Салон штор в Санкт-Петербурге




Как правильно паять паяльником с кислотой и оловом
Пайка для начинающих / Хабр
Мои отношения с радио- и микроэлектроникой можно описать прекрасным анекдотом про Льва Толстого, который любил играть на балалайке, но не умел. Порой пишет очередную главу Войны и Мира, а сам думает «тренди-бренди тренди-бренди...». После курсов электротехники и микроэлектроники в любимом МАИ, плюс бесконечные объяснения брата, которые я забываю практически сразу, в принципе, удается собирать несложные схемы и даже придумывать свои, благо сейчас, если неохота возиться с аналоговыми сигналами, усилениями, наводками и т.д. можно подыскать готовую микро-сборку и остаться в более-менее понятном мире цифровой микроэлектроники.
К делу. Сегодня речь пойдет о пайке. Знаю, что многих новичков, желающих поиграться с микроконтроллерами, это отпугивает. Но, во-первых, можно воспользоваться макетными платами, где просто втыкаешь детали в панель, без даже намека на пайку, как в конструкторе.
Так можно собрать весьма кучерявое устройство.
Но иногда хочется таки сделать законченное устройство. Опять-таки, не обязательно «травить» плату. Если деталей немного, то можно использовать монтажную плату без дорожек (я использовал такую для загрузчика GMC-4).
Но вот паять таки придется. Вопрос как? Особенно, если вы этого никогда раньше не делали. Я, возможно, открою Америку, но буквально несколько дней назад я сам для себя открыл волшебный мир пайки без особого геморроя.
До сего времени мое понимание сути процесса ручной пайки было следующим. Берется паяльник (желательно с жалом не в форме шила, а с небольшим уплощением, типа лопаточки), припой и канифоль. Для запайки пятачка, ты берешь капельку припоя на паяльник, макаешь паяльник в канифоль, происходит «пшшшшш», и пока он идет, ты быстро-быстро касаешься паяльником места пайки (деталь, конечно, должна быть уже вставлена), и после нескольких мгновений разогрева припой должен каким-то волшебным образом переходить на место пайки.
Увы, у меня такой метод работал очень плохо, практически не работал. Детали нагревались, но припой никуда с паяльника не переходил. Очевидно, что проблема была в катализаторе, то есть канифоли. Того «пшшшшш», что я делал, опуская конец паяльник в канифоль, явно не хватало, чтобы «запустить» процесс пайки. Пока ты тащишь паяльник к месту пайки, вся почти канифоль успевает сгореть. Именно поэтому, кстати, мне была совершенно непонятна природа припоя, внутри которого уже содержится флюс (какой-то вид катализатора, типа канифоли). Все равно, в момент набирания припоя на паяльник весь флюс успевает сгореть.
Экспериментальным путем я нашел несколько путей улучшить процесс:
- Лудить места пайки заранее. Реально, при пайке деликатных вещей, типа
микросхем это крайне непрактично. Тем более, обычно, их ножки уже
луженые. - Крошить канифоль прямо на место пайки. Аккуратно кладешь кристаллик канифоли прямо на место пайки, и тогда «пшшшшш» происходит прямо там, что позволяет припою нормально переходить с паяльника. Увы, после такой пайки плата вся обгажена черными заплесами горелой канифоли. Хотя она и изолятор, но порой не видно дефектов пайки.Поэтому плату надо мыть, а это отдельный геморрой. Да и само выкрашивание делает пайку крайне медленной. Так я паял Maximite.
- Использовать жидкой флюс. По аналогии с выкрашиваем канифоли, можно аккуратно палочкой класть капельку жидкого флюса (обычно, он гораздо «сильнее» канифоли), и тогда будет активный «пшшшшш», и пайка произойдет. Увы, тут тоже есть проблемы. Не все жидкие флюсы являются изоляторами, и плату тоже надо мыть, например, ацетоном. А те, что являются изоляторами все равно остаются на плате, растекаются и могут мешать последующей внешней «прозвонке». Выход — мыть.
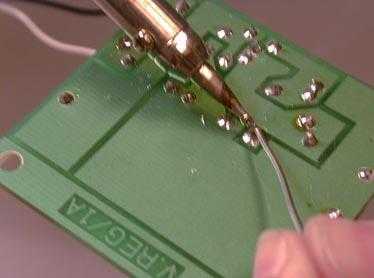
Итак, мы почти уже у цели. Я так подробно все пишу, так как, честно, для меня это было прорыв. Как я случайно открыл, все, что нужно для пайки несложных компонент — это паяльник, самый обычный с жалом в виде шила:

и припой c флюсом внутри:

ВСЕ!
Все дело в процессе. Делать надо так:
- Деталь вставляется в плату и должна быть закреплена (у вас не будет второй руки, чтобы держать).
- В одну руку берется паяльник, в другую — проволочка припоя (удобно, если он в специальном диспенсере, как на картинке).
- Припой на паяльник брать НЕ НАДО.
- Касаетесь кончиком паяльника места пайки и греете его. Обычно, это секунды 3-4.
- Затем, не убирая паяльника, второй рукой касаетесь кончиком проволочки припоя с флюсом места пайки. В реальности, в этом месте соприкасаются сразу все три части: элемент пайки и его отверстие на плате, паяльник и припой. Через секунду происходит «пшшшшш», кончик проволочки припоя плавится (и из него вытекает немного флюса) и необходимое его количество переходит на место пайки. После секунды можно убирать паяльник с припоем и подуть.
Ключевой момент тут, как вы уже поняли, это подача припоя и флюса прямо на место пайки. А «встроенный» в припой флюс дает его необходимое минимальное количество, сводя засирание платы к минимуму.
Ясное дело, что время ожидания на каждой фазе требует хотя бы минимальной практики, но не более того. Уверен, что любой новичок по такой методике сам запаяет Maximite за час.
Напомню основные признаки хорошей пайки:
- Много припоя еще не значит качественного контакта. Капелька припоя на месте контакта должна закрывать его со всех сторон, не имея рытвин, но не быть чрезмерно огромной бульбой.
- По цвету пайка должна быть ближе к блестящей, а не к матовой.
- Если плата двухсторонняя, и отверстия неметаллизированные, надо пропаять по указанной технологии с обоих сторон.
Стоит заметить, что все выше сказанное относится к пайке элементов, которые вставляются в отверстия на плате. Для пайки планарных деталей процесс немного более сложен, но реален. Планарные элементы занимают меньше места, но требуют более точного расположения «пятачков» для них.
Планарные элементы (конечно, не самые маленькие) даже проще для пайки в некотором роде, хотя для самодельных устройств уже придется травить плату, так как на макетной плате особого удобства от использования планарных элементов не будет.
Итак, небольшой, почти теоретический бонус про пайку планарных элементов. Это могут быть микросхемы, транзисторы, резисторы, емкости и т.д. Повторюсь, в домашних условиях есть объективные ограничения на размер элементов, которых можно запаять обычным паяльником. Ниже я приведу список того, что лично я паял обычным паяльником-шилом на 220В.
Для пайки планарного элемента уже не получится использовать припой на ходу, так как его может «сойти» слишком много, «залив» сразу несколько ножек. Поэтому надо предварительно в некотором роде залудить пятачки, куда планируется поставить компонент. Тут, увы, уже не обойтись без жидкого флюса (по крайне мене у меня не получилось).
