Салон штор в Санкт-Петербурге




Флюс для пайки алюминия своими руками
Флюс для пайки алюминия и нержавейки: своими руками
Флюс – вещество, необходимое для аккуратного удаления окисей металлов, образующихся при пайке.
Кроме того, нанесение флюса позволяет защитить обрабатываемый металл от окисления и обеспечить оптимальное растекание припоя.
Какой же использовать флюс для пайки алюминия, нержавеющей стали, серебра, микросхем BGA, а также других материалов, и как сделать его своими руками?
Выбор флюса зависит от особенностей соединяемых поверхностей, а также используемых материалов, ведь при пайке оловом и твердыми припоями применяются разные составы.
Разновидности, типы флюса
Важно учитывать, что температура плавления припоя обязательно должна быть выше, чем плавления флюса. При этом важно учитывать, что только флюсы для реактивно-флюсовой пайки могут взаимодействовать с припоем – для других материалов это недопустимо.
Вещество может поставляться в различных формах:
- Жидкость.
- Паста (часто применяется для микросхем BGA).
- Порошок.
Наиболее распространенные средства, используемые для спайки деталей – ортофосфорная кислота, канифоль, нашатырь, бура. Выбор зависит от используемого материала – для латуни и нержавейки актуальны разные составы.
На какие параметры ориентироваться в выборе?
Существует классификация флюсов, что позволяет определить подходящий вариант, подобрав состав для BGA микросхем, латуни, нержавейки и других материалов.
Вещества различаются в зависимости от:
- Температурного интервала (низко и высокотемпературные).
- Используемого растворителя (водные и неводные).
- Механизма действия (защитные, реактивные, химические).
- Состоянию (жидкие, твердые, пастообразные).
Важно учитывать, что работа с каждым типом припоя (свинцом или оловом) обладает определенными особенностями, а потому приступая к соединению материалов, необходимо в точности следовать установленной технологии, используемой для нержавейки или же латуни.
Жидкие флюсы
Ассортимент подобной продукции достаточно широк и разнообразен – можно подобрать оптимальный вариант для латуни, микросхем BGA или нержавеющей стали.
Выбирая жидкий флюс для пайки меди, стоит учитывать, что в этом случае лучше пользоваться не феном, а паяльником.
Удобнее всего купить уже готовые варианты, которые можно использовать сразу после открытия – это значительно экономит время.
Для удобства использования жидкого средства, стоит воспользоваться шприцом, что позволяет выверить требующееся количество вещества.
Как правило, подобные товары поставляются в различной расфасовке, а потому не составит подобрать подходящий объем для пайки латуни или нержавейки.
Если оценивать с финансовой точки зрения, то жидкие флюсы более выгодны. Такое средство позволяет обеспечить отличное качество пайки, и является оптимальным решением для хрупких BGA микросхем.
Вот только стоит учитывать, что работать с таким материалом не всегда удобно, так как он очень быстро растекается по плате – чтобы освоить эту науку потребуется практика. Кроме того, приступая к процессу, стоит надеть старую одежду – брызги моментально испортят вещь.
Для пайки алюминия
Существует распространенное заблуждение о том, что сделать в домашних условиях качественную пайку алюминия практически невозможно.
На самом деле этот металл действительно плохо поддается подобной обработке, в отличие от нержавейки и латуни, но правильно выбрав флюс и мягкий припой на основе олова, удастся достичь желаемой цели. Одним из самых распространенных вариантов — Ф-64, а также ФТБф.
При желании, средство для работы с алюминием можно сделать и самостоятельно, воспользовавшись уже имеющимися веществами, а также используя припой на основе олова. Но важно учитывать, что это несколько осложнит процесс и сделает выполнение поставленной задачи более трудоемким.
Экономить на материалах не следует, ведь качество пайки непосредственно зависит от используемого вещества. Работать лучше феном, что значительно ускорит процесс.
Для пайки алюминия применяются следующие рецепты:
- Хлористый натрий+Криолит+Хлористый Калий+Сернокислый натрий+Хлористый литий.
- Олеиновая Кислота+Йодистый литий.
- Натрий Фтористый+Хлористый цинк, калий и литий.
Как показывает практика, чем больше компонентов, тем выше качество пайки алюминия. Также для этого металла очень часто применяются вещества, созданные на основе ортофосфорной кислоты (как и для нержавейки).
Для пайки нержавеющей стали
Работа с нержавейкой не представляет особых сложностей – важно лишь соблюдать технику безопасности. С учетом того, что этот материал обладает низкой теплопроводностью, не требуется использование оборудования повышенной мощности – процедура пайки легко выполняется даже без интенсивного нагрева.
Для нержавейки чаще всего используются следующие вещества:
- Хлорид Цинка.
- Ортофосфорная кислота.
Нужно нанести флюс на поверхность, после чего сразу приступить к работе. В противном случае всего за несколько секунд образуется плотная пленка, что значительно осложнит процесс соединения деталей. Работая с пищевым оборудованием, изготовленным из нержавеющей стали, ни в коем случае нельзя использовать свинцовый припой.
Также для обработки нержавейки не используется канифоль – необходимо подобрать активный флюс.
При отсутствии подходящего средства можно использовать и буру – паста или порошок аккуратно наносятся на место будущего шва. Пайка нержавейки без флюса довольно сложна, очень часто в процессе обработки деталей и вовсе потребуется повторное нанесение защитного вещества. В противном случае распределение припоя по поверхности значительно осложнит образование оксидной пленки.
Использование твердых припоев
Если необходимо аккуратно соединить проблемные места, подвергающиеся воздействию негативных внешний факторов, то в данном случае будет актуально использование твердых припоев.
Это составы, которые используются при температуре выше 450 градусов.
Среди них:
- Чистая медь.
- Медь+цинк.
- Медь+фосфор.
Для пайки серебром используется специальное безотмывочное вещество. Важно учитывать, что твердые припои в зависимости от используемого температурного режима: тугоплавкие и легкоплавкие. Что немаловажно, в качестве альтернативы дорогостоящим серебряным флюсам, применяется сочетание меди и фосфора. Это лучший вариант для латуни или же бронзы.
А вот для железа, низкоуглеродистых сталей и черных металлов подобный вариант неактуален – готовый шов будет недолговечным. Безусловно, самый удобный в работе вариант – серебряные припои, которые представляют собой сочетание меди, цинка и серебра. Но они не получили широкое распространение из-за высокой цены – чаще всего подобный вариант используется для спайки проводов или плат, содержащих серебряные компоненты.
Работа с латунью и медными трубами
Если говорить о пайке латуни, то чаще всего речь идет о работе с оловом, а также оловянно- свинцовыми припоями. В данном случае удобно работать не феном, а паяльником. Кроме того, использовать стандартную канифольно-спиртовую смесь недопустимо – важно правильно подобрать подходящий для латуни состав, который позволит качественно удалить оксидную пленку.
Оптимальный вариант – сочетания на основе хлористого цинка. Можно и вовсе приготовить смесь своими руками, используя для этой цели буру. Это позволит сделать вещество, которое способствует лучшему растеканию связывающего компонента.
Важно также учитывать, что необходимо не только правильно подобрать флюс для пайки медных труб, но и определиться с выбором подходящего припоя. Для этой цели прекрасно подходят компоненты из серебра, а также соединения меди и фосфора.
Если же предстоит работать с материалом, содержание меди в котором невелико, стоит использовать в качестве припоя латунь. Для радиаторов и других элементов отопительной системы используют твердые припои, чтобы обеспечить максимально возможную прочность соединения.
Как самостоятельно приготовить флюс?
Существует целый ряд требований, предъявляемых к используемым флюсам. Знание этой информации поможет подобрать подходящее вещество для серебра, нержавеющей стали или любых других материалов.
При желании подходящий флюс можно создать и своими руками, тем более что в домашних условиях наверняка найдутся подходящие компоненты.
Один из самых простых рецептов представляет собой соединение следующих веществ:
- Медицинский спирт.
- Размельченная канифоль.
Засыпать канифоль в небольшую емкость, залить спиртом и плотно закрыть – настаивать несколько дней, после чего можно приступать к работе.
Правильный выбор флюса и припоя для микросхем BGA или других материалов позволяет обеспечить высокое качество пайки и сделать процесс менее трудоемким. При желании нужный состав можно и вовсе приготовить в домашних условиях.
Пайка алюминия – флюс, припой, как и чем паять правильно
Пайка алюминия, как справедливо считают многие специалисты, является достаточно сложным в выполнении технологическим процессом. Между тем такое мнение можно считать верным лишь в отношении тех ситуаций, когда спаять изделия из алюминия пытаются, используя для этого припои и флюсы, которые применяются для соединения деталей из других металлов: меди, стали и др. Если же используется специальный флюс для пайки алюминия, а также соответствующий припой, то данный технологический процесс не представляет особых сложностей.
Пайка алюминия с использованием пропановой горелки
Особенности процесса
Сложности, которые вызывает пайка алюминия при помощи традиционных припоев и флюсов, объясняются рядом факторов, преимущественно связанных с характеристиками данного металла. Основным из таких факторов является наличие на поверхности деталей из алюминия оксидной пленки, которая отличается высокой температурой плавления и исключительной химической стойкостью. Такая пленка при выполнении пайки препятствует соединению основного металла и материала припоя.
Перед осуществлением пайки изделий из алюминия их поверхности необходимо тщательно очистить от оксидной пленки, для чего можно использовать механическую обработку или применять флюсы, в состав которых входят сильнодействующие компоненты.
Подготовленные к пайке дюралевые детали
Сам алюминий, в отличие от оксидной пленки на его поверхности, обладает достаточно низкой температурой плавления: 660 градусов, что также осложняет технологический процесс выполнения пайки. Такая характеристика алюминия приводит к тому, что при нагреве детали из него быстро теряют прочность, а при определенной температуре, находящейся в интервале 250–300 градусов, конструкции из данного металла начинают терять устойчивость. Самый легкоплавкий компонент, который входит в состав наиболее распространенных алюминиевых сплавов, начинает плавиться уже в интервале температур 500–640 градусов, что может привести к перегреву и даже к расплавлению самих соединяемых деталей.
Основу большей части легкоплавких припоев, использующихся для пайки, составляют олово, кадмий, висмут и индий. С этими элементами алюминий плохо вступает в соединения, что делает паяные соединения, полученные с их использованием, очень непрочными и ненадежными. Хорошей взаимной растворимостью обладают алюминий и цинк, поэтому данный элемент при его использовании в припоях обеспечивает полученному соединению высокую прочность.
Характеристики флюсов для пайки мягкими припоями
Состав флюсов, применяемых для пайки алюминия
Используемые материалы
При выполнении пайки изделий из алюминия можно использовать припои оловянно-свинцовой группы, если тщательно очистить поверхность деталей и применять высокоактивные флюсы. Соединения, полученные с их помощью, по причине плохой взаимной растворимости алюминия, олова и свинца отличаются невысокой надежностью, также они склонны к развитию коррозионных процессов. Чтобы сделать подобные соединения более устойчивыми к коррозии, их необходимо покрывать специальными составами.
Наиболее качественное, надежное и устойчивое к коррозии паяное соединение, позволяют получать припои, в составе которых содержится цинк, медь, кремний и алюминий.
Припои, включающие в свой состав данные элементы, производят как отечественные, так и зарубежные компании. Наиболее распространенными отечественными марками являются ЦОП40, содержащий в своем составе 40% цинка и 60% олова, и 34А, в составе которого содержится алюминий (66%), медь (28%) и кремний (6%). Цинк, содержащийся в припое для пайки изделий из алюминия, определяет не только прочность полученного соединения, но и его коррозионную устойчивость.
Самую низкую температуру плавления из всех вышеперечисленных имеют оловянно-свинцовые припои. Наиболее высокотемпературными являются те, в составе которых содержится алюминий и кремний, а также материалы, содержащие алюминий вместе с медью и кремнием. К последним, в частности, относится припой популярной марки 34А, температура плавления которого находится в интервале 530–550 градусов.
Для информации: материалы на основе алюминия и кремния плавятся при температуре 590–600 градусов.
Учитывая температуру плавления, применяют такие припои в тех случаях, когда соединить необходимо крупногабаритные детали из алюминия, в которых обеспечивается хороший теплоотвод, либо изделия, выполненные из алюминиевых сплавов, плавящихся при достаточно высоких температурах.
Но, конечно, максимальное удобство в работе демонстрируют низкотемпературные припои, одной из распространенных марок которых является HTS-2000.
Припой HTS-200 для спайки деталей из алюминия и цветных металлов
Технология пайки алюминия обязательно предполагает использование специального флюса, который необходим для того, чтобы улучшить соединяемость основного металла с материалом припоя. Именно поэтому подходить к выбору такого материала необходимо очень ответственно. Особенно актуально это требование в тех случаях, когда детали из алюминия необходимо спаять при помощи оловянно-свинцового припоя. Состав флюсов содержит элементы, которые и формируют его активность по отношению к алюминию. К таким элементам относятся: триэтаноламин, фторборат цинка, фторборат аммония и др.
Флюс Ф-64 для пайки легких сплавов без предварительной механической обработки поверхностей
Одним из наиболее популярных отечественных материалов является флюс марки Ф64. Популярность Ф64 обусловлена тем, что данный материал отличается повышенной активностью. Благодаря такому качеству выполнять пайку с флюсом Ф64 можно, даже не зачищая поверхность алюминиевых деталей от тугоплавкой оксидной пленки.
Из популярных высокотемпературных флюсов следует выделить материал марки 34А, в состав которого входит 50% хлорида калия, 32% хлорида лития, 10% фторида натрия и 8% хлорида цинка.
Подготовка деталей
Для получения качественного и надежного соединения недостаточно просто знать, как паять алюминий, важно также правильно подготовить поверхности соединяемых деталей к пайке. Заключается такая подготовка в обезжиривании поверхностей и удалении с них окисной пленки.
Для обезжиривания используют традиционные средства: ацетон, бензин или любой подходящий растворитель.
Удаление окисной пленки перед пайкой, которое также несложно выполнить своими руками, преимущественно совершается при помощи механической обработки, для чего можно использовать шлифовальную машинку, наждачную бумагу, металлическую щетку или сетку из нержавеющей проволоки. Значительно реже применяется химический способ удаления такой пленки, который подразумевает травление поверхности алюминиевых деталей при помощи кислотных растворов.
Зачистка поверхностей перед пайкой с помощью шлифовальной насадки на болгарку
Как известно, окисная пленка на поверхности алюминия образовывается практически моментально при ее контакте с окружающим воздухом. Такой процесс происходит и на зачищенной перед пайкой поверхности, но смысл выполнения зачистки состоит в том, что вновь образующаяся пленка значительно тоньше удаленной, поэтому флюсу будет гораздо легче с ней справиться.
Источники нагрева
В качестве элемента, при помощи которого выполняется прогрев габаритных соединяемых деталей из алюминия и расплавление припоя, преимущественно используется газовая горелка, работающая на пропане или бутане. Если вы решили спаять изделия из алюминия своими руками в условиях домашней мастерской, то можно использовать и обычную паяльную лампу.
Удобная в использовании газовая паяльная лампа
При выполнении нагрева необходимо очень внимательно следить за тем, чтобы не расплавились соединяемые детали. С этой целью к поверхности деталей как можно чаще прикасаются припоем, чтобы проконтролировать начало его плавления. Это и будет свидетельством того, что достигнута рабочая температура.
Нагревая детали и припой перед началом пайки, также необходимо следить за пламенем газовой горелки: смесь газа и кислорода, которая его формирует, должна быть сбалансированной. Делать это необходимо по той причине, что сбалансированная газовая смесь активно нагревает металл, но не оказывает серьезного окислительного действия. О том, что газовая смесь сбалансирована, свидетельствует ярко-синий цвет пламени, которое имеет небольшой размер. Если пламя горелки слишком маленькое по размеру и имеет бледно-голубой цвет, то это является свидетельством того, что в газовой смеси слишком много кислорода.
Для пайки небольших изделий из алюминия используются электрические паяльники и припои, плавящиеся при невысокой температуре.
Технологические приемы пайки
Пайка деталей, выполненных из алюминия, по технологии выполнения практически ничем не отличается от процесса соединения изделий, изготовленных из других металлов. Сначала соединяемые детали обезжириваются и тщательно зачищаются, после этого их выставляют в нужное положение относительно друг друга. Затем на зону будущего соединения необходимо нанести флюс и начать ее прогрев вместе с припоем до рабочей температуры.
Процесс пайки деталей из алюминиевого сплава
При достижении рабочей температуры кончик припоя начнет плавиться, поэтому им необходимо постоянно прикасаться к поверхности деталей, контролируя процесс нагрева.
Пайка изделий из алюминия, для выполнения которой используется безфлюсовый припой, имеет свои особенности. Заключаются они в том, что для того, чтобы проникновению припоя к поверхности детали не препятствовала окисная пленка, его кончиком необходимо совершать чиркающие движения по месту будущего соединения. Таким образом нарушается целостность пленки, и припой беспрепятственно соединяется с основным металлом.
Посмотреть, как пайка выполняется практически, можно на обучающем видео.
Есть еще один технологический прием, позволяющий разрушить оксидную пленку в процессе пайки. Сделать это можно при помощи стержня из нержавеющей стали или металлической щетки, которыми водят по месту соединения и уже расплавленному припою.
Чтобы получить максимально прочное соединение методом пайки, соединяемые поверхности необходимо подвергнуть предварительному лужению.
Сфера применения процесса
Большое практическое значение имеет не только пайка алюминия в домашних условиях. Данную технологию также активно используют на ремонтных и производственных предприятиях. Применяя метод пайки, можно получать соединения, отличающиеся высокой прочностью, надежностью и эстетической привлекательностью.
При работе с тонким листовым алюминием пайка позволяет избежать деформацию материала
Большой популярностью данная технология пользуется при выполнении ремонтных работ с автотранспортными средствами, тракторами и мотоциклами. Объясняется такая популярность тем, что при пайке не происходит изменение структуры соединяемого металла, поэтому подобный способ соединения во многих случаях является даже более предпочтительным, чем сварка.
Практически безальтернативной пайка является тогда, когда необходимо восстановить герметичность алюминиевого радиатора или картера, отремонтировать изношенную или разрушенную деталь, изготовленную из алюминиевого сплава. Удобно и то, что сделать такой ремонт можно и своими руками, для этого не потребуется сложного и дорогостоящего оборудования.
Отремонтированный в домашних условиях автомобильный радиатор
Прогары, сколы и трещины, образовавшиеся в блоке цилиндров, изготовленном из алюминиевого сплава, также можно успешно отремонтировать при помощи пайки. Очень полезна данная технология в том случае, если необходимо восстановить изношенную внутреннюю резьбу. При этом изношенное резьбовое отверстие заполняется расплавленным припоем, а затем в него вворачивается болт. После того как припой застынет, болт из отверстия выворачивается, а внутри него оказывается сформированная по необходимым параметрам резьба. Такая несложная операция позволяет получить новую резьбу, которая по своим прочностным характеристикам ничем не уступает исходной.
Кроме этого, пайка успешно применяется для ремонта и восстановления герметичности труб, изготовленных из алюминия и сплавов данного металла. Такие трубы сейчас активно используются во многих технических устройствах. При помощи пайки вы можете своими руками, не прибегая к дорогостоящим услугам квалифицированных специалистов, отремонтировать многие предметы из алюминия и его сплавов, использующиеся в быту: посуду, лестницы, различные детали интерьера, водосточные желоба, элементы сайдинга и др. При помощи пайки можно не только ремонтировать, но и своими руками изготавливать любые конструкции из алюминия.
Использование качественных расходных материалов и строгое следование технологии, которой совсем несложно обучиться и по видео урокам, позволяет получать методом пайки соединения, отличающиеся высоким качеством, надежностью, привлекательным и аккуратным внешним видом.
Использование подручных средств
Нередки ситуации, когда под рукой нет активного флюса и припоя, который специально предназначен для соединения деталей из алюминия, а спаять их необходимо срочно. В таких ситуациях можно выполнить пайку обычным припоем, состоящим из алюминия и олова или олова и свинца. В качестве флюса в данном случае можно использовать канифоль.
Оксидная пленка при использовании данного метода пайки разрушается под слоем канифоли, в которую можно дополнительно добавить металлические опилки. Для ее разрушения применяется специальный паяльник со скребком, который необходимо предварительно залудить. Скребок наряду с опилками разрушает оксидную пленку на поверхности деталей, а канифоль не дает образоваться новой. Кроме того, скребок-паяльник, перемещая расплавленный припой по месту будущего соединения, обеспечивает его лужение.
Конечно, такой способ пайки очень хлопотный и не всегда гарантирует получение качественного и надежного соединения, поэтому использовать его можно только в крайних случаях. Целесообразнее всего потрать время и деньги на приобретение качественных припоя и флюса и не переживать за качество формируемого с их помощью соединения.
Пайка алюминия своими руками | Строительный портал
Обычно пайку алюминия производят в рамках промышленных цехов. В домашних условиях эту процедуру провести достаточно проблематично, потому что после зачистки на поверхности металла почти сразу возникает оксидная пленка, которая и усложняет процесс. Однако не стоит расстраиваться, все-таки существует несколько способов пайки алюминия своими руками, когда пленка окислов, что покрывает деталь, разрушается непосредственно в момент проведения пайки.
Содержание:
- Характеристика алюминия как металла
- Применение алюминия и сплавов
- Особенности пайки алюминия
Характеристика алюминия как металла
Алюминий характеризуется высокими показателями электро- и теплопроводности, коррозионной и морозостойкости, а также пластичности. Температура плавления этого металла составляет около 660 градусов по Цельсию.
Зависимо от уровня очистки, первичный алюминий бывает высокой или технической чистоты. Технический алюминий получают путем электролиза криолит-глиноземных расплавов. Другой вид алюминия, высокой чистоты, образуется после дополнительной очистки технического алюминия. Главное различие между высоокоочищенным и техническим алюминием связано с отличием в коррозионной устойчивости металла к некоторым средам. Естественно, чем больше степень очистки алюминия, тем алюминий дороже.
Важное свойство алюминия состоит в его высокой электропроводности, он уступает по этому показателю только серебру, золоту и меди. Сочетание высокой электропроводности и небольшой плотности делает алюминий серьезным конкурентом меди в области производства кабельно-проводниковой продукции. Длительный отжиг алюминия при 350 градусах улучшает проводимость металла, а нагартовка - ухудшает. Электропроводность алюминия доходит до 60-65% от проводности меди и растет с уменьшением содержания примесей.

