Салон штор в Санкт-Петербурге




Сталь у8а характеристики
Доска объявлений | Сталь У8А - характеристика, химический состав, свойства, твердостьСталь У8АОбщие сведения
Химический состав
Механические свойстваМеханические свойства в зависимости от температуры испытания
Механические свойства ленты
Технологические свойства
Температура критических точек
Твердость
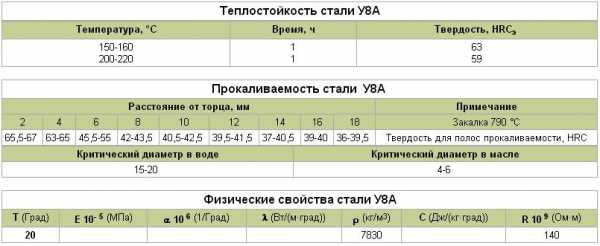
ПрокаливаемостьЗакалка 790 °С.
Физические свойства
Теплостойкость, красностойкостьТеплостойкость
[ Назад ] | |||||||||||||
Сталь У8А характеристики | Металл У8А | Марка У8А | Материал У8А | Сталь У8А механические свойства | Сталь У8А марочник | Расшифровка марки У8А | Сталь У8А назначение | Сталь У8А отзывы | Сталь У8А описание | Сталь У8А относится к группам
Характеристика материала У8А
| Марка: | У8А |
| Классификация: | Сталь инструментальная углеродистая |
| Применение: | для инструмента, работающего в условиях, не вызывающих разогрева режущей кромки: фрез, зенковок, топоров, стамесок, долот, пил продольных и дисковых, накатных роликов, кернеров, отверток, комбинированных плоскогубцев, боковых кусачек. |
Химический состав в % материала У8А
ГОСТ 1435 - 99
| C | Si | Mn | Ni | S | P | Cr | Cu |
| 0.75 - 0.84 | 0.17 - 0.33 | 0.17 - 0.28 | до 0.25 | до 0.018 | до 0.025 | до 0.2 | до 0.25 |
Температура критических точек материала У8А.
| Ac1 = 720, Ar1 = 700 , Mn = 245 |
Механические свойства при Т=20oС материала У8А.
| Сортамент | Размер | Напр. | sв | sT | d5 | y | KCU | Термообр. |
| - | мм | - | МПа | МПа | % | % | кДж / м2 | - |
| Лента нагартован. ГОСТ 2283-79 |
|
| 740-1180 |
|
|
|
|
|
| Лента отожжен. ГОСТ 2283-79 |
|
| 640-740 |
| 10-15 |
|
|
|
| Твердость У8А после отжига, ГОСТ 1435-99 | HB 10 -1 = 187 МПа |
Физические свойства материала У8А .
| T | E 10- 5 | a 10 6 | l | r | C | R 10 9 |
| Град | МПа | 1/Град | Вт/(м·град) | кг/м3 | Дж/(кг·град) | Ом·м |
| 20 |
|
|
| 7830 |
| 140 |
Зарубежные аналоги материала У8А
Внимание! Указаны как точные, так и ближайшие аналоги.
| США | Германия |
| - | DIN,WNr |
Обозначения:
| Механические свойства : | |
| sв | - Предел кратковременной прочности , [МПа] |
| sT | - Предел пропорциональности (предел текучести для остаточной деформации), [МПа] |
| d5 | - Относительное удлинение при разрыве , [ % ] |
| y | - Относительное сужение , [ % ] |
| KCU | - Ударная вязкость , [ кДж / м2] |
| HB | - Твердость по Бринеллю , [МПа] |
|
| |
| T | - Температура, при которой получены данные свойства , [Град] |
| E | - Модуль упругости первого рода , [МПа] |
| a | - Коэффициент температурного (линейного) расширения (диапазон 20o - T ) , [1/Град] |
| l | - Коэффициент теплопроводности (теплоемкость материала) , [Вт/(м·град)] |
| r | - Плотность материала , [кг/м3] |
| C | - Удельная теплоемкость материала (диапазон 20o - T ), [Дж/(кг·град)] |
| R | - Удельное электросопротивление, [Ом·м] |
|
У8, У8А |
Механические свойства при комнатной температуре |
||||||||||||||||||||||||||||||||||||
|
НД |
Режим термообработки |
Сечение, мм |
σ0,2, Н/мм2 |
σВ, Н/мм2 |
δ, % |
Ψ, % |
KCU, Дж/см2 |
HRC |
НВ |
||||||||||||||||||||||||||||
|
Операция |
t, ºС |
Охлаждающая среда |
не менее |
||||||||||||||||||||||||||||||||||
|
ГОСТ 10234–77 |
Отожженная лента 1ой категории качества |
0,10– 4,00 |
– |
780 |
10 |
– |
– |
– |
– |
||||||||||||||||||||||||||||
|
Нагартован-ная лента 1ой категории качества |
0,10– 4,00 |
– |
740– 1270 |
– |
– |
– |
– |
– |
|||||||||||||||||||||||||||||
|
Отожженная лента высшей категории качества |
0,10– 4,00 |
– |
620 |
– |
– |
– |
– |
– |
|||||||||||||||||||||||||||||
|
Нагартован-ная лента высшей кате-гории ка-чества |
0,10– 4,00 |
– |
780– 930 930– 1080 1080–1230 |
Г13 Г23 Г33 |
– |
– |
– |
– |
|||||||||||||||||||||||||||||
|
3 Класс прочности. |
|||||||||||||||||||||||||||||||||||||
|
Назначение. Инструменты, работающие в условиях, не вызывающих разогрева режущей кромки. Инструмент для обработки дерева: фрезы, зенковки, цековки, стамески, долота; пилы продольные и дисковые, накатные ролики, плиты и стержни для форм литья под давлением оловянисто-свинцовых сплавов; слесарно-монтажный инструмент: обжимки для заклепок, кернеры, бородки, отвертки, комбинированные плоскогубцы, острозубцы, боковые кусачки, калибры простой формы и пониженных классов точности, плоские и витые пружины и пружинящие детали сложной конфигурации, клапаны, щупы, берды, ламели двоильных ножей, конструкционные мелкие детали, в т.ч. для часов. |
|||||||||||||||||||||||||||||||||||||
|
Предел выносливости, Н/мм2 |
Термообработка |
Ударная вязкость, KCU, Дж/см2, при t, ºС |
Термообработка |
||||||||||||||||||||||||||||||||||
|
σ-1 |
τ-1 |
+ 20 |
0 |
– 20 |
– 40 |
– 60 |
– 80 |
||||||||||||||||||||||||||||||
|
Теплостойкость |
Шлифуемость |
Критический диаметр, мм, при закалке |
|||||||||||||||||||||||||||||||||||
|
В воде |
В масле |
В селитре |
На воздухе |
||||||||||||||||||||||||||||||||||
|
62 HRC, 150–160 ºС, 1 ч 58 HRC, 200–220 ºС, 1 ч |
Хорошая |
15–20 |
4–6 |
4–6 |
Не закаливается |
||||||||||||||||||||||||||||||||
|
Технологические характеристики |
|||||||||||||||||||||||||||||||||||||
|
Ковка |
Охлаждение поковок, изготовленных |
||||||||||||||||||||||||||||||||||||
|
Вид полуфабриката |
Температурный интервал ковки, ºС |
из слитков |
из заготовок |
||||||||||||||||||||||||||||||||||
|
Размер сечения, мм |
Условия охлаждения |
Размер сечения, мм |
Условия охлаждения |
||||||||||||||||||||||||||||||||||
|
Слиток |
1150–800 |
До 100 101–700 |
В штабелях на воздухе Отжиг с перекристаллизацией, одно переохлаждение |
До 100 101–300 |
На воздухе В яме |
||||||||||||||||||||||||||||||||
|
Заготовка |
1180–800 |
||||||||||||||||||||||||||||||||||||
|
Свариваемость |
Обрабатываемость резанием |
Флокеночувствительность |
|||||||||||||||||||||||||||||||||||
|
Не применяется для сварных конструкций |
В горячекатаном состоянии при ≤ 187 НВ и σВ = 580 Н/мм2 К√ = 1,12 (твердый сплав), К√ = 1,0 (быстрорежущая сталь) |
Не чувствительна |
|||||||||||||||||||||||||||||||||||
|
Склонность к отпускной хрупкости |
|||||||||||||||||||||||||||||||||||||
|
Не склонна |
|||||||||||||||||||||||||||||||||||||
Cталь У8А механические, физические свойства, химический состав. Сталь У8А круг стальной пруток,сталь У8А полоса инструментальная стальная горячекатаная
Справочная информация
Характеристика материала сталь У8А
| Марка стали | сталь У8А |
| Классификация стали | Сталь инструментальная углеродистая ГОСТ 1435-99 |
| В Компании ГП "Стальмаш" Вы можете купить инструментальную углеродистую сталь У8А в следующих видах металлопроката: круг ст У8А ГОСТ 2590-2006 (ГОСТ 2590-88) круг (пруток) стальной горячекатаный полоса ст У8А ГОСТ 103-70 полоса стальная горячекатаная инструментальная | |
| Применение стали У8А | для инструмента, работающего в условиях, не вызывающих разогрева режущей кромки: фрез, зенковок, топоров, стамесок, долот, пил продольных и дисковых, накатных роликов, кернеров, отверток, комбинированных плоскогубцев, боковых кусачек. |
Химический состав стали У8А
| C | Si | Mn | Ni | S | P | Cr | Cu |
| 0.76 - 0.83 | 0.17 - 0.33 | 0.17 - 0.28 | до 0.2 | до 0.018 | до 0.025 | до 0.2 | до 0.2 |
Температура критических точек материала сталь У8А
| Ac1 = 720 , Ar1 = 700 , Mn = 245 |
Механические свойства стали У8А
| Сортамент | Размер | Напр. | sв | sT | d5 | y | KCU | Термообр. |
| - | мм | - | МПа | МПа | % | % | кДж / м2 | - |
| Лента отожжен. | 1.5 | 750 | 10 |
| Твердость материала сталь У8А после отжига , | HB 10 -1 = 187 МПа |
Физические свойства стали У8А
| T | E 10- 5 | a 10 6 | l | r | C | R 10 9 |
| Град | МПа | 1/Град | Вт/(м·град) | кг/м3 | Дж/(кг·град) | Ом·м |
| 20 | 7830 | 140 |
Обозначения:
| Механические свойства : | |
| sв | - Предел кратковременной прочности , [МПа] |
| sT | - Предел пропорциональности (предел текучести для остаточной деформации), [МПа] |
| d5 | - Относительное удлинение при разрыве , [ % ] |
| y | - Относительное сужение , [ % ] |
| KCU | - Ударная вязкость , [ кДж / м2] |
| HB | - Твердость по Бринеллю , [МПа] |
Физические свойства : | |
| T | - Температура, при которой получены данные свойства , [Град] |
| E | - Модуль упругости первого рода , [МПа] |
| a | - Коэффициент температурного (линейного) расширения (диапазон 20o - T ) , [1/Град] |
| l | - Коэффициент теплопроводности (теплоемкость материала) , [Вт/(м·град)] |
| r | - Плотность материала , [кг/м3] |
| C | - Удельная теплоемкость материала (диапазон 20o - T ), [Дж/(кг·град)] |
| R | - Удельное электросопротивление, [Ом·м] |
Марочник стали и сплавов
Сталь У8 (У8А) углеродистая инструментальная
- Аналоги, Заменители
- Расшифровка
- Применение У8
- Свариваемость
- Характеристики
- Плотность ρп кг/см3 при температуре испытаний, °С
- Коэффициент теплопроводности λ Вт/(м*К) при температуре испытаний, °С
- Удельное электросопротивление ρ, нОм*м при температуре испытаний, °С
- Модуль нормальной упругости (Модуль упругости) Е, ГПа, при температуре испытаний, °С
- Модуль упругости при сдвиге на кручением G, ГПа, при температуре испытаний °С
- Удельная теплоемкость c, Дж/(кг*К), при температуре испытаний, °С
- Температура критических точек
- Химический состав, % (ГОСТ 1435-99)
- Твердость стали после термообработки (ГОСТ 1435-90)
- Механические свойства ленты (ГОСТ 2283-79)
- Твердость стали в зависимости от температуры отпуска
- Механические свойства в зависимости от температуры испытаний
- Технологические свойства
- Узнать еще
Аналоги, Заменители
Cтали У7, У7А, У10, У10А.
Иностранные аналоги для стали У8: C80W (Европа), SKC3 (Япония).
Иностранные аналоги для стали У8А: C80W1 (Европа), W108 (США).
Расшифровка
Буква У в обозначении и следующая за ней цифра указывают среднее содержание углерода в стали в десятых долях процента. В стали У8 по ГОСТ 1435-99 содержание углерода колеблется в пределах 0,75-0,84%.
Если в обозначении стали присутствует буква А, например У8А, то эта буква указывает, что сталь является высококачественной.
Наличие в маркировки буквы Г — означает повышенное содержание марганца.
к содержанию ↑Применение У8
Сталь У8 применяется в инструменте работающем в условиях, не вызывающих разогрева режущей кромки: фрез, зенковок, пил продольных и дисковых, зубила, долота, накатных роликов, кернеров, лезвия ножниц для резки металла, топоры, стамески, плоскогубцы комбинированные, боковые кусачки.
Свариваемость
Сталь У8 не применяется для сварных конструкций. Способ сварки КТС (Контактно Точечная Сварка)
Характеристики
Плотность ρп кг/см3 при температуре испытаний, °С
| Сталь | 20 | 100 | 200 | 300 | 400 | 500 | 600 | 700 | 800 | 900 |
| У8, У8А | 7839 | 7817 | 7786 | 7752 | 7714 | 7676 | 7638 | 7600 | 7852 | — |
Коэффициент теплопроводности λ Вт/(м*К) при температуре испытаний, °С
| Сталь | 20 | 100 | 200 | 300 | 400 | 500 | 600 | 700 | 800 | 900 |
| У8, У8А | — | 49 | 46 | 42 | 38 | 35 | 33 | 30 | 24 | 25 |
Удельное электросопротивление ρ, нОм*м при температуре испытаний, °С
| Сталь | 20 | 100 | 200 | 300 | 400 | 500 | 600 | 700 | 800 | 900 |
| У8, У8А | — | 230 | 305 | 395 | 491 | 625 | 769 | 931 | 1129 | 1165 |
Модуль нормальной упругости (Модуль упругости) Е, ГПа, при температуре испытаний, °С
| Сталь | 20 | 100 | 200 | 300 | 400 | 500 | 600 | 700 | 800 | 900 |
| У8 | 209 | 205 | 199 | 192 | 185 | 175 | 166 | — | — | — |
| У8А | 209 | 205 | 199 | 192 | 185 | 175 | 166 | — | — | — |
Модуль упругости при сдвиге на кручением G, ГПа, при температуре испытаний °С
| Сталь | 20 | 100 | 200 | 300 | 400 | 500 | 600 | 700 | 800 | 900 |
| У8 | 81 | 80 | 77 | 74 | 71 | 67 | 62 | — | — | — |
| У8А | 81 | 80 | 77 | 74 | 71 | 67 | 62 | — | — | — |
Удельная теплоемкость c, Дж/(кг*К), при температуре испытаний, °С
| 20-100 | 20-200 | 20-300 | 20-400 | 20-500 | 20-600 | 20-700 | 20-800 | 20-900 | 20-1000 |
| 477 | 511 | 528 | 548 | 565 | 594 | 624 | 724 | 724 | 703 |
Температура критических точек
| Ас1 | Асm | Ar1 | Mн |
| 730 | 765(112) | 700 | 245 |
Химический состав, % (ГОСТ 1435-99)
| Сталь | C | Mn | Si | S | P | Cr | Ni | Cu |
| не более | ||||||||
| У8 | 0,75-0,84 | 0,17-0,33 | 0,17-0,33 | 0,028 | 0,03 | 0,12-0,4 | 0,12-0,25 | 0,2-0,25 |
| У8А | 0,75-0,84 | 0,17-0,28 | 0,17-0,33 | 0,018 | 0,025 | 0,12-0,4 | 0,12-0,25 | 0,2-0,25 |
| У8Г | 0,8-0,9 | 0,33-0,58 | 0,17-0,33 | 0,028 | 0,03 | 0,12-0,4 | 0,12-0,25 | 0,2-0,25 |
| У8ГА | 0,8-0,9 | 0,17-0,28 | 0,17-0,33 | 0,018 | 0,025 | 0,12-0,4 | 0,12-0,25 | 0,2-0,25 |
Твердость стали после термообработки (ГОСТ 1435-90)
| Состояние поставки | Твердость |
| Сталь термообработанная | Закалка с 780-800 °С в воде |
| До HB 187 | Св. HRCэ 63 |
Механические свойства ленты (ГОСТ 2283-79)
| Состояние поставки | Сечение, мм | σв МПа, не более | δ5, (δ4), %не менее |
| Лента холоднокатаная отоженная | 0,1-1,5 | 650 | 15 |
| 1,5-4,0 | 750 | 10 | |
| Лента холоднокатаная нагартованая, класс прочности: | |||
| Н1 | 0,1-4,0 | 750-900 | — |
| Н2 | 900-1050 | — | |
| Н3 | 0,1-4,0 | 1050-1200 | — |
| Лента отожженная высшей категории качества | 0,1-4,0 | 650 | 15 |
Твердость стали в зависимости от температуры отпуска
| tотп., °С | Твердость HRCэ |
| 160-200 | 61-65 |
| 200-300 | 56-61 |
| 300-400 | 47-56 |
| 400-500 | 37-47 |
| 500-600 | 29-37 |
Примечание: закалка с 780-800 °С в воде.
Механические свойства в зависимости от температуры испытаний
| tисп, °С | σ0.2, МПа | σв, МПа | δ5, % | ψ, % | Твердость НВ |
| Отжиг или нормализация | |||||
| 100 | — | 710 | 17 | 24 | 195 |
| 200 | — | 640 | 15 | 15 | 205 |
| 300 | — | — | 17 | 16 | 205 |
| 400 | — | — | 19 | 23 | 190 |
| 500 | — | 500 | 23 | 29 | 170 |
| 600 | — | 370 | 28 | 39 | 150 |
| 700 | — | 255 | 33 | 50 | 120 |
| Закалка с 780 °С в масле; отпуск при 400 °С (образцы гладкие диаметром 6,3 мм) | |||||
| 20 | 1230 | 1420 | 10 | 37 | — |
| -40 | 1270 | 1450 | 11 | 36 | — |
| -70 | 1300 | 1470 | 12 | 35 | — |
| Образец диаметром 5 мм и длиной 25 мм, деформированный и отожженный. Скорость деформирования 10 мм/мин; скорость деформации 0,007 1/с | |||||
| 700 | — | 105 | 58 | 91 | — |
| 800 | — | 91 | 58 | 100 | — |
| 900 | — | 55 | 62 | 100 | — |
| 1000 | — | 33 | 62 | 100 | — |
| 1100 | — | 21 | 80 | 100 | — |
| 1200 | — | 15 | 69 | 100 | — |
Технологические свойства
Температура ковки, °С: начала 1180, конца 800. Сечения до 100 мм охлаждаются на воздухе, сечения 101-300 мм — в яме.
Обрабатываемость резанием — Кv тв.спл = 1,2 и Кv б.ст = 1,1 при НВ 187-227.
Склонность к отпускной хрупкости — не склонна.
Флокеночувствительность — не чувствительна.
химический состав, твёрдость, применение. Сталь У8А и её характеристики
Среди инструментальных нелегированных (не защищенных от коррозии) сплавов сталь марки У8А считается одной из самых востребованных, поскольку она принадлежит к металлам повышенного качества (буква «А» в обозначении). Символы «У8» говорят нам о том, что углерода в этом сплаве около 0,8% (углеродистая сталь). Помимо С в составе данного материала присутствуют кремний и марганец, что делает сталь У8А податливой к ковке и шлифовке. С другой стороны, эта марка не годится для литья или сварных работ.
Сталь У8А: химический состав и характеристики

Этот инструментальный, нелегированный, высококачественный, углеродистый сплав имеет следующий химический состав:
- Fe – около 98%
- C – 0,76 – 0,83%
- Si – 0,17 – 0,33%
- Mn – 0,17 – 0,28%
- Ni – не более 0,2%
- Cr – не более 0,2%
- Cu – не более 0,2%
- P – не более 0,025%
- S – не более 0,018%
Основные механические и физические характеристики сплава марки У8А, включая твердость металла, варьирующуюся в зависимости от температуры, представлены в таблицах: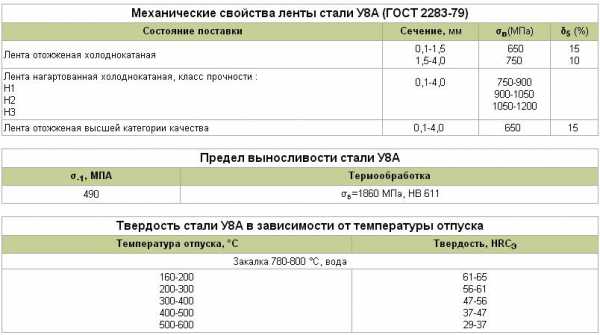
Обработка стали У8А
Инструментальная углеродистая сталь У8А выпущенная по ГОСТам, соответствующим нормам изготовления сортового проката (ГОСТы 1435-99 , 2879-2006, 2590-2006, 2591-2006), изначально наделена плотностью в 7859 кг/м. куб. Твёрдость стали данного типа находится на уровне HB 10-1 = 187 МПа. Этот материал нефлокеночувствителен, режется при HB 187-227, σв=620 МПа, ковка же осуществляется при 1180-800оС. Охлаждение стали У8А осуществляется на воздухе (при сечении до 100 мм) либо в яме (сечение от 101 до 300 мм). Аналогами материала выступают марки У7А, У7, У10 и У10А.
Применение стали У8А

Главное предназначение стали У8А состоит в её применении в качестве рабочей поверхности различных инструментов. В данном случае речь идёт об инструментах, металл в которых при работе не нагревается: зубила, топоры, стамески, пилы, колуны, молотки, кувалды, плоскогубцы и т.п. Словом, достоинства сплава У8А успешно применяются в изготовлении большинства слесарно-монтажных инструментов.
Помимо этого, У8А сталь применяют для изготовления накатных роликов, пружин, простейших калибров. Также из неё производят термообработанную ленту, в том числе холоднокатаную и плющеную.
Еще одна сфера применения сплава – штампы холодной высадки, которые также могут демонстрировать необходимую прочность и ударостойкость. Главное, не допускать нагрева стали У8А, поскольку в данном случае сплав моментально начинает терять в своей прочности.
Углеродистая инструментальная сталь Н8Э, С80В1,1.1525, У8А-1, С80КУ, Н8, С80В2, У8А, У8А, У8, У8,1.1625, У8-3
| класс | | | | Si | P | S | S CU | 9003 CR NI | Другое | | 07 PN 0.843 0.15 0.30 | 0.15 0.30 0 0 Max 0.025 | MAX 0.025 0 0.025 | MAX 0.20 | MAX 0.15 | MAX 0,20 | - | 90 140 1.1525 90 133 90 133 DIN 90 140 W. № 0.75 | 33 0.10 0,40 0.10 0, 30 | Max 0.020 0 90 1320 MAX 0.020 0 90 133 - | 90 133 - - | 9008 | | 0 U8A у8a 0 | | 3 | 0.25 90 133 - | |||||
| JIS | 0.10 0,35 | макс 0,030 | макс 0,030 | макс 0,25 0 10 10 7 10 0,30 | макс 0,25 | - | |||||||||||||||||||||||||
| C80 KU C80KU | - | 33 - - - 0 - - 0 -||||||||||||||||||||||||||||||
Сталь, используемая для производства холодной работы. , Сталь не используется для обработки металла
Инструмент сталь - глубоко упрочняющий углеродистой сталь N8 PN-84 / H-85020
| | | C 06 | | 6 Химический состав (%) C | MN | Si | P | | 6 6 S 6 S 6 CR Ni | прочее | 900 30 N8 | | PN | 0 0,75 0.84 0.15 0.30 | 0.15 0.30 | Max 0.030 | MAX 0.030 | | MAX 0.20 | MAX 0,15 | 0,156 0 0 0 90 140 1.1625 | DIN 90 140 W. № 0.75 0,75 0 33 0.15 9007 0,3513 9003 9007 9003 9013 0.30 | 90 133 MAX MAX 0.030 90 133 MAX 0 0,030 - 9006 - - - 9006 - - 9006 - - 9006 - U8-3 U8 У8 | | 0,75 0,84 0 0.80006 0.17 0,33 010 | 010 | 010 | 17 010 | 17 0.33 | Max 0,030 | макс 0,028 | макс 0,25 | 0.20 0.40 | MAX MAX 0.25 | 0.25 | - | | ||||||||||||||||
Сталь с аналогичным применением в качестве оценки N8E, если требуется более высокое качество, используйте стальную неглубокую закаленный N8E.
Прочие углеродистые инструментальные стали
N8E - углеродистая инструментальная сталь N8, C80W1, 1.1525, C80W2, 1.1625
N9E - углеродистая инструментальная сталь N9, C85W, 1.1830 стали легированные
легированная инструментальная сталь для горячей обработки
легированная инструментальная сталь для холодной обработки
высоколегированная быстрорежущая инструментальная сталь
Дайте определение стали и чугуну. Что такое чугун? Свойства, состав, приготовление и применение
Чугун представляет собой сплав железа и углерода. Процент железа содержит более 90%. Количество углерода колеблется в пределах 2,14-6,67%. Благодаря этому элементу материал имеет высокую твердость, но появляется хрупкость. Это приводит к ухудшению пластичности и пластичности. В некоторые виды для улучшения характеристик добавляются легирующие элементы: алюминий, хром, ванадий, никель.
Характеристики типов углеродистых металлов
Диаграмма железо-углерод показывает, из чего состоит железо.Помимо железа, углерод существует в виде графита и цементита.
Состав сплава чугуна имеет следующие вариации:
Индивидуальные свойства металла
Материал имеет определенные характеристики. К ним относятся:
Свойства материалов различаются в зависимости от наличия примесей.
К таким элементам относятся сера, фосфор, кремний, марганец:
- Сера снижает текучесть металла.
- Фосфор снижает прочность, но позволяет изготавливать изделия сложной формы.
- Кремний повышает текучесть материала за счет снижения его температуры плавления.
- Марганец придает прочность, но снижает ликвидность.
Различия между чугуном и сталью
Чтобы понять разницу между сталью и чугуном, необходимо учитывать их характеристики. Особенностью чугуна является количество углерода. Его минимальное содержание составляет 2,14%. Это основной показатель, по которому этот материал можно отличить от стали.
Только химический анализ может определить процент загрязнения. Если сравнивать температуру плавления чугуна и стали, то у чугуна она ниже и составляет 1150-1250 градусов. Сталь стоит около 1 500
Для различения материала необходимо сделать следующее:
- Изделие погружают в воду и определяют объем вытесненной воды. Чугун менее плотный. Она составляет 7,2 г/см3. Для стали - 7,7-7,9 г/см3.
- На поверхность помещается магнит для лучшего притяжения стали.
- Стружка затирается болгаркой или напильником. Затем он собирает бумагу и вытирает ее. Сталь не оставит следов.
Плюсы и минусы материала
Как и любой материал, чугун имеет как положительные, так и отрицательные стороны. К положительным характеристикам относятся:

Чугун и сталь — два типа соединений железа с углеродом — широко используются во многих отраслях промышленности. Однако иногда возникает необходимость отличать чугун от стали, например, при ремонте, так как эти сплавы имеют разные свойства и поэтому требуют разного обращения.3. Поэтому использовать его можно только в том случае, если вы твердо уверены, что изделие изготовлено из стали или серого чугуна.
Можно использовать магнит. К чугуну прилипает хуже, чем к стали. Но и этот метод нельзя назвать точным, так как некоторые виды высоконикелевых легированных сталей практически не притягивают магнит.
Поэтому надежнее воспользоваться одним из следующих способов: определить чугун по виду образовавшихся опилок или стружки, а также с помощью болгарки.Возьмите напильник с мелким срезом, проведите им несколько раз по поверхности изделия. Постарайтесь собрать самые мелкие опилки, которые образуются на листе бумаги. Сложите бумагу пополам и энергично потрите. Если это чугун, бумага будет заметно пачкаться, если сталь – следов практически не останется.
Изделие также можно немного просверлить тонким сверлом (не лицевой стороной, конечно, а в месте, которое не видно). Это производит небольшое количество токенов.По ее словам, по внешнему виду и свойствам можно точно определить, из какого материала изготовлена деталь. Если это чугун, стружка буквально рассыпается в пальцах, превращаясь в пыль. Если это сталь, стружка будет похожа на спиральную пружину и может даже поцарапать пальцы, если вы попытаетесь их сломать.
Наконец, о материале можно судить по размеру, форме и цвету искр, возникающих при движении болгарки по краю изделия. Чем выше содержание углерода, тем ярче и сильнее будет пучок ярко-желтых искр.А содержание углерода в чугуне намного выше, чем в стали.
В случае сомнений лучше использовать образцы железа и стали в качестве контрольных образцов и сравнить форму и свойства опилок (стружки) и тип образующихся искр с тем, что получается при механической обработке этих образцов.
- Класс стали и чугуна
- Коррозионная стойкость
Чугунные и стальные изделия металлургической промышленности используются как в быту, так и в производстве.Оба материала представляют собой уникальные сплавы железа и углерода. Всем известно, что железо выходит из земли в огромных количествах. Но в чистом виде его использовать нельзя, этот элемент слишком мягкий и поэтому не подходит для производства высокопрочных изделий. Поэтому для промышленных, строительных и бытовых целей используют не чистое железо, а его производные - чугун и сталь. Чем сталь отличается от чугуна?

Чугун и сталь представляют собой сплавы железа и углерода.
Их различия проявляются во многих признаках, а общность элементов при производстве не придает материалу идентичных признаков.
Маркировка стали и чугуна
Вернуться к оглавлению
Схема производства стали.
Для производства стали железо плавится с углеродом и различными примесями. Условием является содержание углерода не более 2% (повышает прочность), а железа - не менее 45%. Остальное составляют легированные компоненты связующего (хром, молибден, никель и др.).). Хром повышает прочность стали, ее твердость и износостойкость. Никель повышает прочность, прочность и твердость. улучшает его антикоррозионные свойства и прокаливаемость. Кремний придает стали прочность, твердость и гибкость, снижает ее прочность. Марганец улучшает свариваемость и прокаливаемость. Металлурги выделяют разные виды станов. Классифицируйте их по объему других элементов. Например, содержание легирующих металлов более 11% приводит к получению высоколегированной стали.Также в наличии:
- Низколегированная сталь - до 4%.
- Среднелегированная сталь - до 11%.
Вступают в силу механические свойства.
В зависимости от количества углерода сталь подразделяют на:
- Металл низкоуглеродистый - до 0,25% С; среднеуглеродистый металл
- - до 0,55% С;
- высокоуглеродистый металл - до 2% С.
По составу неметаллических элементов (фосфиды, сульфиды) металл классифицируется на:
- обыкновенный; качество
- ;
- высокое качество;
- особо качественная сталь.
В результате все виды сталей представляют собой прочные, износостойкие и устойчивые к деформациям сплавы с температурой плавления от 1450 до 1520°С.
Вернуться к индексу
При производстве чугуна также плавятся железо и углерод. Основное отличие чугуна от стали заключается в содержании последней в смеси. Оно должно быть больше 2%. Кроме того, смесь содержит примеси: кремний, марганец, фосфор, серу и легированные металлы. Чугун более хрупок, чем сталь, и ломается без видимой деформации.Углерод в металле представлен графитом или цементитом, а объем и форма элемента определяются типами сплава:
- Белый чугун, в котором весь объем углерода представлен цементитом. При изломе этот материал белый, очень твердый, но и ломкий. Он легко обрабатывается и используется для производства пластиковой разновидности.
- Серый - Карбон представлен графитом, что придает материалу пластичность. Мягкий, легко режется, низкая температура плавления.
- Высокопрочный, который получают из белого чугуна путем специального отжига (закалки) в специальных нагревательных печах при температуре 950-1000°С. При этом значительно снижаются чрезмерная хрупкость и твердость, характерные для белого чугуна. Ковкий чугун не куется, и название говорит лишь о его пластичности.
- Ковкий чугун, содержащий сфероидальный графит, образовавшийся в процессе кристаллизации.
Количество углерода в сплаве определяет его температуру плавления (чем выше содержание элемента, тем ниже температура и выше текучесть при нагреве).Поэтому чугун представляет собой жидкий, нековкий, хрупкий и труднообрабатываемый материал с температурой плавления от 1150 до 1250°С.
Вернуться к индексу
Коррозионная стойкость
Оба сплава подвержены коррозии, и неправильная эксплуатация ускорит этот процесс.
Извлечение чугуна из руды.
В процессе эксплуатации чугун покрывается сухой ржавчиной. Это известно как химическая коррозия. Влажная (электрохимическая) коррозия поражает чугун медленнее, чем сталь.Изначально очевиден вывод, что антикоррозионные свойства чугуна значительно выше. На самом деле оба этих сплава одинаково подвержены коррозии, но в отношении чугунных изделий из-за их толстых стенок процесс протекает дольше. Этим, например, можно объяснить разницу в сроке службы котлов: стальных — от 5 до 15 лет, чугунных — от 30 лет.
В 1913 году Гарри Брирли сделал открытие в области металлургии. Он обнаружил, что высокохромистая сталь обладает хорошей стойкостью к кислотной коррозии. Так родилась нержавеющая сталь.Также имеет свою градацию:
- Коррозионностойкая сталь показывает устойчивость к коррозии в элементарных производственных и бытовых условиях (нефтегазовая промышленность, легкая промышленность, машиностроение, хирургические инструменты, бытовая посуда из нержавеющей стали). Сталь
- жаропрочная устойчива к высоким температурам и агрессивным средам (химическая промышленность).
- Жаропрочная сталь характеризуется повышенной механической прочностью при высоких температурах.
Вернуться к оглавлению
Стойкость к термоударам и ударам
Сравнительные показатели чугуна и стали.
Чугун и сталь часто используются в производстве котлов. В этом случае особенно актуальным становится вопрос термостойкости. Если в неохлаждаемый чугунный котел попадет холодная вода, он может лопнуть. Металлическим изделиям не страшны термические удары. Сталь более гибкая и прекрасно переносит перепады температур. Однако большие и частые перепады температуры стали способствуют возникновению «усталых» зон и, как следствие, трещин в ослабленных сваркой местах.
Хорошая пластичность делает стальные изделия устойчивыми к механическим повреждениям. Хрупкость чугуна неизбежно приводит к образованию трещин при ударе или деформации.
Серый чугун имеет более однородную структуру, повышенную пластичность и антикоррозионные свойства, способен выдерживать большие колебания температуры.
- Чугун менее прочен и тверже стали. Сталь
- тяжелее и имеет более высокую температуру плавления.
- Меньшее содержание углерода в стали, в отличие от чугуна, облегчает обработку (варку, резку, ковку).
- По аналогичной причине изделия из чугуна производятся только методом литья, а изделия из стали могут быть коваными и сварными. Изделия из стали
- менее пористые, чем чугунные, поэтому их теплопроводность значительно выше.
- Изделия из чугуна обычно черные с матовой поверхностью, а из стали – светлые с блестящей поверхностью.
Назад к индексу
- В зависимости от плотности продукта. Необходимо взвесить объект и определить, сколько воды он вытеснит.Плотность стали находится в пределах 7,7-7,9 г/см³, серого чугуна – не превышает 7,2 г/см³. Этот метод не особенно надежен, так как белый чугун имеет плотность от 7,6 до 7,8 г/см³.
- Магнит. Чугун менее магнитен, чем сталь. Недостатком этого метода является то, что стали с высоким содержанием никеля практически не притягивают магнит.
- Самый точный способ - определить чугун болгаркой и тип образующейся стружки. Следует взять напильник с мелким срезом и несколько раз провести им по поверхности заготовки.Полученные опилки нужно собрать на бумагу, сложить пополам и энергично растереть. Чугун заметно испачкает бумагу, сталь практически не оставит следов.
Выводы о материале можно сделать на основании размера, формы и цвета искр, возникающих при шлифовании. Чем больше угля, тем ярче и сильнее будет пучок ярко-желтых искр. Как мы уже знаем, чугун содержит больше углерода, чем сталь. Кроме того, при сверлении изделия тонким сверлом можно определить материал по типу стружки.Чугунная стружка буквально на глазах превратится в пыль, стальная стружка примет форму скрученной пружины.
21.10.2016
Неосведомленный человек считает, что железо – главный строительный материал нашего времени. Кто разбирается, тот знает, что под словом «iron9raquo; Это касается железоуглеродистых сплавов – стали и чугуна. Казалось бы, это два совершенно разных материала и их очень легко отличить. Однако, учитывая широкий спектр их видов и марок, тонкую грань различия в химическом составе некоторых из них определить сложно.Важно иметь дополнительные навыки, чтобы знать ответ на вопрос: чем отличается чугун от стали?

- Шероховатая, матово-серого цвета.
- Плавка при 1000-1600˚С в зависимости от состава (для среднепромышленных - 1000-1200˚С, белые и чугуны плавятся при более высоких температурах).
- Плотность: 7200-7600 кг/м3.
- Удельная теплоемкость: 540 Дж/(кг°C).
- Высокая твердость: 400-650HB.
- Низкая пластичность, очень хрупкий под давлением; ковкий чугун имеет самые высокие значения относительного удлинения = 6-12 %.
- Низкопрочные: 100-200 МПа, по пластичности 300-370 МПа, для некоторых высокопрочных марок - 600-800 МПа.
- Моделируется термической обработкой, но редко и с большой осторожностью, так как для него характерен процесс растрескивания.
- Выплавляется с помощью вспомогательных химических элементов, однако высокая степень легирования еще больше усложняет технологический процесс.
- Имеет удовлетворительную свариваемость, хорошую обрабатываемость и отличные литейные свойства.Ковке и штамповке не подлежат.
- Хорошая износостойкость и коррозионная стойкость.
Чугун - материал для корпусных деталей, блоков, деталей машин, изготавливаемых методом литья. Это основной компонент сталеплавильной шихты.

Сталью называется железоуглеродистый сплав, содержащий углерод в количестве не более 2,14 % и железо - не менее 45 %. Его основные характеристики:
- Гладкая, имеет серебристый цвет с характерным блеском.
- Плавка при 1450˚С.
- Плотность колеблется от 7700 до 7900 кг/м3.
- Теплоемкость при комнатной температуре: 462 Дж/(кг°C).
- Низкая твердость, в среднем 120-250 HB.
- Отличная пластичность: коэффициент удлинения δ для разных марок колеблется в пределах 5-35%, для большинства - δ9ge, 20-40%.
- Средние значения предела прочности при растяжении для строительных материалов - 300-450 МПа; для особо прочных сплавов - 600-800 МПа.
- Хорошо подходит для коррекции свойств термической и химико-термической обработкой.
- Активно легированные различными химическими элементами для изменения свойств и назначения.
- Качественно высокие показатели свариваемости, обрабатываемости давлением и резанием.
- Характеризуется низкими показателями коррозионной стойкости.
Сталь является основным конструкционным сплавом в современной металлургии, машиностроении, приборостроении и технологии.
Происхождение определяется типом детали
Рассмотрев подробные характеристики этих сплавов, смело пользуйтесь знаниями о том, чем чугун отличается от стали.Имея перед собой металлический предмет, сомневаясь в его происхождении, рационально сразу вспомнить главную изюминку технологических свойств. Итак, чугун – это литейный материал. Применяется для изготовления простых сосудов, массивных труб, корпусов станков, двигателей, крупногабаритных изделий простой конфигурации. Из стали изготавливают детали любых размеров и сложности, так как для этого применяют ковку, штамповку, волочение, прокатку и другие способы формовки металла. Так что если возникает вопрос о происхождении арматуры, сомнений быть не может – это сталь.Если вас интересует происхождение огромного котла - он чугунный. Если вы хотите узнать, из чего сделан двигатель или картер коленвала, вам следует использовать другие варианты распознавания, так как возможны оба.

Цветовые характеристики и анализ хрупкости
Чтобы знать, как отличить чугун от стали на глаз, необходимо знать основные визуальные отличия. Чугун имеет матовую поверхность. серый цвет и более грубая внешняя текстура. Сталь имеет особый мерцающий серебристый оттенок и минимальную шероховатость.
Важными знаниями о визуальном отличии чугуна от стали также являются сведения о пластичности этих материалов. Если испытываемые детали или металлические предметы не представляют большой ценности, их можно проверить на прочность и пластичность путем приложения ударной силы. Хрупкий чугун расколется, а сталь только деформируется. При более сильных дробящих нагрузках железная крошка окажется мелкой различной формы, а куски стали – крупной, правильной конфигурации.

Резка и сверление
Как отличить чугун от стали в домашних условиях? С него необходимо удалить мелкую пыль или стружку. Поскольку сталь обладает высокой пластичностью, ее стружка также имеет криволинейный характер. Чугун, в свою очередь, крошится, при сверлении вместе с пылью образуются мелкие сколы трещин.
Чтобы убрать пыль, можно использовать напильник или рашпиль и слегка подточить край интересующей детали. Рассмотрите получившиеся мелкие сколы на ладони или на белом листе бумаги.Чугун в большом количестве содержит углерод в виде включений графита. Поэтому при протирании его пыли остается черный графитовый «след». В сталях углерод находится в связанном состоянии, поэтому механическое воздействие на пыль не дает видимых результатов.

Тепло и блеск
Как отличить чугун от стали? Вам нужно управлять необходимым оборудованием и немного терпения.
В первом случае можно использовать нагрев, например, паяльной лампой, предварительно надев специальную защитную одежду и соблюдая правила техники безопасности при работе.Температуру необходимо повышать до того, как металл начнет плавиться. Уже было сказано, что температура плавления чугуна выше, чем у стали. Однако это в основном относится к белому чугуну и чугуну. Все промышленные марки содержат углерод в количестве не более 4,3% и плавятся уже при 1000-1200˚С. Благодаря этому его можно расплавить гораздо быстрее.
Познавательный метод получения информации о том, чем чугун отличается от стали, заключается в использовании опытного образца на шлифовальном станке или под острым шлифовальным кругом.Анализ проводится по характеристикам искр. Для чугуна характерны тусклые красные искры, а для стали – яркие ослепительные короткие лучи бело-желтого оттенка.
На что это похоже
Интересная особенность, как отличить чугун от стали по звуку. Эти две ноги звучат по-разному. Совсем не обязательно производить музыкальное сопровождение на существующих экспериментальных установках. Но нужно иметь оба образца или иметь опытный слух.Сталь отличается более высокой плотностью, что отражается на ее звучании. При ударе металлическим предметом звук гораздо более звонкий, чем в той же ситуации с чугунным.

Чтобы знать, чем чугун отличается от стали, нужны небольшие знания об этих материалах и некоторый опыт. Ведь опытный специалист в области ковки, шлифования, фрезерования, сверления, токарной обработки, термической обработки или сварки, металлург или техник легко различит их, судя только визуально или на ощупь.
11 странных признаков того, что вы хороши в постели Вы также хотите верить, что доставляете своему романтическому партнеру удовольствие в постели? По крайней мере, ты не хочешь краснеть и извиняться.
9 Знаменитые женщины, влюбившиеся в женщин Нет ничего необычного в том, чтобы проявлять интерес к кому-то другому, кроме представителей противоположного пола. Трудно кого-то удивить или шокировать, если вы это признаете.
Что форма вашего носа говорит о вашей личности? Многие специалисты считают, что взгляд на нос может многое рассказать о личности человека.Поэтому при первой встрече учтите, что нос неизвестен.
Вопреки стереотипам: девушка с редким генетическим заболеванием покоряет мир моды Эту девушку зовут Мелани Гайдос, и она быстро вошла в мир моды, шокируя, вдохновляя и разрушая глупые стереотипы.
Никогда не делайте этого в церкви! Если вы не уверены, правильно ли вы поступаете в церкви, возможно, вы поступаете неправильно. Вот страшный список.
Зачем тебе маленький карман в джинсах? Все знают, что в джинсах есть маленький карман, но мало кто задумывался, зачем он может быть нужен. Интересно, что изначально это было место горы.
Различие между железным и стальным ломом не только в химическом составе, но и в визуальном. Чтобы проверить разницу, вам понадобится шлифовальный круг, кусок металла, паяльная лампа, защитная маска и перчатки
Физические свойства чугуна и литой стали
Металлы можно отличить по внешнему виду.Чугун шероховатый и тускло-серый, а литая сталь гладкая и серебристо-серая.
Искровой тест
Вам понадобится по два небольших кусочка каждого металла. Прижмите шлифовальный круг к краю каждого металла и обратите внимание на цвет искр. Сталь дает ослепительно белые искры, а чугун дает тусклые красные искры.
Испытание на раздавливание
Возьмите небольшой кусочек каждого металла и попытайтесь раздавить его. Вы увидите, как чугун трескается неравномерно, а сталь распадается на длинные, гладкие, тонкие куски практически без усилий.
Испытание на плавление
В этом испытании вам дается небольшой кусочек каждого металла, который нужно расплавить. Наденьте протектор и сплавьте металл паяльной лампой. Чем больше углерода в металле, тем тверже он становится. Вы увидите, что чугун плавится быстрее и краснеет. Литая сталь служит дольше и при расплавлении становится белой.
Испытание на хрупкость
Бросьте тонкий кусок каждого металла и бросьте его на землю с некоторой силой. Чугун разобьется на множество частей, а сталь не разобьется и не разобьется на две части.Это связано с тем, что чугун более хрупок, чем сталь.
Найдите участок, не задевающий детали, и несколько раз пройдитесь по металлу надфилем или небольшим напильником. Полученные опилки разотрите между пальцами. Обыкновенный чугун оставляет на коже характерный графитово-черный цвет.
Будет еще четче, если растереть опилки между листами белой бумаги. Стальные опилки не окрашивают бумагу.
Определить, сталкиваетесь ли вы с чугуном или сталью, можно опытным путем: по цвету и форме искры.
Включите мясорубку и возьмите две известные вам детали или заготовки: стальную и чугунную. Зажгите их один за другим и сравните. Затем таким же образом просмотрите детали, в которых вы сомневаетесь. Сделайте вывод на основе наибольшей аналогии с образцами.
Искры, образующиеся при шлифовании стали, представляют собой мельчайшие частицы расплавленного металла, летящие по касательной к окружности окружности, где они касаются детали.
При наличии в металле углерода горячие частицы при контакте с воздухом окисляются, углерод превращается в углекислый газ.При этом образуются очень многочисленные искры с короткими лучами.
В чугуне искра будет светло-соломенного цвета.
Возьмите сверло и вставьте в него сверло небольшого диаметра. Определите укромное место для деталей и немного просверлите.
Во-первых, процесс сверления чугуна отличается от процесса сверления стали. Чтобы лучше почувствовать разницу, сделайте аналогичные сверла на знакомых образцах из чугуна и стали.
Во-вторых, при сверлении чугуна почти не образуется стружка. А если и образуется, то очень коротким и легко растирается пальцами в пыль.Стальная стружка скручена, как проволока, и ее невозможно сломать пальцами.
Проверить тип металла можно и на токарном станке - в чугуне стружка будет крупной пылью.
Внимание, только СЕГОДНЯ!
Стать
Стали подразделяются: по применению - конструкционные и инструментальные; по химическому составу - для углеродистых и легированных: по качеству - для углеродистых обыкновенного качества, качественных углеродистых конструкционных, легированных конструкционных и низколегированных конструкционных. Свойства стали зависят от содержания углерода. Чем больше углерода, тем прочнее, тверже и менее пластична сталь.
Сталь конструкционная углеродистая (применяемая для изготовления деталей машин и металлоконструкций) обыкновенного качества маркируется: ст.О св. 1, ст. 2, ст. 7, качественная углеродистая сталь - сталь 10, 15, 20......60, 65, 70, качественная с высоким содержанием марганца - 15Г, 30Г, 50Г2 и и др.
В качественной марке стали цифры указывают среднее содержание углерода в сотых долях процента (например, сталь 50 содержит до 0,5% углерода). Углеродистая инструментальная сталь используется в производстве инструментов и штампов для обработки металла и дерева. Сталь маркируется буквой U и цифрой, обозначающей количество углерода.Например, U8A означает: углеродистая инструментальная сталь, содержащая 0,8% углерода, высокого качества, так как в конце марки указана буква А.
Чугун марки применяются для производства литых полуфабрикатов. Чугун различают белый (до 4 % углерода), серый (до 3,6 %), ковкий, высокопрочный, антифрикционный и легированный.
Чугун ковкий получают из белого чугуна путем длительного воздействия высокой температуры - закалки, отличающегося высокой прочностью и пластичностью.
27. Какие легирующие элементы добавляют в сталь и как расшифровывать их марки. Например: ст.45хзнча?
Стать - сплав железа с углеродом, содержание которого не превышает 2,3%, а также с другими естественными легирующими добавками или вводимыми с определенной целью.
Легированная сталь содержит добавки, придающие ей особые свойства - повышенную износостойкость, термостойкость, коррозионную стойкость и др. К легирующим добавкам относятся: вольфрам - В, хром - Х, никель - Н, кремний - С, молибден - М, титан - Т, ванадий - Ф, бор - П, алюминий - Ю и др.
Марка легированной стали определена многозначными числами (таблица 1.1). Цифры после букв обозначают процент ингредиентов; если она не превышает одного процента, цифра после буквы не ставится. Например, марка 25ХЗН4А означает - качественная хромоникелевая сталь, содержащая до 0,25 % углерода, 3 % хрома и 4 % никеля. Стальное литье маркируют: Сталь 25Л, 35Л и др. Механические свойства стали (особенно усталостная прочность) повышаются при термической обработке в массе и поверхности (отжиг, нормализация, закалка, отпуск) или химико-термической обработке (науглероживание, азотирование). .
Отличие лома черных металлов от стального не только в химическом составе, но и в визуальном. Чтобы проверить разницу, вам понадобится шлифовальный круг, кусок металла, паяльная лампа, защитная маска и перчатки.
Физические свойства чугуна и стальной отливки
Металлы можно отличить по внешнему виду. Чугун шероховатый и тускло-серый, а литая сталь гладкая и серебристо-серая.
искровой тест
Вам понадобится по два маленьких кусочка каждого металла.Прижмите шлифовальный круг к краю каждого металла и обратите внимание на цвет искр. Сталь дает ослепительно белые искры, а чугун дает тусклые красные искры.
Испытание на раздавливание
Возьмите по небольшому кусочку каждого металла и попытайтесь раздавить его. Вы увидите, как чугун трескается неравномерно, а сталь распадается на длинные, гладкие, тонкие куски практически без усилий.
Испытание на плавление
В этом испытании вам дается небольшой кусочек каждого металла, который нужно расплавить.Наденьте сапоги и расплавьте металл факелом. Чем больше углерода в металле, тем тверже он становится. Вы увидите, что чугун плавится быстрее и краснеет. Литая сталь служит дольше и при расплавлении становится белой.
Испытание на хрупкость
Бросьте тонкий кусок каждого металла и бросьте его на землю с некоторой силой. Чугун разобьется на множество частей, а сталь не разобьется и не разобьется на две части. Это связано с тем, что чугун более хрупок, чем сталь.
.Пакет из дамасской стали. Как сделать маленький нож из дамасской стали (без молотка)
Доброе утро, дорогие читатели. Покупатели нашего интернет-магазина довольно часто задавали нам вопросы о разных марках стали, поэтому мы решили подготовить информативные обзоры ножевых сталей, представленных в нашем ассортименте. Мы решили подготовить максимально подробный фотоотчет технологического процесса, начиная с металлического стержня (полуфабриката) и заканчивая готовым ножом, дамасской сталью, так как она существенно отличается от большинства видов стали.
Согласно Википедии - дамаск (дамасская сталь) - вид стали с видимыми неоднородностями на поверхности стали, чаще всего в виде полученных узоров разными способами, например, при многократной штамповке стального пакета, состоящего из сталей с разным содержанием углерода (дамасская сварка).


На фото (слева направо): современный нож, изделие старых мастеров, дамасская сталь.
Дамасская стальсвязана со многими легендами и сильно романизирована в классической литературе и исторических хрониках наряду с дамасской сталью.Я не говорю, что мы заново открыли рецепт, изобретенный за тысячу лет до нашей эры, но, используя знания современной металлургии и проведя множество экспериментов, мы получили свой собственный рецепт дамаска с твердостью лезвия 62 единицы по шкале Роквелла (HRC).
Для тех, кто устал читать статью и хочет "один раз увидеть, а сто раз услышать", небольшое видео о рабочем процессе от нашей кузницы.
Процесс производства ножей делится на два этапа: изготовление дамаска в кузнице и последующая обработка клинка в ножевой мастерской.Производство стали в кузнице вы можете увидеть в нашем видео, а также в фотоотчете ниже с комментариями.
Ковка дамаска в кузнице
Производство Дамаска может происходить несколькими способами, мы производим так называемый Сварка дамаска. Эта технология заключается в сборке и сварке заготовок (отсюда и название сварка) из различных марок стали, мягкой и твердой, что позволяет получить необходимые характеристики для хороших режущих свойств лезвия.



На фото (слева направо): комплектация и сварка стального пакета, скручивание некованого пакета, ковка стального пакета молотком.
Дамаск не является природным металлом в чистом виде, а представляет собой пакет сталей, отобранных нами в результате большого количества испытаний. Для его создания мы используем пакет из четырех марок стали (ШХ-15, ХВГ, У8А, сталь-3), каждая из которых необходима для придания конечному изделию необходимых режущих свойств.
Остановимся подробнее на самом процессе. После того, как заготовка из стального пакета подготовлена, ее следует нагреть до ярко-красного цвета, после чего можно приступать непосредственно к ковке.Процесс ковки повторяется трижды, толщина поковки на первых двух этапах однозначно не регулируется, а на третьем заключительном максимально приближена к толщине комля конечного изделия во избежание лишнего металла износ и удлинение процесса обработки.
Затем заготовке придается прямоугольная форма для следующего технологического процесса - скрутки. Фрагмент непосредственно со скруткой в пленку не попал, но тут ничего особо сложного, горячая заготовка закручивается в спираль, столько витков, сколько можно сделать до затвердевания металла - в результате форма заготовки меняется от от прямоугольного до цилиндрического (вы можете увидеть скручивание на 10.минуту видео). Фактура рисунка на лезвии зависит от количества витков.
Кроме того, хотелось бы обратить внимание на такой момент технологического процесса, как пропитка бурой (белый порошок), которая при ковке изделия после скручивания используется для извлечения шлака и окалины, что позволяет избежать появления свищей и отсутствие слияния. Затем получается полоска металла, из которой будут изготовлены непосредственно лопасти. Теперь мы подходим к мастерской, где из ленты будет сделан нож, и напоследок еще несколько фотографий из кузницы.






Процесс изготовления ножа в мастерской
Мы уже побывали в кузнице и увидели, как делают дамасские полоски, теперь посмотрим, что с ними будет дальше.
В первую очередь необходимо обвести контур будущего клинка на заготовке специальным рисунком, вырезать его из полосы металла, выкованной в кузне, и вырезать по контуру.



На фото (слева направо): Разметка заготовки, заготовки и выкройки, резка по контуру.
Ковка металла силовым молотом допускает небольшую разницу в толщине металла в кованой плите, поэтому необходимо выровнять лезвие по плоскости. Затем лезвию придают геометрию, соответствующую выкройке и рисунку, также на этом этапе, например, происходит резка по технологии двухвогнутой линзы.



На фото (слева направо): вырезаем заготовку, выравниваем по плоскости, придавая клинку геометрию.
После выполнения действий, описанных выше, мы получаем клинок, уже достаточно близкий к тому, к чему мы привыкли на полках магазинов, но довольно грубый и без рисунка. Лезвие необходимо отполировать до зеркального блеска. После этого наносится клеймо цеха (участок штамповки предварительно разогревается) и делаются отверстия под заклепки, если предусмотрена цельнометаллическая сборка.



На фото (слева направо): шлифовка, штамповка, сверление клепальных отверстий.
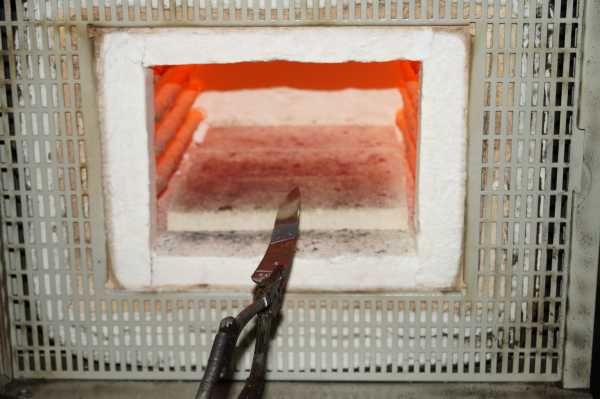
Ни одно лезвие не будет обладать заявленными свойствами, если оно не отверждено. Переходим к следующему этапу термоупрочнения. Клинок закален в термической печи при определенной температуре и имеет твердость лезвия 62 HRC по шкале Роквелла. Затем поверхность очищается на шлифовальной ленте от окалины и лезвие становится готовым изделием, если бы не одно маленькое но - без рисунка. Узор, который делает дамаск - дамаск проявлялся при воздействии на клинок азотной кислоты, любые манипуляции горна с различными сталями путем сварки и скручивания нужны были как раз в этот момент для выявления узора.



