Салон штор в Санкт-Петербурге




Pn10 что значит
Где применяются трубы PN10 и PN20? | "АСПАЙП-ДОН" ТРУБЫ И ФИТИНГИ
Трубы полипропиленовые PN10 и PN20 производятся из полипропилена с применением катализаторов из материалов с использованием металла и других производных веществ.
Аббревиатура PN10 и PN20 означает, что трубы этого типа способны выдерживать давление равное 10 и 20-ти бар. Трубы P10 очень часто используют в системах водоснабжения с малым давлением, доказано, что трубы этого типа свободно могут выдержать скачки давления до 30 бар.
Полипропиленовые трубы PN10 по своей структуре очень гибкие и могут прогибаться под небольшим воздействием, обусловлено это тем, что стенки крайне тонкие. Поэтому трубы PN10 не используют при прокладке горячего водоснабжения, под воздействием горячей воды трубы начинают прогибаться.
Для систем отопления рекомендуют использовать трубы PN25, они армированы слоем алюминия или стекловолокна межу полипропиленом. В следствии, при воздействии горячей воды на трубу она не теряет форму, а немного расширяется, что никак не влияет на их работоспособность.
Производители полипропиленовых труб PN10 производят их разного диаметра, часто показатели диаметра имеют такие значения от 20 до 110 миллиметров, а толщина стенок имеет значения от 1 до 10 миллиметров. По таким показателям толщины стенок труб, понятно, что такие трубы не подойдут для систем с большим давлением.
Производство таких видов труб не требует от производителей больших затрат на их производство, поэтому на рынке сантехники трубы с маркировкой PN10 и PN20 продаются по крайне низким ценам. И зачастую покупатели делают выбор именно в пользу этого варианта, при условии, что система в которой трубы будут использоваться, удовлетворяет её характеристикам.
Применение труб с такими характеристиками накладывает некоторые ограничение на их использование. Температура, при которой могут использоваться трубы PN10 не должна превышать показателей +40°C.
Трубы PN20 способны выдерживать давление больше, потому что имеют толщину стенок больше чем у труб типа PN10. Рабочее давление для труб такого типа составляет +60°С, при транспортировке среды такой температуры этот тип труб может выдерживать давление в 10 бар.
Применение такого типа труб в системах отопление обусловлено тем, что при производстве трубы используется алюминиевое или стекловолоконное армирование, которое даёт трубе определённые преимущества перед трубами без армирования. Трубы с армированием отличаются особой прочностью и способны выдерживать температуры больше, чем другие аналоги.
Преобладание качеств PN10 перед другими трубами
Трубы PN10 имеют лёгкий вес, что значительно уменьшает проблемы с транспортировкой и установкой. Установка труб значительна, упрощается тем, что для установки не нужно дорогостоящее оборудование и специальные навыки работы с ним. Несомненно, пайка полипропиленовых труб требует умений, но этому можно быстро научиться достаточно немного практики. Установка не такая проблематичная как в случае с железными трубами, здесь свободно справится один человек.
Структура труб не позволяет скапливаться накипи и загрязнениям на стенках. Ещё благодаря своей гибкости труба PN10 свободно выдерживает гидравлические удары создаваемые потоком воды. Прочность к механическим воздействиям, гибкая структура трубы компенсирует механические удары без повреждений.
Покупая трубы PN 10 для водопроводной системы, убедитесь в эксплуатационных условиях, в которых будут использоваться трубы, если показатели вашей системы соответствуют нормам, тогда труба долго прослужит вам.
Превышение эксплуатационных значений давления и температуры в трубах, пагубно влияет на работоспособность трубы, следовательно, очень быстро произойдёт разрушение структуры трубы.
Не гонитесь за низкой ценой, продумывайте, прежде чем покупать тонкостенные трубы для водопроводной системы, а подойдёт ли? Всё зависит от вас.
Приобрести полипропиленовые трубы и фитинги, а так же найти больше полезных статей по сантехнике вы найдёте на нашем сайте AS ASPIPE.
|
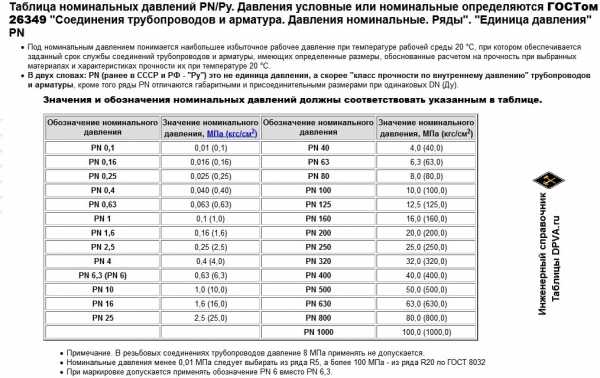
Tube connections and fittings. Nominal pressures. Series
Значения и обозначения номинальных давлений должны соответствовать указанным в таблице.
|
 |
Маркировка pn 20 на пластиковой трубе
Изделия из полимеров нашли широкое применение в области инженерных коммуникаций и довольно быстро пришли на замену стальным и чугунным конструкциям. Как и металлические трубы, полимерная продукция выбирается под нужды, исходя из физических параметров. В процессе выбора подходящего оборудования потребителю нередко приходится сталкиваться с непонятной маркировкой. В данном материале ответим на один из наиболее актуальных вопросов: труба pn 20 что значит?
Виды и обозначения полимерных труб
Эксплуатацию термопластичных труб и соединительных с ними элементов регулирует ГОСТ 32415-2013, в котором подробно указано полное буквенное обозначение.
ПП — трубы из полипропилена
В международном обозначении — РР. Термопластичный материал, в основе которого объединение молекул производной газа этилена. Очень распространенная в секторе жилищного хозяйства продукция, наиболее часто применяемая для холодного и горячего водоснабжения.
Полипропилен изделия делятся на несколько групп:
- РР-Н или РР-НО (в русскоязычном пространстве — ПП-Г или ПП тип I) — гомополимер, напоминающий по характеристикам каучук. Состоит из идентичных мономерных звеньев без каких-либо модификаторов, способных улучшить физико-химические качества изделия. Данная продукция обладает не очень высокой термоустойчивостью — термопласт из твердого в текучее состояние начинает переходить уже при +80°С, поэтому полипропиленовые трубы I типа применяются в условиях до +45°С и с нагрузкой не более 10 атм: в качестве отводов, в системах вентиляции и холодного низконапорного водоснабжения.
- РР-В (ПП тип II) — блок-сополимер, основная молекула которого состоит из чередующихся гомополимерных блоков и ряда модификаторов, позволяющих добиться более высоких физико-химических характеристик. Изделия из данных линейных сополимеров комфортно эксплуатируются при температуре +85°С с давлением в 16 атм, поэтому нашли широкое применения в системах водоснабжения.
