Салон штор в Санкт-Петербурге




Латунь для пайки
Как паять латунью в домашних условиях: как запаять латунь
Латунь является одним из самых популярных сплавов во многих отраслях от судо- и машиностроения до создания изделий выступающих в качестве элементов декора. В данной статье мы разберемся в вопросе: Как паять латунью в домашних условиях.
СОДЕРЖАНИЕ СТАТЬИ
СВОЙСТВА ЛАТУНИ
К основным свойствам латуни относят:
- Хорошую устойчивость к заржавливанию и коррозийному повреждению;
- Высокие антифрикционные показатели;
- Лояльность к металлам, позволяющая достаточно легко сваривать латунь практически с любыми металлами. Наиболее это свойство выражено у красной латуни томпака;
- Легкость в обработке;
- Способность сохранять пластичность, не теряя прочности при понижении температуры;
- Хорошие показатели эстетичности.
По своей сути латунь является сплавом меди и цинка. Процентное содержание цинка имеет достаточно широкие границы, варьирующие от 5 до 45%. Цинк является компонентом не только улучшающим качества, но и значительно снижающим стоимость.
Прежде чем подробнее разобрать как запаять латунь в домашних условиях, целесообразным будет рассмотрение некоторых нюансов, связанных с дальнейшим процессом.
ЧТО НУЖНО УЧИТЫВАТЬ ПРИ СПАЙКЕ ЛАТУНИ В ДОМАШНИХ УСЛОВИЯХ
При спайке латуни в домашних условиях необходимо учитывать:
- При спайке необходимо учитывать неоднородную структуру сплава. Наличие примесей разных компонентов, обязывает к наиболее тщательному подбору вспомогательных средств и приспособлений;
- Какой тип латуни предстоит обрабатывать: литейный, представляющий собой цельнолитой объект, или деформируемый, чаще всего встречающийся в виде проволоки, или отрезка ленты;
- Каково процентное содержание цинковой составляющей в данном сплаве;
- На поверхности изделий из латуни присутствует окисная пленка, требующая верного выбора флюса, который должен содержать более активные компоненты и быть способен к растворению покрытия. В связи с этим классический флюс и его применение могут быть не оправданны в случае работы с латуниевым сплавом. Наиболее целесообразно использовать флюс, содержащий, к примеру хлористый цинк;
- Под воздействием высоких температурных режимов, сплав латуни начинает активно выделять цинк, что приводит к пористости шва.
ВЫБОР МАТЕРИАЛОВ ДЛЯ ПАЙКИ ЛАТУНИ В ДОМАШНИХ УСЛОВИЯХ
Флюс
Основной функцией флюса в процессе пайки латуни в домашних условиях является ликвидация покровной пленки с поверхности изделия и недопущение ее появления в перспективе. Выбор флюса зависит от того, с какой именно латунью предстоит работать: двух-или многокомпонентной. В первом случае подойдет сочетание соляной, или борной кислоты с хлористым цинком. Для спайки многокомпонентных латуней состав подбирается более сложный. Так, например, для работы со сплавами, содержащими в составе свинец и кремний, целесообразно использовать смесь бора, фтора и калия. Наиболее рекомендуемыми марками флюсов принято считать: ПВ-209(работа при температуре от 700 до 900 градусов), ПВ-209-х(работа от 650 до 800 градусов) и готовый производственный состав "Бура".
Помимо уже готовых производственных флюсов, можно использовать составы домашнего приготовления:
- Жидкие смеси. Классический вариант такого состава включает в себя:74% воды, 1% соляной кислоты и 25% хлорида цинка. Альтернативный вариант состоит из: 20гр. порошковой буры, 20гр. порошка борной кислоты и 200 мл воды. Все порошковые составляющие перед добавлением воды тщательно перемешиваются. Непосредственно перед использованием смесь подвергается кипячению и остужается;
- Пастообразные смеси. Наиболее распространенный состав пасты включает в себя: 16% канифоли и 4% цинка, смешанных с 80% вазелина для технических целей.
Применение флюсов домашнего приготовления в большинстве своем оправданно в случаях, если спайку произвести необходимо в кратчайшие сроки, а возможности приобрести профессиональное средство на данный момент нет.
Припой
Суть работы припойных материалов заключается в проникновении припоя, температура плавления которого ниже, чем у спаиваемых материалов, внутрь контактных поверхностей и соединение их после застывания. Достаточно часто в качестве припоя используются олово и свинец. Однако, стоит учесть, что подобное соединение не будет отличаться высокими показателями прочности и эстетической привлекательностью. Выбор наиболее подходящего припоя напрямую зависит от типа сплава и его составляющих. Так, для сплавов, в составе которых преобладает медь, наиболее целесообразны припои: серебряные ПСр-12 и ПСр-72, латунные ПМц36 и ПМц-54 и медно-фосфорные. Сплавы, большую процентную составляющую которых берет на себя цинк, требуют использования серебряных припоев не ниже ПСр-40.
Учитывая нюансы и некоторую прихотливость сплавов латуни, разработано достаточно большое количество профессиональных припоев для работы именно с латунью.
Наиболее популярные припои при пайке латуни дома:
- Медно-цинковые. Наиболее подходит для сплавов с высоким содержанием меди. При работе с таким припоем необходимо учитывать, что рабочая температура достаточно высока и может составлять 825(ПМЦ-36), 880(ПМЦ 48 и ПМЦ54) и более градусов;
- Серебряные. Такой припой содержит до 40% серебра, его отличают высокие показатели твердости. Наиболее распространены припои ПСР12, ПСр 72 и ПСр40 и выше для сплавов с большим содержанием цинка. В целом же такой тип припоя считается универсальным;
- Медно-фосфорные. Наиболее распространены марки МФ1, МФ2, МФ3. Медно-фосфорные припои так же считаются универсальными, обладают хорошей пластичностью и электропроводимостью, но уступают серебрянным в прочности. Их преимуществом является достаточно низкая стоимость;
- Медные сплавы. Их использование наиболее оправдано, когда требуется создать шов высокого уровня прочности. Самой распространенной маркой считается LCUp-6-универсал.
ЭТАПЫ ПРОЦЕССА СПАИВАНИЯ ЛАТУНЬЮ
- Место спаивания тщательно очищается от загрязнений и обрабатывается флюсом.
- На подготовленное место проведения работы выкладывается припоечная стружка.
- Под строгим контролем уровня прогрева, не допускающим деформации деталей, производится собственно нагревание.
- Завершение работы. В этот момент расплавленный припой скрепляется шов и начинает затвердевать.
МЕТОДЫ ПРОГРЕВА ЛАТУНИ
Газовая горелка
Данное приспособление удобно прежде всего тем, что не требует наличия электроэнергии и способно обеспечивать нагрев без прямого контакта с припоем.
Этапы процесса работы с горелкой:
- Металлы подлежащие спайке очищаются от загрязнений, обрабатываются флюсовым составом и разогреваются на асбестовой пластине;
- Спаиваемые объекты плотно совмещаются краями;
- Место будущего шва повторно обрабатывается флюсом, равномерно наносимым кистью послойно;
- Припой в виде стружки ровным слоем наносится на место соединения;
- Пламя горелки регулируется до необходимой мощности. В начале работ, пламя устанавливается малоинтенсивным для начального легкого прогрева, необходимого, чтобы припой схватился с поверхностью;
- Интенсивность пламени увеличивается и происходит основной нагрев при температуре от 700 до 750 градусов, в результате которого латунь приобретает красный цвет;
- После полного расплавления припоя, горелка выключается и изделие остужается;
- Оценка полученного шва считается положительной, если шов не имеет ярко выраженных отличий от основной поверхности;
- Очистка изделия от остатков флюса.
Паяльник
Для проведения работ необходимо наличие паяльника мощность которого составляет не менее 1000ВТ. Средняя температура необходимая в этом случае составляет 500 градусов. Все остальные этапы спаивания аналогичны работам с газовой горелкой. Единственным нюансом, может являться необходимость использования твердого припоя при спаивании меди и латуни. В этом случае лучше использовать спайку при низких температурах, при помощи паяльника с мощностью не превышающей 100ВТ и ортофосфорной кислоты. В качестве припоя лучшие результаты показывает оловянно-свинцовый вариант с маркировкой ПОс-60.
ТЕХНИКА БЕЗОПАСНОСТИ ПРИ ПАЙКЕ ЛАТУНЬЮ В ДОМАШНИХ УСЛОВИЯХ
При учете того, что работать приходится с высокими температурами и, зачастую, на весьма ограниченном пространстве, необходимо строго соблюдать технику безопасности. Для этого все свариваемые составляющие должны быть надежно зафиксированы, а руки и лицо мастера защищены средствами индивидуальной защиты. В качестве защитных приспособлений используются очки и перчатки. Причем желательно, чтобы последние не были изготовлены из синтетических материалов, способных возгораться и оплавляться. Помимо этого стоит учитывать, что некоторые виды флюсов могут обладать достаточно ярко выраженным, специфическим запахом. Особенно стоит обратить на это внимание людям, склонным к аллергическим реакциям или имеющим заболевания дыхательной системы. В связи с этим не стоит пренебрегать наличием качественной вытяжной системы.
Отвечая на вопрос: "как паять латунью в домашних условиях", можно ответить, что сам же процесс спайки латуни не составит сложностей, в случае, если будут неукоснительно соблюдены все необходимые условия и учтены все нюансы работы с латунью. Причем особенное внимание уделяется многокомпонентным сплавам и сплавам с высоким содержанием цинка, создающего на поверхности металла пленку, способную значительно усложнить весь ход работы.
КАК ПАЯТЬ ЛАТУНЬЮ В ДОМАШНИХ УСЛОВИЯХ: ВИДЕО
Пайка латуни газовой горелкой и паяльником: технология, припои, флюсы
Сплав меди с цинком, известный с давних времен, широко применяется и в наше время. Латунь обладает высокой прочностью, стойка к коррозии, пластична. Благодаря таким свойствам из нее изготавливают детали механизмов, элементы конструкций, вынужденных постоянно контактировать с агрессивными средами. Несмотря на надежность материала, в латунных изделиях иногда появляются разнообразные дефекты, требующие ремонта, — изломы, отверстия, трещины. Одним из способов восстановления элементов является пайка. Процесс этот не отличается большой сложностью, однако имеет свои особенности, поэтому крайне важно знать, как паять латунь. Знакомство с технологией пайки позволит успешно проводить такие работы даже в домашних условиях.
Подготовка к спайке латунных изделий
Чтобы очистить сплав, можно использовать щавелевую кислоту. Если ее не оказалось под рукой, можно посмотреть различные бытовые средства. Они наносятся на изделия из латуни, после чего она довольно быстро начнет темнеть. Затем можно избавиться от налета, взяв тонкую щетку и почистив детали в обычной воде. Вслед за этим понадобится сода, которой засыпается латунное изделие. По истечении нескольких минут сода смывается. При наличии щавелевой кислоты она разводится в пропорциях 20 грамм на литр горячей или холодной воды. Над раствором не рекомендуется дышать, а также следует защитить руки перчатками. Емкость должна быть пластиковая во избежание воздействия на другие металлы. Как только латунная деталь обработана, ее следует протереть и высушить.
Щавелевая кислота используется для очистки сплава.
Чтобы паять латунь наиболее эффективно, не стоит использовать обычную оловянную пайку, так как после ее применения остаются довольно заметные следы. Помимо этого, она не может похвастать большой прочностью. Для того чтобы паять латунь, рекомендуется использование другого способа, который обеспечивает повышенную надежность. Эффективная и надежная спайка латунных деталей обеспечивается применением газовой горелки. Чтобы изготовить припой из латуни, следует взять медь и серебро в пропорциях 1:2, тщательно перемешать и сплавить воедино, применяя графитовый тигель и газовую горелку. Производится помещение тигля в емкость с холодной водой, и только после этого возможно извлечение расплавленного и застывшего припоя. Он должен быть расплющен и нарезан либо наточен на стружку, что может быть сделано с помощью крупного напильника. После этого потребуется порошок буры и борная кислота, каждый ингредиент должен весить 20 грамм. На основе этих веществ производится изготовление флюса. Полученную порошковую смесь заливают водой объемом в четверть литра.
Подготовка
Приступая к работе, необходимо как следует очистить место соединения от загрязнений. Для этого можно использовать самые разные инструменты – металлические щётки, специальные насадки, напильники или наждачную бумагу. После этого обработанный металл необходимо обезжирить. Не сделав этого, вы затрудните свою работу, а пайка, если её и удастся выполнить, не будет обладать достаточной прочностью.
Спаиваемые детали необходимо уложить на термоизолирующую подкладку. Странно, но многие источники до сих пор рекомендуют для этих целей признанный канцерогеном листовой асбест. Несомненно, что стоит подыскать ему не наносящую вред здоровью замену. Например, на основе стекловолокна или углепластика.
Припои для спайки деталей из латуни
Пайка газовой горелкой должна производиться крайне аккуратно, при максимальной температуре в 700 градусов.
Латунные детали, которым требуется спайка, размещаются на асбестовом основании. Соединенные детали посыпаются припоем, нарезанным мелкими кусками и предварительно заточенными. Затем соединение аккуратно нагревается с использованием газовой горелки. Эта работа должна выполняться максимально аккуратно. При спайке деталей температура должна плавно подходить к определенному уровню. Максимально допустимый уровень является 700-градусным, если же его преодолеть, можно столкнуться с безнадежной порчей всех деталей. Когда необходимо спаять крупные и массивные детали, их нагрев должен быть постепенным во избежание негативных последствий. При спайке мелких и тонких деталей процесс нагрева происходит в очень короткие сроки, поэтому важно внимательно относиться к нему.
Конечно, обычная пайка оловом производится гораздо проще, чем подобным методом, однако именно благодаря ему надежность и прочность спайки латунных деталей будет гораздо более высокой. Важно помнить о некоторых особенностях пайки латуни, например, об испарении цинка в очень горячем состоянии. Помимо этого, поверхность сплава покрывается оксидной пленкой. Латунь, в которой цинк содержится менее чем в 15%-ом соотношении, окисляется и покрывается пленкой, в которой присутствуют сцепленные частицы оксида меди и оксида цинка. Медные сплавы, в которых цинк содержится в гораздо больших количествах, окисляясь, образуют пленку, состоящую в основном из оксида цинка. Проблема таких сплавов заключается в том, что окись меди удаляется проще и быстрее, нежели окись цинка.