Алюминий по теплопроводности уступает только меди и серебру, превышая втрое теплопроводность малоуглеродистой стали, что можно узнать и видео о пайке алюминия. Отражательная способность металла зависит от его чистоты. Отражаемость для фольги с присутствием алюминия 99,5% составляет 84%.
Алюминий сам по себе является химически активным металлом. Однако на воздухе металл покрывается тонкой пленкой окиси алюминия – около микрона. Обладая химической инертностью и большой прочностью, она защищает материал от окисления и определяет высокий уровень его антикоррозионных свойств во многих средах. Окисная пленка в алюминии высокой чистоты является сплошной и беспористой, имеет прочное сцепление с самим металлом.
Поэтому алюминий высокой чистоты очень стоек к неорганическим кислотам, щелочам, морской воде и воздуху. Сцепление алюминия с окисной пленкой в месте нахождения примесей заметно ухудшается, и эти места являются уязвимыми для коррозии. К примеру, по отношению к неконцентрированной соляной кислоте стойкость технического и рафинированного алюминия различается в 10 раз.
Применение алюминия и сплавов
Алюминий широко используется как конструкционный материал благодаря своим основным достоинствам — легкости, податливости штамповки, коррозионной стойкости, высокой теплопроводности, неядовитости его соединений. В частности, данные характеристики сделали алюминий популярным при изготовлении алюминиевой фольги, кухонной посуды и упаковки в пищевой промышленности.
Но металл из-за низкой прочности применяется исключительно для ненагруженных элементов конструкций в случаях, когда на первый план выносится электро- или теплопроводность, пластичность и коррозионная стойкость. Такой недостаток, как малая прочность, компенсируется путем сплавления алюминия с небольшим количеством магния и меди. Сплав называют дюралюминий.

Электропроводность алюминия вполне можно сравнить с медью, но алюминий при этом стоит дешевле. Поэтому этот материал широко используется в электротехнике для производства проводов, их экранирования и при изготовлении проводников в чипах в микроэлектронике. Внедрение в строительстве алюминиевых сплавов уменьшает металлоемкость, увеличивает надежность и долговечность конструкций при использовании в экстремальных условиях.
На современном этапе эволюции авиации алюминиевые сплавы выступают основными конструкционными материалами. Последнее изобретение — пеноалюминий, который ещё называют «металлическим поролоном», ему предрекают большое будущее. Однако у алюминия как электротехнического материала имеется одно неприятное свойство – сложность пайки алюминия из-за прочной оксидной пленки.
Особенности пайки алюминия
Проблемы, которые касаются пайки алюминия, можно объяснить тем, что поверхность данного материала покрыта тонкой, весьма прочной и эластичной пленкой окисла. Из повседневного знакомства с предметами из алюминия или его сплава у многих сложилось неправильное представление, что подобно благородным металлам алюминий не склонен к окислению в атмосфере. Окисная пленка, как и большинство прочих окислов, инертна и плохо смачивается расплавленным металлом, поэтому эту пленку при пайке необходимо предварительно удалить.
Удаление окисной пленки
Окисел не удается удалить механическими методами, потому что при соприкосновении поверхности алюминия с водой или воздухом он снова моментально покрывается пленкой окисла. Флюсы, как правило, не растворяют окись. Вот почему пайка алюминия и изделий, изготовленных из него, считается достаточно сложной задачей, а технология пайки алюминия отличаются во многом от технологии паяния других металлов.
Для механической очистки поверхности от окисла рекомендуется зачищать металл под пленкой масла, однако масло должно быть в этом случае совершенно обезвожено, для чего его рекомендуется прогревать на протяжении некоторого времени при температуре близко 150-200 градусов. Лучше всего использовать минеральные масла или вакуумные ВМ-4, ВМ-1.
Предлагается также способ зачистки поверхности при помощи грубых железных опилок, что растираются по поверхности металла под слоем канифоли или масла жалом паяльника вместе с припоем. В этом случае опилки выполняют функцию абразива, одновременно происходит процесс облуживания. Более надежную пайку алюминия можно получить, облуживая металл по подслою меди, что электролитически нанесен на поверхность материала.
Для тех же целей можно использовать и подслой цинка, что нанесен также, как в рецепте хромирования алюминия. Пленка окисла более надежно удаляется с помощью специальных активных флюсов. Хорошо сочетать процедуру механической обработки поверхности с использованием активных флюсов.
Пайка с использованием канифоли
Для спаивания двух проводов из алюминия их нужно предварительно залужить. Для этого покрывают конец провода канифолью, помещают на шлифовальную шкурку, что имеет среднее зерно, и прижимают горячим залуженным паяльником к шлифовальной шкурке. Также для пайки можно использовать раствор известной нам канифоли в диэтиловом эфире. Паяльник при этом не отнимают от провода и добавляют на залуживаемый конец канифоль.

Провод залуживается отлично, но все манипуляции нужно повторять несколько раз. После этого пайка алюминия в домашних условиях идет обычным чередом. Также хороший результат можно получить, если взять вместо канифоли минеральное масло для швейной машины и точных механизмов или щелочное масло, что предназначено для чистки после стрельбы оружия.
Паяют алюминий хорошо нагретым паяльником. Чтобы соединить тонкий алюминий, необходимо, чтобы паяльник имел мощность 50 Вт, для металла толщиной около 1 миллиметра и больше желательна мощность порядка 90 Вт. При пайке материала, что имеет толщину больше 2 миллиметров, место пайки предварительно необходимо прогреть паяльником.
Электрохимическая методика
Второй способ пайки алюминия состоит в том, что перед непосредственной пайкой поверхность (пластинку или провод) необходимо предварительно омеднить, используя самую простую установку для гальванического покрытия. Однако вы можете сделать проще. Зачистите место пайки шлифовальной шкуркой и нанесите на него аккуратно пару капель насыщенного медного купороса.
Далее подключите к алюминиевой детали отрицательный полюс источника тока (выпрямитель, аккумулятор, батарейка от карманного фонаря), а к положительному полюсу присоедините кусок медного провода без изоляции толщиной 1— 1,2 миллиметра, который находится в специальном устройстве.

Медный провод должен находиться в щетине зубной щетки таким способом, чтобы он не касался поверхности во время трения щетины - процедуры омеднения детали. Через определенное время на поверхности детали из алюминия в результате электролиза будет оседать слой красной меди, который лудят после промывки и сушки традиционным способом с помощью паяльника.
Как вариант, вы можете использовать при пайке алюминия своими руками вместо раствора купороса соляную аккумуляторную кислоту: необходимо капнуть немного вещества в место пайки и потом водить по контактной площадке медным приводом. Осаждение меди будет происходить быстрее, чем в первом варианте, но с кислотой следует обращаться осторожно.
Чтобы кислота не разъела лишний участок, его следует залить парафином или заклеить скотчем, оголив нужную площадь. Место пайки обязательно промывается тщательно водой. Таким образом, можно проводить надежную пайку алюминия и меди, а контактные площадки при этом будут иметь аккуратную форму.
Пайка алюминия припоями
При пайке алюминия припоем основная задача кроется в первоначальном покрытии поверхности металла слоем припоя и пайке деталей, что облужены припоем. Залуженные детали из алюминия можно спаивать не только между собой, но и с деталями, что изготовлены из других сплавов и металлов.
Вы можете производить паяние алюминия легкоплавкими припоями на основе цинка, олова или кадмия и тугоплавкими на основе алюминия. Припои легкоплавкие считаются удобными тем, что позволяют проводить процесс пайки алюминия оловом при низких температурах (150—400 градусов) и избежать тем самым существенного изменения первоначальных свойств алюминия.

Соединения алюминия, что спаяны легкоплавкими припоями, особенно это касается сплавов кадмия и олова, образуют нестойкую с коррозионной позиции пару и коррозионным разрушениям плохо сопротивляются. Наиболее надежными являются более тугоплавкие припои на основе алюминия, которые содержат медь, цинк и кремний.
Простейшим из них выступает сплав алюминия с кремнием (11,7%). Еще более надежный результат дает легкоплавкий сплав алюминия с 28% Сu и 6% Si. Пайку совершают обычным паяльником, его жало прогревают до температуры 350 градусов по Цельсию, с использованием флюса, который представляет из себя смесь йодида лития и олеиновой кислоты.
Пайка сплавов алюминия
Используя припой 34А и флюс 34А, вы сможете паять не только сам алюминий, но также определенные его сплавы. Пайке легче всего поддаются сплавы АМц и авиаль, сложнее — дуралюмин, В95, АК4 и литейные сплавы, которые имеют более низкую температуру плавления. Паять сплав В95 и дуралюмин припоем 34А можно исключительно при изготовлении мелких изделий и с большой осторожностью для избегания пережога или образования в процессе пайки расплавления металла.
Вследствие большого нагрева при пайке, сплав В95 и дуралюмин переходят в отожженное состояние, при этом наблюдаются потери не меньше 30% прочности материала в области пайки, а его прочность в случае пережога материала падает больше чем вдвое.

При нагреве также нужно учитывать риск коробления металла, поэтому пайку горелкой нагруженных и крупногабаритных деталей из сплава В95 и дуралюмина рекомендовать не будем. Пайку мелких изделий из дуралюмина также безопаснее и целесообразнее производить в печи, а не горелкой, где можно регулировать температуру пайки точнее и благодаря этому избежать коробления и пережога деталей.
Для снятия стойкой окисла Аl2О3 принято использовать особо активные флюсы. Самое широкое применение получили при пайке алюминия флюсы на алюминиевой основе, что известны под индексами НИТИ-18 и 34А. При употреблении флюса 34А стоит помнить, что он способен вызывать сильную коррозию металла, поэтому остатки флюса после пайки должны быть удалены.
Паяное изделие с этой целью нужно подвергнуть специальной обработке:
- Промыть щетками в горячей воде (температура 70—80 градусов) на протяжении 15—20 минут;
- Промыть в холодной проточной воде ещё 20—30 минут;
- Обработать в растворе хромового ангидрида;
- Промыть в холодной воде;
- Просушить при температуре около 80—120 градусов по Цельсию в течение 20 минут – получаса.
Таким образом, чтобы спаять данный металл нужно запастись специальным оборудованием для пайки алюминия и выбрать один из методов пайки: паяние с механическим разрушением окисла или с химическим разрушением пленки.
активный флюс для низкотемпературной пайки алюминия с медью и другие виды, делаем своими руками, составы. Как пользоваться?