Фаза 1
Капаете немного жидкого флюса на пятачек (или пятачки), берете на паяльник совсем немного припоя (можно без флюса). Для планарных элементов припоя вообще надо очень мало. Затем легонько касаетесь концом паяльника каждого пятачка. На него должно сойти немного припоя. Больше чем надо, каждый пятачек «не возьмет».
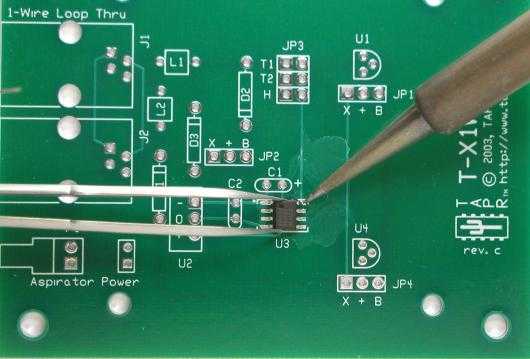
Фаза 2
Берете элемент пинцетом. Во-первых, так удобнее, во-вторых пинцет будет отводить тепло, что очень важно для планарных элементов. Пристраиваете элемент на место пайки, держа его пинцетом. Если это микросхема, то надо держать за ту ножку, которую паяете. Для микросхем теплоотвод особенно важен, поэтому можно использовать два пинцета. Одним держишь деталь, а второй прикрепляешь к паяемой ножке (есть такие пинцеты с зажимом, которые не надо держать руками). Второй рукой снова наносишь каплю жидкого флюса на место пайки (возможно немного попадет на микросхему), этой же рукой берешь паяльник и на секунду касаешься места пайки. Так как припой и флюс там уже есть, то паяемая ножка «погрузится» в припой, нанесенный на стадии лужения. Далее процедура повторяется для всех ног. Если надо, можно подкапывать жидкого флюса.
Когда будете покупать жидкий флюс, купите и жидкость для мытья плат. Увы, при жидком флюсе лучше плату помыть после пайки.
Сразу скажу, я ни разу не профессионал, и даже не продвинутый любитель в пайке. Все это я проделывал обычным паяльником. Профи имеют свои методы и оборудование.
Конечно, пайка планарного элемента требует куда большей сноровки. Но все равно вполне реально в домашних условиях. А если не паять микросхемы, а только простейшие элементы, то все еще упрощается. Микросхемы можно покупать уже впаянные в колодки или в виде готовых сборок.
Вот картинки того, что я лично успешно паял после небольшой тренировки.
Это самый простой вид корпусов. Такие можно ставить в колодки, которые по сложности пайки такие же. Эти элементарно паяются по первой инструкции.
Следующие два уже сложнее. Тут уже надо паять по второй инструкции с аккуратным теплоотводом и жидким флюсом.
Элементарные планарные компоненты, типа резисторов ниже, весьма просто паяются:
Но есть, конечно, предел. Вот это добро уже за пределами моих способностей.
Под занавес, пару дешевых, но очень полезных вещей, которые стоит купить в дополнение к паяльнику, припою, пинцету и кусачкам:
- Отсос. Изобретателю этого устройства стоит поставить памятник. Налепили много припоя или запаяли не туда? Сам припой, увы, обратно на паяльник не запрыгнет. А вот отсосом убирается элементарно. Одной рукой разогреваете паяльником место «отпайки». Второй держите рядом взведенный отсос. Как «оттает», нажимаете на кнопку, и припой прекрасным образом спрыгивает в отсос.