Готовое изделие промывается горячей 3%-ой серной кислотой.
Если проводится обычная низкотемпературная спайка, при которой применяется припой с содержанием свинца и олова либо другие тиноли, оксидную пленку необходимо удалять с металлических поверхностей. Здесь возможно использование канифольно-спиртовых или более активных флюсов. Чтобы обработать латунь с большим содержанием цинка, например, Л63, необходимо использовать флюс, в состав которого входит хлористый цинк. Важно помнить о том, что у латуни одни из худших качеств плавления с оловянно-свинцовыми припоями. Эта особенность приводит к тому, что при процессе спайки медленно начинают расти интерметаллидные слои. Они положительно влияют на шов, и можно ожидать улучшения механических свойств металлов.
Не стоит надеяться, что пайка, при которой применяются оловянно-свинцовые припои латуни Л63, приведет к качественным соединениям. Их прочность сцепления и качество будут уступать меди, если условия будут одни и те же. Показатель предела прочности по отношению к медным деталям, спаянным при помощи олова, будет достигать 90 МПа, а к латунным — не достигнет и 60 МПа. Спайка латунных деталей, в которых присутствует большое содержание меди, может осуществляться припоями ПСр 72, 45, 25 и 12. Иногда в таких случаях допустимо применение медно-фосфорной латуни либо такого латунного сплава, который плавится при небольшой температуре. Это в основном применимо к спайке в газовой среде.
При высоком уровне цинка возможно использование припоя ПСр 40. Применение фосфористых припоев является совершенно непригодным, потому что существует большая вероятность проявление соединения паяного шва, имеющего низкую пластичность. Это объясняется образованием фосфидов цинка, отличающихся своей хрупкостью. Также очень распространен твердый припой, применяемый при соединении крупных изделий, например, для работы с латунными и медными трубами и отопительными системами в целом. Преимущество твердых припоев заключается в высокой прочности полученных соединений.
Пайка латуни – делаем неразъемное соединение в условиях дома + видео
Пайка латуни газовой горелкой, оловом, оловянно-свинцовыми и иными аналогичными припоями весьма распространена, хотя многие не решаются взять в руки соответствующий инструмент. Ниже будут рассмотрены все тонкости этого процесса, области применения, а также способы осуществить его самостоятельно в домашних условиях.
1 Основы пайки и области применения
Пайка – один из способов получения неразъемного соединения. Осуществляется она путем введения между двумя элементами расплавленного припоя. А значит, температура плавления последнего должна быть несколько ниже, чем у материалов основных деталей. С помощью этого процесса можно соединять между собой разнородные металлы, и в некоторых ситуациях это бывает единственно возможным способом крепления.
Многие отождествляют такое соединение металлов со сваркой, однако общим у них является только лишь конечный результат. Суть же совершенно иная. Самое главное их отличие заключается в том, что при сварочных работах происходит расплавление основного материала. В пайке же плавится только лишь металл-связка, так что полностью сохраняется целостность обрабатываемых деталей. Благодаря этому появляется возможность работать с довольно мелкими элементами, не переживая, что они деформируются, да и структура со свойствами у паяемых материалов останутся прежними.
Рекомендуем ознакомиться
Однако стоит учитывать, что по сравнению с той же сваркой соединение будет менее прочным. Это обусловлено мягкостью припоя, если же речь идет о латунных изделиях, то данный материал при воздействии высоких температур выделяет цинк, и шов получается более пористый, что также негативно отражается на прочности сцепления. Да еще и играет роль расположение элементов, так пайка встык достаточно ненадежна, лучше делать внахлест.
Сегодня именно пайка занимает одну из лидирующих позиций в создании неразъемных соединений, уступая место только лишь сварке металлов. Так, электронщикам, которые вынуждены работать с довольно хрупкими микросхемами, очень трудно себе представить свою профессию без участия в ней этого процесса. Кроме того, паяные соединения очень актуальны и в электрике, если необходимо нарастить либо просто соединить провода.
Также таким способом осуществляется соединение медных труб в холодильниках, теплообменниках и других установках. Очень часто ее применяют для крепления пластин, сделанных из твердых сплавов к режущему инструменту. Еще можно присоединить тонкостенные детали к толстому листу. Кроме того, иногда с помощью лужения осуществляют антикоррозионную обработку. В общем, сфера применения довольно обширная.
Пайка может быть высоко- либо низкотемпературной. В первом случае соединение получается более надежным, плюс у него повышенная термоустойчивость (это связано с тем, что припои для этого типа обработки имеют большую температуру плавления). Таким образом, детали после подобного воздействия могут работать при куда более высоких температурах по сравнению с деталями, соединенными вторым способом. Однако такой вид имеет и свои недостатки, так как речь идет о чрезмерно высоких температурах, то осуществить данный процесс простым подручным паяльником не удастся. Для него необходимо специальное оборудование, что в значительной степени усложняет работу.
2 Пайка латуни – особенности материалов
Чаще всего работать паяльником приходится по сплаву меди и цинка, именуемому латунью. Этот материал преимущественно встречается в промышленности и домашнем хозяйстве, так из этого материала делают радиаторы, трубы и множество других изделий. Поэтому рассмотрим особенности работы с ним. Во-первых, очень важно правильно подобрать флюс для пайки латуни. Ведь обыкновенный канифольно-спиртовый неспособен хорошо удалить оксидную пленку с ее поверхности, поэтому необходимо использовать более активные компоненты, основой которых может являться хлористый цинк.
Для пайки элементов в соляных ваннах нашли свое применение флюсы, содержащие буру либо фтороборат калия. Обычно их содержание в растворе около пяти процентов. Они способствуют лучшему затеканию связующего компонента в зазоры.
Во-вторых, с особым вниманием следует подбирать и припой для пайки латуни. Для газовых сред отлично подойдут серебреные и медно-фосфорные компоненты. Они применимы и для работ с латунями, где большое содержание меди. В последнем случае в качестве припоя можно использовать даже латунь, просто ее температура плавления должна быть значительно ниже, чем у основного сплава, из которого сделаны детали. Весьма распространенной является пайка латуни твердым припоем. Так, допустим, для соединения радиаторов, медных труб и иных элементов отопительных систем используют L-CuP6. Вообще, твердые припои выигрывают по сравнению с мягкими, так как прочность соединения будет большей.
Также важно рассмотреть ситуацию, когда материал соединяемых деталей различен, например, как происходит пайка меди с латунью, в домашних условиях данный процесс вполне осуществим, главное, знать некоторые его особенности, и какой припой следует использовать. При нагреве на поверхности латуни образуется оксидная пленка, также чрезмерное тепло способствует и испарению цинка из этого сплава, который попадает в жидкий металл-связку. В связи с этим швы получаются более пористыми, что способствует ухудшению прочности сцепления.
Кроме того, из-за данного свойства очень редко применяют высокотемпературную пайку в специальных печах. Что же насчет пайки в газовых средах, то это лучше делать с применением флюса, если же такой возможности нет, тогда на поверхность деталей из латуни следует нанести слой никеля либо же меди. Подобное решение позволит избежать выделения цинка и, соответственно, соединения будут более надежными. Некоторые припои содержат вещества, которые выполняют и роль флюса, что делает работу проще, ведь не нужно жонглировать множеством компонентов во время работы. Примером может служить меднофосфорный припой.
3 Как паять латунь – инструкция для домашнего применения
Изучив все особенности процесса и ознакомившись со всеми возможными компонентами, следует уделить внимание непосредственно вопросу, как паять латунь. Ведь она очень часто встречается у нас в быту, а нанимать специалистов не всегда позволяет бюджет, поэтому приходиться справляться своими силами. Тем более что нам понадобятся всего-то:
- газовая горелка (иногда можно обойтись и простым паяльником),
- припой,
- флюс,
- бура.
Без последних двух элементов шов, конечно, получится, однако будет довольно слабым, белым и места сгибов, если таковые имеются, могут очень быстро разойтись.
Итак, приступим к сбору всего необходимого. В этот список входят: газовая горелка, асбестовое основание, графитовый тигель, бура, припой и борная кислота. Припой готовится следующим образом: берется одна часть меди и две серебра, далее их кладут в тигель и расплавляют, нагревая на газовой горелке, не забывая при этом перемешивать. Поле того как смесь получилась однородной, помещаем емкость в холодную воду, дабы содержимое остыло. Потом же его можно либо нарезать, либо использовать в виде стружки.
Чтобы изготовить флюс понадобятся бура для пайки латунью и борная кислота, которые берутся в соотношении 1:1 и заливаются водой. Так, взяв по 20 грамм каждого компонента, понадобится 250 мл жидкости. Теперь приступаем непосредственно к процессу. Берем детали, обрабатываем их поверхность флюсом и посыпаем стружкой припоя. Затем подносим к газовой горелке и греем где-то до 700 °С. Опасайтесь перегрева, ведь тонкие латунные детали нагреваются очень быстро и могут деформироваться. Массивные элементы необходимо прогревать постепенно. Пайку можно считать завершенной. Конечно, паяльником данную процедуру делать куда проще, зато горелкой более надежно.
tutmet.ru
Дополнительные рекомендации
Смешивать компоненты паяльной пасты, используя проволоку, рекомендуется лишь после полного расплавления серебра и меди.
Самостоятельно создать графитовый тигель можно, используя графитовые угли. Дело в том, что графитовые угли применяются как контактные элементы в троллейбусах, и их вполне несложно отыскать: для этого подойдут конечные остановки электротранспорта. Размеры тигля довольно небольшие — 2×2 см. Создание его вручную происходит довольно легко, и это приведет к значительному упрощению рабочего процесса.
Некоторые особенности
Пайка по своей сути является наиболее оптимальным способом получить достаточно прочное и неразъемное соединение, как деталей выполненных из латуни, так и заготовок из других материалов, в том числе и из чугуна. Сварка графитовым электродом, в свою очередь, требует определенных навыков и подготовки.
При осуществлении соединения между элементами обязательно вводится расплавленный припой, и для этого можно воспользоваться оловом или бурой.
Припой должен иметь температуру плавления несколько ниже температуры плавления основного материала.
При помощи пайки между собой можно прочно соединять самые разные материалы, в том числе детали, выполненные из чугуна или меди.
Очень часто это бывает единственным способом осуществить скрепление металлических поверхностей различных типов.
Конечно, пайку в некотором роде можно определенным образом сравнить с выполнением сварки, когда соединение поверхностей производится электродом, однако в этом случае общим является только конечный результат.
Суть самого процесса выполнения пайки совершенно иная.
Основное различие между сваркой и пайкой заключается в том, что при соединении поверхностей электродом плавится основной материал, а при работе с паяльником плавится только металл-связка.
Кроме этого, в пайке обязательно должен присутствовать флюс, в качестве которого может выступать бура.
Конечно, пайка обеспечивает менее прочное соединение поверхностей алюминия, меди или чугуна, чем например сварка, однако позволяет работать даже с мелкими заготовками.
Объяснить это можно тем, что используемый при пайке флюс, в качестве которого может выступать бура, под воздействием относительно высоких температур выделяет определенные химические элементы, которые и уменьшают прочность основного соединения, кроме этого, сам шов получается пористым.
Пайку алюминия, как и, например, сварку чугуна, лучше всего производить внахлест, а не встык.
Несмотря на то, что по прочности соединения пайка несколько уступает сварке электродом, она в настоящее время активно используется в самых разных отраслях промышленности.
При помощи нее осуществляют необходимое скрепление не только латунных заготовок, но и изделий из меди и даже из чугуна.
Чаще всего пайку различных типов металлов производят паяльником, однако при необходимости для этих целей можно воспользоваться и газовой горелкой.
Для выполнения пайки, в том числе и латунных заготовок, в обязательном порядке требуется припой или флюс, в качестве которого очень часто выступает бура.
Следует отметить и то, что сварка может быть как высокотемпературной, так и низкотемпературной. В домашних условиях используется первый вариант пайки.
На видео выше можно увидеть, как выполняется пайка латунных заготовок.
Необходимый инструмент
Если решено, чем паять, то следует решить и вопрос, что приготовить. При пайке латуни потребуется следующий инструмент и приспособления:
- паяльник мощностью 100 Вт и 0,5-1 кВт;
- газовая горелка в комплекте с газовым баллоном;
- тигель;
- весы;
- тиски;
- нож;
- ножницы;
- напильник;
- плоскогубцы;
- струбцина;
- шкурка наждачная;
- кисточка;
- щетка.
Латунь очень часто используется в различных бытовых устройствах, поэтому при их поломке возникает вопрос, чем спаять латунь. Такая пайка вполне возможна, но требует выполнения определенных условий и правил.
Пайка латуни, позволяющая получать качественные и надежные соединения, – это технологический процесс, предполагающий использование газовой горелки, а также специального припоя. В качестве последнего применяется проволока, материалом изготовления которой может быть олово или сплав данного металла со свинцом. Если хорошо изучить особенности такого процесса, а также подготовить все необходимое оборудование и расходные материалы, то успешно выполнять его можно даже в домашних условиях.