В отличие от спаивания деталей из других металлов и сплавов соединение алюминия при помощи пайки является наиболее трудновыполнимым. Оно требует специальных флюсов.
Особенности
Флюс для пайки алюминия существенно отличается от составов, используемых для паяния меди и стали. Для него применяются реагенты, легко растворяющие окисную плёнку на поверхности алюминиевой детали, препятствующую пайке.
По сравнению с цинком и железом алюминий более активен – за считаные секунды тщательно зачищенная алюминиевая деталь образует новую оксидную пленку. Причем последняя не менее плотная, чем только что счищенная. Чтобы при зачистке алюминиевой детали не допустить образования новой оксидной пленки, и нужен слой флюса, закрывающий доступ к алюминию кислорода из воздуха.
В отличие от меди и стали алюминий обладает низкой температурой плавления – всего 660 градусов. Из-за этого перегрев алюминия чреват уменьшением прочности самой детали. Нагрев алюминия до 300 градусов приводит к уменьшению устойчивости детали или всей конструкции, на которой производится пайка.
Алюминиевые сплавы по сравнению с чистым алюминием плавятся при температуре менее 600 градусов. Чтобы этого избежать, применяются более низкотемпературные припои, содержащие олово, кадмий, висмут и индий. За слишком низкотемпературную пайку пользователь расплачивается неудовлетворительной прочностью паяного соединения. Поэтому в припой, предназначенный для пайки алюминия, вводят цинк, хорошо растворяющийся в алюминии.
Соединение на основе цинксодержащего припоя удаётся более прочным – сам цинк плавится при 420 градусах.
Распространённые виды
Имея в наличии специальный высокотемпературный паяльник и такой же припой, алюминий можно спаять, к примеру, с использованием канифоли.
Канифоль
Хотя канифоль является простейшим органическим флюсом, такой способ пайки требует отсека, из которого откачан воздух. Самостоятельно в домашних условиях спаять алюминий в безвоздушной среде весьма затруднительно. Жало паяльника обработано так, что на его конце имеется специальная канавка, облегчающая зачистку алюминиевой проволоки.
Порошковые
Чтобы избежать данных затруднений, и придуманы высокоактивные флюсы. Один из таких видов – порошковый состав. Пайка с его помощью требует паяльной лампы – газовой горелки, создающей концентрированный, узконаправленный поток пламени. Но отдельно вводить кислород в пламя запрещается – флюс быстро выгорает, а на спаиваемых деталях в точке соединения образуется новая окисная пленка.
Простейшие порошковые флюсы – лимонная и ацетилсалициловая кислоты. При пайке они выделяют большое количество паров, содержащих органические соли на основе этих кислот. Вдыхание этих паров небезопасно. Альтернатива – высокотемпературный порошковый флюс на основе натриевой соли борной кислоты: только при температуре свыше 700 градусов он приобретает вязкость, и его применение для алюминиевых сплавов весьма ограничено.
Паяльный жир можно измельчить в порошок. Он изготавливается на основе любого тугоплавкого жира, технического вазелина, парафина и иных органических реагентов, сохраняющих твёрдость при комнатной температуре. В качестве основных неорганических реагентов – вода, «очищенная» от ионов, хлорид цинка и хлорид аммония.
Жидкие
Жидкий флюс часто содержит в себе минеральную кислоту либо соль на её основе. Испарение этого флюса при пайке ещё более опасно для глаз и органов дыхания, чем всё те же лимонная и «аспириновая» кислоты.
Его основное достоинство – наивысшее качество пайки. Кислота, вступая в реакцию с алюминием, образует на его поверхности солевой слой, легко поддающийся пайке. Недостаток жидких флюсов – их остатки нужно смывать после окончания работ, чтобы не допустить коррозии.
Популярные марки
Ф-34А. Выполнен по ТУ 48-4-229-87 и содержит хлорид калия 50%, хлорид лития 32%, хлорид цинка 8%, фторид натрия 10%. Облегчает пайку с припоем различных температур плавления. Может быть приготовлен на водной основе.
Ф-64 включает в себя тетраэтиламмоний, фториды, деионизированную воду, увлажняющие и задерживающие коррозию реагенты. Удаляет окисную пленку большой толщины и подходит для пайки массивных деталей. Паяет не только алюминий, но и бериллиевую бронзу.
Ф-61 включает в себя триэтаноламин, фторборат цинка, фторборат аммония. Работает всего при 250 градусах, подходит для алюминиевых сплавов.
Castolin Alutin 51 L – 32% олова, также добавлены свинец и кадмий. Годен при температуре от 160 градусов.
Как сделать своими руками?
Зачастую под рукой нет крепких минеральных кислот. Их могут заменить кислоты органические: лимонная, уксусная, ацетилсалициловая и другие. Флюс также готовится на основе любого масла, в котором не содержится большого количества воды. Чтобы выпарить из масла воду, его прогревают при температуре до 200 градусов. При более высокой температуре оно пережигается до углерода.
Если нет технического или индустриального масла, воспользуйтесь солидолом, вазелином или парафином, в который добавляется стальная или медная стружка.
Его назначение – зачистить алюминий, счистить с поверхности детали оксидную пленку, а органический наполнитель не даст кислороду вновь окислить алюминий. Это и есть самодельный флюс с медью или железом. Некоторые паяльщики применяют в качестве наполнителя китовый жир.
Поскольку цинк лучше соединяется с алюминием, хлорид цинка готовится на основе соляной кислоты. Такой простой, но весьма активный, действенный флюс может применяться не только при пайке алюминия, меди, стали и цинка. Препараты, например, содержащие соляную кислоту таблетки, продаются в аптеке – они используются пациентами, у которых нарушена выработка этой кислоты для желудочного сока.
Чтобы приготовился раствор хлорида цинка, несколько таких таблеток растворяют в дистиллированной воде, а затем опускают туда цинковые пластины, вырезанные из металлического стакана солевых батареек. Когда выделение водорода прекратится – реакция окончена, флюс готов к применению.
Как пользоваться?
Паять алюминий следует только после полного удаления оксидной пленки. Зачистить соединяемые точки деталей наждачкой не удастся – на месте старой пленки оксида алюминия тут же образуется новая, хоть и более тонкая. Перед удалением окисной плёнки поверхность деталей обезжиривают с помощью ацетона, 646-го растворителя или спирта.
После растворения оксидной пленки детали зажимают в тисках, прогревают паяльником и наносят слой припоя. При отсутствии флюса под разогретой и размягченной канифолью поверхностные слои, включая оксидную пленку, соскабливаются при помощи жала паяльника; такое место спайки не будет отличаться повышенной прочностью.
Если есть возможность, мелкие детали в точке спайки погружаются в предварительно расплавленный припой, при этом паяльник должен иметь повышенную мощность – вплоть до 100 Вт.
Подробнее о флюсе для пайки алюминия смотрите в видео ниже.
Простой способ пайки алюминия
Это невероятно простой способ пайки алюминия который только можно представить. С помощью него любой желающий, дома или в гараже сможет без проблем чинить и восстанавливать любые изделия из алюминия, без всякой аргоновой сварки. Вы без труда будете делать различные конструкции из алюминиевого профиля и многое другое.
Теперь, чтобы запаять радиатор или раму велосипеда из алюминия не обязательно ехать в мастерскую и отдавать огромные деньги, все можно спаять дома.
При грамотном подходе пайка получается не хуже сварного соединения, но уж точно надежней любой холодной сварки, которую обычно применяют как альтернативу.
Понадобится
Газовая горелка не обязательно должна быть профессиональная. Достаточно обычной насадки-горелки на газовый баллон, или подойдет любая другая.
Поподробней я расскажу о специализированном припое который нужно будет приобрести. Это трубчатый порошковый припой специально предназначенный для пайки алюминия (почему порошковый? - порошок внутри трубки). Он состоит из двух компонентов: оболочки и порошковой основы внутри. Не будем вдаваться в подробности о химическом составе, это ни к чему.
Его можно приобрести в специализированных магазинах, его используют в мастерских по ремонту автомобилей. Самый доступный для всех способ это купить его на Али Экспресс - ссылка на припой.
Стоит недорого, советую брать сразу упаковку - в жизни точно пригодится.
Пайка алюминия газовой горелкой
Берем профиль или детали которые нужно сварить.
Зачищаем поверхность щеткой по металлу. Как вариант можно взять наждачную бумагу с крупным зерном. Чем шероховатость поверхности для пайки будет больше, тем лучше будет связь с припоем.
Струбциной или другим приспособлением фиксируем соединение. Включаем газовую горелку и нагреваем стык.
Подносим трубчатый припой. Он расплавляется и растекается по шву.
Весь процесс происходит примерно при температуре 450 градусов Цельсия.
Припой имеет невероятную текучесть и сам затекает в любые, даже самые мелкие щели в металле.
После распределения припоя прогреваем соединение ещё чуть-чуть, чтобы он распределился и расплылся в стыках узла максимально.
Подведем итоги
Лично я, когда узнал о таком простом и доступном способе пайки был невероятно удивлен. Думаю, мне удалось удивить и вас, если конечно раньше не знали о нем.
Пару слов о надежности. Конечно сварка выигрывает, так как идет объединение и перемешивание структур, но данный метод ненамного уступает. При условии изгиба соединения, гнется сама деталь. Соединение пайки крайне надежно и вполне способно выдержать почти любые нагрузки, как будто соединение литое.
Единственное, если получилась не совсем качественная пайка - это скорей всего не достаточный прогрев горелкой. В остальных случаях держится все намертво.
Теперь запаять дырку в алюминиевой кастрюле, сделать бачек из листового металла, сделать стеллаж из профиля для вас не составит труда.
Берите способ на вооружение и пользуйтесь друзья! До новых встреч!
Смотрите видео
Пайка алюминия в домашних условиях газовой горелкой или паяльником своими руками
Хотите попробовать паять алюминий в домашних условиях, но терзают сомнения, что ничего не получится?
Не переживайте — мы расскажем, что и как нужно делать, а самое главное — чем паять, чтобы все получилось! Все рекомендации опробованы на практике и доказали свою эффективность.
Что вообще понадобится для пайки алюминия? Один из основных инструментов — это нагревательный прибор.
Это может быть как электрический паяльник с самодельной насадкой (о том, как ее изготовить — расскажем ниже), так и более продвинутый вариант — газовый баллончик с горелкой. В данном случае понадобится баллон со смесью из двух (пропан/бутан) или трех газов (пропан, бутан, изобутан).
1
Читайте также: Как сделать уличную печь-духовку из металлической ванныОбратите внимание, что пайка и сварка алюминия — это совсем не одно и то же. Хотя многие люди очень часто путают эти понятия. Давайте внесем некоторую ясность, что такое пайка алюминия, и что такое сварка.
Под сваркой подразумевается соединение металла путем его нагрева с последующим расплавлением и перемешивания в сварочной ванне. Обычно для этих целей используется аргонная сварка и специальные присадочные прутки.
Некоторые домашние умельцы даже переделывают обычные сварочные инверторы под аргонную сварку.
В результате сварки алюминия получается очень прочное и монолитное соединение с одной и той же кристаллической решеткой. Качество свариваемых деталей довольно высокое.
Под термином «спаять алюминий» подразумевается использование специального припоя (или обычного олова), который и соединяет между собой алюминиевые детали. При этом сам металл не разогревается до температуры плавления.
1
Читайте также: Как заменить батарейку в сварочной маске «хамелеон»
Особенность пайки заключается в том, что можно без проблем запаять алюминиевую кастрюлю или другую емкость (если в ней имеется трещина), а также можно припаять алюминий к другому металлу. А вот сварить два разных металла сложно.
Существуют разные методы пайки алюминия и дюрали. Мы рассмотрим одни из самых популярных и эффективных способов, которые применимы в быту.
Пайка алюминия газовой горелкой
Алюминий довольно капризный материал для пайки. У многих домашних умельцев, которые впервые попробовали спаять между собой две алюминиевые детали, как правило, ничего не получается, и они отказываются от этой затеи.
1
Читайте также: Как сделать оригинальную кувалдочку своими рукамиА все потому, что этот металл довольно быстро окисляется при взаимодействии с воздухом (практически сразу после зачистки поверхности образуется оксидная пленка), и припой попросту скатывается в шарик.
Поэтому пайкой алюминия в домашних условиях мало кто занимается всерьез — по причине неэффективности этого процесса.
Но безвыходных ситуаций не бывает — всегда можно найти решение той или иной проблемы.
Цель данной статьи — рассказать о некоторых нюансах, а также поделиться с читателями полезными советами, как паять алюминий домашних условиях, чтобы все получилось если не с первого раза, то со второго точно.
Одним из важных условий успешной пайки алюминия является очень плотная подгонка деталей — зазор между ними должен быть минимальным, чтобы припой никуда не утек. Это не относится к тем случаям, когда надо запаять сквозную трещину.
1
Читайте также: 3 идеи, что можно сделать из пластиковых бутылокЕще один немаловажный момент, на который нужно обращать внимание — это температура поверхности металла.
Нужно разогреть поверхность так, чтобы не перегреть деталь (алюминий начинает плавиться при температуре от 650 градусов по Цельсию), но при этом, чтобы температура была достаточной для того, чтобы припой работал.
Оптимально нагревать алюминиевые детали до температуры 500 градусов. Для определения температуры металла можно использовать мультиметр с термопарой.
Выбор горелки
Для пайки алюминия в условиях гаража или домашней мастерской чаще всего используют туристический газовый баллончик с газовой горелкой.
Как правило, газовая горелка приобретается отдельно от баллона, и тут крайне важно не прогадать.
Дело в том, что горелка с широким соплом для пайки алюминиевых трубок или других деталей не подойдет, потому что она разогревает большую площадь поверхности, тогда как нам требуется исключительно локальный нагрев — конкретно в месте пайки.
Поэтому лучше всего использовать газовую горелку с узким соплом (например, можно приобрести горелку для пайки меди). Как она выглядит, можно посмотреть на фото ниже.

Пайка китайским прутком
Один из способов пайки алюминия — использование специального припоя. Например, китайского. Можно использовать припой Castolin 192 или HTS2000.
Пруток представляет собой твердую цинковую трубку, которая наполнена порошковым флюсом. Последний-то как раз и нужен, чтобы «растворять» оксидную пленку на поверхности алюминия.
По утверждению производителя, при помощи данного припоя можно качественно паять алюминиевые детали, при этом не потребуется даже зачищать поверхность, чтобы избавиться от оксидной пленки.
Способ пайки очень прост. Максимально плотно прижимаем детали друг к другу (в данном случае это алюминиевые пластины), чтобы не было больших зазоров.
После этого разогреваем место соединения до температуры 500 градусов по Цельсию с помощью газовой горелки. Когда припой заполнит зазор между деталями и сформирует шов, нагрев прекращаем.

Точно таким же образом можно спаивать между собой алюминиевые трубки (стык в стык или под углом), а также можно припаять другие детали из разных металлов к алюминию.

В общем, китайский припой (несмотря на то, что китайский) со своей задачей справился. Поскольку припой обладает хорошей текучестью и отлично заполняет любые щели и пазы, можно использовать для пайки автомобильных радиаторов.
Подробно о том, как паять алюминий с помощью специального припоя, можно посмотреть на видео ниже. Своим опытом поделился автор YouTube канала voltNik.
 ПАЙКА АЛЮМИНИЯ. АРГОН НЕ НУЖЕН!
ПАЙКА АЛЮМИНИЯ. АРГОН НЕ НУЖЕН! Способ с щеткой-насадкой по металлу
Если нет возможности купить китайский пруток, есть простой способ, как можно паять алюминий оловом. Подойдет этот способ и для пайки дюралюминия (алюминиевого сплава).
Для этого нам потребуется газовый баллончик с горелкой, оловянная палочка и шуруповерт или электродрель с проволочной щеткой по металлу — чтобы зачистить поверхность алюминиевой детали перед пайкой.

Многих людей интересует, как запаять сквозное отверстие в детали. Самое время осветить эту тему.
Рассмотрим данный способ на конкретном примере — в нашем случае необходимо запаять разрез на крыле автомобиля.

Первым делом потребуется зачистить и залудить поверхность алюминия.
Сначала разогреваем поверхность алюминия при помощи газовой горелки, и наносим небольшое количество олова. Оно сразу будет скатываться в шарики, но ничего страшного — это так и задумано.

Далее снова нагреваем поверхность алюминия с помощью горелки, и одновременно зачищаем ее щеточной насадкой.

По мере необходимости добавляем еще немного олова, чтобы на поверхности алюминия образовался равномерный слой. После этого можно приступать непосредственно к самой пайке.


Когда алюминий полностью остынет, необходимо будет обработать место пайки углошлифовальной машинкой (болгаркой). Чтобы выровнять поверхность в идеал, надо будет пройтись мелкой наждачкой.

Более подробно об этом способе пайки алюминия вы можете посмотреть в авторском видеоролике ниже. Своим опытом поделился автор YouTube канала «АС МАСТЕР ремонт авто в омске».
 как запаять алюминий оловом
как запаять алюминий оловом Доработка паяльника для пайки алюминия
Мы уже разобрались, что в домашних условиях алюминиевые детали обычно припаиваются друг к другу с помощью газовой горелки. Но в некоторых случаях можно обойтись и электропаяльником. Нужно будет только его немного доработать.
Для этого нам потребуется купить новое жало для паяльника диаметром 8,5 мм (продается в любом магазине радиодеталей).

От начала жала паяльника отступаем около 8 мм, и затем сверлим отверстие диаметром сверлом по металлу 2 мм.

После этого ножовкой по металлу необходимо сделать в жале паяльника продольный пропил глубиной 10 мм.

На следующем этапе от старого пильного полотна для ручной ножовки по металлу нужно отрезать кусочек длиной 13 мм.
Для облегчения последующей обработки заготовки ножовочное полотно необходимо нагреть (сделать отпуск металла). После охлаждения сверлим по центру отверстие диаметром 3 мм.

Медное жало паяльника зажимаем в тисках, и сгибаем под углом 90 градусов. Затем нужно нарезать резьбу в просверленном отверстии (резьба — 2,5 мм).

Край ножовочного полотна нужно облудить — для этого автор использует специальный флюс для пайки стали.

Кусок ножовочного полотна вставляем в пропил в жале паяльника, и фиксируем с помощью винта. Конец винта надо обрезать и заклепать.

Принцип работы электропаяльником с самодельной насадкой очень прост. Для начала включаем инструмент в розетку, и ждем, пока он нагреется до нужной температуры.
После этого наносим на конец насадки немного припоя (касаемся поверхности оловянной проволокой или прутком) и канифоли (это смоляная кислота, которая используется специально для пайки), и можно приступать к лужению алюминия.

Царапая поверхность, мы разрушаем оксидную пленку, и припой сцепляется с алюминием, как с родным братом.
Только перед лужением не забудьте нанести на поверхность алюминиевой детали небольшой слой канифоли. Этот способ подойдет и в тех случаях, если надо спаять алюминиевые провода — когда они облуженные, спаять их оловом не составит проблем.
Обратите внимание: в данном случае флюс для пайки алюминия не используется!
Пошаговый процесс изготовления самодельной насадки на паяльник можно посмотреть на видео ниже. Идея самоделки принадлежит автору YouTube канала A Craft.
 100% Эффективность! Инструмент для пайки алюминия без спец флюса
100% Эффективность! Инструмент для пайки алюминия без спец флюса В сегодняшней статье мы рассмотрели разные способы пайки алюминия, а также как залудить алюминий для пайки оловом. Надеемся, что какой-нибудь из них вам обязательно пригодится и поможет.
Как припаять медный провод к алюминию обычным паяльником
Далеко не всегда в домашних условиях получается припаять провод или что-то другое к алюминию. Обычно для этого требуется или специальный флюс, который стоит немалых денег, или газовая горелка.
Однако всегда есть альтернативный вариант. Автор делится секретом, как припаять медный провод к алюминию обычным паяльником, без использования флюсов и газовых горелок.
Причем припаять так, чтобы провод держался намертво. И для этого потребуется лишь припой с канифолью ПОС 61 (можно использовать ПОС 40).
Рекомендуем также прочитать интересную статью на тему: пайка алюминия своими руками в домашних условиях. В этом обзоре вы найдете много полезной информации.
Основные этапы работ
Первым делом необходимо капнуть на поверхность алюминия каплю машинного масла (в принципе, можно использовать абсолютно любое жидкое масло, включая растительное).

Для удобства, чтобы не плеснуть лишнего, масло можно предварительно набрать в медицинский шприц. В каплю масла опускаем жало паяльника и припой.
Расплавляем необходимое количество припоя, после чего несколько секунд прогреваем алюминий, затем движениями вперед-назад пытаемся залудить нужный участок.

Царапая поверхность алюминия жалом паяльника, мы снимаем оксидную пленку, а масло выступает в качестве защитной среды от кислорода.
После этого необходимо будет залудить конец медного провода. Далее луженый конец провода припаиваем к алюминию. И никаких заморских флюсов не надо!


Подробно о том, как припаять медный провод к алюминию обычным паяльником, рекомендуем посмотреть в авторском видеоролике. Свое мнение об этом способе пишите в комментариях.
Если вам известны другие способы, как паять алюминий в домашних условиях, то напишите об этом в комментариях — многим нашим читателям, наверняка, будет интересно о них узнать.
Мне нравится1Не нравится
Андрей Васильев
Задать вопрос
Каким флюсом лучше всего паять алюминий и его сплавы
Флюсы для алюминия
Содержание статьи:
Пайка алюминия достаточно сложный технологический процесс. Помимо оксидной пленки на поверхности алюминия, процесс затруднён необходимостью воздействия более высоких температур, чем при пайке меди. Тем не менее, паять алюминий можно, поскольку для этих целей были разработаны специальные флюсы.Основная задача флюса для низкотемпературной пайки алюминия, это растворение оксидной пленки, которая мешает нормальному растеканию припоя и соединению деталей. Для пайки алюминия применяются только активные флюсы, в составе которых имеется кислота. Абсолютно не подходит для этих целей канифоль, и другие, подобные ей, неактивные флюсы.
Состав флюса для алюминия
Основными компонентами активных флюсов для пайки алюминия при температуре ниже 300 градусов, это органические кислоты и их амиды, а также триэтаноламин. Наибольшей активностью отличаются олеиновая, элаидиновая, муравьиная и уксусная кислота.

Связано это с тем, что активность всех вышеперечисленных кислот повышается с ростом температуры. Поэтому воздействуя на оксид Al2O3, они способны полностью разрушить его, что даст припою нормально пристать к поверхности спаиваемых деталей из алюминия.
Марки флюсов для пайки алюминия
Флюс Ф59А — предназначен для низкотемпературной пайки алюминия, а также сплава АМц с медью и сталью, при температуре от 150 до 320 градусов.

Флюс Ф61А — кроме пайки алюминия предназначен для спаивания деталей из оцинкованного железа, меди и бериллиевой бронзы. Температура работы с флюсом, как и в предыдущем случае, составляет 150-320°С.
Флюс Ф54А — состоит на 82% из триэтаноламина. Данный флюс также предназначен для пайки алюминия и его сплавов в домашних условиях.
Флюс Ф64 — подходит для пайки алюминия и дюралюминия.
Данный вариант флюса для алюминия чем-то напоминает паяльный флюс ЛТИ-120, который предназначен для пайки меди, никеля и углеродистой стали. При нанесении флюса Ф-64 на поверхность алюминиевых деталей, и под воздействием высоких температур, он способен разрушить прочную плёнку оксида алюминия, очистив тем самым металл для нормального растекания припоя.

Все вышеперечисленные флюсы — подходят для пайки алюминия. Ну а о том, как паять провода, всегда можно узнать на сайте samastroyka.ru.
Где можно использовать флюс Ф-64
Активный флюс для пайки алюминия Ф-64 можно применять:
- Для спаивания скрутки алюминиевых проводов. Таким образом, можно паять алюминиевые и медные провода обычным паяльником. Правда мощность паяльника должна быть достаточно большой, не менее 100 Вт. В противном случае, пайка алюминия может быть затруднена.
- Для пайки колб конденсаторов и алюминиевых радиаторов.
- Других деталей из алюминия и его сплавов.
Отдельного внимания заслуживает вопрос о том, чем паять алюминий. Для пайки можно использовать как электрический паяльник, так и небольшую газовую горелку. Если пайка алюминия происходит с использованием электрического паяльника, то, он должен быть достаточной мощности, чтобы разогреть припой.

Так, например, для скрутки проводов сечением не более 2,5 мм², вполне хватить электрического паяльника мощностью в 40-60 Вт. При пайке более толстых жил, в 4 и более мм², уже будет нужен паяльник мощностью от 100 Вт.
При использовании любого активного флюса, в том числе и для пайки алюминия, не стоит забывать об удалении его остатков после выполнения работ. Для удаления большинства флюсов с поверхности металла достаточно воспользоваться куском мягкой ткани смоченной в обычной воде.
Оценить статью и поделиться ссылкой:Принадлежности для пайки - Цифроника
Настройки файлов cookie
Здесь вы можете определить свои предпочтения в отношении использования нами файлов cookie.Требуется для работы страницы
Эти файлы cookie необходимы для работы нашего веб-сайта, поэтому вы не можете их отключить.
Функциональный
Эти файлы позволяют использовать другие функции сайта (кроме необходимых для его работы).Включив их, вы получите доступ ко всем функциям веб-сайта.
Аналитический
Эти файлы позволяют нам анализировать наш интернет-магазин, что может способствовать его лучшему функционированию и адаптации к потребностям Пользователей.
Поставщики аналитического программного обеспечения
Эти файлы используются поставщиком программного обеспечения, под которым работает наш магазин.Они не объединяются с другими данными, введенными вами в магазине. Целью сбора этих файлов является выполнение анализа, который будет способствовать разработке программного обеспечения. Подробнее об этом можно прочитать в Политике домашних файлов cookie.
Маркетинг
Благодаря этим файлам мы можем проводить маркетинговые мероприятия.
.Как паять? »Электроника» Руководство «Сделай сам» на Majsterkowo.pl

В начале этого урока я хотел бы поприветствовать энтузиастов DIY. Как известно, вопрос «как паять» задают себе многие люди в этом мире, конечно же, речь здесь идет о тех, кто только начинает заниматься темой DIY. Решил поделиться своими знаниями по нескольким причинам, а именно: малое количество польских руководств по пайке, нет подробностей в статьях.Так что давайте двигаться дальше, однако, если вы продолжите читать мою статью, знайте, что из самой теории ничего никогда не спаивалось, а в этой теме самое главное практика.

Что нам нужно:
- Трансформер паяль железа
- TIN
- ROSIN
- ТЕПЛЕНИЯ
- СОБЫТИЯ
- Плосы
- паяльный кабель :)

! Не прикасайтесь к жалом паяльника после нагрева, так как это может привести к серьезным ожогам
Пары канифоли в больших количествах могут вызвать дискомфорт
"Шаг за шагом" или шаг за шагом:
- Снимаем изоляцию с проводов примерно на 5мм.
- Прикручиваем концы.
- Разогрейте паяльник.
- Поместите кабель в емкость для канифоли и осторожно прикоснитесь к нему паяльником.
- Вставьте кабель в плоскогубцы.
- Разогрейте паяльник.
- Прикладываем паяльник к кабелю, через 2-4 секунды наносим олово (не на жало, а на кабель)
- Если обнаружим, что олово на кабеле достаточно отделить олово и припой железо.
- Шаги с 4 по 7 необходимо повторить на другом кабеле.
- После того, как концы будут залудены, приступайте к пайке.
- Один кусок кабеля вставляется в плоскогубцы.
- Возьмите второй кусок в руки.
- Разогрейте паяльник.
- Олово на кабеле нагреваем в плоскогубцах
- После оплавления прикладываем второй трос и ждем около 3 секунд, пока олово на втором тросе расплавится и соединяем тросы.
- Надеваем термоусадочную трубку.
- Усадим термоусадочную трубку.
Если вы владеете так называемым Третьей рукой вам будет удобнее поддерживать кабель
Несколько фото, которые вам все расскажут:
Скоро выложу гайд по пайке сквозных элементов и SMD для которых Я использую станцию HotAir + Tip.Для второго или третьего руководства я предложу короткий конкурс, в котором вы сможете выиграть несколько наборов канифоли и олова, некоторые из них у меня есть после закрытия ближайшего магазина электроники.
В следующих статьях я постараюсь улучшить орфографию и грамматику предложений, чтобы мои советы было приятно и приятно читать за утренней чашкой кофе.
Помните, практика делает совершенным!
Рейтинг: 4.17 / 5 (голосов: 121)
.Как заделать дырку в эмалированной кастрюле. Ремонт эмалированной кастрюли
Тема ремонта старой посуды касается не только бедных горожан, которым не по карману новое ведро или кастрюля. Это также может быть интересно для всех профессий. Существует множество способов восстановления поврежденных поверхностей эмалевых изделий. Лучше и надежнее сделать это профессионально на заводе. Но если вам хочется сделать это самостоятельно дома — попробуйте.
Проще всего нанести на поврежденную металлическую поверхность специальные эмалевые (стеклянные) краски.Они используются для изделий из чугуна и стали, таких как газовые плиты, холодильники, раковины, ванны и, наконец, посуда. Для восстановления поврежденной поверхности эмали в быту и посуде, эксплуатируемой при комнатной или высокой температуре (до 300-350 градусов), используют эмаль белого цвета. Прежде чем приступать к ремонту, внимательно прочитайте инструкцию. Поврежденную металлическую поверхность зачистить наждачной бумагой, обезжирить ацетоном или бензином. Затем нанесите эмаль согласно инструкции.
Ремонт эмалированной посуды
Мелкий ремонт поврежденной эмалевой поверхности, не контактирующей с пищевыми продуктами, можно производить также эмалевыми красками, выпускаемыми в аэрозольных баллончиках, например, Нитроэмаль, Эмаль для ванн, Эмаль белая. Поврежденную металлическую поверхность следует очистить, обезжирить, высушить и затем опрыскать струей краски из баллончика, при этом необходимо соблюдать рекомендации.
Второй способ интереснее и надежнее, но требует больше времени.Для этого необходимо иметь следующие ингредиенты (в массовых долях): казеин - 12, жидкое натриевое стекло - 6, бура - 10, мука кварцевая - 14, мука стеклянная - 5. Все ингредиенты хорошо перемешать, добавить воду и довести массу до тестообразного состояния. Поврежденную металлическую поверхность необходимо предварительно тщательно очистить от грязи, обезжирить, высушить, а затем нанести на нее подготовленную массу, разровнять и оставить сохнуть. Отремонтированная поверхность станет водонепроницаемой и пригодной для использования даже в условиях высоких температур.
Пайка — хороший способ починить посуду, но помните, что если вы используете припой из свинцово-оловянного припоя, сковорода уже не будет съедобной.
Кухонную утварь можно отремонтировать и дома. Для этого вам понадобятся: электрический паяльник, припой для соединения металлических деталей, паяльная кислота или флюс. Однако следует иметь в виду, что для запайки внутренних трещин в пищевой посуде можно использовать только чистое олово, температура плавления которого составляет 232 градуса.
Если вы паяете впервые, то перед началом работы необходимо залудить сам паяльник. Очистите его рабочий конец напильником или наждачной бумагой и нагрейте. Затем быстро вотрите его в канифоль. Затем с помощью горячего паяльника отделите небольшую часть припоя, которая будет похожа на каплю. Круговыми движениями старайтесь добиться равномерного распределения олова по поверхности паяльника, чтобы его торец был покрыт с обеих сторон тонким слоем олова. Если это не сработало, значит, вы плохо его почистили.Попробуйте еще раз.
Перед пайкой поврежденную металлическую поверхность необходимо тщательно очистить от жира, ржавчины и окислов напильником или наждачной бумагой. Затем прочистите очищенный и нагретый участок паяльником с флюсом, используя щетку или деревянную палочку. При пайке пищевой посуды на очищаемую поверхность лучше нанести канифоль. Во время пайки флюс предохраняет металл от окисления и создает условия для лучшего и более равномерного распределения припоя по зазору, который необходимо пропаять.
Затем паяльником нанесите каплю олова и тщательно загладьте им поверхность, водя туда-сюда. После того, как капля припоя (олова) растечется по поверхности, нанесите горячим паяльником еще одну каплю олова и снова разгладьте ее. Расплавленный припой вытолкнет флюс (цветную капусту) из трещины и займет его место.
Примечание: Если на луженой поверхности паяльника появляется голубая пленка окисления, паяльник перегрелся. Охладите паяльник и снова повторите лужение.После того, как запечатанная посуда остынет, промойте ее водой и протрите тряпкой.
Если в миске или ведре также есть отверстие, от которого откололась эмаль, можно заклеить его металлической пластиной (заплаткой), размер которой должен быть на 5-10 мм больше отверстия. Зачистите его края напильником или наждачной бумагой, обработайте горячим паяльником канифоль и нанесите тонкий слой олова. Затем снимите металлическую накладку и смажьте канифолью. Приложите его к отверстию и медленно проведите горячим паяльником по краям.
Заплатка металлическая также может быть приклеена к отверстию клеем марок БФ-2, БФ-4, но не рекомендуется использовать их для приклеивания пищевой посуды, так как они изготовлены на основе спиртового раствора фенола - формальдегидная смола.
БФ-2 считается лучшим клеем для склеивания металлических поверхностей. Помимо металла, им можно приклеивать металл к пластику, дереву, стеклу. Поверхность изделия следует тщательно очистить от грязи, пыли, ржавчины и жира при помощи наждачной бумаги, затем обработать ацетоном или бензином, после чего склеить.Клей следует наносить тонким слоем с помощью кисти. После нанесения он должен сохнуть в течение 40-60 минут. Затем нанесите второй слой клея и дайте ему высохнуть, чтобы он не прилипал к пальцам. Затем приложите пластину к отверстию и прижмите. Затем нагрейте кастрюлю, ведерко или любое другое изделие, к которому вы прилипнете, в течение часа в духовке, плите или на электрической плите.
Для склеивания металлических изделий могут применяться также эпоксидные клеи, в состав которых входят (в массовых долях): эпоксидная смола (100), пластификатор дибутилфталат (10-40), кварцевая мука или окись алюминия (10) и отвердитель (8-10 ).Их недостаток в том, что склеиваемые элементы необходимо прогревать при температуре 180-200 градусов в течение 2-3 часов, чтобы клей затвердел. Если такой температуры достичь не удается, то изделие, склеенное эпоксидным клеем, можно нагреть при температуре 120-150 градусов. Клей затвердевает в течение 16-24 часов.
В бытовой химии на сегодняшний день существует множество видов клеев. Универсальными считаются «Момент», «Стела», «Секунда 505», «Суперцемент». Но перед покупкой не забудьте внимательно прочитать инструкцию.
Таким образом, вы также можете устранить дыру в вашей бытовой технике, о которой вы сожалеете. Для этого вам понадобится молоток, который надежно сидит на рукоятке, так как незакрепленный молоток только испортит вашу работу, и им опасно пользоваться. Кроме ножовки, стамески, наковальни, толстой металлической пластины или рейки, плоскогубцев, тисков для фиксации деталей при их обработке, кусачек для перегрызания толстой проволоки (алюминиевой или медной), если нет пилы или стамески.
Подготовьте заклепку из алюминиевой или медной проволоки. Для этого кусок проволоки зажимаем в тисках, а при их отсутствии плоскогубцами и легкими ударами молотка по краю проволоки делаем из него «шляпку», как гвоздь. Вставьте проволоку в отверстие в заготовке и слегка ударьте молотком по краям проволоки с противоположной стороны, пока заклепка не закроет отверстие в заготовке. Помойте посуду и протрите чистой тряпкой.
Почините кастрюли и ведра, но помните, что в качестве столовых приборов можно использовать только безопасные материалы.
Поддон протекал, и на дне поддона была дыра. Не торопитесь, чтобы выбросить его. Имея навыки владения паяльником, можно отремонтировать сковороду самостоятельно.
Подготовительные работы
Прежде всего, тщательно зачистите участок кастрюли, где образовалась дырка, сначала напильником, а затем наждачной бумагой. В худшем случае, если файла нет, файла будет достаточно. После тщательной очистки поверхность вокруг отверстия следует покрыть флюсом или паяльной кислотой.
Если кастрюля не эмалированная, а алюминиевая, очищенная поверхность сразу покроется слоем оксида и пайка будет затруднена до предела. Поэтому сразу после зачистки обработанную поверхность следует покрыть слоем расплавленной канифоли.
Людим
Включите и нагрейте паяльник до рабочей температуры (кстати, мощность паяльника должна быть достаточно большой, чтобы обеспечить хороший прогрев сковороды на месте ремонта). Если нет возможности найти мощный паяльник, сковороду можно нагреть над пламенем газовой плиты непосредственно перед пайкой.
Жало паяльника возьмите небольшое количество канифоли и нанесите тонким слоем на поверхность сковороды вокруг отверстия. Образующаяся пленка канифоли не позволит поверхности металла, из которого изготовлена сковорода, окислиться.
Соберите жалом небольшое количество припоя и медленно и аккуратно нанесите его вокруг отверстия. Поверхность залудилась, идем дальше.
пайка
Прогреваем место будущей пайки паяльником. При сборе припоя небольшими порциями тщательно заполняйте им все отверстие в поддоне.
Если диаметр отверстия в негерметичном навесе больше 3-5 мм, рекомендуем не заливать его припоем, а наложить заплатку из медной пластины чуть больше отверстия.
Медную пластину зачистить наждачной бумагой и смазать паяльной жидкостью. Затем на подготовленную и залуженную поверхность сковороды положить медную заплатку и тщательно прогреть всю поверхность заплатки паяльником. При нагревании припой на поверхности кастрюли расплавится и надежно прикрепит заплатку.
Если ваш любимый горшок завязался, попробуйте его спаять. Используя этот метод, вы можете продлить жизнь этому незаменимому блюду. Паять приходится по всем правилам, так как рабочие параметры кастрюли (высокая температура и вода) могут привести к новой дырке.
Вам понадобится
- - припой;
- - лоток медный;
- - напильник или наждачная бумага;
- - Бензин, флюс или "паяльная кислота";
- - паяльник.
Инструкция
1. Если отверстие маленькое, возьмите кусок алюминиевой проволоки или олова для пайки. Для большого отверстия найдите кусок медной пластины и вырежьте заплатку немного больше, чем отверстие.
2. Перед тем, как приступить к пайке кастрюли , зачистите напильником, напильником или наждачной бумагой нижнюю поверхность до металла, чтобы не было отложений, и отполируйте медную пластину до блеска. Обезжирьте поверхности бензином или другим растворителем, затем кистью нанесите флюс (флюс необходим для полной очистки жировых отложений и удаления оксидных слоев с металла).Вместо флюса можно использовать «паяльную жидкость» или «паяльную кислоту».
3. Возьмите паяльник, нагрейте его и окуните в канифоль или нашатырный спирт (для удаления окислов металлов). Если появится легкий дымок, паяльник готов к работе. Прикоснитесь инструментом к припою и держите его, пока он полностью не покроется глянцевой пленкой. Затем возьмите немного припоя наконечником и поднесите его к месту пайки. Выровняйте поверхность дна кастрюли вокруг отверстия (которое нужно соединить).
4. Возьмите припой жалом паяльника и перенесите припой, необходимый для надежной фиксации, в точку пайки. Небольшие отверстия могут быть полностью заполнены припоем. Чтобы зафиксировать пластину, нанесите припой вокруг отверстия, разгладьте его и сверху наложите заплатку. Чтобы плитка хорошо держалась и крепилась, дополнительно прогрейте всю поверхность заплатки паяльником.
5. После того, как припой остынет, протрите участок влажной тканью и зачистите напильником или наждачной бумагой.
6. Если вам нужно спаять алюминий кастрюля обратите внимание, что это немного сложнее, так как алюминий трудно паять. Чтобы на поверхности не созрел оксидный слой, сразу после снятия шва следует сразу же залить его предварительно расплавленной канифолью. Выполняйте пайку очень мощным паяльником (минимум 100 Вт). Используйте 80% или 95% оловянного припоя, 20% и 5% висмута соответственно. Подберите флюс из стеарина или парафина. Если вы соответствуете всем этим требованиям, вы можете легко спаять алюминиевую кастрюлю .
Даже у опрятной хозяйки бывают такие неприятности, как пригоревшая посуда. Стоит только развернуться – готовое блюдо в мгновение ока превращается в угли, а дополнительно прочно прилипает ко дну и стенкам посуды. В алюминиевой посуде еда пригорает чрезвычайно легко, да так, что устранение последствий может поразить любую хозяйку. Однако не заканчивайте сильно пригоревшей посудой. прозрачная алюминиевая кастрюля , доступная несколькими способами.

Вам понадобится
- - Сода;
- - губка для мытья посуды;
- - щетка пластиковая;
- - баночка силикатного клея;
- - мыло хозяйственное;
- - потрясающие кулинарные способности.
Инструкция
1. Используйте ложку, чтобы вычерпать пищевые отходы из сгоревшей алюминиевой сковороды. Не пытайтесь соскрести кастрюлю , чтобы удалить пригар, это только поцарапает покрытие и повредит алюминиевую посуду.
2. В примитивных случаях подгорания пищи используйте проверенный способ, доступный хозяйке в любой момент. Налейте в алюминиевую кастрюлю столько воды, чтобы она доходила до конца прогоревшей линии по бокам кастрюли. Если подгорело только дно, налейте воды на 1-1,5 см выше дна кастрюли. В эту емкость положите лимонную кислоту или пищевую соду в количестве: 1 ч. л. на 1 литр воды. закрыть кастрюлю крышкой, поставить на огонь и варить 10-15 минут.
3. Когда сковорода горит больше, чем обычно, приготовление пищи с одной пищевой содой может не помочь еде. В этом случае приобретите в магазине баночку силикатного клея. В кастрюлю наливаем , литров воды, всыпаем в нее столовую ложку соды, добавляем столько же силикатного клея. Перемешайте полученный раствор и закройте кастрюлю крышкой . Проварите эту смесь на огне не менее 30 минут. Затем выключите огонь и выньте кастрюлю с охлаждающим раствором. Затем вылейте остывшую массу из сосуда и аккуратно протрите его стенки и дно пластиковой щеткой.
4. Если засор кастрюли распространился за пределы кастрюли, попробуйте очистить всю кастрюлю, прокипятив ее в кастрюле большего размера. Грязная посуда должна легко помещаться в этот контейнер. Пригоревшую посуду пересыпьте в большую посудину с водой так, чтобы вода была на 1-1,5 см выше очищаемой кастрюли. Натрите хозяйственное мыло в емкость и добавьте туда прозрачный силикатный клей. На один литр воды соотношение граммов мыла и клея составляет 20:10. Полученную массу проварить 2-3 минуты и дать ей полностью остыть.Затем вымойте очищенную алюминиевую кастрюлю мягкой губкой под проточной водой.
Похожие видео
Внимание!
Не используйте различные агрессивные кислоты и абразивы для очистки алюминиевых кастрюль. От них повреждается поверхность алюминия, а частицы металла позже попадают в пищу.
Алюминий плохо поддается пайке. Во время пайки на поверхности образуется оксидный слой. Но из алюминия изготавливают многие бытовые приборы, автозапчасти и механические детали.Если устройство вышло из строя, не каждый может себе позволить покупку самого нового, тем более, что старые можно отремонтировать своими силами.

Вам понадобится
- - наждачная бумага;
- - хлорид аммония;
- - хлорид цинка;
- -вода;
- - опилки стальные;
- - канифоль;
- -жесть;
- -висмут;
- -перчатки;
- - паяльник.
Инструкция
1. Сначала нужно подготовить поверхность к пайке. Очистите его от грязи, пыли или краски. Зачистить наждачной бумагой или напильником и обезжирить спиртом. Обязательно высушите поверхность, так как необработанный алюминий нельзя паять. Заранее приготовьте флюс, который поможет удалить оксидные слои. Флюс можно приготовить следующим образом: растворить 10 г хлорида аммония и 30 г хлорида цинка в 60 мл воды. Минеральное масло также можно использовать в качестве флюса.
2. Растворите канифоль и добавьте в нее мелкие стальные опилки. С помощью горячего паяльника нанесите этот раствор на шов и медленно добавляйте припой, постоянно перемещая паяльник по шву.
3. Для более прочного шва используются специальные висмутовые припои. Такой февраль можно сделать самостоятельно. Необходимо расплавить олово и висмут в соотношении 19:1. Затем нанесите эту смесь на предварительно смазанную канифолью поверхность. Не забывайте, что во время любой работы паяльник необходимо нагревать.
4. Еще один интересный и эффективный метод. Поверхность алюминиевой детали следует зачистить наждачной бумагой и нанести несколько капель интенсивного раствора медного купороса. Подсоедините деталь к отрицательному полюсу источника питания (аккумулятор, аккумулятор). К положительному полюсу должен быть присоединен медный провод, одним концом соприкасающийся с раствором медного купороса, но не касающийся при этом алюминия. Суть этого метода в том, что в месте пайки образуется медное покрытие, на которое можно паять обычным методом.
Похожие видео
Внимание!
После пайки обязательно очистите шов от засорения и окисления.
Полезный совет
При пайке тонких поверхностей можно использовать паяльник мощностью около 50 Вт. Для алюминиевой детали толщиной 1 мм - 90 Вт. А для более толстого алюминиевого листа в первую очередь нужно идеально прогреть поверхность паяльником.
Автор Александр Кудрявцев СТАРЫЙ.ОТВЕТ задал вопрос в Строительство и ремонт
Можно ли отремонтировать дырку в дне алюминиевой кастрюли? Без сварки, дома? И готовить в ней можно было. и получил лучший ответ
Ответ от Yoery [guru]
Однажды я поставил ал. заклепка - ну был скандал - дорогая у нее была очень любимая кастрюля - я аккуратно просверлил дырку на 4 - взял проволоку - заклепал - потом обработал заклепку напильником, наждачной бумагой - в итоге почти незаметно - хотя кастрюлю периодически ликвидировал - сказал, что появилась новая дырка - и мой дорогой наверное вспоминая предыдущий скандал - решил согласиться))
Ответ от сахар [гуру]
канифоль + паяльник.
Но готовить для него я бы не стала.
Купить новый горшок
Ответ от Надо подумать. [гуру]
Да легко в этом месте просверлить 2 или 3 мм отверстие и подцепить под него алюминиевую проволоку и сделать из нее заклепку и заклепать.
Ответ от Tomasz [гуру]
алюминий очень гибкий
Если отверстие маленькое, можно просто расплющить металл. И дырка исчезнет
Топор подставляю под дырку на дне кастрюли. А изнутри она стучала молотком.Просто, доступно и эффективно)))
Удачи!
Ответ от Truculentus [гуру]
Чай уже не война/купить новый пока можно. А вот алюминиевая посуда относительно вредна, лучше из нержавейки.
Хотя идея с заклепками неплохая. Много путаницы с пайкой.
Ответ от Сергей Петров [эксперт]
Да. 1 Берем алюминиевую проволоку и обрезаем ее до нужного размера
2 Вставляем в отверстие
3 Выбираем трудное место
4 Ставим поддон вверх дном, проволока должна немного торчать для клепки
5 молоток, ударить молотком пока проволока не сплющится, затем уложить ее дном и сплющить с другой стороны
6 должно быть туго
Ответ от Джем 78 [гуру]
это запрещено.Только сварка
, только хардкор.
Ответ от Шалтай-болтай люис кэррол [гуру]
поставить винт с двумя шайбами с двух сторон и затянуть гайку ручками, затем снова затянуть
Ответ от Горе Ума [гуру]
Мой дедушка иногда клепает их проволокой алюминиевой...
Ответ от лебедь [гуру]
а если обычная заклепка щелчок и еще штамп
Ответ от Артур Зарембо [гуру]
Да можно!
Вы берете кусок алюминиевой проволоки длиной мм.5 и шире отверстия, нагрейте его, пока он не расплавится, чтобы кончик расплавился, затем плотно втыкаете его в отверстие кастрюли, часть мягкого металла пройдет через отверстие и быстро затвердеет, далее дело забивания это по какой-то жесткой подкладке. В принципе, то же самое можно сделать и не плавя, то есть просто забить кусок алюминия, расплющить его, но так сложнее добиться герметичности. Когда металл жидкий, он более плотно прилегает к контурам отверстия.
Ответ от Николай Свиряев [гуру]
Возьми продаваемый в строительном магазине клепальщик, подбери заклепку нужного диаметра, вставь и вынь.пять минут работы
Ответ от Юрий Василевский [гуру]
Клепать понятно, но моя бабушка придумала что-то ненадежное, но достаточно, чтобы приготовить рыбу для кота за 5 минут: целлофан, например из сосисок, переплавляется огнем и зарывается в нору, затем осторожнее, пока не раскалится, проделывая то же самое с пластиковыми ведрами.
Ответ от Алексей Мишин [гуру]
Сделал.
Ставлю кастрюлю на наковальню (подойдет кувалда, топор и т.п.) и подбородком, молотком, сначала аккуратно пробить отверстие по периметру по направлению к его центру (доля миллиметра от края отверстия), а в завершение - один удар по центру "подрытого" металла.
Я использую эти разбитые горшки уже несколько десятков лет. А я видел кастрюли, которые мастера "починили" заклепкой - текут с самого начала!
УХОД ЗА ПОВРЕЖДЕННЫМ СТЕКЛОМ
Эмалированная посудакрасива, удобна, гигиенична, в ней можно не только готовить, но и достаточно долго хранить.
Эмалевое покрытие в посуде защищает пищу от проникновения вредных ионов металлов, к тому же на гладкой поверхности эмали бактерии не способны размножаться.
Эмали наплавленные плавкие, прозрачные, белые или цветные стекла; их используют для защиты металла от коррозии и придания металлическим изделиям красивого внешнего вида.
Эмалированная чугунная посуда не требует специальной подготовки перед использованием. Просто промойте его с мылом и горячей водой.Посуда безвредна, гигиенична и устойчива к пищевым кислотам (уксус), щелочам и соли.
Абсолютно безвредными будут следующие цвета эмали: кремовый, белый, серо-голубой, черный и голубой. Все остальные цвета эмали, особенно светлые, содержат большое количество марганца, кадмия и других металлов. Поэтому при выборе эмалированной посуды обращайте внимание на цвет эмали, а еще лучше ищите маркировку ГОСТ.
Но и у этой посуды есть свои недостатки: иногда она слишком тяжелая, а главное, при ударе по ней часто ломается эмаль.Впоследствии эмалированная посуда теряет кислото- и щелочестойкость и быстро выходит из строя: металл под сколами эмали очень быстро ржавеет, иногда даже насквозь.
Если эмаль уже потрескалась, попробуйте ее отремонтировать. Однако следует помнить, что в посуде с отремонтированным эмалированным покрытием уже нельзя будет квасить капусту, хранить молоко и варить варенье.
Для восстановления поврежденного слоя эмали на бытовых приборах, эксплуатируемых в домашних условиях в комнатных условиях и при высоких температурах (до 350°С), например, газовых плитах, газовых колонках, кастрюлях, промышленность выпускает эмаль белую КО-5102.Эмаль наносится на очищенную и загрунтованную металлическую поверхность распылением струи из аэрозольного баллончика.
ТЕХНОЛОГИЯ ВОССТАНОВЛЕНИЯ ДЛЯ ПОКРЫТИЯ ЭМАЛЬЮ КАРМАНОВ БЕЗ СПЕЦИАЛЬНОГО ОБОРУДОВАНИЯ
Метод 1. Шпаклевка для эмалевых поверхностей:
каолин 225 г, обшивка тонкомолотая 60 г, бура кальцинированная 40 г, силикат натрия порошкообразный 30 г, стеклянный порошок 20 г, известь гашеная 20 г, вода 50-125 мл.
При тщательном перемешивании этих веществ в фарфоровой чашке образуется однородная масса.Потрескавшуюся поверхность эмали зачищают, обезжиривают и затирают шпаклевкой. Сушка занимает 48 часов.
Способ 2. Шпаклевка для эмалевых поверхностей:
13 частей казеина, 4 части гашеной извести, 10 частей кальцинированной соды, 6 частей силиката натрия, 15 частей молотого кварца, 5 частей битого стекла, 50 частей каолина.
Перед применением шпаклевку смачивают небольшим количеством воды и выдерживают до соединения казеина со щелочью. Затем шпаклевку разводят до консистенции теста, смазывают места, с которых сначала нужно удалить ржавчину и жир, и дают ей высохнуть.
Способ 3. Наполнитель для эмалевых поверхностей:
Масса по частям
Казеин 12, жидкое содовое стекло 6, бура 10, кварцевая мука 14, порошок измельченного стекла 5,
Все ингредиенты смешивают и добавляют воду до образования пастообразной массы; поврежденный участок хорошо очищают, обезжиривают и наносят на него подготовленную массу. После высыхания покрытие становится водонепроницаемым и хорошо выдерживает высокие температуры.
Поцарапанную посуду восстанавливают путем полировки ее пастами, приготовленными путем смешивания белой магнезии, порошков мела, окиси железа ("крокус"), трепела и добавления воды.
Совет
При резкой смене температуры эмаль трескается, поэтому пустую кастрюлю нельзя ставить на горячую плиту.
При дегустации не бить ложкой о край кастрюли, чтобы стряхнуть остатки, лучше перемешать их пластиковой или деревянной ложкой. Постарайтесь не уронить его. Эмаль начинает откалываться, на дне могут появиться сколы.
В кастрюле с треснутой эмалью готовить нельзя - в пищу попадают вредные вещества (можно отравиться соединениями металлов).Не стоит даже кипятить в нем воду.
Вторым недостатком является то, что пища в ней может подгореть даже сильнее, чем в алюминиевой. Поэтому не стоит варить в такой посуде каши.
Варить щи, борщи, супы, овощные рагу, мидии и компоты лучше всего в эмалированной посуде.
В ней можно сварить макароны с рисом, но следите за тем, чтобы, как только вы высыпаете крупу (в кипяток), сразу ее перемешивать, чтобы крупа не прилипала ко дну.
Перед первым использованием эмалированной посуды вымойте ее теплой водой с жидким моющим средством и вытрите насухо.
Новую сковороду можно закалить. Налить воду до краев, добавить 2 столовые ложки соли (на литр), довести до кипения, остудить, а затем слить воду.
При покупке выбирайте цвет сковороды, желательно темный, а дно лучше, когда оно будет черненым.
Чем толще и объемнее сосуд, тем лучше он выдерживает удары.
.Пайка медных труб - обзор распространенных ошибок и правильная технология работы. Пайка медных труб: технологические особенности и ход работ Как паять медные трубы
ОБЩИЕ СВЕДЕНИЯ
Техника соединения медных труб проста и надежна. Наиболее распространенным методом соединения является капиллярная пайка. Этот метод основан на капиллярном эффекте, суть которого заключается в том, что при небольшом расстоянии между стенками двух смачиваемых поверхностей жидкость благодаря прилипанию приподнимает капилляр, преодолевая силу тяжести.Именно этот эффект позволяет равномерно распределить припой по всей поверхности, независимо от положения трубы (например, припой можно подавать снизу).
Для улучшения качества пайки и увеличения коэффициента сцепления применяют специальные флюсы и предварительно очищают спаиваемые поверхности.
Это самый надежный и оптимальный способ соединения медных труб. Соединив трубы высокотемпературной пайкой, всю систему можно даже залить бетоном, что не допускается при резьбовых соединениях.
Пайка производится при температуре выше 425°С, но ниже температуры плавления соединяемых металлов. Это происходит из-за поверхностных сил сцепления между расплавленным припоем и нагретыми поверхностями основных металлов. Припой распределяется в соединении капиллярными силами.
Не путайте пайку твердым припоем с пайкой мягким припоем , хотя операции очень похожи. Соединение металлов при мягкой пайке происходит при температуре ниже 425°С.
ПОДБОР ПРИНАДЛЕЖНОСТЕЙ И МАТЕРИАЛОВ
Итак, для выполнения работ по пайке медных труб выберите:
- Инструмент для медных труб
- Припой для пайки.
- Газовая горелка, которая плавит припой.
Этот выбор является результатом двух исходных параметров:
- Максимальный диаметр используемой медной трубы.
- Среда (или жидкость), которая будет находиться в трубах.
- Цена, которую клиент готов заплатить за работу.
Эти три важных параметра в первую очередь будут определять выбор того или иного инструмента или припоя.
I. Инструмент для медных труб
Процесс подготовки концов медной трубки к пайке выглядит следующим образом:
Резка медных труб Труборез для резки медных труб ... Существует много труборезов.Выбор определяется диаметром используемых медных труб, а также удобством эксплуатации. Например, есть ли необходимость в работе трубореза в труднодоступных местах. Нужен ли мне нож для фаски и запасной ролик для резки в корпусе трубореза? Играет роль и Цена £... Чем больший диаметр режет труборез, тем он, конечно, дороже.
Снятие фаски и удаление заусенцев с краев медных труб кромкорез ... Эта операция выполняется для снятия заусенцев с внутренних и внешних краев труб для облегчения вставки трубы в трубу или фитинг.Фаски бывают двух видов: в виде карандаша или в круглом корпусе. Круглый кромкорез ограничен максимальным диаметром медной трубы 36 мм, но он более удобен и дорог.

Разгерметизация трубы расширителем. Эта операция выполняется с медными трубами без сборки, т.е. когда не используются дорогостоящие фитинги, что избавляет от монтажа при определенном объеме работ. Медная расширительная трубка должна быть мягкой или отожженной! После натягивания одного конца медной трубы трубу можно вставить в трубу или в фитинг.Выбор расширителя зависит от диаметра медной трубы и финансовых возможностей клиента:
Высококачественные пасты для мягкого припоя в соответствии с DIN EN 29453 содержат флюс в соответствии с DIN EN 29454-1 3.1.1.C, сертифицированный DVGW регистрационный номер F1028, для пайки медно-медных труб, фитингов из красной бронзы и латуни для горячих и установки холодной воды в соответствии с DVGW, GW 7, содержание припоя 60%, остатки флюса на 100% растворимы в воде.
Газовые горелки на одноразовых банках для мягкой пайки.
Или газовые горелки совместимы со стационарными газовыми баллонами
Пайка медных труб
Чистая поверхность является обязательным условием надежной пайки. Перед пайкой соединяемые металлические поверхности очищают от грязи ROFLISE губки ... (Использование абразивов для очистки строго запрещено!)
Масло, краска, грязь, жир и алюминий не должны проникать на поверхность соединяемых металлов, иначе они будут препятствовать проникновению припоя в соединение, смачиванию и соединению припоя с металлическими поверхностями.
При соединении двух труб одинакового диаметра в системах холодного и горячего водоснабжения, а также в отопительных установках, где температура теплоносителя не превышает 110 градусов С, можно обойтись без фитинга. С помощью специального приспособления - ТРУБНЫЙ РАСШИРИТЕЛЬ - конец одной из соединяемых труб может быть самостоятельно расширен для капиллярной пайки. Такая операция возможна при работе с мягкой или отожженной медью .
После того, как трубка натянута, одна трубка вставляется в другую так, чтобы она проходила не менее чем по диаметру внутренней трубки.Между стенками внутренней и наружной труб должен быть зазор 0,025-0,125 мм (рис. 1).
Рис. 1. Монтаж паяных труб
Соединяемые трубы нагреваются равномерно по всей окружности и длине соединения.
Обе трубы нагреваются пламенем горелки на стыке, равномерно распределяя тепло (рис. 2). При этом сам припой нагревать не следует. Стык не должен нагреваться до температуры плавления металла, из которого изготовлены трубы.Используйте горелку подходящего размера со слегка уменьшающимся пламенем. Перегрев соединения усиливает взаимодействие основного металла с припоем (т.е. образование химических соединений). В результате это взаимодействие отрицательно сказывается на сроке службы соединения (рис. 3).
Рис. 2. Расположение горелки при пайке труб: 1 - наружная труба; 2 - горелка; 3 - зона нагрева; 4 - внутренняя труба
Если припой и пламя горелки попадают в зону пайки одновременно, соединение не будет нагреваться удовлетворительно.Внутренняя труба недостаточно прогревается и расплавленный припой не будет затекать в зазор между соединяемыми трубами (рис. 3).
Рис. 3. Распределение припоя в стыке труб:
а - внутренняя труба нагревается до температуры пайки, а наружная имеет более низкую температуру;
б - наружная труба нагревается до температуры пайки, а внутренняя труба имеет более низкую температуру;
c - обе трубы равномерно прогреты до температуры пайки
Если равномерно нагреть всю поверхность концов спаиваемых труб, то припой плавится под действием их тепла и равномерно поступает в зазор стыка (рис.3, в).
Трубки припоя достаточно теплые, когда припой плавится при контакте с ними. Для облегчения пайки паяльник предварительно нагревают пламенем горелки (рис. 4).
Рис. 4. Расположение горелки и припоя при пайке соединения концов труб, нагретых до матового вишнево-красного цвета: 1-горелка; 2 - внутренняя труба; 3 - полоса припоя; 4-внешняя трубка
За счет капиллярных сил припой попадает в соединение.Этот процесс хорошо работает, если поверхность металла чистая, зазор между металлическими поверхностями оптимален, концы труб в зоне стыка достаточно нагреты (расплавленный припой течет в сторону источника тепла) (рис. 5).
Рис. 5. Перемещение припоя в зазоре между трубами при пайке
Склеивание меди с твердой латунью фосфорсодержащим медным припоем
Для соединения меди с латунью фосфорсодержащим медным припоем указанные выше операции выполняются так же, как и для соединения меди с медью.
Перед нагревом соединения наносится небольшое количество флюса, чтобы убедиться, что припой увлажняет поверхность латуни. №
По окончании пайки осторожно удалите остатки флюса горячей водой и щеткой. Большинство флюсов вызывают коррозию и должны быть полностью удалены с поверхности сварного шва.
Соединение стали со сталью, медью, латунью или бронзой с помощью серебряного припоя
Чтобы соединить сталь со сталью, медью, латунью или бронзой с помощью серебряного припоя, выполните описанные выше операции для соединения меди с медью.
Перед нагревом на стык наносится флюс для последующего его увлажнения и перемещения расплавленного припоя в зазоры между соединяемыми деталями.
Стержень припоя нагревается, а затем погружается во флюс. Припой покрыт тонким слоем флюса, препятствующим образованию на его поверхности оксидного покрытия (оксида цинка).
В конце пайки осторожно удалите остатки флюса.
Флюсы для пайки
Флюс поглощает определенное количество оксидов.
Вязкость флюса увеличивается при его насыщении оксидами. Если не удалить остатки паяльного флюса, они могут попасть в соединение и со временем могут вызвать коррозию и утечку.
При пайке используйте минимальное количество флюса и тщательно удаляйте остатки флюса после пайки.
Флюс наносится вдоль поверхности, а не на стык. Должен соответствовать суставу перед пайкой.
Правила пайки медных труб
- Используется слегка уменьшающееся пламя, которое генерирует максимальное количество тепла и очищает массу.
- Металлические поверхности очищаются и обезжириваются.
- Проверьте взаимное расположение деталей и зазоры.
- Во время пайки на внешнюю сторону соединения наносится минимальное количество флюса. При пайке меди с медью с фосфором флюс не требуется.
- Для пайки равномерно нагрейте соединение до необходимой температуры.
- Припой нанесен на соединение. С помощью паяльной горелки проверьте его равномерное распределение в стыке.Расплавленный припой течет к более нагретому соединению.
- Остатки флюса тщательно удаляются после пайки.
- Важным моментом в пайке является быстрое выполнение операции. Цикл нагрева должен быть коротким, следует избегать перегрева.
- При пайке необходимо обеспечить достаточную вентиляцию, так как могут выделяться вредные пары (пары кадмия из припоя и соединения фтора из флюса).
Трубопроводы для передачи воды, газа и других соединений из медных сплавов применяются в промышленности и бытовом использовании.Медные трубы имеют много положительных сторон, они не подвержены коррозии и температурным воздействиям, поэтому отлично подходят для питьевого водоснабжения. Соединения часто выходят из строя и протекают. В этом случае есть два варианта разрешения инцидента, обращение к квалифицированному персоналу или проведение ремонта самостоятельно. Большинство людей предпочитают второй путь, ведь недаром существует поговорка «Хочешь, чтобы было сделано хорошо – сделай сам».
Виды медных труб и их применение
В продаже имеются медные трубы двух видов - неотожженные и отожженные. Формовка в производстве приводит к потере гибкости, которая необходима в некоторых отраслях домостроения. Гибкость материалов восстанавливается обжигом при температуре до 700°. Трубы из отожженной меди дороже, но более гибкие и выдерживают большие колебания температуры. Однако есть и недостаток – потеря прочности изделия, которая теряется при нагреве до температур, близких к плавлению.
- Отрезки необходимой длины отрезаются труборезом. При резке необходимо контролировать угол, можно использовать строительный угол для получения ровного реза.
- После вырезания участка, готового к пайке, производится зачистка. Процесс заключается в использовании щетки, металлической щетки соответствующего диаметра. Важно знать, что использовать наждачную бумагу нельзя, в процессе работы могут появиться царапины и песок металла, что значительно снизит качество соединения.
- Независимо от технологии пайки медных труб один из концов соединяемых деталей развальцовывается с помощью специального приспособления. Диаметр увеличивается до точки, где другой конец входит свободно, оставляя небольшой зазор.
- Удлиненный конец зачищают металлической щеткой или щеткой, а на противоположную сторону наносят припой. Надежное соединение может быть достигнуто за счет равномерного распределения спрея.
Перед пайкой медных труб подготовленные концы соединяют между собой для удаления излишков флюса.В процессе низкотемпературной пайки деталь нагревается до тех пор, пока флюс не станет серебристым, обычно около 350°.
Полностью разогретый стык обрабатывается припоем для заполнения трещин, поверхности стыка. Процесс считается завершенным, когда вся схема разъема спаяна. При пайке медных труб не нужно деформировать изделия в процессе остывания, что может нарушить герметичность шва.
После остывания комбинированного участка остатки флюса удаляются ветошью.
Как еще можно соединять медные детали
Долгий срок службы, коррозионная стойкость, малый вес и антибактериальные свойства сделали медный компаунд довольно популярным в определенных кругах. Высокая теплоотдача позволяет использовать материал в системах охлаждения. Перед пайкой медных труб необходимо определиться со способом пайки, помимо температурного воздействия существуют различные фитинги, применение которых зависит от степени повреждения или конструкции соединения.
Типы медных фитингов для пайки
Альтернативным методом пайки является использование фитингов для соединения медных труб. Существует два основных типа:
- Хомуты имеют кольцо внутри конструкции, позволяющее выполнить герметичное соединение. Конструкция изготовлена из латуни.
- Капиллярные фитинги, диаметр которых отличается от внешнего индикатора. Процесс состоит из пайки из-за разницы в диаметрах и сжатия, в результате чего создается соединение.
Процесс начинается с расплавления стержня припоя, рабочие этапы:
- после сборки нагрев соединительного шва; В место соединения подается полупроводниковый припой
- , размягчение которого осуществляется с помощью газовой горелки;
- При визуальном подтверждении нанесения припоя на металл трубу необходимо перевернуть, проверить соединение по всей окружности.
Основными преимуществами этого метода являются высокая прочность стыка медных труб, при необходимости возможно изменение диаметра стыка меньшей стороной.Высокие рабочие температуры не должны повреждать сварной шов. Пайка требует определенных навыков, во время работы возможен перегрев, что приводит к разрушению металла.
Низкотемпературная пайка
Каждый процесс требует ответственного подхода к работе. Для нагрева используется пропановая или бензиновая горелка, при использовании мягкого припоя путем соединения медных трубок. Важно знать, что горелка с пьезорозжигом значительно сократит время работы, покупать дорогие модели без этой функции нецелесообразно.
Использование высококачественных аксессуаров имеет важное значение в процессе, флюсовая паста играет важную роль в соединении. Равномерное покрытие участков медных труб достигается мягкой кистью, после нанесения излишки удаляются ветошью. Температура горелки может достигать 900 градусов, важно не передержать изделие при пайке, иначе произойдет перегрев.
Безопасность при пайке медных труб
Медные трубы используются в качестве проводников жидкости с хорошими антикоррозионными свойствами.Медные трубы для питьевого водоснабжения устанавливать нельзя. Медь контактирует с хлором, который добавляют для очистки воды и могут образовывать вредные для организма человека вещества. В случае с артезианскими источниками колодцы не представляют опасности для использования.
Важно использовать качественный инструмент, работать в перчатках и следить за состоянием оборудования. Теплопроводность металла достаточно высока, при нагреве одного из узлов и несоблюдении мер предосторожности возможны ожоги.Качественный шов можно получить при отсутствии внешних факторов в виде нагрузок, до полного остывания стыка.
Когда мужчина обустраивает свой дом, он, естественно, старается сделать все на высшем уровне. При этом есть только два способа воплотить свои идеи в жизнь: выполнить работу с помощью преданных своему делу профессионалов или сделать все исключительно самостоятельно. Причем второй вариант – это не просто попытка сэкономить на услугах специалистов.Есть люди, которые считают, надо заметить, часто очень честно, что только человек может идеально выполнить работу своими руками. И даже если принцип «все делаю сам» продиктован исключительно финансовыми соображениями, в этом нет ничего плохого. Кроме того, уважением пользуются люди, которые берутся за сложную и технологичную работу. Примером может служить пайка медных труб. Нужно лишь добавить, что актуальность такой темы продиктована большой популярностью медных трубопроводов при монтаже водопроводных или отопительных систем.
Немного теории перед началом работы
Для начала стоит отметить, что мнение о заоблачной стоимости медных труб для рядового домовладельца сильно преувеличено. Да, медные коммуникации нельзя назвать бюджетным вариантом по сравнению с трубами из ПВХ, но с другой стороны, если учитывать прочностные характеристики и надежность соединений, то сравнение, безусловно, будет в пользу меди.
Итак, нас интересует соединение медных труб при монтаже, скажем, водопровода с точки зрения самостоятельного исполнения.Прежде чем приступить к работе, необходимо понять несколько важных моментов:- Подавляющее большинство труб имеют диаметр 3/8" и 3/4".
- Номинальный диаметр в любом случае на 3,2 мм меньше наружного диаметра. В работе могут использоваться медные трубы
- со стенками разной толщины, на что указывают соответствующие показатели: К, Л, М. Кроме того, существует деление этих изделий на жесткие и мягкие.
Спешим вас заверить, что вам не придется покупать что-то необычное и дорогое.
Все необходимое для пайки меди
Технология пайки медных труб в стандартном исполнении предполагает использование элементов, которые легко найти на собственных складах. Ну а в экстренных случаях вам нужно будет посетить ближайший магазин сантехники. Итак, для того, чтобы произвести правильный монтаж медных труб своими руками, необходимо подготовить:
- Фев - в виде специальных стержней или проволоки.Его температура плавления ниже, чем у меди, что позволяет использовать его для соединения медных труб путем нагревания.
- Стальная щетка - вспомогательная задача по очистке труб снаружи и фитингов изнутри с целью подготовки их к пайке. Как вариант, можно использовать мелкозернистую наждачную шкурку, но в этом случае процесс будет более трудоемким.
- Флюс для припоя - Покрытие труб и фитингов при подготовке к пайке.
- Кисть - нанесение флюсовой пасты.
- Шлифование - очистка поверхности.
- Небольшая паровая пропановая горелка со сварным переключателем. Он используется для нагрева труб и фитингов в процессе соединения.
- Термостойкая прокладка.
- Медная трубка.
- Соответствие.
Наиболее специфическим элементом в приведенном выше списке является газовая горелка. Современный рынок предлагает их в различных исполнениях: простые, с пьезорозжигом, под различные типы газовых баллончиков.
Пайка медных труб – альтернативный способ соединения труб, обеспечивающий высокую прочность шва. Экстра февраль припаяна BCuP или BAg. Именно они обеспечивают надежность паяного соединения. Но, согласно СНиП, такой припой требуется, в первую очередь, при ремонте холодильного оборудования или кондиционеров, а для связи достаточно использовать мягкий припой, например, оловянный.
Работа будет выполнена максимально качественно, если под рукой будет недорогая, например, Польская горелка, но с пьезорозжигом.Покупать брендовую модель без этой функции — ошибка.
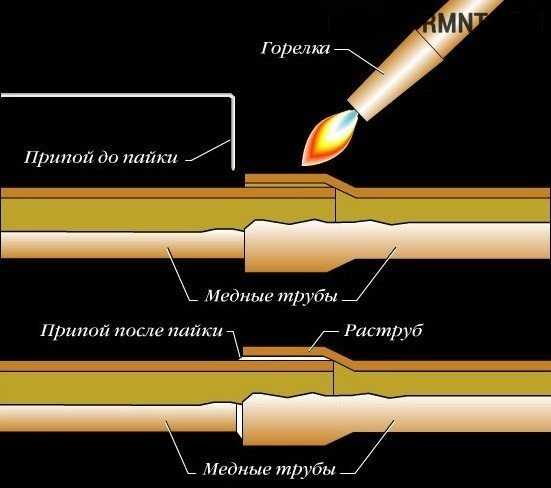
Алгоритм мягкой пайки
Внутренняя поверхность соединения очищается щеткой. Затем при помощи наждачной бумаги внешней поверхности доводят до красивого медного блеска. Затем кисточкой наносится флюс-паста как снаружи, так и внутри швов, которые затем вставляются друг в друга.

Пайка выполняется по краям соединений.При этом не обязательно пропаивать весь периметр стыка, если используется оловянный припой, достаточно обработать им только половину периметра. Тин имеет тенденцию быть поглощенным отношениями.
Возможные ошибки пайки:
- Перед правильной пайкой медных труб следует четко понимать, что температура пламени горелки достигает 1000°С. Важно не передержать составы в центре пламени. На разогрев уходит 15-20 секунд.
- Не забудьте защитить детали от нагрева в месте пайки.Особое внимание следует уделить удалению легковоспламеняющихся и горючих веществ.
- Часто недооценивают важность обеспечения адекватной вентиляции на рабочем месте. Окна и двери должны быть открыты, при необходимости можно включить вентилятор .
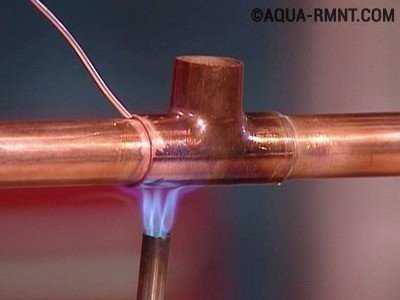
При пайке медных соединений важно не перегревать место пайки.
Как еще можно соединять медные элементы?
Альтернативой классической пайке является соединение медных труб фитингами, которые могут быть двух типов:
- Хомут - из латуни.Внутри такого фитинга находится зажимное кольцо, обеспечивающее герметичность соединения.
- Капиллярный припой - отличаются внутренним диаметром от внешнего показателя на 0,1-0,15 мм.
Использование метода соединения для последующего соединения медных труб может иметь дополнительное преимущество, заключающееся в полной рекуперации. Это означает, что перечисленные медные компоненты могут быть повторно использованы при определенных условиях.
Безопасность превыше всего
Монтаж медных труб нельзя производить в кухонном исполнении, то есть для удовлетворения питьевых нужд.При контакте меди с хлором в водопроводной воде образуются вредные для организма соединения. Если речь идет о таком источнике водоснабжения, то ограничений нет абсолютно никаких.

В результате должны получиться такие красивые аккуратные швы
Конечным результатом пайки медных труб является герметичный красивый шов, но его надежность требует проверки. Если пайка производилась в сантехнике, ее достаточно заполнить водой, создав максимальное рабочее давление.В этом случае торопиться не нужно, необходимо полностью остудить шов, иначе от резкого перепада температуры он просто треснет.
Использование труб из меди и ее сплавов уже не выглядит необычным в обустройстве современных систем отопления: таким образом все чаще обустраиваются водопроводные и газопроводы, современные системы кондиционирования и различные виды охлаждающих агрегатов. При проведении монтажных работ важно знать, как правильно паять медные трубы.
Как соединяются медные трубы
Пайка в основном используется для формирования неразъемных соединений из этого типа продукта. Этот давно известный способ соединения медных изделий осуществляется путем пропитки зоны контакта специальным расплавленным клеевым раствором – припоем.
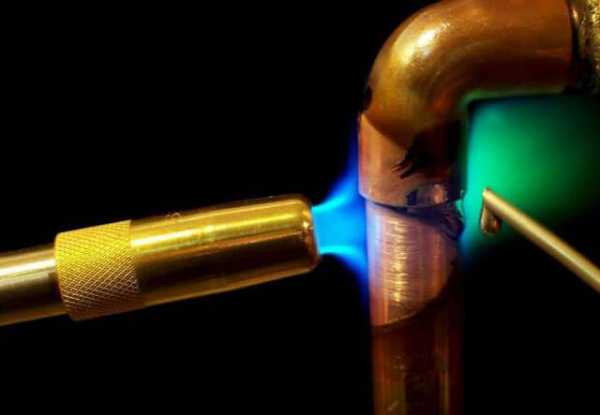
При рассмотрении способа пайки медных труб следует помнить, что для надежного сварочного контакта температура плавления припоя должна быть лишь немного ниже температуры соединяемых труб.При самостоятельной пайке медного трубопровода будьте предельно осторожны. Лучше всего заранее изучить технологию сварки медных труб.
Преимущества сварного соединения медных труб
Сварные соединения из медиполучили множество положительных отзывов относительно их надежности, что делает их еще более популярными.
Важнейшими положительными свойствами медной пайки являются:
- Сварные изделия из меди очень прочные и долговечные.
- Медь — один из самых простых и дешевых материалов для работы.
- Сварочный контакт имеет очень широкий диапазон выбора наиболее подходящих условий - т.н. «Регулировка режима сварки».
- Соединение под пайку без использования стандартных адаптеров и фитингов. Таким образом, при организации системы отопления достигается значительная экономия финансовых средств.
Что такое пайка и какой инструмент вам нужен
При проведении специальных операций по сварке труб различного сечения в основном применяют следующие температурные режимы:
- Высокая температура ... Обеспечивает тепловой нагрев зоны плавки до +900 градусов. Обычно заготовки паяют таким образом под постоянной нагрузкой.
- Низкая температура ... Этот режим особенно подходит для домашнего использования. Рабочая температура по линии контакта при этом обычно не превышает +450 градусов.

Чтобы сделать процесс соединения труб пайкой максимально удобным, вам понадобится следующий инструмент:
- Специальный труборез с ручкой для получения ровного реза трубы в месте ее будущей стыковки.
- Оборудование для снятия фасок и заусенцев.
- Специальное расширительное устройство, с помощью которого подготавливается стыковочное место необходимой глубины. Этот показатель обычно соотносят с диаметром соединяемых труб.
- Сварочный аппарат или газовая горелка. Они служат инструментом для пайки медных труб.
- Термофен, быстро нагревающий места стыковки до +650 градусов. Применяется в тех случаях, когда работы выполняются с легкоплавким припоем.Данное сварочно-нагревательное устройство позволяет просто соблюдать необходимый температурный режим в месте пайки, с возможностью поддержания его в необходимых пределах. Как правило, в комплект устройства входят сменные насадки, позволяющие направить горячий воздух строго на нужный участок трубопровода.

Февраль для домашней пайки
Это название используется для обозначения припоев с высоким уровнем огнеупорности. Внешне они выглядят как длинные бруски любого профиля, что очень удобно, когда металл нагревается непосредственно в месте пайки до температуры +900 градусов.

Что касается так называемого Затем «мягкие» припои используются для низкотемпературной обработки медных изделий в домашних условиях. Чаще всего они имеют вид очень тонких проволок из олова, свинца, цинка и их сплавов. Этот вид пайки очень удобен при решении вопроса, как паять медные трубы в домашних условиях.
Как правильно паять с флюсом
Для самостоятельной пайки медных труб важно максимально упростить процесс.Специально для этого используются специальные пасты или жидкие вещества, называемые флюсами.

С помощью этих химикатов можно достичь следующих целей:
- Перед сваркой медной трубы из зоны пайки удаляются вредные оксиды и другие вещества, влияющие на качество соединения.
- Рабочее место дополнительно защищено от воздействия кислорода, который обычно в больших количествах присутствует в окружающей среде. Это предотвращает вступление веществ, используемых для пайки, в ненужные в данном случае химические реакции. Флюсы
- очень удобны в формировании наиболее подходящих условий, позволяющих максимально равномерно распределить припой по всей поверхности соединения. В результате медное соединение приобретает необходимую стойкость к тепловым воздействиям и вибрациям, что защищает его от разрывов и протечек.
- Степень сцепления медной трубы и припоя, благодаря компонентам, содержащимся во флюсе, достигает необходимого уровня качества. Это особенно важно, если на линии есть последствия обрыва.
Соблюдение необходимой температуры при эксплуатации позволяет горячей пайке равномерно покрывать все части соединяемых объектов, что обеспечивает требуемую степень надежности соединения. Когда зона пайки остынет, ее очищают от излишков припоя.
Ни для кого не секрет, что медные трубы опережают стальные, чугунные и ПВХ по гибкости, термостойкости и долговечности. Высокая стоимость материала окупается вместе с долгим сроком службы изделий из меди.Знание того, как паять медные трубы, может снизить затраты на установку.
Медь является отличным припоем, ее поверхность не требует применения агрессивных веществ при очистке. Есть много легкоплавких металлов, обеспечивающих хорошую адгезию к меди. При нагреве этот материал не требует дорогостоящих флюсов, так как при плавлении меди не происходит бурных реакций с кислородом воздуха.
Преимущества пайки
Если вам нужно припаять медную трубку к утюгу, вооружитесь паяльником, припоем и флюсом.Пайка может применяться для соединения труб из различных металлов, а также металлов и неметаллов. В процессе пайки основной металл не деформируется, поэтому заданные размеры и форма труб остаются неизменными. Без перекосов и внутренних напряжений.
Перед пайкой обезжирьте стык (внутри и снаружи) для улучшения сцепления материала трубы и припоя
При необходимости стык можно выпаять. Медные изделия более гибкие и устойчивые к внешним воздействиям, легко выдерживают высокое давление и могут монтироваться закрытым способом.При пайке достигается высокая прочность соединения.
Как спаять медную трубку в домашних условиях?
Капиллярный припой был специально разработан для меди. Бывает низкотемпературным и высокотемпературным. Время установки такого подключения: 2-3 минуты. Для получения капиллярного эффекта между трубой и фитингом предусмотрен зазор 0,4 мм. Припой равномерно распределяется по всей поверхности монтажного зазора.
- Низкотемпературный метод
Олово, свинец и их сплавы являются легкоплавкими припоями.Температура охлаждающей жидкости: менее 130 градусов. При капиллярной пайке зазор различается по размеру и может достигать 0,5 см (для большого диаметра). При сильном нагреве медь теряет свою твердость, поэтому предпочтительной считается низкотемпературная пайка.
Этот паяльник позволяет соединять трубы низкотемпературным методом.
- Высокотемпературный метод
Применяется, когда температура охлаждающей жидкости превышает 130 градусов.Этот вид пайки требует от специалиста большого профессионализма – прожечь трубу легко.
Здесь нам понадобятся серебряный и медный, медный и фосфорный припои. Этот метод можно использовать для соединения труб в уже установленной системе. Водяное охлаждение не используется, так как медь при этом становится мягкой. Со временем прочностные свойства отожженного металла повышаются.
Высокотемпературная пайка
Вам потребуется специальный инструмент для резки меди, кромкорез, расширитель труб, молоток, спиртовой уровень, рулетка, газовая горелка, электрический паяльник, твердый и легкоплавкий припой, флюс (необходим для удаления оксида слой и предотвратить окисление) ).
Последовательность
- Предварительная подготовка труб: очистка поверхности, удаление оксидного слоя флюсом.
Флюс – это химическое вещество, которое помогает распределить припой ровным слоем, очищает основной металл от оксидов и примесей. При его выборе учитывают тип металла и припоя. Многокомпонентные флюсы более эффективны и обеспечивают еще более качественную пайку.
Профессиональное паяльное оборудование
Вещество наносится только на стык между трубой и раструбом, но не внутри него.Непосредственно после нанесения флюса трубы соединяются между собой, чтобы на рабочую поверхность не попали посторонние частицы. Вращайте трубку в соединителе, чтобы равномерно распределить флюс и удалить остатки химикатов тканью. Труба готова к отоплению.
- Вставка трубки в гильзу. Затем вам нужно будет спаять два разъема. Или конец одной трубы соединяется с концом другой, тогда нужно обработать один стык.
- Трубы отопительные (до температуры чуть ниже точки плавления).Включите горелку с редукционным пламенем (она дает максимальную температуру) и нагрейте место соединения. Используйте паяльник для медных труб или пьезоэлектрическую горелку - с ним удобно работать.
- Инъекция припоя в зазор. Существует большое разнообразие припоев для меди. Нагретый материал помещают в зазор между соединяемыми трубами, а расплавленную массу оборачивают вокруг стыка между трубами. Температура плавления припоя всегда ниже, чем у основного материала. Припой растекается, когда достигает определенной температуры.Важно, чтобы рабочая поверхность не была окисленной и чистой.
- Кристаллизация припоя. В этот момент важно оставаться на связи. Когда припой остынет, в месте соединения образуется воздухонепроницаемое уплотнение. После пайки производится технологическая промывка для удаления загрязнений и остатков флюса.
Припой помещается поверх монтажного зазора. Если диаметр трубы большой, припой дополнительно вводят с противоположной стороны.
Важные моменты
Мягкий припой (напр.олово-свинец) и спирто-кафе флюс. Обрежьте заплатку до нужного размера, приклейте наждачной бумагой и трубой. Слейте воду из трубопровода и нагрейте соединяемые детали паяльником. Затем добавьте припой в зазор.
Во время работы требуется подача воздуха. Дым припоя и флюса вреден.
Чтобы правильно выполнить процесс, важно знать, как паять медную трубку. Применение: серебро с медью и цинком, медь с фосфором. Свинцовые припои не применяют в питьевом трубопроводе из-за их токсичности.
Флюс не применяют при соединении медных труб медно-фосфорными припоями.
Перед пайкой продуйте кислородный и пропановый трубопроводы. Горелка зажигается пропановой линией, затем добавляется кислород. Нагрев труб должен быть равномерным со всех сторон. По окончании работы отключите сначала кислород, затем пропан.
Видеоруководство: Пайка медных трубок
Пайка — это физико-химический процесс, при котором между деталью и жидким припоем создается постоянное соединение.Наполнитель плавится, течет, заполняет зазор между соединяемыми элементами и кристаллизуется. Паять можно любые металлы и сплавы.
.Курсы сварки: квалификация, курсы сварки, цена, цена
В качестве экзаменационного центра сварщиков мы проводим экзамены по сварке TUV, UDT и SIMP. Нашими клиентами являются как частные лица, компании, так и государственные учреждения, такие как офисы, школы и проекты.
В прошлом году квалификацию сварщика получили люди, работающие в ЕС, Скандинавии и на буровых платформах. На нашей странице в Facebook рассказывается история Янека, который попал в компанию от безработного и построил свою карьеру.Каждый человек, участвующий в тренинге, рассматривается индивидуально. Сварщик, проводящий курс, уделит каждому столько времени, сколько необходимо. Наш Центр также организует групповое обучение – участникам курсов были предоставлены комплексные услуги, в том числе транспорт, проживание, питание, обучение и экзамены.
Сварщики очень популярны на рынке труда. Благодаря нашим курсам и экзаменам
вы также можете приобрести солидную профессию, которая обеспечит вам хорошую работу!
Не знаете на какой курс записаться - позвоните или напишите нам, мы будем рады Вам помочь или оставьте заявку через форму ниже Приглашаем взрослых, с базовым образованием и крепким здоровьем на курсы сварщиков и экзамены для сварщиков, проводимые в соответствии со стандартом: PN-EN ISO 9606-1, PN-EN ISO 9606-2 (старый/ранее стандарт PN-EN 287- 1 + A1, PN-EN 287-2 + A2, PN-EN 9606-3).
Если вы заинтересованы в получении лицензии на сварку, вы можете выбрать курс сварщика, заканчивающийся экзаменом или самим экзаменом. Если вы выберете курс, мы скорректируем дни и даты занятий в соответствии с вашими потребностями. В стоимость курса сварщика входит теоретическое и практическое обучение, экзамен, сертификат на 8 языках и книжка сварщика. Наши сертификаты признаются во всем мире.
Участники курсов обеспечиваются защитной одеждой и снаряжением, а также учебными материалами.
Книжка сварщика и удостоверение, выдаваемое после успешной сдачи экзамена на сварщика, удостоверяют наличие у лица полного объема квалификации, необходимой для профессии сварщика. Они действительны в течение 3 лет, после чего необходимо сдать проверочный экзамен. Стоимость экзамена по одному методу FW при сохранении непрерывности действия сертификата составляет 350 злотых.
Сварка МИГ/МАГ
- Другие названия: дуговая сварка в среде защитных газов, полуавтоматическая сварка, сварка в среде СО2.
- Способ работы: ручной, с возможностью использования механического перемещения направляющей электрода
- Источник нагрева: электрическая дуга
- Крышка бассейна: газ, не вступающий в реакцию с металлом свариваемого металла
- Диапазон тока: 60¸500А.
- Тепловая мощность: 1¸25 кДж/с
Принцип действия
Дуга горит между концом электрода и основным металлом в линии стыка. Электрод перемещается с постоянной скоростью с помощью двигателя с регулируемой скоростью.Ток зависит от скорости подачи электрода. Длина дуги поддерживается источником питания, и сварщик должен направлять вывод электрода на постоянной высоте над ванной (обычно около дюжины мм). Дуговое пространство и свариваемый металл экранируются газом, выбранным в зависимости от свариваемого металла. Обычно используемые газы: аргон, аргон с добавлением 5% кислорода или 20% углекислого газа, или чистый углекислый газ. Типичное применение - изделия средней толщины соединяемых элементов, тонкие листы.
Подробнее о методе МАГ
Дуговая сварка металлов в среде защитных газов (МИГ - сварка в среде инертного газа, МАГ - защита в активном газе) в настоящее время является одним из наиболее часто используемых методов сварки конструкций. Точное экранирование дуги, горящей между расходуемым электродом и свариваемым материалом, обеспечивает формирование сварного шва в очень благоприятных условиях. Таким образом, сварку MIG/MAG можно использовать для высококачественного соединения всех металлов, которые можно соединить дуговой сваркой.К ним относятся углеродистые и низколегированные стали, коррозионностойкие стали, алюминий, медь, никель и их сплавы. Сварка MIG/MAG заключается в сплавлении свариваемого материала и материала плавящегося электрода теплом электрической дуги, тлеющей между плавящимся электродом и свариваемым объектом, в среде инертного или активного газа. Металл шва формируется из металла плавящейся электродной проволоки и оплавленных кромок свариваемого материала. Основными защитными газами, используемыми для сварки MIG/MAG, являются инертные газы, такие как аргон, гелий и активные газы; CO2, h3, O2, N2 и NO, используемые отдельно или только в качестве добавок к аргону или гелию.Плавящийся электрод из сплошной проволоки, обычно диаметром 0,5¸4,0 мм, подается непрерывно через специальную систему подачи со скоростью в пределах 2,5¸50 м/мин. Горелка может иметь водяное или воздушное охлаждение.
Сварка черной стали — этот метод может быть как на переменном, так и на постоянном токе во всех положениях. В настоящее время почти исключительно используется сварка MIG/MAG с положительной полярностью. Сварка осуществляется как полуавтоматическая, механизированная, автоматическая или роботизированная.Благодаря высокой универсальности процесса, простоте настройки сварка МИГ/МАГ позволяет выполнять различные конструкции из различных металлов и сплавов в цеховых и сборочных условиях, во всех положениях.
Курс сварщика: Сварка ВИГ
Метод ВИГ маркируется кодом 141. Этот метод используется для сварки постоянным током практически всех марок стали с широким диапазоном толщин. Часто используется для сварки тонких листов, тонкостенных труб небольшого диаметра, например, используемых в велосипедной, автомобильной, аэрокосмической, пищевой и химической промышленности.В частности, его применяют везде, где требуется получить высокое качество, чистоту и прочность соединений. Основное преимущество вольфрамово-газовой сварки (сварка неплавящимся вольфрамовым электродом в среде инертных газов типа аргона, гелия или их смесей) заключается в том, что практически отсутствуют брызги, а сварочные дымы и тепловыделение незначительны. При сварке практически не образуется брызг, на сварном шве образуется очень небольшое количество шлака, благодаря чему шов почти не требует послесварочной обработки.TIG является относительно сложным методом сварки из-за необходимости координации действий сварщика.
Метод сварки 111 электрический
Дуговая сварка MMA — это код 111 (MMA — Ручная дуговая сварка), также называемая ручной или электрохимической сваркой и являющаяся одним из старейших процессов электросварки металлических материалов. Сварка осуществляется с помощью электрической дуги и электрода. В основном используется для соединения листов, труб из нелегированной стали, а также стального литья и чугуна.Поскольку почти все свариваемые материалы можно сваривать с помощью ручной дуговой сварки, скорость проплавления очень высока. Листы и трубы любой толщины могут быть сварены во всех положениях.
Основными областями применения метода 111 ММА являются строительство стали и мостов, строительство трубопроводов общего назначения, строительство котлов или электростанций, строительство контейнеров, а также в судостроении.
Курс сварщика: метод сварки 311
Предлагаем курс 311 Газовая сварка.Этот метод применяется в основном для соединения листов и стенок труб толщиной обычно не более 6 мм. Безотказное использование технологии в принудительных положениях и высокая способность перекрывать зазоры делают газовую сварку процессом, который до сих пор широко используется в трубопроводах, котлах, а также в отоплении, централизованном теплоснабжении и вентиляции.
Курсы и квалификация сварщика
В соответствии с Постановлением Министра экономики от 27 апреля 2000 г. об охране труда и технике безопасности при сварочных работах (ЖурналЗаконов 2000 г. № 40, ст. 470), сварщик, выполняющий работы, включающие, в том числе:
сварка
ручная термическая резка
пайка ручная
автоматическая или механизированная сварка
должен иметь сертификат, подтверждающий успешное прохождение курса, в программу которого включены вопросы, предусмотренные положениями стандарты: - PN-EN 13067:2005 - данный стандарт распространяется на сварщиков и сварочный персонал
Сварщиком может быть лицо, которое:
· приобрело знания положений о техническом осмотре и технических условиях в сфере деятельности
· прошедшее обучение и профессионального обучения
· имеет медицинскую справку об отсутствии противопоказаний к работе сварщика
· сдал квалификационный экзамен с положительным результатом
Квалификация сварщика 90 005
Сварщик – это специалист, который, прежде всего, способен использовать полученные теоретические знания на практике в:
грамотном чтении строительных чертежей
умелой адаптации способов сварки, типов сварочных машин и устройств в соответствии с потребностями
подготовка соответствующих материалов и выбор соответствующих машин и устройств для данной задачи
соответствующая подготовка рабочего места
визуальная оценка выполненных работ и измерение сварных изделий с особым акцентом на проверку прочности сварных соединений
а также как функциональность рабочего места
· работа со вспомогательными устройствами и инструментами, такими как: шлифовальные станки, напильники или контрольно-измерительные устройства 90 005
Полное описание обучения:
Производство проката, почти 70% которого используется для производства различных конструкций и других сварных изделий, говорит само за себя.
Современный технологический этап еще не включает таких эффективных и долговечных способов соединения металлов, как сварка, хотя надо признать, что они постоянно развиваются. Таким образом, значение сварки во всех областях, где она необходима, не уменьшается, тем более что зачастую это единственный и вполне эффективный способ выполнения неразъемных соединений. Следует, однако, признать, что газовые технологии имеют меньшее значение, но, например, на предприятиях, где проводятся ремонтные работы, они все еще используются.Электродуговая сварка является основным методом, обычно используемым сегодня, но в зависимости от метода эта доля может быть меньше или больше. Трудно не заметить тенденцию к росту сварки MIG, MAG и сварки порошковой проволокой, в том числе с применением газовых защит или флюсов. Принимая во внимание растущие ожидания рынка и потребности своих пользователей, ODEKA Group из Быдгоща предлагает профессионально подготовленные и проводимые курсы по сварке.
Стоимость данного курса сварщика (цены указаны в прайс-листе) не является конечной величиной, т.к. ее цена может измениться, если участник решит воспользоваться возможностью прохождения медосмотров и проживания и питания - мы можем указать компании, с которыми мы сотрудничаем.
По всем вопросам, связанным с организованными нами курсами сварки, ценами, доступными помещениями и полученными правами, мы можем ответить по телефону 662 067 715
Пайка
Каковы требования к стажеру для такого обучения?
- совершеннолетие
- не ниже профессионального образования
- медицинские осмотры, позволяющие осуществлять деятельность
Полное описание обучения:
Однодневное обучение в Быдгоще в нашем Центре или в компании.Тренер проводит теоретические занятия и интересные практические занятия, которые очень помогают в дальнейшей работе. Обучение длится с 9:00 до 14:00. После обучения проходит экзамен по предмету пайка твердым припоем, который в результате сдачи экзамена завершается выдачей квалификации - аттестата припоя.
Стоимость обучения 950 злотых с человека, цена меняется по мере регистрации большего количества людей. Место обучения в нашем центре ODEKA SIMP, расположенном в Быдгоще на улице Торуньской, 286.
В рамках курсов по пайке мы предоставляем
.










 Вызов дизайнера:
Вызов дизайнера:


Действующие акции

скидка для внимательных клиентов 7% от общей стоимости заказа.