- Очки. Когда имеешь дело с ножками и проводами, может случиться, что разогретая ножка отпружинит, и припой с нее куда-то полетит, возможно, в глаз. С этим лучше не шутить.

Успехов в пайке! Запах канифоли — это круто!
Как паять паяльником, видео, фото инструкции
Паяльник используется для широкого спектра работ. С помощью паяльника можно отремонтировать наушники, подсоединить светодиодную ленту, чинить электроприборы, микросхемы и платы. Пайка с помощью паяльника проста и при внимательной подготовке не вызывает затруднений даже у того, кто никогда раньше не сталкивался с такой работой.
Содержание:
- Выбор инструмента
- Припои и флюсы
- Подготовка к работе
- Пайка плат
- Пайка проводов
- Пайка светодиодной ленты
- Пайка алюминия
Выбор инструмента
Паяльник – инструмент с нагревательным элементом, используемый для соединения плавких материалов. По способу нагревания их разделяют на:
- электрические;
- термовоздушные;
- газовые;
- индукционные.
Паяльники:
1-Электрический, 2-Термовоздушный, 3-Газовый, 4-Индукционный
Для работы с электрическими схемами и SMD-платами применяют электрические паяльники. В среднем они обладают мощностью в 15-40 Ватт. С помощью приборов мощностью более 100 Вт спаивают большие детали: радиаторы, медные трубки разного диаметра и т.д. Большие молотковые паяльники мощностью до 550 Вт используются в различных сферах промышленности: машиностроение, металлургия и т.п.
На выбор того или иного инструмента влияет не только размер деталей, но и теплопроводность материала, из которого она сделана. Именно она определяет температуру нагрева, а, следовательно, и необходимую мощность. Так, например, медь может требовать большей температуры нагрева, чем стальная деталь аналогичного размера. Стоит отметить, что при пайке медных деталей может даже возникать ситуация, когда высокая теплопроводность приводит к распаиванию соединений, выполненных ранее.
Основным элементом прибора (напоминаю, что работаем мы в основном электрическим) является нагревательный стрежень. Он представляет собой медную трубку и намотанную на неё нихромовую спираль. С одной стороны стержня, спрятанной в рукоятку прибора, идет ток, а с другой – вставлено жало из накатанного медного прута. Наконечник жала затачивается под скос. Нагрев наконечника происходит за счет замыкания тока на нихромовой спирали.
Для электротехнических работ подойдет легкий инструмент компактных размеров с низкой теплоемкостью. Чтобы избежать рассеивания напряжения лучше выбрать модель, имеющую трех-направляющий штекер заземления. Для начинающего электротехника будет достаточно модели до 30 Вт. Если с помощью паяльника планируется ремонтировать автомобиль, то лучше обратиться 40-ваттным приборам – для быстрого соединения проводов любого типа на большой площади. Для комфортной работы паяльников в автомобиле продаются специальные насадки.
Многие мастера по ремонту электроники пользуются паяльной станцией. Такая конструкция включает в себя набор всех необходимых для паяльных работ инструментов: паяльник со сменными наконечниками, подставка, блок регулировки напряжения, термофен, очистители и оловоотсос.
Многих интересует вопрос, можно ли паять без паяльника. Да, можно, в данном случае припой и детали придется нагревать для лужения и спаивания на открытом огне. Это позволяет создавать более-менее качественные соединения, однако технология отличается меньшей безопасностью. Кроме того, у новичка, не обладающего достаточным опытом, могут возникнуть большие сложности при работе с такими материалами, как медь, алюминий или нержавейка.
Припои и флюсы
Перед тем как паять провода или электрические схемы необходимо выбрать подходящий припой. Для этой работы подходят оловянно-серебряные и оловянно-свинцовые припои, канифоль. Припои с содержанием свинца обеспечивают более высокое качество пайки, однако имеют недостаток, заключающийся во вредности этого металла. Оловом пользуются для пайки деталей и материалов, требующих сохранения безопасности для организма, например, посуды.
Маркировка припоев обозначает металлы, входящие в ее состав и их содержание. Так, к примеру, в состав припоя ПОС-40 входят олово и свинец (припой оловянно-свинцовый). Цифра 40 говорит о 40% содержании олова. Количество свинца в ПОС припоях влияет на цвет (становится темнее) и температуру плавления (повышается). Для электротехнических работ чаще всего применяют ПОС с содержанием олова от 30% до 61%, а также ПСР-2 и ПСР-2,5. В маркировке оловянно-серебряного ПСр-2,5 цифра обозначает, что 2,5±0,3% припоя составляет серебро.

Припой
Для зачистки поверхности под пайку от оксидов используется специальные смеси – флюсы. Они являются одними из самых важных факторов, влияющих на качество паяния. Флюс должен подбираться под свойства паяемого материала, быть достаточно сильным для разрушения оксидной пленки. Активные флюсы на основе кислоты запрещено использовать для пайки микросхем и плат, поскольку они вызывают коррозию и разрушают контакты, однако при работе с химически стойкими металлами без них не обойтись. Сегодня при пайке, как правило, пользуются паяльной кислотой (хлорид цинка), спирто-канифольным раствором ЛТИ-120 и бурой (для пайки таких металлов, как медь, чугун, сталь, латунь).
Если вы собираетесь паять наушники, колонки или контакты материнской платы, то в качестве флюса можно использовать канифоль. Однако не следует использовать ее для пайки элементов микросхемы и плат. И особое внимание обратите на следующее: нельзя использовать канифоль для музыкальных инструментов! Она сильно загрязняет место спайки.