- PP-R (ПП-Р или ПП тип III) — рандом-сополимер, кристаллическая решетка которого модифицирована с помощью добавления этиленовых молекул, что существенно повышает устойчивость изделий к механическим нагрузкам и позволяет равномерно распределить давление на стенки внутри системы. Очень часто используется в отопительных системах, а также при организации трубопроводов для подачи горячей и холодной воды.
- PP-RCT (ПП тип 4) — модернизированный рондом-сополимер, имеющий более совершенную кристаллическую решетку, способную выдержать высокую температуру воздействия — до +110°С. Наиболее часто применяется в отопительных системах.
К числу основных недостатков ПП-труб следует отнести высокую способность пропускать воздух и склонность к линейному расширению при воздействии больших температур. Для снижения данных показателей используют различные добавки. Например, в виде внутренней оболочки из алюминия (AL) или стекловолокна (CF), что отражено в буквенной маркировке изделий — PPR-Al-PPR и PPR-CF-PPR соответственно.
Полипропиленовые трубы и фитинги в нашем каталоге
Полиэтиленовые трубы
ПЭ или РЕ (в международном обозначении) — изделия из полиэтилена с невысокой термостойкостью — до +40°С. Данная продукция активно применяется в частном и гражданском строительстве при организации трубопроводов водоснабжения и стока, а также транспортировки прочих жидких и газообразных носителей.
Из сшитого полиэтилена РЕХ
Изделия данного типа более термоустойчивы за счёт модифицированной молекулярной структуры, а если точнее — наличия дополнительных связей между атомами и углеводородом, полученных при определенном воздействии на полиэтилен. Таким образом производителям удалось увеличить температурный порог до +115°С.
В данной категории изделия классифицируются по принципу сшивания полиэтилена:
- РЕХ-А — при изготовлении используется добавление под давлением перекиси водорода. При таком подходе получается довольно равномерная структура с долей полимерных звеньев, вовлеченных в образование сетчатого полимера, вплоть до 85%. Поэтому материал нашел наибольшее распространение в промышленности.
- РЕХ-В — изделия, полученные путем обработки кремневодородными парами внутренних и внешних стенок трубы. Структура продукции неравномерная, с максимальной степенью сшивания не более 65%, что существенно удешевляет ее, поскольку есть риск расслоения материала на торцах и кромках в процессе эксплуатации.
- РЕХ-С — изделия, полученные с помощью обработки гамма-излучением. Для материала характерна неравномерность структуры и степень сшивания не более 60%. Простая технология, позволяющая получить относительно дешевый материал, который существенно уступает по техническим показателям предыдущим аналогам.
- PEX-D — изделия, полученные путем воздействия азотосодержащими элементами. Степень сшивания — 70%, что делает материал дорогим и редко применяемым.
Что означает Pn 20 труба?
В контексте всего изложенного, теперь рассмотрим, pn 20 труба что значит? Выше указанный ГОСТ содержит буквенное обозначение изделий, где аббревиатура Pn — это номинальное давление, обеспечивающее изделию наиболее оптимальный срок эксплуатации (для полимерных труб он составляет 50 лет и более) при температуре носителя в пределах +20 градусов. Pn 0.1 означает механическую нагрузку, идентичную показателю 0.1 МПа (1атм) и математически описывается следующим образом:
Pn=20 MRS/(C×(SDR — 1)), где
- MRS — Minimum required strength или минимальная долговременная прочность, измеряемая в МПа;
- С — коэффициент запаса прочности, превышающей значение единицы, который формируется с учётом рабочих условий и химико-физических качеств трубы;
- SDR — стандартное соотношение размеров (наружного диаметра и толщины стенки).
Длительность эксплуатации термопластов обратно пропорциональна температуре носителя. Проще говоря, труба полипропиленовая pn 20, используемая для транспортировки горячей воды, выйдет из строя быстрее, чем аналогичное изделие, встроенная в систему холодного водоснабжения. Да и номинальное давление существенно снижается при повышении температуры рабочей среды.
Таким образом для оптимального использования полипропиленовой продукции в системах, подающих горячие жидкости, лучше использовать трубу полипропиленовую pn 20 с нанесенным на внутренние стенки стекловолокном и при температурном режиме не более +80°С.
Клапан электромагнитный латунный нормально-закрытый PN10 ArmaControl 2W160 (AC220V, DC12V, DC24V. AC24V)
Описание
Соленоидный клапан ArmaControl 2W160 является клапаном прямого действия. Материал клапана латунь. Используется на трубопроводах с температурой среды до 130 градусов и давлением до 1 МПа.
На клапане стандартно установлена мембрана FKM. Клапаны с такой мембраной используются для перекрытия холодной и горячей воды, дизельного топлива, щелочей, этиленгликоля, растворов солей, а также масла и светлых нефтепродуктов. Вязкость среды должна быть не более 20 мм2/с.
ArmaControl 2W160- нормально-закрытый клапан. Это значит что без напряжения клапан закрыт. При подаче тока на катушку он открывается.
Клапаны прямого принципа действия работают корректно при любом давлении. Запирающий элемент такого клапана зафиксирован на плунжере и не требует перепада давления на входе и выходе.
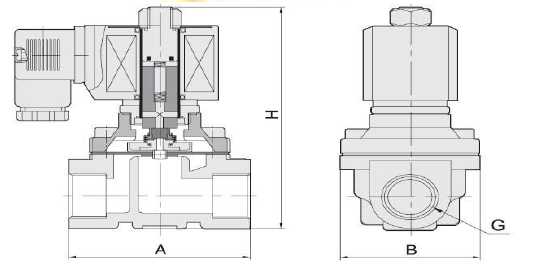
| Артикул | DN | Резьба | Kv, м3/ч при 1 бар | PN,бар | ∆P,бар | Мембрана* |
|
|
| |||||||
| 2W160-15 | 15 | G ½ | 5,57 | 10 | 0-10 | FKM |
|
| 2W160-20 | 20 | G ¾ | 8,82 | 10 | 0-10 | FKM |
|
| 2W160-25 | 25 | G 1 | 13,92 | 10 | 0-10 | FKM |
|
| 2W160-32 | 32 | G 1¼ | 27,84 | 10 | 0-10 | FKM |
|
| 2W160-40 | 40 | G 1½ | 33,64 | 10 | 0-10 | FKM |
|
| 2W160-50 | 50 | G 2 | 55,68 | 10 | 0-10 | FKM |
|
Клапаны комплектуются электромагнитными катушками на Ваш выбор: AC220V, DC24V, DC12V, AC24V
Вы можете скачать технический паспорт на данную серию клапанов по этой ссылке
Какая связь между давлением класса (LB) и номинальным давлением PN (бар)?
