYZ соответственно. Строгальный станок Тип : Фрезерные станки строгального типа аналогичны фрезерным станкам со станиной в том, что они имеют фиксированные рабочие столы по осям Y и Z и шпиндели, которые могут перемещаться по оси XYZ.Однако строгальные станки могут одновременно работать с несколькими станками (обычно до четырех), что сокращает время выполнения сложных деталей. Некоторые из специализированных типов фрезерных станков включают настольные, барабанные и планетарные фрезерные станки. Роторные станки имеют круглые рабочие столы, которые вращаются вокруг вертикальной оси и используют станки на разной высоте для черновой и чистовой обработки. Барабанные фрезерные станки аналогичны станкам с поворотным столом, за исключением того, что рабочий стол называется «барабан» и вращается вокруг горизонтальной оси.В планетарных станках рабочий стол неподвижен, а заготовка имеет цилиндрическую форму. Вращающийся станок перемещается по поверхности заготовки, нарезая внутренние и внешние элементы, такие как резьба. Материальные соображенияПроцесс фрезерования с ЧПУ лучше всего работает в качестве вторичного процесса обработки для обеспечения чистовой обработки детали, разработанной по индивидуальному заказу, но его также можно использовать для производства нестандартных конструкций и специальных деталей от начала до конца.Технология фрезерования с ЧПУ позволяет обрабатывать детали из широкого спектра материалов, в том числе:
Как и для всех процессов фрезерования, при выборе материала для фрезерования необходимо учитывать несколько факторов, таких как свойства материала (т.е.Твердость, прочность на растяжение и сдвиг, а также химическая и температурная стойкость) и экономичная обработка материала. Эти критерии определяют, подходит ли материал для процесса фрезерования, и бюджетные ограничения применения фрезерования. Выбранный материал определяет тип(ы) станка(ов) и его/их конструкцию(и), а также оптимальные настройки станка, включая скорость резания, скорость подачи и глубину резания. АльтернативыФрезерование с ЧПУ — это процесс механической обработки, подходящий для обработки самых разных материалов и изготовления самых разных деталей на заказ.Хотя этот процесс может иметь преимущества по сравнению с другими процессами очистки, он может не подходить для каждого производственного применения, и другие процессы могут оказаться более подходящими и экономически эффективными. Некоторые другие более традиционные процессы механической обработки включают сверление и токарную обработку. При сверлении, как и при фрезеровании, обычно используются многоточечные инструменты (например, сверла), а при токарной обработке используются одноточечные инструменты. Однако во время вращения заготовку можно перемещать и вращать, как в некоторых фрезерных операциях, при сверлении заготовка остается неподвижной во время операции сверления. Некоторые из нетрадиционных процессов обработки (т. е. без использования станков, но все же с использованием процессов механического удаления материала) включают ультразвуковую обработку, гидроабразивную резку и абразивоструйную очистку. Нетрадиционные, немеханические процессы обработки, то есть процессы химической, электрической и термической обработки, обеспечивают дополнительные альтернативные методы удаления материала с заготовки, в которых не используются станки или процессы механического удаления материала, и включают химическое шлифование, электрохимическое удаление заусенцев, лазерную резку. и плазменно-дуговой резки.Эти нетрадиционные методы обработки позволяют производить более сложные, требовательные и специализированные детали, которые обычно невозможны при использовании традиционных процессов обработки. РезюмеВыше приведены основы процесса фрезерования с ЧПУ, различные операции фрезерования с ЧПУ и необходимое оборудование, а также некоторые соображения, которые могут учитываться производителями и механическими мастерскими при принятии решения о том, является ли фрезерование с ЧПУ наиболее оптимальным решением для их конкретного применения обработки. Для получения дополнительной информации о местных коммерческих и промышленных поставщиках нестандартного производства и оборудования посетите платформу поиска поставщиков Thomas, где вы найдете информацию о более чем 500 000 коммерческих и промышленных поставщиков. .Различные виды обработки с ЧПУПри изготовлении деталей требуются различные операции и процессы механической обработки для удаления лишнего материала. Эти операции обычно являются механическими и включают в себя режущие инструменты, абразивные круги, круги и т. д. Операции механической обработки могут выполняться на таких формах, как стержни и плоские стержни, или могут выполняться на деталях, изготовленных с помощью предшествующих методов производства, таких как литье или сварка.С недавним развитием аддитивного производства механическая обработка недавно стала называться процессом «вычитания» для описания отбора материала для производства готовой детали. Различные виды механической обработкиДвумя основными процессами механической обработки являются токарная обработка и фрезерование, описанные ниже. Другие процессы иногда связаны с этими процессами или выполняются независимыми устройствами. Например, сверло может быть установлено на токарном станке или прикреплено к дрели.Раньше можно было различать точение, когда вращается деталь, и фрезерование, когда вращается инструмент. С появлением обрабатывающих и токарных центров, способных выполнять все операции отдельных станков на одном станке, это различие стало несколько стираться. Токарная обработкаТокарная обработка — это процесс механической обработки, выполняемый токарным станком, который вращает заготовку, в то время как режущие инструменты перемещаются по ней. Режущие инструменты работают по двум осям движения, создавая разрезы точной глубины и ширины.Токарные станки доступны в двух различных типах: традиционные, ручные и автоматизированные с числовым программным управлением (ЧПУ). Процесс токарной обработки может выполняться как внутри, так и снаружи материала. Когда это делается внутри, это известно как «расточка» - этот метод (который может быть горизонтальным или вертикальным в зависимости от ориентации шпинделя) чаще всего используется для создания трубчатых деталей. Следующая часть процесса токарной обработки называется «торцевой токарной обработкой» и происходит, когда режущий инструмент проходит над концом заготовки — обычно это делается на первом и последнем этапах процесса токарной обработки.Торцевое точение можно использовать только тогда, когда токарный станок оснащен поперечным суппортом. Он используется для создания контрольной точки на поверхности отливки или заготовки, перпендикулярной оси вращения. Токарные станки обычно идентифицируются как один из трех различных подтипов: токарные станки с револьверной головкой, токарные станки с двигателем и токарные станки специального назначения. Моторные токарные станки являются наиболее распространенным типом, используемым обычными станками или любителями. Револьверные станки и токарные станки специального назначения чаще используются в приложениях, требующих серийного производства деталей.Токарно-револьверный станок оснащен резцедержателем, позволяющим выполнять ряд операций обработки последовательно без вмешательства оператора. К токарным станкам специального назначения относятся, например, дисковые и барабанные токарные станки, которые используются в автомастерских для обработки поверхностей компонентов тормозной системы. Токарно-фрезерные центры с ЧПУсочетают в себе переднюю и заднюю части обычных токарных станков с дополнительными осями шпинделя, что обеспечивает эффективную обработку деталей с осевой симметрией (например, крыльчатки насосов) в сочетании с возможностью станка производить сложные компоненты.