Флюс
Рекомендуем к просмотру это видео. Оно может раскрыть оставшиеся вопросы о флюсах и припоях.
Подготовка к работе
Безусловно, для того, чтобы стать мастером и выполнять пайку деталей любых сложностей, необходимо время и опыт. Однако для того, чтобы починить наушники, прикрепить светодиодную ленту или в домашних условиях поменять конденсаторы на компьютерной плате не нужно обладать особыми знаниями. Соблюдение инструкции и правил электротехнической безопасности позволят выполнить эти работы без затруднений.
Огромное значение для качества и эффективности пайки имеет состояние жала. Процесс ухода за ним называют лужением — процесс покрытия его поверхности тонким слоем припоя. Это делается для того чтобы медь, из которой изготовлен наконечник паяльника, не окислилась. Паяльник с окислившимся жалом плохо взаимодействует с припоем и обрабатываемым материалом. Каждый раз, перед тем как паять паяльником, следует проводить его подготовку. Сначала обрабатываем жало холодного паяльника напильником, или жесткой щеткой, очищая медь от грязи.

Чистка паяльника щеткой (можно использовать и напильник)

После чистки паяльника.
Затем, нагрев паяльник до рабочей температуры, нужно несколько раз поочередно коснуться им канифоли и затем припоя. Сплав должен равномерно покрыть рабочую часть.

Опускаем паяльник во флюс.

Касаемся жалом припоя.
Ниже видео о том как залудить паяльник и приготовить его к работе. Пожалуй на видео даже лучше видно, чем на наших фотографиях, так что рекомендуем посмотреть.
Пайка плат и микросхем
Очень часто электрические паяльники используют для пайки печатных плат. Для этого подойдет специальный небольшой прибор средней мощности. Более подробно рекомендуем прочитать статью о выборе паяльников для плат и микросхем.
- Для начала надо подготовить поверхность, чтобы она обеспечила минимальное сопротивление и прочное соединение. Для обезжиривания платы ее можно протереть салфеткой, смоченной в мыльном растворе. Для снятия твердых отложений подойдет специальное средство, продающееся в профильном магазине. Рабочий участок необходимо зачищать до того момента, пока медь не станет блестеть. Для обработки контактов можно воспользоваться обычным ацетоном. Менее пахучим и опасным растворителем является метил гидрат.

Обезжириваем плату перед пайкой.
- Закончив очистку, разместите контакты и провода на схеме. В первую очередь припаиваются плоские радиодетали, такие как варисторы и резисторы, а после них – большие элементы: потенциометры, конденсаторы, транзисторы, микрофоны, трансформаторы и т.п. Такая последовательность служит сохранению рабочего состояния чувствительных компонентов. При пайке зарядок или резисторов провода должны быть согнуты под углом 45˚. Короткие провода и такие детали, как наушники, колонки, динамики можно предварительно закреплять изоляционной лентой.
- Нанесите на кончик разогретого паяльника небольшое количество припоя – это улучшит проводимость меди. Теперь нужно нагреть соединение – уприте жало в компонент платы и задержите в таком положении 2-3 секунды. Будьте внимательны — если нагреваемый участок начинается пузыриться, следует сразу же прекратить нагрев, чтобы не испортить плату.

Пайка платы.
- Нанеся припой на жало паяльника, приложите его к соединению в обрабатываемом месте. После появления небольшого бугорка надо прекращать пайку.
- Теперь можно выключить паяльник и приступить к уборке обрабатываемого участка. При этом надо соблюдать осторожность – соединение нельзя двигать, чтобы оно закрепилось.
Ниже видео, которое наглядно описывает весь процесс:
Такой способ пайки позволяет новичку без особых затруднений припаять к схеме радиатор, впаять кнопку на модем, светодиодную ленту (об этом более подробно будет ниже) или отремонтировать штекер.
Пайка проводов
Умение паять провода может пригодиться во многих ситуациях. Одним из самых подходящих примеров можно назвать вышедшие из-за перелома провода наушники. Для соединения проводов используют два основных способа:
- Жилы накладываются друг на друга и спаиваются с помощью припоя.
- Жилы проводов предварительно скручиваются между собой и потом лудятся с помощью припоя.
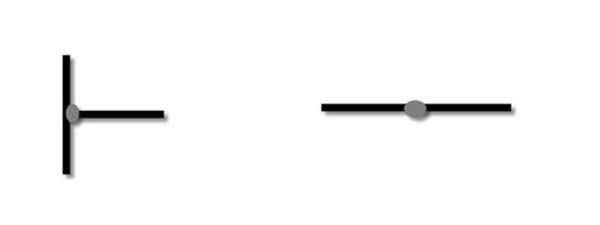
В обоих случаях используется канифоль. При необходимости очистки проводов применяется жидкий флюс, наносимый с помощью кисточки. Другие способы спайки проводов между собой основываются на двух основных, описанных выше, и представлены на следующем рисунке.