Какая связь между давлением класса (LB) и номинальным давлением PN (бар)?
Какая связь между давлением класса (LB) и номинальным давлением PN (бар)?
Номинальное давление означает максимальное давление, которое может выдержать труба, фланец, фитинг или клапан данного класса при данной температуре. Класс (LB) и PN (бар) используются для описания номинального давления.
Номинальное давление (PN) — это номинальное обозначение, за которым следует номер обозначения, указывающий приблизительное значение давления в барах. PN по-французски означает номинальное давление, которое является официальным давлением, а не фактическим давлением отдельных труб. PN чаще всего используется в системе европейских стандартов DIN, EN, BS, ISO и т. д. Бар — это единица давления, а 1 бар соответствует 14,5 фунта на кв. дюйм или 100 килопаскалям (кПа).
Единицей PN, установленной Китаем более 10 лет назад, является МПа, а теперь это в основном единица.На самом деле обе единицы используются до сегодняшнего дня, но разница в давлении составляет до 10 раз, т.е. PN1.0Mpa = PN10Bar. Общий диапазон давления, используемый в европейской стандартной системе (бар): PN2.5, PN6, PN10, PN16, PN25, PN40, PN63, PN100, PN160, PN250, PN320 и PN400 и так далее.
Класс давления может быть описан несколькими способами - класс давления "A", "B", "C" или класс 300, класс 600. Более высокие числа означают, что более высокий класс давления может выдержать. Фланец класса 600 может выдерживать большее давление, чем фланец класса 300.Класс - это общепринятая идентификация уровня давления в американской стандартной системе, например, Class150 или 150LB и 150 #, это эталон уровня давления, используемый в американском стандарте. Обычно используемый диапазон давления американского стандарта (LB): 75LB, 150LB, 300LB, 400LB, 600LB, 900LB, 1500LB, 2500LB.
Единица LB происходит от латинского слова libra (вес) и описывает римскую единицу массы, аналогичную фунту. Различные названия используются для обозначения класса давления.Например, фланец 150 фунтов или фланец 150 фунтов или фланец 150 # или класс 150 означают одинаковые фланцы.
Какое преобразование между LB и PN?
Поскольку это две разные стандартные системы, LB и PN обычно не используются широко и могут быть изменены, но некоторые часто используемые диапазоны давления взаимозаменяемы. Вместо их подробного объяснения в приведенной ниже таблице показано, как различные описания классов давления сравниваются друг с другом.Конверсии не точны, но они достаточно близки к вашим ежедневным целям.
Class75 = 75LB = PN11Bar
Class150 = 150LB = PN20Bar
Class300 = 300LB = PN50Bar
Class400 = 400LB = PN68Bar
Class600 =
BarClass60010 = 600Bar 900LB = PN150BAR
CLASS1500 = 1500LB = PN260BAR
Class2500 = 2500L = PN420BAR
Определите, как взаимосвязь между LB и PN и как сходятся, создавая вас снятым в процессе. , предложение и покупка.Являясь производителем и поставщиком фланцев для труб 150 фунтов, фланцы PN100 соответствуют стандартам DIN и ASTM. Более подробную информацию, пожалуйста, отправьте по электронной почте [email protected]!
.Диаметры трубDN и d - как читать размеры труб?
Системы пластиковых трубопроводовуже несколько десятилетий завоевывают все большую популярность. Благодаря своим универсальным свойствам, таким как коррозионная стойкость, физиологическая инертность, отличная химическая стойкость, простота и дешевизна сборки и установки, а также многим другим важным характеристикам. Также важно постоянное развитие таких компаний, как Georg Fischer + GF +. Швейцарский концерн - лидер в области промышленных трубопроводных систем из пластмасс , который создает и предоставляет современные и безопасные решения, обеспечивающие пользователям многолетнюю комфортную и профессиональную эксплуатацию их установок.
Применение пластиковых систем в промышленности
Сегодня во многих областях пластиковые решения заменяют старые . В канализационной системе чугунные трубопроводы заменены на раструбные трубы с муфтами из НПВХ. Системы отопления, горячего и холодного водоснабжения в жилых и коммерческих зданиях, в которых преобладали медь и сталь, сегодня в основном изготавливаются из пластиковых систем - сварных или хомутов. Далее аналогичная ситуация возникает с водопроводными трубами, газопроводами и многими промышленными установками.
В Польше настоящая революция в области пластиковых трубопроводов произошла вместе с политическими и экономическими изменениями. Свободный поток информации и продуктов, а также развитие дистрибьюторских компаний затруднили поиск завода, который не использует пластиковые трубопроводы . Новые решения в области материалов давали большие возможности, но они также были большой проблемой для монтажников, техников, сантехников и самих проектировщиков.После многих лет обучения и накопления опыта редко можно встретить скептиков пластиковых инсталляций.
Однако стоит отметить, что в сфере пластиковых трубопроводов многие термины и понятия использовались некорректно. Мы постараемся объяснить их, чтобы облегчить вашу работу и избежать возможных ошибок, которые часто обходятся дорого. В этой статье мы сосредоточимся на метрической системе , обычно используемой в Центральной Европе, , выраженной в миллиметрах, соответствующей стандартам DIN EN ISO 15493, DIN80 .
Номинальный диаметр трубы DN
Начнем с термина, который используется и происходит от стальных трубопроводов - знаменитый DN . Расширив эту аббревиатуру, мы получим английское название - диаметр номинальный, т.е. номинальный диаметр . Это значение дает простое приближение внутреннего диаметра трубы в миллиметрах в соответствии со стандартами EN ISO 6708 . Размер DN упрощенно классифицирует пластиковые трубы по внутреннему диаметру и делает их сопоставимыми со стальными трубами.Этот диаметр часто называют «физически несуществующим». Например - труба d25DN20 с толщиной стенки 1,5 мм будет иметь диаметр в центре 22 мм, а не 20 мм как заявлено DN.
DN - номинальный диаметр трубы
В то время как номинальный диаметр DN обосновывается на этапах проектирования и планирования трубопроводов или при выборе фланцев, он вызывает много путаницы в повседневной работе, связанной с самой сборкой. Это связано с тем, что соединение труб и фитингов определяется наружным диаметром труб (не внутренним) и в случае стыковой сварки - наружным диаметром труб и толщиной стенки .
Наружный диаметр трубы d
Приведенная выше информация подводит нас к другому важному термину, известному как d , что означает трубы OD . Диаметр d в метрической системе выражается в миллиметрах. Это значение определяет реальный и точный диаметр трубы в соответствии с DIN EN ISO .