Показаны (слева направо): термическое отверждение, удаление накипи, травление рисунка.
Собственно клинок почти готов, нужно только ввести угол заточки, рукояти уделим немного внимания. Ручка устанавливается в двух вариантах, с ручкой и полностью из металла. С цельнометаллическим вариантом думаю вопросов возникнуть не должно, просверлены отверстия под клепки и к ним крепится обшивка.Цельнометаллическая конструкция является самым безопасным типом крепления, но большинство предпочитает более традиционное крепление к верху. В случае с таким материалом, как береста, монтаж практически невозможен.



На фото (слева направо): рукоятка стрельбы, рукоятка в разборке, рукоятка перед проточкой.
Для сборки оправка отжигается, металл освобождается для сверления отверстий, на заклепку крепится шпилька - можно прикреплять крышку и ручку.И последний этап — формирование рукояти — нож готов. Остается только придать ему необходимый угол заточки режущей кромки в зависимости от назначения.
Прикрепляю несколько фото не вошедших в основное описание, к сожалению оригиналы были большие поэтому все фото в статье пришлось сжимать для нормальной загрузки на мобильных устройствах и планшетах поэтому от масштабирования по клику пришлось отказаться.







90 150



Дамаск Часто задаваемые вопросы
Чтобы удовлетворить ваше любопытство, я остановлюсь на нескольких основных моментах:
- Откуда рисунок на лезвии? - узоры на поверхности этого вида дамаска получаются за счет неравномерного распределения углерода из-за неоднородности материала, специально укрепленного травлением поверхности кислотами для придания лезвию красивой фактуры.
- Из чего вы делаете дамаск? - лопатки изготовлены из пакета четырех сталей: ШХ-15 (сталь конструкционная углеродистая), ХВГ (сталь для измерительно-режущего инструмента), У8А (сталь инструментальная углеродистая) и сталь-3 (название условное, но не хочу раскрыть секреты полностью) свои изделия без мастера).
- Сколько слоев в ваших лопатках - несколько тысяч, что достигается за счет того, что сваренные металлические полосы проковываются трижды.В первый раз приваривают 21-22 полосы, во второй и третий раз количество полос меньше, так как ширина заготовки напрямую влияет на продолжительность процесса ковки.
PS Надеюсь материал был полезен и информативен, возможно мы что-то упустили, комментарии можете присылать нам на почту, так же в ближайшее время планируем запустить группы в социальных сетях. сети, как только мы найдем администратора. Покупайте ножи в нашем интернет-магазине и мы сделаем много интересных текстовых, фото и видео материалов на темы, связанные с ножами.
Купить нож из качественной стали, конечно, не проблема. Если нет достаточного ассортимента штатных или брендовых лезвий, можно найти специалиста, работающего по индивидуальному заказу.
Можно пойти и другим путем - сделать нож самому. В первый раз выковать идеальное лезвие вряд ли получится, но кто его знает...
Самодельный кабельный резак дело прибыльное, результатом может стать качественное лезвие с видимым рисунком на лезвии, созданным смешение слоев металла при ковке.
Выбор материала
В настоящее время производством клинков занимаются только истинные ценители этого ремесла. Однако попробовать выковать самодельный нож может попробовать даже начинающий кузнец и любой желающий.
Проще всего это сделать с помощью куска толстой арматуры, старого напильника или куска автомобильной рессоры. Чуть сложнее будет выковать сверло или обойму подшипника. Интересный результат можно получить от сработавшей цепи от бензопилы или автомобильного двигателя.
Другим материалом, который может стать качественным лезвием при ковке, является трос.Его жилы сделаны из углеродистой стали, которая при отверждении способна хорошо держать острие. Если после ковки удастся сохранить плетеный рисунок, то можно получить весьма оригинальный клинок, чем-то напоминающий дикий булат.

Что нужно знать, чтобы научиться делать веревочный нож? Два важных нюанса: первый – сохранятся ли свойства высокоуглеродистого материала при обработке; во-вторых, появляется ли на лезвии видимый узор, изящно переходящий в заостренный кончик.
Дамасская сталь
Раньше булатными клинками называли острые, пластичные и надежные клинки с узорчатым рисунком на лезвии (по одной из версий - из провинции Фулад в Персии, где они изготавливались). Такие особенности и видимый эффект достигались различными методами.
Сталь можно выплавлять в тигле металлургическим литьем, экспериментируя с составом материала. Другой вариант — «сварить» в кузнице стальные полосы разной твердости, а затем выковать полученную заготовку.Клинки, выкованные кузнецами по особой технике, стали называть дамасскими.

Отличаются именно манерой исполнения и технологией, а не особенностями и степенью выраженности рисунка. Выковав нож из троса, можно попробовать создать своими руками лезвие, чем-то напоминающее такой материал. И хотя рисунок на клинке не является самоцелью, это все же особенность дамасской стали.
Кузнечные инструменты и материалы
Для того, чтобы своими руками выковать нож из троса, необходимо овладеть ремеслом кузнеца хотя бы до минимального уровня.Для этого понадобится пара молотков: один массивный (до 2 кг), другой более легкий (до 0,5 кг) для хорошей обработки, щипцы, наковальня и самодельная печь (кузнечная печь) с нагнетанием воздуха .
Без болгарки, электросварки в процессе производства не обойтись. Вам понадобятся тиски, а топливом для тигля может служить древесный уголь из горных пород, дающих много тепла, так как заготовку придется разогреть до температуры выше 1200°С.
Для лучшей "сварки" в качестве флюса можно использовать буру. Удаляет известковый налет и предотвращает выгорание углерода на материале. Также необходимо подготовить масло к закалке для обеспечения безопасности.

Возможность использовать чью-то кузнечную мастерскую или кузницу с механическим молотом значительно облегчит задачу.
Подготовительные операции
Чтобы сделать нож из троса, необходимо сначала сделать эскиз или набросок на бумаге. Затем нужно найти подходящий материал.Нам нужно проверить его и хотя бы отдаленно определить его угольный состав.
Зависит от того, нужно ли будет закаливать будущий клинок, будет ли он держать заточку и можно ли выполнять кузнечную "сварку". Испытание проводится искрой.Оранжевый в меру плотный пучок означает, что он поддается сварке, углерода в стали содержится около 1%, что достаточно для закалки.
Затем нужно отрезать кусок кабеля необходимой длины. На данном этапе определяют способ изготовления ручки.Можно из цельного куска троса без ковки. Нож будет выглядеть оригинально, но при этом будет иметь приличный вес.
Другой вариант – приварить арматуру к отрезку кабеля электросваркой. За такую ручку удобно держаться, нагревая заготовку в тигле и обрабатывать молоточками. Затем на него можно сделать ручку для письма или после клепки установить декоративные накладки.

Перед началом работы трос стягивается зажимами из стальной проволоки в нескольких местах.Это делается для того, чтобы тонкие провода не разматывались в процессе нагрева.
Заготовку помещают в обожженный тигель и дают нагреться до 800°С. На этом этапе тросовые жилы освобождаются (отжигаются), материал становится податливым. Кроме того, выгорают масло и грязь.
После охлаждения заготовку зажимают в тисках и один конец троса прижигают электросваркой. С помощью разводного ключа «раскручивается» по плетению до максимальной плотности.Другой край отпариваем, прикрепляя кусок арматуры для удобства использования.

Проволочные зажимы снимаются, заготовка нагревается до 1200°С, щедро посыпается бурой. Это необходимо для лучшего проникновения. После нагрева горн «сваривается». С помощью тяжелого молота трос проковывают по плоскости, периодически посыпая бурой.
Заготовка постоянно нагревается. Чем чаще это делается, чем интенсивнее проводится ковка, тем лучше «сваривается» материал.После грубой обработки переходят к ковке лезвия, будущей режущей кромки и хвостовика. На этом этапе используется молот меньшей массы, придающий заготовке форму, напоминающую эскиз будущего клинка.
Сложность технологии
Необходимо постоянно следить за температурой заготовки, не давая ей остыть. Работая тяжелым молотком, особенно без должной практики и опыта, можно легко повредить завитки троса в местах, где должен остаться четкий рисунок переплетения.Нежелательные удары лезвием или рогом молотка по нагретому предмету оставляют глубокие вмятины, которые не всегда удается отшлифовать.

В процессе эксплуатации процесс выгорания углерода из металла неизбежен. Есть умельцы, которые куют нож из троса на плотной древесине, уложенной на плоскость наковальни. При контакте с раскаленным металлом он тлеет, кислород воздуха в месте контакта сгорает, что снижает степень выгорания углерода в материале. Дополнительно, проковав трос в дереве, можно быть уверенным, что заготовка остывает медленнее, можно выполнить больше работы за один цикл.
Особый подход
Ковка ножа из троса возможна по другой технологии. Есть умельцы, которые перед ковкой «сваркой» упаковывают отожженную и прессованную кабельную заготовку нужной длины в кусок трубы из нержавейки. Его диаметр выбирается таким, чтобы трос входил в него очень плотно, с некоторым усилием.

Оба конца корпуса электрически приварены для соединения концов кабеля с трубой. Заготовка нагревается до температуры 1200-1300°С и в таком виде куется.Нержавеющий стальной сплав кабельной трубы не сваривается, а служит лишь защитой от неравномерной штамповки. Кроме того, нагретый кабель не контактирует с кислородом воздуха, а углерод в нем минимально выгорает при ковке.
Если использовать гидравлический пресс, то можно сделать ковку намного легче "сварки". После нагрева до 1300°С корпус с кабелем внутри помещают под нагрузку и дают остыть. Если использовать плашки, можно сразу создать под шейкой шишки для перехода от лезвия к рукоятке и обуху хвостовика.При последующем нагреве путем продавливания корпуса форма лопасти дорабатывается.
После остывания труба нарезается наждаком с того конца, где будет точка. Корпус осторожно вскрывается долотом. Заготовка дополнительно обрабатывается на наждачном круге. Предварительно срежьте лишние участки, спуски лезвия выполните без окончательной заточки.

термическая обработка
Закалка лезвия так же важна, как и выбор стали. По технологии тросовый нож после ковки находится под напряжением, его необходимо снять.Для этого заготовку нагревают до 800°С и дают остыть.
Закалка происходит при нагреве лезвия до 1200°С. Его опускают кончиком вниз в горячее масло и держат неподвижно. Затем лезвие необходимо отпустить. Его очищают от нагара, нагревают до 200°С и повторно погружают в масло.

Некоторые мастера закаляют ножи в масле (погружение на две секунды), а затем помещают в подсоленную воду.
Травление и отделка
После термической обработки кабельный нож полируется, дорабатывается лезвие лезвия и рукоятка для крепления рукояти. Для разработки рисунка заготовку погружают в раствор (5%) и дают протравиться. Время обработки зависит от желаемого эффекта и может составлять до часа.
Если на клинок наклеить шаблон, с вырезанным логотипом производителя (инициалы или любой рисунок), он будет напечатан на стали и будет доказательством авторства клинка.После этого производится тонкая шлифовка мелкозернистой наждачной бумагой и полировка лезвия.
Перед этой операцией или после установки ручки выбранного типа. Это могут быть подушечки из благородного дерева с интересной фактурой, складные подушечки из различных материалов в любом порядке или, например, кусок рога оленя.

Сделать такой оригинальный и мастерски сделанный нож из троса (фото вверху) с первого раза может и не получиться, но если есть желание освоить ремесло изготовления клинков, то к такому стоит стремиться результат.
Привет всем Мозговым умельцам ! После почти года "общения" с молотком и наковальней я наконец приобрел необходимый опыт и инструменты для создания кованого железа мастерства , например небольшого "дамасского" ножа которого имел артикул .

Кстати, я начал с маленькой кувалды в качестве наковальни, по которой я ударил маленьким молоточком.
Сейчас мы поговорим о создании своими руками маленького, кованого, нерезного ножа с помощью самодельной кузни, наковальни, молота и решимости.Я не претендую на звание профессионала и конечно же это не единственный способ сварки дамаска, это история о том, как мне это удалось.
Дамасская стальсегодня называется сварной дамасской, получаемой из сваренных листов различных марок мозга , затем кованых и скрепленных болтами. Это как склеить пластилин разных цветов и скрутить его, чтобы получился волнистый узор. После ковки такой предмет подвергают травлению, при котором разные металлы заготовки корродируют неравномерно, создавая красивый контраст.Первоначальная дамасская сталь добывается другим, весьма специфическим способом (хотя и выглядит как современный дамаск) и мало кто знает, как ее создать, этот факт сформировал репутацию дамасской стали как металла, якобы наделенного магической силой. И причина этой «прочности», аналогичной той, что и у самурайских мечей, заключается в процессе, который производит более однородную, а потому необходимые качества, сталь, которой нельзя добиться другими средствами, и который дает возможность пройти низкое качество и высокое/низкое качество Углеродистая сталь.Что дает гораздо лучшее качество лезвия.
ВНИМАНИЕ!! Нож может быть опасен, не давайте его людям с психическими расстройствами!!!
Шаг 1: Материалы и инструменты
- две и более марки стали (желательно высокоуглеродистая) которые будут контрастировать друг с другом, я взял 1095 высокоуглеродистую сталь и сталь 15н20, с небольшим содержанием никеля которая добавит яркости и контраста при травлении
- флюс (бура которая может приобретаются в строительном магазине)
- кусок арматуры, длинный стержень (будет приварен к заготовке в качестве ручки)
- дерево на выбор для рукояти ножа
- эпоксидная смола (максимальное отверждение 5 минут)
- латунные заклепки
- деревообрабатывающий состав ручки, я использовал льняное масло
- масло для закалки металлов (растительное)
- хлористое железо
- наковальня (желательно настоящая стальная наковальня, хотя при ее отсутствии подойдут и другие твердые предметы: кусок рельса, кувалда, большая металлическая заготовка, старый швартовный кнехт или просто большая прочная, твердая и ровная поверхность ( Помните, как все начиналось с ударов камня о большой камень)
- молоток (я использовал гирю 1,3 кг, с поперечным пробойником)
- клещи
- сварка (необязательно, но желательно для сварки пластин между собой и сварки ручки , если у вас нет сварки, то можно плотно обмотать пластины проволокой)
- кузнечный (способен нагревать заготовку до температур, необходимых для ковки, что очень важно для качественного соединения листов между собой, об этом позже )
- ленточно-шлифовальный станок или напильник с горой терпения
- печь или другой метод закалки
- дрель или дрель
- тиски (очень полезная вещь)



Шаг 2: Сборка заготовки



90 365
Стальные листы нарезаются по размеру мозг размер , мой например 7,6х1,2см; при этом чем крупнее заготовка, тем сложнее ее сформировать молотком.Перед сваркой в стопку пластины очищают со всех сторон от ржавчины и окалины. Затем листы укладываются чередующимися марками стали, итак моя позиция состояла из 7 листов, три из которых 15н20 и четыре 1095.
В линию друг к другу пластины привариваются прихватками (не обращайте особого внимания на мой шов) и затем к стопке приваривается ручка для удобства обращения с заготовкой при ковке. В этом нет ничего страшного, особенно после сварки стопки пластин использовать только щипцы.Я все-таки подделал свою.
Шаг 3. Создание первого стека



Немного о моей кузнице: сделан Сделай сам из пустого газового баллона (на всякий случай специально купил новый), внутри он выложен 5 см слоем каолиновой ваты и огнеупорным цементом. Нагревается горелкой Рона-Рейла, про которую много хороших статей мозгов . Сам горн не особо большой и без проблем нагревается до нужной температуры.
Итак, заготовка из пластин нагревается до вишнево-красного цвета, жар для этого не очень сильный. нагретую заготовку самоделку обсыпают бурой, которая тут же начинает плавиться и должна просачиваться между пластинами. Это удалит известковый налет и предотвратит окисление, предотвратив контакт кислорода с металлом. Это действие позволит сохранить металл заготовки в чистоте.
Затем заготовку снова разогревают в топке и процедуру повторяют еще несколько раз, не забывая очищать остатки при необходимости.А потом заготовка нагревается до температуры ковки, чего точно сказать не могу, но думаю где-то 1260-1315 градусов по Цельсию. При этой температуре заготовка будет иметь очень яркий желто-оранжевый цвет, примерно такой же, как при умеренном дневном свете.
Чтобы сэкономить время, убедитесь, что наковальня и молот находятся под рукой и достаточно места для работы.
Затем заготовку быстро укладывают на наковальню и легкими мягкими ударами равномерно по всей поверхности начинают проковывать пластины.Затем заготовку снова помещают в топку и нагревают до температуры ковки, после чего проковывают ударами средней силы.
А потом заготовку вытаскивают, чтобы можно было согнуть.
Шаг 4. Сложите заготовку






Время увеличить количество стержней в заготовке. Для этого заготовку выковывают на длину, в два раза превышающую длину оригинала, но важно растянуть ее равномерно, а не просто растянуть.В центре натянутой заготовки на стыке, стамеской или другим подходящим способом делается поперечная выточка толщиной 3/4 или 4/5, по которой затем заготовка складывается пополам на ребро наковальни, обтачивается и проковывается по всей длине, при этом половинки не сдвинуты друг относительно друга по боковым кромкам.
Затем повторяется процесс нагрева/ковки из предыдущего шага: флюс, нагрев, охлаждение, нагрев, ковка, рог.4 = 112).
Затем заготовку, нагретую до температуры ковки самоделки , укладывают в паз наковальни, хорошо скручивают, после чего переформовывают в прямоугольную форму. Но перед скручиванием заготовку штампуют в углах, делая ее форму более округлой, так как при скручивании и перековке в прямоугольную заготовку могут образовываться включения и примеси из образовавшихся складок, если температура заготовки ниже ковки.
Отныне пустой мозг проковывается заново (это я повторял несколько раз) и охлаждается, а для равномерности проковки зачищаю один конец заготовки.Во время самой ковки, особенно на первом этапе, важно держать заготовку горячей и соблюдать осторожность, иначе можно разорвать слои (иначе это называется расслаиванием, что совсем нехорошо).
Шаг 5: Создайте модель и предварительный профиль
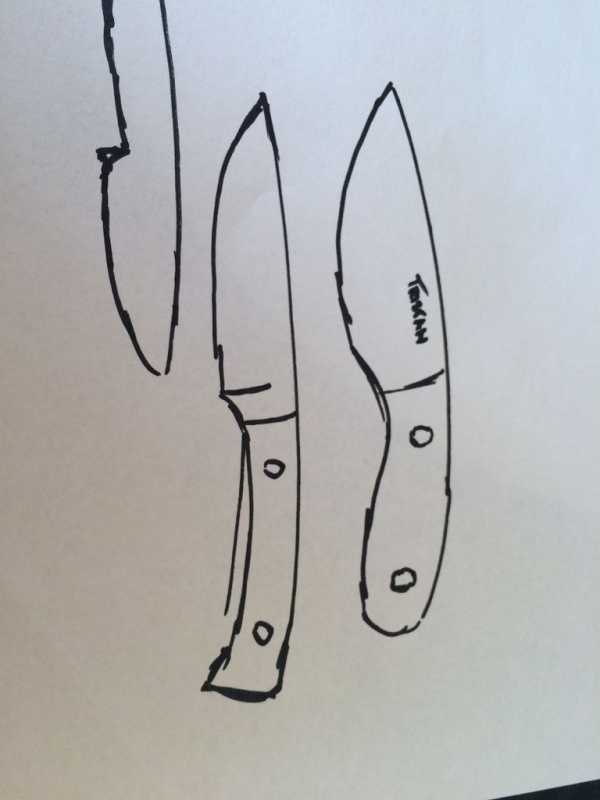


Теперь нужно визуализировать профиль будущего ножа и грубо выковать его из заготовки.Чем точнее вы сможете выточить профиль и скос, тем меньше хлопот со шлифовкой (на станке или напильником). Об этом много говорится. мозгов статьи более опытные кузнецы, так что не буду вдаваться в подробности. Главное, чтобы заготовка при нагревании вела себя примерно как пластилин, надо постучать по ней в нужном направлении.
Шаг 6: Шлифовка профиля




Профиль точно обработан с помощью шлифовального станка и напильника.Запасайтесь чаем так как скорее всего это займет много времени, если конечно у вас нет гринда мозг машина .
Шаг 7: Шлифовка, пескоструйная обработка, пескоструйная обработка... и размышления о смысле жизни



Шаг 8: профиль готов






После профиля образовался мастерство , еще для доводки напильником с более мелкой зернистостью использовал 400с.Кромка лезвия почти заточена, но не до конца, необходимо оставить ее слегка незаточенной, чтобы материал кромки не деформировался при закалке. Затем в рукояти ножа сверлят клепочные отверстия и готовят деревянные плашки для рукояти.
Шаг 9: Захватывающий момент




закалка.
Либо "создай" свой клинок, либо он его уничтожит.Важно сконцентрироваться и быть осторожным, иначе можно деформировать и разрушить лезвие. Способ, который я применил, не самый точный метод. закалка мозга , но только это было доступно мне с инструментами, которые у меня были, и масло было лучшим, что я мог получить.
Лезвие должно быть нормализовано перед закалкой. Это снизит напряжения, возникающие при ковке и скручивании, и снизит риск коробления при закалке. Эта нормализация включает нагрев лезвия выше его критической температуры (когда оно больше не намагничено, поэтому имейте под рукой магнит) и охлаждение его на воздухе.Процесс повторяется от трех до пяти раз, поэтому я сделал это 5 раз. Кроме того, это действие поможет вам научиться вынимать лезвие из кузницы, так как при закалке не допускаются заусенцы. Это действие изображено с моим болтающимся ножом. Эта часть также холодная, потому что во время охлаждения происходит окисление, которое начинает проявлять стальной рисунок.
Закалка: лезвие повторно нагревается выше критической температуры, затем быстро вынимается и помещается, в первую очередь вместе с острием, в теплое растительное масло (для видов типа мозг как у меня).Чтобы нагреть само масло, вы можете просто нагреть что-нибудь металлическое и положить его в емкость для масла, например, я использовал шарик для основы. Перемешайте масло для более равномерного отверждения. Если ваша сталь с высоким содержанием углерода, пожалуйста, не используйте воду для ее закалки, это только разрушит лезвие, так как вода слишком быстро остывает, что не подходит для высокоуглеродистой стали.
OD под дерево теперь с ним нужно обращаться как со стеклом, потому что если лезвие было должным образом закалено, оно настолько хрупкое, что может разбиться при падении.
Тогда пора в отпуск.
Шаг 10: Закалка металла
Закалка — это процесс закалки лезвия для увеличения его срока службы и прочности. Это достигается за счет нагрева лезвия до определенной контролируемой температуры. Оставьте свои мозгоделки Я провела час в духовке при 205 градусах Цельсия. «Выпекать», пока на дисплее не появится «готово».
Шаг 11: Дайджест

Заранее извиняюсь за отсутствие фотографий этого и следующих шагов, но процесс довольно прост.Готовится хлорное железо по прилагаемой инструкции для мозга , а затем в ней выдерживается лезвие, как указано в той же инструкции. В моем случае это 3 части воды на 1 часть хлорного железа, и выдержка 3-5 минут. Процесс действительно увлекательный, а результат похож на нож Бэтмена.
Шаг 12. Обработка и заточка


Опять же есть много техник и инструкций типа: как сделать рукоятку ножа и заточить его чтобы можно было обойтись без него мозговые детали .Скажу лишь, что для своего крафта я выбрал вишневые штампы, которые приклеил к рукоятке ножа эпоксидным клеем и закрепил двумя латунными заклепками. Я отшлифовал его наждачной бумагой с зернистостью 400 и покрыл льняным маслом.
Никаких особых, очень требовательных способов заточки не использую, чаще использую обычный точильный камень.
Шаг 13: Время похлопать себя по спине, нож готов...