Сложные кривые можно создавать, вращая заготовку по дуге, в то время как фреза движется по отдельной траектории. Этот процесс известен как 5-осевая обработка. Сверление / растачивание / развертываниеСверление позволяет создавать цилиндрические отверстия в твердых материалах с помощью сверл — это один из наиболее важных процессов механической обработки, поскольку возникающие отверстия часто предназначены для облегчения сборки. Для этой цели часто используется сверлильный станок, но сверла также можно зажимать на токарных станках.В большинстве производственных операций сверление является предварительным этапом изготовления предварительно обработанных отверстий, в которые затем нарезают резьбу, расширяют, сверлят и т. д. для создания резьбовых отверстий или регулировки размеров отверстий в соответствии с допустимыми допусками. Дрели обычно вырезают отверстия большего размера, чем их номинальный размер, и отверстия, которые не обязательно являются прямыми или круглыми из-за гибкости сверла и его тенденции выбирать пути наименьшего сопротивления. По этой причине сверление обычно определяется как занижение размера, за которым следует другая операция механической обработки, которая доводит отверстие до его окончательного размера. Используемые сверла имеют два спиральных канала, которые проходят вверх по хвостовику сверла. Эти каналы, называемые «канавками», отводят стружку от отверстия, когда сверло входит в материал. Для каждого типа материала есть рекомендуемая скорость сверления и подача. Хотя сверление и растачивание часто путают, расточка используется для точной настройки размеров и точности просверливаемого отверстия. Сверлильные станки бывают нескольких видов, в зависимости от размера обрабатываемого материала.Вертикально-расточной станок используется для обработки очень больших и тяжелых отливок, когда заготовка вращается, а расточная оправка неподвижна. Горизонтально-расточные станки и координатно-расточные станки удерживают заготовку в неподвижном состоянии и вращают режущий инструмент. Растачивание также выполняется на токарном станке или в обрабатывающем центре. Расточная оправка обычно использует одну точку для обработки стороны отверстия, так что инструмент работает более жестко, чем сверло. Отверстия в отливках обычно заканчиваются растачиванием. Машинные и ручные развертки также используются при чистовой обработке отверстий, часто с лучшей шероховатостью поверхности, чем можно достичь только растачиванием. Стандартные развертки доступны с шагом 1/64 дюйма. Развертки имеют прямые или спиральные канавки и прорезаны по окружности, удаляя только 0,004-0,008 дюйма отверстия. Развертку выполняют на тех же станках, что и расточку, а иногда еще и на сверлильном станке. ФрезерованиеФрезерование использует вращающиеся фрезы для удаления материала, в отличие от токарной обработки, когда инструмент не вращается.Традиционные фрезерные станки имеют подвижные столы, на которых устанавливаются заготовки. В этих станках режущие инструменты стационарны, а стол перемещает материал так, чтобы можно было выполнить желаемые разрезы. В других типах фрезерных станков и стол, и режущие инструменты подвижны. Двумя основными операциями фрезерования являются панельное фрезерование и торцевое фрезерование. Фрезерование пластин использует периферийные кромки фрезы для выполнения плоских надрезов на поверхности заготовки.Шпоночные канавки на валах можно вырезать с помощью аналогичной фрезы, но более узкой, чем обычные фрезы для пластин. Вместо этого торцевые фрезы используют кончик фрезы. Специальные фрезы доступны для различных задач, например, сферические фрезы, которые можно использовать для фрезерования карманов с криволинейными стенками. Фрезерный станок может выполнять такие операции, как строгание, резка, нарезание канавок, фрезерование, штамповка и т. д., что делает фрезерный станок одним из наиболее универсальных видов оборудования в мастерской. Существует четыре типа фрезерных станков — ручные фрезерные станки, фрезерные станки, универсальные фрезерные станки и универсальные фрезерные станки — и они имеют либо горизонтальные фрезы, либо фрезы, установленные на вертикальной оси. Как и следовало ожидать, универсальный фрезерный станок позволяет использовать как вертикальные, так и горизонтальные режущие инструменты, что делает его одним из самых сложных и гибких фрезерных станков на рынке. Как и токарные центры, широко используются фрезерные станки, способные выполнять ряд операций с деталью без вмешательства оператора, и их часто называют просто вертикальными или горизонтальными обрабатывающими центрами.Они неизменно основаны на ЧПУ. ШлифованиеШлифование удаляет небольшое количество материала как с плоских поверхностей, так и с цилиндрических поверхностей. Плоскошлифовальные станки совершают возвратно-поступательное движение заготовки на столе, одновременно подавая ее на шлифовальный круг. Глубина резания шлифовального круга обычно находится в диапазоне от 0,00025 до 0,001 дюйма. Круглошлифовальные станки зажимают заготовку по центрам и вращают ее, при этом прижимая к ней периферию вращающегося шлифовального круга.Бесцентровое шлифование используется для производства мелких деталей в больших количествах, когда шлифованная поверхность не имеет отношения к какой-либо другой поверхности, кроме как в целом. Шлифованные поверхности 200-500 мин. Среднеквадратичные значения обычно считаются приемлемыми для многих применений и являются отправной точкой для последующих чистовых операций, включая притирку, хонингование и суперфинишную обработку. СтроганиеСтрогание в основном используется для обработки больших плоских поверхностей, особенно тех, которые будут обработаны циклевкой, например,направляющие станка. Кроме того, экономично планировать небольшие детали, соединенные так, чтобы они образовывали приспособление. ПилениеРаспиловка металлов обычно выполняется с помощью механических резаков и используется для создания более коротких отрезков из прутков, штамповок и т. д. Обычно используются вертикальные и горизонтальные ленточные пилы, в которых для разрезания материала используются непрерывные петли из зубчатых лент. Скорость полосы зависит от материала: для некоторых жаропрочных сплавов требуется низкая скорость 30 футов в минуту, в то время как более мягкие материалы, такие как алюминий, режут со скоростью 1000 футов в минуту или более.Другие электрические резаки включают ручные пилы, циркулярные пилы и циркулярные пилы. Вытягивание отверстийПротяжка используется для изготовления квадратных отверстий, шпоночных пазов, шлицев и т. д. Протяжной инструмент состоит из ряда зубьев, расположенных последовательно почти как напильник, но каждый последующий зуб немного больше предыдущего. При протаскивании или проталкивании через подготовленное отверстие (или через поверхность) протяжка делает серию все более глубоких надрезов. Протяжка часто выполняется с помощью вертикальных прессовальных машин.Протяжка часто выполняется с использованием вертикальных или горизонтальных машин, которые во многих случаях имеют гидравлический привод. Скорость резки варьируется от 5 футов в минуту для высокопрочных металлов до 50 футов в минуту для более мягких металлов. ЕСМ/ЭДМЭто немеханические формы удаления материала, в которых используются эрозионные искры или химические вещества. Электроэрозионная обработка использует искру, которая передается диэлектрической жидкостью от электрода к поверхности проводящей заготовки.С помощью этого метода можно обрабатывать очень маленькие детали, в том числе отверстия малого диаметра, углубления штампа и т. д. На скорость разряда влияет не твердость, а термические свойства и проводимость металла. Электрохимическая обработка представляет собой процесс, обратный гальваническому процессу, при котором получаются отверстия без заусенцев с высококачественной обработкой поверхности. Это холодный процесс обработки, не создающий термической нагрузки на заготовку. РезюмеВ этой статье представлен краткий обзор операций и процессов механической обработки.Для получения дополнительной информации о сопутствующих продуктах см. другие наши руководства или посетите наш веб-сайт https://www.janus.com.pl/uslugi/ , где вы найдете широкий спектр услуг, связанных с шлифованием валов и отверстий, фрезерованием и CNC-обработка и т. д. .Зажим инструмента при фрезеровании Операции Фрезерование Позволяет выполнять различные виды механообработки, начиная от контурной обработки (цилиндрические фрезы), через обработку карманов, островков, пазов (концевые фрезы), поверхностной обработки (концевые фрезы, радиальные, тороидальные фрезы), и заканчивая сверлением операции .Однако независимо от цели и способа использования этих инструментов один вопрос имеет решающее значение. Речь идет об установке инструмента в шпиндель станка… Существует множество типов станков, в которых можно использовать твердосплавные монолитные фрезы. Начиная от простых фрезерных плоттеров, для которых характерна ручная установка инструмента непосредственно в шпиндель (чаще всего с использованием различных типов переходных втулок), через устройства, позволяющие использовать сменные резцедержатели, до очень совершенных станков, оснащенных автоматическими инструментальными журналы. Основные правила зажимного инструмента Однако, какой бы станок у нас ни был, есть несколько универсальных правил зажима инструментов, которых необходимо строго придерживаться: · Всегда старайтесь использовать наименьшую возможную длину инструмента для вылета набора инструментов. Получите требуемый выступ, используя удлиненный или очень длинный держатель. Расположение: длинная державка и короткая фреза всегда будут иметь большую жесткость, чем длинный инструмент, установленный в короткой державке.Благодаря такому решению вы получите более высокое качество обработки, а также более длительный срок службы самого инструмента. · Избегайте решений, которые только из-за метода крепления не обеспечивают надлежащей точности. Прекрасным примером является крепление типа WELDON, которое не только не обеспечивает правильную центровку инструмента и держателя, но и может привести к смещению оси инструмента от оси вращения (затягиванию винтом), что вызовет преждевременную износ инструмента. Это также повлияет на низкое качество обработки.Гораздо лучшим решением является установка инструмента в разжимной втулке (например, типа ER). Предлагаемые нами решения доступны в интернет-магазине – ознакомьтесь с нашим предложением по следующим ссылкам: DIN69871, MAS403BT, HSK. · При установке инструмента в распорную втулку не забудьте правильно ее выбрать (точность, размер). Запомнить: - чем меньше диаметр инструмента, тем выше нам придется использовать скорость вращения шпинделя, чтобы получить соответствующую скорость резания. · Распорные втулки имеют определенный диапазон, в котором они могут «затягиваться» на закрепленном инструменте. Всегда используйте цанги, верхний диапазон зажима которых равен или немного превышает диаметр хвостовика инструмента.Резец с хвостовиком диаметром 6мм может устанавливаться во втулку с диапазоном 7-6мм. Но гораздо лучшим решением будет использование втулки 6-5 мм. Благодаря этому максимальное усилие зажима получается в начале процесса зажима, а не при практически максимальном сжатии втулки. · При зажиме инструмента прилагайте достаточное усилие. В данном случае «сильнее» не обязательно означает «лучше». Производители рам всегда указывают рекомендуемое усилие затяжки, с которым следует затягивать гайку в держателе.Превышение этого значения может привести к необратимому повреждению втулки, что приведет к неправильной установке инструмента, что, в свою очередь, повлияет на качество обработки и срок службы инструмента. · Всегда следите за тем, чтобы инструмент в цанге находился на правильной глубине. Втулка должна охватывать всю длину хвостовика инструмента. Если на инструменте зажата только часть втулки, то такой зажим не обеспечит правильного выравнивания и правильного усилия зажима.Следовательно, это может привести к преждевременному износу инструмента, его «выдергиванию» из втулки или неприемлемому качеству поверхности элемента после обработки. Мы надеемся, что приведенные выше комментарии помогут вам правильно установить инструмент, чтобы конечный результат был максимально удовлетворительным. Важно - все элементы системы ОУПН - т.е. станок - оправка - заготовка - инструмент - влияют на конечный результат обработки. Один из его элементов - очень важный - это инструмент и способ его крепления. Если вы все еще сомневаетесь, какой способ зажима вашего инструмента будет оптимальным, обратитесь к нашим специалистам в офисе инструментов. . Обработка | ФлудраФрезерованиеФрезерование – это процесс механической обработки, выполняемый многолезвийной фрезой. Во многих случаях фрезерование может заменить дополнительные чистовые операции, напр. шлифовка. Это возможно благодаря использованию надлежащих инструментальных систем и высокопроизводительных фрезерных головок со сменными наконечниками в сочетании с высокотехнологичным твердосплавным инструментом. Фрезерование позволяет более эффективно использовать собственные производственные средства, сохраняя при этом ожидаемое Заказчиками качество готовой продукции. Основные виды операций на фрезерном станке:
Фрезерование с ЧПУ Помимо обычного фрезерования, наши услуги по механической обработке также включают фрезерование с ЧПУ, которое обеспечивает более высокую точность по сравнению с классическим процессом.Не требует дополнительных отделочных операций. Фрезерный станок с ЧПУиспользует передовые системы числового управления благодаря специальным числовым станкам, снабженным свободно программируемым микрокомпьютером. Это позволяет проводить более точную обработку. Фрезерный станок с ЧПУ поддерживается программным обеспечением CAD / CAM - сам инструмент незаменим, так как позволяет очень быстро и точно реализовать определенный проект. При фрезеровании с ЧПУ можно выполнять те же операции, что и при классическом фрезеровании, но их качество однозначно выше. Машинные параметры
Токарная обработкаТокарная обработка – это процесс механической обработки, при котором различные операции выполняются на наружных и внутренних поверхностях объектов в форме тел вращения.В процессе обычно используются режущие инструменты. В нашем машинном парке мы используем широкий спектр универсальных токарных станков и высокопроизводительных токарных автоматов. Используя современные инструментальные системы со сменными наконечниками, обычные однородные режущие инструменты и другие производственные решения, а также тщательно выбирая технологические параметры, мы можем эффективно выполнять различные операции на наших токарных станках. К ним в первую очередь относятся:
Токарная обработка с ЧПУ Токарная обработка с ЧПУ намного сложнее, чем обычная токарная обработка. Фактически готовые детали отличаются более высокой точностью и качеством. Принцип токарной обработки с ЧПУ такой же, как и для классического процесса - т.е. вращение заготовки и обработка ее поверхности режущим инструментом. Однако в этом случае режущий инструмент управляется ЧПУ. Метод обеспечивает точную, быструю и воспроизводимую обработку элементов очень сложной формы.Это решение также обеспечивает существенную экономию материалов. 90 144 Параметры оборудования: 1). Емкость
2). Шпиндель
3). Точность
фрезерование ‹MACROТехнологический центр Идеально подходит для изготовления штампов и пресс-форм — серия M170Специально разработанные в соответствии с отраслевыми стандартами инструменты серии M170 обеспечивают максимальную производительность и лучшую в своем классе экономичность, возможность обработки высокопрочных и закаленных сталей, а прочный монолитный корпус фрезы обеспечивает максимальную производительность.
Надежное и жесткое крепление вставок — серия M270 Благодаря прецизионным шариковым, тороидальным и новым пластинчатым фрезам серия инструментов M270 обеспечивает высочайшую точность и стабильность пластин для исключительной надежности и производительности.
Универсальная группа инструментов для обработки любых материалов и различных применений — контурные фрезы серии M100 Надежное универсальное фрезерное решение, которое является надежным способом обработки форм, торцевого фрезерования, спирального фрезерования и черновой обработки даже в самых сложных случаях.
Фрезерование металла и других материалов [Руководство]Фрезерование является одним из наиболее распространенных видов механической обработки, которую можно выполнять с использованием обрабатывающих станков, называемых фрезерными станками или фрезерными центрами. Благодаря им можно придавать предметам из металла, а также других материалов, таких как: полистирол, стиродур, плиты МДФ, дерево, древесноподобные материалы, пенополиуретаны и пластики - нужную форму, обрабатывать плоские и фигурные поверхности, резать канавки, резьбы, круги зубчатые.Машины, используемые в этом процессе, отличаются по кинематике от токарных или шлифовальных станков. За вращательное движение отвечает специальный инструмент, называемый фрезой, а за подачу – заготовка (иногда также инструмент). Затем зубья фрезы входят в материал, образуя стружку разной толщины. Основное отличие от токарной обработки заключается в конструкции режущего инструмента. Фрезерные обычно имеют несколько зубьев, что делает фрезерование прерывистым резом, при котором лезвие циклически входит и выходит из заготовки.Стружка, полученная в этом процессе, обычно короткая и рыхлая. История режущих машин История режущих машин и их приводов восходит к 12 веку до нашей эры. Однако мы не будем углубляться в столь далекие времена и скорее посмотрим на те, которые используются в настоящее время в промышленности. Идея числового управления машинами возникла благодаря высоким требованиям, предъявляемым авиационной промышленностью США в 1950-е годы. Благодаря этому удалось построить систему управления вертикально-фрезерным станком, в которой информация о перемещениях записывалась на перфокарту.Так родился первый станок с числовым программным управлением (ЧПУ). Усовершенствование системы управления машиной стало результатом бурного развития электроники в 1970-х годах. И изобретение микрокомпьютеров впоследствии привело к созданию системы ЧПУ, также известной как компьютеризированное числовое управление. Преимущества использования этих устройств, безусловно: скорость, точность, экономия времени и материалов. Какие материалы вы будете обрабатывать фрезерованием с ЧПУ на Портале Производства и Сервиса LaserTrade? Фрезерный станок с ЧПУпозволяет резать различные материалы, такие как: дерево и древесные материалы, керамический гипс, твердые пластики (напр.оргстекло, поликарбонат), ПВХ, а также многослойные композиты, алюминий или твердая латунь. Благодаря такому широкому спектру обработки материалов фрезерование может успешно применяться во многих сферах человеческой деятельности. Каковы преимущества использования фрезерной обработки с ЧПУ? Среди основных преимуществ использования фрезерных станков с ЧПУ на производстве стоит отметить:
Что такое и что такое фрезерование металла с применением ЧПУ? Механическая обработка — чрезвычайно точный метод. Благодаря его применению можно получить соответствующую шероховатость поверхности, а каждая деталь чрезвычайно точна и соответствует дизайну. Фрезерование – метод, направленный на придание заданной формы заготовке путем постепенного удаления из заготовки лишнего материала. Все это для придания ему нужной формы, требуемых свойств поверхности и нужных размеров.Наряду с точением и шлифованием это один из наиболее широко используемых методов механической обработки. При фрезеровании можно обрабатывать фасонные поверхности, канавки, зубья, каналы и плоскости. Фрезерование с ЧПУ управляется компьютером, поэтому вы можете добиться максимальной точности размеров деталей, сохраняя при этом повторяемость проектов. Фрезерные устройства также могут управляться вручную сотрудниками, которые затем влияют, например, на замедление или ускорение процесса металлообработки или его адаптацию к индивидуальным требованиям. Метод фрезерной обработки с ЧПУ идеально подходит для промышленного производства, где изделия одинаковой формы выпускаются в больших количествах. Этот процесс можно разбить на три основных этапа. Первый заключается в создании соответствующего дизайна на компьютере, затем он перерабатывается в план управления инструментом и, наконец, обрабатывается материал. Системы управления, используемые в современных фрезерных станках с ЧПУ В современных фрезерных станках с ЧПУ различают следующие системы управления:
Фрезы Что такое резак? Фреза - многолезвийный вращающийся инструмент, используемый для обработки фасонных поверхностей и плоских металлических, деревянных и пластмассовых изделий. Конструкция фрезы Резцы состоят из трех частей: рабочей части, соединительной части и рукоятки. Не все инструменты имеют соединительную часть.В тех, где он присутствует, он соединяет рабочую часть с захватной частью. Инструменты можно зажимать благодаря рукоятке. В него входят все те элементы, которые непосредственно связаны с нарезкой. Однако в рабочей части находится один из основных элементов — режущее лезвие. Типы фрез Фрезы можно разделить по разным признакам: Классификация резцов по форме:
Классификация фрез по геометрии резания:
Классификация резцов по материалу исполнения:
Применение фрез Фрезы применяются при производстве зацепления цилиндрических зубчатых колес червячной фрезой.Концевые фрезы идеально подходят для ручного снятия заусенцев. Благодаря им можно снять заусенцы с острых кромок и сделать лучи и фаски. При выборе фрез учитывайте размер (например, микро-, метрические и целевые фрезы в широком диапазоне размеров), количество зубьев (например, 1-, 2-, 3- и 4-гранные), тип лезвия (например, острые, винтовой, с переменным скосом), материал, из которого он изготовлен (резцы из твердого сплава, быстрорежущей стали, кобальтовой или порошковой стали) и направление работы (левостороннее и правостороннее). Специфика фрезерного станка с ЧПУ Фрезерование с ЧПУ — очень обширная область технических знаний. Он отличается гибкостью, а потому имеет большой потенциал в производстве всевозможных комплектующих. Помимо обычных применений, фрезерование также довольно часто является альтернативой другим методам, таким как токарная обработка с ЧПУ. Основой проектирования эффективных, экономичных и результативных процессов для фрезерных устройств является хорошее знание технологии и принципов программирования.Часто одни и те же задачи можно выполнять разными способами (это не значит, что все возможные способы являются правильными). Необходимо учитывать, что могут быть глубокие карманы, тонкие стенки, прерывистая обработка или включения в материале. Поверхности заготовки трудно поддаются механической обработке из-за литейной корки или окалины на поковках. Выбор метода фрезерования также во многом зависит от имеющегося станка, его типа, размеров и мощности. Совершенно иные возможности предоставляют тяжелые горизонтальные обрабатывающие центры, а другие - пятикоординатные станки, предлагающие плавное управление по всем осям. Техника фрезерования Существует множество методов фрезерования. Если резание производится лезвиями, лежащими на цилиндрической поверхности, то его называют периферийным фрезерованием, если зубья расположены на передней поверхности, — торцевым фрезерованием. По расположению лопастей различают: цилиндро- и фасонно-фрезерные. С учетом движения лопастей имеем дело с фрезерованием: попутным и встречным. Размеры фрезерных станков с ЧПУ также могут различаться, в том числе: 2D, 3D и 5D. Виды фрезерования зависят от расположения фрез или конструкции изделия. Благодаря этому можно изготавливать различные элементы практически с любыми параметрами. И вот как мы различаем:
Базовые фрезерные операции с ЧПУ - расширение Торцевое фрезерование — это базовая операция фрезерования, также называемая торцевым фрезерованием . Чаще всего это делается инструментами с углом в плане 45 градусов для лучшего стружкообразования. Также можно использовать инструменты для многоугольных или круглых пластин, что позволяет повысить экономичность процесса за счет большого количества доступных режущих кромок. Пластины Wiper также можно использовать для операций торцевого фрезерования. Это особый тип режущих пластин с нестандартной шириной режущей кромки, используемый для улучшения качества поверхности. Они используются в сочетании со стандартными вставками – тогда одна или несколько вставок Wiper устанавливаются в головку рядом с вставками для фрезерования таким образом, чтобы они выступали из-под них примерно на 0,05 мм. Это позволяет подобрать неровности поверхности, оставленные оставшимися лезвиями. Торцевое фрезерование — вид фрезерования, при котором обработка выполняется передней и боковой кромками лезвий инструмента с целью получения двух плоскостей одновременно после прохода фрезы. Здесь мы имеем дело с очень большим разнообразием инструментов на выбор, начиная от фрезерных головок, заканчивая дисковыми фрезами и заканчивая концевыми фрезами. Это позволяет получить оптимальный эффект обработки, при этом одним из основных требований является получение реального угла 90 градусов между обрабатываемыми плоскостями. Профильное фрезерование - группа операций, типичных для станков с ЧПУ и невозможных для выполнения на обычных станках. В эту группу входят: обработка детали во многих осях одновременно, формирование вогнутых и выпуклых форм в двух и трех измерениях. Для достижения оптимальных результатов обработки требуется расширенное программирование траекторий. Процесс должен быть разделен как минимум на три типа операций: черновая, получистовая и чистовая.В случае деталей, требующих очень качественной поверхности, применяют так называемые высокоскоростные приемы обработки. ХСМ. Фрезерование пазов также является обычной операцией фрезерования. Большинство операций фрезерования требуют выполнения самых разнообразных пазов, пазов и стволов. Они могут быть неглубокими или глубокими, закрытыми или открытыми, короткими или длинными, широкими или узкими, прямыми или изогнутыми – выбор действительно широк. Подходящая техника и инструмент выбираются в зависимости от конкретной задачи.Дисковые фрезы — это инструменты, предназначенные для нарезания канавок или отрезания материала. Они могут эффективно производить длинные, глубокие, открытые канавки с гарантией стабильности и производительности при такой операции. Также возможно объединять их в группы, увеличивая объем удаляемого материала за один проход. Преимущество использования этого типа фрезы заключается в том, что она способна стабильно выбирать узкие и глубокие канавки, и поэтому она должна быть первым выбором для этого типа применения. Фрезерование резьбы , или обработка резьбы на фрезерных станках, возможна во всем спектре применения как для внутренней, так и для наружной резьбы, правой и левой, с любым шагом. Основными инструментами, используемыми при нарезании резьбы, являются метчики и плашки. Более продвинутой формой формирования внутренней резьбы является формирование так называемой Резьбообразователи, конструкция которых напоминает метчики, отличаются, однако, тем, что не имеют лезвий, а имеют только наконечники и смазочные каналы.Они пластично формируют резьбу, что позволяет избежать образования стружки. Что касается фрезерования, то в нашем распоряжении имеется ряд более-менее универсальных инструментов, позволяющих нарезать практически любую резьбу. Фрезерование менее эффективно, чем формование, но позволяет лучше контролировать процесс и дополняет его в тех случаях, когда нельзя использовать формовочный инструмент. Классификация фрезерных станков Фрезерные станки, или фрезерные инструменты, можно разделить на: одношпиндельные и многошпиндельные.По назначению различают: деревофрезерные станки, резьбофрезерные станки, зубофрезерные станки, вертикально-, горизонтально-фрезерные и универсально-фрезерные станки. При выборе фрезерного станка, подходящего для вида наших услуг, мы должны учитывать стандартную и дополнительную комплектацию данного устройства. Следует учитывать, для какого типа фрезерования он будет использоваться, и выбирать оптимальные для вас параметры. Использование фрезерованных деталей с ЧПУ Заводы-производители с ЧПУ-фрезерованием можно разделить по объему производства.