г - наружный диаметр трубы
Такие процессы, как:
- склеивание,
- сварка враструб (полифузная),
- сварка встык,
- инфракрасная сварка ИК и без вспышки BCF,
- электромуфтовая сварка,
всегда (!) для одинаковых наружных диаметров .Для склеивания, сварки враструб и электромуфтовой сварки толщина стенки трубы влияет только на сопротивление давлению всей системы . В случае стыковой, инфракрасной и безпламенной сварки - толщина стенки и наружный диаметр d должны быть одинаковыми для правильного и безопасного соединения. Термин SDR чаще всего используется для облегчения выбора подходящей арматуры для труб и метода сварки.
е, СДР и ди
Вышеупомянутые и обозначают толщину стенки трубы, а SDR (анг.Соотношение стандартных размеров – это отношение наружного диаметра трубы к толщине стенки. SDR облегчает нам подбор фитингов , т.к. в выбранном стандарте давления он неизменяемый (разные SDR для фитингов PN16 и разные для PN10). Например, при уменьшении установки с d90 до d63 нам не придется искать маркировку толщины стенки на фитингах и трубе, если мы знаем, что обе позиции находятся в одном SDR. Однако это относится в основном к стыковой сварке, независимо от используемого инструмента и техники.В случае «встык» следует сваривать трубы и муфты с одинаковой толщиной стенки — и, таким образом, соответствовать одному стандарту SDR.
e - толщина стенки трубы
В клеевых и раструбных (полифузионных) системах соединение труб с различной толщиной стенок приводит только к тому, что вся система имеет устойчивость к давлению самого слабого элемента . SDR не влияет на сам метод сборки.
Диаметры d a DN – наиболее важные отличия
Каждому наружному диаметру d соответствует номинальный диаметр DN.Это показано в таблице ниже.
Размеры трубы Георга Фишера
Все кажется простым, стандартизированным и аккуратным. Так в чем проблема? Во-первых, в привычках. Многие люди, занимающиеся промышленными трубопроводами, обучены использовать DN для стальных труб и часто автоматически считают номинальный диаметр (DN) внешним диаметром трубопровода (d). Например, диаметр DN20 соответствует наружному диаметру трубы (он же штуцер) d25 (т.е. обозначение такое: d25DN20), а не штуцерному (наружному) диаметру d20 (т.е. обозначение вида: d20DN15).
Существует несколько случаев наружных диаметров d, которые имеют «эквивалент» в номинальном диаметре DN, особенно в диапазоне d20-50 и DN20-DN50. Однако плохое понимание этих двух разных размеров может привести к тому, что ассортимент для создания трубопровода, доставленного на инвестиционную площадку, не будет соответствовать тому, что было реально и физически необходимо.
Однако иногда возникают ситуации, связанные с ошибками при поставке труб, фитингов и фитингов.Это связано с тем, что, наученные опытом, мы уточняем вопрос размеров еще на стадии предложения, а самое позднее при заказе. Постулат, который мы годами вместе с командой Gambit Systems пытаемся донести до наших клиентов и партнеров, заключается в максимально возможном использовании внешнего диаметра.Это наши основные аргументы:
- наружный диаметр d трубы представляет собой измеримую и постоянную величину, не зависящую от материала или толщины стенки (в отличие от внутреннего диаметра трубы и фитингов)
- В случае проблем с нахождением маркировки трубопровода достаточно простого измерения штангенциркулем или другим измерительным инструментом,
- использование наружного диаметра d определяется способом соединения пластиковых трубопроводов. Склеивание всегда выполняется на основе d, как и сварка .
Когда использовать DN?
Самый простой ответ - никогда. Однако бывают ситуации, когда важно использовать номинальный диаметр DN. Например, в случае присоединения трубопровода к существующему фланцевому соединению, насосу или другому оборудованию , имеющему только маркировку DN.
Если вы ищете качественные комплектующие для строительства пластиковых трубопроводов, рекомендуем ознакомиться с нашим ассортиментом - у нас самый большой склад продукции Georg Fischer в Польше. Наше предложение включает в себя, среди прочего:
Если у вас возникнут вопросы, мы также гарантируем профессиональную техническую поддержку. Приглашаем к сотрудничеству.
.
ПЭ труб - Vademecum для студентов техникума
Введение
Полиэтиленовые трубы маркив настоящее время наиболее распространены при строительстве водопроводных сетей и бестраншейных сетей. Полиэтиленовые трубы бывают однослойными и многослойными. Для монтажа непосредственно в траншею используется однослойная технология, трубы выпускаются двух типов: ПЭ 80 и ПЭ 100. Многослойная технология основана на применении на поверхности специальных износостойких слоев с повышенной механической прочностью. наружная или наружная и внутренняя поверхности трубы.Такое решение возможно благодаря бестраншейной технологии. Ниже представлено описание ассортимента труб WAVIN.
Ассортимент полиэтиленовых систем под давлением Wavin включает:
- Трубы ПЭ 100,
- Трубы Safe Tech RC n ,
- Трубы Wavin TS DOQ® ,
Вышеуказанные трубы имеют широкое применение (см. таблицу), отличаются различной структурой и устойчивостью к царапанью на этапе сборки.
Рис.Конструкция из полиэтиленовых труб (размеры для примерного диаметра 110 мм). Слева - трубы ПЭ 100, - трубы Safe Tech RC n , - трубы Wavin TS DOQ® ,
Рис. Труба ПЭ 100 в бухтах и на прямых участках.
Рис. Труба Wavin TS DOQ®
1.2 Характеристики трубы
Wavin TS DOQ® представляет собой соэкструдированную трубу, в которой защитные слои (внешний и внутренний) изготовлены из чрезвычайно прочного пластика PE 100 RC XSC 50.Средний слой изготовлен из полиэтилена PE 100 RC. Благодаря свойствам материала XSC 50 (25% толщины стенки) труба Wavin TS DOQ® даже при внешних повреждениях (DOQ® может укладываться традиционно или в родной грунт без балласта и обратной засыпки песком, в то время как
, в управляемом колодце нет необходимости использовать обсадные трубы (соответствующие положения в допусках). Описание и применение труб Wavin TSDOQ® можно найти в каталоге «Wavin TSDOQ®
- каталог продукции».
Safe Tech RC n представляют собой двухслойные полиэтиленовые трубы PE 100 RC, которые можно устанавливать без подсыпки или песчаной подсыпки. Они имеют размеры стандартных полиэтиленовых труб и могут быть соединены с использованием стандартного оборудования и процедур для стыковой и электромуфтовой сварки.
PE 100 используются для традиционной укладки в открытой траншее на песчаной подушке и используются десятилетиями.
Диапазон диаметров
Свойства труб
Геометрические размеры трубы (толщина стенки, диаметр трубы) связаны с ее сопротивлением внутреннему давлению (напорные системы) или внешним нагрузкам
(гравитационные системы).Отношение наружного диаметра трубы к толщине ее стенки обозначается сокращенно SDR (Standard Dimension Ratio).
Номинальное давление труб и фитингов в зависимости от их геометрических размеров (серия SDR) и вида применяемого материала приведены в таблице 1. Обратите внимание, что
номинальное давление PN определяется для воды при температуре 20°С, при минимальном сроке службы 50 лет и коэффициенте безопасности с = 1,25.
Таблица.Номинальное рабочее давление
Физические свойства напорных труб из ПЭ 100 :
- плотность - 960 кг/м3,
- Скорость течения расплава MFR (190°C; 5,0 кг) - 0,40 г/10 мин,
- коэффициент линейного теплового расширения а - 0,13 мм/м°С,
- удельная теплоемкость с р - 1,9 кДж/кг°С,
- коэффициент теплопроводности при 20°С - 0,38 Вт/м°С,
- предел прочности при растяжении в пределе текучести - 23 МПа,
- относительное удлинение при разрыве -> 600%,
- твердость - 59 Шор Д.
1.3 Упаковка и транспортировка труб
Производитель Wavin Metalplast-Buk Sp. о.о. Пластиковые трубы могут поставляться прямыми отрезками (штангами) или змеевиками (как в отдельных бухтах, так и на барабанах). Трубы полиэтиленовые диаметром от до 75 мм включительно смотаны в бухты . Трубы диаметром 90 мм и 110 мм могут поставляться прямыми отрезками или отрезками в бухтах. Трубы диаметром 125 мм и более стандартно поставляются прямыми отрезками длиной 12 м, упакованными в пачки на заводе с использованием деревянных каркасов.По специальному заказу возможен змеевик диаметром до 160 мм включительно - при заинтересованности обращаться по телефону
с Wavin Metalplast-Buk Sp. о.о.
ВНИМАНИЕ: обратите внимание на обеспечение личной безопасности при транспортировке, разгрузке и хранении труб, особенно при неблагоприятных погодных условиях (мокро и холодно). Следует соблюдать особую осторожность при разматывании змеевиков, так как при этом высвобождаются значительные усилия.
Для перевозки труб должны использоваться автомобили с ровным и ровным полом грузового кузова или специальные автомобили. На полу не должно быть гвоздей и других выступов. Во время транспортировки трубы должны быть надежно защищены от соскальзывания. Все боковые опоры должны быть плоскими и не иметь острых краев. Трубы с наибольшим диаметром должны располагаться в нижней части наливного ящика. Трубы не должны выступать за пределы кузова вагона более чем на пятикратный номинальный диаметр DN, выраженный в метрах, или на длину 2 м, в зависимости от того, что меньше.Эта рекомендация не распространяется на транспортировку труб, упакованных в жесткие связки.
Подвижные трубы
При обращении с трубами примите меры, чтобы не повредить их. Пластиковые трубы могут быть повреждены из-за контакта с предметами с острыми краями или после этого,
падают или волочатся по земле при падении. Для подъема труб предпочтительно использовать канаты и стропы из волокон (искусственных или натуральных).Металлические балки, стропы, крюки или цепи при неправильном использовании могут повредить трубу. При погрузке или разгрузке труб вилочным погрузчиком следует использовать тележки с гладкими вилами. Убедитесь, что труба не порвется при подъеме. Ударопрочность пластиковых труб снижается с понижением температуры, и в таких условиях следует соблюдать повышенную осторожность при их перемещении.
Хранение труб
Хотя пластиковые трубы легкие, прочные и гибкие, при их хранении следует соблюдать разумные меры предосторожности.Трубы должны храниться на участках, лишенных
острые предметы, камни или выступы. Максимальная высота складирования труб на строительной площадке не должна превышать 1,5 м для труб в заводской упаковке и 1,0 м для труб в прямолинейных участках, хранящихся насыпью в штабелях. При наличии труб в бухтах их можно хранить в вертикальном или горизонтальном положении, укладывая последовательные бухты друг на друга для защиты труб от экстремальных температур.
Мотки труб номинальным диаметром более DN 90 следует хранить в вертикальном положении на специально сооруженных для этой цели стеллажах.При хранении труб прямыми участками на стеллажах их конструкция должна обеспечивать достаточную опору, предотвращающую образование остаточных деформаций труб. Не размещайте трубы в непосредственной близости от топлива,
растворители, масла, смазки, краски или источники тепла. Рекомендуемый максимальный срок хранения для труб , не защищенных от солнечного света, составляет 1 год .
Использование труб, для которых это условие превышено, возможно только после консультации с производителем.В экстремальных климатических условиях может потребоваться определение особых требований к хранению труб. В этом случае обращайтесь в компанию Wavin Metalplast-Buk Sp. о.о. Если трубы поставляются в связках или другой упаковке, то ленты и/или упаковку следует снять как можно позже или непосредственно перед монтажом.
1.4 Трубные соединения
Фитинги компрессионные - позволяют соединять трубы диаметром от 25-110 мм разъемным способом, а также соединять трубы с дюймовой резьбой и резьбовыми фитингами.Допустимое номинальное рабочее давление (при температуре 20 o С) в зависимости от типа и размера арматуры составляет PN 10 или PN 16.
Рис. Конструкция витого зажимного фитинга.
Муфты компрессионные Multi/joint 3000 plus - это специализированные механические соединения, используемые для соединения труб из различных материалов в системах водоснабжения, канализации и газоснабжения в пределах допуска диаметра от DN 50 до DN 400 мм.
Уникальность соединения заключается в соединении резиновой прокладки
(EPM или NBR) со специальным кольцом.Соединители доступны в двух вариантах:
- в качестве самоблокирующихся соединителей с кольцом УниФикс,
- в качестве упругих муфт с кольцом УниФлекс.
В зависимости от выбранного решения возможно получение соединений на рабочее давление до PN 16 для водопроводов и PN 8 для газопроводов - как для стальных труб, так и
и пластик. Решения этого типа идеально подходят для ремонта и обслуживания сети. Их можно использовать в подземных и надземных применениях.Благодаря защите труб от выскальзывания они не требуют использования подпятников. Срок их службы достигает 50 лет.
Рис. Мульти/сустав 3000 плюс
Сварные соединения
Сварка встык - Сварка полиэтиленовых труб и фитингов способом стыковой сварки, заключающаяся в соосном расположении соединяемых элементов, выравнивании их лицевых поверхностей таким образом, чтобы эти поверхности были взаимно параллельны, равны по всему сечению и без слоя окисленного материала , а затем соответствующий нагрев концов соединяемых элементов, прижатие друг к другу и естественное охлаждение соединения.Методом встык можно соединять элементы одного размера (одинаковый наружный диаметр и одинаковая толщина стенки) и с одинаковым значением ПТР. Приваривание, например, труб со значением MFI 005 к фитингу или трубы со значением MFI 010 приведет к образованию заусенцев с роликами разных размеров. В некоторых случаях различия в размерах двух роликов могут быть настолько велики, что инспектор по надзору может усомниться в качестве пломбы.
Чтобы соединение полиэтиленовых элементов было прочным и выдерживало не менее 50 лет, оно должно выполняться в соответствии с таблицами сварки, указанными в таблицах:
- время отдельных операций
- температуры нагревательных пластин (периодически проверяйте измерительным прибором или в рамках калибровки сварочного аппарата),
- давление зажима и давление подачи (периодически калибровать сварочный аппарат).
Если во время сварки будут соблюдены вышеуказанные параметры, заусенец будет иметь соответствующую форму, а соединение должно иметь достаточную прочность. Однако следует помнить, что если соединяемые элементы выполнены из некачественного материала (например, из некачественного сырья или уже многократно переработанного полиэтилена) или в зоне соединения будут загрязнения (пыль, жир с пальцев и т.п.). .) или инородные тела (срезанная стружка, травинка) и т. д.), прочность соединения
будет занижен, хотя форма вспышки будет правильной.Такие ошибки могут проявиться во время проверки герметичности или через несколько лет после завершения работ.
Технология стыковой сварки
Перед началом работы проверьте состояние оборудования и инструмента. Сварочный аппарат должен иметь действующее свидетельство о калибровке, подвижные губки должны двигаться по направляющим плавно, а нагревательная пластина должна быть чистой и не иметь дефектов тефлонового покрытия. Недопустимо
отсутствуют утечки гидравлического масла, разрывы изоляции электрических проводов и т.п.В случае ветреной погоды, низкой температуры окружающего воздуха, запыленности или повышенной влажности накройте место установки защитным тентом и при необходимости включите обогреватель для повышения температуры или снижения влажности в непосредственной близости от сварочного аппарата. Трубы и фасонные части, хранящиеся на открытом воздухе или в складских помещениях, могут быть покрыты слоем
снаружи и внутри.грязь или пыль. Чтобы их частицы не попали на стыкуемую поверхность, торцы элементов следует зачистить на длине не менее 10 см.Первоначальную очистку можно выполнить с помощью сухого бумажного полотенца. Окончательную очистку следует выполнять чистящей жидкостью марки
.удалит жир и возможную влагу. Рекомендуется сделать первый пробный сварной шов. По форме получившейся вспышки можно будет определить правильность параметров процесса (может оказаться, например, что температура нагревательной плиты слишком низкая) и дополнительно очистить место нагревательная пластина, которая будет соприкасаться с соединяемыми элементами во время следующих сварных швов.Также рекомендуется выполнять такую пробную сварку перед каждой сменой
Рис. Стыковая сварка труб ПЭ
Процесс плавления
1. Поместите соединяемые трубы в держатели сварочного аппарата так, чтобы надписи на них были направлены вверх; поместите фитинг или более короткую трубу в подвижный держатель сварочного аппарата - установите трубу на ролики,
, который должен прочно стоять на земле. Это облегчит чтение надписей, а кроме того, при соединении трубы с трубой гарантирует минимизацию влияния овализации трубы и изменения ее толщины стенки (т.н.шалфей)
за качество сварного шва; ролики сконструированы таким образом, чтобы свести к минимуму усилие, необходимое для перемещения соединяемых элементов.
2. Измерить давление сопротивления перемещению элемента, установленного в подвижном держателе сварочного аппарата; если мы используем ручной сварочный аппарат без самописца - вносим это значение в карту сварки.
Неправильное определение сопротивления движению или изменение давления трубы на нагревательную плиту во время повторного нагрева может привести, например, к тому, что конец трубы отойдет от нагревательной плиты и его недостаточное
пластификация, а это в свою очередь влияет на качество сварного шва.
3. Очистите режущие поверхности плуга, вставьте плуг между торцами стыкуемых элементов и, установив строгальное усилие и включив плуг, выстрогайте их грани; Планируйте до тех пор, пока на обоих соединенных концах не получится около трех витков непрерывной стружки. Поверхности соединяемых элементов должны быть ровными, гладкими, слой окисленного полиэтилена должен быть удален, чтобы обнажить чистый материал.
4. Медленно отодвинуть соединяемые элементы от плоскости, выключить рубанок и после его остановки снять со сварочного аппарата и снова поставить на подставку - в целях безопасности не снимать плоскость при диске с режущими ножами вращается! Медленно отодвигать соединяемые элементы от лезвия плуга, чтобы уменьшить бугор, который будет возникать в месте отрыва режущих ножей от поверхности заготовок; горб высотой, равной толщине срезаемой стружки, вызовет точечное увеличение ширины заусенца в месте его возникновения.
5. Не касаясь очищенных поверхностей, удалите стружку из-под сварочного аппарата, с внешней и внутренней стороны торцов соединяемых элементов – лучше всего это делать металлическим крючком. На последнем этапе сварки между соединяемыми элементами может попасть отколовшаяся стружка и испортить сварной шов; касаясь обработанных поверхностей пальцами, мы покрываем их грязью и жиром, что снижает качество сварного шва.
6. Проверить и установить давление сварки p1 , равное значению давления соединения p3 (при сварке труб SDR 17.6 с фитингами SDR 17 использовать те же параметры, что и при сварке труб
СПЗ 17.6).Точная настройка этого давления влияет на размер и форму заусенца (см. Контроль качества сварки).
7. Сдвинуть концы соединяемых элементов и прижать их полным сварочным давлением, после чего проверить их прилегание; зазоры, возникающие в результате неточностей обработки, не должны превышать 0,5 мм. Таким образом, вы можете проверить, достаточно ли затянуты элементы до
.зажимается в зажимах сварочного аппарата; зазоры более 0,5 мм могут привести к большой разнице в толщине оплавиющих роликов по всей длине сварного шва (см. раздел «Контроль качества сварки»).
8. Убедитесь, что соединяемые элементы закреплены соосно; взаимное смещение соединяемых элементов не должно превышать 10 % толщины их стенки. Осевые смещения соединяемых элементов должны быть как можно меньше, так как чем больше несоосность, тем меньше
прочность соединения. Соединяемые элементы при необходимости отцентровать нажимными винтами держателей сварочных аппаратов; если зазор между запрессованными гранями соединяемых элементов
становится больше 0,5 мм, повторите операцию резки.Слишком большие угловые отклонения или осевые смещения соединяемых элементов оказывают непосредственное влияние на качество и прочность сварного шва.
9. Проверить температуру нагревательной пластины (200-220°С): более низкие температуры (205-210°С) используются для материалов MFI 010, а более высокие (примерно 220°С) - для материалов MFI 005; при сварке труб с более толстыми стенками (более 20 мм) температуру нагревательной плиты следует уменьшить на 5-10°С. Температура нагревательной пластины и время нагрева (в зависимости от толщины стенок соединяемых элементов) влияют на количество тепла, подводимого к концам соединяемых элементов, и, следовательно, на прочность соединения и величину оттока
10.Раздвиньте соединяемые элементы и поместите между ними нагревательную пластину, подведите элементы к нагревательной пластине и удерживайте прижимное усилие на уровне р1 до тех пор, пока заусенец не станет определенной толщины по всей окружности. Целью предварительного нагрева является получение температуры плавления ПЭ на концах соединяемых элементов и обеспечение полного контакта поверхностей
элемента для соединения с варочной панелью.
11. Уменьшить давление прижима до уровня p2 (давление подачи) и прогреть торцы соединяемых элементов точно в течение времени, указанного в таблице параметров процесса сварки (независимо от температуры окружающей среды).После уменьшения давления элементов на нагревательную пластину нагревательный ПЭ не станет вспышкой; более длительный повторный нагрев приведет к большему количеству вспышек, а более короткий повторный нагрев приведет к меньшему (см. Контроль качества сварки).
12. Раздвинуть элементы, как можно быстрее снять нагревательную пластину и снова соединить соединенные элементы, плавно увеличивая прижимное усилие до уровня p3 = p1 (давление соединения). Чем больше время снятия нагревательной пластины и повторного соединения элементов, тем толще слой охлажденного ПЭ на гранях соединяемых элементов и тем ниже качество сварного шва.
13. Поддерживайте давление выдержки p3 в течение времени, указанного в таблицах. Слишком раннее прекращение давления соединяемых элементов снижает прочность сварного шва.
14. Снизьте давление до нуля и дайте соединению продолжить охлаждение в течение времени, указанного в таблицах (процесс охлаждения нельзя ускорять – он должен протекать естественным образом).
Соединение еще слишком теплое (особенно в центре сварного шва) и поэтому слишком слабое, чтобы нагружать его силами, возникающими при удалении соединяемых элементов из
сварочные аппараты.
15. Разобрать рукоятки, отметить номер сварного шва на трубе (или фитинге) и заполнить акт сварки. Нанесение номера сварного шва на трубу (фитинг) позволит идентифицировать его и сопоставить с соответствующим протоколом сварки - это важный элемент системы обеспечения качества в строительстве
трубопроводов.
Электромуфтовая сварка
Электромуфтовая сварка чаще всего применяется для соединения элементов меньшего диаметра, обычно до 200 мм, хотя выпускаются электромуфты диаметром до 630 мм.При соединении полиэтиленовых элементов диаметром до 63 мм сварку следует выполнять электромуфтовым методом. Электромуфтовые фитинги представляют собой фитинги муфтового типа, поэтому элементы соединяются между внутренней поверхностью фитингов (раструбами) и внешней поверхностью труб или раструбных концов фитингов. В связи с тем, что эффективная площадь соединения электромуфтового фитинга с трубой может быть намного больше, чем площадь поперечного сечения трубы, соединения, выполненные таким способом, прочнее самой трубы.Также с течением времени это свойство соединения не меняется и поэтому его длительная прочность больше единицы (длительная прочность соединения определяется по отношению к длительной прочности трубы).
Электромуфтовая сварка признана простым методом соединения полиэтилена. Однако в любой технике соединения важны определенные элементы, влияющие на долговечность и прочность соединения.
Перед началом работы проверить состояние сварочного аппарата, генератора (если он используется), инструментов и подсоединенных труб и фитингов, и подготовить место, где она будет проводиться
сварка.Если этого требуют погодные условия, следует поставить защитный тент или чехлы. Исправное оборудование, исправный инструмент, бездефектные трубы и фитинги, правильно подготовленное место сварки – очевидные предпосылки качественного соединения. Особенно важно использовать сварочный аппарат, совместимый с системой используемой фурнитуры (производители фурнитуры рекомендуют использовать определенные модели). Механические повреждения фитингов и чрезмерная (более 1,5%) овализация труб могут привести к выходу соединения из строя через несколько лет.Испытание под давлением не может оказаться дефектным.
.Полиэтиленовая труба 40 x 2,4 мм PN10
Труба ПЭ 40 мм для подачи поливной воды (для закапывания или поверхностный монтаж).
Труба ПЭ 40 мм - информация
Труба полиэтиленовая 40 с толщиной стенки 2,4 мм. Рабочее давление: 10 атмосфер.
Труба40 изготовлена из полиэтилена высокой плотности, поэтому ее также называют трубной. Труба из полиэтилена высокой плотности 40 .
Подходит для использования на поверхности или под землей. В основном используется для транспорт воды в процессе орошения.
ТрубаPE 40 также идеально подходит для многих других применений, например, для перекачки жидкой воды. технологические среды или сточные воды.
Изготовлена из высококачественного полиэтилена, труба PE 40 ударопрочная. воздействие (даже в сильный мороз).
ТрубаPE 40 чрезвычайно гибкая, что делает ее устойчивой к растяжению.
ТрубаPE 40 имеет гладкую внутреннюю поверхность, что сводит к минимуму потенциальное сопротивление поток.
Небольшой вес трубы и широкий выбор муфт обеспечивают простое и эффективное соединение.
ТрубаПЭ 40 устойчива к неблагоприятным факторам, содержащимся в грунте.Благодаря твоему равнодушию физиологична, трубка не вносит в природу вредных примесей.
ТрубаПЭ 40 поможет вам избежать потерь, которые могут быть вызваны засухой. Потепление климата не перестает прогрессировать, поэтому вам следует готовиться к засухе сейчас.
Труба ПЭ 40 цена
Труба PE 40 стоит всего 3,57 злотых нетто / 1 метр.
ТрубаPE 40, проложенная под землей, может безотказно служить даже более 40 лет. Это прочный для низких температур до -60ºC. Все это с выгодным соотношением цены и качества.
Закажите трубку сегодня и подготовьтесь к будущим засухам. Не поливая посевы, вы подвергаете их риску себя к ненужным потерям.
Если вы хотите заказать трубу, пожалуйста, свяжитесь с нами и запросите счет-проформу.Затем сделайте перевод и ждать доставки. Труба PE 40 прибудет к вам в ближайшее время.
.Твердые частицы PM10 и PM2.5 что это такое? Стандарты загрязнения | Блог Airly
PM2.5 - самое вредное загрязнение
PM2.5 – это атмосферных аэрозолей диаметром не более 2,5 мкм. этого типа твердых частиц считается наиболее опасным для здоровья человека . Все потому, что пыль очень мелкая и в таком виде может попасть прямо в кровь. Именно этот тип твердых частиц отвечает за:
- степень тяжести астмы
- снижение функции легких
- опухоли легкого, глотки и гортани
- аритмии
- воспаление кровеносных сосудов
- атеросклероз
- низкий вес ребенка при рождении и проблемы с дыханием при контакте с пылью во время внутриутробного развития
- усиление симптомов заболеваний, связанных с системой кровообращения и дыхания.
Стандарт твердых частиц PM2,5
Твердые частицы PM2.5 соответствуют стандартам , при превышении которых объявляется сигнал тревоги . В результате многие думают, что обычный воздух от него свободен, но это не так. В Польше, к сожалению, довольно высокие концентрации считаются нормой, а кое-где тревогу не очень афишируют, или объявляют так часто, что мало кого это волнует.Например, в Кракове редко можно увидеть людей в противодымных масках, хотя воздух действительно плохого качества. Стоит добавить — для ясности — что ВОЗ установила стандарт среднесуточной концентрации твердых частиц PM2,5 на уровне 25 микрограммов на кубический метр , а годовой стандарт составляет 10 микрограммов на кубический метр.
PM10 - вредная взвешенная пыль
PM10 представляет собой смесь переносимых по воздуху частиц диаметром не более 10 микрометров. Вреден из-за содержания таких элементов, как бензопирен, фураны, диоксины - словом, канцерогенные тяжелые металлы . По данным ВОЗ, норматив среднесуточной концентрации этой пыли составляет 50 микрограммов на кубический метр, а годовой - 20 микрограммов на кубический метр. Стоит, однако, знать, что информация о превышении нормативов оглашается при суточной концентрации РМ10 в 200 мкг на кубический метр – так наглядно видно, как часто мы все думаем, что воздух хороший, а он очень загрязнен, но уровень еще не достигнут Тревога.
PM10 представляет собой твердые частицы, которые, прежде всего, оказывают негативное воздействие на дыхательную систему . Именно он отвечает за приступы кашля, хрипы, ухудшение состояния людей, больных астмой или острым, буллезным бронхитом. PM10 также косвенно влияет на остальную часть тела, в том числе увеличивает риск сердечного приступа и инсульта. Бензопирен также обладает высокой канцерогенностью. Как видите, этот тип атмосферного аэрозоля очень вреден для человека.
Источники:
https://pl.wikipedia.org/wiki/Смог
https://pl.wikipedia.org/wiki/PM2,5
https://kobieta.onet.pl/zdrowie/pyl-zawieszony- pm10-i-pm25-стандарты-и-вредность-пылезащитная маска / nw99lmy
http://www.tworawyatmosfere.pl/wplyw-zaniecyoszenia-powietrza-na-zdrowie
https://pl.wikipedia.org/wiki/ PM10
Задвижки: фланцевые, овальные | Saga
Одним из наиболее распространенных способов перекрытия потока жидкостей и газов является клиновая задвижка. Это тип клапана, в котором вращательное движение шпинделя вызывает подъем или опускание клина, чаще всего обрезиненного, открывающего и закрывающего заданный участок трубопровода. Задвижки не должны использоваться для регулирования потока - это не их предназначение.
Задвижка строительная
Важнейшим элементом задвижки является клин.При правильном изготовлении задвижка будет оставаться герметичной и надежной десятки лет при эксплуатации в условиях, соответствующих допустимым нормам. В противном случае может быть нарушена герметичность и более серьезно поврежден клапан. Важна и чистота среды: одни клапаны справляются с загрязнениями, которые вымываются при открытии потока, а другие очень чувствительны к загрязнениям.
Крутящий момент также может быть важен, особенно для клапанов с ручным управлением.Он должен быть достаточно низким, чтобы закрытие и открытие потока не требовало чрезмерных усилий и тем более использования, например, рычагов, которые могут повредить колесо и шпиндель. Чем меньше движущихся частей задвижки, тем лучше.
Наше предложение включает фланцевые, овальные, резьбовые, латунные, кованые стальные, кислотостойкие и двухклиновые латунные задвижки. Их можно использовать, в том числе, в водоснабжении, канализации, газоснабжении, нефтеперерабатывающих, отопительных, энергетических и химических установках.
Задвижка - где ее можно использовать?
Клиновая задвижка — это компонент, который можно использовать во многих местах. Чаще всего используются в установках:
- вода, 90 020 90 019 сточные воды, 90 020 90 019 газ, 90 020 90 019 нефтепереработка, 90 020 90 019 отопление, 90 020 90 019 энергия, 90 020 90 019 химия.
Как видите, наши задвижки клиновые могут использоваться для работы с водой, паром, газами, сточными водами и т.д.
На что обратить внимание при выборе клиновой задвижки?
Прежде всего, убедитесь, что интересующая вас модель работает в правильном температурном диапазоне. В описании каждого продукта вы найдете информацию о максимальной и минимальной температуре и давлении, при которых устройство может работать.
Будем рады вашим вопросам
Если вы не знаете, какая клиновая задвижка подойдет вам лучше всего, свяжитесь с нами. Мы будем рады помочь вам выбрать нужный товар.Помните, что ваше удовлетворение является нашим приоритетом.
.Прокладка DN80 PN10 GYLON3510 DIMER IBC плоская прокладка EN 1514-1 POLBERIS товары для промышленности
Настройки файлов cookie
Здесь вы можете определить свои предпочтения в отношении использования нами файлов cookie.Требуется для работы страницы
Эти файлы cookie необходимы для работы нашего веб-сайта, поэтому вы не можете их отключить.
Функциональный
Эти файлы позволяют использовать другие функции сайта (кроме необходимых для его работы).Включив их, вы получите доступ ко всем функциям веб-сайта.
Аналитический
Эти файлы позволяют нам анализировать наш интернет-магазин, что может способствовать его лучшему функционированию и адаптации к потребностям Пользователей.
Поставщики аналитического программного обеспечения
Эти файлы используются поставщиком программного обеспечения, под которым работает наш магазин.Они не объединяются с другими данными, введенными вами в магазине. Целью сбора этих файлов является выполнение анализа, который будет способствовать разработке программного обеспечения. Подробнее об этом можно прочитать в Политике домашних файлов cookie.
Маркетинг
Благодаря этим файлам мы можем проводить маркетинговые мероприятия.
.






 Вызов дизайнера:
Вызов дизайнера:


Действующие акции

скидка для внимательных клиентов 7% от общей стоимости заказа.