Это мой готовый нож длиной около 15 см.Люди могут подумать, что это довольно забавно, но я понятия не имею, как появился этот причудливый узор.
Спасибо за мозговую заметку Надеюсь, кому-то она будет полезна!
Для этого можно самостоятельно собрать небольшую каменную печь. Вся процедура не займет много времени, а прослужит такая печь долгие годы, особенно если вас соблазнит процесс изготовления дамасской стали и лезвий из нее.
Собирайте железо и обычные руды. Возьмите каменную кузницу.Смешайте железную руду и древесный уголь, поместите материалы в каменную печь и нагрейте до температуры не менее 1100-1200 градусов. при таком нагреве он будет освобождаться от кислорода и восстанавливаться, а в результате его реакции с древесным углем будет образовываться губчатая однородная масса.
Достаньте из духовки и дайте остыть. Выдавите любой мусор из полученного губчатого железа путем ковки. В результате проделанных действий у вас должен получиться небольшой кусочек кованого железа, содержание углерода в котором очень низкое.Подготовить глиняную емкость, в которой нагревать получившиеся железяки, отличным вариантом является нагревание в закрытом глиняном тигле.
Охладить тигель, это нужно делать постепенно, медленно, просто оставив его в остывшей печи на неопределенный срок. Удалите полученный слиток.
Используйте полученный материал (слиток), чтобы сделать лезвие. Для этого нагрейте слиток до температуры не менее 650 градусов (он станет пластичным) и вырежьте его, затем, добившись нужного результата, быстро охладите полученное лезвие в воде или рассоле для его затвердевания.
Видео по теме
Источники:
Дамасская сталь – это сталь, которая благодаря уникальной технологии производства приобретает особую структуру поверхности, обеспечивающую повышенную гибкость и твердость. С древних времен этот материал использовался при изготовлении качественного остроклинкового оружия, так как современные материалы не обладают таким сочетанием твердости, эластичности, остроты, пластичности.
Инструкция
По химическим показателям булат отличается от обычной стали высоким содержанием углерода, однако по физическим свойствам булат сохраняет свойства пластичности, характерные для малоуглеродистых сталей, и после закалки металл становится даже тверже, чем низкоуглеродистый металл, который относится к булатной стали внутренней структуры.По внешнему виду булат всегда можно отличить по наличию хаотичного рисунка на поверхности, который образуется при кристаллизации.
Существует множество способов создания булатной стали, как современных, так и традиционных. Сегодня плавят булат. В сталеплавильную печь загружают элементы булатной стали: низкоуглеродистой стали или железа, которое плавится при температуре около 1650 градусов. Затем добавьте
в расплавленный металл.О свойствах легендарной оружейной стали - Дамаска, Дамаска и Вутца - каждый цивилизованный человек знает хотя бы понаслышке.Они свидетельствуют об исключительных способностях мастеров металлургической профессии.
В чем секрет этих удивительных сплавов, кто и когда их производил и как обрабатывал? Кажется, современная наука нашла ответы на эти вопросы.
Продолжение серии публикаций из энциклопедии "Металлургия и время".
Предыдущие товары серии:
, )
«Чугун» и «закалка»
Металлическую конструкцию с высокоуглеродистыми прокладками можно получить, используя железный щебень в качестве флюса при кузнечной сварке.
При температуре сварки углерод чугуна сразу соединяется с окалиной, удаляя из нее кислород. В результате вместо накипи образуется углекислый газ и восстановленное железо, которое при контакте с углеродом жидкого железа сразу же карбонатизируется. Чугун в этом случае служит более эффективным источником углерода, чем древесный уголь, так как он плавится при температуре сварки, а углерод находится в нем в растворенной, более химически активной форме. Растекаясь по поверхности предмета, жидкое железо очищает его от окалины, теряя при этом углерод и, как следствие, твердея.При последующей ковке часть жидкого железа выдавливается, но остаются тонкие слои достаточно липкого малоуглеродистого чугуна и высокоуглеродистой стали.
Дальнейшая ковка пакета производится при несколько более низких температурах, чтобы высокоуглеродистые слои не плавились, поэтому некоторые оружейники говорят, что пакет не сваривают, а "паивают" с чугуном. Науглероживание металлической поверхности расплавленным железом называется «чугун» или «закалка». В результате чередуются слои ковкого чугуна, стали и чрезвычайно твердого белого чугуна, т.е.«Ультимативный» вариант из дамасской стали. Классическим японским способом изготовления клинков было именно использование железа, содержащего молибден, стали (по некоторым данным, импортируемой из Китая) и дробленого железа.
Литая сталь, кованая
Историческое сосуществование двух видов оружейной стали - литой и сварной - соответствовало двум технологиям ковки. Известно, что вутц-заготовка перед ковкой имела небольшой вес (не более 1 кг).
Легкость исходной детали позволила мастерам ускорить нагрев изделия и широко использовать местный нагрев его частей для последующей ковки.
Если внимательно присмотреться к микроволокнам, появляющимся на поверхности Wootz, то можно увидеть не только их «вихрь» из-за сложной техники ковки, но и фрагментацию. Это обстоятельство свидетельствует о введении на каком-то этапе ковки сильного «одноразового» воздействия на волокна, предварительно доведенные до условий, благоприятствующих раздавливанию. По-видимому, именно эта операция ковки оказала решающее влияние на конечное качество булатной стали и на все ее феноменальные свойства.
В то же время многие специалисты отмечают, что условием правильной ковки булатной стали является ее «ступенчатость». Качество булатного клинка тем выше, чем медленнее идет ковка. Аккуратная ковка при низких температурах, требующая многочисленных нагревов, приводит к увеличению контрастности узоров. При нагревании мелкие карбиды и острые края крупных карбидов растворяются, а при последующем охлаждении углерод снова высвобождается на поверхности крупных частиц в виде прочного высокоуглеродистого волокна.Поэтому изначально размытый рисунок приобретает резкость и контрастность.
Ковка в Дамаске
В гетерогенном дамаске большое влияние на свойства клинка оказывает тип макроструктуры. В разных странах разработаны десятки, а то и сотни сварочных сталей. Несмотря на такое обилие, все эти разновидности можно разобрать, разделив их на несколько групп по принципу воспитания: «дикие», «тюленьи» и «скрученные (турецкие)».
"Дикий" дамасский узор создается путем случайного смешивания металла с простой ручной ковкой.Лучшие мастера предпочитали ковать клинки из «тюленьего» дамаска с регулярным рисунком. «Штамповый» узор получил название в Германии по способу его формирования путем нанесения на заготовку клинка специального штампа — штампа со строго упорядоченным рельефом, в результате чего при ковке слои искажались в определенном порядке. При этом изготавливают несколько видов узоров: ступенчатый, волнообразный, ромбический (сетчатый) и кольчатый. Ступенчатый рисунок характеризуется относительно узкими прожилками линий на лезвии.
Схема проявления узора (а) и основные виды набойки для изготовления дамасской печати (б)
Популярным видом «штампового» узора является ромб, имеющий две разновидности. Один из них – надрезать поверхность заготовки стамеской крест-накрест, поэтому узор выглядит как сплетенная из ниток сетка, наложенная на лезвие из «дикого» дамаска. Соответственно, узор называется «сетка». Второй вариант — узор, который в Германии называют «розочками». Он имеет вид отчетливых концентрических ромбов и набит штампом с пирамидальными выступами.Кольцевидная форма узора «штамп» называется в США «павлиньим глазом», хотя больше похожа на «павлиний хвост», поскольку на лезвии в четком порядке расположены многочисленные концентрические окружности.
Дамаск "турецкий" или "розовый"
Особенно красив "турецкий" узор Дамаска. Так, в XVII-XVIII вв. была названа в Европе, когда увидели привезенные с Востока сабли из местных разновидностей сварного металла. Другое его название — «розовый» дамаск из-за рисунка, похожего на цветки розы.
Характерной особенностью «турецкого» дамаска было то, что клинки выковывались из предварительно туго скрученных прутков разнородного металла. При этом узоры получались чрезвычайно разнообразными и причудливыми. Беруальдо Бьянкини, автор книги «О дамасских клинках турецкого типа», изданной в 1829 году, писал: однородная смесь стали и железа в соотношении два к одному.
Этапы разработки узора в витом турецком дамаске
Вытягивание двойных рафинированных заготовок в полосу и последующая ковка лезвия между двумя штампами выполняется так же, как и при изготовлении обычного лезвия. Разница лишь в том, что дамасская печать должна быть снабжена различными рельефами, которые желательно перенести на клинок. При ковке в молоте последовательные листы стали и железа в лезвии вдавливаются в углубления штампа, создавая углубления или рельефы, которые при резке дают желаемый рисунок.
Закалка пистолетной стали
Методы термической обработки изделий из булатной стали всегда привлекали особое внимание исследователей. Именно на этом этапе технологии его производства из глубины веков ходит больше всего легенд и тайн.
А в сравнительно недавние времена, например, в 19 веке, многие металлурги давали очень важные способы закалки булатной стали, и им даже приписывались главные секреты изготовления булатного оружия.
Тогда никто не мог объяснить, почему металл становится прочнее и тверже, но рецептов закалки было много: почти у каждого мастера был свой секрет.
Известно, что как родниковая, так и минеральная родниковая вода широко применялась в качестве гасящего средства. Большое влияние на скорость охлаждения продуктов оказывала температура воды и растворенных в ней солей, поэтому место забора воды и ее температура при закалке держались в строгом секрете.Из-за того, что стальные клинки с высоким содержанием углерода легко ломались при ударе при закалке в холодной воде, персы стали закаливать острое оружие на мокрой ткани. Известен способ закалки, при котором предварительно термически обработанный клинок для теплоизоляции покрывался толстым слоем специальной глины с различными примесями. Композицию удаляли с лезвия только для закалки в воде. Получившаяся «демаркационная» линия в каждой мастерской получила своего рода оригинальный рисунок, благодаря которому можно было отличить мастера, изготовившего холодное оружие.
Писсинг рыжеволосого паренька и попки молодой рабыни
Металлурги искали и смогли найти среду, в которой сталь остывает быстрее, чем в воде. Таким образом, моча и другие солевые растворы набирают тепло от горячего металла быстрее, чем самая холодная вода.
Признавая эту особенность, средневековые металлурги разрабатывали различные варианты закалки и иногда добивались немалых успехов. Вот как описывает Феофил закалку стали, которая режет «стекло и мягкие камни»: «Берут трехлетнего барана, связывают его и три дня ничего не кормят.На четвертый день питается только папоротниками. После двух дней такого кормления на следующую ночь барана помещают в бочку с пробитыми в дне отверстиями. Под эти отверстия ставится сосуд, в который собирается моча барана. Мочу, собранную таким образом в течение двух-трех ночей, удаляли, а инструмент охлаждали специальной овечьей мочой. Существуют предания, что булатные лезвия закалялись в молоке матери, кормившей сына, в моче рыжего мальчика, трехлетней черной козы и т. д.
По легенде в древней Сирии клинок раскалялся до цвета зари и 6 раз вонзался в ягодицы молодого раба. Известными способами такой тушения стало охлаждение в теле свиньи, барана или теленка. В Дамаске лезвия сабель раскалялись до цвета восходящего солнца и закалялись в крови убитого нубийского раба. А вот рецепт закалки кинжала, найденный в одном из храмов Малой Азии и датированный IX веком: «Накаляйте (лезвие) до тех пор, пока оно не засияет подобно восходящему в пустыне солнцу, затем охладите его до царственного пурпура путем погружаясь в мускулистое тело раба.Сила раба, превращаясь в кинжал, придает металлу твердость.
Древние кузнецы тоже умели защищать металл от окисления в период нагрева под закалку. Кузнец брал бычьи рога, сжигал их на огне, смешивал с образовавшейся золой соль и посыпал этой смесью изделия, которые затем нагревали и темперировали в воде или сале.
Секрет литой стали
Как это ни парадоксально, но человек еще не смог до конца понять сущность булатной стали, природу ее уникальных свойств и особенности технологии ее производства.И это несмотря на то, что он долгое время использовал изделия из булатной стали, совершенствовал их, терял секреты изготовления и заново открывал секреты булатной стали, как делал это в середине девятнадцатого века. Русский металлург П.П. Аносов.
Следует отметить, что П.П. Аносов, неоднократно отмечая в своих работах высокое качество получаемой дамасской стали, не уступающее лучшему азиатскому булату, ни разу не сказал, что раскрыл секрет индийского вуца; кроме того, он отказался от устоявшегося понятия «булат» и предложил новое — «русский булат».
Многие выдающиеся европейские ученые пытались разгадать тайну литья стали для оружия, в том числе Майкл Фарадей, сын кузнеца. В 1819 году он исследовал образцы литой стали и пришел к выводу, что ее уникальные свойства обусловлены присутствием в ней небольшого количества кремния и алюминия. Хотя этот вывод оказался неверным, статья Фарадея вдохновила Жана Робера Бреана, эксперта Парижского монетного двора, на проведение ряда экспериментов, в которых он вводил в сталь различные элементы. Именно Брент впервые предположил в 1821 году, что необычайная прочность, прочность и внешний вид литой оружейной стали должны быть обусловлены высоким содержанием в ней углерода.Он обнаружил, что его структура содержит яркие участки науглероженной стали на темном фоне, которые он назвал просто сталью.
Производство старинного булатного оружия, окруженного легендарным ореолом верховенства и сакральных тайн, как уже известно, осуществлялось из индийской вуцы. На рынки Персии и Сирии его поставляли в виде «теста» из литой стали, разрезанного пополам. Содержание углерода в вутце было очень высоким. Так, химический анализ Вутца, выполненный по заказу П.П. Аносова, показали содержание углерода 1,7-2,0 мас.%.и больше.
Заготовка Indian Wootz была примерно 12,5 см в диаметре, примерно 1 см в толщину и весила примерно 1 кг. Кроме того, стержни вутца имели своеобразные узоры, отличавшиеся от рисунков на готовых клинках. По мнению большинства специалистов, лучшие клинки были выкованы в VII-XII веках. Лезвие индийского клинка после заточки приобретало невероятно высокую режущую способность. Хорошее лезвие легко прорежет на воздухе марлевый платок, тогда как даже современные лезвия из тончайшей стали могут разрезать только плотные виды шелковых тканей.Конечно, даже обычное стальное лезвие можно закалить до твердости Вутца, но оно будет хрупким, как стекло, и разобьется на куски при первом же ударе.
К сожалению, в древней Индии секреты плавки и технологии изготовления лезвий так тщательно скрывались, что со временем полностью их утратили. Уже в 12 в. Например, Табан не мог быть построен ни в Индии, ни в Сирии, ни в Персии. В настоящее время ни один мастер, ни одна компания в мире не в состоянии воссоздать лучшие сорта индийской стали, образцы которой до сих пор хранятся в некоторых музеях Европы.Утрата секретов производства индийского вуца при наличии широкого рынка сбыта его заготовок свидетельствует об ограниченном количестве мастеров, владевших технологией производства вутца, а также о достаточно высоких для своего времени эксплуатационных показателях, оперативности и повторяемости изготовления вутца. технология. Имея это в виду, можно предположить, что: технология производства слитка индийского вутца была довольно проста (как, наверное, и должно было быть, иначе стоило так тщательно ее прятать), а форма в виде лепешки была единственной уместно представить готовый полуфабрикат в те далекие времена.
В средние века настоящие мастера при определении достоинств того или иного клинка оценивали тонкость рисунка (ширину волокон) булатной стали, характер рельефа, переплетение и количество волокон, цвет травленого фона лезвия и его отлива, высота и продолжительность звука удара лезвия, гибкость и т. д. Кажется, в значительной степени понятно, что эти критерии контроля качества имели: глубокое значение, которое дает информацию, в частности, о режущие свойства лезвия. Ширина высокоуглеродистых волокон характеризовала не только способ получения булатной стали, но и режущие свойства клинка, его гибкость и способность к самозатачиванию.
Конечно, после заточки и полировки клинка из булатной стали его режущая кромка уже имела зубчатый рельеф из-за твердости и износостойкости его элементов, которые варьировались по лезвию. Учитывая, что каждое волокно из высокоуглеродистой булатной стали имеет профиль с определенной кривизной при достижении режущей кромки - фактор, значительно повышающий режущую способность лезвия, от древних мастеров просто требовалось оценивать ориентацию волокон относительно режущей кромки лезвия. острие и его рукоять.
Первым, кто строго научно объяснил природу булатной стали и соединил ее со свойствами этой удивительной стали, был выдающийся русский металлург Дмитрий Константинович Чернов. Он считал, что при закалке сталь распадается на два различных железоуглеродистых соединения, которые «играют очень важную роль в назначении такой стали к лезвиям: после закалки более твердое вещество сильно упрочняется, а другое вещество остается плохо закаленным, но поскольку оба вещества в тонких слоях и волокна тесно переплетаются друг с другом, в результате чего получается материал высокой твердости и высокой вязкости.Вот и получается, что булат несравненно выше лучших марок стали, приготовленных другими способами.
Легендарный композит
Таким образом, булат является композитным материалом. Отметим, что идея создания таких материалов была позаимствована человеком у природы.
Многие природные структуры (стволы деревьев, кости и зубы человека и животных) имеют характерную волокнистую структуру. Он состоит из относительно пластичного матричного вещества и более твердого и прочного волокнистого вещества.Например, древесина представляет собой композицию, состоящую из пучков трубчатых высокопрочных целлюлозных волокон, соединенных матрицей из органического вещества (лигнина), придающей древесине поперечную жесткость. Зубы человека и животных состоят из твердого и липкого поверхностного слоя (эмали) и более мягкого ядра (дентина). И эмаль, и дентин содержат игольчатые микрокристаллы неорганического гидроксиапатита в мягкой органической матрице.
Теперь можно смело сказать, что булат был открыт не случайно и гораздо раньше, чем принято считать.Металлурги бронзового века не могли не обратить внимание на еловую структуру бронзовых слитков. Получив первый слиток железа с такой же структурой ели, древние мастера, вероятно, стали ковать его, как бронзу. Конечно развалилось. Однако древних металлургов это не остановило, и через некоторое время, набравшись опыта, им удалось найти решение.
Дамасская сталь уникальна тем, что представляет совершенно новый класс композиционных материалов.Его нельзя отнести ни к одному из известных и научно определенных видов природных и искусственных композитов, среди которых в настоящее время принято определять волокнистые, слоистые и дисперсионно-армированные. Особые свойства булатной стали получаются в результате комбинированной термомеханической обработки волокон и матрицы и последующего термического упрочнения композита за счет взаимодействия отдельных его компонентов и процессов, происходящих в них.
В заключение отметим, что при определенных условиях узорчатый слиток может быть получен из однородного сплава.Это достигается медленной кристаллизацией высокоуглеродистого сплава, в которой вырастают крупные зерна-кристаллы, размеры которых могут достигать нескольких миллиметров. По границам этих дендритных кристаллов карбиды разделяются, образуя цементитную сетку. Ковка такого крупнозернистого металла при низких температурах позволяет раздробить непрерывную сетку цементита на мелкие частицы и сформировать видимый глазу узор. Полученный таким образом узорчатый металл в настоящее время исследователи называют «дендритной» сталью — по дендритному характеру кристаллизации слитка, т. е. «ликвационным» булатом — по механизму образования узора за счет сегрегации углерода.Современные кузнецы куют клинки из «ликвидационного» булатного стали при нагреве до температуры не выше 850°С. Это обязательное условие; иначе при более сильном нагреве частицы карбида полностью растворятся и волшебные узоры исчезнут.
.| Ножом можно делать две разные вещи: рубить (строгать) и нарезать. Резка (строгание) — это движение поперек лезвия, а резка — продольное движение. Очень часто даже производители ножей не различают эти действия, и зря. Когда разрезаешь сучок, проверяешь твердость и прочность ножа, которые зависят от состава стали и ее закалки, а когда разрезаешь спелый помидор, проверяешь структуру, а это производная от ножа - технология изготовления, т.е. как и из чего он сделан: булат, булат или обычная сталь.Поскольку эти характеристики: твердость и структура достигаются разными путями, они часто противоречат друг другу. Рис.1. Получается, что это не дамаск по свойствам, а узорчатая сталь. А вот если выковать эту полосу, оторвать кромку, где при толщине 1мм будут присутствовать все 200 слоев, потом сделать волну пуансоном, то после фрезеровки зубья пройдут по режущей кромке, и все 200 слои будут работать, а не просто украшать поверхность. Хвостовик не показан 2. Волна на лезвии. 3. Рисунок после фрезеровки. Это последний штрих в отделке лезвия, и узорчатая сталь начинает иметь характеристики дамаска и режет в три раза длиннее. Данные точные - поэтому я взял полоску нержавеющего штофа (изготовления С. Грачева), разрезал ее пополам и сделал два лезвия: одно с волнистым узором, другое без него.Волновое лезвие сделало 65 надрезов в войлоке, а другое 22. Есть несколько способов смешивания слоев на краю, но этот самый простой и эффективный. (Кстати, не нужно путать, если количество слоев превысило 3000). Дикий дамаск имеет более сложную структуру, чем рулонный дамаск, но на его кромке работает всего несколько слоев и часто не самого лучшего качества, так что волна тоже не помешает. Согласитесь, что это как-то ограничивает художественные возможности конструкции, но иногда приходится побеспокоиться о ТТХ, а не только о рисунке.Однако волна на краю 5-8 мм, остается участок 20-25 мм - по нему можно ходить: стучать мячиком, рисовать ромб, чертить крест и крест и т.д. от края , это неверно. Делается это часто не по злому умыслу, а по незнанию. Мастер, не понимая, что это не просто рисунок, а вращение всех слоев на лезвии, берет пакет толщиной 10 - 20 мм, набивает косую риску, затирает выпуклости и выковывает изделие.Сверху идет волнообразный рисунок, но внутренние слои не меняются и опять 1-2 слоя идут по краю. Эту подделку видно сразу: волна отталкивается от края и по нему проходят параллельные линии. Внутренние слои 2.Готовый рисунок. Кузнецу на заметку: кромка тонкая, даже при соприкосновении с пуансоном быстро остывает, а деформация большая, поэтому хорошо прогревается, быстро ломает волну и одним ударом - иначе расслоение имеет место. Затем нагрейте и выровняйте край - инвертируйте все слои. Как только нож начинал скользить и не разрезал войлок одним движением, тестирование прекращали и данные заносили в таблицу. | Бритва "Труд Вача" (сталь 13Х; 12Х; Y=1,3%; хром ~1%) | 7 | 90 142 90 134 Пила по металлу (сталь Р9; Y = 0,9%) | 8 | 90 142 90 134 Клапан дизеля (25Х1,5 Н3,5 / 35Х12 / 30Х15 НГС / 40Х15) | 15 - 20 |
| Шпиндель масляного насоса (высоколегированный (сталь 8Х15 ВСМФ4), кислотостойкий к коррозии) | 24 |
| Сталь подшипниковая ШХ - 15; SH - 13 (Y = 0,95 ÷ 1,05%; хром = 1,3 ÷ 1,5%) | 70 |
| Сталь подшипниковая ШХ - 15, высадка 60 раз | 90 |
| Напильник (сталь У12А, U=1,2%), кованый мной, прямокованый, закаленный в масле | 32 |
| Нож узбекский* (пр-во Узбекистан), сталь ШХ - 15, кованый, но незакаленный | 65 |
| Плоская пружина, выкованная мной (сталь 65Г) | 60 |
| Пружина от буксы автомобиля кованая мною (сталь 60ГС2) | 70 |
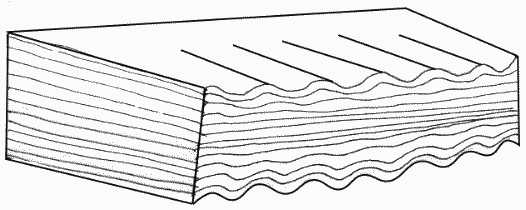
* Рубить кость не имело смысла: лезвие гнулось.
Таблица 2.
Современная сталь.
Таблица 3.
Зарубежная сталь.
90 137
Таблица4.
Экзотика.
90 137
Количество резцов
Хочу еще раз уточнить, что эти цифры не абсолютные, а относительные - они лишь показывают взаимосвязь между режущими свойствами некоторых сталей.Лезвия были заточены не до «идеальной», а до такой степени, чтобы они могли уверенно свистеть и колоть бумагу, а испытание прекращалось, когда лезвие не прорезало бумагу. Этот узкий зазор используется только для экономии времени и войлока. Даже в таких условиях время было упущено - два года и войлочные коврики были куплены за сто долларов.
Например, свой кухонный нож "Mora 2000", KJEricsson, "нержавеющая" сталь, я тестировал дважды. Один раз обычным способом, а второй раз я его заточил до предела, и во втором случае он сделал 90 резов (в первом - 30), но на заточку ушло вдвое больше времени, три раза - без проб , войлока было нарезано в три раза больше, и это было ненужным во время эксперимента.о каком-то абсолютном, а только о пропорции стали друг к другу.Единственное, что я могу заметить, это то, что если разница в 10 резов при тестировании, то на самом деле она кажется в 2 раза. большие различия.
Я и не пытался судить о работе автора - моей целью было выяснить "что к чему" в стальном мире, выявить общие закономерности.
Работа будет продолжена, таблица будет заполнена, но некоторые выводы можно сделать.
Легенда о высокой режущей способности Дамаска – это легенда.Они разрезают сталь, которая является его частью, а не швы между ними. Поэтому все свойства дамаска: прочность, твердость и огранка являются средним арифметическим, а не суммой. Это можно вывести умозрительно: например, мы взяли СЗХ-15 в качестве режущей стали, а 65Г в качестве гибкой - это не значит, что получившийся дамаск будет резать, как СЗХ-15, и будет гибким, как 65Г. В итоге мы утончили обе стали, что ухудшило их основные свойства. Это правило будет применяться независимо от того, сколько слоев вы смешиваете: от 2 до 1 000 000.Так, например, стандартный состав: ст.3 + напильник + пружина - дает рисунок с ограниченным набором цветов - от светло-серого до темно-серого и от 40 до 55 резов на войлоке. В комплекте только одна рабочая сталь: 65Г (пружинная), сама дает 70 резов и гибкая. Все остальное добавляется для цвета, но быстро ухудшает свои свойства (65G).
Единственным типом дамаска, свойства которого будут суммой всех составляющих его свойств, будет дамаск без узора. То есть постоянно содержащиеся в нем не перемешаны друг с другом: режущая сталь проходит по краю, а упругая - по обуху.В этом узоре может быть от 2 до 9 полос, сути дела это не меняет. На лезвии может быть дамаск из режущей стали или один, но хорошо смешанный (как у японских мечей), а на щечках может быть декоративный дамаск из никеля и хрома - это тоже ничего принципиально не меняет. Хочу донести простую мысль: не мешайте груду стали по правилу: "а вдруг что-то подобное" - не получится, сказок, к сожалению, не бывает. Как сталь ведет себя изолированно, так ведет себя она и в Дамаске — в этой смеси не рождается новизна.
Поэтому, если сталь неизвестна, ее нет в моих таблицах - изучите ее. Сделать один эталонный нож из ШХ-15 и сравнивать с ним постоянно неизвестное несложно - можете прислать мне данные, и таблицы заполнятся быстрее. Например, U16A не тестировался, - я думаю, что он не режет, т.е. продолжает линию U12A, U13A, но это надо проверить. Покупка ленты U16A у Klink — пустая трата денег. Так вот весной "Клинка" 2004 года у господина Петрика было куплено изделие, якобы изготовленное из У16А, спектрограф показал, что это 12Х5.Возможно, мастер просто купил ремень, поверив ему на слово.
Современный булат плохо режется, даже имея в своем составе С=1,9%. Поскольку в любой стали решающее значение имеет структура, а не состав, присутствие углерода в любом количестве ничего не значит.
Вот перечень сталей, дающих 60÷90 резов войлока: У7А; У8А; У10А; СЗЧ-15; Р6М5; СЗЧ-13; 9ХС; 9ХФМ. Они имеют содержание углерода от 0,7% до 1,05%, но имеют хорошую структуру, поэтому изготовленный из них дамаск будет резаться.
Вот стали с резками 7-30: У-12; У-13; Х22ФМ; 12Х; 13Х.Углерод в них колеблется от 1,2% до 1,7%, но добавлять их к дамаску — ошибка. Ведь один и тот же файл добавляется в Дамаск по двум причинам: для увеличения % карбона (улучшение рабочих свойств) и для контраста. К сожалению, свойства ухудшаются и контраста можно добиться другим способом.
Вот, например, дамаск (фото), составленный из 3-х режущих сталей: ШХ-15; 9ХС и 65Г (как промежуточный слой между ними). Дамаск полируется и 10сек. проявляется купоросом: ослепительно белые полированные линии хрома на темном фоне, неоднородном, а состоящем из черных, коричневых и синих полос.Дамаск гибкий и режет как пружина - 70 резов, что в три раза больше, чем лучший тип дамаска: пружина + напильник.
Этот Дамаск не режет как ШХ-15 потому что объем ШХ-15=25% и закалка делалась при 65Г (т.е. нагрев до закалки на 200° меньше), иначе бы все развалилось. Но хоть пружина утончена более качественной сталью, а не напильником. ШХ-15 сделал свое дело - дал хромированную полосу. Как ни странно, булат из одной стали тоже дает очень контрастный рисунок.Вот серия изображений, показывающих процесс превращения цепи от пилы "Сандрик" в дамасскую пилу с очень привлекательным рисунком (фото).
Рисунок крайне контрастный, пришлось делать анализ и оказалось, что вся цепь, включая заклепки, из одного металла. Потом для подтверждения этого факта я сделал дамаск из арматуры, но с припудриванием швов железными опилками. И этот Дамаск получился ярким и контрастным. Поэтому лучше думать о рабочих качествах дамаска при смешивании стали и рисунок будет присутствовать всегда.
Все это сказано о Дамаске, который имеет узор. Это дико; Турецкий; штамп или что-то другое. Каждый рисунок на поверхности – это срезанный слой и зародыш будущего излома. Любая смесь стали на лезвии режет хуже или так же, как лучшая сталь в этой смеси. Механическое увеличение количества слоев не улучшает качество реза.
Один опыт отражен в таблицах. Лезвие, выкованное из напильника, дало около 30 порезов, дамаск из напильника в 30000 слоев тоже дал 30 порезов.Кроме того, я провел следующий эксперимент: взял полосу дамаска в 400 слоев весом 1,6 кг (производства И.Ю. Пампуха) и начал ее сваривать, иногда отрезая кусок для пробы. В итоге получилось 4 лопатки по 50 г, остальные 1,4 кг ушли на шлак. Лезвия были: 3 000 слоев, 30 000 слоев, 300 000 слоев, а последнее лезвие было 4 миллиона 800 тысяч слоев. Только первоначальная 400-слойная версия имела хорошие режущие свойства, после чего наступило ухудшение. Я сварил только флюсом, разрезав ленту на 5-10 кусков.Те. было много слоев, но мало сварных швов. Повышение качества происходит в другом процессе. Если ремень каждый раз сгибается пополам и засыпается чугунными опилками. Те. Сварных швов много, и количество слоев увеличивается очень медленно. При этом за счет чугуна происходит науглероживание. Путь неперспективный и трудоемкий. Отходы составляют 50% - 75%. Это означает, что самый качественный дамаск, у которого результат равен сумме составляющих его сталей, это: сталь, прорезанная по краю, пружина по обуху и узор на щеках.Такая конструкция будет резать, рубить и быть красивой (при хорошем подборе всех компонентов), но что ни говори, а по долговечности она будет уступать работам Э. Самсонова. Таковы выводы о Дамаске.
Теперь о сталях. Из углеродистых сталей фаворитом был швейцарский напильник, естественно не только фрезерованный, но и кованый. 100 надрезов на войлоке, любые костные надрезы, толщиной 4 мм, не деформируется при нагрузке 80 кг, т.е. эластична. Совсем не удивительно, если вспомнить, что ни один ювелир не использует наши напильники, которые лысеют с первого же хода.А швейцарские портфели служат 15-20 лет. Примерно одинаковые результаты дали продукты из Германии и Австрии. Не зря мастерицы из Амузги (Дагестан) разместили в Дамаске файл Шеффилда.
Р6М5 (хорошо кованая!) была лучшей среди легированных сталей. Липкая, гибкая, не критично твердеющая. После травления дает красивый булатный узор, режет каждую косточку, очень хорошо режет, как уголь. Парадоксально, что более углеродистые стали, типа 110Х18 или Х22ФМ, во много раз уступают по характеристикам Р6М5, только ослепляя своим блеском.Нет вообще дамаска равного Р6М5, хотя он и не служит своей непосредственной цели. Уточню - это сталь для сверл по металлу, но она не сверлит металл, в отличие от своего предшественника Р18. Но, как оказалось, его можно использовать и в ножевой промышленности; самостоятельно или вклеив щечки из дамасской стали. За исключением того, что Р6 также смешивается с Дамаском, но с падением производительности, как описано выше в главе о Дамаске. Стали марки
SRM отлично режут, не ржавеют, хрупкие и не имеют рисунка.Если правильно выведена геометрия лезвия (не тоньше и не толще, чтобы не ломать, а резать), то это идеальный нож для охоты и рыбалки. Пока это все с выводами.
Я даю общий ответ на несколько вопросов, которые я получил.
Два года назад я начал сравнивать режущие свойства дамаска, дамасской стали, стали с полной уверенностью, что сталь хуже всех, все затмил образ микрофонов присущий дамаску и дамаску.Чисто умозрительная идея, никем не подтвержденная и не отвергнутая. Я начал писать и заполнять статью и электронные таблицы одновременно, тоже два года назад. Когда факты стали опровергать теорию, он пошел за фактами, поэтому статья начинается «здорово» и заканчивается «за мир». Но переписывать не стал, пусть отразит эволюцию мыслей. Я оцениваю работу очень просто - я сэкономил время для этого дамасского фанатика, который уверен, что речь идет о смешивании разных сталей, их правильных пропорциях, количестве слоев или чугуне между слоями.Я утверждаю, что это не так: свойства дамаска в результате всей этой работы будут средним арифметическим свойств ингредиентов. Вот еще одно логическое доказательство. Представьте, что две полоски сварены между собой: пусть это будет пружина и напильник. Эта структура была закалена и отточена. Заточили с одной стороны - пружина режет и дает 70 резов. С другой стороны заточили - напильник режет и дает 30 резов. Заточен посередине (по шву) - вообще не режет. Отжигаем этот дамаск, сгибаем его посередине на толщину полоски, вот так:
Закаливаем, затачиваем, получаем дамаск с соотношением стали 1:1.Как он режет? Очень просто (70+30): 2=50. Шов только навредит. Вот что такое Дамаск, когда дело доходит до режущих свойств. Можно сделать 1 000 000 слоев - нарезки как у этой планки (если соотношение 1:1). Если кто-то не жалеет своего времени, пусть отдает. Значит нужно получить из составных частей дамаск, который режется лучше, чем самая лучшая резаная сталь и чтобы пояснение было понятным: нужно сделать 3000 слоев в 7 сварных швов, после третьего сварного шва крутить по часовой стрелке и 5 - против часовой стрелки, а потом получается чудо.
Мой совет: если дамаск из стали и важно качество, а не только рисунок, то сталь нужно выбирать не по цвету или углероду, а по прочности, твердости и режущим свойствам.
Я похвалил сталь Р6М5 за сочетание свойств. По резке не лидер: ШХ-15 режет в 4 раза лучше, а 65Г - в 2 раза, но по прочности ставлю 100 ед, твердость 90 и рез 60. Кроме того, у него широкий диапазон ковки: от 1.000°С до 550°С и совершенно некритична для закалки, то есть очень комфортная сталь.Он слабо ржавеет, а после травления имеет красивый, хотя и мелкий рисунок (мартенситная скульптура). Возможно, высокие свойства этой стали обусловлены правильным сплавом, т. е. и лигатурами сколько угодно, и подбор хороший. Ведь если сплав меньше процента, то свойства стали меняются не сильно, а если больше 15%, то сталь может измениться на противоположную. Пример: сталь Гутфилда. Заметьте, я трижды сдавал на анализ Р6М5, не знаю, что это было, и убедился, что разброс сплава в % очень большой: даже содержание вольфрама варьировалось от 4,5% до 6,5%; возможно и соответствует ГОСТу, но разница в качестве будет несомненно.К сожалению, невозможно избежать разброса параметров одной породы, если она выплавляется разными способами (мартеновским, бессемеровским, конверторным, электродуговым) и качество выплавки сильно зависит от дня недели. Еще белее мысленно говорит, что для дамаска надо тянуться за хорошими, дорогими сталями, выплавленными электродуговым методом.
Еще раз о смешивании слоев на краю. Обратите на это внимание, если слоев несколько и если в композиции постоянно присутствуют низкопрофильные. Посчитайте сами: диаметр кривизны острия = 5 мкм.Толщина клинка до закалки, если клинок кованый, составляет примерно 3 мм. Так вот, если в дамаске 3000 слоев, то на клинке будет 5 слоев - этого достаточно и не надо ничего путать. Ну а если в дамаске до 500 слоев, да еще фрезерованных, а не кованых, то по краю идет 1-2 слоя, как в примере, который нарисован чуть выше. Дамаск С.В. Грачев, которого я привел в качестве примера в начале статьи, имеет 40 слоев и не все из них являются хорошими режущими слоями, поэтому понятно, что слои следует путать.
Дамаск из стали предсказуем и неинтересен. С этими сталями в кузнице ничего не происходит, потому что все вакансии в них заполняются лигатурой. А вот с чистым железом в угольной печи и регенерирующим пламенем происходят интересные вещи. Например, я взял окатыши 11 века (состав: С=0,08%, S=0,14%) и сделал 15 сварных швов. Полученный состав: С = 0,45%; S = 0,08%. Это означает, что сера науглероживается и сгорает. Ничего нового - это описано в каждом учебнике. Правда, границы этого процесса не прописаны, так что буду выяснять.Так что тема Дамаска не закрыта и я ее из-за себя не закрою. «Дождевой червь такой длинный, а жизнь такая коротка», — сказал один биолог, посвятивший всю свою жизнь изучению дождевых червей.
Охотничий нож абсолютно незаменим. Массировать подстреленную тушку, ходить по густым кустам или рубить мелкие ветки — действия, которые невозможно выполнить обычным перочинным ножом. При этом подобрать нужный инструмент достаточно сложно, особенно новичку в этом деле.Заядлые охотники говорят, что лучшие ножи получаются только с опытом.
Вариации
Клинки во время охоты делятся по назначению. Их довольно много, потому что операции, которые они должны выполнять, разные.
В целом все типы делятся на две большие категории:
- Для общего пользования, нужен для откорма животного. У них прямое лезвие без зазубрин, прочно вставленное в прямую рукоять, снабженную упором.
- Охотничий нож, предназначенный для определенной функции, например, специально разработанный для снятия шкуры или обвалки мяса, забоя животного.
Также охотничьи ножи можно разделить по типу лезвия:
- верхний край прямой;
- drop point - острый охотничий нож, у которого верхняя кромка закруглена от центра к острию, а острие находится в центре лезвия;
- в острие отставания, наоборот, верхняя кромка приподнимается и острие находится на вершине лезвия;
- обойма имеет плоскую верхнюю кромку, которая резко закругляется в сторону от лезвия; Скинер
- имеет прямой обух в сочетании со складками лезвия;
- кинжалообразное лезвие с острыми и симметричными обеими сторонами.
Кроме того, охотничьи ножи могут различаться по длине, весу, балансировке и так далее. Здесь стоит рассмотреть конкретные модели.
Преимущества и недостатки
Следует понимать, что идеальный нож — несуществующее понятие. Не существует универсального варианта, так как он не может быть полностью адаптирован ко всем потребностям охотника. Однако можно подобрать индивидуальный, оптимальный вариант. Такой клинок будет выполнять основные функции и при необходимости можно будет сделать вспомогательные.
Каждый конкретный охотничий нож имеет свои преимущества и недостатки. Если добычу удобно добивать острым длинным лезвием с защитой, то выполнять мелкие и длительные работы по разделке туши им будет неудобно. Чем уже специфика, тем меньше продукт адаптирован к другим произведениям.
Если с отделкой все достаточно прозрачно, то наименования ножей, подлежащих резке, принято делить на следующие виды:
- Классический вариант 12-13 сантиметров, ширина лезвия 3-3,5, вес варьируется от 120 до 180 грамм.Это простой и удобный вариант для длинных и утомительных резов с идеальным балансом, облегчающим вашу работу.
- Крупное изделие от 13 до 17 сантиметров подойдет для рубящих ударов и небрежной резки, им будет сложно выполнять тонкую работу. Он весит от 180 грамм, достаточно тяжелый и неуклюжий, но достаточно прочный.
- Складную модель можно использовать для сокращения, но она не имеет баланса, поэтому долго с ней работать не придется.
Когда речь идет о преимуществах перед продуктами для кухни и другими товарами в формате:
- Разнообразие моделей позволит найти лучший нож для конкретной ситуации или профессии.Нет необходимости адаптироваться, просто лучше выбрать продукт в соответствии с его предполагаемым использованием.
- Это практичные и прочные клинки, которые нужны именно для работы, а не для того, чтобы покрасоваться перед друзьями, хотя можно и при покупке коллекционной модели, но самый красивый нож, как правило, далеко не практичен.
- Удобная ручка, сделанная так, чтобы она хорошо ложилась в руку, не выскальзывала и защищала руку от порезов.
Охотничьи ножи тоже имеют недостатки:
- Лучшие, действительно качественные лезвия стоят дорого.Иногда даже запредельно дорогие, и это при том, что желательно их иметь несколько - для разных целей.
- Не зная нюансов, трудно подобрать нужный клинок.
- Однако часто требуют тщательного ухода, как и все хорошие и дорогие вещи.
Правильно подобранный инструмент не будет иметь недостатков (кроме цены), поэтому стоит очень внимательно разобраться в теме и потратить деньги с пользой. Самый красивый нож не всегда лучший.
Как выбрать лучший
Лучший охотничий нож тот, который удобен и прост в обращении для конкретного человека. Проще говоря, у всех по разному. В чем-то это дело привычки, в чем-то осознанный выбор, но в любом случае, вы должны соблюдать несколько правил, которые позволят выбрать тот самый идеальный вариант.
Чтобы выбрать качественные ножи, нужно в первую очередь смотреть на геометрию лезвия. Именно этот фактор обеспечивает наиболее эффективное выполнение основной задачи инструмента - резания.
Самый разумный вариант – клиновидная форма тонкого лезвия. Он хорошо режется, но очень быстро тускнеет из-за своей тонкой толщины.
С целью увеличения "жизни" заточки немного изменена геометрия, утолщена металл. Охотничье оружие должно быть не только острым, но и прочным.
Ручка тоже важна.
Охотничий нож должен:
- Не скользите в руке;
- Чтобы быть в безопасности, что означает сдержанность;
- Рукоятка должна быть твердой, чтобы лезвие не слетело в неподходящий момент;
- Лезвие должно плотно и надежно входить в рукоятку;
- Стоит помнить, что самый красивый нож с пафосной рукоятью обычно годится только для символических коллекций, а не для долгой работы.
Стальные ножи могут комплектоваться рукоятью из любого материала. Некоторым охотникам нравится дерево за то, что оно быстро нагревается в руке на морозе, приятное на ощупь, красивое, немного металла - за свою надежность. Каждая конкретная ручка, в зависимости от многочисленных способов ее изготовления, может иметь свои преимущества и недостатки, поэтому информация о конкретной модели нуждается в уточнении.
Следует помнить, что складной охотничий нож должен иметь качественный механизм.Чтобы это проверить, надо попробовать «раскачать» лезвие. Если она отклоняется незначительно, пусть даже едва заметно, товар не качественный и скорее всего быстро выйдет из строя. Кроме того, сам механизм должен надежно закреплять лезвие, чтобы покупатель не потерял в течение дня пальцы, а также важно, чтобы он открывался и закрывался достаточно легко.
Лучший складной нож в мире тот, который покупается на месте. Они не смогут долго разделывать тушку или выполнять другие специфические задачи на постоянной основе, но это универсальное и компактное изделие, которое прикроет и поможет в случае необходимости.
Давайте посмотрим, как правильно выбрать нож:
- В первую очередь нужно исходить из того, что именно вы планируете делать с помощью инструмента.
- Качественный товар будет дороже, но по сравнению с ширпотребом прослужит намного дольше - и это окупится.
- Надо подумать, где и как он будет носиться, лучший охотничий нож не должен выпадать из кармана на бегу или надоедливо тарахтеть в рюкзаке на чашке.
- Сначала посмотрите на геометрию лезвия, а потом на сталь.
- Купить удобный, немодный или самый красивый нож для работы.
Это все основные правила выбора хорошего охотничьего клинка.
сталь
После того, как покупатель разобрался с геометрией клинка, рукоятью и другими нюансами, нужно обратить внимание на сталь. Это, конечно, не главный фактор, но все же немаловажный. Самый красивый нож в мире, если рассматривать сам клинок, это изделие изготовлено из дамасской стали.Сделанный из пучка металлических стержней, он в конечном итоге создает множество переливов на лезвии.
Технические характеристики
Есть много разных металлов. Их можно использовать для создания домашних охотничьих ножей, профессиональных изделий. Считается, что самый прочный нож сделан из высокоуглеродистого сырья. Не важно из чего он сделан - охотничий кинжал или дроппойнт, при качественной работе он прослужит долго.
Чтобы определить, какая сталь лучше для охотничьего ножа, необходимо знать виды и способы изготовления изделия.Например, Дамаск и дамасская сталь – это прочные и качественные, но достаточно дорогие образцы. Гораздо проще купить более простую, дешевую и почти такую же по параметрам сталь. Однако стоит повторить, что из этих двух дорогих вариантов можно сделать самый красивый нож.
Новичку достаточно знать два вида качества, которые очень популярны во всем мире. Охотничий кинжал, как и любой их клинок, будет такого же качества.
Х12МВ
Лучшая сталь для охотничьего клинка, которая понравится новичку - X12MB.Он имеет высокую плотность, хорошую коррозионную стойкость, довольно прочный и превосходную термостойкость. Получается прочный продукт, который облегчит снятие шкуры с туши. Кованые охотничьи ножи из него тоже превосходны.
Немаловажным фактором в условиях охоты будет долгий «срок службы» заточки этого инструмента. Инструмент из этой стали идеально подходит для длительного использования в экстремальных условиях.
ХВ5
Эта углеродистая сталь имеет алмазную добавку. Это добавляет ему твердости, что улучшает режущую функцию изделия.Определяясь с выбором ножа, стоит обратить внимание именно на этот вид сырья. Он качественный и позволит очень долго пользоваться инструментом, при этом не будет необходимости в частой заточке.
Однако стальные ножи этого типаимеют один недостаток. Сталь может быстро подвергнуться коррозии, если лезвие не очищать и не обслуживать после каждого использования.
Фокус на лезвие
Не гонитесь за высокими ценами, выбирайте сталь, на которую не жалко потратиться.Чтобы бить курицу раз в год, не нужно покупать боевой клинок или изделие из дамаска или дамаска ручной работы.
В целом сталь для охотничьих ножей стоит выбирать исходя из области применения. Учтите свою лень, даже если марка для стали ножа самая лучшая - быстро сломается и проржавеет от невнимательности.
При этом помните - даже самый острый нож со временем затупится и его придется точить.Нет вечной заточки, которая прослужит долгие годы при постоянном использовании.
Обслуживание оружия
Из какой бы стали ни были сделаны лезвия, за ними нужен уход.
Это по своей сути просто:
- Б/у - мыть, ведь даже самые красивые ножи могут быстро потерять внешний вид и, что еще хуже, практичность.
- Регулярно смазывайте лезвие оружейным маслом во избежание коррозии.
- Если ручка деревянная, также периодически смазывайте ее маслом, чтобы она не засыхала.
- Храните и носите охотничий клинок в чехле или складном чехле.
- Не делай того, что не должен делать клинок - не руби дрова, не пробивай дыры в заборе и т.д.
Кроме того, одним из главных принципов ухода является постоянное совершенствование навыка обращения с охотничьими ножами, что так любят профессионалы.
Выбрать хорошие стальные охотничьи ножи непросто, однако, если немного разобраться в предмете и приложить усилия, все пройдет как нельзя лучше.Самое главное – хорошо взвесить свое решение, прежде чем совершить окончательную покупку.
Выбор производителя
Ознакомьтесь с моделями высшего качества на рынке, чтобы узнать, как ориентироваться в моделях и ценах. Лучший охотничий нож выбирается не только интуитивно, но и со знанием предложения.
Иностранный
Зарубежное производство ножей высочайшего качества расположено в Финляндии, Китае и США. Последние особенно известны тем, что значительная часть населения любит охотиться, а это означает высокий спрос и растущее предложение.
За большие деньги можно купить уникальные ножи с отличными свойствами или очень скромного, но лишь немногим уступающего качества. Выбираете ли вы самый красивый нож или очень аскетичную модель для любых целей, в первую очередь выбирайте хорошего производителя. Это избавит вас от многих проблем и разочарований. Это вовсе не значит, что нужно выбирать самые дорогие ножи в мире и самых уважаемых авторов таких вариантов. Однако продавец, как и его товары, должен вызывать доверие.
Домашний
На отечественном рынке также есть производители ножей высочайшего качества. Покупатель может быть уверен, что российские варианты ни в чем не будут уступать зарубежным по характеристикам. Причем купить можно не только обычные копии, но и самые крутые ножи, какие только можно себе представить.
Шорт-лист достойных отечественных брендов, в которых производство ножей может легко затмить зарубежные:
- ООО ПП Кизляр;
- Воздушный златоуст;
- БАСКО;
- Северная Корона.
В продаже можно найти кованые охотничьи ножи с персональной маркировкой мастера ручного производства. У умелого мастера они не только не уступают брендовым, но и затмевают их. Какие ножи лучше - ручной работы или нет, выбирать по цене и параметрам стоит только в том случае, если есть доверие к мастеру.
Дамаск
Самая прочная сталь для ножа та, в которой больше всего углерода. Дамасская сталь считается одним из рекордсменов.Он выкован из пучка стержней с разной степенью насыщения углеродом. Не верьте в сверхновые загрязнения, этот параметр определяет твердость ножа. Все остальные присадки защищают от коррозии, делают эластичнее и так далее.
Тому, кто решит купить такое изделие, придется выбирать: купить самый большой нож или самый маленький, выбрать охотничий кинжал или практичный складной вариант. Суть в том, что не стоит полагаться на «опытных вожатых», ведь то, что может быть удобно одному человеку, другому покажется настоящей пыткой.
Охотничьи ножи, как и образ жизни, должны выбираться из природы!
Видео
Какая сталь лучше для охотничьего ножа? На этот вопрос непросто ответить не только новичку, но и опытному охотнику. Охотничий нож незаменим. Без него нельзя разделывать тушу животного, нельзя нарезать колья для смолы, нельзя готовить пищу на костре. Однако для того, чтобы лезвие могло выполнять самые разные функции, оно должно быть изготовлено из прочной и твердой стали.Давайте разберемся, какая сталь лучше для охотничьего ножа?
Предлагаю изначально разделить стали на два типа: ржавеющие и нержавеющие.
Долгое время считалось, что нержавеющая сталь в основном используется в производстве столовых ножей и медицинских инструментов. В России ножи изготавливались в основном из катаной стали 65х13 и кованой стали 95х18, это недорогие и практичные ножи с достоинствами и недостатками о которых вы можете прочитать и .Эти металлы стоит учитывать, если бюджет на ваш нож не превышает 3000 рублей.
С появлением стали ELMAX представление о том, что нержавеющая сталь также может обладать режущими свойствами, необходимыми для охотничьего ножа, перевернулось с ног на голову. Технологии производства этого металла в России нет, поэтому его закупают в Швеции или Австрии. Ножи из этой стали недешевы, но очень практичны.
Вывод такой: лучшая нержавеющая сталь для охотничьего ножа – сталь ELMAX. Вы можете купить стальной нож ELMAX.
Многие считают, что лучшая сталь для охотничьего ножа не должна ржаветь.На самом деле ошибочно полагать, что коррозия металла является следствием неправильного ухода за ножом. Опытные охотники знают, что настоящий охотничий нож изготавливается из углеродистой, легированной стали и, как известно, ржавеет. Недаром наши отцы и деды превозносили, например, вентильные ножи или пружинные ножи.

Многие стали для охотничьих ножей можно считать полукоррозионностойкими, они требуют минимального ухода и обладают отличными режущими свойствами, долго затачиваются и очень долговечны.К таким сталям относятся:
- Ножи х12МФ сталь
- Ножи из стали Д2
- Дамасские ножи
- Ножи из стали S390
Дамасскую сталь и алмазную сталь я не включил в этот список, потому что эти металлы очень капризные. Эти металлы можно рекомендовать людям, готовым ухаживать за ножом, как за дорогим оружием.
Абсолютно лучшей сталью для охотничьего ножа является сталь S390, чья твердость (70 HRC), качество реза и прочность недавно отодвинули сталь Булат на второе место.
СтальХ22МФ относится к инструментальному металлу с твердостью до 64 единиц. Он содержит ванадий, молибден и хром. Их количества в металле достаточно, чтобы обеспечить ему достаточную прочность, твердость, ударную вязкость и коррозионную стойкость. Лезвия из этой стали очень острые и могут долгое время использоваться без заточки.
И, конечно же, когда мы говорим об охотничьих ножах, нельзя не упомянуть о клинках из булатной и булатной стали. Булат обладает исключительной твердостью и гибкостью.Изготовленный из него нож прочный, надежный и выдерживает значительные механические нагрузки. Дамасская сталь не уступает булатной, но подвержена коррозии и поэтому требует небольшого ухода за собой.
Сталь, используемая при изготовлении ножей, должна соответствовать различным критериям. Сделать нож можно практически из любого металла, однако срок службы и основные параметры могут существенно различаться. Сталь для ножей должна обладать высокой прочностью, износостойкостью и антикоррозийными свойствами.Различные химические элементы в составе могут существенно изменить действие металла. Рассматривая, из какой стали должно быть изготовлено такое изделие, отметим, что существует достаточно большое количество различных сплавов, подходящих для решения той или иной задачи.
Основные характеристики стали для ножей
При выборе стали для производства ножей обращайте внимание на основные характеристики, наиболее подходящие для изготовления данного изделия.
Металл для ножа должен иметь:
- Износостойкость.Стали для лезвий должны выдерживать длительное использование, иначе требуется частая заточка поверхности, что создает множество проблем. Нож из углеродистой стали может прослужить довольно долго, но при низкой износостойкости часто приходится затачивать режущую кромку.
- Структурная прочность и твердость. Твердость ножа может варьироваться в довольно широких пределах. Как правило, более твердые версии подвержены меньшей деформации. Однако твердая сталь также может быть очень хрупкой.Поэтому следует обратить внимание на прочность конструкции, которая характеризуется ее устойчивостью к образованию трещин и сколов в процессе эксплуатации. Кроме того, прочность определяет, может ли металл гнуться, не ломаясь. Следует помнить, что характеристики твердости и хрупкости взаимосвязаны: чем выше первый показатель, тем больше второй, если структура не улучшается.
- Коррозионная стойкость также является важным параметром, который следует учитывать. Нержавеющая сталь для ножа может иметь разные эксплуатационные характеристики, но сама коррозионная стойкость характеризует устойчивость материала к влаге.Имейте в виду, что нержавеющая сталь часто уступает многим другим. Это связано с тем, что в состав добавляют большое количество легирующих элементов, например, хрома. Они могут ухудшить характеристики, такие как прочность или твердость поверхности. Инструментальный сплав во многом обходит нержавеющую сталь по основным эксплуатационным характеристикам, но все же не может служить долго из-за низкой коррозионной стойкости.
- Навык не тупой. Высокоуглеродистые и некоторые другие ножевые сплавы отличаются тем, что выдерживают длительные механические воздействия.Такой материал для ножа хорош тем, что позволяет значительно продлить срок службы изделия, не требующего заточки.
В зависимости от баланса показателей прочности и твердости выбирается наиболее подходящая марка стали. Например, при желании можно сделать очень твердый клинок, при падении он разобьется на несколько частей. Кроме того, коррозионная стойкость значительно продлевает срок службы изделия, сохраняя привлекательность поверхности. Маркировка ножей осуществляется производителями для определения конкретных свойств продукта.
Лучшие марки стали для ножей
Ножевые стали классифицируются по достаточно большому количеству признаков. Чтобы определить, какая сталь лучше, можно принять во внимание основные эксплуатационные характеристики. Многие металлы производятся иностранными производителями.
Лучшая сталь для кинжалов:

Вышеприведенные предложения являются самой твердой сталью, которую можно использовать для изготовления лезвий. Следует помнить, что для этой группы также характерна высокая стоимость. В продаже можно найти более доступные предложения, которые также отличаются привлекательными характеристиками.
Виды металла среднего уровня следующие:
- 14С28Т - предложение шведского производителя, относится к среднему классу, при этом отлично точит. Его очень часто используют в производстве скандинавских изделий.
- 8Cr13Mov - по действию аналогичен предыдущему предложению, но в составе содержится большое количество углерода. Считается хорошим вариантом по соотношению цена-качество. Относительно низкая стоимость металла определяет его широкое применение.Обратите внимание, что в Китае почти половина ножей изготовлена из этого материала.
- 440C — нержавеющая сталь, используемая многими производителями. Это связано с его универсальностью и низкой стоимостью. В составе большое количество хрома и углерода, благодаря чему обеспечивается устойчивость к износу и коррозии. При этом материал легко затачивается, что можно назвать положительным качеством.
- 420 НС – предложение с повышенным содержанием углерода, что отражено в маркировке. Для значительного повышения эффективности сплава проводят его многоступенчатую термообработку, т.е.закалка. Улучшение повышает коррозионную стойкость, а режущая кромка лучше держит заточку. Однако металл поставляется без термической обработки.
- АУС-8 — сплав с относительно низкой коррозионной стойкостью. Эта версия отличается высокой стойкостью, но заточка относительно недолгая по сравнению с более дорогим предложением. Кроме того, режущую кромку можно довольно быстро и легко затачивать.




В продаже есть и низкоуровневые предложения.Конечно, лучшая сталь для ножа не относится к этой группе, но и она заслуживает внимания. В эту группу входят следующие металлы:

Рассмотренная классификация всех металлов позволяет определить более подходящий вариант исполнения в зависимости от того, какой бюджет выделен на покупку и какими эксплуатационными характеристиками должно обладать изделие.
Стальной охотничий нож
Лучшие охотничьи ножи изготавливаются из материалов с высоким содержанием углерода. Показатель твердости во многом зависит от количества этого химического элемента.Лучшая сталь для охотничьего ножа должна иметь твердость не менее 60HRC. Это связано с тем, что увеличение твердости определяет значительное увеличение срока службы изделия.
Наиболее подходящие металлические варианты:
- 440A;
- 440В.

Прочная сталь 440С характеризуется высокой пластичностью. Добавление в состав хрома и молибдена значительно повышает коррозионную стойкость. Это предложение характеризуется тем, что его можно быстро затачивать и он долго остается заточенным.В качестве альтернативы можно было бы назвать CPM440V — марку с лучшей адгезией и более высокой износостойкостью.
Сталь для лопастей
Сталь для лопастей должна соответствовать следующим характеристикам:
- Быть прочной.
- Высокая коррозионная стойкость.
- Имеют низкий показатель хрупкости.
- Характеризуется достаточной пластичностью.

Самые прочные лезвия изготовлены из металла с высоким содержанием углерода.Для решения проблемы хрупкости проводится дополнительная термическая обработка, которая изменяет эксплуатационные характеристики изделия. Среди всех сплавов для изготовления лопастей отметим АТС-34, который отличается очень привлекательными эксплуатационными характеристиками, но имеет высокую стоимость.
Способы улучшения качества стали
Для изменения характеристик металла может быть проведена дополнительная обработка металла. Наиболее распространенными процедурами являются:
- Закалка является наиболее распространенным видом термической обработки, заключающейся в воздействии на металл высокой температуры, достаточной для восстановления кристаллической решетки.Каждый сплав подвергается рассмотренной процедуре при определенных температурных условиях. Процесс закалки позволяет значительно увеличить прочность и твердость поверхности. Однако это может привести к значительному увеличению хрупкости.
- Отпуск — еще один процесс термической обработки, предполагающий воздействие определенной температуры. В отличие от обычной закалки рассматриваемый процесс обеспечивает снижение внутренних напряжений, что становится причиной повышения хрупкости.
- Естественное или искусственное старение — это еще один процесс улучшения качества металла, который характеризуется воздействием определенной температуры в течение длительного периода времени.

Стальные ножи обычно подвергаются термообработке только после того, как лезвию придана форма. Это связано с тем, что термическая обработка значительно снижает обрабатываемость. Поэтому затачивать режущую кромку после закалки бывает очень неудобно.
Производители ножевой стали
Сплавы для данного продукта могут производиться разными компаниями. Предложения японского происхождения стали обычным явлением, поскольку использование специальных технологий производства позволяет значительно удешевить предложение.На рынке есть предложения из США и ряда других стран, которые могут иметь разные параметры полезности.
Во многом эффект продукта зависит от того, насколько точно поддерживается концентрация отдельных элементов в составе. Кроме того, некоторые производители поставляют полуфабрикаты после различных процедур усовершенствования. Например, поверхностная твердость может быть увеличена закалкой, а хрупкость может быть уменьшена отпуском.
В заключение отметим, что при выборе металла обращают внимание на назначение изготавливаемого изделия. Например, из дамаска делают оружие, которое станет украшением дома. Для изделий, которые будут использоваться каждый день, выбирайте металл для ножей с повышенной устойчивостью к механическим воздействиям и любым нагрузкам. Большое внимание также уделяется стоимости заготовок.
При выборе ножей, топоров или мачете EDC важно знать материал лезвия этих изделий.
Очень важно знать свойства марки стали, используемой в изделии. Этими свойствами являются, прежде всего, гибкость, пластичность, способность к непрерывной заточке, коррозионная стойкость, твердость и возможность отделки режущей кромки. Однако не следует забывать о таких факторах, как пригодность стали и ее стоимость.
Ни одна сталь не может сочетать в себе все положительные свойства. Например, углеродистая сталь легко затачивается из-за ее мелкозернистой структуры, но она не очень устойчива к коррозии.Лезвия из стали порошковой металлургии менее подвержены коррозии и хорошо сохраняют свои режущие свойства, но в то же время трудно поддаются доводке режущей кромки, что делает процесс механической обработки такой стали очень трудоемким и бесшумным, затратным.
Стали, используемые в производстве ножей, можно условно разделить на две группы: углеродистые стали и легированные стали.
Углеродистая сталь
В принципе вся сталь, предназначенная для производства ножей, должна быть закалена с содержанием углерода не менее 0,5%.При содержании углерода более 1,7% сталь уже не пригодна для ковки. Других легирующих элементов, таких как марганец, хром, ванадий и молибден, в углеродистых сталях практически нет.
Одним из свойств углеродистой стали является ее простота при термообработке, то есть, имея относительно широкий диапазон температур нагрева, эта сталь легко «прощает» ошибки мастера в процессе ковки и закалки. Незакаленная углеродистая сталь хорошо подходит для различных видов обработки (пиление, сверление, шлифовка и т.), а также легко затачивается. Благодаря мелкозернистой структуре карбидов железа лезвие из такой стали может быть очень острым в результате заточки.
Основным недостатком углеродистой стали является ее недостаточная коррозионная стойкость, которую, однако, можно свести к минимуму путем полировки поверхности изделия до блеска и, конечно же, тщательного ухода. На практике это означает следующее: после использования ножа лезвие следует очистить от грязи и слегка смазать маслом. Но даже самый лучший уход не предотвратит образование серых отложений и пятен на поверхности углеродистой стали при контакте лезвия ножа с кислотами, например фруктовой кислотой при резке помидоров или яблок, а также при контакте с жирными кислотами, например, при нарезке жареного мяса.
Легированные стали
Легированная инструментальная сталь— идеальный материал для производства ножей.
Все легированные стали обладают следующими положительными свойствами: коррозионной стойкостью (если содержание хрома превышает 13%), твердостью и способностью сохранять режущие свойства. Выбор подходящей стали зависит в первую очередь от того, для каких целей предназначен будущий нож.
Стали для порошковой металлургии (ПМ) обладают гораздо более высокой износостойкостью, чем стандартные стали, и прекрасно поддаются закалке, сохраняя при этом хорошую пластичность — три свойства, которые можно ожидать от ножевых сталей.В последнее время эти стали все чаще используются в ножевой промышленности.
Технология производства порошковой металлургической стали довольно дорогая. В ходе технологического процесса расплавленные элементы сплава распыляются в вакууме ИЛИ инертном газе, а затем, находясь в пастообразном состоянии, прессуются под высоким давлением и высокой температурой. Благодаря этому процессу элементы сплава легко сплавляются друг с другом, при этом смешивать их просто в расплавленном состоянии и в достаточно высокой концентрации уже невозможно.Это можно сравнить с солью и водой: соль хорошо растворяется в данном объеме воды до определенного предела насыщения; если вы добавите больше соли, она больше не растворится. Кроме того, при этом процессе твердые карбиды принимают форму небольших шариков почти одинакового размера, поэтому благодаря мелкозернистой структуре сталь, изготовленная по этой технологии, хорошо полируется.
Благодаря своей высокой пластичности и высокому пределу прочности на растяжение сталь PM имеет более высокую вязкость разрушения лезвия, чем обычные марки стали.Это свойство позволяет подвергать такую сталь более высокой степени закалки, что делает лезвие ножа тоньше.
Несомненно, сталь ПМ из-за ее трудоемкости производства дороже обычной литейной стали.
Прочность и износостойкость этой марки стали затрудняют механическую обработку, что приводит к повышенному износу абразивных инструментов и лент. Все эти факторы влияют на стоимость ножа из этой суперстали.
Почему в железо добавляют легирующие элементы? Объяснение довольно простое: железо твердеет только в соединении с углеродом, поэтому для получения конкретной марки стали в железо добавляют углерод в разных количествах.
Существует ряд элементов, которые очищают сталь и радикально изменяют ее свойства.
Углерод придает стали жесткость и вместе с железом и другими элементами образует карбиды - чрезвычайно твердые соединения металла с углеродом.
Хром обеспечивает коррозионную стойкость сплава: при содержании хрома не менее 13% сталь становится нержавеющей. Кроме того, хром повышает твердость и износостойкость стали.
Марганец придает материалу лезвия зернистую текстуру, что, в свою очередь, влияет на прочность ножа или инструмента из стали.
Кремний , а также марганец при ковке лезвия ножа для придания ему прочности.
Ванадий , такие как тантал , никель , молибден , кобальт и вольфрам , повышают износостойкость и жесткость стали.
Ниже приводится подробное описание распространенных марок стали, используемых при изготовлении лезвий походных и охотничьих ножей, топоров, мотыг и мачете, а также складных ножей.
Стали российские для производства ножей:
Сталь Ч22МФ. Валы профилирующие сложной формы, сечения штампов корпусов сложной формы, сложные штампы в листовой штамповке, зубчатые колеса, штампы, штампы вырубные, штампы штамповочные и пуансоны для пробивки штампов со сложной конфигурацией служащих из стали .Сталь Х22МФ хорошо зарекомендовала себя при изготовлении ножевых лезвий. Неприхотливая, но простая в использовании сталь для изготовления ножевых инструментов. Сталь Х22МФ отлично держит заточку, обладает высокой прочностью, хорошо держит режущую кромку. При попадании в агрессивную среду оно может потускнеть или на лезвии ножа могут появиться темные пятна, поэтому нож из стали Х12МФ требует ухода. Следует отметить, что многие производители льют булат на основе Х22МФ.
Состав стали марки Х22МФ: Углерод (С) 1,45 - 1,65 %, Марганец (Mn) 0,15 - 0,45 %, Хром (Cr) 11 - 12,5 %, Кремний (Si) 0,10 - 0,40 %, Молибден (Mo) 0,4 - 0,6%, ванадий (V) 0,15-0,3%, никель (Ni) 0,35%, фосфор (P) 0,03%.
Х12МФ по шкале Роквелла: 60 - 62HRc.
Х12МФ в других странах: SLD (Япония), X155CrMo12.1 (Германия), SKD-11 (Швеция), D2 (США).
сталь 95Х18. 95Х18 — высоколегированная нержавеющая сталь для производства ножей с повышенной твердостью, стойкостью режущей кромки, высокой коррозионной стойкостью. Сталь 95Х18 считается одним из лучших материалов для изготовления клинковых изделий. Вообще, это одна из лучших сталей, используемых при изготовлении ножей по соотношению цена-качество.Промышленное назначение сталей 95Х18 – это детали, требующие высокой прочности и износостойкости и работающие при температурах до 500С или подвергающиеся воздействию умеренных и агрессивных сред.
Состав стали марки 95Х18: Углерод (С) 0,90 - 1,00 %, Марганец (Mn) 0,80 %, Хром (Cr) 17 - 19 %, Кремний (Si) 0,80 %, Фосфор (P) 0,025 %.
Стандартная твердость сталипо Роквеллу для ножей 95X18: 57–59 HRc.
Аналоги сталидля ножей 95Х18 в других странах: AUS-8 (Япония), X90CrMoV18/1L4112 (Германия), 123C26 (Швеция), 440B (США).
сталь 110Х28МШД. Это мартенситная нержавеющая сталь. Российская сталь, произведенная электрошлаковым (ЭШП) и вакуумно-дуговым (ВДП) переплавом, с соответствующей маркировкой: 110Х18М-Ш и 110Х18М-ШД. Эта сталь используется в подшипниках специального назначения и в критически важных хирургических инструментах, поскольку к ней предъявляются высокие требования по прочности и долговечности. Наличие вредных примесей, таких как сера и фосфор, ниже по сравнению с другими ножевыми сталями.За счет использования в лезвиях ножей стали 110Х18 достигается отличное сочетание режущих свойств, прочности и коррозионной стойкости.
Состав стали марки 110Х28МШД: Углерод (С) 1,10 - 1,20 %, Марганец (Mn) 0,10 - 0,50 %, Хром (Cr) 16,5 - 18 %, Молибден (Mo) 3,0 %, Никель (Ni) 0,5 %.
Типовая твердость стали для ножей из 110Х18МШД по шкале Роквелла: 58 - 61 HRc.
Аналоги сталидля ножей 110Х18МШД в других странах: SUS440C (Япония), X105CrMo17/1.4125 (Германия), 19C27 (Швеция), 440C Crusible Metals (США).
сталь 65Х13. Высоколегированная коррозионностойкая сталь. Очень популярная сталь для производства недорогих ножей, режущих инструментов, кухонных ножей, пил, сменных лезвий, скальпелей, бритвенных лезвий. Его основное назначение — режущие инструменты, кухонные ножи, пилы, съемные лезвия, скальпели и бритвенные лезвия. Поскольку он часто используется для изготовления скальпелей и других медицинских инструментов, его также часто называют «медицинским». В целом, сталь 65Х13 — неплохой вариант недорогого рабочего и подарочного ножа.
Состав стали марки 65Х13: Углерод (С) 0,65 %, Марганец (Mn) 0,40 %, Хром (Cr) 13 - 15 %, Кремний (Si) 0,30 %, Молибден (Mo) 0, 02 - 0,1 % , Ванадий (V) 0,02 - 0,10%, Никель (Ni) 0,25 - 0,40%.
Типичная твердость стали для ножей 65X13 по шкале Роквелла: 56 - 58HRc.
Аналоги сталидля ножей 65Х13 в других странах: 440А (США), AUS6 (Япония), X55CrMo14 (Германия), AEB-L (Швеция).
Сталь 9ХС. Легированная инструментальная сталь российского производства, применяемая для производства различных видов инструмента.Из стали 9ХС изготавливают: сверла , развертки, метчики, плашки, гребенки, ножи, пуансоны машинные, пуансоны холодные. Ответственные детали, материал которых должен обладать повышенной износостойкостью, усталостной прочностью на изгиб, кручение, контактную нагрузку, а также упругими свойствами. Сталь 9ХС обрела большую популярность в охотничьих ножах ручной ковки относительно недавно. Нож из кованой стали 9ХС обладает хорошими режущими свойствами и отличной затачиваемостью.
Состав стали марки 9ХС: углерод (С) 0,85-0,95%, марганец (Mn) 0,30-0,60%, хром (Cr) 0,95-1,25%, кремний (Si) 1,20-1,60%, молибден (Mo ) 0,20 %, ванадий (V) 0,15 %, никель (Ni) 0,35 %, фосфор (P) 0,03 %, вольфрам (W) 0,2 %
Типичная твердость стали по Роквеллудля ножей 9XC: 60–63HRc.
сталь ХВ5. Инструментальная сталь из сплава хром-вольфрам . XB5 — одна из самых твердых инструментальных сталей. Из-за повышенной твердости ХВ5 называют «алмазной сталью».Сталь ХВ5 применяется для инструментов, работающих с малыми скоростями резания при обработке металлов повышенной твердости (беленое железо, стекло, фарфор), а также для нарезания стружки с малыми сечениями. Кроме того, из этой стали производятся самые прочные ножи , которые по своим свойствам, режущим свойствам и твердости оставляют далеко позади ножи из других углеродистых и легированных сталей. После соответствующей термообработки лезвие из алмазной стали может иметь твердость до 69-70 HRc.
Состав стали марки ХВ5: углерод (С) 1,3-1,35 %, марганец (Mn) 0,10-0,30 %, хром (Cr) 0,4-0,7 %, кремний (Si) 0,10-0,30 %, ванадий ( V) 0,2%, Вольфрам (W) 5%
Типичная твердость стали по Роквеллу для ножей XB5: 63–67 HRc.
сталь У10. Углеродистая инструментальная сталь. Применяется для изготовления инструментов, работающих в условиях, не вызывающих нагрева режущей кромки. Из стали У10 изготавливают: метчики ручные, рашпили, надфили, пилы для деревообработки, штампы для холодной штамповки, калибры гладкие, топоры.Сталь У10 можно отнести к классическому материалу лезвия.
Состав стали марки У10: углерод (С) 1,16 - 1,23 %, марганец (Mn) 0,17 - 0,280,17 - 0,33
Типичная твердость стали для ножей U10 по шкале Роквелла: 59 - 61 HRc.
сталь У8. Углеродистая инструментальная сталь. Применяется для изготовления инструментов, работающих в условиях, не вызывающих нагрева режущей кромки. Из стали У8 изготавливают: резцы, зенкеры, стамески, стамески, пилы продольные и дисковые, накатники, втулки, отвертки, плоскогубцы, бокорезы, топоры.Сталь У8, как и другие марки стали У, можно отнести к «классическому» материалу клинка.
Состав стали марки У10: углерод (С) 0,76 - 0,83 %, марганец (Mn) 0,17 - 0,28 %, хром (Cr) 0,2 %, кремний (Si) 0,139 - 0,0012 % ,%, Никель (Ni) 0,2%, Фосфор (P) 0,02%,
Типичная твердость стали по Роквеллу для ножей U10: 58 - 60 HRc.
Сталь 65Г. Пружинная сталь с добавлением марганца. Из стали 65Г изготавливают: рессоры, рессоры, упорные шайбы, тормозные ленты, фрикционные диски, шестерни, фланцы, корпуса подшипников, зажимные и подающие втулки и другие детали, требующие повышенной износостойкости, а также детали, работающие без ударных нагрузок. .Сталь 65Г не устойчива к коррозии, недолго держит лезвие, но обладает высокой ударной вязкостью. Из этой стали в основном изготавливают метательные ножи.
Состав стали марки У10: углерод (С) 0,62 - 0,7 %, марганец (Mn) 0,9 - 1,2 %, хром (Cr) 0,25 %, кремний (Si) 0,17 - 0,32 % ,%, Никель (Ni) 0,25%, Фосфор (P) 0,02%,
Типичная твердость стали для ножей 65G по шкале Роквелла: 55 - 58HRc.
Аналоги сталидля ножей 65Г в других странах: 1066, 1566, G15660 (США), 66Мн4, Ck67 (Германия).
См. ножи из 65G.
Импортные стали для производства ножей:
сталь UDDEHOLM ElMAX . Elmax Superclean — это коррозионностойкая порошковая инструментальная сталь Bohler Uddeholm. Сталь ELMAX давно присутствует на рынке и довольно популярна в производстве ножевых лезвий. По прочности эта сталь для ножей немного уступает стали М390 и приближается по свойствам к стали СРМ S30V.Elmax, безусловно, принадлежит к одной из самых передовых сталей для порошковой металлургии в мире. Благодаря повышенной чистоте, прочности и малому количеству карбидов сталь Elmax отлично держит заточку, устойчива к агрессивным средам.
Состав стали марки ElMAX : Углерод (C) 1,72%, Хром (Cr) 17,8%, Кремний (Si) 0,8%, Молибден (Mo) 0,99%, Ванадий (V) 2,99%, Никель (Ni) 0,15%, Вольфрам (W) 0,11 %, добавки редкоземельных металлов.
Типичная твердость стали по Роквеллу для ножей ELMAX: 60 - 61 HRc.
сталь UDDEHOLM VANADIS 10. Vanadis 10 — это известная порошковая сталь Bohler Uddeholm с высоким содержанием ванадия, которая уникальным образом сочетает в себе превосходную стойкость к истиранию и хорошую стойкость к сколам. Эта сталь производится методом порошковой металлургии, что приводит к очень низкому содержанию неметаллов. Uddeholm Vanadis 10 характеризуется хорошей обрабатываемостью и полируемостью, что в сочетании с хорошей размерной стабильностью при термообработке дает неоспоримые преимущества производителям режущего инструмента.
Uddeholm Vanadis 10 представляет собой стальной сплав
.хром, молибден и ванадий и имеющие
со следующими свойствами: чрезвычайно высокая абразивность
Износостойкость, высокая прочность на сжатие, очень хорошая ударная вязкость, хорошая ударная вязкость, очень хорошая стабильность закалки, хорошая стойкость к вторичному отпуску.
Ножи от Vanadis 10 отличаются высокой стойкостью к истиранию, высокой ударной вязкостью и ударной вязкостью, повышенной стойкостью к растрескиванию, выкрашиванию и заклиниванию.Лезвие клинка не садится очень долго, а заточку нож держит отлично.
Состав стали марки VANADIS 10: Углерод (C) 2,9%, Хром (Cr) 8%, Кремний (Si) 0,5%, Молибден (Mo) 1,5%, Ванадий (V) 9,8%, Вольфрам (W) 0,33%, добавки редкоземельных металлов.
Типичная твердость по Роквеллу для ножей VANADIS 10: 62 - 64 HRc.
сталь BOHLER м 390 МИКРООЧИСТКА . Это коррозионностойкая мартенситная хромистая сталь, полученная методом порошковой металлургии.Высокое содержание мелких, хорошо диспергированных карбидов Cr и V в основном материале, содержащем не менее 12 % хрома, дает следующие преимущества: высочайшая коррозионная стойкость, оптимальная износостойкость, отличная полируемость. Благодаря своему составу и технологии порошковой металлургии пильные полотна из стали Böhler M390 обладают очень агрессивным резом, высокой износостойкостью и отличной коррозионной стойкостью.
Состав стали марки б Ö HLER м 390 МИКРООЧИСТКА . : Углерод (C) 1,9 %, Хром (Cr) 20 %, Кремний (Si) 0,7 %, Молибден (Mo) 1 %, Марганец (Mn) 0,3 %, Ванадий (V) 4%, вольфрам (W) 0,6%, добавки редкоземельных металлов.
Типовая твердость стали для ножей от м 390 по шкале Роквелла: 61 - 64HRc.
сталь BOHLER N695. Это мартенситная хромированная нержавеющая сталь с высокой твердостью, износостойкостью и хорошей коррозионной стойкостью.Сталь Н695 производится методом электрошлакового переплава. Это хорошая сталь для ножей, которым нужна не только стабильная режущая кромка, но и устойчивость к ударным и боковым силам при повороте и поломке.
Типичная твердость стали для ножей из n 695 Роквелл: 57-60 HRc.
Стальные аналоги ножей марки n 695 в других странах: 440C, Z100CD17, SUS 440C, X105CrMo17, 5618, 5630.
сталь BOHLER K 340. Инструментальная сталь холодного формования от Böhler Uddeholm. Производится методом электрошлакового переплава (ЭШП). ЭПР обеспечивает снижение количества микро- и макросегрегаций, а также чистоту и однородность структуры. Преимущества стали К340: однородная структура по всему объему слитка; равномерные и минимальные изменения размеров; высокая вязкость для широкого спектра применений; повышенная прочность на сжатие и растяжение, что особенно важно для тяжелонагруженных инструментов; лучшая удобоукладываемость благодаря однородной структуре.
Состав стали марки К340: Углерод (С) 1,1 %, Хром (Cr) 8,3 %, Кремний (Si) 0,9 %, Молибден (Mo) 2,1 %, Ванадий (V) 0,5 %, Марганец (Mn) 0,4 % , добавки редкоземельных металлов.
Типичная твердость стали для ножей от K 340
Сталь D 2. Это инструментальная сталь с высоким содержанием углерода и хрома. Сталь D2 отличается высокой устойчивостью к износу, сжимающим нагрузкам и истиранию.Это одна из лучших и самых известных сталей для производства ножей в мире. Ножи известных фирм США и Японии изготавливаются из стали D2. Ножи из этой стали обладают отличным сцеплением лезвия и высокой коррозионной стойкостью. После термической обработки твердость лезвия из стали D2 находится в пределах 60-62 HRC. Ножи
D2 практически не ржавеют, но поскольку сталь не совсем соответствует нержавеющей стали (от 13% хрома), рекомендуется лезвия ножей протирать и не оставлять надолго во влажных местах.
Состав стали марки D 2: Углерод (C) 1,55 %, марганец (Mn) 0,35 %, хром (Cr) 11–12,5 %, кремний (Si) 0,45 %, молибден (Mo) 0,8 %, ванадий (V) 0,8 %.
Типичная твердость стали для ножей из D 2 по шкале Роквелла: 59 - 62HRc.
Стальные аналоги ножей марки D 2 в других странах: X12MF (Россия), SLD (Япония), X155CrMo12.1 (Германия), СКД-11 (Швеция).
.90 000 Сборка основного вагона - 90 001Основной
ХХ век - век атома и космических путешествий - это также век бурного развития автомобилестроения. Наблюдая на улицах и дорогах тысячи автомобилей различного назначения, трудно представить себе экономику современной страны без автомобильного транспорта, без машин скорой помощи, пожарных машин, автоцистерн и многих других автотранспортных средств. И все же, хотя создание транспортного средства, которое движется само по себе, долгое время было мечтой дизайнера, история настоящего автомобиля с полезной ценностью восходит к началу этого века.Первые попытки сконструировать транспортное средство, которое передвигалось своим ходом, предпринимались гораздо дольше. В 1600 году в Брюсселе Симон Стевин построил первое парусное судно. Менее чем через сто семьдесят лет - в 1769 году - француз Миколай Юзеф Кюньо сконструировал первый автомобиль с паровым двигателем. Своего очага у этой машины еще не было и для того, чтобы нагреть пар, нужно было разводить костер на земле под котлом. В последующие годы был создан ряд более или менее удачных паровых конструкций, конкуренцию которым во второй половине XIX века стали составлять электромобили.Автомобиль с бензиновым двигателем внутреннего сгорания был впервые построен в 1875 году Зигфридом Маркусом, но первый коммерческий автомобиль с бензиновым двигателем мощностью 0,55 кВт, высоковольтной системой зажигания и цепным приводом на задние колеса был построен только через десять лет. Кароль Бенц. 1885 – 1886 годы – прорывы в развитии автомобилестроения. Гот-либ Даймлер и Кароль Бенц после репетиции со своим первым «Настоящие автомобили», они основали две конкурирующие фабрики, позже известные своей продукцией во всем мире.В то же время автомобильная промышленность развивается во многих странах. Во Франции основаны компании Panhard-Levassor (1887), de Dion-Bouton и Peugeot. Чуть позже — только в 1894 году — создается первый американский производитель автомобилей — Duryea Motor Wagon Company. Вскоре после этого были основаны заводы Oldsmobil и Детройтская автомобильная компания, основанная Генри Фордом. Несмотря на сомнительную полезность выпускаемых в то время автомобилей, развитие автомобилестроения на рубеже 20-го века характеризуется исключительным динамизмом.Результаты спортивных мероприятий, проводившихся в то время, являются лучшим доказательством сооружений того времени. Первый мировой рекорд скорости, установленный в 1902 году на автомобиле с двигателем внутреннего сгорания (предыдущие принадлежали паровым или электрическим автомобилям), составил уже 122,4 км/ч. В 1909 году автомобиль Бенца превысил скорость 200 км/ч. Конечно, это было связано с постоянным совершенствованием конструкции автомобиля и методов производства. В Польше автомобильная промышленность стала развиваться намного позже.Первые польские образцы были созданы в Центральной автомобильной мастерской (ЦАМ), основанной в 1921 году. Они были построены инж. Легковые автомобили Тадеуша Танского CWS-T1 и CWS-T2. Однако серийно эти автомобили не выпускались. В 1926 году завод Урсус, производивший до сих пор двигатели внутреннего сгорания для сельского хозяйства, покупает лицензию итальянских грузовиков SPA и начинает выпуск 2-тонного грузовика под названием Урсус - тип А. Также в Урсусе в 1930 году запускается производство двигателей на основании лицензии компании Saurer.Эти двигатели устанавливались на импортные шасси той же фирмы. С 1928 года Ursus организационно входит в состав Państwowe Zakłady Inżynierii (PZInż), которое также производит легковые и грузовые автомобили по лицензии итальянской компании FIAT. Это пассажирские модели 508-III и 518, а также грузовые модели 621 и 618. На базе этих моделей на ПЗИнж было изготовлено множество производных вариантов, в том числе 20-местный автобус. В 1935-1939 годах было разработано много польских конструкций. Это были: прототип большого легкового автомобиля типа LS, прототип грузового автомобиля грузоподъемностью 4,5 тонны, автомобильные двигатели типа 403 и типа 705, мотоциклы Sokół 200, Sokół 600, M-lll и другие.В июле 1939 года началось расширение заводов с целью выпуска 10 000 грузовиков в год. Однако все эти достижения были уничтожены во время войны. После войны польскую автомобильную промышленность пришлось восстанавливать с нуля. Для восстановления разрушенной страны были необходимы все виды транспорта, особенно автомобили. Еще в 1946 году было принято решение о запуске производства грузовика собственной разработки. Под наблюдением инженера Яна Вернера в Лодзи и Варшаве готовится документация грузового автомобиля с грузоподъемностью. 3,5 т, отмечен символом Star 20.Тот факт, что первые 10 автомобилей были выпущены в Стараховицах в 1948 году, несмотря на чрезвычайно тяжелые условия, доказывает необычайное усилие, энтузиазм и высокое мастерство людей, строивших в те годы нашу автомобилизацию. Регулярное производство Starów началось в 1949 году. Три года спустя - в 1951 году - на только что построенном заводе Samochodow Osobowych в Варшаве была собрана пробная серия автомобилей FSO Warszawa, строительство которых велось по советской лицензии. В том же году в Люблине началось производство 2,5-тонных грузовиков FSC Lublin, также по советской лицензии, Дальнейшее развитие польской автомобильной промышленности включает в себя не только модернизацию заводов в Стараховицах, Варшаве и Люблине, но и запуск новых заводов, таких как Sanocka Fabryka Autobusów, Jelczańskie Zakłady Samochodowe, Завод транспортных средств доставки в Нысе, Fabryka Mechanizmów Samochodowych в Щецине и многие другие.На смену Old 20 пришли Star 21, Star 25, Star 27, Star 28 и 29 и Star 200. В то же время семейство Star пополнилось множеством производных конструкций, включая саморазгружающиеся грузовики, тягачи, цистерны, фургоны, автобусы и др. Был построен внедорожник Star 66, а затем его более новые варианты - Star 660M1 и Star 660M2. В настоящее время выпускается современный внедорожник Star 266. Разработка лицензионной Варшавы, помимо модернизации базовой машины (верхнеклапанный двигатель, измененный кузов и т.), дали целый ряд производных автомобилей - машины скорой помощи, микроавтобусы (Ныса), микроавтобусы (Жук) и т.д. Автобусы San, Jelcz и Sanok, автомобили большой вместимости A80 и Jelcz 315, популярный легковой автомобиль Syrena – следующие этапы развития нашего автомобилестроения. Каждая из этих машин производилась в разных вариантах и постепенно модернизировалась. На базе автомобиля Jelcz 315 было создано семейство автомобилей большой вместимости — десятитонный Jelcz 316 с дополнительной поддерживающей третьей осью, седельный тягач Jelcz 317, автоцистерна и многие другие.Покупка лицензии на легковой автомобиль Polski Fiat 125p в Италии в 1965 году имела большое значение для развития польского автопрома. Приобретение этой лицензии вместе с современной технологической документацией и машинным парком привело к модернизации не только Варшавского FSO, но и многих сотрудничающих с ним небольших автомобильных заводов. Польский Fiat 125p стал символом современности польского автомобилестроения. Экспортируется во многие страны, собирается польскими командами в Югославии, он также является предметом постоянной разработки дизайнеров FSO.На его базе выпускались версии универсал и пикап, а также скорая помощь. Было много модернизационных изменений кузова и шасси. Широкие возможности экспорта и сотрудничества (особенно с Югославией), связанные с производством польского Fiat 125p, стали стимулом для еще более быстрого развития польской автомобильной промышленности. В 1971 году с заводами FIAT было подписано лицензионное соглашение на производство популярного польского автомобиля Fiat 126p, предназначенного для самой широкой аудитории. Polskie Fiaty 126p производится на недавно построенных заводах в Бельско и Тыхах.В настоящее время они являются самыми популярными автомобилями на наших дорогах. В рамках соглашения с заводами FIAT сборка других автомобилей этой фирмы (из импортных деталей) была налажена в Польше в 1971-76 гг. Польские автомобили Fiat 127p собирались на Fabryka Samochodow Małolitrażowych в Бельско, а польские автомобили Fiat 128p, 131p и 132p - на FSO в Варшаве. При этом продолжаются работы по модернизации выпускаемых моделей и подготовке новых. Конструкторы из ФСО в сотрудничестве со специалистами финского FIAT разработали новую модель легкового автомобиля под названием «Полонез».Его производство началось в 1978 году, не прерывая производства польского Fiat 125p. Polonez — автомобиль с совершенно новым кузовом, полностью отвечающим современным тенденциям развития в плане эстетики и эргономики, а также пассивной безопасности. Пять версий двигателя в разработке, улучшенное шасси и тщательная антикоррозийная защита делают «Полонез» вполне современным автомобилем, который может успешно конкурировать с автомобилями известных европейских компаний.Особенно динамичное развитие автомобильной промышленности в последнее десятилетие затронуло также грузовые автомобили и автобусы. В 1972 году было заключено лицензионное соглашение с французской компанией Berliet на производство автобусов большой вместимости. В Елчанских заводах Самоходове была начата сначала сборка автобусов Jelcz-Berliet PR 100 французской постройки, а затем производство автобусов Jelcz-Berliet PR 110, сконструированных совместно польскими и французскими специалистами.Эти автобусы вместе с современными Autosan H9 из Санока, способствовал полной модернизации подвижного состава предприятий связи.Одновременно с сотрудничеством с французской компанией Berliet Jelczańskie Zakłady Samochodowe установили контакт с австрийской компанией Steyr. В результате этого сотрудничества в Елче создается современное семейство крупнотоннажных автомобилей Jelcz-Steyr. Завод грузовиков в Стараховицах наладил сотрудничество со шведской компанией Volvo. Завод по производству сельскохозяйственных автомобилей Tarpan был основан в Антонинеке недалеко от Познани. На Заводе грузовиков в Люблине производится семейство новых развозных фургонов.Фургон «Ныса» производства FSD в Нысе проходит модернизацию. И ведь польский автопром — это не только автомобили. Мы также производим мотоциклы и мопеды, широкий ассортимент автомобильных прицепов, созданы заводы, специализирующиеся на производстве агрегатов, таких как коробки передач (Тчев), рулевые механизмы и карданные валы (Щецин), амортизаторы (Кросно) и другие. Развитие производства идет рука об руку с развитием автомобильной техники – СТО, ремонтных заводов и т.д.Столь значительное развитие автомобилестроения в Польше тесно связано с общим экономическим развитием страны и является его необходимой составляющей. Важно понимать, что автомобиль — это средство сообщения, которое проходит там, где нет ни железной дороги, ни самолета. Никакие другие транспортные средства не могут выполнять задачи, которые выполняют автомобили, например, в строительстве, торговле или связи. Сегодня легковые автомобили и автобусы вносят больший вклад в решение сложных коммуникационных задач, чем железные дороги и авиация.Поэтому степень «автомобилизации» страны в настоящее время является одним из основных показателей экономического уровня общества. Наряду с развитием автомобилестроения наблюдаются изменения в конструкции транспортных средств с целью улучшения их эксплуатационных возможностей и повышения комфорта и безопасности использования. Увеличивается грузоподъемность грузовых автомобилей, увеличивается количество разновидностей автомобилей, приспособленных к специализированному транспорту и для выполнения строго определенных задач. Цель состоит в том, чтобы максимально увеличить межремонтный пробег, упростить и сократить количество необходимых мероприятий по техническому обслуживанию и сократить время погрузочно-разгрузочных работ.Эти тенденции проявляются, в том числе, в повышении долговечности узлов, устранении узлов, требующих периодической смазки, применении саморазгружающихся и автоматических погрузочных машин, использовании контейнеров и т. д. Наряду со стремлением к улучшению эксплуатационных свойств автомобилей все больше внимания уделяется обеспечению максимальной безопасности и комфорта вождения. Поэтому особое значение приобретают проблемы надежности тормозной и рулевой систем, устойчивости движения автомобиля, конструкции кузова, обеспечивающей максимальную безопасность в случае аварии.Обязательно использование ремней безопасности, разработаны более эффективные фары, направленные на устранение ослепления водителей встречных транспортных средств. Забота об улучшении ездового комфорта проявляется, прежде всего, в разработке конструкции подвесок, сидений, улучшении шумоизоляции и т. д. Не так давно к ездовому комфорту относились как к привилегии легковых автомобилей, учитывая, что в грузовых автомобилях оно является второстепенным делом. Развитие автомобильных перевозок дальнего следования повлекло за собой необходимость обеспечения наилучших условий труда водителя и комфорта пассажиров.Стало очевидным, что вопросы комфорта и, следовательно, снижения утомляемости водителя тесно связаны с вопросами безопасности дорожного движения. Поэтому в современных автомобилях им придается большое значение.
.Расшифровка стали9хф. Хорошая сталь? Методы термической обработки инструментов для резки дерева
Шухер 12 июня 2013 г. 21:33
нормальный нож
в смысле?
djdfy29 12.06.2013 21:39
может товарищ подумал о катане?
Деман 12.06.2013 21:39
Владельцу ножа это нравится.
Это только мое мнение, основанное на опыте, не более того.
тэппо 12.06.2013 21:46
Когда-то делал вот такую пилу.Мягкий.
никола 12.06.2013 21:54
Скорее всего 9hf или 6hf.
Удод 12.06.2013 22:19
Требуется преобразование. Все инструменты для деревообработки не очень твердые, но сталь хорошая.
kirsan_kaifat 12.06.2013 22:33
9hf с высокой вероятностью 45-49 HRC
teppo 06.12.2013 22:46
цитата: Требуется конвертация.
Эти полотна тонкие, перегрев не очень комфортный.Только короткие лезвия.
46-росси-46 13-06-2013 05:39
Спасибо всем!
Ва-78 13-06-2013 10:36
цитата: нормальный нож будет от такой пилы?
ТАК. Сведение тоньше, а угол - чуть больше. И все работает нормально.
Насчет мягкости не соглашусь - люблю формировать ножи RC бархатным напильником и дорабатывать их тонким камнем. При должной заточке ОК - хоть финны, хоть кухонные работники.
Шир3000 13.06.2013 12:24
Если позвоните, вставлю свои 5 копеек:
на фото - рамная пила, твердость и сталь тут выше уже указали 9HF, 45-49 HRC.
Ну, а теперь главная засада: эта пила уже неплохо поработала, выпущена последовательно, так что выжать из нее даже 45 единиц будет очень тяжело.... только перезакалывать, а там пляски с бубном.
Из такой пилы я сделал 4 ножа, ни один из них не подходит даже для чистки картошки.
ТЕМА Минск 13-06-2013 12:37
Я носил такую пилу на дюрометре. Он показал 44 единицы и ни одной больше.
Я сделал из него мачете. Но это правда, дядя уже три месяца не может забрать, так что ответа пока нет.
А один знакомый сделал из такой пилы несколько ножей, и заодно напильником скрутил скосы. Я, например, не понимаю этой мягкости для ножа...
степной охотник 13-06-2013 13:45
Случайно зацементирован? (тогда есть смысл точить с одной стороны для работы с карбоновым слоем)
vlad27k 13-06-2013 14:16
зона закалки спасет отца русской демократии цементировать не надо, сталь нормальная
Шыр3000 13-06-2013 14:17
Цитата: Изначально написано steppehunter:
случайно не зацементировал?
к черту эти танцы??? если можно сделать затирку, можно сделать и закалку... а 9HF каленый и так нормальный
[e-mail protected] 13 июня 2013 г. 17:25
Может u7a или 6fx, сталь не очень и полотно тонкое судя по фото.
Миколай72 13.06.2013 17:51
Цитата: Первоначально написал nik ol:
Скорее всего 9hf или 6hf.
Пост номер 6.
Shyr3000:
эта пила уже неплохо работала, выпускалась последовательно так что выжать из нее даже 45 будет очень тяжело....только для перезакалки
Несколько таких я себе сжег.В Дамаск.Когда дострою горн
Mikołaj72 14.06.2013 05:51
46-росси-46 14.06.2013 06:32
цитата: Первоначально написал Николаич72:
Если не возражаете, можно я вставлю одно ваше фото в свою тему?Я не сразу сфоткал свои пилы, а сейчас они все обрезаны .
Конечно.
Большой Брат 14.06.2013 11:54
Сталь хорошая, но ее нужно разогревать, из нее можно делать зубила.
степной охотник 18.06.2013 22:29
Я хотел сказать, что его можно предварительно зацементировать.
сергрусский 27.02.2014 21:08
Я делал ножи из точно такой же пилы. Резка дерева в целом отличная, легко обрабатывается, точится. Для повседневного хозяйственного ножа - в самый раз. Не закаленный, ничем не обработанный.Но они ржавеют только в пути, требуют небольшого ухода. Большой Брат 28.02.2014 6:23
цитата: Делал из такой пилы ножи, делал только зональную закалку, но нужно только нагреть осторожно, где-то до вишневого цвета и в масле в воде обязательно сломается
С 780 ищу словари, в т.ч. Это правда. В масле твердость хорошая. Порез кажется мне мыльным с этой сталью.
Существует несколько марок инструментальных сталей с преимуществами и недостатками, которые хорошо подходят для изготовления ножей.Характеристики стали 9хс основаны на включениях легирующих элементов кремния и хрома. Что значительно повышает его производительность. Эта сталь обладает такими свойствами, что ее можно использовать в производстве элементов, к которым предъявляются серьезные требования по гибкости, прочности на изгиб и износостойкости.
Ассортимент ножей, используемых в быту, сегодня достаточно велик. Конечно, при выборе клинка в магазине мало кто обращает внимание на тип стали. Этим «страдают» только любители острого оружия.Если вы видите в магазине нож от 9xc, можете смело покупать его себе в пользование. Ведь особенности этого бренда говорят сами за себя.
Эта марка используется в производстве измерительного и режущего инструмента. Изготовлен из:
- Дрель
- Станки для нарезки резьбы
- ножи
- Штамповочные и испытательные устройства
И конечно ножи.
ВАЖНО: Обозначение марки 9хс указывает на то, что сталь содержит 0,9% углерода, а буквы рядом с цифрой говорят о наличии в составе хрома (Х) и кальция (С).
Аналоги
Зарубежные аналоги:
Лезвия из этой стали идеально подходят для рыбалки, охоты и сбора грибов. Их можно использовать во время туристических поездок. В отличие от более популярных марок, ножи из 9хс методом ковки более надежны и хорошо переносят агрессивные условия окружающей среды.
Инструментальные сталисегодня широко используются. Они очень долговечны. Благодаря этому они получили широкое распространение.Современная промышленность позволяет производить несколько марок инструментальной стали. Материал, описанный в этой статье, обладает всеми необходимыми свойствами для изготовления ножей. Благодаря своим свойствам они в несколько раз превосходят ножи из подшипниковой стали.
Свойства материалов
В качестве основной легирующей добавки в такую сталь используетсяХром. Его количество колеблется в пределах 0,95-1,25%. Хром делает сталь прочной и долговечной. Кроме того, он защищает железо от коррозии. Аналогичным эффектом обладает кремний.Количество этого вещества в 9xc достигает 1%. Кремний повышает порог прочности, снижая уровень твердости и пластичности.
Недостатком стали является то, что она не подходит для сварных конструкций. Единственно возможный способ применения сварки для такого сплава – контактный. Также важно использовать сталь этой марки при нормальных температурных условиях. Он теряет свои качества при высоких температурах.
Преимущества бренда:
- Более равномерное распределение карбидов в поперечном сечении.Что дает этому бренду значительное преимущество в производстве вырезанных из него вещей.
- Сталь практически не влияет на внутренние дефекты. Что может сломать нож и ухудшить важные характеристики лезвия.
- Повышенная твердость в отожженном состоянии.
При термообработке очень важен контроль температуры. Поэтому все работы с металлом ведутся в электропечах с автоматическим регулированием температуры.
После выполнения всех необходимых работ изделие подвергается структурно-металлографическому контролю и рентгеноструктурному анализу.Хотя ворсинки в стали 9хс практически отсутствуют, важно проверить ее структуру на качество. После такой проверки вы можете быть уверены, что стальной клинок прослужит вам верой и правдой долгое время.
Закалка и заточка
- Одним из основных недостатков этой стали является сложность соблюдения температурного режима при работе с ней. Сталь очень капризна и требует особого подхода. Техническая закалка изделий является важным этапом производства ножей.Если нож перегреется, он станет ломким. А при недогреве быстро тускнеет. Соблюдение «золотой середины» — важное условие работы с этой статьей.
Свечение лезвия не должно быть очень сильным. Хороший мастер выполнит неполную, но частичную закалку. Лезвие должно подвергаться большему нагреву, чем приклад.
- Заточка готового клинка не менее важная часть в изготовлении ножа, чем его закалка. Для этой стали подходят два варианта заточки:
- До 00.Заточка кончиком шлифовального круга до достижения HRC 62 - 64. Это самые высокие значения для металлических ножей. Тогда они найдут свое применение там, где важна идеальная заточка.
- Ниже 450. Этот тип заточки используется для электрических лезвий. Которым можно рубить ветки, открывать консервы и т.д. После такой заточки лезвия быстро затупятся, но они подходят для более тяжелой эксплуатации. Ножи с такой заточкой считаются походными ножами и помогают в дикой природе.

Преимущества ножей 9xc
Многие выбирают ножи из этой стали, потому что они сделаны не штамповкой, а настоящим ручным трудом. Кузнецы, работающие с этой сталью, замечают ее стойкость. Но если они могут это остановить, лучшим решением для изготовления ножей становится. И вы можете быть уверены, что эта сталь, пропитанная живой энергией и силой, поможет создать эксклюзивный и неповторимый нож. Который можно использовать дома или в подарок.
Почему на Руси любили мачете, хукри, паранги или боло? Ведь на Руси было очень хорошее, ничем не хуже рубяще-колющего острое оружие - тесак. А как разновидность тесаков - короткие и легкие палаши. Как сделать тесак?
Колун - Палаш не только отличное клинковое оружие, но и полноценный помощник в любом походе - он острый как бритва и крепкий как короткий меч, надежный и прочный, если из соответствующей стали, например советской закалки 9ХФ .
Необходимость тесуна-бренда для выживания-автономной-тайги очевидна, поэтому области его применения перечислять нет необходимости. Отдельно можно отметить, что изображённый в фильме палаш не является холодным оружием, по законодательству РФ на отдельном основании - его "коромысло" от оси клинка выше 15 мм. Проверка заточки в полевых условиях выявила все уникальные свойства стали, из которой изготовлен палаш.
Советская сталь 9ХФ заслуживает отдельного рассмотрения.
Современная сталь этого типа не идет ни в какое сравнение со сталью советского периода. Более того, поскольку сталь 9ХФ применялась для резки других сталей, ресурс ее качества был беспрецедентным в советское время. Его применяли не только для резки других сталей. Да, сталь 9КФ не сварилась. Однако качество, температура и пластические свойства этой стали сделали ее оптимальным выбором для лесозаготовительных лесопильных заводов. Почему?
Здесь важна одна деталь.А именно строительство лесопильных заводов, что привело к тому, что не было лучшей стали для использования в них, чем сталь 9ХФ.
Таким образом, конструкция пилорамы Р-63 была специфической (таковой она и осталась до сих пор), сложной, вечной, но не очень удобной в обслуживании. В случае поломки какой-либо из пил приходилось перенастраивать весь вес пилы, что приводило к простою пилорамы, а учитывая, что в СССР рубкой в основном занимались заключенные на зонах, такие простои не способствовали повышение карьеры своих начальников.Да и поставка новых диких пил была проблематичной.
| Интересный факт по этому поводу: местами Р-63 настраивали, как ни парадоксально, обреченные музыканты. Полотна 9xf были все промышленные, сцепление в раме было одинаковым, но разница натяжения имела небольшой провис. По ГОСТу все получилось хорошо, и ресурс полотна очень приличный. Однако иногда случались казусы из-за несовершенства человеческого настроя пилы.Вот и для обреченных, не умеющих точить качественные стальные лезвия, чтобы быстро получить их с производства, хотя по замыслу надо было ОПЕРАТИВНО, придумали использовать лезвия из стали 9ХФ, которая отлично держит заточку. и невероятно гибкая и прочная, а под ручками размещены бритвенные лезвия, которые позволяют регулировать раму своеобразным камертоном: тот самый звук лезвий в раме получился, рама завелась, срок службы начинки получилось огромное - все лопасти вытягивались одинаково - на одних лопастях перегрузки не было, а на других отсутствовали.Срок службы стали 9хф по дереву огромен. |
Лесопилки Р-63 ушли в прошлое, как только перестали выпускать знаменитые полотна советской марки 9ХФ. Современные пилы, заявленные как изготовленные из 9ХФ, даже строго не обладают свойствами старой стали: у них неправильный состав и неправильная закалка, соответственно и свойства у них не те. В деревнях и заброшенных лесопилках кое-где мои дедушки и бабушки оставили целые холсты или фрагменты советских полотен.
Ремесленники, зная об удивительных свойствах этой стали, собирают ее, как и где могут - в деревнях и заброшенных зонах. Вот его характеристики:
Это марка стали 9ХФ советского периода, которую можно рекомендовать любому автопроизводителю «Тайга» для изготовления тесака или ножа, потому что при фантастической гибкости она имеет потрясающую твердость, держит лезвие заточенным до полугода (если, конечно , камни и песок не измельчаются) и не теряет своих свойств в условиях низких температур Арктики, Крайнего Севера, Сибири и Дальнего Востока.
| сталь марки | Тип поставки Поковки - ОСТ 24.013.20–90, ОСТ 24.013.21–85, ОСТ 24.013.04–90. Сортовой прокат - ГОСТ 5950-2000. | |||||||||||||||||||||||||||||||||||||||
| Массовая доля элементов, % | Критическая температура балла, ºС | |||||||||||||||||||||||||||||||||||||||
| Механические свойства при комнатной температуре | ||||||||||||||||||||||||||||||||||||||||
| Режим термообработки | ||||||||||||||||||||||||||||||||||||||||
| Операция | Охлаждение | |||||||||||||||||||||||||||||||||||||||
| ГОСТ 5950–2000 | Не указано | |||||||||||||||||||||||||||||||||||||||
| Стандартизация | Не указано | |||||||||||||||||||||||||||||||||||||||
| Закалка с помощью TFC | ||||||||||||||||||||||||||||||||||||||||
| Закалка с помощью TFC | ||||||||||||||||||||||||||||||||||||||||
| Стандартизация | Не указано | |||||||||||||||||||||||||||||||||||||||
| Стандартизация | Не указано | |||||||||||||||||||||||||||||||||||||||
| 1 Твердость рабочего валка. 2 Твердость опорных роликов. 3 Твердость бинтов. | ||||||||||||||||||||||||||||||||||||||||
| Визит, встреча. Пилы рамные, ленточные, дисковые, ножи для холодной резки металла, штампы и пуансоны для холодной резки заусенцев, стержней и др. (ГОСТ 5950–2000). Валки рабочие и опорные диаметром более 800 мм для холодной прокатки металла (ОСТ 24.013.20-90). Валки рабочие рельсобалочных, крупносортных и проволочных станов и горячекатаных профильных станов, подверженные интенсивному износу и работающие в условиях минимальных или умеренных ударных нагрузок (ОСТ 24.013.21-85). Валки рабочие, подкладные и бандажи составных листовых опорных валков, редукционные и профильные валки для горячей прокатки металла (ОСТ 24.013.04-90). | ||||||||||||||||||||||||||||||||||||||||
| силы, | термическая обработка | Ударная вязкость, KCU, Дж/см2, | термическая обработка | |||||||||||||||||||||||||||||||||||||
| Технологические характеристики | ||||||||||||||||||||||||||||||||||||||||
| Охлаждение готовых поковок | ||||||||||||||||||||||||||||||||||||||||
| Тип промежуточного продукта | Температура интервал поковки, ºС | слитки | с пустым | |||||||||||||||||||||||||||||||||||||
| Размер сечения, мм | Условия охлаждения | Размер сечения, мм | Условия охлаждения | |||||||||||||||||||||||||||||||||||||
| Все размеры | Рекристаллизационный отжиг, два переохлаждения, отпуск | В эфире | ||||||||||||||||||||||||||||||||||||||
| пустой | ||||||||||||||||||||||||||||||||||||||||
| Свариваемость | Обрабатываемость | Чувствительность Floken | ||||||||||||||||||||||||||||||||||||||
| Не применимо к сварным конструкциям. | Отжиг при ≤ 255 HB, σB = 690 Н/мм2 К√ = 0,9 (твердый сплав), K√ = 0,6 (быстрорежущая сталь) | чувствительный | ||||||||||||||||||||||||||||||||||||||
| Склонность к отпускной хрупкости | ||||||||||||||||||||||||||||||||||||||||
stalmaximum.ru
Сталь 9ХС, описание свойств и режим упрочнения, термообработка
Сталь 9ХС, описание свойств и режим упрочнения, термообработка
| Химический состав в % стали 9ХС | ||
| С | 0,85 - 0,95 | |
| Си | 1,2 - 1,6 | |
| Мн | 0,3 - 0,6 | |
| Никель | отдо 0,35 | |
| С | отдо 0,03 | |
| П | отдо 0,03 | |
| Кр | 0,95 - 1,25 | |
| Пн | до 0,2 | |
| Ш | до 0,2 | |
| В | до 0,15 | |
| Ти | отдо 0,03 | |
| Медь | отдо 0,3 | |
| Fe | ~ 94 | |
Расшифровка марки стали 9ХС: первая цифра указывает на то, что сталь содержит 0,9% углерода, а буквы Х и С указывают на то, что данная марка содержит до 1,5% хрома и кремния, поэтому становится понятно, что это легированная сталь .
Инструмент из стали 9ХС и его термическая обработка: протяжки из быстрорежущей и легированной стали марок Х12М, ХВГ, Х, ХГ и 9ХС.
Для уменьшения деформации протяжки обычно подвергают двум термическим обработкам: первой после предварительной обработки и второй после последующей обработки.
Твердость режущей части протяжки из легированной стали Rc = 61-64, передней части хвостовика Rc = 35-45.
Для всех марок стали при термообработке протяжек необходимо соблюдать следующие правила:
1.Протяжки для всех операций (кроме правки) должны находиться в подвешенном состоянии.
2. Окончательный нагрев протяжек производят в соляных ваннах для малых размеров и в шахтных печах для больших размеров. В случае их отсутствия и применения горизонтальных печей нагрев следует производить на огнеупорных подставках, при этом протяжки следует периодически поворачивать вокруг своей оси для обеспечения равномерного нагрева.
3. Правку протяжек после закалки и отпуска производить в горячем состоянии.
4. Правку после очистки проводить нагревом сварочной горелкой до температуры отпуска.
5. Перемещайте подвешенный протяжной материал вверх и вниз, охлаждая его во время отверждения.
Файлы. Для производства напильников используется также сталь 9ХС, а дополнительно углеродистые, легированные и малоуглеродистые стали с последующим науглероживанием.
Для закалки напильники нагревают в свинцово-солевых ваннах и в камерных печах.Для защиты зубцов файла от обезуглероживания используются специальные покрытия, которые наносятся на надрезанную часть файла. Эти покрытия содержат науглероживающие и связующие вещества.
Напильники с покрытием сушат рядом с печью и осторожно помещают в печь на огнеупорную подставку, чтобы не повредить покрытие. Будьте осторожны при нагревании в свинцовых ваннах.
Защита от обезуглероживания покрытиями имеет ряд отрицательных моментов:
1.Измельчение лакокрасочных материалов и подготовка покрытия являются очень трудоемкими операциями и требуют специального оборудования (мельницы, желоба и др.).
2. Неосторожное обращение может привести к частичному выкрашиванию и в этих местах зубья файлов не будут защищены от обезуглероживания.
Погружение файлов в водный раствор кислот намного проще и гарантирует защиту от ожогов.
Раствор по объему составлен следующим образом: серная кислота (концентрированная) 7%; азотная кислота (концентрированная) 7%; вода 86%.
Файлы протравливаются в растворе в течение 10-15 минут, затем высушиваются возле духовки и прогреваются до затвердевания. При нагреве соблюдайте нижний предел температуры.
Напильники из легированной стали, закаленные в масле; Напильники из углеродистой стали, науглероженные - в воде (до полного охлаждения) и напильники из высокоуглеродистой стали охлаждают в воде до температуры 140-180° с последующей горячей правкой и охлаждением на воздухе.Напильники при температуре 140-180° хорошо правятся деревянным молотком или в специальном приспособлении. Кроме того, медленное охлаждение файлов с температуры 140-180° снижает возможность образования трещин.
Охладить в воде только надрезанную часть, а рукоять после потемнения замочить, чтобы она не затвердела.
Асимметричные напильники должны быть согнуты в направлении, противоположном вогнутости, перед закалкой, например, полукруглый напильник сгибается к плоской кромке перед закалкой.Цементные пилки легко выпрямляются в холодном состоянии. Файлы не закаливаются, а очищаются сразу после закалки.
В учреждениях, оснащенных соответствующим оборудованием, для очистки напильников применяют пескоструйные аппараты. На заводах, где нет специального оборудования, очистку производят травлением в слабом растворе серной кислоты с последующим крацеванием проволочными щетками. После травления файлы промывают под проточной водой, просушивают и смазывают минеральным маслом, эмульсолом и т.п.для защиты от ржавчины.
Для защиты напильников от ржавчины можем порекомендовать следующий способ: натертую белизну, к которой примешивают небольшое количество сажи, растворяют в бензине, и погружают в него напильники с частым перемешиванием раствора. После высыхания бензин быстро испаряется и на напильниках остается слой светло-серой краски.
Если стержень напильника твердый, после очистки его закаляют в свинцовой ванне до твердости не выше Rc = 35.
Напильники испытывают на остроту зубьев следующим образом: стальную пластину твердостью не менее Rc = 54 кладется на напильник от кончика до стержня.Пластина должна быть вровень с напильником и иметь царапины. На файле не должно быть следов сколов или сколов зубьев.
Твердость каждого напильника проверяется стальной пластиной при выпрямлении или извлечении из воды. Благодаря такому методу контроля брак выявляется в самом начале его появления. Наличие трещин определяют постукиванием напильником по наковальне или металлической пластине. Если есть трещины, файл издает глухой звук.
Когда у многих напильников, особенно личных, после закалки одна сторона оказывается мягкой, а другая твердой, причину брака следует видеть в высокой твердости накладки, на которой нарезается напильник, так как зубья становятся тупится при резке.
Стали 85HF, 65X, 6XV2S, XG, XV5, 9XS, U8A и U10A используются для изготовления концевых фрез, концевых фрез и спиральных сверл.
Нагрев концевых фрез и закалочных сверл лучше производить в соляных ваннах, а при их отсутствии - в камерных печах.
Насадные фрезы полностью закалены, а у концевых фрез и спиральных сверл закалена только рабочая часть. Хвостовая часть не закалена. Инструмент выпускают из углеродистой стали при 220-260° и из легированной стали при 240-280°.Держите в духовке 20-60 минут. Требуемая твердость Rc = 56-58. Сверла, режущие части которых затачиваются напильником, отпускают при температуре 320-360°. Требуемая твердость Rc = 45-50.
| Краткие номера: | ||||||||||
| св | ε | 90 283 90 278 90 279 σ0,05 90 280 | - предел упругости, МПа | 90 279 иен 90 280 | 90 283 90 278 90 279 σ0,2 90 280 | 90 279 σизг 90 280 | ||||
| 5, δ4, δ10 | 90 279 σ-1 90 280 | 90 283 90 278 90 279 σco 0,05 и σco 90 280 | Дж-1 | |||||||
| ν | - относительное смещение, % | н | ||||||||
| св | R и ρ | |||||||||
| ψ | - относительное сужение, % | м и | м||||||||
| KCU и KCV | Т | |||||||||
| СТ | л и λ | |||||||||
| НВ | - твердость по Бринеллю | С | ||||||||
| ВН | - твердость по Виккерсу | пн и р | - плотность кг/м3 | |||||||
| Твердая сталь | но | |||||||||
| ХРБ | 90 279 σtТ 90 280 | |||||||||
| ВСД | - Твердость по Шору | 90 279 г | 90 283 90 998 90 284 | |||||||
| 90 280 | 90 280 | 90 280 | Закалка стали 90 280 | 90 280 90 365 90 280 90 365 | ||||||
| 90 280 | 90 280 | 90 280 | ||||||||
| Инструмент 90 280 | 90 280 | 90 280 | оч- 90 280 | 90 280 | ||||||
| 90 280 | 90 280 | нагрев, °С 90 280 | 90 280 | 90 280 | 90 280 | |||||
| 90 280 | 90 280 | 90 280 | 90 280 | 90 280 | Суп Окружающая среда, 90 280 | 90 280 | 90 280 | |||
| 90 280 | 90 280 | 90 280 | 90 280 | 90 280 | 90 280 | 90 280 | 90 280 | 90 280 | ||
| Ножовки: 90 280 | 90 280 | 90 280 | 90 280 | 90 280 | 90 280 | 90 280 | 90 280 | 90 280 | 90 280 | |
| разведенный зуб | ||||||||||
| плоский зуб 90 280 | 90 280 | 90 280 | 90 280 | 90 280 | 90 280 | 90 280 | 90 280 | 90 280 | 90 280 | |
| Циркулярные пилы 90 280 | 90 280 | 90 280 | 90 280 | 90 280 | 90 280 | 90 280 | 90 280 | 90 280 | 90 280 | |
| Ленточные пилы: 90 280 | 90 280 | 90 280 | 90 280 | 90 280 | 90 280 | 90 280 | 90 280 | 90 280 | 90 280 | |
| ребристый | ||||||||||
| столярные изделия 90 280 | 90 280 | 90 280 | 90 280 | 90 280 | 90 280 | 90 280 | 90 280 | 90 280 | 90 280 | |
| Строгальные ножи 90 280 | 90 280 | 90 280 | 90 280 | 90 280 | 90 280 | 90 280 | 90 280 | 90 280 | 90 280 | |
| 90 280 | 90 280 | 90 280 | 90 280 | 90 280 | 90 280 | 90 280 | 90 280 | 90 280 | 90 280 | |
| 90 280 | 90 280 | 90 280 | 90 280 | 90 280 | 90 280 | 90 280 | 90 280 | 90 280 | 90 280 | |
| 90 280 | 90 280 | 90 280 | 90 280 | 90 280 | 90 280 | 90 280 | 90 280 | 90 280 | 90 280 | |
| 90 280 | 90 280 | 90 280 | 90 280 | 90 280 | 90 280 | 90 280 | 90 280 | 90 280 | 90 280 | |
| 90 280 | 90 280 | 90 280 | 90 280 | 90 280 | 90 280 | 90 280 | 90 280 | 90 280 | 90 280 | |
| Зубила 90 280 | 90 280 | 90 280 | 90 280 | 90 280 | 90 280 | 90 280 | 90 280 | 90 280 | ||
| 90 280 | 90 280 | 90 280 | 90 280 | 90 280 | 90 280 | 90 280 | 90 280 | 90 280 | 90 280 | |
| спираль 90 280 | 90 280 | 90 280 | ||||||||
| 90 280 | 90 280 | 90 280 | 90 280 | 90 280 | 90 280 | 90 280 | 90 280 | 90 280 | ||
| винт 90 280 | 90 280 | 90 280 | 90 280 | 90 280 | 90 280 | 90 280 | 90 280 | 90 280 | 90 280 | |
| 90 280 | 90 280 | 90 280 | 90 280 | 90 280 | 90 280 | 90 280 | 90 280 | 90 280 | 90 280 | |
| Полые долота 90 280 | 90 280 | 90 280 | 90 280 | 90 280 | 90 280 | 90 280 | 90 280 | 90 280 | 90 280 | |
| Фрезерные цепи 90 280 | 90 280 | 90 280 | 90 280 | 90 280 | 90 280 | 90 280 | 90 280 | 90 280 | 90 280 | |
| 90 280 | 90 280 | 90 280 | 90 280 | 90 280 | 90 280 | 90 280 | 90 280 | 90 280 | 90 280 | |
| Токарные фрезы 90 280 | 90 280 | 90 280 | 90 280 | 90 280 | 90 280 | 90 280 | 90 280 | 90 280 | 90 280 | |
| 90 280 | 90 280 | 90 280 | 90 280 | 90 280 | 90 280 | 90 280 | 90 280 | 90 280 | 90 280 | |
| Инструмент 90 280 | 90 280 | 90 280 | 90 280 | 90 280 | 90 280 | 90 280 | 90 280 | 90 280 | 90 280 | |
| 90 280 | 90 280 | 90 280 | 90 280 | 90 280 | 90 280 | 90 280 | 90 280 | 90 280 | 90 280 | |
шпильки.нетто
| Краткие коды: | ||||||||||
| св | - предел прочности (предел прочности при растяжении), МПа | ε | - относительная осадка при появлении первой трещины, % | 90 283 90 278 90 279 σ0,05 90 280- предел упругости, МПа | 90 279 иен 90 280 | - предел прочности при кручении, максимальное касательное напряжение, МПа | 90 283 90 278 90 279 σ0,2 90 280- предел текучести условный, МПа | 90 279 σизг 90 280 | - максимальная прочность на изгиб, МПа | |
| 5, δ4, δ10 | - относительное удлинение после разрыва, % | 90 279 σ-1 90 280 | - предел прочности при испытании на изгиб с симметричным циклом нагружения, МПа | 90 283 90 278 90 279 σco 0,05 и σco 90 280- предел текучести при сжатии, МПа | Дж-1 | - предел прочности при испытании на кручение с симметричным циклом нагружения, МПа | ||||
| ν | - относительное смещение, % | н | - количество циклов зарядки | |||||||
| св | - предел кратковременной прочности, МПа | R и ρ | - электрическое сопротивление, Ом·м | |||||||
| ψ | - относительное сужение, % | м и | м- Нормальный модуль упругости, ГПа | |||||||
| KCU и KCV | - ударная вязкость, определенная на образце с концентраторами типа У и В соответственно, Дж/см2 | Т | - температура, при которой получаются свойства, ст | |||||||
| СТ | - предел пропорциональности (предел текучести при остаточной деформации), МПа | л и λ | - коэффициент теплопроводности (теплоёмкость материала), Вт/(м°С) | |||||||
| НВ | - твердость по Бринеллю | С | - удельная теплоемкость материала (диапазон 20о - Т), [Дж/(кг ст.)] | |||||||
| ВН | - твердость по Виккерсу | пн и р | - плотность кг/м3 | |||||||
| Твердая сталь | - Твердость по Роквеллу, шкала C | но | - коэффициент теплового (линейного) расширения (диапазон 20о - Т), 1/°С | |||||||
| ХРБ | - Твердость по Роквеллу, шкала B | 90 279 σtТ 90 280 | - конечная прочность, МПа | |||||||
| ВСД | - Твердость по Шору | 90 279 г | - Модуль сдвига при кручении, ГПа | |||||||
Ножницы по металлу: принцип действия, характеристики, виды
Ножницы приводные и неприводные - приспособления для разделения степени пластической обработки.
Занимают свое место в машинах лесозаготовительного машиностроения и металлообрабатывающей промышленности, широко применяются в строительстве.
Ножницы по металлу, которыми пользуются спасатели, и небольшие модели агрегатов данных доступны даже в домашних мастерских. Ножницы переносные применяются для наружных работ: подгоняют фрагменты забора из профлиста, металлоконструкций кровли и т.п. Оригиналом и заготовкой является профиль из листового металла: швеллеры, трубы, стержни и т.д.
Некоторые из этих технологических изменений реализуются и на специализированном штамповочном оборудовании - прессах или станках, но в этом случае изготовление специальных штампов не требуется.
Например, штамповочные, режущие - переходные детали для изготовления деталей из листового металла, в том числе многопозиционный листоштамповочный станок и режущая проволока используются во всех конструкциях станков холодной и горячей посадки.
Однако в вышеописанной ситуации необходим штамп - инструмент, содержащий не менее двух обязательных частей: стержень и полость.
Штампы не являются универсальной оснасткой (за исключением группы быстропереналаживаемых штампов на штучно или штамповочной группы), в связи с чем их применение отрицательно сказывается на конечной стоимости продукции.Особенно, если производство - мелкосерийное или единичное.
Поэтому современная конструкция агрегатов ориентирована на максимальное разнообразие операций, выполняемых их подразделением. Считается, что ножницы по металлу легче в изготовлении, эксплуатации и обслуживании.
Последовательность разделения металла фрезы
Разделение металлов на отдельные фрагменты с помощью формовочных устройств только на относительно пластичных материалах.
Критерием требуемого качества сегментов считается показатель ε max - введение сепарирующего инструмента по отношению к исходной заготовке, в которой крекирующий материал начинает скалываться.
Этот параметр определяет характеристики подачи процесса резки и качество поверхности заготовки после разделения.
При глубоких обломочных трещинах невозможно качество резки или требуются специальные методы, затрудняющие техническое обслуживание сепарирующего оборудования.Это справедливо для ™ режущих объектов.
Из различных металлов и сплавов относительные значения предварительных в зависимости от толщины и основного диаметра заготовки, как показано в таблице ниже: ,%
Резка металлов и сплавов, εmax, относительная пластичность менее 11 %, обычными ножницами не рекомендуется.Деформируемость металлов и сплавов ухудшается при увеличении процентного содержания легирующих элементов и примесей: марганца, кремния, цинка, серы и углекислого газа.
И наоборот, увеличение доли ванадия, бора или никеля снижает риск поломки при резании ножницами.
Для сталей или малопластичных сталей С Повышенная твердость при холодном резании до заданного значения, поэтому не требуется предварительный подогрев проката при температурах до 500...600 0 С, вводя нагревательное устройство в приспособление.Разделите металл, действуя следующим образом:- Разрушение поверхности, при котором металл вдавливается усилием деформации. Больше разрушения заготовки не происходит, так как удельная сила не превышает предела прочности металла на сдвиг.
- Реализует заготовку ножа в месте начала резки.
- Откалывание растрескивание, которое обусловлено появлением очагов напряжений на металлической заготовке. Трещины одновременно на обеих поверхностях, размножение которых происходит по кратчайшему пути друг к другу.
- Хрупкий предмет вдоль поверхности контакта с ножами. Во время этого разделения фаз ножи не работают и вдавливают часть среза заготовки в зазор между подвижным и неподвижным инструментами.
Таким образом, основным коэффициентом разделения при резке металла является смещение детали.
Кардинальное изменение - лучший вариант для разделения материалов с разными индексами текучести. Условия возникновения сдвиговых деформаций специально заложены в конструкции разделительного устройства.В зоне отрыва возникают сжимающие напряжения. Поверхность вырезанных заготовок, состоящая из следующих зон:- зона смятия Которая визуально проявляется в виде утяжек с обеих сторон деформируемого прекурсора. Метка раковины - неизбежный пластический фактор при резке металлов и сплавов. В случае высокоскоростных устройств (импульсных станков) из-за инерции разрезаемый материал отсутствует;
- зона сдвига («Бриллиантовая лента»), размеры которой определяются металлической частью пластической деформации.По мере увеличения площади блестящей поверхности качество ремня увеличивается. Зона имеет серповидную форму, а также легко распознается при визуальном осмотре заготовки;
- хрупкая зона Начинается от зоны резания подвижным ножом и от зоны раздавливания - неподвижной частью. Макроструктура этой зоны грубая, так как разрушение металла происходит неконтролируемо по границам зерен его структуры. При увеличении хрупкости резов ухудшается качество поверхности зоны разрушения.
В дополнение к оптическим дефектам это также приводит к тому, что на этапе разделения при резке, формовке и других дефектах даже на концах элементов не возникает одновременно.
Они вызваны ошибками резания, затуплением режущей кромки и несоблюдением условий хорошего разделения металла. Как пользоваться ножницами по металлу Перед началом основного сечения на ножницах (особенно в массе металла - прутков, проволоки, цилиндрических заготовок) рассматривается создание соответствующих размеров зазора: с механического Т и осевого с О . Конец (касательная) Всего - расстояние между плоскостью режущих ножей и торцом заготовки в направлении, перпендикулярном направлению движения мозговых лопаток. Осевой (радиальный) паз - расстояние между плоскостью работы режущих ножей и торцом заготовки в направлении, параллельном направлению движения подвижного ножа.Торцевой зазор, необходимый для резки заготовки, помещенной в рабочую зону станка.
Его увеличение сверх необходимого значения отрицательно сказывается на качестве реза: создаются зоны смятия, а для прутков и проволоки - и еще больше овальность конечного профиля.Величина зазора определяется конечным качеством исходного металла (значения горячего металла от до всегда должны быть увеличены), состоянием режущей кромки характеристик конфигурации инструмента, а также криволинейностью разрезаемого листа или прутка. . В процессах, требующих особого качества металла, верхушечный отрывной зазор уменьшают с помощью специальных технологий — ленточной подрезки, поперечного обжатия отрыва заготовки, валков и так далее. Определение радиального зазора - уменьшение трения подвижным лезвием с неподвижным лезвием и предотвращение заклинивания инструмента при резании.Оптимальное значение осевого зазора поверхности реза уменьшается, а поверхность реза, наоборот, увеличивается. Осевой зазор перед резанием зависит от марки металла, пластичности, размеров поперечного сечения и скорости движения подвижного ножа.Точность резания осевого зазора старается до нуля, а в остальных случаях не должна превышать 10 % толщины (диаметра) отрезаемой заготовки.
При постоянной величине осевого зазора (обрезка длинных прутков) с использованием шлифования по форме инструмента или заготовки под углом 3...60 относительно оси перемещения штока в рабочей зоне оборудования. Наклонная планка:- Уменьшает размер зоны разделения;
- Уменьшает усилие запуска пилы в металл;
- Равномерно удерживает ножи.
Особую роль играет угол наклона трубного проката в процессах резки. Минимальное преломление после отрезания трубчатой заготовки отмечается в тех случаях, когда угол заточки клинового лезвия ножа составляет ± 5 20. Виды и ножницы для обработки металлов Классифицируются по следующим признакам: ум диск .Различают ручное оборудование (рычажное) или механический привод. Последняя, в свою очередь, бывает пневматической, гидравлической и электромеханической. Для технологических целей . Ножницы, которыми режут листовой металл, называются вставками (существует бытовое название такого агрегата — «гильотина»). прутки и режущие проволоки сортовые.
Комбинированная ножничная резка, кроме листового материала и бруса, металлов различного профиля - уголка, швеллера и др.
По литере выделить ключевое оборудование (к нему относятся все вышеперечисленные виды оборудования), а также принадлежности : ножницы скраповые и "крокодил".Применяются для резки и переработки лома черных металлов на предприятиях Вторчермет. В зависимости от степени механизации инвентаризации различают инвентаризацию с ручной подачей сырья, полуфабрикатов и выносом нарезанных продуктов, с автоматической подачей. рулон или полотно - в больших установках, работающих с непрерывным хранением катанки. Новейшие конструкции продольных и поперечных растворяющих валиков в основном используются в производственных цехах заказов холодного тиснения. По приводу типа Кривошипно-ножничный (выполнение основного механизма тянущего или толкающего стержни), рычаг и пластина.Последние служат для нарезки рулона на ленту. Они делятся на однодисковые и многодисковые. По типу линии реза : Прямолинейные или сложной конфигурации (высечки) Параметры серийно выпускаемых ножниц подчиняются требованиям соответствующих стандартов:- Кривошип листовой с наклонным резцом - ГОСТ 6282,
- сортовой - ГОСТ 8248 ,
- Аллигаторный - ГОСТ 15032 ,
- Дисковый - ГОСТ 8249,
- Гидравлический - ГОСТ 12.2.118,
- Вибрационный - ГОСТ 16829,
- Суммарный - ГОСТ 7355.
Выбор крепежа зависит от размера поперечного сечения разрезаемого металла. Прочность металла принимается равной 500 МПа (время, необходимое для пересчета на другие показатели). качественные ножницы различают номинальным усилием на салазках.Отрезка листа с помощью системы механической обработки, отличающейся тем, что подвижное лезвие имеет скос 3...6 90 227 0 Но не более угла трения, т. е. 9 90 227 0 . Именно поэтому данное оборудование называют ножницами с сгребающим ножом. Конструкция такого инструмента сложнее, чем ножей с параллельными режущими кромками, однако и в этом случае внедрение инструмента в металл происходит постепенно.За счет силы костюма уменьшается деформация. Снижено энергопотребление и трудозатраты, установленный на привод вместе с тем меньше электроэнергии. Режущие полотна с параллельными режущими кромками получили распространение в схемах оборудования, которое предназначено для резки узких и толстых полос из металлов и сплавов с низкой пластичностью. В начальный момент резания при введении металлического ножа возникают реакции сопротивления деформации. Выражается в случае опрокидывания и/или вращения частей заготовки под нагрузкой.Поэтому в конструкциях обязательно считается действующая техника нажимного механизма. Имеет механическую пружину (тонкослойную) или гидравлический привод.
Показательно, что с увеличением угла перемещения ножа с меньшим количеством ходов.
Это связано с необходимостью уменьшения инерции привода. Кривошипные ножницы с сгребающим ножом из верхнего или нижнего диска. Первое решение – использование в устройствах, предназначенных для резки листов и полос шириной 3,15 мм и более.Агрегаты компактны, а кинематика их работы определяет высокое качество поверхности реза. В остальных случаях верхний привод. Типовая конструкция такого оборудования включает следующее:- Двигатель.
- Ременная передача.
- Маховик.
- Ролик Фостера.
- Шестерня (обычно - открытая) коробки передач.
- система переключения.
- Главный вал из двух эксцентриков и чудаков.
- Комплект лезвий.
- Задний.
- Передний упор.
- Зажим.
- Стол.
- Система смазки.
- Блок управления.
- Рама машины.
- Железнодорожный транспорт для сбора полосы.
Принцип работы: Крутящий момент от электродвигателя (асинхронные двигатели используются в ножничных конструкциях переменного тока с клеткой) передается через вал Фостера с клиноременной передачей, на которой установлен маховик.
Предназначен для компенсации колебаний крутящего момента, вызванных работой и холостым ходом.В результате нагрузка на привод снижается. При включенном двигателе тормоз и маховик свободно вращаются в коренных подшипниках первичного вала. Перед включением хода рабочее оборудование листа для раскроя, то есть в рабочей зоне. Для этого либо вручную, либо с помощью конвейера (автоматические комплексы на основе ножниц) листы перемещают в пространство между верхним и нижним ножами, при этом тыльную поверхность предварительно выставляют на нужную ширину и обрезают. После фиксации заготовки к заднему упору ту же процедуру проделывают с передним упором.После этого срабатывает прижимной механизм, с помощью которого плита плотно прижимается к опорной поверхности стола. Помимо, в частности, штриховые ножницы. Когда этот тормоз отпускается, он задействует муфту, чтобы принять рабочий вал, и ножевая балка начинает свое движение вниз.
В целях безопасности в комплексе автоматического включения главного исполнительного механизма выполнен двухкнопочный пульт управления, а отключение традиционными ножницами осуществляется при нажатии на педаль.
руки оператора в этой опорной точке листа, лежащего на столе.После выполнения рабочего хода ножевой брус поднимается в верхнее положение, в котором происходит повторное срабатывание тормоза, отключение главного тормозного цилиндра под действием исполнительного механизма. регулируемая стопорная часть поворачивается, отрезанная заготовка освобождается и падает под действием силы тяжести в транспортное средство для сбора готовой ленты. Затем цикл повторяется. Конструктивные особенности отдельных узлов Энергопотребление процесса резки относительно невелико, поэтому кривая крутящего момента имеет малый квадрат: процесс начинается и заканчивается быстро, даже при значительной толщине для резки преформы.Это связано с тем, что уже описанная зона раскола начинается после 25...40 % рабочего хода, и, кроме того, металл деградирует из-за появления в нем внутренних напряжений. В этот момент работа деформации равна нулю.Этот факт влияет на конструктивные элементы, содержащие систему сдвига: пневмофрикционные муфты - однодисковые и тормоза - ленточные.
Старые конструкции ножниц обычно поставляются с жестким зацеплением, которое входит в зацепление с поворотным ключом. Такое оборудование не требует подачи сжатого воздуха, но плохо работает с частыми (20... 25) включений в минуту. Основным исполнительным механизмом считается аппаратное обеспечение его отличительных отличий. Все модели оснащены подвеской по периметру зеленого цвета на двух стержнях. Таким образом, главный вал конструируется либо с двумя, либо с двумя эксцентриситетами. В отличие от кривошипных прессов, инструменты из листового металла с механическим приводом имеют верхнее или нижнее расположение стержня. В первом случае речь идет о толкающем приводе, а во втором - о тянущем приводе.Ножницы тянущие штанги меньшего размера, но описываемые элементы во время рабочего хода преимущественно растягивающие, а толкатели - сжимающие.
Так как допускаемое растяжение для стали при сжатии больше, чем при растяжении, вытягивание прутка при одинаковом усилии имеет меньшую прочность. Поэтому агрегаты для тяги прутков изготовляют небольшой толщины (1,5...1 мм) из листа. Шатуны у всех типоразмеров такого оборудования - нерегулируемые, что объясняет высокие требования к жесткости. При этом при работе в листах нет необходимости менять направление радиуса лезвия, так как диапазон толщин металла в ножничной конструкции меняется незначительно. ножевая балка - Основной элемент ножниц. Установлены рабочие ножи. Из-за большой длины (ширина разрезаемого листа для механизированных изделий по ГОСТу достигает 3150 мм) из ножевого бруса изготавливают листы из стали марок 45, 35Х ИЛИ 40ХН.Для перемещения продольной балки усиливают жесткости ножа в призматических направляющих, установленных в С-образной раме. Слева с направляющими - всегда регулируется. Ремень ножа имеет зажимной механизм. Представляет собой набор цилиндров (модели высокого класса) или пружин для прессования среза металла перед его резкой.Пружины установлены в корпусе. Сила зажима регулируется адаптацией устройств и составляет 10% технических усилий техники.
Комплект лопастей подвижных наклонных лопастей. Режущие лезвия большого размера имеют поперечное сечение, чтобы облегчить смену инструмента при износе или выкрашивании режущих кромок. Для изготовления обычных пуансонов для ножей применяют легированные инструментальные стали У8А, У10 или (9ХС, 6ХФС). Твердость ножа - не менее 54...56 HRC. Во избежание несчастных случаев передние ножи закрываются подвижными или неподвижными планками.Задние доводчики монтируются в задней части рамы устройства. Представляет собой Г-образную шарнирную пластину, которая вращается на двух шарнирах под действием кулачкового механизма, связанного с лопастной балкой. Когда вершина радиуса пластины направлена вниз, перпендикулярна оси пластины, это также обеспечивает надежную фиксацию материала. При поворотах, обратном ходе пластины и снимаются с металлического бегового полотна под действием собственного веса на железнодорожную тележку, которая снимается с рамы на входе.Ножницы для листового металла для удобства снабжены столом.
Габаритные размеры секции должны быть не менее чем на 100 мм выше размеров плиты. Для крупногабаритного оборудования стол оборудован приводом рольганга. Отечественные модели ножниц с индексом H 3_ _ _ _ маркировка. Первая цифра идентифицирует тип следующего привода (1 верхний привод 3 - с нижним приводом), а последние две обозначают предельное значение толщины разрезаемой полосы металла (см. таблицу).Для резки длинномерных изделий Такие устройства для его конструкции в виде закрытых однокривошипных прессов.Ножницы с механическим приводом имеют типичную для данного класса кузнечно-штамповочных устройств компоновку, за исключением следующих особенностей:- Наличие цельной детали, а потому - жесткой станины станины.
- Механизм зажима стержня (может быть механическим или гидравлическим).
- Узел подачи части режущего подпора заготовки, предотвращающий ее скручивание в конечный момент резки.
- Задний упор - это место, где объем вырезается пропилом на металлической заготовке определенной длины.
- Цилиндр - преимущественно эксцентрического исполнения: придает узлу необходимую жесткость и уменьшает размеры ножниц.
- Шатун - короткий, цельный.
- Продольные направляющие пазы, регулируемые, которые производятся эксцентриковым пальцем, расположенным с одной стороны.
Основная особенность качественных ножниц - гидравлический зажим штока.
Принцип действия. При перемещении расположенной на нем затворной рукоятки она воздействует на напорный поршень, который открывает клапан подачи рабочей жидкости, и она поступает в верхнюю полость с напорным цилиндром.Брус движется вниз, а сила давления жидкости удерживает режущий брус в вертикальном положении. В начале работы возвратного механизма ход кулачка толкает клапан, рукоятка поднимает поршень и масло свободно попадает в моторный отсек. В составе валка режущие агрегаты необходимые, приводной вал, конвейерный агрегат, по которому ножницы транспортируют стопорную планку.Объемная резка металла, точность резки гораздо важнее, чем листовой. Поэтому современные ножницы высокого качества предназначены для точной резки из проката.Для этого предусмотрены:- Активная поперечная прижимная планка перед резкой разных видов (с разным усилием с обеих сторон планки)
- Дополнительные элементы повышают жесткость рамы.
- Фокус с дистанционным управлением.
- Одновременная резка нескольких стержней для более равномерного распределения силы, действующей на ползунок.
- Повышенной эффективности разделения металлов служат различные автоматизированные системы (АС) по принципу качественных ножниц. К ним относятся:
- Автоматические зубные пластыри.
- Дозатор стержней со стойки на приводной конвейер.
- Дозатор для подсчета количества режущих элементов.
- шагающий узел подача палки в зону резания.
- Механизм сортировки заготовок для выбрасывания прутка за пределы приспособления заканчивается в отдельном бункере.
- Узел для подгонки концов хвостовика перед обрезкой.
Оборудование для производства маркировки СНГ обозначается сочетанием h2 _ _ _.Первый рисунок ниже показывает степень точности реза (3,8 - точный рез, 5 - условный рез), два других показания - номинальная мощность: с ручным редуктором достаточно иметь ножницы в результате силы оператора мышцы. По своему строению схема и компоновка напоминают привод, однако механизма включения у них нет, смещение балки осуществляется рычагом.
ручные ножницы преимущественно используются для направления и формирования разреза стального листа, белой жести, алюминия.
Для малых усилий резания используются однорычажные исполнительные узлы. По мере увеличения рычага сила резания увеличивается до двух или трех. Натяжение уменьшается, но размеры рычага и требуемый ход увеличиваются. Производительность ручных ножниц уступает приводному агрегату, однако мелкосерийное производство деталей, отсутствие затрат энергии и сжатого воздуха делает их рентабельным видом оборудования.Другие типы приводных устройств Малогабаритные, для производства ножничных или комбинированных весов N14_ N52_ _ и _. Помимо резки ламелей, секций, профилей, они также могут выполнять пробивку отверстий, резку и редактирование контуров. Характерная особенность этой модели – в направлении движения ползунка, который перемещается горизонтально или под углом 45 90 227 0 90 228. Это дает возможность разрезать прокатанную заготовку качественным стационарным ножом. Комбинация ножниц состоит из следующих компонентов:- Двигатель.
- Ременная передача.
- Ролик Фостера.
- Звездочка.
- Коленчатый вал.
- Стержень.
- Качание на оси салазок.
- Грузы с ударным механизмом.
- Стол для неподвижной части устройства.
- Рамка.
Принцип работы: резка подготавливаемого к разделке материала: сборка размещается вокруг ограждения на столе, а металлы - около упоров. Заготовка находится в соответствующих неподвижных ножах, которые размещены на направляющих салазках.
При вращении привода салазок заготовка раскатывается по длине.
Для управления перфоратором частного движителя рычаг управления главным движителем - педаль. Схема аналогична приведенной выше, а ножницы щековые для резки металлов. Все вышеперечисленные типы металлических сепараторов носят только прямой срез. Ниблер — вид оборудования, способного вырезать фигурку из металла. Кроме того, при такой технике изготовления режущая пластина, изделия из шнура, завитка выполняются из металла с небольшим гофрированием.Отличительные особенности шаблонов штампов:- высокоскоростная транспортировка, которая размещается без промежуточной транспортировки.
- Вызывной перфораторный механизм, с помощью которого гасятся значительные инерционные нагрузки на ползун.
- Фасонные направляющие, с помощью которых металл широкополосовой отделяется от заданного периметра (в комплект входит множество пособий).
- Без системной интеграции - муфты и тормоза, поэтому пусковое и стопорное оборудование генерируется электродвигателем.
- Втулка эксцентриковая для главного вала, вращение которой изменяет размер и количество ходов скольжения в минуту.
Ножницы по металлу LVD Бельгийская компания Производит широкий спектр оборудования и инструментов для обработки листового металла - производит приводные ножницы. ScanTool GroupОсновное направление немецкой компании ScanTool Group - производство шлифовально-полировального оборудования для металлообработки, также производит приводные ножницы. JouanelДеятельность Французская компания Jouanel, (российское представительство Jouanel) - металлообрабатывающие инструменты и оборудование, включающие листогибочные прессы и отливки, гладильные станки, валы для металлорежущего инструмента, в ассортименте также ножничный привод.ООО "Строймаш" ООО "Строймаш" г.Санкт-Петербург кроме производства оборудования для обработки и обработки металлов.Сырье,проектирует,разрабатывает оборудование,но также предлагает модель ножничного привода. ОАО «Долина» Основное направление ОАО «Долина» расположено в г. Кувандык, Оренбургской обл.производство кузнечного оборудования, мы производим ножницы, а так же запчасти к режущему станку собственного производства. Производство товаров для ЖКХ - чугунные люки для кабелей и колодцев, для Агро - культиваторы, плуги и прессы. Популярные марки:
- MetallMaster (Польша, ручно-гильотинное производство)
- Makita (Япония, производит рычаги) - российское представительство Makita.
- Tapco (США, производство и модель рычажных ножниц)
- Bosch (Германия, производство Nibbler)
- Avalon (Франция, производство роликовых продольно-резательных станков и полос).
Некоторые типы неприводных устройств снабжены насадками для фигурных или прямых резов, которые предназначены для установки под дрелью или другим ручным электроинструментом.
Каждая компания ориентируется на возможности только своего оборудования, поэтому оно не всегда нацелено на резку, выпущенную одной фирмой, подходящую для электроинструмента другого производителя. Основные отличия ручных ножниц по металлу не от механизированного устройства.| Толщина стального листа, мм | 1.6 | 2,5 | 4 | 6.3 | 10 | 12.5 | 16 | 20 | 25 | 20 | 25 | |
| Стандартный размер | 12 | 14 | 16 | 18 | 18 | 20 | 21 | 22 | 24 | 26 | ||
| Максимальный диаметр бара, мм | 56 | 85 ... 90 | 125 ... 140 | 160 | 200 | 220 | ||||||
| Номинальная сила.Mn | 1.0 | 2.5 | 2.5 | 6.3 | 10 | 16 | 25 | |||||
| 30 | 30 | 34 | 38 | 38 | 40 | 42 | 44 |











 Вызов дизайнера:
Вызов дизайнера:


Действующие акции

скидка для внимательных клиентов 7% от общей стоимости заказа.