Процесс спайки латунных деталей
Характеристики материалов
Вообще латунь представляет собой сплав меди и цинка. Особенно часто он используется для производства различной домашней утвари, труб, радиаторов и многих других приспособлений.
Домашнему мастеру очень часто приходится сталкиваться с необходимостью провести соответствующую обработку поверхностей из латуни, а поэтому необходимо знать все особенности этого специфического металла.
Для выполнения пайки латунной поверхности очень важно правильно подобрать соответствующий флюс и в этом случае лучше всего подходит бура, которая способна эффективно убрать с поверхности образуемую оксидную пленку.
Приобрести данный флюс, роль которого исполняет бура, можно практически в любом строительном магазине по вполне доступной стоимости. Флюс на основе буры позволяет обеспечить более качественное затекание основного связывающего компонента в образуемые зазоры.
Также с особой тщательностью следует подбирать и припой для латуни.
Так, если данная работа будет выполняться в газовой среде, то в этом случае лучше всего воспользоваться серебряными или медно-фосфорными припоями.
Такой припой отлично подходит и для работы с латунью, которая имеет высокое содержание меди. В этом случае можно использовать припой на основе самой латуни с более низкой температурой плавления.
С особой тщательностью и осторожностью припой и флюс следует подбирать в том случае, когда необходимо соединить между собой детали из совершенно разных материалов.
Так, например, качество пайки латуни и непосредственно меди во многом зависит от того, кокой будет использоваться припой, а также флюс (бура).
Применение латуни
Кроме перечисленных положительных свойств, латунь очень долговечный и надёжный сплав. Латунь применяется в следующих областях:
- Изготовление трубопроводной арматуры (переходники, вентили, трубы).
- Сантехнических устройств (краны, смесители умывальники)
- Мебельной фурнитуры (руки, защёлки, замки, декоративные накладки).
- Производство электротехнических деталей.
- Производство сувениров.
- Производство посуды.
- Художественное литьё.
- Производство ювелирных изделий. Ювелиры в основном применяют двухкомпонентные сплавы. Это может быть: желтая, красная, зелёная или золотистая латунь.

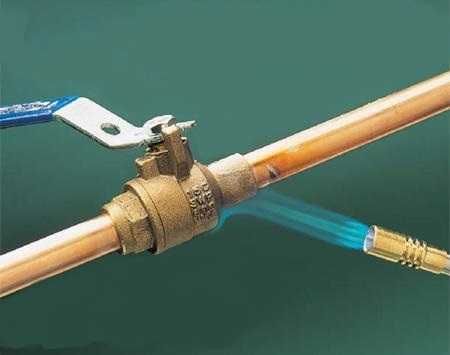
Пайка трубы из латуни
Порядок работы
После того как будут подробно разобраны и изучены все свойства используемых в процессе пайки латуни материалов, можно переходить непосредственно к самому процессу.
Для начала следует подготовить весь требуемый инструмент и материал. Под рукой должна быть газовая горелка или паяльник, а также соответствующий припой и флюс.
Данный материалы следует подбирать максимально внимательно, чтобы в итоге шов получился максимально качественным и плотным.
В некоторых случаях припой для латуни можно приготовить самостоятельно и для этого необходимо будет взять в определенных пропорциях медь и техническое серебро, расплавить их в специальном тигеле и тщательно перемешать.
Когда расплавленная смесь станет полностью однородной, емкость с ней необходимо будет поместить в холодную воду до полного остывания.
Далее приготовленный таким образом припой следует аккуратно измельчить или нарезать.
При приготовлении припоя своими руками следует особое внимание уделять однородности его структуры, так как от этого во многом будет зависеть качество и прочность будущего соединения.
В этом случае не стоит экономить на расходных материалах и делать выбор в пользу более дешевых и менее качественных компонентов.
В свою очередь флюс для пайки готовится из буры и борной кислоты, которые также можно совершенно свободно приобрести в любом строительном магазине.
Данные компоненты берутся в одинаковых пропорциях и заливаются обыкновенной водой.
После того, как для пайки латуни будут готовы все необходимые компоненты, можно переходить непосредственно к самой работе.
Для этого берется латунная заготовка, предварительно очищенная от грязи и различных масляных пятен и аккуратно посыпается измельченным припоем.
После этого в действие приводится газовая горелка, при помощи которой производится прогрев рабочих поверхностей до определенной температуры.
Здесь главное не перегреть латунную деталь, чтобы она не лопнула и не деформировалась.
Если латунные поверхности имеют большую толщину, то их прогрев следует производить в обязательном порядке постепенно.
При соблюдении всех рекомендаций и порядке действий, шов получится достаточно плотным и качественным.
Более подробно о том, как паять латунь без посторонней помощи в домашних условиях, подробно рассказано на видео в нашей статье.
В быту нередко встречаются изделия из латуни. Ремонтируя их, владельцам приходится прибегать к технологии пайки. Так как данный способ соединения металлов обладает специфическими особенностями, у новичков в ходе работы могут возникнуть трудности. Поэтому их интересует, как паять латунь. Если знать технологию и соблюдать рекомендации специалистов, с этой процедурой сможет справиться каждый. Информацию о том, как паять латунь в домашних условиях, вы найдете в данной статье.

Условия и область применения пайки
Прежде чем разбираться в вопросе о том, как паять латунь, следует хорошо изучить все особенности такого технологического процесса. При выполнении пайки, которая является одним из методов получения неразъемных соединений, в зазор, расположенный между соединяемыми деталями, вводится расплавленный припой, который и выступает в роли скрепляющего элемента.
Важным условием выполнения пайки является то, что припой, для расплавления которого пользуются газовой горелкой, должен плавиться при меньшей температуре, чем материал изготовления соединяемых деталей. Такая технология (в некоторых случаях она является единственно возможным способом получения неразъемного соединения) позволяет надежно спаять между собой даже разнородные металлы.
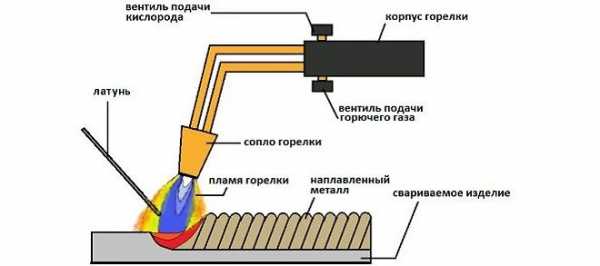
Схема пайки латунью с использованием газовой горелки
Совершенно неправильно сравнивать пайку с таким технологическим процессом, как сварка, который предполагает, что расплавляться будет не только специальная проволока-припой, но и металл соединяемых деталей. Именно благодаря тому, что при выполнении пайки основному температурному воздействию подвергается припой, характеристики соединяемых деталей и их целостность остаются неизменными. Такая особенность позволяет успешно использовать эту методику для соединения металлических деталей, которые отличаются даже очень небольшими размерами.
Между тем следует иметь в виду, что для выполнения пайки в качестве припоя используются более мягкие материалы, если сравнивать их с теми, которые применяются для формирования сварного шва. Это приводит к тому, что соединения, созданные при помощи пайки, изначально менее прочные и надежные, чем сварные швы. А в тех случаях, когда выполняется пайка латунью, из припоя в процессе интенсивного нагрева испаряется цинк, что приводит к пористости формируемого шва. Такая пористость металла значительно ухудшает качество и надежность соединения. При выполнении пайки деталей, изготовленных из латуни, большое значение имеет и их взаимное расположение. Такие детали лучше соединять не встык, а внахлест.
В чем особенности использования медных сплавов
Многие новички задают вопрос, чем паять бронзу и латунь. Интерес обусловлен тем, что пайка сопряжена с некоторыми сложностями. В ходе термического воздействия происходит активное испарение из сплава цинка, в результате чего образуется плотная пленка из цинковых и медных оксидов. Разрушить ее достаточно затруднительно. Как утверждают специалисты, не справится с этой задачей и канифоль.
Мастеру придется воспользоваться специальными флюсами. Если применять оловянно-свинцовый припой, то существует риск, что место соединения будет с низкой механической прочностью. В отличие от медной спайки в данном случае показатель прочности будет в полтора раза ниже. Причина тому – испаряющийся цинк. Выбор способа пайки бронзовых деталей будет зависеть от ее состава. Бронзу с высоким содержанием олова и никеля следует паять с применением оловянно-свинцовых припоев. Бронзу, содержащую алюминий и бериллий, лучше соединять специальными припоями и флюсами.

Преимущества и недостатки самостоятельного выполнения
Когда нужно соединить изделия из латуни, пайка – лучшее решение. Изучить, как выполняется процесс, нужно, так как каждый раз звать специалиста окажется накладно для семейного бюджета. Но именно мастер может выполнить работу любой сложности качественно и на долгое время. Когда требуется пайка труб в водоснабжении или электрических проводов, то пайку лучше доверить мастеру. Потому по неопытности можно остаться без света или устроить мини-потоп.
Рекомендуем также к прочтению:
Состав и особенности латуни
Способы плавления латуни в домашних условиях
О флюсах
Их задача – удалять с поверхности соединяемых металлов образующуюся пленку и предотвращать ее дальнейшее появление. Согласно отзывам специалистов, для пайки медных изделий подойдет канифоль. Иная ситуация обстоит с латунью. Как правильно паять этот сплав? Какой флюс выбрать? Такие вопросы очень часто задают начинающие. Опытные мастера советуют воспользоваться более «агрессивным» флюсом, чем канифоль. Поскольку в производстве латуни в качестве добавок применяют металлы, для пайки следует брать флюсы с разными составами. Для работы с самыми распространенными марками латуни Л63 и ЛС59 предназначен флюс, содержащий хлористый цинк и борную кислоту. Для ЛКС80 со свинцом и кремнием оптимальным вариантом станет флюс на основе буры, содержащий в своем составе бор, калий и фтор. На прилавках специализированных магазинов имеются уже готовые составы. Специалисты рекомендуют обратить внимание на флюсы ПВ-209, ПВ-209Х и «Бура». Тот, кто желает сэкономить, может приготовить флюс дома.
Как готовится флюс с бурой?
Флюсовая борная смесь для использования в работе с металлами имеет свои особенности и готовится следующим образом: к примеру, буру для пайки латуни перемешивают с борной кислотой в равных пропорциях.
Смесь следует хорошенько перетереть в специальной химической посуде, а затем выпарить всю жидкость для финишного сухого остатка. Затем в полученное вещество добавляются соли фтора и хлора. В итоге формируется активный флюс, который станет отличным помощником в нагревании металлических деталей самого разного типа.
О припое
С помощью этого расплавленного металла осуществляется спайка. В жидком состоянии он проникает внутрь паяемых металлов, а затем остывает, в результате чего и происходит соединение. Температура плавления припоя обязательно должна быть ниже температуры плавления самих металлов. Тем, кто интересуется, можно ли паять латунь оловом, опытные мастера рекомендуют использовать припой с хорошей адгезией. Обычными сплавами, содержащими олово и свинец, лучше пользоваться в тех случаях, когда не требуется высокая механическая прочность. Также припой подойдет, когда не важен внешний вид места соединения.
О составах припоев
Выбор припоя зависит от марки латуни. Серебряные припои ПСр12-ПСр72, латунные ПМЦ36-ПМЦ54 и медно-фосфорные рекомендованы для латуни с преобладанием в ее составе меди. Если в металле больше цинка, то нужно работать серебряными припоями от ПСр40 не ниже. С фосфористыми составами образуются непрочные фосфорные соединения цинка, что понижает механическую прочность спайки. Для деталей, которые в ходе их эксплуатации не подвергаются ударным воздействиям и вибрации, подойдут латунные припои МПЦ. Отметим, что латунь может легко растворяться, поэтому мастера, используя серебряные и фосфористые припои, должны сократить время нагревания и спайки.
Для работы со стационарно закрепленными деталями (радиаторами и трубами) опытные мастера рекомендуют воспользоваться специальными твердыми припоями со сложными составами. Согласно многочисленным отзывам потребителей, большой популярностью пользуется L-CuP6, который плавится при температуре 730 градусов. Приготовить припой можно и в домашних условиях.

Бура в домашнем хозяйстве 17.02.2017 10:45
Бура в домашнем хозяйстве
Какой только химии сейчас нет в магазинах – просто глаза разбегаются! А между тем очень часто всё это разнообразие составляют 3–4 препарата в самых разных упаковках и сочетаниях. Реально же всё это бесконечное разнообразие цен и упаковок различается тем, насколько раскручен бренд, да бесполезными ароматизаторами и красителями.
Бура или боракс – одно из средств, которое совсем недавно применялось очень широко. Её химическое наименование – тетраборат натрия, химическая формула – Na2B4O7. Этому химическому соединению, приписывают токсичность, но оно используется в пищевой промышленности как консервант E285. Правда, в России и США применять эту пищевую добавку не рекомендуют, хотя она не более ядовита, чем поваренная соль. Однако нас этот химический препарат интересует не как продукт, а как универсальное средство для самых различных применений в хозяйстве.
Итак, применения буры
1. Очистка духовки. Требуется 8 ст. ложек пищевой соды, полстакана соли и 4 ст. ложки буры. Это всё следует растворить в тёплой воде. Полученным раствором или пастой, в зависимости от количества воды, можно прекрасно отчистить стенки духовки. После очистки следует промыть духовку тёплой водой.
2. Универсальный очиститель гладких поверхностей. Растворить на 2 стакана тёплой воды 2 ч.
ложки буры, 2 ст. ложки 10% уксуса и 3 капли масла чайного дерева. Полученную смесь использовать с опрыскивателем. Это средство также отлично работает как очиститель для посудомоечных машин.
3. Жидкость для мытья окон. Растворить на 3 стакана воды 2 ч. ложки буры. Стёкла опрыскать раствором и мыть обычной газетной бумагой или салфеткой из микрофибры.
4. Раствор для отмывания органических загрязнений. Растворить на 300 мл воды 1 ч.
Как это сделать
Для пайки латуни лучше всего воспользоваться серебряным припоем. Желательно, чтобы местом плавки был специальный тигель, приспособленный для значительных термических воздействий. В качестве материала для тиглей могут быть использованы контактные угольные элементы для троллейбуса. В нагретом состоянии они не представляют ценности, а домашний умелец может их приспособить для изготовления припоя. В данном изделии следует сделать выемку 20 х 20 мм. Далее к ней следует проделать канавку. Извлекать припой будет легче, если ее ширина составит 0,5 см.
Припой делают из серебра и меди (2:1). После взятия нужного количества металлов их следует поместить в тигель. Их термообработка осуществляется газовой горелкой. Некоторые мастера расходный материал предварительно крошат. В таком случае процедура плавки протекает гораздо проще. Далее в состав добавляют стальной или керамический (фарфоровый) стержень. Паять латунь можно тогда, когда припой кустарного изготовления полностью застынет.
Приготовление припоя своими руками
Серебряные припой тоже годятся для паки латуни.
Для того чтобы решить вопрос пайки латуни, следует приготовить нужный припой своими руками. Наиболее подходящим для всех латуней является серебряный припой; его и следует приготовить. Расплавление металлов нужно проводить в тигле, выдерживающем значительные термические воздействия. Наиболее просто такой тигель делается из контактных угольных элементов для троллейбусов. Сгоревшие элементы вполне доступны и могут пригодиться для тигля. В таком графитовом элементе делается выемка размером примерно 2х2 см, а к выемке протачивается канавка шириной около 5 мм (для облегчения съема припоя).
Для припоя необходимы серебро и медь в соотношении 2:1. Отмеряется нужное количество металлов и опускается в тигель. С помощью газовой горелки добиваются расплавления металлов в тигле. Для упрощения процесса расплавления металлы предварительно следует максимально раскрошить. Расплав перемешивается стальным или керамическим (фарфоровым) стержнем. После остывания такой сплав можно использовать как припой.
Как выполнить спайку газовой горелкой
Как паять латунь? Процедура заключается в следующем:
- Перед началом процесса нужно разогреть металлы. Выполняется эта работа на жаропрочных материалах. Специалисты советуют воспользоваться асбестовой пластиной.
- Спаиваемые детали нужно совместить друг с другом.
- Поверхности в месте спаивания тщательно протереть флюсом.
- Произвести нарезку серебряного припоя. В конечном итоге он должен представлять собой стружку, которую следует насыпать на место соединения металлов.
- В газовой горелке отрегулировать пламя. Для схватывания припоя с поверхностями металлов место соединения сначала прогревается слабым огнем.
- Выставить газовую горелку на 750 градусов для основного нагрева. На латунной поверхности должен образоваться красный оттенок. Припоем заполняются все зазоры, далее он растекается по всему месту соединения.
- Выключить горелку и дать время изделию для остывания. Процедура считается выполненной правильно, если получился шов, который мало отличается от металла.
- Место соединения промыть, чтобы удалить остатки флюса.
Пайка при помощи горелки
Схема сварки латуни горелкой полуавтоматической.
Для решения проблемы спайки латуни любых марок можно воспользоваться газовой горелкой. Процесс такой пайки заключается в следующем. Пайка (разогрев металлов) производится на жаропрочном материале. Лучше всего использовать асбестовую пластину. Соединяемые детали помещаются на асбестовое основание и совмещаются между собой. Поверхность металлов в зоне соединения тщательно протирается флюсом на основе буры (собственного приготовления).
Серебряный припой нарезается в виде мелкой стружки и посыпается сверху соединяемых металлов в небольшом количестве. В зону пайки вводится отрегулированное пламя газовой горелки. Прогрев производится поэтапно.
Вначале проводится легкий прогрев участка так, чтобы припой схватился с поверхностью металлов.
Затем осуществляется основной нагрев до появления красноты на латуни. В это время припой должен заполнить зазор между деталями и равномерно растечься по поверхности. Температура в зоне пайки в этот период достигает 700-750°C. Горелка выключается. После остывания должен получиться надежный шов с цветом, мало отличающимся от латуни. Место соединения необходимо промыть для удаления остатков флюса.
Как паять латунь паяльником
Данный способ является самым распространенным, потому что его выполнить проще всего. Тому, кто не знает, как паять латунь паяльником в домашних условиях, специалисты рекомендуют придерживаться следующего алгоритма действий:
- В самом начале нужно произвести чистку соединяемых деталей. На металлических поверхностях должны отсутствовать различные посторонние наслоения и загрязнения.
- Расположить детали на специальной огнеупорной подставке. Смастерить ее можно дома из подручных средств.
- Для удаления всех дефектов в латунной поверхности место соединения обработать флюсом.
- Сверху посыпать припоем в виде крошки.
- Выполнить прогрев паяльником.

Очень часто новички задают вопрос, как паять медь с латунью твердым припоем. Специалисты советуют применять низкотемпературную пайку, которая способна обеспечить высококачественное соединение. Для этой цели потребуются паяльник, мощность которого не более 100 Вт, и ортофосфорная кислота. Перед работой поверхность изделия тщательно обезжиривается, с нее удаляется окисная пленка. Соединять металлы лучше с помощью оловянно-свинцового припоя ПОС60. Чтобы начать паять латунь, инструмент следует хорошо разогреть.
Для работы с серебряными припоями понадобится паяльник, мощность которого варьируется в пределах от 0,5 до 1 кВт. Обезжиривание осуществляется флюсом – концентрированной ортофосфорной кислотой. Также достаточно эффективным считается флюс на основе буры. В зоне спаивания образуется температура не менее 500 градусов.

Пайка паяльником
Паяльник для пайки латуни должен быть мощностью не менее 100 Вт.
Достаточно высокое качество соединения методом низкотемпературной пайки достигается при пайке латуни и меди или при пайке латуней с преобладанием содержания в них меди. В этом случае достаточно применение паяльника мощностью 100 Вт. В качестве флюса можно использовать паяльную или ортофосфорную кислоту. Перед пайкой необходимо тщательно обработать поверхность латуни для удаления окисной пленки и обезжиривания поверхности. В качестве припоя используется оловянно-свинцовый припой не ниже ПОС60. Пайка производится при хорошем разогреве паяльником зоны пайки металлов.
Паяльником можно паять латуни и с помощью серебряных припоев не ниже ПСр40. Для этого придется вооружиться мощным паяльником (0,5-1 кВт). В качестве флюса необходимо использовать концентрированную ортофосфорную кислоту или флюс на основе буры. Температура разогрева зоны пайки должна составить не ниже 500ºС. Перед пайкой следует уделить особое внимание тщательности обработки поверхности флюсом. Обработку следует проводить непосредственно перед поднесением нагретого паяльника с припоем. Таким способом можно заплавить дефекты в латунных массивных изделиях (например, радиаторы).
Работы с нержавеющей сталью
Согласно многочисленным отзывам, домашним умельцам часто доводится паять латунью нержавейку. Так как в составах стальных сплавов наличие никеля и хрома не превышает 25 %, работы с такими материалами менее трудоемкие. Кроме того, такой состав обеспечивает надежное соединение деталей из нержавейки с другими металлами.

Исключение составляют магний и алюминий. Если нержавейка со значительным содержанием никеля, то в результате ее нагрева до 700 градусов происходит образование карбидных соединений. Чем продолжительнее нагрев, тем интенсивнее они формируются. По этой причине паять следует максимально быстро. Риск образования данных соединений будет минимальным, если в сплав во время пайки добавить титан. Как утверждают опытные мастера, особенно следует быть осторожным с наклепанными нержавейками. Обусловлено это тем, что на поверхности металла могут появится трещины. Чтобы предотвратить их образование, спаивание выполняют после предварительного отжига деталей.
Что такое бура
В этом случае реакция идти по следующему уравнению:
легко-плавкая соль (Na2O)2SiO2 переходит в шлак.
Бура, борная кислота и их смеси применяются в качестве флюсов при пайке с древних времен. Одним из достоинств соединений бора является отсутствие коррозионного действия их на шов. Несмотря на это, остатки флюсов после пайки должны быть удалены, так как стекловидная масса флюса, образовавшаяся при пайке, затрудняет контроль паяных соединений, особенно на плотность.
Кроме того, при длительной эксплуатации остатки флюса крошатся и превращаются в пористое вещество, способное поглощать влагу, что может вызвать коррозию изделия.
Для удаления остатков буры, борной кислоты или их смеси следует изделие промыть водой или подвергнуть механической обработке.
То и другое требует довольно длительного времени, для ускорения очистки от флюса иногда изделие в горячем состоянии после пайки погружают в воду. Эффективность этого способа объясняется большой разницей в коэффициента теплового расширения металла и флюса, вследствие чего при резком охлаждении последний растрескивается и легко удаляется стальной щеткой. Однако такое охлаждение после пайки не приемлемо.
Если при пайке бурой и борной кислотой очистка шва от флюсов производится не всегда, то удаление остатков содержащих NaОН и Na2CО3, является обязательной операцией, так как эти соединения вызывают интенсивную коррозию изделия. Для этого необходима длительная и тщательная промывка изделия водой.
Ход работы
Спаивание нержавейки выполняют следующим образом:
- Сначала поверхность тщательно зачищается наждачной бумагой или напильником.
- Далее место спайки обрабатывается флюсом, а именно паяльной кислотой.
- Затем поверхности требуется залудить – нанести на них тонкий слой припоя, содержащий олово и свинец. Бывает, что припой с первого раза нанести не представляется возможным. В таком случае придется применить кисточку, содержащую металлические жилы. Ими будет гораздо удобнее снимать окисную пленку, предотвращающую лужение.
- Используя паяльник и припой, выполняют спаивание деталей.
Техническая бура
Техническая бура Na2B4O7 — 10Н2О при плавлении теряет воду и диссоциирует с образованием атомарного бора. Образующийся атомарный бор диффундирует в поверхность детали. Оптимальный режим борирования: плотность тока на катодеО 15 — 0 20 А / см2, напряжение 2 — 14 В, температура 930 — 950 С, выдержка 2 — 4 ч; при этом получается диффузионный слой толщиной 0 15 — 0 35 мм. [1]
Техническую буру вырабатывают двух сортов. [2]
Техническую буру перекристаллизовывают из горячей воды ( температура около 60 С), выпавшие при охлаждении кристаллы десятиводной буры отфильтровывают на воронке Бюхнера и высушивают между листами фильтровальной бумаги. При длительном хранении кристаллы буры могут потерять часть кристаллизационной воды, поэтому их нужно хранить в банке с притертой пробкой или в эксикаторе, на дно которого помещена фарфоровая чашка с насыщенным раствором бромистого натрия, содержащим нерастворенный избыток этой соли.
что нужно знать о пайке латуни дома?
Пайка латуни имеет собственные особенности вследствие испарения горячего цинка, а также образования на поверхности металла оксидной пленки. Латуни, содержащие в составе до 15% цинка, окисляются пленкой, которая состоит из сцепленных частиц CuO и ZnО. В медных сплавах, содержащих достаточно большое количество цинка, пленка окислов состоит преимущественно из ZnO, которые удаляются намного проблематичнее, чем в случае с пленкой окиси меди.
Флюсы, припои
Для низкотемпературной пайки посредством оловянно-свинцового припоя, чистым оловом, либо какими-нибудь иными тинолями, требуется удаление оксидной пленки с поверхности метала. Для данных целей используются, как правило, канифольно-спиртовые, либо более активные по составу флюсы.
Например, во время обработки латуни марок ЛС59-1-1, Л63 применяются флюсы на основе хлористого цинка с добавками. Относительно латуни, то она обладает худшими качествами расплавления в оловянно-свинцовых припоях, вследствие чего на протяжении пайки наблюдается медленный рост интерметаллидных слоев, оказывающих положительное влияние на механические свойства паяного шва металла.
Соединения, полученные во время пайки оловянно-свинцовыми припоями латуни марки Л63, не могут похвастать отличным качеством и прочностью сцепления по сравнению с медью при аналогичных условиях. Например, предел прочности соединений медных деталей, паянных оловом встык, составляет 90 МПа, в то время как в случае с латунью данный показатель не превышает 59 МПа.
В процессе пайки латуней, в состав которых входит большое количество меди, применяются припои следующих маркировок: ПСр72, ВСр40, Пср45, ПСр25, ПСр12. Также могут применяться медно-фосфорные латуни, а также латуни с незначительной температурой плавления. Во время соединения латуни с высоким уровнем цинка в составе можно использовать припой ПСр40.
Таким образом, для них не пригодны фосфористые припои, так как из-за этого с большой вероятностью проявляется соединение с низкой пластичностью в паяном шве. Подобное вызвано тем, что в паяном шве во время пайки образуются фосфиды цинка, которые достаточно хрупкие.
Для соединений, не подвергающихся воздействию вибраций, механическим ударам, используются припои ПМЦ36 и ПМЦ48. В процессе пайки серебряными и медно-фосфористыми припоями латуни начинают интенсивно растворяться. В связи с этим для сокращения контакта твердого металла с жидким припоем их нужно паять в условиях высокого нагрева. Латунь Л63 растворяется достаточно интенсивно в тинолях ПСр40, ПСр45, ПСр15, а также существенно меньше в тинолях ПСр50КД и ПСр37,5.
Твердый припой
Для латунных радиаторов, труб и многих других деталей можно воспользоваться твердым припоем. Обработка металла твердым припоем L-CuP6 особа актуальна во время монтажа медных труб, радиаторов, элементов системы отопления и не только.

Диапазон температуры плавления материала, доступный при работе твердым припоем, составляет от 710 до 880 гр.С. Рабочая температура припоя составляет 730 гр. С. Работа с твердым припоем позволяет воздействовать с медью, латунью, красной бронзой, бронзой.
Режим пайки
Детали, которые были изготовлены из рассматриваемого материала можно паять при температуре от 850 до 870 гр. С, а также в соленых ваннах. С целью улучшения затекания припоя в раствор ванн, как правило, добавляют 4-5%-й флюс, в состав которого входит фтороборат калия ил бура.
В течение нагрева металлических деталей в печах и на протяжении обработки газовой горелкой также имеет место образование оксидной пленки на поверхности металла (латунных радиаторов) с последующим испарением цинка, что негативно сказывается на растекании припоя. Пайка газовой грелкой позволяет уменьшить окисление, а также испарение цинка в восстановительном пламени. При этом уменьшается пористость в швах пайки.
Как паять своими руками
Сегодня есть достаточно широкое разнообразие латунных радиаторов, труб, а также прочей бытовой необходимости. В связи с этим нередко возникает потребность в ремонте. Иногда денег на наем квалифицированных специалистов попросту не хватает. В таком случае можно справиться самому, осуществивши пайку радиаторов, других латунных изделий в домашних условиях.
Многие сегодня паяют латунные изделия при помощи обычных оловянно-свинцовых припоев обыкновенным пальником. Однако данный способ вместе со своей простотой процедуры имеет несколько существенных недостатков: шов пайки выходит белым, достаточно толстым, слабым; шов во время изгиба может разойтись. Понадобится бура, флюс и т. д.
Для пайки пригодится следующие инструменты и материала:
- Асбестовое основание;
- Газовая горелка;
- Графитовый тигель;
- Медь, серебро, бура, борная кислота.
Готовим припой
Сначала потребуется изготовить тиноль в домашних условиях, который будет состоять и серебра и меди в пропорции 2:1 соответственно. Для этого необходимо сплавить серебро и медь, воспользовавшись газовой горелкой. Далее необходимо отвесить требуемое количество серебра и меди, после чего их надо поместить в тигель и греть газовой горелкой.
Графитовый тигель можно произвести из графитовых углей (контактных троллейбусных элементов), найти которые не составит труда на конечных остановках электрического транспорта. Относительно размера тигля, то он должен быть приблизительно 20х20 миллиметров.
Затем выбираем канавку 5х40 миллиметров полукруглой формы для того, чтобы проще вынимать штапик припоя (горячий тигель опускается в воду). Как только медь и серебро расплавлены, можно приступать к перемешиванию компонентов тиноля с помощью проволочки.
Готовим флюс
Таким образом, припой готов к работе, но его еще нужно остудить, раскатать в вальцах, а также нарезать на мелкие части. Теперь нужно приступить к приготовлению флюса. Для этого берем 20 грамм буры (порошка), а также в равной пропорции борной кислоты (порошка), после чего тщательно перемешиваем ингредиенты и заливаем стаканом воды. Далее кипятим и остужаем готовый флюс.
Работаем следующим образом:
- Паять нужно на каком-либо теплостойком материале. Если производите пайку радиаторов, работу выполняйте полноценно. С этой целью мы припаслись асбестовой пластиной. Таким образом, помещаем на не паяемые детали, после чего смачиваем флюсом, присыпаем припоем. Далее начинаем понемногу греть.
- Сперва греем немного, чтобы припой сцепился с деталями, после чего доводим процедуру од появления красного оттенка.
- Припой достаточно просто затекает в зазор между деталями, спаивая их между собой очень крепко. Стоит обратить внимание на то, что разница между температурой плавления латуни и припоя составляет около 50 гр. С, а поэтому не следует перегревать материал.
- Полученный шов имеет один ярко выраженный цвет со спаиваемой деталью.
- Затем следует промывка изделия от флюса: промываем изделие в горячей серой кислоте (3%-й).
Так, получаем отличное сцепление латунных изделий, которые прослужит долгие годы.
Похожие статьиТехнология пайки латуней
Процесс пайки латуней имеет свои особенности ввиду образования на поверхности окисной пленки, содержащей ZnO и испарения цинка при нагреве.
На латунях, содержащих до 15% Zn, окислы состоят из Cu20 с внедренными в нее частицами ZnO. В сплавах меди с большим содержанием цинка слой окисла состоит в основном из ZnO, удаление которого более сложно, чем Cu20.
Особенность низкотемпературной пайки латуней оловянно-свинцовыми и другими аналогичными припоями заключается в том, что удаление окисной пленки с поверхности латуней не обеспечивается канифольно-спиртовыми флюсами.
Для этого необходимо применять более активные флюсы. Например, при пайке латуней ЛС59-1-1, Л63 используют флюсы на основе хлористого цинка с добавками азотной кислоты.
Латунь медленнее, чем медь, растворяется в расплавах оловянно-свинцовых припоев, поэтому при пайке медленнее растут интерметаллидные слои, что должно положительно отражаться на механических свойствах паяных соединений.
Однако соединения, полученные при пайке латуни (Л63) оловянно-свинцовыми припоями, имеют более низкую прочность по сравнению с медью в тех же условиях. Например, предел прочности соединений меди встык, паянных оловом, равен 9 кгс/мм2, свинцом - 3,6 кгс/мм2, а соединений из латуни - 5,9 кгс/мм2 и 2,6 кгс/мм2 соответственно.
Снижение предела прочности соединений латуни связывают с пористостью в швах, которую объясняют испарением цинка и попаданием его паров в жидкий припой. Порообразование наблюдается после пайки как низкотемпературными, так и высокотемпературными припоями.
Высокотемпературную пайку латуни в печах с восстановительной или нейтральной атмосферой применяют ограниченно из-за испарения цинка. Пайка латуней в средах возможна только с предварительным флюсованием мест пайки.
Например латунь, содержащую до 3% свинца и кремния ЛКС80-3-2, удовлетворительно паяют в газовых средах медно-фосфористыми и серебряными припоями, но с обязательным использованием флюсов. Латунь паяют в печи без флюса только в том случае, если она предварительно покрыта слоем меди или никеля, предохраняющим от испарения цинка.
Латунные детали можно паять и в соляных ваннах в интервале температур 850-870°С. Для улучшения затекания припоя в зазор в раствор добавляют 4-5% флюса, содержащего фтороборат калия или буру.
При нагреве латунных деталей в пламени газовых горелок и в печах также происходит испарение и окисление цинка, что ухудшает растекание припоев. При пайке латуни горелкой в восстановительном пламени испарение и окисление цинка удается несколько уменьшить. При этом пористость в паяных швах уменьшается.
Для пайки латуней, богатых медью, используют серебряные припои ПСр 72, ПСр 40, ПСр 45, ПСр 25, ПСр 12, а также латуни с низкой температурой плавления (припои типа ПМЦ 36; ПМК 48; ПМЦ54) и медно-фосфористые.
Для латуней, богатых цинком (ЛС59С, Л63, Л68), применяют припой ПСр 40. Фосфористые припои для них непригодны, так как при этом образуются малопластичные паяные соединения. Последнее объясняется тем, что в паяном шве образуются весьма хрупкие фосфиды цинка.
Для соединений, не подвергающихся вибрационным и динамическим нагрузкам, применяют припои ПМЦ 36 и ПМЦ 48.
Латуни интенсивно растворяются при пайке серебряными и медно-фосфористыми припоями. Поэтому паять их следует с высокими скоростями нагрева для сокращения контакта жидкого припоя и твердого металла. Латунь Л63 интенсивно растворяется в припоях ПСр 40, ПСр 45, ПСр 15, меньше в припоях ПСр 37,5 и ПСр 50 КД.
Пайка латуни - УралАвтоПрофи ремонт автомобилей в Екатеринбурге
Мы всегда придем на помощь, если Вам потребовалась пайка латуни: осуществляем пайку латунных изделий.
Особенности пайки
На латунях, имеющих в своем составе до 15 % Zn, оксиды состоят из Cu2O с присутствующими в ней частицами ZnO. В сплавах меди, где процент цинка выше, слой оксида состоит в большей части из ZnO, который удаляется более сложно, чем Cu2O.
При низкотемпературной пайке латуни оловянно-свинцовыми и другими подобными припоями, возникает ситуация, которая заключается в том, что канифольно-спиртовые флюсы не обеспечивают удаление с поверхности латуней оксидной пленки.
Применение высокоактивных флюсов
Нужно применять флюсы с более высокой активностью. Например, флюсы с добавками потной кислоты на основе хлористого цинка используют при пайке латуней марок ЛС59-1-1, Л63т. При пайке медии соединений с медью флюс не требуется, так как медно-фосфорные припои являются самофлюсующимися.
При пайке латуни рост интер-металлидных слоев происходит медленнее, так как латунь медленнее, чем медь, растворяется в расплавах оловянно-свинцовых припоев. Это улучшает механические свойства паяных соединений.
Однако прочностные характеристики соединений, полученных в результате пайки оловянно-свинцовыми припоями латуни Л63 , ниже, чем меди в тех же условиях. Для примера, предел прочности стыковых соединений латуни, паянных оловом, составляет 59 МПа, свинцом -26 МПа, а соединений из меди — соответственно 90 и 36 МПа.
Предел прочности соединений латуни снижается в связи с пористостью в швах, причиной которой является испарение цинка и попадание в жидкий припой его паров. Образование пара наблюдается после пайки латуни как высокотемпературными, так и низкотемпературными припоями. Высокотемпературная пайка латуни в печах с нейтральной или восстановительной атмосферой из-за испарения цинка применяется ограниченно. В газовых средах пайка латуней возможна только с предварительным использованием флюсования мест пайки. Например, пайка латуни, имеющей в своем составе до 3 % свинца и кремния (ЛКС80-3-2) медно-фосфористыми и серебряными припоями удовлетворительно происходит в газовых средах с обязательным использованием флюсов. Без флюса пайка в печи возможно только, если латунь покрыта слоем никеля или меди, препятствующим испарению цинка.
Можно паять детали из латуни и в соляных ваннах, имеющих температуры 850 — 870 °С. Чтобы улучшить затекание припоя в зазор, необходимо в раствор ванн добавить 4 — 5 % флюса, имеющего в своем составе фтороборат калия или буру. Растекание припоев ухудшается и при нагреве изделий в печах и пламени газовых горелок, так как происходит испарение и окисление цинка. При пайке латуни в восстановительном пламени горелкой, испарение и окисление цинка несколько уменьшается; при этом уменьшается пористость в паяных швах.
Для латуней, богатых медью, используются серебряные припои ПСр12, ПСр25, ПСр40. ПСр45, ПСр72, медно-фосфористые, а также латуни, имеющие низкую температуру плавления ( ПМЦ54. ПМЦ48, ПМЦ36). Для богатых цинком пайки латуней (Л68, Л63), необходимо применять припой ПСр40. При применении для них фосфористых припоев, получаются малопластичные паяные соединения, так как в шве образуются хрупкие фосфиды цинка. Это делает фосфористые припои в данном случае непригодными. Если соединение не несет динамические и вибрационные нагрузки, применяют припои ПМЦ48 и ПМЦ36.
При пайке медно-фосфористыми и серебряными припоями латуни интенсивно растворяются. Поэтому скорость нагрева при пайке должна быть очень высокой для того, чтобы сократить контакт твердого металла и жидкого припоя. Растворение латуни Л63 в припоях ПСр15, ПСр40, ПСр45,хотя и интенсивно, но меньше, чем в припоях ПСр50Д и ПСр37,5.
По вопросам, связанным с услугами по пайке латунных изделий в Екатеринбурге, звоните нам прямо сейчас! Телефон: (343) 268-06-44.
припой для латуни - Пайка
артур1985, флюс стеариновый. Можно изготовить самому паяльный жир из 60%-ного хозяйственного мыла, или купить. Самое важное — соблюдать минимальную рабочую температуру. При перегреве припой не ляжет, поэтому греть латунь нужно осторожно горелкой или феном, на припой пламя/струю напрямую не наводить. ПОС годится любой. Если шов нужен тонкий, используйте оловянистый припой — от 50% до 70% олова. Наименьшей температурой плавления обладает, если не ошибаюсь, сплав 62,8% олова. Этот сплав наиболее текуч, отчего работать им неудобно. Более удобен 65%, он чуть более вязкий, образует глянцевую поверхность.
Температуры плавления:
ПОС-90 - температура плавления 222 градусов Цельсия, прочность при растяжении 4,3 кГ х мм2., используется для пайки деталей или узлов с последующим серебрением или золочением. Состав: Олово - 90 %, Сурьма - 0,15%, Свинец - остальное.
ПОС-60 - температура плавления 190 градусов Цельсия, прочность при растяжении 4,1 кГ х мм2, используется для пайки высоко ответственных соединений, в том числе и в радиотехнике. Состав: Олово - 60%, Сурьма - 0,8%, Свинец - остальное.
ПОС-50 - температура плавления - 222 градуса Цельсия, прочность на разрыв - 3,6 кГ х мм2, используется для пайки ответственных деталей, когда допустим более высокий нагрев. Состав: Олово - 50%, Сурьма - 0,8%, Свинец - остальное.
ПОС-40 - температура плавления - 235 градусов Цельсия, прочность на разрыв - 3,2 кГ х мм2, используется для пайки менее ответственных токопроводящих деталей. Состав: Олово - 40%, Сурьма - 2%, Свинец - остальное.
ПОС-30 - температура плавления - 256 градусов Цельсия, прочность на разрыв - 3,3 кГ х мм2, используется для лужения и пайки менее ответственных и механических деталей из меди, ее сплавов и стали. Состав: Олово - 30%, Сурьма - 2%, Свинец - остальное.
ПОС-18 - температура плавления - 277 градусов Цельсия, прочность на разрыв - 2,8 кГ х мм2, используется для пайки при пониженных требованиях к прочности шва, а также для лужения перед пайкой. Состав: Олово - 18%, Сурьма - 2,5%, Свинец - остальное.
ПОС-4-6 - температура плавления - 265 градусов Цельсия, прочность на разрыв - 5,8 кГ х мм2, используется для пайки с погружением в ванну с расплавленным припоем. Состав: Олово 4%, Сурьма - 6%, Свинец - остальное.
Чем паять медь и латунь, чтобы получить надежное соединение
В данном обзоре автор решил провести тест некоторых припоев для меди и латуни, чтобы определить, какой из них лучше справляется со своей задачей.
Для пайки автор рекомендует использовать газовый баллончик MAPP (с МАПП газом), который дает большую температуру и узко направленное пламя, по сравнению с пропановыми баллончиками.
Но если возможности приобрести газовый баллончик MAPP нет, то, конечно, можно воспользоваться и пропановым.
Рекомендуем также прочитать обзорную статью на тему пайки алюминия в домашних условиях. Данная информация очень пригодится новичкам.
Для теста автор использует пять видов припоя: самый бюджетный — медно-фосфорный с содержанием меди 93%. Остальные — более дорогие, потому что в их составе дополнительно присутствует серебро в разном процентном содержании: 2%, 5%, 15% и 30%.
Немного теории
Медно-фосфорный припой применяется для пайки меди, а также ее сплавов, таких как бронза и латунь.
Обратите внимание, что при пайке меди с медью при помощи медно-фосфорного припоя не применяется никакой дополнительный флюс.
Различное содержание серебра в припое влияет на пластичность соединения. Чем больше будет серебра, тем сам шов будет более пластичный, тем больше он подвержен различным деформациям и нагрузкам.
При пайке деталей из латуни медно-фосфорным припоем нужно обязательно использовать дополнительный флюс.
Особенности пайки меди
При пайке медных трубок можно применять как обычный медно-фосфорный припой, так и с содержанием серебра. Результат примерно одинаков, качество шва получается хорошим.
Перед началом пайки поверхность меди нужно будет хорошо прогреть газовой горелкой, и только потом прикладывать припой. В противном случае качество шва может получиться неудовлетворительным.

Некоторые отличия между двумя этими припоями можно заметить непосредственно в процессе пайки. Например, обычный медно-фосфорный припой лучше растекается, а припой с серебром уже не такой текучий.
Особенности пайки латуни
Для пайки латуни медно-фосфорным припоем (с серебром и без него) нужно использовать специальный флюс. Перед использованием его нужно тщательно перемешать. Наносим на поверхность с помощью кисточки.

Как и в случае с медью, поверхность латуни предварительно необходимо хорошо прогреть газовой горелкой, и только затем можно приступать к самой пайке.

В принципе, все пять видов припоя отлично справляются со своей задачей — шов получается качественным. Правда, есть один нюанс.
Если вам важны визуальные качества, то лучше всего использовать для пайки медно-фосфорный припой с высоким содержанием серебра (от 30% и выше).


При использовании обычного медно-фосфорного припоя и припоев с содержанием серебра 2%, 5% и 15% швы довольно отчетливо видны, и имеют характерный медный оттенок.
Более подробный обзор и тест припоев для пайки меди и латуни можно посмотреть на видео ниже. Материал подготовлен на основе авторского видеоролика с YouTube канала «Олег Певцов».
 Учусь паять латунь. Как паять латунь. Мне нравится1Не нравится
Учусь паять латунь. Как паять латунь. Мне нравится1Не нравится 
Андрей Васильев
Задать вопрос
Пайка и мягкая пайка – практические примеры
Работа по дому часто требует от нас приобретения знаний, предназначенных для профессионалов. Так что если мы не хотим пользоваться услугами специалистов, или по каким-то причинам они недоступны в данный момент, а нам нужна скорость, стоит изучить эти знания. Одной из таких работ может быть, например, соединение металлических элементов воедино при создании или обслуживании водосточных желобов, систем отопления, электроустановок или систем водоснабжения и канализации.
В таких случаях может потребоваться пайка, также необходимая для ремонта электроники и некоторых строительных работ. В нашем руководстве мы обсудим различные виды пайки, а также подскажем, как эффективно паять конкретные материалы (пайка алюминия, пайка меди и т. д.).
Сварка и пайка
Однако, прежде чем мы перейдем к сути нашей темы, стоит подчеркнуть, что существует два основных способа соединения металлов.Первый – это сварка, при которой соединяемые элементы сплавляются таким образом, чтобы они подошли друг к другу. Линия такого соединения называется сварным швом. Существуют различные способы сварки в зависимости от соединяемых материалов, а также места, где происходит механическая обработка.
Процесс пайки совершенно другой. Однако этот метод соединения металлов основан на использовании связующего вещества. При пайке мы не вмешиваемся в состояние соединяемых элементов, а лишь расплавляем связующее, заполняющее пространство между сопрягаемыми поверхностями этих элементов.Неоспоримым преимуществом пайки является то, что она происходит при гораздо более низких температурах, чем при сварке.
Как и сварку, пайку можно выполнять разными способами. Помимо разделения на пайку флюсом, пайку без флюса, пайку с механическим удалением окислов, реактивную пайку и диффузионную пайку. Одной из классификаций этого подразделения также является пайка твердым припоем и мягкая пайка, и именно на них мы остановимся подробнее.Что именно они собой представляют и чем они отличаются друг от друга? Давайте проверим.
Пайка
Считается, что этот метод пайки имеет температуру плавления более 450 градусов Цельсия. В качестве твердых припоев используются серебряный припой, фосфорный припой или медный припой. Пайку производят индукционными паяльниками, ацетилено-кислородными горелками, паяльными лампами или пропан-бутановыми горелками. Так паяют углеродистую сталь, медь, золото, серебро, латунь, бронзу, хромированную и никелевую сталь или спеченные карбиды.
Пайка является распространенным методом при разработке или обслуживании систем отопления, охлаждения и кондиционирования воздуха. Твердые припои обеспечивают высокую прочность. Они не восприимчивы к температурам, достигающим 100 градусов по Цельсию. Также они устойчивы к растяжению и механическим повреждениям. Однако следует помнить, что пайку следует применять только в хорошо проветриваемых помещениях, так как при обработке выделяются вредные газы.

Мягкая пайка
Совсем другая ситуация в случае мягкой пайки. Здесь температура, сопровождающая склеивание материалов, составляет менее 450 градусов Цельсия. Связующее изготавливается из оловянно-медных или оловянно-свинцовых припоев в виде проволоки или специальных палочек.
Благодаря тому, что они хорошо проводят электричество, и из-за относительно низких температур, при которых происходит мягкая сварка, его применяют в электронике.Мягкую пайку также иногда учитывают при работе на водяных и других системах, рабочая температура которых не превышает 110 градусов Цельсия.
Пайка алюминия
Алюминий, по сути, это название химического элемента. Всевозможные предметы, бытовая техника и даже велосипедные рамы, хотя их обычно называют алюминиевыми, на самом деле изготавливаются из алюминиевых сплавов с другими элементами. Термическая обработка этого материала долгие годы была невозможна из-за отсутствия подходящего припоя.
К счастью, их уже некоторое время можно купить в любом специализированном магазине. Такие припои представляют собой алюминий с добавлением кремния. Поэтому пайка алюминия стала наиболее распространенной практикой. Однако для этой цели вам понадобится подходящая пропан-бутановая горелка, с помощью которой мы будем склеивать алюминиевые элементы. Также стоит запастись такими инструментами, как сварочные клещи. Мы будем использовать их для удержания соединенных кусков алюминия.
Теперь правильно нагрейте соединяемые детали до температуры, превышающей температуру плавления припоя.Время нагрева зависит от размера соединяемых элементов. Чем они больше, тем дольше будет нагреваться. Поэтому необходимо будет использовать большее пламя в горелке. Опытные специалисты используют наборы горелок, например, большую горелку с большим пламенем для предварительного нагрева и меньшую горелку для нагрева шва.
Медный припой
Медь – это металл, который отлично подходит в качестве материала для производства труб для водопровода, газа, кондиционирования и т. д.Медные трубы устойчивы к коррозии, легко соединяются, а также обладают бактерицидными и фунгицидными свойствами. Поэтому они долговечны и, кроме того, защищают от болезней, которые могут возникнуть в результате загрязнения воды. Соединение алюминиевых труб друг с другом, а также возможное обслуживание путем запайки отверстия в случае выхода из строя можно осуществлять двумя способами.
Одним из них является мягкая пайка. В этом случае для склеивания медных элементов можно использовать сильный паяльник, тепловую пушку или небольшую горелку, позволяющую использовать температуру не выше 450 градусов Цельсия.Во втором случае, т.е. при пайке, потребуется гораздо более производительное оборудование. Поэтому нет необходимости в пропан-бутановой горелке, ацетиленовой горелке или газовой горелке.
Однако в зависимости от типа установки следует иметь в виду, что при использовании пропан-бутановой горелки в процессе термообработки образуются загрязнения. Так что, если мы рассматриваем работы по созданию питьевого водоснабжения, то лучше эту горелку не использовать.Добавим, что в качестве связующего для пайки меди используется медный или оловянный припой.

Латунный припой
Латунь, благодаря своим физическим и химическим свойствам, нашла широкое применение. К сожалению, элементы из него очень часто трескаются или каким-либо другим образом повреждаются. Конечно, латунь можно паять, но чтобы соединения были эффективными, нужно знать физические и химические свойства как соединяемых деталей, так и припоя.
Начнем с того, что состав латуни может быть двойным - медь и цинк, или многокомпонентным - цинк и олово, свинец, марганец. Прежде чем приступить к пайке, следует знать точный состав латунных элементов. Здесь пригодится специальная маркировка. И так, что касается химического состава:
- Двухкомпонентные сплавы, т.е. сплавы цинка и меди, обозначаются буквой "L" и числом. Поскольку процентное содержание каждого из этих компонентов может варьироваться, число говорит нам, какой процент меди содержится в латуни.Например - L85 означает, что мы имеем дело со сплавом 85% меди и 15% цинка.
- В случае многокомпонентных сплавов мы имеем дело с двухбуквенной и двузначной маркировкой. Например, обозначение ЛА77-2 означает, что сплав содержит 77 % меди, 21 % цинка и 2 % алюминия.
Независимо от вида латунь обладает высокими антикоррозионными свойствами и достаточной прочностью. Однако для получения хороших результатов пайки необходимо правильно подобрать припой для данного типа латуни.Например, если речь идет о спайке латунных деталей с преобладающим процентным содержанием меди, то будет применяться серебряный припой, т.е. применение припоя, содержащего большой процент серебра (ПСр12 или ПСр72).
При высоком содержании цинка в латуни припой ПСр40 является отличным решением. Таким образом, ключом к успеху, который представляет собой постоянное и прочное соединение, будет определение температуры плавления деталей, подлежащих пайке, и выбор коэффициента теплового расширения.Также следует помнить, что латунная деталь должна образовывать так называемую гальванический пар. Если этого не произойдет, в месте соединения обязательно возникнет коррозия.
Для пайки латуни следует использовать паяльник мощностью не менее 1000 Вт. Такой прибор обеспечит соответствующую температуру для правильного нагрева спаиваемых деталей, а также самого припоя. Обычно эта температура должна быть 500 градусов Цельсия для пайки. Возможна, конечно, и мягкая пайка, но только в том случае, если в латуни высокое содержание меди.
По мнению многих специалистов, пайка латуни наиболее удобна с помощью таких устройств, как паяльные станции. Обычно они имеют функцию контроля температуры, что позволяет точно определить оптимальный режим нагрева.
Серебряный припой
В этом случае, прежде чем приступать к какой-либо работе, мы также должны знать как можно больше о составе припаиваемых элементов. Хотя температура плавления серебра составляет 960 градусов по Цельсию, вряд ли есть предметы, сделанные из его чистой формы.Следовательно, температура плавления сплава зависит от его составляющих. Если вы хотите паять серебро самостоятельно, то можете купить тугоплавкий припой с безопасной температурой плавления 240 градусов, характерный для ПС-2 и ПС-2,5. Однако из-за высокой стоимости серебра мы настоятельно рекомендуем обращаться в ювелирный магазин для любого ремонта.
Краткий обзор пайки и пайки мягким припоем
Итак, как видите, выбор метода пайки во многом зависит от типа металла, который мы хотим соединить друг с другом.Принимая решение о пайке или мягком припое, вы также должны выбрать правильное оборудование, позволяющее нагревать склеиваемые элементы и припой до нужной температуры. Во многих случаях, таких как пайка серебром или пайкой латунью, важно тщательно понимать процентный состав металлов, входящих в их сплавы.
.Сварка и пайка латуни

Латунь представляет собой сплав цинка и меди. Еще во времена Римской империи из него чеканили монеты и изготавливали провода. Благодаря отличной стойкости к морской воде, он до сих пор ценится в основном в судостроительной промышленности. Он также широко используется в домашнем хозяйстве в качестве элементов сантехники. Из-за низкой температуры плавления сварка латуни кажется невозможной. Можно ли по-другому соединить поврежденный латунный элемент?
Свойства латуни
Изделия из латуни имеют красивый внешний вид, который часто путают с золотом.Гладкая поверхность, интересно отражающая свет, делает этот материал используемым для создания украшений и искусственных украшений. Кроме того, к существенным преимуществам можно отнести высокую коррозионную стойкость и легкую теплопроводность. Именно поэтому латунь используется для изготовления инсталляций и элементов сантехники. Латунь также используется для изготовления специальных электроинструментов, таких как мокрые шлифовальные машины.
Проблемы со сваркой латуни
Самая большая проблема при сварке латуни заключается в адаптации метода сварки.Этот материал имеет температуру плавления в районе 1000 градусов по Цельсию. Между тем, большинство методов сварки предполагают нагрев материала до температуры, в несколько раз превышающей его. Поэтому традиционные способы сварки латуни очень сложны, но возможны. Для этой задачи лучше всего подходит метод сварки TIG. Дает возможность лечь в нужное положение и легко добраться до места сварки. Сварка латуни тиг также проще из-за отсутствия ограничений по толщине свариваемого элемента.Нужно знать, что это не простой процесс и нужен большой опыт для получения гладкой поверхности стыков. Если вам этого не хватает, доверьте сварку латуни TIG специалистам.
Есть еще одна трудность при сварке латуни, связанная с ее составом. Этот материал представляет собой комбинацию олова и меди, а также других металлов или добавок. Чаще всего это свинец, алюминий и цинк. Некоторые из них при плавлении выделяют вредный ядовитый газ в виде белого дыма.Поэтому сварку латуни тигом следует проводить в помещениях с эффективной вытяжкой и в средствах индивидуальной защиты органов дыхания.
Латунный припой
Многие специалисты считают, что сварка латуни или латуни — не лучшая идея. Вместо этого они предлагают другой процесс — пайку латуни. Действительно, паять латунные элементы проще и с этим справится даже не продвинутый человек. Однако пайка латуни требует использования высококачественного флюса.Для этого часто используется серебро, что обуславливает дороговизну всей операции. Кроме того, пайка этого материала занимает очень много времени.
Как видите, сварка латуни – сложный процесс, требующий высочайшего мастерства. Часто вместо того, чтобы пробовать самому, лучшим решением будет доверить эту задачу специалистам. В некоторых случаях будут использовать так называемую латунную сварку, т.е. заливку сломанной детали жидким металлом. Любой путь хорош, если он приводит к конечному успеху и обеспечивает долговечность соединенного элемента.
.Латунный переходник для пайки
Выберите вариант продукта из 3
Код товара: 10081 Материал: Мессинг Код EAN:
76100538 Полиэтиленовый пакет - ME упаковка: 10 [количество] вес: 0,021 [кг] картонная коробка - EAN / упаковка:
76110537 коробка - упаковка ME: 100 [количество] коробка - вес: 2.498 [кг] Полиэтиленовый пакет - EAN / упаковка:
76110537 Полиэтиленовый мешок - вес: 0,228 [кг] Полиэтиленовый пакет - высота/ширина/глубина: 0/0/0 [мм] картонная коробка - высота/ширина/глубина: 150/260/350 [мм] Диаметр: DN32
Цена
57,27 злотых брутто 90 033 злотых 46,56 нетто
Код товара: 10082 Материал: Мессинг Код EAN:
76100057 Полиэтиленовый пакет - ME упаковка: 10 [количество] вес: 0,061 [кг] картонная коробка - EAN / упаковка:
76110544 коробка - упаковка ME: 100 [количество] коробка - вес: 6.468 [кг] Полиэтиленовый пакет - EAN / упаковка:
76110544 Полиэтиленовый мешок - вес: 0,625 [кг] Полиэтиленовый пакет - высота/ширина/глубина: 0/0/0 [мм] картонная коробка - высота/ширина/глубина: 260/250/410 [мм] Диаметр: DN40
Цена
57,27 злотых брутто 90 033 злотых 46,56 нетто
Код товара: 10083 Материал: Мессинг Код EAN:
76100552 Полиэтиленовый пакет - ME упаковка: 10 [количество] вес: 0,084 [кг] картонная коробка - EAN / упаковка:
76012237 коробка - упаковка ME: 100 [количество] картонная коробка - вес: 8.768 [кг] Полиэтиленовый пакет - EAN / упаковка:
76012237 Полиэтиленовый мешок - вес: 0,855 [кг] Полиэтиленовый пакет - высота/ширина/глубина: 0/0/0 [мм] картонная коробка - высота/ширина/глубина: 260/250/410 [мм] Диаметр: DN50
Цена
57,27 злотых брутто 90 033 злотых 46,56 нетто
Латунный переходник для пайкиОценка 5.0/5 на основе 1 отзыва клиента
https://www.hydrauliko.pl/uploads/assortment_images/a-26-119.jpgВнутренняя канализация / Аксессуары
HL Hutterer & Lechner https://www.hydrauliko.pl/uploads/producer_logos/d982c23e8ed1dcde7fa840082f40a9a6.jpg
Латунный переходник для пайки57.27 злотых имеется в наличии
.Возможна ли сварка латуни?
Латунь — один из цветных металлов, который широко используется как в промышленности, так и в быту. Как и для всех цветных металлов, для него может потребоваться несколько иной подход к обработке, чем для твердых металлов.
Несколько слов о латуни
Латунь – металл красивого золотистого цвета. Это сплав цинка и меди, часто содержащий такие добавки, как свинец, алюминий, олово, хром и другие.К его преимуществам относятся отличная теплопроводность, коррозионная стойкость, высокая плотность, пластичность и пластичность. Это прекрасный скульптурный материал — он прочнее бронзы. Используется как материал для духовых музыкальных инструментов, из него изготавливают арматуру, амуницию, строительную арматуру. Благодаря хорошей стойкости к воздействию морской воды применяется в судостроении. Он также используется в автомобильной, химической и электротехнической промышленности. Соединение повсюду: пайка или сварка латуни может быть необходимой частью обработки этого металла.
Трудности при сварке
Низкая температура плавления и быстрый нагрев сплава вызывают ряд проблем при сварке латуни. Принято считать, что этот сплав следует паять, а не сваривать. Для пайки латуни нужен хороший флюс. Затем используется серебряный припой, который довольно дорог, да и весь процесс пайки занимает много времени. По этой причине специалисты пытаются сварить. Некоторые возможности предлагает метод TIG, реже - MIG.
TIG - хороший метод, т.к. нет серьезных ограничений по толщине свариваемых деталей, также можно выбрать любое положение сварки. При сварке латуни очень важно хорошо подготовиться, быть осторожным, точным и использовать правильную технику, чтобы связующие хорошо подходили и избегали проблем с неприглядными и нестабильными соединениями. Новички в сварке могут делегировать задачи профессионалам. Сварщики часто имеют в своем распоряжении более мощные источники тепла или нагревают металлы перед сваркой.Также необходимо правильно защищаться – в процессе сварки латуни может выделяться ядовитый, белый газ, поэтому необходимо использовать средства защиты органов дыхания и вентиляцию рабочего места.
.Твердая пайка - когда использовать и какой припой выбрать?
Пайка – один из самых популярных способов соединения металлов с помощью пайки. Его название происходит от использования припоев с температурой плавления выше 450°C. Он используется, среди прочего, для соединения меди, поэтому его часто выбирают сантехники, а также углеродистых и других сталей, золота, серебра, бронзы и латуни.Связующие выдерживают относительно высокие рабочие температуры, например 200 или 300°С, в зависимости от используемого припоя. Правильный подбор связующих очень важен для получения прочного и эстетичного соединения.
Латунные припои
Высокая температура плавления и рабочая температура - около 900˚C делают латунный припой идеальным для пайки различных типов строительных труб, включая рамы велосипедов и мотоциклов. Связующие хорошего качества этого типа могут быть одобрены для использования в установках холодного водоснабжения, изготовленных из оцинкованной стали.Они также хорошо работают при соединении медных сплавов, стали и ковкого чугуна.
Серебряные припои
Сталь, включая нержавеющую сталь, никель и его сплавы, а также медь являются материалами, которые можно паять серебряным припоем. Рабочая температура очень высока, превышает 600 и даже 700˚C. Соединение, созданное такой пайкой, устойчиво к рабочей температуре до 200°С.
Медно-фосфорный февраль
В ситуации, когда мы должны использовать медную пайку и мы не хотим использовать флюс, лучше всего использовать медно-фосфорный припой.Это отличный продукт для пайки меди с медью, большинство из них одобрено для работы на горячей и холодной воде, городском газе, сжиженном и природном газе, а также в системах передачи нефти и фторированных хлоруглеродов. Этот тип припоя может быть полезен при пайке в электротехнической промышленности, а также в технике охлаждения.
Другие типы
Присадочные металлы очень часто имеют покрытие и напоминают сварочные электроды.Помимо перечисленных выше, существует несколько основных типов припоев: алюминий, никель, золото, палладий, кобальт и медь. Их название относится либо к основному компоненту флюса, либо к добавке, оказывающей наибольшее влияние на его свойства.
.INSTALFIT CuZnMn LUT-SPAW
Настройки файлов cookie
Здесь вы можете определить свои предпочтения в отношении использования нами файлов cookie.Требуется для работы страницы
Эти файлы cookie необходимы для работы нашего веб-сайта, поэтому вы не можете их отключить.
Функциональный
Эти файлы позволяют использовать другие функции сайта (кроме необходимых для его работы).Включив их, вы получите доступ ко всем функциям веб-сайта.
Аналитический
Эти файлы позволяют нам анализировать наш интернет-магазин, что может способствовать его лучшему функционированию и адаптации к потребностям Пользователей.
Поставщики аналитического программного обеспечения
Эти файлы используются поставщиком программного обеспечения, под которым работает наш магазин.Они не объединяются с другими данными, введенными вами в магазине. Целью сбора этих файлов является выполнение анализа, который будет способствовать разработке программного обеспечения. Вы можете прочитать больше об этом в политике использования файлов cookie Shoper.
Маркетинг
Благодаря этим файлам мы можем проводить маркетинговые мероприятия.
.
| |||||
0
| 6 Unit | Unit | |||||||||||||
| упаковки | PLN 46.22 * | от PLN 489.96 * | * | |||||||||||
| 0 | ||||||||||||||
|
|
| PLN 644.04 * | ||||||||||||
| в упаковке | PLN 27,41 * | от PLN 687.97 * | PLN 733,15 * | |||||||||||
0 | ||||||||||||||
|
| ||||||||||||||
|
| ||||||||||||||||











 Вызов дизайнера:
Вызов дизайнера:




