Салон штор в Санкт-Петербурге




Держатель для заточки сверл
Приспособление для заточки сверл
Одним из основных параметров спирального сверла является угол при вершине, который для прочных металлов (сталь, чугун, твердая бронза, титан и т. д.) составляет приблизительно 120 градусов.
Отклонение этого угла в большую или меньшую сторону от номинального значения затрудняет эффективную работу сверла. В первом случае падает производительность и происходит перегрев инструмента, во втором – сверло может просто сломаться, не выдержав чрезмерной нагрузки.
Чтобы соблюсти параметры заточки без специальных приспособлений, необходимо обладать высокой квалификацией и опытом инструментальщика-заточника. Ну, а неспециалисту, особенно в бытовых условиях, сделать это будет практически невозможно.
Но, имея некоторые инструменты и простые материалы, можно изготовить не очень сложное, но надежное приспособление для заточки угла при вершине спирального сверла по твердому металлу.
Что может понадобиться для работы над приспособлением
Для этого потребуются следующие инструменты:
- штангенциркуль;
- маркер;
- тиски по металлу;
- болгарка;
- плоскогубцы;
- сварочный аппарат;
- точильный станок с наждачным кругом.
Из материалов для работы необходимо иметь под руками:
- обычную шестигранную гайку;
- гайку корончатую;
- болт того же размера и резьбы, что и гайки;
- спиральное сверло, требующее заточки.
Процесс изготовления
Особенностью шестигранной гайки является то, что две любые смежные ее грани сходятся под углом 120 градусов. Примерно такого же размера угол при вершине у спирального сверла для работы по твердым металлам. Это случайное совпадение можно использовать для изготовления приспособления для заточки спирального сверла.
Для этого с помощью штангенциркуля и маркера на гайке намечаем линии реза, чтобы получилась треугольная прорезь, симметричная относительно диагонали, соединяющей два противоположных угла гайки. В нее будет продольно укладываться сверло перед процессом заточки.
Для выреза намеченного треугольного паза в гайке, она зажимается в тиски и болгаркой осуществляются прорези по заранее проведенным линиям. Чтобы удалить отпиленные кусочки гайки можно воспользоваться плоскогубцами.
Далее берется корончатая гайка и своим основанием приваривается к первой гайке со стороны вырезанного паза. Причем необходимо соблюсти их абсолютную соосность, поскольку, когда будут затачиваться сверла маленького диаметра, болт, пройдя насквозь корончатую гайку, начнет вкручиваться в нижнюю гайку для того, чтобы прочно зажать сверло в ее пазу.
Теперь в корончатую гайку вкручиваем соответствующий болт, который будет надежно прижимать сверло, уложенное в паз для заточки на наждаке заточного станка.
Остается лишь заточить сверло на наждачном круге, используя грани нижней гайки в качестве шаблона.
Для этого просто стачиваем выступающую часть сверла заподлицо с гранями гайки, с чем без труда справится даже ученик профтехучилища первого года обучения.
После окончания заточки, болт ослабляется, сверло вынимается из самодельного приспособления и может быть использовано по назначению.
Дополнения и улучшения
В процессе сварки гаек возможно попадание брызг жидкого металла на резьбу корончатой и обычной гайки. Чтобы исключить эту неприятность, в них необходимо ввернуть болт и, тем самым, защитить резьбу.
Поскольку с помощью одного приспособления не удастся охватить все сверла по диаметру, потребуется, по крайней мере, два зажима-шаблона: одно – для мелких сверл, другое – для больших изделий. Соответственно, в первом случае гайки будут небольшими по размеру, а во втором – крупными.
Смотрите видео
Держатель для точной заточки сверл, диаметром 3-18 мм
Держатель для точной заточки сверл, диаметром 3-18 ммПроизводитель
Описание
Регулируемый угол: 41°, 49°, 59°, 68°, 88°
Цена
22.50 €
(18.60 € Без НДС)
Добавить в корзину
Спрашивать о продукте
Связанные продукты
Urbju asināšanas ierīce 3-13mm OPTIgrind GQ-D13
85.00 €Urbju asināšanas iekārta GH 10T
671.80 €Urbju asināšanas ierīce OPTIgrind GH 15 T
1,725.00 €Фиксатор для сверл , 1-13 мм
7.95 €We use cookies to improve your experience on our website. By browsing this website, you agree to terms of use of cookies. Read more.
точилки для сверл по металлу и станки, другие устройства. Как сделать их своими руками по чертежам?
Тупое сверло неизбежно ухудшает рабочие возможности станка, на котором оно установлено, и делает практически невозможным адекватное выполнение поставленной задачи. Тем временем в процессе интенсивной работы сверла неизбежно будут затупляться. К счастью, большинство из них предполагает возможность заточки для дальнейшего использования, но для этого под рукой надо иметь соответствующее приспособление. На самом деле на него даже не обязательно тратиться – вместо этого такое устройство можно изготовить собственными руками.
Особенности
Приспособления для заточки сверл самодельного производства появились, вероятно, задолго до того, как их выпуск наладили промышленные предприятия. Самостоятельно изготовленные образцы отличаются, как правило, примитивностью, но зато своему изготовителю они обходятся в сущие копейки, а задачу могут решать не хуже покупного аналога.
Для собственноручного изготовления точилок используют любые подручные материалы, соответствующие техническим параметрам. Простейшим вариантом точила является втулка, которую устанавливают жестким способом на основании под удобным углом. Принципиальным моментом для подобного изделия является именно максимально надежная и стойкая фиксация.
Опытные мастера отмечают, что отклонение закрепленного сверла от втулки хотя бы на один градус уже чревато нарушением процедуры заточки, а значит, отрицательно скажется на эффективности работы сверла.
При наличии необходимых «деталей» и умения всегда можно несколько усовершенствовать конструкцию изделия. Для более надежной фиксации всегда можно внедрить в самодельный станок бруски с отверстиями, которые по диаметру как раз подходят к наконечникам. Иногда вместо них используют несколько небольших трубок из алюминия или меди.
Вне зависимости от того, какой вариант конструкции вы выберете для самостоятельного изготовления, следует помнить, что заточка любого инструмента, включая и сверла, предполагает наличие определенных специфических навыков, которые приобретаются только с опытом. Чаще всего подразумеваются следующие способности:
- хороший глазомер – чтобы правильно определить угол затачивания и достаточное расстояние на зазор между обрабатываемым наконечником и абразивной поверхностью;
- понимание принципов работы электротехнических устройств – чтобы правильно оценивать способность используемого двигателя точить те или иные сверла;
- ориентирование в специфике металлообработки – позволяет понять, как правильно точить сверло, какой должен быть угол его заточки, а также способствует своевременному выявлению необходимости восстановления остроты наконечника.
Не исключено, что первый самодельный экземпляр приспособления для заточки наконечников окажется неидеальным и потребует дополнительной регулировки или настройки, однако, важно не бояться неутешительных результатов, а пробовать, и со временем все получится.
Обзор видов
Вне зависимости от того, какого типа приспособление вы будете изготавливать своими руками, обратите внимание, что в идеале оно должно быть механическим, ведь в противном случае заточить каждое отдельное сверло будет и долго, и сложно. Что касается существующих разновидностей подобных изделий, то надо признать, что объективно количество их вариантов не ограничено ничем, и никакой полной классификации нет и не может быть, потому что инженерная мысль человека безгранична.
По этой причине мы выделим лишь несколько примеров станков и более простой оснастки, которые часто воспроизводятся в быту.
- Насадка на дрель. Предсказуемо один из наиболее распространенных вариантов, потому что дрель есть в арсенале практически любого мастера, и она уже обеспечивает механический привод, а сделать на нее насадку весьма просто. Изделие представляет собой насадку из металлической трубы, в верхней части которой привинчен кондуктор – в нем проделаны отверстия как раз такого диаметра, чтобы сверло вошло и надежно встало на своем месте. Перед заточкой конструкцию крепят к шейке дрели при помощи втулки и винта.
- Стойки для заточки. Некие подобные конструкции широко используются на производстве, но там они и более громоздкие, и имеют расширенный функционал, тогда как в домашних условиях собирают их более компактные и не такие продвинутые версии. Стойка в любом случае неотделима от заточного станка, потому ее стоит собирать в том случае, если станок у вас есть. В задачи умельца входит самостоятельное изготовление из подручных средств основания, стержня и упора. К стержню специально подобранными зажимными гайками нужного размера крепятся сверла, но нужно убедиться, что они зафиксированы намертво.
- Фиксаторы различных типов. На самом деле в большинстве случаев народные умельцы не усложняют задачу и точат сверла любыми подручными способами – с помощью алмазного диска болгарки или даже на наждаке. В таком случае все приспособление для заточки представляет собой фиксатор в виде оправки, в которую вставляют сверло. Изготовить такое изделие не составляет труда, но важно добиться идеально точной фиксации в правильном положении как самого сверла, так и фиксатора, который вполне может быть собран всего лишь из двух небольших гаек и болта.
Как сделать своими руками?
Решение изготовить какой-либо механизм своими руками всегда начинается с создания чертежа. Это правило работает всегда и во всех случаях, даже если вам кажется, что планируемое к производству приспособление весьма простое. Стоит учитывать, что чертеж – это не просто условная схема, на нем обязательно должны быть прописаны размеры всех отдельных деталей, а также механизма целиком.
Не поленитесь внести информацию даже о размерах крепежей, а затем несколько раз подряд перепроверьте, все ли сходится.
Если это для вас первый опыт самостоятельного изготовления подобных устройств, ничего нет удивительного в том, что проблемы начинают появляться уже на этапе составления чертежа. Ничего страшного – вы должны лишь сделать механизм своими руками, а не разработать собственный рабочий проект. Раз так, не возбраняется пользоваться интернетом, чтобы позаимствовать чертеж у кого-нибудь. При этом стоит помнить, что и в сети далеко не все авторы разбираются в том, о чем пишут, а значит, чертеж не следует брать в работу, слепо доверяя источнику – его также следует перепроверить на предмет совместимости всех параметров по отношению друг к другу.
Также желательно убедиться, что вы еще до начала выполнения уже понимаете, как должен выглядеть и работать конечный результат.
Из металла
Для решения задач по заточке мелких сверл отлично подходит устройство, собираемое «на коленке» из обыкновенных гаек. В интернете можно найти несущественно различающиеся рекомендации относительно пошагового изготовления такого устройства, но чаще всего все выглядит примерно следующим образом.
Для начала надо отыскать две гайки, диаметр которых не был бы одинаковым. На более крупной надо провести разметку, отмерив по 9 мм на одной из граней по трем сторонам. Результаты измерений обозначаются маркером на выбранной грани, а также на той, которая является противоположной по отношению к первой. После того как разметка будет выполнена, гайку зажимают в тисках и обрезают небольшие фрагменты по прорисованному контуру.
После этого в порезанную гайку вставляют сверло, чтобы убедиться, что грани гайки обеспечивают сверлу те самые 120 градусов наклона, которые обычно считаются наиболее удачным положением для заточки и последующей работы. Если все совпадает, можно переходить к следующему этапу – к поверхности, подвергшейся обрезанию, прикладывают гайку меньшего диаметра и, убедившись в правильности положения, приваривают ее. Затем в меньшую гайку вкручивают болт, который ограничивает перемещения вставляемого сверла – в результате получается держатель, обеспечивающий необходимый угол.
Опытные мастера особо акцентируют на том, что фиксацию должен обеспечивать именно болт, и не стоит пытаться заменить его рукой или другими менее надежными приспособлениями.
Благодаря специфике описанной конструкции в нее можно вставить сверло под правильным углом и в таком положении зафиксировать его. После этого сверло обтачивается на наждаке в расчете на то, что гаечное приспособление не позволит сточить лишнего, заодно сточив и себя. При этом многие мастера сомневаются в том, действительно ли гайка способна противостоять обрабатывающему воздействию абразивного круга и не портиться, заодно портя и сверло, которое точится под неправильным углом.
Вариантов решения этой проблемы может быть всего два: либо выбирайте любые другие приспособления для заточки сверл, либо тщательнее выбирайте гайки, из которых будете делать зажим.
Из дерева
Не стоит думать, что приспособление для заточки сверл можно своими руками изготовить только из металла – на самом деле для достижения подобных целей годится и древесина. На первый взгляд, она не обеспечивает той же надежности фиксации в правильном положении, однако, практика показывает, что даже в деревянном исполнении фиксатор способен некоторое время безупречно служить своему хозяину.
При этом изготовить его может даже тот человек, у которого совершенно нет навыков сварщика или отсутствует сварка как агрегат, но для производства потребуется все еще не затупившееся сверло.
В качестве главного материала используют кусок деревянного бруса, толщина которого оптимально оценивается в 2 сантиметра. По торцевой стороне будущего изделия выполняют диагональную разметку, стремясь определить центр. После этого надо подходящим сверлом в точке середины проделать сквозное отверстие – по диаметру оно будет как раз таким, чтобы в будущем фиксировать тот инструмент, которым его выполнили.
Далее надо обрезать углы так, чтобы линии среза шли на 30 градусов по транспортиру, если точкой отсчета признаем центр. Потом сбоку или сверху просверливают еще одно отверстие, предназначенное для фиксирующего самореза. Его отверстие должно в толще бруска соединяться с прорезью для вставки затачиваемого сверла – тогда с помощью болта фиксации сверло можно будет надежно прижать.
Принцип использования такого устройства достаточно прост – сверло вставляется в проделанное для него отверстие, а затем фиксируется, плотно прижатое болтом. При этом кончик сверла, предназначенный для затачивания, должен выступать за пределы деревянной оправы. Специалисты советуют применять подобную конструкцию для работы с болгаркой или ленточным гриндарем. Понятно, что деревянный корпус тоже будет поддаваться затачивающему воздействию и истираться, потому задача точильщика – следить, дабы это не происходило чересчур выраженно.
Деревянные приспособления для заточки сверл не изготавливаются для сверл строго одного диаметра – они универсальны и предполагают использование для заточки изделий разного диаметра. При этом он не должен существенно отличаться от максимально возможного. Если диаметр отверстия для сверла составляет 9 мм, то здесь же можно затачивать насадки толщиной и в 8, и даже в 7 мм, а вот в 6 мм уже нежелательно. При более широком ассортименте сверл в арсенале мастера для заточки более тонких наконечников надо сделать еще одну такую конструкцию с диаметром уже в 6 мм, где также можно будет затачивать изделия толщиной 5 и даже 4 мм.
Как пользоваться самодельным устройством?
Принципы эксплуатации самодельных приспособлений для заточки сверл сильно зависят от того, какого именно вида устройство было произведено. Если не вдаваться в специфику каждого отдельного приспособления, а попробовать дать общие рекомендации, то инструкция получится сравнительно короткой – ее мы и рассмотрим.
Если заточка будет производиться на наждаке или зафиксированной болгарке, то есть, эти устройства уже имеют четко определенное положение в пространстве и не могут самостоятельно перемещаться относительно стола, задачей мастера является аналогичное закрепление самостоятельно изготовленной приспособы. Удобнее всего произвести фиксацию механизма при помощи струбцин, но надо внимательно следить за тем, на каком расстоянии крепеж устанавливается от абразива – ваша задача ведь заключается в том, чтобы они располагались достаточно близко друг от друга, позволяя производить затачивание.
Когда правильное положение найдено, и вы готовы протестировать собственную разработку, послабьте зажимной хомут, чтобы позволить сверлу встать на свое место. Теперь поставьте сверло в предназначенное для него отверстие и поищите такое положение, при котором угол заточки будет идеальным, а поверхность сверла окажется плотно прижатой к поверхности камня. Не соглашайтесь на «промежуточные» решения – если ваша конструкция изготовлена и собрана правильно, вам с помощью регулировки зажимного хомута удастся найти идеальное положение, если же вы где-то ошиблись в расчетах, то нет смысла точить что-либо на непригодном для этого станке.
Когда оптимальное положение для сверла по отношению к точащей детали тоже найдено, надежно зафиксируйте сверло с помощью тех крепежей, которые предусмотрены в самодельном устройстве специально для таких целей. Оставьте небольшой зазор, который обычно оценивается в 1 миллиметр – ваша задача ведь не заключается в том, чтобы сломать наконечник, вы должны его лишь немного обточить. После этого запустите абразивный диск или другое точащее устройство и проверьте собственный станок в действии.
По истечении времени, достаточного для адекватной заточки, остановите процесс и оцените, насколько удачно работает ваш собственный точильный станок.
Если со сверлом все в порядке, и оно затачивается именно так, как это необходимо для ваших рабочих нужд, подобную процедуру необходимо повторить и с обратной стороны, ведь до этого момента сверло стачивалось лишь по одной из кромок. Наконечник поворачивают на 180 градусов, послабив и затем снова затянув крепления, однако ограничительный болт в этом случае трогать не нужно совсем – он должен обеспечивать ту же длину затачивания, что была и при обработке обратной стороны.
После этого вы в любой момент сможете точить собственные сверла, как только в этом возникнет необходимость. Если вы работаете преимущественно с мягкими материалами, имеющими сравнительно невысокую плотность, такая необходимость будет возникать сравнительно редко, но вот металлообработка всегда создает огромную нагрузку на сверла и требует регулярного использования приспособлений для заточки.
Есть несколько проверенных веками способов того, как понять, что сверло уже нуждается в обновлении остроты кромки. В первую очередь, после длительной эксплуатации край металлического сверла начинает уставать, из-за чего наконечник может в прямо смысле начать крошиться. Такое явление нередко пугает новичков и заставляет их полностью заменить сверло или вообще отказаться от обработки определенного материала, но на самом деле надо было просто восстановить правильную рабочую форму насадки.
Кроме того, с затупившимся сверлом двигатель начинает испытывать перегрузку и чрезмерно греться – это и понятно, ведь для достижения поставленной цели с некондиционным наконечником мотору приходится работать интенсивнее. Наконец, притупившееся сверло всегда оставляет на обрабатываемой поверхности характерные рваные заусенцы – так происходит потому, что затупление не является равномерным по всем сторонам сверла, и портит оно наконечник постепенно.
О том, как сделать устройство для заточки сверл своими руками, смотрите в следующем видео.
Держатель для заточки сверл
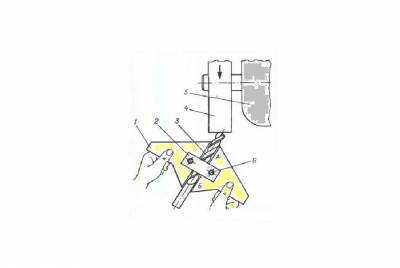
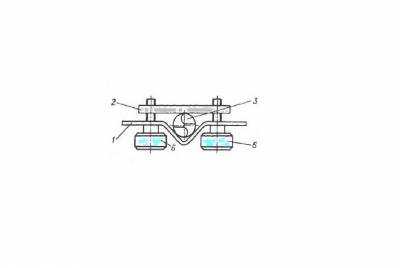
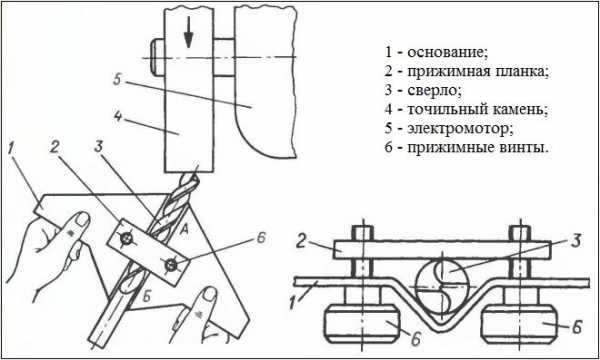
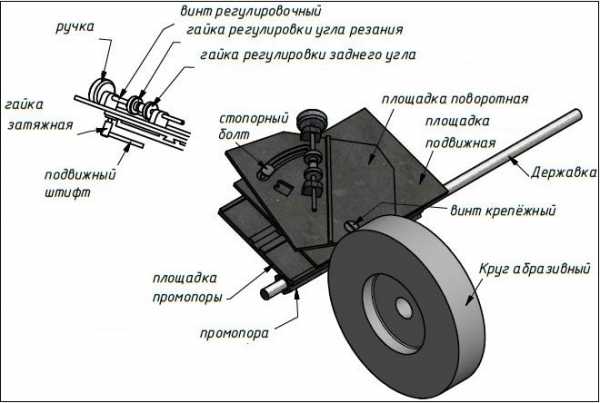
Для решения задачи по заточке сверл, было изготовлено простое устройство — держатель сверла, позволяющее значительно облегчить ориентирование затачиваемого инструмента относительно точила (абразивного круга) и повысить точность заточки. Конструкция держателя показана на Рис. 1 Рис.1
Рис.2 Перед тем, как начать затачивание, держатель располагают горизонтально, а его левую переднюю сторону — параллельно оси вращения точила. Далее слегка прижимают сверло к абразивному кругу 4, вращающемуся на валу электродвигателя 5, и плавно поворачивают держатель по часовой стрелке вокруг оси сверла на 30-50 град., одновременно немного (на 5-15 град. ) опуская хвостовик сверла, чем выполняют затылование режущей части сверла. Затем переворачивают держатель нижней стороной вверх и, повторяя описанные действия, затачивают вторую режущую кромку сверла. Подставка под затачиваемый инструмент для точила не обязательна. Держатель с закрепленным в нем сверлом легко и удобно удерживать двумя руками. С помощью описанного держателя можно также затачивать крестовые отвертки. Для этого предназначена его сторона Б. Рабочий угол заточки выбран равным 106 град. От затачивания сверла процесс отличается только по двум пунктам. Во-первых, отвертка не нуждается в затыловании. Во-вторых, поскольку у отвертки четыре рабочих луча (у сверла только две режущие кромки), сначала затачивают два противолежащих луча, а затем повернув отвертку в держателе вокруг своей оси на 90 град., затачивают остальные два. В. МАСЛОВ, г. Мытищи Московской обл. |
|
Приспособление для заточки сверл - Проекты в работе
Попался как-то мне вот этот видеоролик, и что называется - запал я на него...
Вопрос покупки не рассматривался, только хардкор :crazy:
https://www.youtube.com/watch?v=I64apiNu8QM
На данный момент сделал основные части приспособления, и естественно не терпелось испытать.
Для испытания собрал сетап из имеющегося для разных целей суппорта с закрепленными на нем станочными тисками, и самодельного точила.
Все компоненты данной художественной инсталляции временно закреплены саморезами на куске столешницы. Не смотря что забыл выровнять круг алмазом, качество получившейся заточки сверл весьма порадовало. Даже сверло 13 мм (оно на фото не показано) хорошо так прошло тестовый кусок стальной пластины толщиной 5 мм. И остальные сверла тоже замечательно с ним справились. При оптимальном режиме пошла витая стружка с двух сторон.
Призмы сделал из квадратного профиля 17x17 мм, и из него же отфрезеровал держатель для затачиваемого сверла. В идеале конечно призмы надо было делать из цельного куска металла, но имеющиеся в распоряжении станки не позволяют работать со столь крупными деталями.
В держателе сначала просверлил отверстие диаметром 13.5 мм, затем долго и муторно выпиливал на хоббийном фрезере призматический вырез, постепенно уменьшая диаметр фрез. Вершину призмы прогнал фрезой диаметром 4 мм - этого оказалось вполне достаточно для закрепления сверл от 4 до 13 мм. Для более тонких, в перспективе планирую обзавестись небольшим сверлильным патроном в котором будут крепиться мелкие сверла для заточки, а сам этот патрон за хвост в держателе.
Насчет будущей окончательной конструкции пока что не определился.
Удастся ли найти подходящий алмазный или эльборовый круг как на видео, да еще чтобы не засаливался металлом... или придется устанавливать мотор с обычным кругом, который периодически придется править.
Также рассматриваю вариант сделать поворотную державку - вместо уголка, на котором сейчас закреплена подвижная пластина с призмами. Тогда можно будет точить сверла как на заводе, без резко выраженных граней. Какой из вариантов заточки лучше, пока еще в раздумьях...
Partner PP-26 Станок для заточки спиральных сверл
- Настольный станок для заточки спиральных сверл Partner PP-26 предназначен для заточки спиральных сверл с правой спиралью и двумя стружкоотводящими каналами диапазоном от 12 мм до 26 мм.
- Диапазон станка Partner PP-26 можно увеличить от 8 до 32 мм, для этого необходимо дополнительно приобрести набор дополнительных цанг и держатель.
- Для заточки твердосплавных сверл используется SDC диск ( поставляется отдельно ).
- Угол заточки легко регулируется от 90 до 135 градусов.
- Для работы на станке не требуется специального обучения - достаточно 5-ти минут для освоения станка.
ВИД ЗАТОЧКИ
СТАНДАРТНАЯ КОМПЛЕКТАЦИЯ
- Набор цанг ER40 (Φ13, Φ14, Φ15, Φ16, Φ17, Φ18, Φ19, Φ20, Φ21, Φ22, Φ23, Φ24, Φ25, Φ26 мм) - 1 шт
- Держатель для цанг (Φ8-Φ30 мм)- 1 шт
- Диск CBN для быстрорежущей стали - 1 шт Арт 712511
- Инструкция - 1 шт
- Гарантийный талон - 1 шт
Напряжение питания:
220 В
Электродвигатель:
250 Вт
Число оборотов:
4400 об/мин
Диам. затачиваемого сверла:
Ø 12 мм - Ø 26 мм
Угол при вершине сверла:
90° - 140°
Габариты Д х Ш х В:
500х260х250 мм
Инструкция (Partner_PP-26.pdf, 2,350 Kb) [Скачать]
Приспособление для заточки сверл своими руками. Станок для заточки сверл своими руками – затраты копеечные, прибыль – рублевая Простое приспособление для заточки сверла по металлу
При сверлении отверстий в деталях, изготовленных из металла, используемый инструмент подвергается активному износу, что приводит к интенсивному нагреву сверл и, как следствие, к их выходу из строя. Чтобы избежать этого, необходимо регулярно восстанавливать их геометрические параметры, а сделать это максимально точно и качественно помогает специальное приспособление для заточки сверл. Это нехитрое устройство, которое можно изготовить своими руками, позволяет быстро и качественно затачивать затупившиеся сверла и не тратить деньги на приобретение новых.
Особенно актуальным приспособление, предназначенное для заточки сверл, является в тех случаях, когда этими инструментами приходится часто работать по металлу, в результате чего они быстро изнашиваются и требуют регулярного восстановления. При обработке древесины используемое для этих целей сверло практически не изнашивается, соответственно, требует минимального внимания к параметрам своей заточки. Для сверл, режущая часть которых оснащена твердосплавными пластинами, такое приспособление тоже не особенно значимо, так как они практически не подвергаются переточке и используются мастерами до полного износа или поломки.
Многие опытные специалисты вообще не применяют приспособления для заточки, полностью полагаясь на свой опыт и глазомер. Однако, как показывает практика, в таких случаях лучше все же использовать устройства, позволяющие механизировать данный процесс. Это обеспечит максимальную точность и требуемое качество результата.

На современном рынке предлагается множество приспособлений для заточки сверл, позволяющих быстро, качественно и точно восстановить геометрию режущего инструмента даже в том случае, если вы не имеете опыта выполнения подобных процедур. Между тем можно не тратить деньги на приобретение таких приспособлений, а изготовить простейший станок для заточки сверл своими руками.
Варианты изготовления
На каком бы приспособлении или станке ни выполнялась заточка сверла по металлу, ее качество необходимо контролировать. Для этого используется специальный шаблон, который также может быть серийным или изготовленным своими руками. Этот шаблон необходим прежде всего для контроля точности углов режущей части, которые формируются в процессе заточки сверла. Инструменты, используемые для работ с различными материалами, отличаются друг от друга в том числе величинами таких углов. Узнать точные значения последних можно из справочной таблицы.

Работая с разными материалами и зная величины углов режущей части сверл для таких материалов, можно изготовить сразу несколько шаблонов и использовать их для контроля правильности заточки одного и того же сверла, выступающего в данном случае в роли универсального инструмента.
В качестве простейшей приспособы для заточки сверл можно применять втулку с внутренним диаметром, соответствующим поперечному размеру сверла, жестко закрепленную на надежном основании под определенным углом. Подбирая втулку для такого приспособления, необходимо следить за тем, чтобы диаметр ее внутреннего отверстия строго соответствовал поперечному размеру затачиваемого сверла. Нельзя допускать, чтобы обрабатываемый инструмент болтался в таком отверстии, так как даже 1–2° отклонения его оси от требуемого значения может серьезно снизить качество и точность выполняемой заточки.
Самодельное приспособление для заточки сверл лучше сразу оснастить обоймой из медных или алюминиевых трубок, внутренние диаметры которых соответствуют типовым размерам чаще всего используемых вами сверл. Можно поступить проще и дополнить такое приспособление, применяемое для заточки сверл, деревянным бруском. В бруске надо просверлить отверстия, соответствующие размерам инструментов различного диаметра. Важнейшим элементом конструкции такого приспособления является подручник, который одновременно решает несколько важных задач:
- обеспечивает правильную фиксацию сверла и его точное перемещение по отношению к поверхности точильного круга;
- выступает в качестве надежного упора для обрабатываемого инструмента.
Подобным приспособлением на основе дубового бруска с отверстиями разного диаметра пользовались еще наши деды, которые с его помощью выполняли качественную и точную заточку сверл. Основная задача, которую должен решать самодельный станок или приспособление, используемые для заточки сверл, – правильно ориентировать режущую часть обрабатываемого сверла по отношению к рабочей поверхности точильного круга.
Чтобы изготовить самодельный станок для заточки сверл, можно использовать различные конструктивные исполнения подобных приспособлений. Соответствующие чертежи несложно найти в интернете. Более того, если понять принцип работы такого устройства, то свой заточный станок можно изготовить и по собственной конструкции.
Чертежи деталей приспособления
Промопора Площадка промопоры Подвижная площадка
Крепление сверла и упорный винт Поворотная площадка Болты, гайки, штифты и шайбы
Существует важное правило, которое необходимо соблюдать при работе с таким приспособлением: в процессе его использования затачиваемое сверло не должно проворачиваться вокруг своей оси. Если инструмент провернется даже на небольшой угол, заточку придется выполнять заново.
После заточки сверла ему следует дать остыть. Затем надо проверить его восстановленные геометрические параметры при помощи шаблона. Необходимо иметь в виду, что режущие кромки инструмента могут отличаться друг от друга по длине не более, чем на десятые доли миллиметра. Особенно важно соблюдать это требование для сверл, отличающихся небольшим диаметром.
Среди ошибок, допускаемых при заточке сверл с использованием такого приспособления, выделяются две наиболее типичные.
- Длина режущих кромок даже при их симметричности и правильно подобранных углах является неодинаковой, соответственно, центр сверления смещен относительно оси инструмента. Сверло, при заточке которого допущена такая ошибка, будет создавать сильное биение в процессе сверления, а попасть им в центр будущего отверстия на поверхности заготовки будет достаточно сложно. Заточенный таким образом инструмент с большой долей вероятности сломается в процессе дальнейшей эксплуатации.
- При точной центровке сверла углы, под которыми располагаются его режущие кромки, несимметричны. Поскольку из-за этого будет работать только одна режущая кромка, сверление будет происходить медленно, при этом наконечник инструмента будет активно нагреваться. Это приведет к отпуску металла, из которого изготовлено сверло, а создаваемое отверстие окажется разбитым (будет иметь диаметр, превышающий поперечный размер самого инструмента).
Как изготовить станок для заточки спиральных сверл
В качестве основы для изготовления заточного станка для сверл спирального типа можно использовать любой серийный точильный агрегат, способный работать без биения и выдерживать значительные нагрузки. При оснащении такого станка дополнительными приспособлениями необходимо соблюсти следующие требования.
- Ось подручника должна совпадать с осью вращения точильного круга, при этом она может располагаться с ней в одной горизонтальной плоскости или быть выше нее.
- Все элементы создаваемой конструкции должны быть надежно зафиксированы, чтобы обеспечить безопасность выполнения заточных работ.
- Конструкция приспособления должна допускать возможность выполнения заточки сверл как в ручном, так и в полуавтоматическом режиме.
- Устройство подручника должно предусматривать возможность расположения хвостовика сверла под любым углом.

При изготовлении данного приспособления для заточки сверл не требуются сложные технические устройства и дефицитные материалы, которые придется приобретать дополнительно. Все комплектующие можно найти практически в любой домашней мастерской или в гараже. В качестве оборудования и инструментов, при помощи которых такие комплектующие будут дорабатываться перед сборкой приспособления, можно использовать обычную болгарку и сварочный аппарат.
Поскольку упор такого приспособления должен быть качающимся, что необходимо для заточки сверл в полуавтоматическом режиме, для его фиксации следует использовать петлевое соединение. Подбирая трубку, кронштейн и болт для крепежного узла, следует иметь в виду, что в приспособлении должны отсутствовать люфты. Самоделка предложенной конструкции обладает двумя степенями свободы.

Площадка такого приспособления, на которой фиксируется обрабатываемое сверло, имеет возможность вращаться по вертикальной оси, предоставляя возможность изменять угол заточки инструмента. Кроме того, подручник, опирающийся на горизонтальную ось, может совершать колебательные движения, что обеспечивает верную артикуляцию в процессе выполнения заточки.
Для изготовления конструктивных элементов такого приспособления используется листовой металл различной толщины, а именно:
- опорная пластина – 4 мм;
- направляющая пластина для сверла – 5 мм;
- остальные элементы конструкции – 3 мм.
Подручник приспособления, на верхней части которого устанавливается опорная пластина, необходимо надежно зафиксировать на корпусе точильного станка. Для этого используется дополнительная металлическая «щека», соединяемая с кронштейном устройства.
Направляющая пластина, на поверхности которой необходимо выполнить треугольный паз, предназначенный для размещения обрабатываемого инструмента, фиксируется на опорной пластине при помощи винтового соединения.

Устройство и конструктивные особенности рассматриваемого приспособления для заточки сверл позволяют ему поворачиваться на угол до 90°. Благодаря такой возможности выполнять заточку сверл при помощи данного приспособления можно практически любым из используемых сегодня методов.
Сверло, затачиваемое при помощи такого приспособления, укладывается в направляющую канавку и может свободно перемещаться в ней в продольном направлении. При этом угол заточки инструмента не изменяется.

Поскольку верхняя поверхность опорной пластины располагается несколько выше оси вращения точильного круга, при использовании такого приспособления достигается оптимальная форма заточки задней поверхности сверла.
Сам процесс заточки сверл с помощью такого приспособления выглядит следующим образом.
- Инструмент выставляется в направляющей канавке приспособления таким образом, чтобы его режущая кромка располагалась параллельно краю направляющей пластины.
- После регулировки положения сверло медленно подается к рабочей поверхности вращающегося точильного круга.
Хорошо демонстрирует процесс работы с таким приспособлением видео, которое несложно найти в интернете.
Несмотря на простоту конструкции, такое приспособление обеспечивает высокую точность выполняемой заточки, для контроля качества которой можно даже не использовать шаблон. Если закрепить качающуюся пластину данного приспособления на фиксированный угол, его можно использовать и для заточки сверл, оснащенных твердосплавными пластинами.
Для того чтобы успешно затачивать сверла по металлу, большая часть которых изготавливается из быстрорежущей стали, необходимо использовать достаточно твердый точильный круг. В этом качестве можно применять абразивный инструмент, выполненный из карбида кремния. Такие круги, которые можно узнать по зеленому цвету и маркировке 64С, должны иметь зернистость, находящуюся в диапазоне 8Н – 16Н. Используя диски из этого материала, необходимо иметь в виду, что они сильно нагреваются при работе, поэтому не следует допускать, чтобы затачиваемое сверло находилось в длительном контакте с абразивным инструментом. Чтобы не допустить перегрева сверла при его заточке на таком диске, инструмент необходимо регулярно охлаждать, используя для этого водный раствор соды.
Со временем сверло «вгрызается» в металл хуже. По этой причине его бросают в мусорное ведро и меняют на новое. Однако к проблеме можно подойти по-хозяйски: с помощью специальных приспособлений заточить затупившееся сверло и вернуть его в рабочее состояние. Причём снова сделать режущий инструмент острым можно в домашних условиях, не прибегая к «высоким технологиям».
Виды заточки
Заострить сверло, которое стало плохо погружаться в металл, можно по-разному. На это влияет сфера применения режущего инструмента и его диаметр. Исходя из этих критериев, заточка бывает одноплоскостной, конической и доводкой. Большинству мужчин, которые пользуются сверлом по металлу, привычнее выполнять одноплоскостную процедуру, считаемую наиболее простой. Но она, как и другие виды заточки, подходит не для каждого режущего инструмента.
Прибегать к одноплоскостной заточке следует в том случае, если диаметр затупившегося сверла составляет не более 3 мм. Правда, делая режущий инструмент острым таким способом, надо соблюдать предельную аккуратность, иначе ему грозит поверхностное разрушение. Чтобы одноплоскостная заточка прошла успешно, нужно приложить сверло к абразивному кругу и передвигать в одном направлении с его поверхностью.
Применять коническую процедуру полагается тогда, когда нужно придать остроты крупному изделию, предназначенному для резки металлических листов и деталей. Такая заточка предполагает, что сверло фиксируется двумя руками и обрабатывается последовательно. Затем с режущим инструментом проводят так называемую доводку. Её требуется выполнять после и одноплоскостной, и конической заточки. Доводка - это процедура, которая шлифует режущую кромку сверла так, чтобы не оставалось даже мелких зазубрин .
Углы, под которыми выполняется процедура
Затупившееся после интенсивной и длительной эксплуатации сверло принято затачивать под углом 120 0 . Это универсальный параметр заточки для любого материала, но он подходит только для изделий, имеющих диаметр менее 1, 2 см. А если этот размер составляет от 12 до 80 мм, то режущий инструмент обрабатывают под иным углом. Главное, выбрать его исходя из материала.
Заточка сверла под углом, выбранным наугад, сделает его острым, но непременно испортит. Оно будет плохо просверливать отверстия и быстро нагреваться или ещё хуже - сломается во время использования.
Как наточить затупившееся сверло с помощью простых приспособлений
Вернуть режущему инструменту его свойства можно с помощью абразивного бруска. Им подтачивать сверло придётся вручную, аккуратно убирая лишний металл. Но на это дело уйдёт так много времени, что в следующий раз точно захочется сделать изделие острым любым приспособлением, но только не абразивным бруском.
Но понять, что представляет собою заточка абразивным бруском, никому не помешает. Чтобы узнать нюансы обработки режущего инструмента таким приспособлением, можно посмотреть следующее видео:
Электроточилом
Приспособление, которое работает от электросети и может подточить сверло, есть не у каждого. Но у него есть огромный плюс: в домашних условиях легче всего приспособиться обрабатывать затупившееся изделие именно электроточилом. Заточку этим инструментом полагается начинать с кромки, располагаемой в том же направлении, что и ось абразивного круга. Как долго снимать лишний металл со сверла, надо определять «на глазок». Заканчивать работу следует в тот момент, когда исчезнет тень от кромки на канавке.
В заточке сверла посредством электрического точила надо соблюдать определённую последовательность. Первым делом надо обрабатывать заднюю поверхность кромки, и только после этого приступать к снятию ненужного слоя со второго края затупившегося режущего инструмента. Обтачивая сверло по металлу точилом, следует придерживаться правил:
- обращать внимание на угол заточки изделия;
- следить, чтобы сверло было зафиксировано на оси вращения;
- наблюдать за процессом, дабы кромки получились одинаковой длины;
- излишки металла следует снимать постепенно, медленно расширяя зазор между шайбой точила и обрабатываемым изделием;
- завершая заточку, необходимо придать кромкам сверла форму конуса.
Заточить сверло электрическим приспособлением просто, но для этого потребуется напрягать зрение, не упуская из виду никакой мелочи. Дабы научиться правильно концентрировать внимание на процессе обработки, нужно потренироваться, возможно, приведя в негодность несколько изделий для сверления металла.
Видео о работе электрическим точилом
Обработка болгаркой
Заточка сверла угловой шлифовальной машиной предусматривает следующее: режущий инструмент фиксируется в тисках, выбирается угол крепления, затем на болгарку монтируется диск, который вращается и подводится к кромкам затупившегося изделия. Этот способ придания сверлу потерянной за годы эксплуатации остроты отличается большим количеством минусов:
- болгарку требуется ставить на ровную поверхность диском вниз и держать на своём месте, для чего необходимо заручиться чьей-то помощью или воспользоваться тисками, которыми выполняют работу столяра;
- шлифовальная машинка может испортить сверло, если будет зафиксирована ненадежно;
- во время заточки режущего инструмента болгаркой есть большой риск получить травму, так как сверло может случайно соскочить с вращающегося диска;
- затачивать болгаркой целесообразно лишь изделие, имеющее небольшой диаметр;
- шлифовальной машинкой невозможно произвести доводку, придающую режущему инструменту ровность и гладкость.
Роль подставки для режущего инструмента во время его заточки болгаркой должен выполнять край щитка, прикрывающего абразивный диск. Поворот заслона можно изменять. Приступая к обработке сверла, его требуется расположить так, чтобы на него было удобно ставить палец для опоры.
Видеоматериал о применении болгарки для заточки свёрл по металлу
Использование насадки дрели
Дрель крепится точно так же, как и болгарка, поэтому характеризуется аналогичными недостатками. К тому же к ним можно добавить и ещё один: сверло по металлу получится заточить только электрическим инструментом, имеющим кулачковый патрон, в который вместо сверла надо вставлять держатель диска от болгарки.
Дрель, которую планируется использовать для заточки сверла по металлу, рекомендуется оснастить шлифовальным диском с наклеенным на него отрезком наждачной бумаги. Желательно, чтобы основа, на которую приклеивается шероховатый материал, была очень твёрдой.
Если планируется заточить режущий инструмент ручной дрелью, то надо морально подготовиться к трудностям. Всё-таки у неё нет ничего, что можно сделать подставкой для сверла. Поэтому в качестве неё приходится использовать какой-нибудь подручный предмет.
В общем, приступая к шлифовке изделия дрелью, нужно найти две ровные поверхности. Одна из них станет площадкой закрепления самого прибора, а другая - подставкой для сверла. Обе поверхности, например, стол и ящик, надо разместить так, чтобы они находились на одной линии. Между ними полагается в вертикальном положении установить диск, вставленный в патрон ручной дрели.
Видео об обработке режущего инструмента дрелью
Особенности заточки различных видов свёрл
Сверло по металлу может быть победитовым, спиральным и ступенчатым. К заточке каждого предъявляются определённые требования. Но перед тем как выяснять, каким образом можно вернуть сверлу потерянные со временем свойства, следует осмотреть его и испытать в работе. Это позволит понять, действительно ли изделие нуждается в шлифовке. Признаками тупого режущего инструмента считаются его сильный нагрев, громкие звуки, раздающиеся во время его применения, и некачественное сверление. Правда, прибегать к заточке разумно не всегда. Сверло, длина режущей поверхности которого составляет более 1 см, лучше выбросить.
Как отшлифовать победитовое сверло?
Чтобы победитовое изделие для создания отверстий в металле снова хорошо вгрызалось в материал, требуется вооружиться не только инструментом для заточки, но и охлаждающей жидкостью. Простым наждачным камнем заточить сверло этого типа не выйдет, придётся вооружиться электрическим точилом.
Чтобы режущий инструмент стал сверлить металл так же эффективно, как раньше, на приспособлении, используемом для его заточки, следует уменьшить количество оборотов в секунду. Дело в том, что чем выше прочность материала, тем ниже должна быть скорость его обработки.
Победитовое сверло полагается шлифовать короткими касаниями к точилу. Процесс заточки этого изделия требует повышенного внимания, ведь кромки победитового сверла заостряются довольно быстро. Каждая режущая сторона инструмента должна быть заточена так, чтобы соответствовать по своим размерам другой стороне. Если это правило будет нарушено, то центр оси вращения сместится, и сверло будет проделывать в металле чересчур большие и кривые по краям дырочки.
Во время шлифовки режущего инструмента важно держать под контролем соотношение заднего и переднего углов режущей кромки. Необходимо смотреть и за тем, чтобы сверло не становилось горячим, поскольку это может привести к появлению трещин и сколов. Если вдруг изделие, обрабатываемое точилом или другим приспособлением, нагреется, то его необходимо опускать в специальную жидкость или простую воду. Но, видя, что наконечник покраснел и накалился, не стоит сразу охлаждать его, дабы не допустить повреждения. До погружения в воду сверло должно остыть под воздействием воздуха.
Каким образом затачивать спиральное изделие?
Чтобы вернуть остроту сверлу в виде спирали, нужно отшлифовать его задние грани. Во время этого процесса следует следить за тем, затачивается ли одно перо сверла так же, как другое. Делать это без специального агрегата очень сложно, тем более тому, кто не имеет опыта в заточке свёрл по металлу.
При заточке спирального сверла собственноручно вряд ли получится придать идеально правильную форму задним граням и заданному заднему углу. Поэтому шлифовать подобное изделие разумнее на специальном станке или приспособлении. Лишь бы в хозяйстве было обычное зубило, а у мужчины, которому требуется обработать затупившееся спиральное сверло, имелся опыт заточки режущих инструментов.
Как правильно обработать ступенчатое сверло?
Режущий инструмент по металлу, имеющий вид ступенек, затачивать в несколько раз труднее, чем спиральное сверло. Изделию с прямой канавкой для выведения стружки следует возвращать потерянную остроту по определённой схеме. По режущим краям ступенек со стороны жёлоба полагается проводить диском, совершая лёгкие касания.
При обработке ступенчатого сверла нельзя смещать угол, образующийся между поверхностью сзади ступеньки и канавкой. Ещё больше нюансов заточки у изделия, жёлоб которого спиральный. Технология его обработки ничем не отличается, но требует предельной аккуратности и большого опыта в шлифовке свёрл.
Галерея свёрл разного вида
 Режущий элемент такой формы тоже может затупиться Изделие уже насажено на инструмент и готово к работе Сверла могу сломаться, поэтому желательно иметь целый комплект
Режущий элемент такой формы тоже может затупиться Изделие уже насажено на инструмент и готово к работе Сверла могу сломаться, поэтому желательно иметь целый комплект  Такое сверло вгрызается в материал быстро
Такое сверло вгрызается в материал быстро  На случай поломки спирального сверла над иметь запасные режущие детали
На случай поломки спирального сверла над иметь запасные режущие детали  Наконечки ступенчатого сверла могут иметь разный диаметр Такой режущий элемент по форме напоминает конус Сверло этого типа плавно погружается в металл
Наконечки ступенчатого сверла могут иметь разный диаметр Такой режущий элемент по форме напоминает конус Сверло этого типа плавно погружается в металл
Оценка качества шлифовки
Заточив сверло по металлу, надо обязательно проверить, всё ли сделано правильно. Контроль качества обработки режущего инструмента проверить легко. Нужно только осмотреть перемычку, расположенную по центру торца наконечника изделия, оценить длину режущих кромок и занижение.
Если заточка произведена без ошибок и не испортила сверло, то перемычка будет расположена по центру торца наконечника. При правильной реабилитации затупившегося инструмента его кромка будет находиться между наиболее глубокими точками желобов, через которые выводится металлическая стружка. Это значит, что края заточенного сверла должны быть короткими.
Далее требуется проверить длину режущих кромок - промежуток между перемычкой и краем сверла по линии края, осуществляющего разрез металла. Этот параметр можно измерить обычной линейкой или циркулем. Естественно, ни одна кромка не должна отличаться от другой. В противном случае придётся снова взять приспособление для заточки и обработать поверхность, оказавшуюся короткой.
Понять, есть ли у кромок сверла занижение, можно, если поставить его вертикально, чтобы наконечник указывал на пол, и упереть перемычку в какую-нибудь плоскую поверхность. Потом нужно бросить взгляд на заднюю поверхность, находясь при этом сбоку заточенного изделия. Если виднеющаяся кромка не поднимается постепенно вверх, то над режущей зоной сверла необходимо снова потрудиться.
Заточка свёрл, без сомнения, требует мастерства. Набить руку в этом деле можно. Надо только изучить все тонкости процесса и воочию увидеть, как выполняется шлифовка затупившихся режущих инструментов.
Заточка бурава может производиться вручную, на станках или специальных абразивных дисках.
Если вы затачиваете сверло вручную, то его необходимо:
- крепко держать за хвостовик, а другой рукой направлять его спиральную часть;
- режущую кромку сверла прижать к боковой поверхности абразивного круга;
- после заточки одной стороны необходимо плавно повернуть сверло, при этом режущие кромки обязательно должны иметь правильный наклон к оси и принять нужную конфигурацию.
Сверло затачивают с обеих сторон поочередно. При этом обязательно контролируйте режущие кромки.
Помните! Острие бурава должно находиться ровно по центру.
В противном случае при работе он будет отклоняться. Стоит отметить, что на сверло ни в коем случае нельзя сильно давить, иначе оно может получить дефекты (изгиб).
Например, если после заточки вы заметили, что режущие кромки неодинаковы и наклонены под разными углами к оси, то это значит, что середина поперечной кромки находится не в центре сверла, и оно будет неправильно работать.
Во время заточки обязательно обратите внимание на изначальный угол инструмента. Именно он в дальнейшем станет вашим ориентиром. Затем осмотрите буравчик на предмет повреждений:
- если вы обнаружили серьезные дефекты, то можно воспользоваться грубой наждачной бумагой;
- если дефекты маленькие и сверло затуплено совсем чуть-чуть – воспользуйтесь доводочным кругом. Эта операция необходима для тонких буравов;
- если сверло по бетону имеет дефекты конуса хвостовика – обработайте верхнюю часть инструмента, аккуратно прижимая его к точильному кругу;
- после обработки ещё раз тщательно осмотрите заднюю поверхность бура;
- если вы заметили, или определили шаблоном, что у вас получился идеальный конус – вы правильно заточили инструмент.

После этого обработайте режущую кромку сверла. Размер перемычки при рациональном обтачивании инструмента должен быть 1-1,7 мм.
Какие особенности у точильных станков
Самодельное устройство для затачивания сверл рассчитано на сквозные и глухие буравчики из сталей, чугунок и различных твердых сплавов. В зависимости от типа, станки могут быть наделены разными функциями. На некоторых из них во время работы можно варьировать угол.
Станки для заточки бывают:
- универсальные – применяются для различных режущих инструментов;
- специализированные – для одного вида.

Именно к универсальным станкам относят устройства для заточки сверл, ведь на них можно обрабатывать:
- метчики;
- фрезы;
- долбняки;
- зенкеры.
Станки подразделяют на две категории:
- Промышленные – имеют высокую мощность и рассчитаны на заточку инструмента большого диаметра. Мощность зависит напрямую от двигателя.
- Бытовой точильный станок для сверл – достаточно компактный и используется зачастую для домашнего пользования. С его помощью можно обрабатывать даже буры малых диаметров.

Различают семь методов заточки:
- Одноплоскостной.
- Сложно-винтовой.
- Фасонный.
- Эллиптический.
- Конический.
- Двухплоскостной.
- Винтовой.
Как изготовить приспособление для заточки сверл
Для изготовления самодельного станка вам потребуются:
- тумблер;
- абразивный круг;
- заглушка;
- двигатель;
- подставка;
- провода.

Следуйте нашим советам:
- В целях безопасности поместите самодельный станок в корпус, снаружи оставьте только ось и абразивный круг. Помните, прибор будет работать от сети.
- Заранее выберите место, где будет стоять ваше приспособление для заточки сверл. Желательно, чтобы оно находилось на металлическом столе.
- Далее поставьте электродвигатель на столешницу с помощью креплений (струбцин) и отметьте места отверстий для болтов, если у него есть лапки.
- После этого уберите электромотор и сделайте 4 отверстия.
- Позже снова установите двигатель и аккуратно закрепите его с помощью болтов.
Совет : Если у двигателя нет лапок – можно укрепить его с помощью металлических полос (хомутов).

Электродвигатель для нашего будущего станка должен быть оснащен специальным удлиненным валом, на который следует надеть зернистый диск. Для этого:
- Установите крепежную гайку, предварительно нарезав на конце вала правую резьбу.
- Закрепите диск с помощью шайбы и гаек.
Если диаметр вала и отверстия диска совпадают, то установите на вал шайбу, а затем абразивный диск. Если диаметр вала и отверстия не совпадают, то вам необходимо добавить втулку.
Предварительно сделайте в ней специальное боковое отверстие с резьбой для болта, чтобы иметь возможность плотно закрепить её на вал. После этого вы можете надеть втулку.

Если вы не можете определиться с электродвигателем, то просто возьмите мотор старой стиральной машинки. Он идеально подойдет для самодельного устройства заточки.
Стоит отметить, что вы должны заранее приготовить пускатель и провода, которые впоследствии нужно будет соединить. Очень важно, чтобы пускатель имел как минимум три-четыре разомкнутых контакта. Его обмотка должна подключаться с помощью двух кнопок к фазной линии.
Внимание! Электродвигатель будет небезопасным, независимо от типа – при работе вращающийся вал может случайно намотать шнур, провод, волосы.
Совет : Изготовьте металлический короб для защиты станка от пыли, абразивных частиц, а вас – от случайных травм.
Как правильно заточить сверло на станке

- При заточке необходимо следить за тем, чтобы два плечика сверла были одинаковые. Если вы достигнете такого соответствия – значит ось вращения сверла полностью совпадет с центром отверстия.
- Перед началом заточки обязательно убедитесь в том, что абразивный диск плотно закреплен.
- Всегда начинайте процесс более грубым абразивом. После того, как на вашем сверле появится заусенец, вы можете сменить абразив на более мелкий.
- Следите за углом заточки.
- Не допускайте переключением обмоток, чтобы абразивный диск крутился наоборот. Он должен всегда двигаться только в направлении лезвия.
Учтите, что сверла не выносят излишнего перегрева. Во время заточки регулярно охлаждайте буравчик. Но ни в коем случае не опускайте в воду раскаленное докрасна сверло, так как в нем могут появиться каверны.
Дополнительные приспособления
- Направляющая
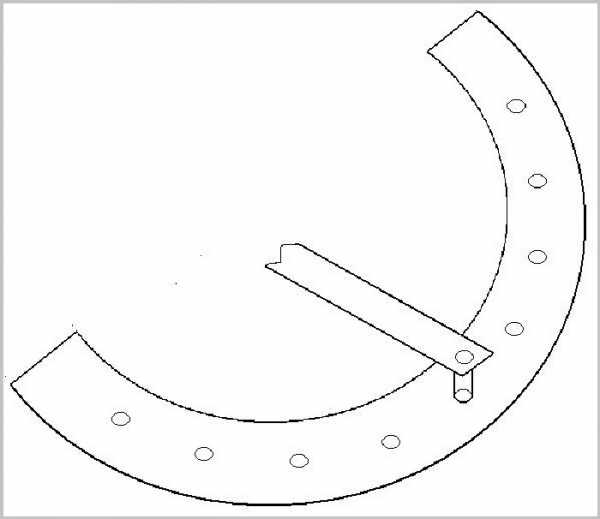
Чтобы не держать сверло в процессе заточки на весу (это может привести к травме) предусмотрите подложку или направляющую в виде маленькой приставки. Она выполняется из полосы металла, изгибается, как показано на рисунке и прикручивается к станине (основанию). Сверло опирают на нее и подводят к кругу под нужным углом.
- Угломер
Сделайте на направляющей, описанной выше, риски (отметки) под необходимые углы заточки. Пользоваться ей станет намного удобнее.
Если это для вас сложно – отрежьте верхнюю часть обычного транспортира и приклейте на направляющую.
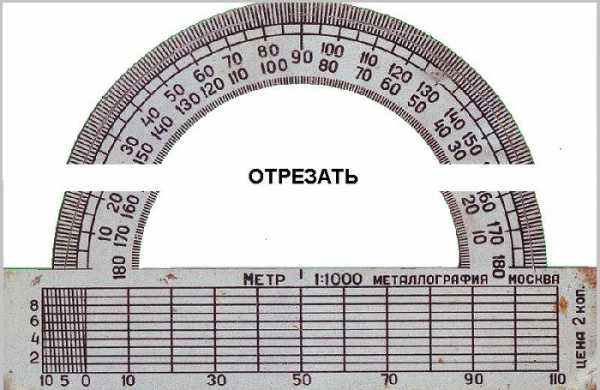
Углы менее 30 0 для заточки не применяются, поэтому жертвуем ими.
- Универсальное приспособление
Для облегчения заточки инструмента, в частности сверл, разработан механизм, состоящий из сверлильного патрона, вала, роликовых направляющих (салазки) и транспортира.
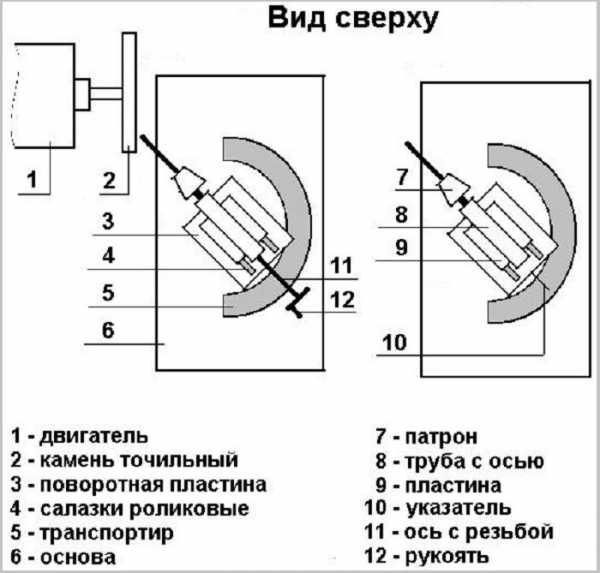
Основную подложку, описанную выше, делают широкой. На нее приклеивают транспортир. Высверливают отверстие, в которое вставляют болт, служащий осью для поворотной поверхности.
На нее устанавливают на роликовых салазках пластину, на которой закреплена труба с патроном на оси. Сама пластина движется вперед/назад с помощью обычного механизма подачи (ось с резьбой).
В нижней части поворотной пластины укреплен указатель-ограничитель смещения. Он служит для поворота устройства на нужный угол и для его стопора.
Работа с приспособлением
- В патрон вставляется сверло.
- Пластину поворачивают на нужный угол и стопорят указателем.
- Крутят рукоять, добиваясь необходимой заточки половины сверла.
- Замечают деление.
- Поворачивают сверло на 90 0 и повторяют операцию, доводя сверло до замеченной точки.
Приспособление для заточки сверл своими руками изготовить достаточно просто, условиями успеха при этом будут знание правил выполнения заточки режущего инструмента, а также умение работать ручным инструментом и техническая смекалка.
Основными правилами, обеспечивающим качественную заточку являются:
- за один проход необходимо снимать незначительный слой металла;
- в процессе выполнения работы выполняется неоднократное охлаждение сверла в водном или водно-содовом растворе;
- скорость вращения наждачного круга должна быть минимально возможной;
- сверло, во время заточки, не должно перегреваться;
- в процессе выполнения работы сверло направляется против движения абразивного круга.
Объем и характер выполняемой работы зависят от вида его износа режущего инструмента. Износ можно квалифицировать по:
- задней поверхности;
- перемычки;
- уголкам;
- фаске;
- передней поверхности.
В зависимости от вида заточки сверла, его технических характеристик, а также назначения, рекомендуются следующие виды их обработки, как-то:
| Вид заточки | Диаметр | Назначение и характеристики угла заточки |
|---|---|---|
| Одинарная нормальная – «Н» | до 12,0 мм | Для универсального применения. Угол– в соответствии с обрабатываемым материалом. |
| Одинарная с подточкой перемычки – «НП» | до 12,0 мм | Для обработки стального литья. Угол– 115-120°. |
| Одинарная с подточкой перемычки и ленточки – «НПЛ» | свыше 12,0 мм | Для стали и стального литья, а также чугуна. Угол– 115-120°. |
| Двойная с подточкой перемычки – «ДП» | свыше 12,0 мм | Для стали и чугуна с неснятой коркой. Заточка выполняется под двумя углами: 116-118° и 70-75°. |
| Двойная с подточкой перемычки и ленточки – «ДПЛ» | свыше 12,0 мм | Для универсального использования. Угол– в соответствии с обрабатываемым материалом. |
| По методу Жирова | свыше 12,0 мм | Используется при обработке хрупких материалов. Основной угол заточки – 118*, дополнительные – 70° и 55°. |
Углы заточки для спиральных сверл, используемых при обработке различных материалов необходимо уточнять перед их использованием, т.к. они разняться от 85 до 135*, что обусловлено их вязкостью.
Как изготовить станок своими руками
Для заточки спиральных сверл может быть использован любой точильный станок (агрегат), работающий от электрической сети 380/220 Вольт, оснащенный наждачным кругом и оборудованный специальным приспособлением, обеспечивающим фиксацию затачиваемого сверла под определенным углом к оси вращения абразивного элемента устройства.
Основные требования к специальным приспособлениям, обеспечивающих качественное выполнение работ:
- Ось приспособления должна совпадать с осью вращения абразивного круга. Она может быть с ней в одной горизонтальной плоскости или быть несколько выше нее.
- Используемое оборудование и приспособления должны быть надежно закреплены.
- Конструкция приспособления должна давать возможность выполнять заточку сверла под различными углами, в зависимости от потребности пользователя.
Для изготовления одного из вариантов подобных устройств понадобится:
- Ручной слесарный инструмент, углошлифовальная машинка («болгарка»), сварочный аппарат.
- Листовая сталь толщиной 3,0 – 4,0 мм, а также стальная трубка небольшого диаметра, имеющаяся в наличии.
Работы по изготовлению станка выполняются в следующей последовательности:
- Используемый точильный станок (№5 на схеме) прочно закрепляется на выбранной поверхности.
- Из полосовой стали изготавливается площадка (№1 на схеме), на которой будет закрепляться сверло (№3 на схеме).
- Форма площадки может быть произвольной, единственное условие – в месте расположения сверла посредством «болгарки» делается канавка.
- На площадке просверливаются отверстия (№6 на схеме), служащие для закрепления крепежной пластины (№2 на схеме), а также отверстия, обеспечивающие соединение приспособления к точильному станку (на схеме не указаны).
- Форма и размер крепежной пластины могут быть произвольными.
- Из металлической трубки и полосовой стали изготавливается узел крепления к основанию точильного агрегата. Наличие трубки позволяет обеспечить перемещение приспособления в вертикальной плоскости – появляется возможность изменять угол заточки сверла.
- Узел крепления приспособления для заточки к корпусу точильного станка зависит от вида и устройства блока защиты наждачного круга (№4 на схеме), а также наличия упора (площадки) конкретного наждачного агрегата.
- При желании узел крепления может быть оборудован дополнительными элементами, обеспечивающими колебательное движение приспособления в горизонтальной плоскости, что позволит обеспечить требуемую артикуляцию в процессе выполнения работ.
- После того, как все элементы приспособления собраны, оно крепится к упору (кожуху) точильного станка и проверяется работоспособность изготовленного приспособления.

Для заточки винтовых сверл можно использовать различные наждачные круги, но в свете того, что данный расходный материал (инструмент) изготавливается из прочной стали, то и абразивные элементы должны этому соответствовать.
Вы легко можете изготовить приспособление для заточки сверла по металлу своими руками. Для этого потребуется немного времени и несколько основных элементов для будущей конструкции.
Приспособления, используемые для заточки сверл по металлу, дереву, пластику и другим материала, делятся на два типа:
- Специализированные. Они могут заточить только один конкретный тип режущего инструмента;
- Универсальные. С их помощью затачиваются всевозможные резаки, сверла по металлу, дереву и пр.
Если мы говорим про изготовление приспособления своими руками, здесь обычно умельцы пытаются сделать универсальную модель. Устройство получается удобным в эксплуатации и эффективным для заточки сверла малого и среднего диаметра. Для бытовых целей подойдет идеально.
Элементы приспособления
Чтобы сделать устройство для заточки, вам потребуется наличие некоторых элементов и инструментов:
- Подставка;
- Тумблеры для включения/выключения точилки;
- Диск для точильника;
- Электродвигатель;
- Электрический кабель для подключения устройства к сети;
- Заглушки;
- Материал для корпуса.
Все составляющие элементы вашего станка для заточки сверл будет располагаться внутри корпуса. Так вы сумеете повысить собственную безопасность при работе с точильным оборудованием.
Собирая конструкцию, доступными оставьте шкив от электродвигателя, поскольку на него надевается диск для заточки. Желательно предварительно выбрать стационарное место для станка, поскольку его следует зафиксировать на верстаке или рабочем столе.
Сам процесс сборки точильного устройства выглядит следующим образом.
- Установите электродвигатель на заранее выбранное место.
- На столе, где будет располагаться приспособление для точения металлических сверл, нанесите разметку под крепления.
- Электродрелью сделайте отверстия по разметке под крепежные болты.
- Закрепите металлическими хомутами электродвигатель на его законном месте.
- Зафиксируйте кожух, который будет играть роль защиты.
- На шкив электродвигателя установите точильный диск.
- Сам двигатель должен иметь удлиненный шкив, поскольку это будет удобнее при эксплуатации точильного приспособления. Не забудьте перед установкой круга на шкив надеть шайбу.
- Если диаметр шкива и круга не совпали, можете использовать переходную втулку. Сбоку втулки просверливается отверстие под резьбу, на которое затем монтируется вспомогательный крепежный болт.
- Выбирать слишком мощный двигатель не нужно. Высокие обороты только навредят вашим сверлам по металлу. Большинство умельцев адаптируют под точильный агрегат двигатель, изъятый из старых стиральных машин.
- После завершения сборки подключите тумблеры, соедините двигатель и всю электрику через кабель к розетке.
Вспомогательные устройства
Если вам удалось своими руками собрать достаточно полезное точильное устройство для различных сверл по металлу, дереву или пластику, советуем не останавливаться на достигнутом.
Есть несколько дополнительных элементов, оснастив которыми точильное приспособление, вы существенно расширите его функциональные возможности и повысить уровень собственного комфорта при работе над сверлами.
- Проверочный шаблон. Чтобы определить правильные углы при заточке сверла, вам пригодится специальная таблица или же шаблон. Шаблон будет всегда под рукой. С его помощью вы определите, насколько правильно выполнены углы заточки, какова продолжительность рабочих кромок, какие углы между перемычками и рабочими кромками. Шаблоны делают из тонкого мягкого металла на основе нового сверла до его первого использования;
- Направляющие. Своего рода небольшие приставки, изготавливаемые из металлических полосок. Их болтами крепят на корпус точильного приспособления. При работе вам потребуется положить сверло на эти направляющие, постепенно подводя затачиваемый инструмент к абразивному камню;
- Угломеры. Самый простой вариант — взять обычный металлический транспортир, отрезать часть приспособления и закрепить на подставке. Отрезайте ту часть транспортира, где находится шкала более 30 градусов. Это обусловлено тем, что заточка сверл под меньшим углом не осуществляется.
Многозадачное приспособление
Если изготовить подобное устройство, точность и удобство заточки сверл по металлу существенно повысится. При этом собрать конструкцию довольно просто. Чтобы сделать механизм, вооружитесь следующими компонентами:
- Роликовыми салазками;
- Направляющими;
- Валом;
- Транспортиром;
- Сверлильным патроном.
- Направляющую рекомендуется сделать широкой и закрепить на ней транспортир.
- В роли поворотной оси будет выступать болт, который вставляется в заранее выверенное отверстие.
- На поворотной части располагается направляющая и подвижная металлическая пластина.
- На поверхности пластины монтируется ось и трубка.
- Один конец оси служит для установки сверлильного патрона, а другой применяется под рукоятку.
- Упорная пластина будет перемещаться за счет резьбовой оси.
- Внизу пластины располагается ограничитель. Он выполняет две функции одновременно — фиксирует механизм в требуемом положении и указывает нужный угол.
Процесс работы устройства выглядит так:
- Режущее сверло устанавливается в патроне;
- Пластина фиксируется в требуемом положении для создания угла заточки;
- Устройство вращается по продольной оси ручкой;
- Отмечается угол;
- Резак переворачивается на 90 градусов, после чего происходит обработка своими руками второй половины сверла по металлу.
Правила эксплуатации
Поскольку речь идет о работе на самодельном точильном приспособлении для сверл, здесь следует обязательно соблюдать некоторые правила. Они уберегут вас от травм, а также позволят правильно заточить сверла.
- При заточке сверл следите за тем, чтобы плечики были одинаковыми. Так вы убедитесь, что сверло аккуратно, ровно вошло в устройство и после заточки сможет качественно сверлить отверстия.
- Прежде чем запустить станок, удостоверьтесь, что точильный диск плотно зафиксировать на шкиве электрического двигателя.
- Первый этап заточки сверла выполняется крупноабразивным точильным диском. В момент, когда на сверле по металлу начнут появляться заусенцы, поменяйте точильный диск на более деликатный, чтобы завершить заточку.
- Выполняя заточку своими руками, четко придерживайтесь заданного угла.
- Вращение точильного круга должно осуществляться строго в направлении по лезвию. При противоположном движении вам не удастся дольным образом выполнить работу.
- Следите за тем, чтобы сверло не перегревалось при заточке. Периодически останавливайтесь, давайте сверлу по металлу остыть. Но ни в коем случае не остужайте путем опускания в холодную воду, поскольку из-за этого металл потеряет свою прочность.
Посмотрите наглядные видео о сборке точильных устройств. Обязательно учитывайте диаметр резаков, которые вам предстоит затачивать на станке, чтобы собираемый механизм обеспечит качественную и эффективную обработку изделий.
Точилка для сверл
Для точной установки шлифовальных сверл диаметром от 3 до 18 мм 5 регулируемых углов заточки: 41, 49, 59, 68, 88 градусов. Инструкция по эксплуатации Установите угол шлифования с помощью винта F - 59° для обычного использования - 88° для тонкого материала. во избежание перетирания - 68° для маленьких сверл - 49° для мягких металлов - 41° для запрессовки 1. Ослабьте зажимной винт B. 2. Ослабьте тележку на квадратной направляющей G.Максимально оттяните регулировочный винт D и вставьте сверло. Сверло должно быть заглублено так, чтобы оно выступало за ребро С на длину своего диаметра. Затем слегка затяните болт H салазками и болт B. (Слегка закрутите B, чтобы сверло просто застряло). Убедитесь, что спираль направлена вверх C. 3. Установите устройство вертикально перед точильным камнем (см. рисунок). Сверло должно располагаться в нижней половине камня или в левой или правой половине камня. (Примечание: Устройство должно свободно перемещаться!) Закрепите основание A барашковым винтом или зажимом.так, чтобы сверло в верхней части находилось на расстоянии около 5 мм от камня. 4. Достаточно ослабить стопорный винт E. Установите шлифовальный камень во вращение и с помощью винта D медленно перемещайте сверло, пока оно не коснется камня. Затем покачайте устройство влево и вправо (около 60°). тогда правильный помол будет достигнут автоматически. В зависимости от того, насколько глубоко нужно затачивать сверло. Медленно поворачивайте винт D вперед с интервалами. Медленно. для предотвращения перегрева и возгорания сверла. 5. Поверните винт E в тестовом положении.Ослабьте болт В. вытащите сверло и переверните его. Вкрутите винт D обратно и повторите всю операцию до конца винта E.
Индекс С.420
.TORMEK DBS-22 Держатель для заточки сверл 3-22 мм 93848422
TORMEK 938 440 203 T4 Точилка для воды Производитель: Тормек Цена: 1 890,00 зл. 2 210,16 зл. (нетто: 1 536,59 зл. 1 796,88 зл. )
Цена: 3 159,00 злотых 3 922,33 зл. (нетто: 2 568,29 злотых 3 188,89 зл. )
Цена: 3 854,72 зл. (нетто: 3 133,92 зл. 9000 3 )
В корзину TORMEK SVM-45 Держатель для заточки коротких ножей 93841203 Производитель: Тормек Цена: 152,00 зл. 173,22 зл. (нетто: 123,58 зл. 140,83 зл. )
Цена: 42,15 зл. (нетто: 34,27 зл. )
В корзину TORMEK LA-120 Насадка с кожаными дисками 93843001 Производитель: ТормекЦена: 256,00 зл. (нетто: 208,13 зл. )
В корзину TORMEK MH-380 Защитный чехол для точилки 93843308 Производитель: ТормекЦена: 98,01 зл. (нетто: 79,68 зл. )
В корзину TORMEK SVM-140 Приспособление для заточки длинных ножей 93845105 Производитель: ТормекЦена: 261,26 зл. (нетто: 212,41 зл. )
В корзину TORMEK SVM-00 Держатель для заточки разделочных ножей 93841245 Производитель: Тормек Цена: 135,00 зл. 155,85 зл. (нетто: 109,76 зл. 126,71 зл. )
Цена: 272,93 зл. (нетто: 221,89 зл. )
В корзину TORMEK SVS-38 Держатель для заточки коротких ксилографических инструментов 93841450 Производитель: ТормекЦена: 111,48 зл. (нетто: 90,63 зл. )
В корзину TORMEK SVH-320 Держатель для заточки строгальных ножей 93841906 Производитель: Тормек Цена: 747,00 зл. 856,50 зл. (нетто: 607,32 зл. 696,34 зл. )
Цена: 350,00 зл. (нетто: 284,55 зл. )
В корзину TORMEK US-105 Универсальная опора с точной регулировкой 93842151 Производитель: ТормекЦена: 231,22 зл. (нетто: 187,98 зл. )
В корзину TORMEK XB-100 Держатель горизонтальный для универсальной опоры 93842904 Производитель: ТормекЦена: 134,43 зл. (нетто: 109,29 зл. )
В корзину TORMEK SJ-200 Точильный камень гр.4000 (японский) 93 848 430 Производитель: ТормекЦена: 1 287,63 зл. (нетто: 1 046,85 зл. )
В корзину Точильный камень TORMEK SB-250 Blackstone (черный камень) 93845204 Производитель: ТормекЦена: 997,69 злотых (нетто: 811,13 зл. )
В корзину TORMEK SJ-250 Камень точильный гр.4000 (японский) 93 845 303 Производитель: ТормекЦена: 1 847,36 зл. (нетто: 1 501,92 зл. )
В корзину ТОРМЭК СВД-186Р Приспособление для точения ножей и профильных стамесок 93841229 Производитель: ТормекЦена: 409,64 зл. (нетто: 333,04 зл. )
В корзину TORMEK RB-180 Поворотная база для заточных станков 180 градусов 93842862 Производитель: ТормекЦена: 273,00 злотых (нетто: 221,95 зл. )
В корзину TORMEK TTS-100 Вспомогательное приспособление для заточки токарных ножей 93844702 Производитель: ТормекЦена: 120,00 злотых (нетто: 97,56 зл. )
В корзину TORMEK SG -200 Точильный камень из оксида алюминия гр.220 93841005 Производитель: ТормекЦена: 500,00 злотых (нетто: 406,50 зл. )
В корзину TORMEK SVS-50 Держатель для заточки прямых и профильных стамесок 93841674 Производитель: ТормекЦена: 288,00 злотых (нетто: 234,15 зл. )
В корзину Топорное устройство TORMEK SVA-170.Размер топора 170 мм 93841708 Производитель: ТормекЦена: 77,83 зл. (нетто: 63,28 зл. )
В корзину TORMEK SVD-110 Подставка для заточки токарных резцов и скребков 93841807 Производитель: ТормекЦена: 165,00 зл. (нетто: 134,15 зл. )
В корзину TORMEK SP-650 Камень для изменения зернистости поверхности абразивного круга 93842003 Производитель: ТормекЦена: 148,00 злотых (нетто: 120,33 зл. )
В корзину Транспортир TORMEK WM-200 для установки и измерения углов лезвия 93842854 Производитель: ТормекЦена: 99,00 злотых (нетто: 80,49 зл. )
В корзину TORMEK HTK-806 Набор принадлежностей для заточки ручного инструмента 93841112 Производитель: Тормек Цена: 959,00 злотых 1 024,75 зл. (нетто: 779,67 зл. 833,13 зл. )
Цена: 800,00 злотых (нетто: 650,41 зл. )
В корзину TORMEK SE-77 Держатель для заточки плоских стамесок и рубанков 93845407 Производитель: Тормек Цена: 254,00 зл. 299,00 зл. (нетто: 206,50 зл. 243,09 зл. )
Цена: 885,00 зл. (нетто: 719,51 зл. )
В корзину .Держатель для заточки сверл C.420
Описание товара Держатель для заточки сверл C.420
Держатель для точной заточки шлифовальных коронок,
• для сверл диаметром от 3 до 18 мм,
• 5 установок углов заточки: 41°, 49°, 59°, 68°, 88°,
Инструкция по эксплуатации
Используйте винт для установки угла заточки с помощью винта F
- 59° для нормального использования,
- 88° для тонкого материала, чтобы избежать истирания,
- 68° для небольших сверл,
- 49° для мягких металлов ,
- 41° для встраивания ,
• 1.Ослабьте зажимной винт B ,
• 2. Ослабьте регулируемую каретку на квадратной направляющей G . Максимально оттяните регулировочный винт D и вставьте сверло. Сверло должно быть установлено так, чтобы оно выступало за край C не менее чем на длину своего диаметра. Затем слегка затяните болт H салазок и болт B . (слегка завинтите B так, чтобы сверло только вонзилось). Пожалуйста, следите за тем, чтобы спираль была направлена вверх C .
• 3. Установите устройство вертикально перед точильным камнем (см. рисунок). Сверло должно располагаться напротив нижней половины камня с левой или правой стороны. (Примечание: Устройство должно свободно перемещаться!) Закрепите основание A барашковым винтом или зажимом так, чтобы сверло в верхней части находилось на расстоянии примерно 5 мм от камня.
• 4. Достаточно ослабьте стопорный винт E , установите шлифовальный камень во вращение и с помощью винта D медленно перемещайте сверло, пока оно не коснется камня.Затем наклоните устройство влево и вправо (около 60°), после чего соответствующий угол заточки будет получен автоматически. В зависимости от того, насколько глубоко необходимо затачивать сверло, медленно поворачивайте винт D вперед через определенные промежутки времени. Медленно. для предотвращения перегрева и возгорания сверла.
• 5. Поверните винт E в тестовое положение. Ослабьте винт B , снимите сверло и переверните его. Вверните винт D обратно и повторите всю операцию до конца винта E
.




Профессиональная мастерская и ручной инструмент, электроинструменты, магазин Люблин
Настройки файлов cookie
Здесь вы можете определить свои предпочтения в отношении использования нами файлов cookie.Требуется для работы страницы
Эти файлы cookie необходимы для работы нашего веб-сайта, поэтому вы не можете их отключить.
Функциональный
Эти файлы позволяют использовать другие функции сайта (кроме необходимых для его работы).Включив их, вы получите доступ ко всем функциям веб-сайта.
Аналитический
Эти файлы позволяют нам анализировать наш интернет-магазин, что может способствовать его лучшему функционированию и адаптации к потребностям Пользователей.
Поставщики аналитического программного обеспечения
Эти файлы используются поставщиком программного обеспечения, под которым работает наш магазин.Они не объединяются с другими данными, введенными вами в магазине. Целью сбора этих файлов является выполнение анализа, который будет способствовать разработке программного обеспечения. Вы можете прочитать больше об этом в политике использования файлов cookie Shoper.
Маркетинг
Благодаря этим файлам мы можем проводить маркетинговые мероприятия.
.Держатель для заточки сверл OPT.C.420: DoWarsztatu.com
+ Добавить в сравнениеДобавить в список покупок- Держатель для заточки сверл
Для сверл диаметром 3 - 18 мм
5 режимов заточки углы: 41, 49, 59, 68, 88 градусов.
Инструкция по эксплуатации
Установите угол заточки с помощью винта F
- 59° для нормального использования
- 88° для тонкого материала.во избежание истирания
- 68° для малых сверл
- 49° для мягких металлов
- 41° для запрессовки
1. Ослабьте зажимной винт B .
2. Ослабьте задвижку на квадратной направляющей G . Максимально оттяните регулировочный винт D и вставьте сверло. Сверло должно быть установлено так, чтобы оно выступало за край C на длину своего диаметра. Затем слегка затяните болт H салазок и болт B .(Слегка завинтите B , чтобы сверло только застряло). Пожалуйста, следите за тем, чтобы спиральная часть была направлена вверх C .
3. Установите устройство вертикально перед точильным камнем (см. рисунок). Сверло должно располагаться в нижней половине камня или в левой или правой половине камня. (Примечание: Устройство должно свободно перемещаться!) Закрепите основание A барашковым винтом или зажимом. так, чтобы сверло в верхней части находилось на расстоянии около 5 мм от камня.
4.Достаточно ослабить стопорный винт E . Приведите точильный камень во вращение и с помощью винта D медленно перемещайте сверло, пока оно не коснется камня. Затем покачайте устройство влево и вправо (около 60°). тогда правильный помол будет достигнут автоматически. В зависимости от того, насколько глубоко нужно затачивать сверло. Медленно поверните винт D вперед с интервалами. Медленно. для предотвращения перегрева и возгорания сверла.
5. Поверните болт E в тестовое положение.Ослабьте болт B . вытащите сверло и переверните его. Вверните болт D обратно и повторите это снова до конца болта E .
Нужна помощь? У вас есть вопросы? Задайте вопрос и мы тут же ответим, публикуя самые интересные вопросы и ответы для других.
Спросите о продукте
.Держатель для заточки сверл C.420 CONDOR (C.420) - Клещи и универсальные инструменты
Держатель для заточки сверл C.420 CONDOR (C.420) - Клещи и универсальные инструменты - Comarch e-Sklep- Дом
- Товары
- Ручные инструменты
- Кондор
- Плоскогубцы и универсальные инструменты
- Держатель для заточки сверл C.420 CONDOR (C.420)
Описание
Для точного закрепления шлифовального сверла
на сверлах диаметром 3–18 мм
5 настроек угла заточки: 41.49. 59. 68. 88 градусов.
Установка угла заточки с помощью винта
F- 59° для нормального использования
- 88° для тонкого материала. во избежание натирания
- 68° для малых сверл
- 49° для мягких металлов
- 41° для запрессовки
1. Ослабьте зажимной винт
B.2. Ослабьте задвижку на квадратной направляющей
G. Максимально оттяните регулировочный винт D и вставьте сверло. Сверло должно быть заглублено так, чтобы оно выступало за ребро С на длину своего диаметра.Затем слегка затяните болт H салазками и болт B. (Слегка закрутите B, чтобы сверло просто застряло). Убедитесь, что спираль направлена вверх C.3. Установите устройство вертикально перед точильным камнем (см. рисунок). Сверло должно располагаться в нижней половине камня или в левой или правой половине камня. (Примечание: устройство должно свободно перемещаться!) Закрепите основание
A барашковым винтом или зажимом. так, чтобы сверло в верхней части находилось на расстоянии около 5 мм от камня.4. Достаточно ослабить стопорный винт
E.Установите шлифовальный камень во вращение и с помощью винта D медленно перемещайте сверло, пока оно не коснется камня. Затем покачайте устройство влево и вправо (около 60°). тогда правильный помол будет достигнут автоматически. В зависимости от того, насколько глубоко нужно затачивать сверло. Медленно поворачивайте винт D вперед с интервалами. Медленно. для предотвращения перегрева и возгорания сверла.5. Поверните болт
E в тестовое положение. Ослабьте болт В. вытащите сверло и переверните его. Вкрутите винт D обратно и повторите всю операцию до конца винта E.Более Крах
Характеристики товара
- Код товара
- 77.C.420
- ID
- 29215
- Символ
- C.420
- Код EAN
- НДС 90 050 23%
- Стоимость обращения с отходами (цена)
- 0,00 зл.
Цены указаны брутто, включая НДС.
Валюта
злотый Владелец сайта ИНСТРУМЕНТЫ М.ДЗЕВОНСКИ А. ДЗЕВОНСКА СП. Дж. ул. Wóycickiego 5A / 01-938 Варшава, Польша
НПВ 1181242700
© Comarch SA 2019. Все права защищены Работает на Comarch e-Sklep®
Наш сайт использует файлы cookie. Мы используем информацию, сохраненную с помощью файлов cookie и аналогичных технологий, в том числе в рекламных и статистических целях. Веб-браузер позволяет вам изменять настройки файлов cookie. Правила
Закрой его .УНИВЕРСАЛЬНАЯ ЗАТОЧКА 150 Вт, 5500 об/мин, ДЛЯ ЗАТОЧКИ СВЕРЛ 3-13 ММ, - Sthor 73473
Описание продукта
Многофункциональная точилка мощностью 150 Вт для заточки стальных сверл 3–13 мм, ножей, ножниц, топоров и скалывателей. ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ:
Напряжение сети - 230 В
Частота сети - 50 Гц
Номинальная мощность - 150 Вт
Номинальная скорость - 5500 об/мин
Диаметр сверла - 3 мм -13 мм
Угол сверления - 118 градусов
Класс изоляции - II
Степень защиты - IP20
Уровень шума:
- звуковое давление LpA ± KpA - 81,56 ± 3 дБ (A)
- звуковая мощность LwA ± KwA - 94,56 ± 3 дБ (A)
Масса - 1,62 кг
Использование по назначению / применение
- заточка сверл, предназначенных для сверления по металлу или универсальных сверл- заточка ножей
- ножницы для заточки
- заточка топоров и колунов
при условии, что все вышеперечисленноеизделия изготовлены из стали.
Использование
Перед началом работы поставьте точилку на ровную, плоскую и твердую поверхность. Убедитесь, что все ножки инструмента стоят на земле. Точилку следует использовать только в сухих помещениях, без доступа посторонних, особенно детей. ЗАТОЧКА ТОПОРА, ЛЕЗВИЙ И НОЖНИЦ
- Заточку осей ножей и ножниц следует производить с использованием защитных перчаток, предохраняющих от порезов.
- Выберите слот, предназначенный для заточки типа лезвия.
- Включить точилку и дождаться достижения номинальной скорости.
- Вставьте лезвие в соответствующий паз, а затем потяните его в направлении, противоположном вращению шлифовальной пластины, отмеченному на корпусе точилки (II).
- При перетаскивании лезвие должно прижиматься к шлифовальной пластине с небольшим усилием. Повторите операцию несколько раз.
- Затем выключите точилку выключателем и выньте вилку из розетки.
Внимание! При заточке всегда тяните лезвие в направлении, противоположном вращению точильного камня.
Не тяните лезвие в направлении вращения шлифовальной тарелки.
ЗАТОЧКА СВЕРЛА
Перед заточкой сверла его необходимо правильно установить в держателе. Для этого нажмите на защелку челюстей, чтобы они открылись (III). Ручкой рукоятки установите диаметр чуть больше диаметра затачиваемого сверла, чтобы обеспечить свободное движение сверла в держателе.Вставьте рукоятку в гнездо для позиционирования дрели (IV). Обратите внимание, что на рукоятке дрели есть выступы, которые необходимо вставить в пазы гнезда (V). Поднимите защелку челюсти, которая будет захватывать сверло, поверните сверло так, чтобы оно было захвачено в самом узком месте (VI).
Используйте ручку управления, чтобы установить количество материала, которое будет собираться во время заточки. Поворот маховика в направлении стрелки увеличивает количество подбора (VII). В случае обычной заточки сверла установите минимальный уровень собираемого материала.В случае большего повреждения бура установите более высокий уровень собранного материала.
Прижмите сверло к поверхности установочного штифта (VIII), затем затяните ручку рукоятки по часовой стрелке, чтобы зафиксировать сверло в рукоятке (IX). Нажмите на защелку кулачка и откройте кулачки, затем выдвиньте патрон с прикрепленным сверлом из гнезда позиционирования.
Подключить точилку к сети, включить точилку и дождаться достижения номинальной скорости.Наклоните крышку устройства для заточки сверл в направлении стрелки. Вставьте рукоятку после прилагаемого сверла в гнездо, убедившись, что выступы на рукоятке совмещены с выемками в гнезде (X). Когда вы услышите звук скрежета, подвигайте его вперед и назад в течение 5–10 секунд, слегка прижимая сверло к шлифовальной тарелке. Затем выньте патрон из гнезда, поверните его на 180 градусов и повторите операцию для другого края сверла.Всегда затачивайте оба края сверла.
Внимание! Каждая кромка должна быть заточена с одинаковым временем и нажата с одинаковым усилием. Это предотвратит неравномерную заточку сверла.
В случае заточки сверл диаметром 10 мм и более необходимо выполнять процесс заточки боковой поверхности сверла. Для этого после заточки описанным выше способом вставьте ручку со сверлом в шлифовальное гнездо поверхности сверла и слегка нажмите на нее в течение нескольких секунд (XI).Затем выньте патрон из гнезда, поверните его на 180 градусов и повторите операцию для другой опорной поверхности сверла.
Внимание! Каждая поверхность должна быть отшлифована одинаковое количество раз и прижата с одинаковым усилием. Это предотвратит неравномерную заточку сверла.
После заточки сверла оцените результаты работы. Если кончик сверла после заточки посинел или отличается от естественного цвета стали, это означает перегрев поверхности и давление сверла на шлифовальную пластину во время заточки следует уменьшить.
Если после заточки края сверла не равны по длине, отрегулируйте время и усилие заточки с каждой стороны сверла.
ОПОРОЖНЕНИЕ КОНТЕЙНЕРОВ ДЛЯ ПЫЛИ
Точилка оснащена двумя контейнерами, в которых собирается пыль, образующаяся во время работы. Каждый раз после окончания работы их следует опорожнять. Для этого вытащите их из корпуса точилки, очистите, а затем прикрепите к корпусу точилки.
Параметры
- Мощность [Вт]: 150
- Скорость вращения [1/мин]: 5500











 Вызов дизайнера:
Вызов дизайнера:


Действующие акции

скидка для внимательных клиентов 7% от общей стоимости заказа.