Благодаря этому делению различают продукцию: штучную, серийную, массовую. Заказы, выполняемые чаще всего в единиц продукции являются прототипами. Это производство обычно характеризуется уникальностью элементов. Хорошим примером здесь является инструментальный цех, где изготавливаются различные типы устройств (например, формы для литья под давлением, штампы, штампы или электроды). Фрезерование позволяет добиться высокой точности размеров при сохранении соответствующей шероховатости поверхности. Компании, которые хотят быть конкурентоспособными и привлекательными для получателей, полагаются на новые инновационные решения для своих продуктов, выпуская, таким образом, новые и постоянно совершенствуемые устройства. И именно такие компании, выпускающие различные типы машин, являются прекрасным примером серийного производства . Благодаря фрезерованию с ЧПУ можно значительно сократить время переналадки станка и производства отдельных компонентов, что в то же время приводит к большей экономии (которую можно потратить на другие инвестиции). В свою очередь, пример автомобильной промышленности может быть использован как пример модели для серийного производства . Развитие производства там динамично и заметно, а фрезерование с ЧПУ – неотъемлемый элемент. Процесс позволяет снизить затраты на изготовление деталей автомобилей, а возможность модернизации и любой комплектации фрезерных станков гарантирует гибкость производственной линии (т.е. нет необходимости замены всего станочного парка в случае внедрения новых моделей автомобилей в производство). производства, что значительно снижает ненужные затраты). Резюме: Использование станков с ЧПУ в рекламе Фрезерование с ЧПУпредлагает огромные возможности, из которых он обильно черпает и которые также успешно использует реклама. В совокупности с другими видами обработки, такими как резка или вырезание даже самых необычных элементов, придание любых форм токарной обработке - это создает огромное поле для действий в создании рекламных модулей.Использование станков с ЧПУ в рекламе — интересный и эффективный способ успешного маркетинга. Фрезерование различных материалов Производственные предприятия с соответствующим опытом, квалифицированным персоналом со знанием технологии и современным оборудованием способны справиться даже с самыми сложными задачами в области ЧПУ обработки. Одной из наиболее распространенных услуг, которые они предоставляют в этой области, является прецизионное фрезерование алюминия. Значительный спрос на фрезерованные детали из алюминия обусловлен уникальными свойствами этого металла: его малый вес в сочетании с высокой прочностью являются преимуществами, благодаря которым он очень часто используется для создания точных деталей, изготовленных с помощью технологии фрезерования с ЧПУ.Другой материал, часто используемый при фрезерной обработке, — это нержавеющая сталь. Некоторые марки этой стали обладают низкой обрабатываемостью, поэтому фрезерование часто представляет собой настоящую технологическую проблему. Однако благодаря своим антикоррозионным свойствам этот металл зачастую незаменим в качестве сырья, используемого во всей отрасли, например в металлообработке. Фрезерование алюминия с ЧПУ Алюминийблагодаря хорошему соотношению собственного веса и прочности часто используется конструкторами и при фрезеровании с ЧПУ.Его особенности используются, в частности, в авиационной и автомобильной промышленности, где вес деталей имеет ключевое значение. Фрезерование алюминия будет быстрым, эффективным и результативным при соблюдении нескольких необходимых условий: решающее значение имеет контроль налипания материала на инструмент и склонность к царапанию поверхности, обработанной образующейся стружкой. Использование соответствующих инструментов и контроль за охлаждением зоны обработки позволяет добиться удовлетворительных результатов процесса. Фрезерование стали с ЧПУ Основным материалом, используемым при фрезеровании на станках с ЧПУ, являются стали, обычно используемые в промышленности. Они доступны во многих классах с различными свойствами. Одно из основных делений основано на содержании углерода и других легирующих добавок. Вот как мы различаем:
Фрезерование нержавеющей стали с ЧПУ Данная группа материалов относится к категории легированных сталей. Отличается использованием специфических легирующих элементов, таких как хром и никель, которые способствуют коррозионной стойкости такой стали. Нержавеющие стали бывают разных марок в зависимости от желаемых свойств. С точки зрения механической обработки важное значение имеет разделение нержавеющих сталей по внутренней кристаллической структуре.И так мы различаем: ферритные и мартенситные стали, которые хорошо поддаются механической обработке, и аустенитные стали, обычно вызывающие проблемы при фрезеровании. Фрезерование пластмасс Фрезеровка пластмасс может выполняться на многоцелевых станках с ЧПУ, фрезерных станках или плоттерах, в том числе на широко используемых станках для обработки металла и дерева. Что характеризует использование полимерных изделий для механической обработки, так это разнообразие их свойств и областей применения.Поэтому фрезерование пластмасс в зависимости от конкретного материала должно производиться при разной температуре. Поэтому при работе на фрезерных станках и искусственных материалах следует учитывать соответствующим образом подобранные параметры, в том числе приспособления со спиралевидными фрезами, позволяющие безопасно выполнять намеченную работу. Во избежание перегрева целесообразно выполнять заказы на оптимальной для данного материала скорости. Отличие обработки пластмасс по сравнению с другими материалами также проявляется в большом количестве стружки, образующейся во время этого процесса.Поэтому при фрезеровании пластика стоит заранее обзавестись эффективной системой всасывания – например, на эту роль прекрасно подойдут эффективные промышленные пылесосы. Некоторые соображения по фрезерованию пластика:
Пластиковые фрезы Для фрезерования пластмасс - на обычных металло- и деревообрабатывающих станках - могут использоваться инструменты, полностью изготовленные из твердосплавного монолита (ВХМ). Также можно использовать инструменты для обработки алюминия, но лучше выбирать инструменты, специально предназначенные для обработки этого типа материала. Инструменты должны быть очень хорошо заточены, с соответствующей - соответствующей материалу - геометрией. Используемые инструменты должны иметь геометрию с большими каналами для стружки, чтобы облегчить удаление стружки, а вместе с ней и тепла, выделяющегося при обработке. Чаще всего для этой цели применяют концевые фрезы — для продолговатых отверстий и шпоночных пазов — и цилиндрические торцевые фрезы, с одной или двумя кромками. Использование геометрии фрезы с малым числом зубьев снижает вибрацию инструмента. Это приводит к высокой производительности съема металла и хорошему качеству поверхности, а также к хорошей эвакуации стружки.Для обработки композитов рекомендуется использовать инструменты из твердосплавного монолита с алмазным покрытием и соответствующей подобранной геометрией (фрезерные станки). Деревообработка При обработке дерева благодаря фрезерному станку можно легко сделать закругленные края, пазы, отверстия под петли или причудливые бороздки и узоры. Он придаст работам утонченность, мастерство, уникальность, и в то же время сделает их совершенными и отточенными до мельчайших деталей. Фрезеровка используется в основном в производстве мебели и создании декоративных предметов.С его помощью можно обработать кромки и кромки, скруглить края, вырезать пазы и профили, создать швеллеры, вырезы или специальные отверстия для петель. Это полезно для вырезания тонких узоров на дереве. Для более сложных работ, кроме фрезерного станка и фрез, может пригодиться и специальный рабочий стол, подгоняемый под выбранный инструмент. Идеально подходит для начинающих и самый простой в использовании маршрутизатор. Его рабочий наконечник расположен прямо над столом, благодаря чему работа с инструментом проста и безопасна.Работа шпиндельно-фрезерного станка сложнее и гораздо опаснее из-за того, что рабочая насадка у него расположена под столом. Он используется для создания очень сложных узоров и художественных деталей. Он позволяет работать с более крупными фрезами и может иметь более мощную мощность двигателя, но в то же время он больше и менее удобен в использовании. Для основных задач, таких как формирование кромок, создание канавок или скругление кромок, лучше подходит модель верхнего шпинделя.Некоторые роутеры — но только те, которые обладают большей мощностью — можно переоборудовать в роутеры, и для этого нужно всего лишь приобрести специальный стол-трансформер в сборе. Правильный выбор наконечника зависит от эффекта, которого вы хотите добиться. Он адаптирован к типу отделки, а не к типу материала. Скорость вращения также будет зависеть от размера и типа выбранной фрезы. Соответствующие скорости для конкретных насадок обычно описаны в инструкции к устройству. Фрезерование древесины – типы фрез В зависимости от поставленной задачи вам понадобится другой тип резака. Самый простой и наиболее похожий на дрель тип - это так называемая фреза для глубоких канавок. С его помощью можно сделать ровные, прямоугольные декоративные пазы или стыки с другими породами дерева. Для более широких треугольных пазов используйте V-образную фрезу , также известную как шлицевая фреза . Благодаря ему канавки имеют коническую, треугольную форму (напоминающую букву V).Эти виды деталей носят декоративный характер, например, при отделке планок, но они также пригодятся, если вы хотите вставить стекло в дерево. Треугольная канавка со скошенным концом (форма равнобедренной трапеции) возможна при использовании скошенного наконечника . Использование получившихся пазов будет очень похоже на использование резцов V-образного типа, но позволит помещать в стык гораздо более широкий материал (толстое стекло или пластик). Пазы также могут иметь перевернутую трапециевидную отделку (шире внизу, уже вверху), если они выполнены с помощью трапециевидной фрезы - это позволяет создавать различные типы замковых креплений. Существует также круглый резак , который используется для отделки краев — он обрезает и шлифует края, чтобы они были закругленными и гладкими. Он носит декоративный характер, и в то же время создается впечатление, что предмет мебели идеально отполирован и профессионально обработан. Профилировочный станок имеет форму конуса и ровно срезает углы доски, что создает красивый декоративный эффект, а также позволяет регулировать угловые шкафы так, чтобы их дверцы открывались свободно. Однако, если вам нужен прямоугольный паз на краю доски, вы можете сделать его с помощью фрезы . Эта отделка чрезвычайно функциональна и удобна во многих случаях, таких как создание соединений внахлест, элементов ящиков и дверей.Благодаря фрезе для фальца в старых окнах также можно делать канавки, что позволит уплотнить их дополнительной прокладкой или прикрепить стеклопакет. Кромкорез можно использовать для обработки краев. С его помощью можно создать в кромке материала большое углубление, которое впоследствии можно использовать как ручку для выдвижения столешницы или открывания ящика. Мы также различаем фрезу для петель, часто называемую , и фрезу для чашек . Для петель требуются неглубокие гладкие отверстия, которые можно сделать с помощью дрели, но с помощью фрезерного станка работа выполняется быстрее и требует меньше усилий, поскольку все отверстие пробивается сразу. Фрезерный станок в деревообработке — чрезвычайно полезный прибор. Благодаря его использованию можно декорировать и улучшать старые шкафы, полки, серванты, двери или рамы, менять их стиль, добавлять художественные выемки и украшения. Технология числовых фрезерных станков практически ежедневно используется на каждом производственном предприятии и в специализированной мастерской. Фрезерование является ключевым процессом, необходимым для правильной подготовки заготовки. Для точного, надежного и эффективного выполнения работы необходимы правильные инструменты, оборудование и, конечно же, знание материала.Сегодня уже используются станки, способные к полной автоматизации, но нужно помнить, что даже они не заменят знания и опыт квалифицированного специалиста. Если вы хотите сотрудничать и отдать на аутсорсинг фрезерные станки с ЧПУ, Производственно-сервисный портал LaserTrade — идеальное место. LaserTrade.pl – это сотни компаний-партнеров по всей стране, быстрый контакт со всей партнерской сетью, мгновенное выполнение предложений, сохраненных в вашей панели клиентов.Выбрав Исполнителя, вы завершите заказ с доставкой прямо к вашей двери. Добро пожаловать в мир LaserTrade! .СОЕДИНЕНИЕ СТОЛЕШНИЦ С ШАБЛОНОМ YATO YT-70890Шаблон YATO YT-70890 (фото 1) изготовлен из ламинированной плиты МДФ и оснащен четырьмя установочными штифтами. В нем выполнены два типа отверстий: профильные для фрезерования, а точнее, для направления фрезера с использованием копировальных втулок, и позиционирующие отверстия малого диаметра, для точного позиционирования шаблона на обрабатываемом материале. На поверхности шаблона нанесена цифровая маркировка, информирующая о назначении позиционирующих отверстий для стыковки столешниц шириной 250, 300, 400, 450, 500, 550, 600, 650 и 700 мм, а также для угловой фрезеровки 30°, 45° и 67,5° плоские деревянные элементы.Также есть буква «В» для отверстий, используемых для позиционирования шаблона при изготовлении гнезд для винтов, соединяющих вершины. Шаблон YATO YT-70890 предназначен для соединения столешниц шириной от 250 до 700 мм, а также для угловой фрезеровки 30°, 45° и 67,5° и гнезд для крепления шурупов. Мы можем использовать его для выполнения правых и левых перпендикулярных соединений столешниц, а также их Т-образного варианта и прямоугольных угловых соединений. №В редакционной мастерской мы сделали левое соединение двух столешниц толщиной 28 мм и шириной 60 см, рассматривая их как образец для вышеупомянутых типов соединений.Сначала на верстаке закрепили первую из вершин загнутым краем по направлению к производящему соединение человеку. Затем мы поместили на него шаблон YATO YT-70890 и вставили позиционирующие штифты в отверстия (фото 2). Их размещение мы начали с проема, отмеченного цифрой «600» (фото 3), так как фиксированные вершины, как мы уже упоминали, имели ширину 600 мм. Мы закрепили правильно расположенный шаблон (фото 4) к столешнице струбцинами и начали его фрезерование с помощью фрезера Mafell LO 65 Ec (мощность: 2600 Вт, обороты: 10.000–22 000 мин-1), оснащенный копировальной втулкой диаметром 30 мм и твердосплавной концевой фрезой Globus CNC PREMIUM FT908-1212-0001 диаметром 12 мм. Мы использовали скорость фрезерования 18 000 об/мин. Сначала мы установили глубину фрезерования 31 мм и отфрезеровали (рис. 5) закругленный край столешницы примерно на 2 см, чтобы не повредить его (сколотить). Затем фрезеровалась столешница в два прохода (фото 6) глубиной фрезерования 20 и 31 мм, поставленная с револьверным отбойником.Фрезеровали в обратном направлении справа налево, прижимая фрезер к краю шаблона со стороны оператора. Затем мы выполнили окончательную фрезеровку ранее обрезанного края столешницы. В ходе него фрезеровали в обратном направлении на глубину 31 мм, ведя фрезер слева направо и прижимая его к краю шаблона сбоку верстака (фото 7). У нас получился чисто отфрезерованный и точно сделанный край первой столешницы (фото 8). Затем приступили к фрезеровке трех гнезд для крепления винтов во второй столешнице. Расположили на нем шаблон по точкам, отмеченным буквой «Б», используя его правую сторону (фото 16). После крепления шаблона струбцинами, поочередно выфрезеровали три гнезда (фото 17). Затем таким же образом сделали три прорези в первой таблице, используя левую часть шаблона и те же позиционирующие отверстия, отмеченные буквой «В» (фото18). После закрепления шаблона к столешнице с помощью струбцин удалили штифты с выступающими головками (фото 19) и профрезеровали гнезда для соединительных винтов (фото 20).Еще одной операцией после изготовления отверстий под соединительные винты (фото 21) была фрезеровка трех гнезд под ламельные соединители в каждой из вершин (фото 22 и 23). С этой целью мы проследили их средние точки и изготовили гнезда с помощью аккумуляторной долбежной машины Makita DPJ180 (работа от литий-ионного аккумулятора 18 В, скорость: 6500 об/мин, макс.глубина фрезерования: 20 мм, диаметр фрезы: 100 мм). Затем поставили верхние части на верстак левой стороной вверх и установили соединители ламелей 20 (фото 24 и 25). Затем сдвинули верхушки навстречу друг другу и закрепили в них саморезы (фото 26). Операция соединения вершин завершалась закручиванием их соединительными болтами при помощи комбинированного ключа YATO (фото 27). Подводя итог, с помощью шаблона YATO YT-70890 мы качественно выполнили операции механической обработки при сборке кухонных столешниц, получив очень точное и эстетичное соединение (фото.28). штифты, ТЖРис. 1. Шаблон YATO YT-70890 и комбинированные топы  Фото. 2. Установка шаблона на первую столешницу по изогнутому краю  Рис. 3. Мы начали позиционирование шаблона, вставив штифт в отверстие, отмеченное цифрой «600»  Рис. 4. Правильно расположенный шаблон на первом счетчике  Рис. 5. Предварительная фрезеровка криволинейной кромки первой столешницы  Фото.6. Дофрезерование первой столешницы  Фото. 7. Дофрезерование (чистовая обработка) первой столешницы  Фото. 8. Чисто отфрезерованный и точно обработанный край первой столешницы, предназначенной для соединения  Фото. 9. Правильное расположение столешницы и шаблона (левая сторона вверх) и фиксация позиционирующих штифтов [sam_pro code="true"] [sam_procodes="true"] src="https://portalnarzedzi.pl /wp-content/uploads/2019/04/FOT_10_szablon_YATO_YT-70890.jpg "alt =" "srcset =" https://portalnarzedzi.pl/wp-content/uploads/2019/04/FOT_10_szablon_YATO_YT-70890.jpg 1100w, https://portalnarzedzi.pl/wp-content/uploads/2019/ 04 / FOT_10_szablon_YATO_YT-70890-300x200.jpg 300 Вт, https://portalnarzedzi.pl/wp-content/uploads/2019/04/FOT_10_szablon_YATO_YT-70890-1024x682.jpg 1024 Вт, https://portalnarzedzi.pl/wp-content uploads/2019/04/FOT_10_szablon_YATO_YT-70890-360x240.jpg 360w"/> Фото 10. Аккуратная фиксация столешницы струбцинами Фото 11. Снятие штифтов с правильно установленного шаблона на столешнице  Фото .12. Предварительная фрезеровка изогнутого края второй столешницы  Фото. 13. Контрфрезерование второй столешницы  Фото. 14. Дофрезерование (чистовая обработка) второй столешницы  Фото. 15. Чисто отфрезерованная и точно обработанная кромка второй столешницы, предназначенная для соединения  Фото. 16. Правильное расположение шаблона на второй столешнице для изготовления гнезд под винты  Фото. 17. Фрезерование во второй таблице головок для соединительных винтов  Фото.18. Правильное расположение шаблона на первой столешнице, чтобы сделать гнезда для соединительных винтов  Фото. 19. Удаление штифтов с выступающими головками  Фото. 20. Фрезерование в первом столе гнезд под соединительные винты  Фото. 21. Правильно изготовленные гнезда для соединения винтов в обеих столешницах  Фото. 22 и 23. Фрезерование гнезд для пластинчатых соединителей  Фото. 24. Установка ламельных соединителей  Фото. 25. Правильно установленные пластинчатые соединители [sam_pro code="true"] [sam_pro code="true"] в обеих столешницах Рис.26. Винты крепления в гнездах сложных топов  Фото. 27. Скручивание волчков шурупами  Фото. 28. Результат нашей работы: вершины соединены очень точно и красиво.Действующие акции
скидка для внимательных клиентов 7% от общей стоимости заказа. 
 | ||||||||||||||||||||||||||||||











 Вызов дизайнера:
Вызов дизайнера:


