Салон штор в Санкт-Петербурге




Термообработка это
ТЕРМИЧЕСКАЯ ОБРАБОТКА | это... Что такое ТЕРМИЧЕСКАЯ ОБРАБОТКА?
- ТЕРМИЧЕСКАЯ ОБРАБОТКА
- ТЕРМИЧЕСКАЯ ОБРАБОТКА, тепловая обработка в основном металлов и сплавов для изменения их структуры и свойств. Основные виды: закалка (быстрое охлаждение с повышением температуры для увеличения прочности), отжиг (нагрев до высокой температуры, выдержка при ней и медленное охлаждение для повышения пластичности), отпуск (нагрев после закалки и последующее охлаждение для снижения хрупкости и повышения пластичности). Может сочетаться с химической, механической и магнитной обработками.
Современная энциклопедия. 2000.
- ТЕРМИНАЛЬНОЕ СОСТОЯНИЕ
- ТЕРМО...
Смотреть что такое "ТЕРМИЧЕСКАЯ ОБРАБОТКА" в других словарях:
ТЕРМИЧЕСКАЯ ОБРАБОТКА — совокупность операций теплового воздействия на материалы (главным образом металлы и сплавы) с целью изменения их структуры и свойств в нужном направлении. Основные виды термической обработки: закалка, отпуск, отжиг, нормализация, старение… … Большой Энциклопедический словарь
Термическая обработка — – тепловая обработка полуфабриката при температуре ниже 800оС. [ИСО 836 2001] Рубрика термина: Огнеупоры Рубрики энциклопедии: Абразивное оборудование, Абразивы, Автодороги, Автотехника … Энциклопедия терминов, определений и пояснений строительных материалов
термическая обработка — термообработка Обработка, заключающаяся в изменении структуры и свойств материала заготовки вследствие тепловых воздействий. [ГОСТ 3.1109 82] Тематики технологические процессы в целом Синонимы термообработка EN heat treatment DE thermische… … Справочник технического переводчика
ТЕРМИЧЕСКАЯ ОБРАБОТКА — изменение механических свойств металлов путем соответственного температурного режима, иногда в соединении с действием химических реагентов. К термической обработке относится закалка, отжиг, цементация, отпуск, нитрирование и т. д. Самойлов К. И.… … Морской словарь
ТЕРМИЧЕСКАЯ ОБРАБОТКА — совокупность технологических операций, связанных с нагреванием, охлаждением и направленных на изменение свойств материалов в результате изменения их внутреннего или поверхностного строения. Особенно широкое промышленное распространение получила Т … Большая политехническая энциклопедия
термическая обработка — 3.14 термическая обработка субстрата: Процесс обработки субстрата при повышенной температуре (+60 °С ... 62 °С) с помощью насыщенного пара низкого давления (пастеризация) и последующего охлаждения («кондиционирования») субстрата для завершения… … Словарь-справочник терминов нормативно-технической документации
термическая обработка — совокупность операций теплового воздействия на материалы (главным образом металлы и сплавы) с целью изменения структуры и свойств в нужном направлении. Основные виды термической обработки: закалка, отпуск, отжиг, нормализация, старение… … Энциклопедический словарь
термическая обработка — [heat (thermal treatment (processing)] совокупность операций теплового воздействия на материал с целью изменения его структуры и свойств в нужном направлении (Смотри Термообработка). Смотри также: Обработка электроэрозионная обработка … Энциклопедический словарь по металлургии
Термическая обработка — металлов, процесс обработки изделий из металлов и сплавов путём теплового воздействия с целью изменения их структуры и свойств в заданном направлении. Это воздействие может сочетаться также с химическим, деформационным, магнитным и др.… … Большая советская энциклопедия
Термическая обработка — Термическая обработка выдерживание материала при повышенной (нагрев) или при пониженной (охлаждение) температуре, либо соблюдение определённого температурного режима в течение определённого времени для придания ему необходимых свойств.… … Википедия
Термообработка: закалка, отпуск, нормализация, отжиг
Металлоизделия, используемые в любых отраслях хозяйства должны отвечать требованиям устойчивости к износу. Для этого используется воздействие высокими температурами, в результате чего усиливаются нужные эксплуатационные свойства. Этот процесс называется термической обработкой.
Термообработка представляет собой комплекс операций нагрева, охлаждения и выдержки металлических твердых сплавов для получения необходимых свойств благодаря изменению структуры и внутреннего строения. Термическая обработка применяется в качестве промежуточной операции для того, чтобы улучшить обрабатываемость резанием, давлением, либо в качестве окончательной операции технологического процесса, которая обеспечивает требуемый уровень свойств детали.
Различные методы закаливания применялись с давних пор: мастера погружали нагретую металлическую полоску в вино, в масло, в воду. Для охлаждения кузнецы порой применяли и достаточно интересные способы, например садились на коня и мчались, охлаждая изделие в воздухе.
По способу совершения термическая обработка бывает следующих видов:
-Термическая (нормализация, закалка, отпуск, отжиг, старение, криогенная обработка).
-Термо-механическая. Включает обработку высокими температурами в сочетании с механическим воздействием на сплав.
-Химико-термическая. Подразумевает термическую обработку металла с последующим обогащением поверхности изделия химическими элементами (углеродом, азотом, хромом и др.).
Основные виды термической обработки:
1. Закалка. Представляет собой вид термической обработки разных материалов (металлы, стекло), состоящий в нагреве их выше критической температуры с быстрым последующим охлаждением. Выполняется для получения неравновесных структур с повышенной скоростью охлаждения. Закалка может быть как с полиморфным превращением, так и без полиморфного превращения.
2. Отпуск – это технологический процесс, суть которого заключается в термической обработке закалённого на мартенсит металла либо сплава, основными процессами при котором являются распад мартенсита, рекристаллизация и полигонизация. Проводится с целью снятия внутренних напряжений, для придания материалу необходимых эксплуатационных и механических свойств.
3. Нормализация. В данном случае изделие нагревается до аустенитного состояния и потом охлаждается на спокойном воздухе. В результате нормализации снижаются внутренние напряжения, выполняется перекристаллизация стали. В сравнении с отжигом, нормализация – процесс более короткий и более производительный.
4. Отжиг. Представляет собой операцию термической обработки, заключающуюся в нагреве стали, выдержке при данной температуре и последующем медленном охлаждении вместе с печью. В результате отжига образуется устойчивая структура, свободная от остаточных напряжений. Отжиг является одной из важнейших массовых операций термической обработки стали.
Цель отжига:
1) Снижение твердости и повышение пластичности для облегчения обработки металлов резанием;
2) Уменьшение внутреннего напряжения, возникающего после обработки давлением (ковка, штамповка), механической обработки и т. д.;
3) Снятие хрупкости и повышение сопротивляемости ударной вязкости;
4) Устранение структурной неоднородности состава материала, возникающей при затвердевании отливки в результате ликвации.
Для цветных сплавов (алюминиевые, медные, титановые) также широко применяется термическая обработка. Цветные сплавы подвергают как разупрочняющей, так и упрочняющей термической обработке, в зависимости от необходимых свойств и области применения.
Термическая обработка металлов и сплавов является основным технологическим процессом в чёрной и цветной металлургии. На данный момент в распоряжении технических специалистов множество методов термообработки, позволяющих добиться нужных свойств каждого вида обрабатываемых сплавов. Для каждого металла свойственна своя критическая температура, а это значит, что термообработка должна производиться с учётом структурных и физико-химических особенностей вещества. В конечном итоге это позволит не только достичь нужных результатов, но и в значительной степени рационализировать производственные процессы.
Комплексная термическая обработка металлов
КОМПЛЕКСНАЯ ТЕРМИЧЕСКАЯ ОБРАБОТКА МЕТАЛЛОВ
Комплексная термическая обработка металлов - процесс изменения структуры стали, цветных металлов, сплавов при нагревании и последующем охлаждении с определенной скоростью. Термическая обработка (термообработка) приводит к существенным изменениям свойств стали, цветных металлов, сплавов. Химический состав металла не изменяется.
Термическая обработка (термообработка) стали, сплавов бывает следующих видов: отжиг, нормализация, закалка, отпуск.
- Отжиг - термическая обработка (термообработка) металла, при которой производится нагревание металла, а затем медленное охлаждение. Эта термобработка (т.е. отжиг) бывает разных видов (вид отжига зависит от температуры нагрева, скорости охлаждения металла).
- Закалка - термическая обработка (термообработка) стали, сплавов, основанная на перекристаллизации стали (сплавов) при нагреве до температуры выше критической; после достаточной выдержки при критической температуре для завершения термической обработки следует быстрое охлаждение. Закаленная сталь (сплав) имеет неравновесную структуру, поэтому применим другой вид термообработки - отпуск.
- Отпуск - термическая обработка (термообработка) стали, сплавов, проводимая после закалки для уменьшения или снятия остаточных напряжений в стали и сплавах, повышающая вязкость, уменьшающая твердость и хрупкость металла.
- Нормализация - термическая обработка (термообработка), схожая с отжигом. Различия этих термобработок (нормализации и отжига) состоит в том, что при нормализации сталь охлаждается на воздухе (при отжиге - в печи).
ОТЖИГ СТАЛИ
Отжиг - процесс термообработки металла, при котором производится нагревание, затем медленное охлаждение металла. Переход структуры из неравновесного состояния до более равновесного. Отжиг первого рода, его виды: возврат (он же отдых металла), рекристаллизационный отжиг (он же называется рекристаллизация), отжиг для снятия внутренних напряжений, диффузионный отжиг (еще называется гомогенизация). Отжиг второго рода – изменение структуры сплава посредством перекристаллизации около критических точек с целью получения равновесных структур. Отжиг второго рода, его виды: полный, неполный, изотермический отжиги. Ниже рассмотрен отжиг, его виды, применительно к стали.
- Возврат (отдых) стали – нагрев до 200 – 400°C, отжиг для уменьшения или снятия наклепа. По результатам отжига наблюдается уменьшение искажений кристаллических решеток у кристаллитов и частичное восстановление физико-химических свойств стали.
- Рекристаллизационный отжиг стали (рекристаллизация) - нагрев до температур 500 – 550°C; отжиг для снятия внутренних напряжений – нагрев до температур 600 – 700°C. Эти виды отжига снимают внутренние напряжения металла отливок от неравномерного охлаждения их частей, также в заготовках, обработанных давлением (прокаткой, волочением, штамповкой) с использованием температур ниже критических. Вследствиии рекристаллизационного отжига из деформированных зерен вырастают новые кристаллы, ближе к равновесным, поэтому твердость стали снижается, а пластичность, ударная вязкость увеличиваются. Чтобы полностью снять внутренние напряжения стали нужна температура не менее 600°C. Охлаждение после выдержки при заданной температуре должно быть достаточно медленным: вследствии ускоренного охлаждения металла вновь возникают внутренние напряжения.
- Диффузионный отжиг стали (гомогенизация) применяется тогда, когда сталь имеет внутрикристаллическую ликвацию. Выравнивание состава в зернах аустенита достигается диффузией углерода и других примесей в твердом состоянии, наряду с самодиффузией железа. По результатам отжига, сталь становится однородной по составу (гомогенной), поэтому диффузионный отжиг называет также гомогенизацией. Температура гомогенизации должна быть достаточно высокой, однако нельзя допускать пережога, оплавления зерен. Если допустить пережог, то кислород воздуха окисляет железо, проникая в толщу его, образуются кристаллиты, разобщенные окисными оболочками. Пережог устранить нельзя, поэтому пережженные заготовки являются окончательным браком. Диффузионный отжиг стали обычно приводит к слишком сильному укрупнению зерна, что следует исправлять последующим полным отжигом (на мелкое зерно).
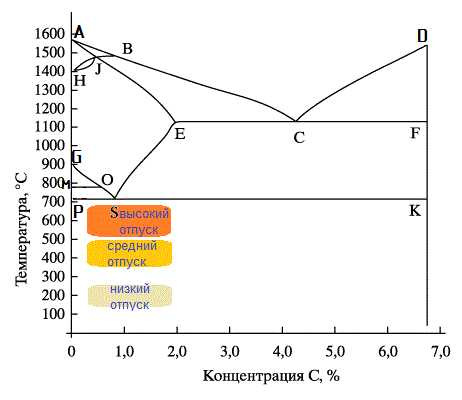
- Полный отжиг стали связан с фазовой перекристаллизацией, измельчением зерна при температурах точек АС1 и АС2. Назначение его – улучшение структуры стали для облегчения последующей обработки резанием, штамповкой или закалкой, а также получение мелкозернистой равновесной перлитной структуры готовой детали. Для полного отжига сталь нагревают на 30-50°Cвыше температуры линии GSK и медленно охлаждают. После отжига избыточный цементит (в заэвтектоидных сталях) и эвтектоидный цементит имеют форму пластинок, поэтому и перлит называют пластинчатым
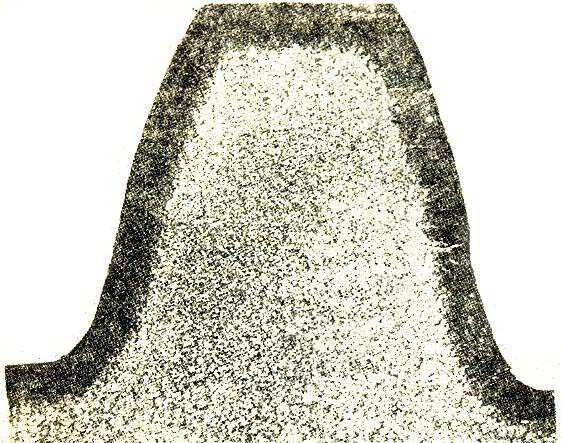
- При отжиге стали на пластинчатый перлит заготовки оставляют в печи до охлаждения, чаще всего при частичном подогреве печи топливом, чтобы скорость охлаждения была не больше 10-20°C в час. Отжигом также достигается измельчение зерна. Крупнозернистая структура, например, доэвтектоидной стали, получается при затвердевании вследствие свободного роста зерен (если охлаждение отливок медленное), а также в результате перегрева стали. Эта структура называется видманштетовой (по имени австрийского астронома А. Видманштеттена, открывшего в 1808 г. такую структуру на метеорном железе). Такая структура придает низкую прочность заготовке. Структура характерна тем, что включения феррита (светлые участки) и перлита (темные участки) располагаются в виде вытянутых пластин под различными углами друг к другу. В заэвтектоидный сталях видманштетова структура характеризуется штрихообразным расположением избыточного цементита. Размельчение зерна связано с перекристаллизацией альфа-железа в гамма-железо; вследствии охлаждения и обратного переходе гамма-железа в aльфа-железо мелкозернистая структура сохраняется. Таким образом, одним из результатов отжига на пластинчатый перлит является мелкозернистая структура.
- Неполный отжиг стали связан с фазовой перекристаллизацией лишь при температуре точки А С1; неполный отжиг применяется после горячей обработки давлением, когда у заготовки мелкозернистая структура.
- Отжиг стали на зернистый перлит применяют обычно для эвтектоидных, заэвтектоидных сталей, для повышения пластичности, вязкости стали и уменьшения ее твердости. Для получения зернистого перлита сталь нагревают выше точки АС1, затем выдерживают недолго, чтобы цементит растворился в аустените не полностью. Затем сталь охлаждают до температуры несколько ниже Ar1, выдерживают при такой температуре несколько часов. При этом частицы оставшегося цементита служат зародышами кристаллизации для всего выделяющегося цементита, который нарастает округлыми (глобулярными) кристаллитами, рассеянными в феррите. Свойство зернистого перлита существенно отличаются от свойств пластинчатого в сторону меньшей твердости, но большей пластинчатости и вязкости. Особенно это относится к заэвтектоидной стали, где весь цементит (как эвтектоидный, так избыточный) получается в виде глобулей.
- Изотермический отжиг - после нагрева и выдержки сталь быстро охлаждают до температуры несколько ниже точки А 1, затем выдерживают при этой температуре до полного распадения аустенита на перлит, после чего охлаждают на воздухе. Применение изотермического отжига значительно сокращает время, а также повышает производительность. Например, обыкновенный отжиг легированной стали длится 13-15 ч, а изотермический – всего 4-7 ч.
ЗАКАЛКА СТАЛИ
Различают закалку с полиморфным превращением, для сталей, и закалку без полиморфного превращения, для большинства цветных металлов. Материал, подвергшийся закалке приобретает большую твердость, но становится хрупким, менее пластичным и вязким, если сделать большее количество повторов нагревание-охлаждение.
Для снижения хрупкости и увеличения пластичности и вязкости, после закалки с полиморфным превращением применяют отпуск. После закалки без полиморфного превращения применяют старение. При отпуске имеет место некоторое снижение твердости и прочности материала.
В зависимости от температуры нагрева, закалку подразделяют на полную и неполную. В случае полной закалки материал нагревают на 30 - 50°C выше линии GS для доэвтектоидной стали и эвтектоидной, заэвтектоидная линия PSK, в этом случае сталь приобретает структуру аустенит и аустенит + цементит. При неполной закалке производят нагрев выше линии PSK диаграммы, что приводит к образованию избыточных фаз по окончании закалки.
Неполная закалка, как правило, применяется для инструментальных сталей. Закалка снимается отпуском материала. В некоторых изделиях закалка выполняется частично, например при изготовлении японских катан, закалке подвергается только режущая кромка меча.
Закалочные среды
При закалке для переохлаждения аустенита до температуры мартенситного превращения требуется быстрое охлаждение, но не во всём интервале температур, а только в пределах 650-400 °C, то есть в том интервале температур в котором аустенит менее всего устойчив, быстрее всего превращается в феритно-цементитную смесь. Выше 650 °C скорость превращения аустенита мала, и поэтому смесь при закалке можно охлаждать в этом интервале температур медленно, но, конечно, не настолько, чтобы началось выпадение феррита или превращение аустенита в перлит.
Механизм действия закалочных сред (вода, масло, водополимерная закалочная среда (Термат), а также охлаждение деталей в растворах солей) следующий. В момент погружения изделия в закалочную среду вокруг него образуется плёнка перегретого пара, охлаждение происходит через слой этой паровой рубашки, то есть относительно медленно. Когда температура поверхности достигает некоторого значения (определяемого составом закаливающей жидкости), при котором паровая рубашка разрывается, то жидкость начинает кипеть на поверхности детали, и охлаждение происходит быстро.
Первый этап относительно медленного кипения называется стадией плёночного кипения, второй этап быстрого охлаждения - стадией пузырькового кипения. Когда температура поверхности металла ниже температуры кипения жидкости, жидкость кипеть уже не может, и охлаждение замедлится. Этот этап носит название конвективного теплообмена.
Способы закалки
- Закалка в одном охладителе — нагретую до определённых температур деталь погружают в закалочную жидкость, где она остаётся до полного охлаждения. Этот способ применяется при закалке несложных деталей из углеродистых и легированных сталей.
- Прерывистая закалка в двух средах — этот способ применяют при закалке высокоуглеродистых сталей. Деталь сначала быстро охлаждают в быстро охлаждающей среде (например воде), а затем в медленно охлаждающей (масло).
- Струйчатая закалка заключается в обрызгивании детали интенсивной струёй воды и обычно её применяют тогда, когда нужно закалить часть детали. При этом способе не образуется паровая рубашка, что обеспечивает более глубокую прокаливаемость, чем простая закалка в воде. Такая закалка обычно производится в индукторах на установках ТВЧ.
- Ступенчатая закалка — закалка, при которой деталь охлаждается в закалочной среде, имеющей температуру выше мартенситной точки для данной стали. При охлаждении и выдержке в этой среде закаливаемая деталь должна приобрести во всех точках сечения температуру закалочной ванны. Затем следует окончательное, обычно медленное, охлаждение, во время которого и происходит закалка, то есть превращение аустенита в мартенсит.
- Изотермическая закалка. В отличие от ступенчатой при изотермической закалке необходимо выдерживать сталь в закалочной среде столько времени, чтобы успело закончиться изотермическое превращение аустенита.
ОТПУСК СТАЛИ
Отпуск стали смягчает действие закалки, уменьшает или снимает остаточные напряжения, повышает вязкость, уменьшает твердость и хрупкость стали. Отпуск производится путем нагрева деталей, закаленных на мартенсит до температуры ниже критической. При этом в зависимости от температуры нагрева могут быть получены состояния мартенсита, троостита или сорбита отпуска. Эти состояния несколько отличаются от соответственных состояний закалки по структуре и свойствам: при закалке цементит (в троостите и сорбите) получается в форме удлиненных пластинок, как в пластинчатом перлите. А при отпуске он получается зернистым, или точечным, как в зернистом перлите.
Преимуществом точечной структуры является более благоприятное сочетание прочности и пластичности. При одинаковом химическом составе и одинаковой твердости сталь с точечной структурой имеет значительно более высокое относительное сужение y и ударную вязкость а н, повышенное удлинение d и предел текучести s т по сравнению со сталью с пластинчатой структурой.
Мартенсит закалки имеет неустойчивую тетрагональную решетку, а мартенсит отпуска – устойчивую центрированную кубическую решетку альфа-железа.
Отпуск разделяют на низкий, средний и высокий в зависимости от температуры нагрева.
Для определения температуры при отпуске изделия пользуются таблицей цветов побежалости. Тонкая пленка окисдов железа, придающая металлу различные быстро меняющиеся цвета - от светло-желтого до серого. Такая пленка появляется, если очищенное от окалины стальное изделие нагреть до 220°C; при увеличении времени нагрева или повышении температуры окисная пленка утолщается и цвет ее изменяется. Цвета побежалости одинаково проявляются как на сырой, так и на закаленной стали.
При низком отпуске (нагрев до температуры 200-300°C) в структуре стали в основном остается мартенсит, который, однако, изменяется решетку. Кроме того, начинается выделение карбидов железа из твердого раствора углерода в альфа-железе и начальное скопление их небольшими группами. Это влечет за собой некоторое уменьшение твердости и увеличение пластических и вязких свойств стали, а также уменьшение внутренних напряжений в деталях. Для низкого отпуска детали выдерживают в течение определенного времени обычно в масляных или соляных ваннах. Если для низкого отпуска детали нагревают на воздухе, то для контроля температуры часто пользуются цветами побежалости, появляющимися на поверхности детали. Появление этих цветов связано с интерференцией белого света в пленках окисла железа, возникающих на поверхности детали при ее нагреве. В интервале температур от 220 до 330°C в зависимости от толщины пленки цвет изменяется от светло-желтого до серого. Низкий отпуск применяется для режущего, измерительного инструмента и зубчатых колес.
При среднем (нагрев в пределах 300-500°C) и высоком (500-700°C) отпуске сталь из состояния мартенсита переходит соответственно в состояние троостита или сорбита. Чем выше отпуск, тем меньше твердость отпущенной стали и тем больше ее пластичность и вязкость. При высоком отпуске сталь получает наилучшее сочетание механических свойств, повышение таких показателей как прочность, пластичность и вязкость, поэтому высокий отпуск стали после закалки ее на мартенсит применяют для термической обработки кузнечным штампов, пружин, рессор, а высокий – для многих деталей, подверженных действию высоких напряжений (например, осей автомобилей, шатунов двигателей).
Для некоторых марок стали отпуск производят после нормализации. Этот относится к мелкозернистой легированной доэвтектоидной стали (особенно никелевой), имеющий высокую вязкость и поэтому плохую обрабатываемость режущим инструментом. Для улучшения обрабатываемости производят нормализацию стали при повышенной температуре (до 950-970°C), в результате чего она приобретает крупную структуру (определяющую лучшую обрабатываемость) и одновременно повышенную твердость (ввиду малой критической скорости закалки никелевой стали). С целью уменьшения твердости производят высокий отпуск этой стали.
НОРМАЛИЗАЦИЯ СТАЛИ
Нормализацией называют такой вид термической обработки, когда сталь нагревают на 30 - 50°C выше верхних критических температур Асз или Аст и после выдержки при этих температурах охлаждают на спокойном воздухе. Таким образом, от отжига нормализация отличается более быстрым охлаждением изделия (примерно в 2 раза).
Нормализация является более дешевой операцией, чем отжиг, так как печи используются только для нагрева и выдержки изделия при температуре нагрева, а охлаждение производится вне печи. Кроме того, нормализация ускоряет процесс термической обработки. Таким образом, отжиг выгодно заменять нормализацией. Однако это не всегда возможно, так как у некоторых сталей твердость после нормализации возрастает более значительно, чем при отжиге. Малоуглеродистые стали рекомендуется подвергать нормализации, так как у них практически отсутствует разница в свойствах после отжига и нормализации.
Стали, содержащие свыше 0,4% углерода, после нормализации получают повышенную твердость. Такие стали лучше отжигать. На практике и такие стали часто подвергают нормализации вместо отжига, а затем высокому отпуску при температурах 650 - 700°C для уменьшения твердости. Нормализацию применяют для получения мелкозернистой структуры в отливках и поковках, для устранения внутренних напряжений и наклепа, для подготовки структуры стали к закалке.
Для некоторых изделий нормализация является не предварительной, а окончательной операцией термической обработки. В этом случае после нормализации изделия подвергают высокому отпуску для снятия внутренних напряжений, образовавшихся при охлаждении изделия на воздухе.
Термообработка | ООО КВАДРО
ТермообработкаТермическое оксидирование титана заключается в окислении приповерхностных слоев титановых сплавов. В результате формируется диффузный слой толщиной порядка 10-50 мкм. В нем можно выделить 3 фазы с разной степенью оксидирования титана: рутиловую TiO2, далее идет фаза TiO и еще глубже — твердый раствор кислорода в α-титане.
Мы осуществляем защитное оксидирование титана и оксидирование титана по низкотемпературному режиму:
 Читать далее Низкотемпературное оксидирование титана →
Читать далее Низкотемпературное оксидирование титана →
Задача оптимального соотношения твердости и износостойкости при высокой вязкости может быть решена как подбором марки стали с требуемыми характеристиками, так и при помощи поверхностных методов упрочнения. Например, цементации.
Цементация стали
Цементация – процесс насыщения приповерхностных слоев стальной детали углеродом.
После закалки и низкого отпуска получается твердая, износостойкая поверхность. Поскольку процессу цементации, обычно, подвергают низкоуглеродистые стали (0,12-0,23%C), сердцевина изделия сохраняет высокие показатели вязкости после закалки и отпуска. Читать далее Цементация →
МатериаловедениеТермообработкаУлучшение стали – комплексная термообработка стали, заключающаяся в закалке детали с последующим высоким отпуском стали, обеспечивающая хорошие показатели прочности и пластичности. Читать далее Улучшение стали →
МатериаловедениеТермообработкаЗакаленная сталь обладает высокой твердостью, но при этом повышенной хрупкостью. Кроме того, в закаливаемой детали развиваются высокие внутренние напряжения.
Отпуск сталей
Отпуск сталей – вид термической обработки металлов, заключающийся в нагреве закаленных изделий ниже критической температуры, выдержке и медленном остывании.
В результате правильно подобранного режима отпуска деталей они достигают оптимального сочетания свойств. Повышается пластичность и понижается хрупкость при сохранении необходимого уровня твердости и прочности. Так же устраняются внутренние напряжения, возникшие при закалке детали. Читать далее Отпуск сталей →
МатериаловедениеТермообработкаО закалке изделий
Закалка – вид термообработки (металлов и их сплавов, стекла), заключающийся в нагреве деталей выше критической температуры и быстром охлаждении.

В результате закалки деталей растут твердость, износостойкость, прочность изделий при некотором увеличении хрупкости, уменьшении пластичности и вязкости. Читать далее Закалка деталей →
МатериаловедениеТермообработкаНормализация стали (нормализационный отжиг) может иметь разные цели. Этот вид термообработки сталей часто применяется вместо отжига стали, поскольку является более производительным процессом. Читать далее Нормализация стали →
МатериаловедениеТермообработкаОтжиг металлов – один из видов термической обработки, который заключается в нагреве (до определенной температуры), выдержке и охлаждении (обычно медленном).
При отжиге структуры сплава переходят в более равновесные состояния, происходят рекристаллизация, гомогенизация по составу. Отжигом стали и иных сплавов добиваются: снижения твёрдости, улучшения обрабатываемости резанием/давлением, однородности сплава, улучшения структуры сплава (по форме и/или размеру элементов), снятия внутренних напряжений. Читать далее Отжиг металлов →
МатериаловедениеТермообработкаИскусственное старение
Старение наблюдается в низкоуглеродистых сталях, в которых при ускоренном охлаждении (например, при сварке) фиксируется несколько пересыщенный раствор углерода в α-железе (см. Диаграмму железо-углерод), что может негативно сказаться на свойствах сплава. Читать далее Старение термическое →
МатериаловедениеТермообработкаДиаграмма железо-углерод построена при медленном изменении температуры сплавов.
При росте скорости охлаждения (например, при закалке деталей) структура сплавов может весьма существенно измениться.
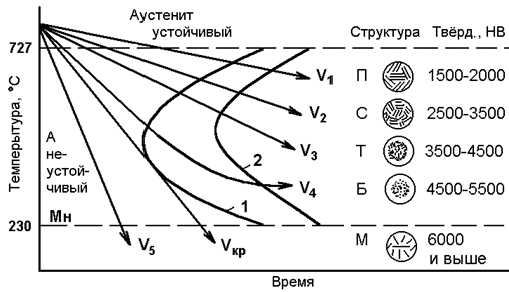 Кривые охлаждения при термической обработке
Кривые охлаждения при термической обработке
П — перлит, С — сорбит, Т — троостит, Б — бейнит, М — мартенсит; 1 и 2 — начало и конец распада аустенита, соответственно
Читать далее Элементы теории термической обработки →
МатериаловедениеТермообработкаТермическая обработка сталей и сплавов
ООО "Асбестовский ремонтно-машиностроиетльный завод" оказывает широкий перечень услуг по термической обработке сталей и сплавов.
Под термической обработкой понимают процессы, при которых путем теплового воздействия изменяют структуру металлов и сплавов.
Между структурой и многими свойствами материала существует закономерная связь. Использование термической обработки позволяет в широких пределах изменять механические, физико-химические и технологические свойства металлов и сплавов. В технологическом процессе изготовления деталей машин термическая обработка может быть как промежуточной операцией, которая подготавливает структуру и улучшает технологические свойства для последующих операций, например обработки давлением или резанием, так и окончательной ступенью, когда формируются требуемые структура и комплекс свойств.
Термической обработке подвергают слитки, отливки, полуфабрикаты, сварные соединения, детали машин, инструменты.
Виды термообработки
Контроль качества проведенной термообработки осуществляет центральная заводская лаборатория..
При отжиге изделия нагревают выше критических температур и медленно охлаждают вместе с печью, в результате чего образуется более равновесная структура. Назначение - снижение твердости, снятие напряжений, получение равновесной структуры, улучшение обрабатываемости, устранение наклепа и обеспечение диффузионных процессов с целью наиболее полного выравнивания химической неоднородности.
Нормализация отличается от отжига тем, что изделия охлаждаются на воздухе. При этом структура получается более мелкозернистой.
Нормализация применяется для исправления структуры перегрева стали, снятия внутренних напряжений, разрушения карбидной сетки, улучшения обрабатываемости конструкционных малоуглеродистых и низколегированных сталей и как предварительная операция для увеличения глубины прокаливаемости углеродистых инструментальных сталей.
Закалка – термическая обработка, целью которой является улучшение механических свойств металла. Процесс основан на перестроении атомной решетки за счет воздействия высокой температуры с последующим охлаждением. Закалка стали позволяет придать недорогим сортам металла высокие эксплуатационные качества. За счет этого снижается стоимость изготавливаемых изделий и повышается прибыльность налаженного производства.
Отпуск применяют для уменьшения или полного снятия напряжений, уменьшения твердости закаленной стали и увеличения пластичности.
Улучшением называется процесс термической обработки, заключающийся в закалке стали с последующим высоким отпуском. Улучшение применяется для измельчения структуры, а также для получения наилучшего сочетания прочности и вязкости конструкционной стали, главным образом легированной.
Насаживание/съем деталей в горячем состоянииНасаживание деталей в горячем состоянии производится путем нагрева до определенной температуры детали с отверстием. При этом отверстие в диаметре увеличивается, и посадка осуществляется без давления, свободно.
Поверхностная закалка ТВЧМногие детали машин, приборов и станков работают в условиях постоянного трения и испытывают различные нагрузки (ударные, сжимающие, растягивающие, изгибающие, крутящие, и контактные). Таким деталям необходима высокая твердость поверхностного слоя и вязкая сердцевина, что возможно достичь посредством поверхностного упрочнения деталей.
Закалка токами высокой частоты имеет достаточно высокую гибкость применения благодаря ряду изменяемых параметров и возможности индивидуального подхода к каждой детали, что позволяет получать необходимую твердость и глубину закаленного слоя.
Детали, подвергнутые закалке ТВЧ, при правильном выборе стали и режимов термической обработки обладают высокой статической и усталостной прочностью, высокой износостойкостью и контактной прочностью и малой чувствительностью к концентраторам напряжений.
Во многих случаях поверхностная индукционная закалка может с успехом применяться вместо цементации либо сквозной закалки и отпуска, позволяя получить не только более высокую прочность и долговечность изделий, но и значительную экономию, снижение стоимости стали и термической обработки.
Поверхностная плазменная закалкаСущность плазменной закалки состоит в высокоскоростном нагреве потоком плазмы поверхностного слоя металла и быстром его охлаждении в результате передачи тепла в глубинные слои материала детали. Цель плазменной закалки - изготовление деталей и инструмента с упрочненным поверхностным слоем толщиной до нескольких миллиметров при неизменном общем химическом составе материала и сохранении во внутренних слоях первоначальных свойств исходного металла.
Материалы, подвергаемые плазменной закалке - инструментальные стали, чугуны, твердые сплавы, цементированные и нитроцементированные стали, цветные сплавы и другие материалы.
Эффект от плазменной закалки определяется повышением эксплуатационных свойств детали, благодаря изменению физико-механических характеристик поверхностного слоя, вследствие образования специфической структуры и фазового состава металла с высокой твердостью и дисперсностью, а также получения на поверхности сжимающих остаточных напряжений.
Данный вид химико-термической обработки сочетает тепловое воздействие с насыщением поверхностного слоя изделия углеродом. Цементированные изделия после закалки приобретают весьма высокую твердость поверхностного слоя, сохраняя вязкую сердцевину.
Термомеханическая обработка (ТМО)ТМО – это совокупность операций пластической деформации и термической обработки, выполняемых в определенной последовательности. Известно, что дефекты кристаллического строения оказывают значительное влияние на формирование структуры при фазовых превращениях. Поэтому, создавая при пластической деформации повышенную плотность дефектов и определенное их распределение, можно в существенной мере воздействовать на структурообразование при термической обработке и целенаправленно изменять свойства.
Оборудование для термообработки
Наш завод оснащен современным оборудованием для термообработки металлов. Мы можем производить термообработку крупногабаритных изделий при помощи газовых, электропечей, установки ТВЧ и установки плазменной закалки.
| Печь шахтная электрическая |
O 1600 мм H 3000 Масса садки 6000 кг |
Отжиг
Нормализация Отпуск Горячий съем/посадка узлов и деталей Цементация Искусственное старение Закалка Улучшение |
| Печь шахтная электрическая |
O 1000 мм H 1000 Масса садки 1250 кг |
Отжиг
Нормализация Отпуск Горячий съем/посадка узлов и деталей Цементация Искусственное старение Закалка Улучшение |
| Установка ТВЧ |
Поверхностная закалка
Пайка Отпуск Горячая посадка/съем |
|
| Установка плазменной закалки |
Поверхностная закалка изделий | |
| Печь шахтная электрическая |
O 1600 мм
H 3000 Масса садки 6000 кг |
Отжиг Нормализация Отпуск Горячий съем/посадка узлов и деталей Цементация Искусственное старение Закалка Улучшение |
| Электропечь | 950х450х450 Масса садки 125 кг |
Отжиг
Нормализация Отпуск Горячий съем/посадка узлов и деталей Цементация Искусственное старение Закалка Улучшение |
| Газовая печь с выкатным подом. Лит. Цех. |
1000х2450х5000 Масса садки 25000 кг |
Отжиг Нормализация Отпуск Горячий съем/посадка узлов и деталей Закалка Улучшение |
Термическая обработка - термообработка металлов
Термическая обработка в первую очередь включает соответствующий нагрев, отжиг и охлаждение до заданных температур с определенной скоростью. Благодаря термической обработке удается изменить свойства сплава в твердом состоянии. Термическая обработка включает в себя множество различных операций и процедур, таких как изменение пластических или механических свойств путем создания другой структуры. На структуру и свойства металлов и сплавов влияют различные факторы, поэтому можно выделить несколько видов термической обработки.Итак, у нас есть традиционная термическая обработка, а также химическая, механическая (иногда называемая термопластичной) и магнитная.
Отжиг
В процессе обработки происходят различные изменения, без которых невозможно достижение конечного результата. Очень важен отжиг, т.е. действие, позволяющее нагреть материал до определенной температуры. Одно дело добиться этого, и важно еще, чтобы материал выдерживал такие температурные режимы. Самое главное при отжиге состоит в том, чтобы состояние материала достигло равновесного состояния, т. е. чтобы макроскопические параметры системы (давление, объем) были постоянными во времени.Это гарантирует хорошо проведенный отжиг. Однако самого процесса отжига недостаточно, так как не менее важна индукционная закалка.
Этот процесс отличается от явления отжига, поскольку при индукционной закалке используется так называемая огибающая катушка, через которую протягивается заготовка. В таком объекте создаются вихревые токи, вызывающие поверхностный эффект. И из-за сопротивления материала возникает явление, когда они превращаются в тепло. Индукционная закалка становится все более популярным методом, поскольку предлагает множество возможностей.Особенно важно, что благодаря индукционной закалке можно контролировать температуру и глубину прогрева. Это делает метод индукционной закалки очень эффективным и приносит ощутимые результаты. Однако, чтобы воспользоваться им по максимуму, нужна профессиональная компания, успешно использующая этот метод.
Помимо термической обработки, в ходе которой выполняются такие процессы, как науглероживание, закалка, отпуск, отжиг, нормализация и индукционная закалка, ALWRO также предлагает отливки.Мы предлагаем литье из алюминиевых сплавов, латунное литье, бронзовое литье, декоративное литье, литье (в песчаные формы), литье под давлением, литье под давлением, центробежное литье, втулки, кольца, ролики.
.Машины для термической обработки металлов - что стоит знать?
Термическая обработка, также известная как термическая, заключается в изменении свойств поверхностного слоя или атомной структуры стали под влиянием температуры и времени.
Для осуществления соответствующим образом подобранных термических процессов используются различные устройства, а сама термическая обработка подвергается различным процедурам и операциям. Поэтому стоит присмотреться к ним повнимательнее.
Виды термической обработки
Металлы и сплавы могут иметь разные свойства.Также стоит добавить, что на формирование структуры влияют различные факторы. Таким образом, можно выделить несколько видов термической обработки. В первую очередь это будет обычная термическая обработка, частью технологического процесса которой является закалка, отжиг или пересыщение. Кроме того, существует термохимическая обработка, заключающаяся в насыщении металла одним или несколькими элементами. Кроме того, существует также термомеханическая обработка, называемая сменной термопластической обработкой. В этом типе в основном действует механический фактор и может иметь место при низкой температуре (низкая температура), высокой температуре (высокая температура) и с изотермическим превращением.С другой стороны, там, где обработка происходит под действием магнитного поля, мы имеем дело с термомагнитным типом.
 |
Типовое оборудование для термической обработки металлов
Ряд устройств используется для термической обработки, например линии горячего цинкования погружением. Тем не менее, различные печи в основном используются в промышленной переработке. Все современные устройства оснащены датчиками, системами управления и контроля, что позволяет осуществлять точную регулировку и регистрацию данных.Наиболее часто используемые:
- камерные печи - используются во многих отраслях промышленности и различных процессах. Они могут иметь различные варианты (формы, нагреватели, другие элементы). В них создается тепловая энергия за счет нагрева провода сопротивления;
- тигельные печи - позволяют плавить металл и затем поддерживать его в жидком состоянии до тех пор, пока он не будет использован для других технологических процессов; Ретортные печи
- - в них термическая обработка происходит в атмосфере защитных газов.Что немаловажно, они позволяют удалять те из них, которые образуются в ходе процессов, протекающих в реторте.
Эти и другие промышленные печи для термической обработки металлов применяются везде, где изменяются их структура или свойства. Они используются для плавки, подготовки компонентов, изготовления и даже соединения элементов путем спекания или пайки. Поэтому они являются важным элементом оборудования современных заводов, где протекают процессы термической обработки.
Найдите компанию, предлагающую промышленные печи на Staleo.pl
-> https://staleo.pl/katalog-firm/handel-i-produkcja-maszyny/piece
Издатель: MRR
Источник: Staleo.pl
Что нужно знать о видах термической обработки металлов
Различные типы металлических предметов или устройств требуют профессиональной обработки этого материала для производства. В этом вопросе можно выделить несколько различных способов обработки металла, в том числе весьма популярную термическую обработку. Поэтому советуем, что это такое и что нужно знать о термической обработке металлов.
Что такое термическая обработка металлов?
Это общее название различных видов обработки многих металлов, таких как, например, стали или сплавов цветных металлов или , предполагающих изменение их структуры и механических и пластических свойств путем нагревания или охлаждения их по соответствующей ставке.
Раздел термической обработки
Термическую обработку металлов можно разделить на несколько видов , к которым относятся:
- Обыкновенная термическая обработка несколько стадий, таких как отжиг , т.е. нагрев материала до определенной температуры и последующее его медленное охлаждение. Следующим этапом этой обработки является закалка , т.е. нагрев материала до температуры закалки, а затем его немедленное охлаждение, благодаря которому металл набирает прочность.Далее обрабатываемый металл необходимо подвергнуть пересыщению , т.е. получению коррозионной стойкости путем стабилизации аусенита и старению, целью которого является повышение прочности и твердости при снижении пластичности обрабатываемого металла или сплава.
- Термомеханическая обработка - Также называется термопластическая обработка метод, заключающийся в разделении материалов по температуре обработки, степени измельчения и скорости деформации металла.В этом методе можно выделить три вида обработки в зависимости от температуры, при которой обрабатывается материал: высокотемпературная, низкотемпературная или с изотермическим превращением .
- Термохимическая обработка – это тип обработки, используемый, среди прочего, для чугуна или других железоуглеродистых сплавов и направленный на изменение их химических и физических свойств благодаря сочетанию высокой температуры с химическими факторами путем насыщения одним или несколькими элементами.К этому виду обработки относится, например, хромирование или алюминирование .
- Термомагнитная обработка - Этот вид обработки направлен на изменение магнитных свойств твердых сплавов под действием температуры, времени и магнитного поля.
Кому выгоден аутсорсинг термической обработки металлов?
На рынке представлено множество компаний, специализирующихся на различных видах металлообработки, и одной из них является компания All-Met, которой стоит доверять благодаря опыту ее сотрудников и широкому спектру предлагаемых услуг, чтобы каждый из нас может найти что-то для себя в плане металлообработки.
.Термическая обработка пищевых продуктов | БНТ СИГМА
Настройки файлов cookie
Здесь вы можете определить свои предпочтения в отношении использования нами файлов cookie.Требуется для работы страницы
Эти файлы cookie необходимы для работы нашего веб-сайта, поэтому вы не можете их отключить.
Функциональный
Эти файлы позволяют использовать другие функции сайта (кроме необходимых для его работы).Включив их, вы получите доступ ко всем функциям веб-сайта.
Аналитический
Эти файлы позволяют нам анализировать наш интернет-магазин, что может способствовать его лучшему функционированию и адаптации к потребностям Пользователей.
Поставщики аналитического программного обеспечения
Эти файлы используются поставщиком программного обеспечения, под которым работает наш магазин.Они не объединяются с другими данными, введенными вами в магазине. Целью сбора этих файлов является выполнение анализа, который будет способствовать разработке программного обеспечения. Подробнее об этом можно прочитать в Политике домашних файлов cookie.
Маркетинг
Благодаря этим файлам мы можем проводить маркетинговые мероприятия.
.База знаний - LMS s.c.
Термическая обработка представляет собой серию термических процессов, состоящих в контролируемом нагреве и постепенном охлаждении данного материала. Под влиянием термической обработки изменяется структура материала (металла или сплава), а значит, изменяются его физико-механические свойства.
Виды термической обработки
Под термической обработкой понимается цикл изменения температуры, который начинается и заканчивается при температуре окружающей среды.Он состоит из трех периодов: нагрева, нагрева и остывания. Термические обработки могут различаться скоростью нагрева и охлаждения, а также значением температуры отжига.
Существует множество видов термообработки. Каждый вид обработки подразумевает использование разных инструментов, а также позволяет получить разный эффект от проводимой обработки.
Отжиг заключается в нагреве сплава до определенной температуры и - после заданной выдержки - его медленном охлаждении до температуры окружающей среды.
Процессы закалки материала - операции, заканчивающиеся быстрым охлаждением, т.е. охлаждением материала, если в результате нагревания в стали ранее присутствовал аустенит.
Целью обработки пересыщением является улучшение пластичности стали. Процесс пересыщения , аналогичный закалке, заканчивается быстрым охлаждением, но сопутствующие явления иные, и эффекты отличаются от получаемых при процедуре закалки.
Отжиг с отпуском , т.е.Закалка стали направлена на снижение напряжений в закаленной стали и снижение ее хрупкости, повышение пластических и упругих свойств.
Пересыщение и старение стали заключается в нагреве сплава до температуры, при которой растворимость в твердом состоянии достаточно высока для получения однофазного сплава. Быстрое охлаждение от этой температуры позволяет сохранить компонент сплава в твердом растворе.
Пересыщение малоуглеродистых сталей применяют для листов, предназначенных для глубокой вытяжки, так как оно улучшает пластические свойства.Пересыщение применяют и для других сплавов, например, кислотостойкие легированные стали пересыщают, чтобы получить однофазную аустенитную структуру, более устойчивую к коррозии, чем двухфазная структура.
Последовательное применение растворения и старения называется дисперсионным твердением, так как оно повышает твердость и прочность сплава.
Типовое оборудование для термической обработки металлов
Устройства, позволяющие проводить основные термообработки, можно разделить по области их применения.
К стационарным устройствам относятся печи, делящиеся в зависимости от источника тепла на: электрические и топливные печи. В электропечах сопротивления необходимая температура достигается за счет протекания электрического тока через встроенные в печь специальные нагревательные элементы сопротивления. В топливных печах необходимую температуру можно получить за счет сжигания газа (газовые печи) или масла (мазутные печи).
У нашей компании есть свои печи и мы их строим.Если Вас интересует термообработка в печах - звоните нам.
Мобильные установки для термообработки включают машины для отжига сопротивлением и индукционные генераторы. В машинах для отжига сопротивлением необходимая температура достигается за счет протекания электрического тока через электронагреватели специальной конструкции. Параметры процесса контролируются и поддерживаются с помощью специальных контроллеров температуры, таких как контроллеры P62 и P103WG производства LMS.Температура обрабатываемых элементов измеряется в нескольких точках с помощью термопар. С применением передвижных установок для отжига сопротивлением можно производить механическую обработку элементов, габариты, масса или расположение которых не позволяют производить обработку в печах. Мобильные установки для отжига сопротивлением могут питаться от мощных генераторных установок и работать в местах, где нет доступа к электросети.
Третья группа аппаратов – переносные термические аппараты .Мы производим так называемые инверторные отжиговые машины. Инверторные отжиговые машины представляют собой инверторные источники питания с плавно регулируемым напряжением в диапазоне от 8 до 70 В и максимальным выходным током 200 А. Питание устройств осуществляется от стандартной трехфазной розетки. К одному источнику питания можно подключить до четырех стандартных нагревательных матов (нагревателей). Небольшие габариты и вес аппарата позволяют вручную транспортировать его и направлять с помощью термообработок в места, недоступные для штатных аппаратов.
Если вас интересует термическая обработка металлов; Аренда термического оборудования, машин сопротивления и инверторных отжигов - звоните нам.
.Термическая обработка 90 000 т/мин-
Базовые знания по термообработке
Термическая обработка – это процедура или комбинация нескольких термических обработок , состоящая в нагреве до определенной температуры предмета, изготовленного из сплава, а в некоторых случаях и из чистого металла, но всегда в твердом состоянии, с нагреванием его при этой температуре в течение определенный период времени, а затем охлаждение с заданной скоростью с целью получения требуемых механических, физических или химических свойств за счет фазовых или только структурных изменений и снятия остаточных напряжений, но без преднамеренного изменения химического состава.Под термической обработкой понимается цикл изменения температуры, начинающийся при температуре окружающей среды и заканчивающийся также при температуре окружающей среды.
Возможна также термическая обработка, состоящая из двух циклов, при которых проводится обработка охлаждением до температуры ниже температуры окружающей среды с последующим нагревом.
Операция термической обработки является частью технологического процесса, осуществляемого непрерывно, как правило, на одном рабочем месте.Термическая обработка является частью операции термической обработки.
Наиболее важными термообработками являются:
-
отопление,
-
замачивание,
-
охлаждение.
Нагрев – это непрерывное или постепенное повышение температуры термообработанного элемента. Отжиг заключается в выдержке термически обработанного элемента при заданной или промежуточной температуре. Охлаждение – это непрерывное или постепенное снижение температуры элемента.Низкоскоростное охлаждение называется охлаждением, а высокоскоростное охлаждение называется охлаждением. Способность выдерживать термически обработанное изделие при промежуточной или заданной температуре при охлаждении называется закалкой.
-
Виды термической обработки стали
9000 6
По факторам, влияющим на структуру и свойства металлов и сплавов, можно выделить следующие виды термической обработки:
-
Обычная термическая обработка,
-
Термохимическая обработка,
-
Термопластическая обработка,
-
Термомагнитная обработка,
В случае обычной термической обработки изменения структуры и свойств в основном связаны с изменениями температуры и времени.При термохимической обработке среда, в которой происходит обработка, оказывает существенное влияние на химический состав, структуру и свойства поверхностного слоя. При термомеханической обработке на свойства влияет также пластическая деформация, а при термомагнитной обработке - магнитное поле.
-
Нагрев и теплоносители
-
Концепция и разделение отопления
Процесс нагревания заключается в подаче тепла в течение заданного времени с целью получения определенной температуры всей массой нагреваемого объекта.Отопление состоит из следующих процедур: прогревание, впитывание. В зависимости от теплопроводности, формы, размеров и веса объекта, вида теплоносителя, разницы температур между печью и обогреваемым объектом, температуры нагрева, мощности печи и других факторов скорость нагрева может варьироваться в широких пределах. Наиболее часто используется один из трех способов нагрева: медленный нагрев шихты с печью, ускоренный нагрев шихты в печи с температурой термической обработки, быстрый нагрев шихты в печи с начальной температурой выше заданной. температура термообработки.Нагрев должен обеспечивать получение одинаковой температуры по всему сечению заготовки.
-
Выбор времени нагрева
Время нагрева можно определить аналитическими методами на основе теоретических соотношений. Однако на практике ее выбирают на основании графиков и таблиц, которые составляются по результатам испытаний и измерений температуры термопарами, помещенными внутрь нагретых образцов. В таблице 4.8 приведены ориентировочные значения показателей τ1 мм времени нагрева изделий из нелегированной стали до температуры закалки и отпуска, выраженные в минутах на 1 миллиметр поперечного сечения.Легированные стали следует нагревать за время примерно на 20 ÷ 40 % большее, чем указано в таблице 4.8, а в случае отпуска время нагрева составляет даже 1 ÷ 3 ч. Практически можно предположить, что в при термообработке углеродистой стали в камерной печи время нагрева составляет 1 мин на 1 мм диаметра или стороны заготовки. На практике несколько или несколько объектов подвергаются термообработке одновременно. По этой причине трудно равномерно распределять тепло по заготовкам со всех сторон.Он также определяется круглым или квадратным сечением предметов и тем, как они расположены на поде печи. В зависимости от этих факторов время нагрева следует увеличивать, умножая время, выбранное на основании таблицы 4.8 или рисунка 4.72, на коэффициент относительного времени нагрева шихты n , приведенный в таблице 4.9 .
Существуют следующие типы теплоносителей:
-
Воздух
-
Газовые центры
-
Кипящие слои
-
Солевые ванны – тушение хлоридными солями или известково-аммиачной селитрой
-
Металлические ванны - висмут, сурьма, олово и расплавленный свинец
Скорость нагрева зависит от химического состава шихты, т.е. осуществляется индивидуально, а также от способа нагрева, конструкции нагревательного устройства, вида теплоносителя и скорости его движения в по отношению к нагретому заряду.Например, в печи с соляной баней при той же температуре, что и в свинцовой печи, нагрев происходит в 2 раза медленнее. Аналогично в печи с кипящим слоем. Газовая камерная печь нагревается примерно в 8 раз медленнее, чем печь со свинцовой ванной, а электрическая камерная печь нагревается примерно в 9 раз медленнее.
-
Охлаждение и охлаждающие среды
-
Охлаждение
Охлаждение – это термическая обработка, происходящая в результате отвода тепла охлаждающей средой.Задача охлаждающей среды – понизить температуру всего термообрабатываемого объекта до требуемой величины. Охлаждение должно происходить со скоростью, обеспечивающей правильное протекание конкретных фазовых переходов. Скорость охлаждения зависит от многих факторов, в том числе от формы, размеров и массы объекта, температуры нагрева, способа охлаждения, в основном от вида и свойств охлаждающей среды.
-
Охлаждающая среда
В качестве критерия разделения охлаждающих сред можно принять агрегатное состояние.Самую большую группу составляют жидкие среды, а меньшую - газообразные, а затем твердые. Кипящие среды, состоящие из порошкообразных твердых веществ, псевдоожижаемых потоком газов, а также водяного тумана, относятся к группе смешанных сред.
Охлаждающую способность различных сред обычно оценивают на основе кривых охлаждения , т.е. регистрируют - как функцию времени - изменения термоэлектрической силы термопары, помещенной внутрь нагретого серебряного шарика диаметром 20 мм (рис. . 4,73 ).
Характеристики холодопроизводительности различных сред показаны на рисунке 4.74 . К наиболее интенсивно охлаждающим средам относятся расплавы солей и металлов, хотя очень высокой охлаждающей способностью обладают и водные растворы солей и оснований. Вода охлаждается с интенсивностью намного большей, чем закалочное масло. Смешивая воду и масло или воду и полимеры в соответствующем соотношении, можно получить эмульсии с промежуточными свойствами. В псевдоожиженном слое также можно регулировать охлаждающую способность, изменяя скорость газового потока.Воздух является наименее интенсивной охлаждающей средой. Интенсивность охлаждения сред также изменяется при изменении температуры среды и в результате ее циркуляции. Поэтому в зависимости от требований технологического процесса следует выбирать среду с соответствующей интенсивностью охлаждения.
-
Обычная термообработка
9000 6
-
Отжиг
Отжиг — операция обычной термической обработки, заключающаяся в нагреве стали до определенной температуры (рис. 4,75 ), нагревая при этой температуре и охлаждая, чтобы получить структуру, близкую к равновесному состоянию. Отжиг можно разделить на операции:
-
при которых аллотропные изменения не определяют сущности процесса (как при гомогенизирующем отжиге),
-
, при которых не происходят аллотропные изменения (рекристаллизация, отжиг для снятия напряжений),
-
, при которых происходят аллотропные изменения, определяющие окончательную структуру (нормирующий, полный, изотермический, сфероидизирующий отжиг).
Гомогенизирующий отжиг заключается в нагреве стали до температуры 1050÷1200°С примерно на 100÷200°С ниже температуры солидуса, длительном нагреве в этом интервале температур и последующем охлаждении. Целью этой операции, применяемой в основном для стальных слитков, является снижение неоднородности химического состава за счет микросегрегации, а отчасти и ликвации.
Рекристаллизационный отжиг заключается в нагреве металла, предварительно пластически холодного, до температуры выше температуры рекристаллизации, нагреве его при этой температуре и охлаждении с любой скоростью.Рекристаллизационный отжиг, часто используемый в качестве промежуточного продукта при прокатке или холодной вытяжке металлов, устраняет наклеп, снижает твердость и прочность и повышает пластические свойства металла (см. раздел 4.4.2), что позволяет проводить дальнейшую холодную обработку.
Подтягивающий отжиг заключается в нагреве стали до температуры ниже Ас 1, нагреве ее при этой температуре и последующем медленном охлаждении. Целью этой операции является снятие литейных, сварочных, термических или формообразующих напряжений.Отжиг для снятия напряжений практически не приводит к структурным изменениям. Диапазон температуры и времени снятия напряжения широк; эти параметры зависят от типа материала и причин возникновения напряжений. В случае стальных отливок температура может составлять около 650 °C. Снятие напряжения со стабилизирующим выполняется при температуре до 150°С, что направлено на обеспечение размерной стабильности и снижение остаточных напряжений. Снятие стресса спонтанное - так называемое приправа - проходит при комнатной температуре в течение нескольких или нескольких месяцев, а иногда даже нескольких лет.
Нормализующий отжиг заключается в нагреве стали до температуры на 30÷50°С выше Ас 3, нагреве при этой температуре и последующем охлаждении на спокойном воздухе. Эта операция направлена на получение однородной мелкозернистой структуры и, таким образом, на улучшение механических свойств стали. Он используется для нелегированных конструкционных сталей и стального литья - часто перед дальнейшей термообработкой - с целью унификации структуры.
Полный отжиг, применяемый для легированных сталей, заключается в нагреве стали до температуры на 30÷50°С выше, чем Ас 3, Аксм ( ГСЭ линейка), нагреве при этой температуре и последующем очень медленном охлаждении, например, в печи в диапазоне температур от Ac 3 до Accm и Ac 1. Дальнейшее охлаждение может происходить на воздухе.
Изотермический отжиг, являющийся разновидностью полного отжига, заключается в нагреве стали до температуры на 30÷50°С выше Ас 1, нагреве при этой температуре, быстром охлаждении до температуры несколько ниже Ас 1 , изотермическая стойкость при этой температуре до завершения перлитного превращения и последующего охлаждения на воздухе.Изотермический отжиг применяют при термической обработке легированных сталей, которые после полного отжига имеют слишком высокую твердость. Разновидностью изотермического отжига является проволока или лента по патенту , заключающаяся в нагреве при 900÷1100°С, изотермическом охлаждении при 500÷550°С и последующей холодной обработке.
Сфероидизирующий отжиг, называемый также размягчением , заключается в нагреве стали до температуры, близкой к Ас 1, нагреве при этой температуре, очень медленном охлаждении ее до температуры ок.600°С и затем любое охлаждение до температуры окружающей среды. Нагрев может происходить при температуре чуть выше или чуть ниже температуры Ас 1 (с изменением температуры в пределах } 20 °С около Ас 1), а также при изотермической прочности ниже температуры Ас 1, после кратковременного отжига при температуре выше Ас 1,
-
Закалка
Объемной закалкой называют операцию термической обработки стали, состоящую из этапов нагрева до температуры аустенизации, отжига при этой температуре и охлаждения со скоростью, позволяющей получить мартенситную или бейнитную структуру.Создание мартенситной или бейнитной структуры в процессе закалки при обеспечении требований определенного распределения и уровня остаточных напряжений по сечению и минимальной деформации требует выбора соответствующей охлаждающей среды и способа выполнения охлаждения. процедура. По типу получаемой структуры закалку можно разделить на:
-
мартенситный
-
Бейнит
Мартенситная закалка заключается в нагреве стали до температуры аустенизации, нагреве при этой температуре и охлаждении со скоростью, превышающей критическую, для получения мартенситной структуры.При бейнитной закалке применяют охлаждение со скоростью ниже критической или с изотермическим отжигом в условиях, обеспечивающих протекание бейнитного превращения. Мерой эффективности обычной закалки является удельная твердость заготовки.
Поверхностная закалка заключается в быстром нагреве поверхностного слоя изделия до температуры закалки и последующем быстром охлаждении. Поверхностная закалка позволяет ограничить нагрев тонким поверхностным слоем только в местах, подлежащих термической обработке.Поэтому он не вызывает высоких напряжений и термических деформаций. Поверхностная закалка позволяет автоматизировать и механизировать технологические процессы термической обработки. В зависимости от способа нагрева различают следующие виды поверхностной закалки:
-
индукция,
-
пламя,
-
лазер,
-
купание,
-
контакт,
-
гальваническое покрытие,
-
импульс.
При индукционной закалке нагрев осуществляется электрическим током, индуцируемым в термообрабатываемой заготовке переменным магнитным полем. Магнитное поле создается индуктором 1 (рис. 4,77 ), т.е. катушкой, питаемой током, вырабатываемым генератором переменного тока. Среди методов индукционной закалки, различающихся относительными перемещениями индуктора и заготовки, можно выделить синхронный метод, одновременную подачу, подачу, подачу-вращение и подачу-окружность.Охлаждение может быть выполнено путем погружения объекта в охлаждающую ванну или распыления охлаждающей жидкости непосредственно на индуктор. Обычно индукционной закалке подвергают валы, шестерни, клапаны, шлицы, ролики, штифты, направляющие и другие детали, часто очень маленькие.
Пламенная закалка заключается в нагреве заготовки газовыми горелками и ее охлаждении. Методы закалки пламенем аналогичны методам индукционной закалки. Горелки обычно соединены с распылительными форсунками, что обеспечивает прямое охлаждение.Как и индукционная закалка, закалка пламенем может использоваться для термической обработки валов, зубчатых колес, особенно крупных модулей (например, 12 мм), направляющих станины, втулок и других крупных деталей.
-
Закалка
Отпуск заключается в нагреве закаленной стали до температуры ниже Ас 1, нагреве при этой температуре и охлаждении до комнатной температуры. В зависимости от температуры отпуск может быть:
-
низкий,
-
средний,
-
высокий.
Низкий (снятие напряжений) отпуск выполняется при температуре 150÷200°С и применяется в основном для инструментов, пружин, калибров. Целью этой операции является снятие упрочняющих напряжений при сохранении высокой твердости, прочности и стойкости к истиранию.
Средний отпуск, выполняемый при температуре 250÷500°С, применяется для пружин, рессор, штампов и других деталей машин. В результате этой операции твердость стали несколько снижается, но сохраняются высокие прочность и эластичность (рис. 4,78 ).
Высокий отпуск, проводимый при температуре выше 500°С, но ниже Ас 1, направлен на достижение максимально возможных пластических свойств стали. Он используется, среди прочего, для деталей машин, требующих высокого предела текучести Re .
-
Дисперсионное твердение
Дисперсионное твердение представляет собой комбинацию пересыщения и старения. Он заключается в упрочнении металлического сплава дисперсными частицами вторичной фазы, выделенными из пересыщенного твердого раствора.Дисперсионное твердение обусловлено блокированием движения дислокаций незначительным выделением вторичных фаз.
Пересыщение состоит из трех стадий, т.е. нагревания до температуры существования твердого раствора α , нагревания при этой температуре в течение времени, обеспечивающего растворение вторичной фазы и гомогенизацию твердого раствора α и охлаждения до температуры окружающей среды со скоростью, превышающей критическую скорость распада пересыщенного твердого раствора α .Пересыщение сплавов следует проводить в камерных печах с принудительной атмосферой или в соляных печах и печах с кипящим слоем, обеспечивающих точный контроль температуры +/- 5 o °C
Старение – это дисперсионное твердение после пересыщения, при котором образуется однородный пересыщенный твердый раствор со статистически случайным распределением пересыщающего компонента.
-
Термическая обработка стали
На основании диаграммы фазового равновесия данной системы можно определить, какой вид термической обработки можно применять к данному сплаву и в каких интервалах температур эту обработку следует проводить.
Поэтому процесс термообработки стали следует рассматривать с использованием диаграммы фазового равновесия системы железо-цементит. Температуры фазового равновесия в этой системе и температуры перехода (критические точки) принято обозначать буквой А с соответствующим индексом. Самая низкая из этих температур А 1 соответствует равновесию аустенита с ферритом и цементитом (строка ПСК ). Температура А 2 – температура магнитного превращения феррита (строка МО ).Температура А 3 , определяемая по точкам, лежащим на линии ГС , является предельной температурой аустенитно-ферритного равновесия. Температура А 90 365 см (строка СЭ ) - предельная температура аустенита с вторичным цементитом.
Для того, чтобы отличить начальную и конечную температуры превращения при нагреве от таких же температур при охлаждении, к букве в случае нагрева добавляют индекс А в случае нагрева или индекс р в случае охлаждения (т.е. A 90 365 c1 , A r3 ).
Система фазового равновесия железо-углерод показывает, что аустенит, являясь твердым раствором углерода в железе γ, устойчив при охлаждении до температуры эвтектоидного превращения A 1 . Ниже Ar 1 аустенит становится неустойчивым в результате переохлаждения и претерпевает превращения, характер которых зависит от степени переохлаждения и скорости охлаждения. В зависимости от степени переохлаждения (температуры прогона) и скорости охлаждения превращение аустенита в продукты его распада протекает по различным механизмам, а именно:
-
Перлитное диффузионное превращение,
-
Бездиффузионное мартенситное превращение,
-
Промежуточное (смешанное) бейнитное превращение.
-
Изменения стали при нагреве
9000 6
Нагрев стали до температуры, обеспечивающей появление аустенитной структуры, является процедурой, используемой в большинстве операций термообработки. Условием начала процесса образования аустенита из смеси феррита и цементита является нагрев стали до температуры выше Ас 1 (в случае чисто углеродистых сталей 723 на С). После нагрева до этой температуры на межфазных границах феррита и цементита происходит гетерогенное зародышеобразование аустенита.Это превращение носит диффузионный характер, так как растущие зародыши этой фазы растворяют как цементит, так и феррит. Скорость образования аустенита из перлита увеличивается с увеличением скорости нагрева и увеличением общей площади поверхности раздела цементит-феррит. На последующих стадиях процесса происходит растворение карбидов и гомогенизация аустенита. В технологии термической обработки большую роль играет размер аустенитных зерен, существующих в стали после завершения отжига.Мелкозернистые стали позволяют использовать более высокую конечную температуру горячей обработки давлением и более широкий диапазон температур аустенизации при закалке, а также улучшают механические и эксплуатационные свойства нормализованных, закаленных и отпущенных сталей.
-
Изменения стали при охлаждении
-
Механизм мартенситного превращения
Мартенситное превращение является бездиффузионным превращением и протекает при большом переохлаждении аустенита до температуры Ms , начало этого превращения, в случае большого количества сталей ниже ок.200 °С, при охлаждении со скоростью большей критической к . В результате этого превращения образуется мартенсит, т. е. пересыщенный раствор углерода в альфа-железе. Мартенситное превращение протекает при условии непрерывного снижения температуры в диапазоне от температуры начала превращения Ms до температуры его окончания Mf . Значения температур Ms и Mf зависят от химического состава аустенита и уменьшаются с увеличением концентрации углерода в аустените (рис. 4.48) и почти все легирующие элементы, кроме Al и Co.
-
Мартенситная морфология
В результате мартенситного превращения в сталях
могут образовываться два типа мартенсита-
Механизм бейнитного превращения
Бейнитное превращение сочетает в себе черты бездиффузионного превращения и диффузионного вытеснения углерода. Это происходит, когда сталь переохлаждается до температуры в диапазоне ок.450÷200°С. В результате превращения образуется бейнит, представляющий собой смесь пересыщенного углеродом феррита и дисперсионных карбидов. Зарождение бейнита начинается с диффузионного движения углерода в аустените к границам зерен и дислокациям. Зародышами трансформации являются бедные углеродом места, образующиеся вблизи границ зерен и дислокаций. Дифференциация химического состава аустенита требует некоторого инкубационного времени, необходимого для инициирования бейнитного превращения. В областях переохлажденного аустенита с низкой концентрацией углерода и высокой температурой Ms происходит бездиффузионное мартенситное превращение (рис.4.60а). В областях аустенита с высокой концентрацией углерода одновременно происходит диффузионный процесс отделения очень мелких частиц цементита с высокой дисперсностью. В результате образуются новые области низкоуглеродистого аустенита, которые затем претерпевают бездиффузионное мартенситное превращение. На участках, подвергшихся мартенситному превращению, при дальнейшем охлаждении происходит разделение цементита и ε-карбида, а матрица становится пересыщенной углеродом ферритной. Рост бейнита контролируется скоростью диффузии углерода в аустените, а не скоростью мартенситного превращения.
-
Морфология бейнита
В зависимости от температуры переохлаждения различают (рис. 4.60):
-
верхний бейнит,
-
нижний бейнит.
Верхний бейнит состоит из зерен неправильной формы пересыщенного углеродом феррита с нерегулярными карбидными выделениями и остаточного аустенита. Нижний бейнит состоит из перенасыщенного углеродом полосообразного феррита, подобного мартенситу, пластинчатых карбидов в параллельных рядах, строго ориентированных к полоскам феррита, и остаточного аустенита.
-
Механизм перлитного превращения
Перлитное превращение происходит после охлаждения аустенита несколько ниже температуры Ar 1. В результате из аустенита образуется эвтектоидная смесь, состоящая из пластин феррита и цементита, называемая перлитом. Движущей силой перлитного превращения является разница между свободной энергией аустенита и смеси феррита и цементита. Перлитное превращение представляет собой диффузионное превращение, связанное с перегруппировкой атомов углерода и происходящее посредством зародышеобразования и роста зародышей.Зарождение перлита происходит гетерогенно, т. е. преимущественно, на частицах цементита, пластинах феррита, а в гомогенном аустените - на границах зерен этой фазы. Рост богатой углеродом цементитной пластины (рис. 4.61а) вызывает значительное снижение концентрации углерода в аустените до значения С α, что позволяет сформировать ферритовую пластину. В результате ограниченной растворимости углерода в феррите его избыток обогащает аустенит вблизи сформировавшейся ферритовой пластины, что позволяет образовать еще одну цементитную пластину (рис.4.62б). Процесс следующего добавления плиток продолжается до тех пор, пока аустенит не будет истощен.
-
РАЗГРУЗКА
Понижение температуры материала ниже 0 на °С с целью достижения температуры М f при мартенситном превращении называют минусовой обработкой.
Морозильная обработка является одним из новейших методов термической обработки и заключается в охлаждении закаленной стали до температуры ниже 273 К. Морозная обработка применяется, в том числе, для тех сталей, у которых температура окончания мартенситного превращения ниже 273 К (напр.высокоуглеродистые стали) и поэтому после закалки имеют в своей структуре большее количество остаточного аустенита. Наличие большого количества остаточного аустенита вызывает снижение стойкости стали к истиранию, снижение ее твердости, а также может привести к нестабильности размеров закаленных изделий.
Поднулевая обработка изделий из мартенситных сталей также улучшает их магнитные свойства.
Минусовые температуры определяются в зависимости от температуры окончания мартенситного превращения, характерной для каждой марки стали.Для большинства сталей конечная точка мартенситного превращения выше 190К, хотя она может быть ниже примерно 100К и близка к температуре кипения жидкого азота (78К). Поэтому жидкий азот используется в большинстве устройств при охлаждении обрабатываемых изделий при минусовых температурах.
Низкотемпературная обработка также используется для немартенситных материалов, таких как чистая медь и серебро, нержавеющие стали с аустенитной постоянной структурой, некоторые пластмассы.В случае таких материалов целью обработки является снижение внутренних напряжений, выделение карбидов и улучшение кристаллической структуры материала.
ОПИСАНИЕ К ГРАФИКЕ 1: В цикле, представленном на рисунке (НАШ РИСУНОК), минусовая обработка проводилась при температуре 93 К. В качестве теплоносителя использовался жидкий азот с температурой кипения 78 К. до образования большие температурные градиенты, вызывающие локальные сжатия и напряжения, которые могут привести к механическим повреждениям объектов.Кроме того, они используют азотную иммерсию или напыление, невозможно точно контролировать ход температуры во время охлаждения объекта. Поэтому лучшим способом снижения температуры объектов при минусовой обработке является помещение их в камеру, в которую подаются пары азота, обмен происходит за счет принудительной конвекции, а температура в камере устанавливается за счет регулирования потока паров азота. . Также желательно контролировать разницу температур между поверхностью заготовки и внутренней частью заготовки.
Целью низкотемпературной обработки является, прежде всего, повышение твердости таких объектов, как сверла, фрезы, элементы подшипников, а также стабилизация геометрии изделий с очень точными размерами, таких как калибры.
-
Криогенные камеры, применяемые при отрицательных температурах.
Криогенные камеры, используемые при минусовой обработке, должны иметь следующие характеристики:
- Возможность регулирования температуры, в частности установка низкой скорости охлаждения в диапазоне температур 300 - 90 К.
- Отсутствие контакта образца с жидким азотом.
- Возможность точного контроля температуры при нагреве образца.
Камеры могут снабжаться азотом из баллонов с повышенным давлением (например, 2 МПа). При расширении азота в сопле, питающем камеру, происходит его частичное испарение и снижение температуры до 78 К. Предметы в камере охлаждаются парами азота. Движение паров в камере вызывается мешалкой.
-
ЛАЗЕРНАЯ ТЕРМООБРАБОТКА
Лазерная термообработка включает термические операции, которые осуществляются с использованием лазерного луча в качестве источника энергии, необходимой для нагрева поверхностного слоя обрабатываемого материала с целью изменения его структуры для получения лучших свойств, повышения срока службы объекта.Он основан на быстром нагреве поверхности металла за счет поглощения лазерного излучения, а затем быстром охлаждении нагретого слоя соседней холодной матрицей. Глубина нагрева и структура металла будут зависеть от температуры нагрева и энергии, поглощаемой в зоне нагрева, а также от скорости нагрева. Зоны с лазерным нагревом также более устойчивы к отпуску. Лазерная обработка увеличивает стойкость к истиранию примерно в два раза по сравнению со стандартной термической обработкой, однако конструкционные стали предпочтительнее нагревать без плавления.Данная технология позволяет обрабатывать труднодоступные и сколь угодно большие рабочие зоны
-
Плюсы и минусы лазерной термообработки
НЕИСПРАВНОСТЬ
-
Высокая стоимость оборудования
-
Ограниченная площадь лазера, связанная с шириной луча
-
Проведение нескольких лазерных траекторий для увеличения обрабатываемой поверхности, вызывает локальный отпуск материала
ПРЕИМУЩЕСТВА
-
Минимальная деформация поверхности
-
Селективное упрочнение
-
СОЖ не требуется
-
Возможны тонкие закаленные слои
-
Возможность контроля глубины упрочненных слоев
-
Повышение сопротивления усталости
-
Графики превращений переохлажденного аустенита.
Количественные данные о зависимости структуры и свойств стали от температуры и времени превращения переохлажденного аустенита представлены на графиках CTP - время-температура-превращение. В зависимости от способа охлаждения диаграммы составляют для разных марок стали:
-
CTPi - с изотермическим охлаждением,
-
CTPc - Анизотермические с непрерывным охлаждением.
-
CTP схемы и - с изотермическим охлаждением
Линии начала и окончания превращения аустенита в перлит, бейнит и мартенсит в зависимости от времени τ при постоянной температуре превращения t приведены на изотермических диаграммах (рис.4.66а). Время начала и окончания каждого преобразования считывается с графика путем проецирования пересечения кривых начала и конца преобразования на временную шкалу линией, соответствующей заданной температуре. Графики CTPi готовят путем определения степени превращения при заданной температуре дилатометрическим, магнитно-индуктивным, электрическим или металлографическим методами (рис. 4.66). Диаграммы CTPi , разработанные для различных сталей, используются для определения температуры и времени выдержки при изотермическом отжиге и охлаждении в соляной ванне при изотермической или ступенчатой закалке.
-
CTPc - Анизотермические с непрерывным охлаждением.
Диаграммы CTPc характеризуют превращения переохлажденного аустенита при охлаждении с различной скоростью (рис. 4.66б). Их получают в результате дилатометрических испытаний на абсолютных дилатометрах. Температуры начала и окончания отдельных превращений и соответствующие им времена отсчитывают, проецируя на оси температуры или времени соответственно точки пересечения кривых скорости охлаждения с кривыми начала и окончания превращения.Графики CTPc использовались для определения структуры и твердости закаленной, нормализованной или полностью отожженной стали. Для определения структуры и твердости стали на основе диаграмм CTPc в зависимости от условий охлаждения от температуры аустенизации можно использовать диаграммы изменения температуры прутков разного диаметра, охлажденных в разных средах (рис. 4.67). Графики КТР различных сталей позволяют определить для них критическую скорость υ к , т.е. наименьшую скорость охлаждения от температуры аустенитизации, обеспечивающую достижение исключительно мартенситной структуры.На диаграмме CTPc критической скоростью является линия охлаждения, идущая по касательной к кривой начала превращения аустенита в точке наименьшей стойкости переохлажденного аустенита (рис. 4.66б). Форма графиков CTP сильно зависит от химического состава стали.
-
Дефекты, вызванные термической обработкой
9000 6
Основные недостатки, которые могут быть вызваны термической обработкой стали:
-
деформации,
-
искажения,
-
трещины.
Изменение размеров и деформация заготовок вследствие термической обработки, вызванные напряжениями:
-
Изменение размеров и деформация
Превращение переохлажденного аустенита в мартенсит или бейнит вызывает увеличение объема и размеров. Чисто термические напряжения способствуют уменьшению максимальных размеров и увеличению минимальных размеров, а также тенденции цилиндрических или кубических объектов принимать форму, подобную сфере.Протекание мартенситного превращения во внешнем слое и его отсутствие в сердцевине вызывают деформации противоположного характера по сравнению с чисто термическими деформациями. Самые большие размеры увеличиваются, самые маленькие — уменьшаются, а форма предмета становится похожей на катушку.
-
Сокращение
При неправильном погружении термообработанных изделий в охлаждающую ванну и скорости охлаждения различных поверхностей заготовки в любой момент времени различны, возникают деформации и коробление.Коробление стали — это асимметричное изменение размеров объекта из-за неправильного погружения объекта в охлаждающую среду. В длинных и тонких изделиях избежать коробления труднее, чем в маленьких и тонких изделиях. Чтобы уменьшить неблагоприятное влияние этого явления, упрочненные предметы
можно охлаждать под напряжением, например, в закалочных прессах.
-
Трещины закалки
Трещины возникают в результате упрочнения, когда растягивающие напряжения первого рода превышают прочность.Закалочные трещины возникают при температурах ниже Ms , в основном при охлаждении. Склонность к разрушению увеличивается с увеличением концентрации углерода в стали, повышением температуры закалки и увеличением скорости охлаждения в интервале между температурами начала и окончания мартенситного превращения. Закалочные трещины также могут быть вызваны насечками, резким изменением поперечного сечения или локальными впадинами и выступами.
Трещины – это дефекты термической обработки, которые не могут быть устранены.Контрмеры
формирование этих недостатков заключается в недопущении надрезов, закалке с максимально низкой температуры, щадящем охлаждении в интервале между температурой начала и окончания мартенситного превращения.
Поисковая система
Аналогичные подстраницы:
Литье алюминиевых сплавов и их термические конструкции, Учения, 3 СЕМЕСТР, ТПМ
Охрана труда и техника безопасности при термической обработке
Термообработка Лабораторное дело
Газосварка с горелкой, ЗиИП, II Рок ЗИП, термическая обработка и сварка, Сварка
OC TO JE, Исследования, Материаловедение, Металловедение и основы термообработки, Металлология, Связи
7 --- Инструкция по термообработке, ОПЕРАТОР ЧПУ, КАРТОЧКИ ТЕХНОЛОГИИ ЧПУ
КЕРАМИКА, Исследования, Материаловедение, Металл Наука и основы термической обработки Метелознание
ОСК 1, ЗиИП, II курс ЗИП, Термическая обработка и сварка, термическая обработка
с1, Исследования, Материаловедение, Металловедение и основы термической обработки, Метелознание
ОКС-отчет2, ЗиИП, II курс ЗИП, Термическая обработка и сварка, термообработка
Термическая обработка 1
Термическая обработка
термохимическая обработка (8)
объяснение термообработки
термическая обработка
Термическая и химическая обработка углерод-азот
Термическая обработка металлов
Неразрушающий контроль, Исследования, Материаловедение, Металловедение и основы термической обработки, Метелозна
I, Автоматика и робототехника, 3 семестр, Тепловая и поверхностная обработка, связи больше похожих подстраниц .
ТЕРМООБРАБОТКА - Энциклопедия в INTERIA.PL
термическая обработка
совокупность технологических процессов, в результате которых достигаются требуемые физико-химические свойства. и мох. металлов или сплавов в твердом состоянии, в основном введением структурных изменений в зависимости от температурывремя обработки и среда; Отличается: о.к. нормальные, в том числе операции отжига, закалки, растворения, отпуска и старения; термохимическая обработка, включающая: диффузионную пропитку неметаллами, диффузионную пропитку металлами, многокомпонентную диффузионную пропитку и диффузионное удаление примесей и примесей; термомагнитная обработка, при которой температурные процессы протекают в сильном магнитном поле, и термомеханическая обработка (высокотемпературная или с изотермическим превращением), сочетающая воздействие температуры с пластической деформацией.Типичный процесс термообработки состоит в основном из три основные процедуры: нагревание, замачивание и охлаждение. О.к. является очень важной частью комп. технология металлов и их сплавов. О.к. металлы были известны еще в древности в Египте, Индии, Китае и Греции; в средние века благодаря о.к. сделано, среди прочего булат.
ОТЖИГ, ЗАКАЛ, ПЛЕНОЧИРОВАНИЕ, ТЕХНОЛОГИЯ, ЗАКАЛКА, СТАБИЛИЗАЦИЯ ТЕКСТИЛЬНЫХ ИЗДЕЛИЙ, ТРУШКОВСКИЙ, НОРМАЛИЗАЦИЯ, ТЕРМОСТОЙКОСТЬ, СТАБИЛИЗАЦИЯЭнциклопедия Интернавтика
.









 Вызов дизайнера:
Вызов дизайнера:


Действующие акции

скидка для внимательных клиентов 7% от общей стоимости заказа.