Способы спайки проводов между собой
Для пайки радиоэлементов без печатного монтажа прибегают к двум способам. Первый (нахлестный) является более быстрым, а второй (скрутка) обеспечивает большую надежность соединения.
Для того чтобы починить наушники лучше всего подойдет второй указанный способ (т.к. обеспечит большую прочность соединения). Порядок действий примерно следующий:
- Найдите поврежденный участок провода и вырежьте его. Зачистите края проводов на достаточную длину. Для снятия изоляции лучше всего пользоваться нагретым паяльником, или плоским, не очень острым ножом.
- Сложите провода друг с другом (по цветам) и залудите с помощью канифоли или смеси ФС-1.
- Замотайте обработанное место изолентой.
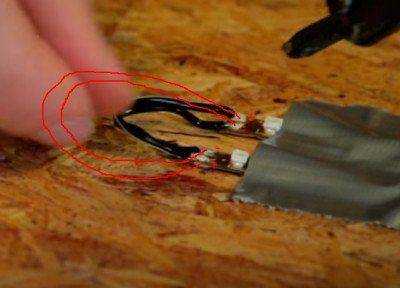
Если провод поврежден у самого штекера или входа в наушники, необходимо будет разобрать корпус и припаять провода непосредственно к входным контактам.
Пайка светодиодной ленты
Сегодня светодиодную ленту активно используют для монтажа интерьерного освещения различной сложности. Она дает широкие дизайнерские возможности, имеет небольшие размеры и не уступает по рабочим характеристикам другим осветительным приборам.

Светодиодная лента
Вне зависимости от размера и условий монтажа, ленту паяют по одинаковой инструкции:
- Обрезав ленту до нужной длины, поверхность, на которую она должна крепиться, обезжиривают и высушивают.
- Оторвав защитную пленку с обратной стороны, ленту приклеивают к монтажной поверхности.
- После этого припаиваются провода на входных контактах, мелкие детали, диммеры, контроллеры. Во время работы нужно избегать перегрева ленты, это может привести к выходу диодов из строя.
Обратите внимание, спаивая две ленты! Плюс должен идти к плюсу, а минус к минусу!
Процесс припаивания изображен на фотографиях ниже:

Фиксируем светодиодную ленту (использовалась изолента)

Немного припоя на каждый контакт.
Припаиваем провода, соблюдая полярность.
Чтобы паять диодную ленту хорошо подходят паяльники мощностью до 40 Вт. Лучше всего использовать провода с сечением 0,75 мм. Красные припаиваются к плюсовому контакту, а черные – к минусовому.
Рулон светодиодной ленты.
Теперь о том, как паять светодиоды непосредственно на плату, чтобы создать светодиодную подсветку своими руками. Для этого понадобятся сами диоды, кусочек платы для них (можно купить в радиотехническом магазине) и паяльные принадлежности. Для очистки от окалины воспользуемся флюсом под алюминий, оловом – в качестве припоя.
- Вставляем диоды в плату так, чтобы плюсовые контакты (длинные «лапки») были расположены с одной стороны, а минусовые – с другой. И загибаем контакты в стороны. Будьте внимательно – если хотя бы один диод будет подключен неправильно, всё сгорит.
- Обработав «лапки» флюсом припаиваем их к плате.
- Отрезаем лишнюю длину контактов с помощью кусачек. Зачищаем провода питания на длину, равную длине диодного ряда, прикладываем к соответствующим контактам и запаиваем.
- Готово! Теперь можно проверять работу схемы, подключив провода к 12 В источнику питания.
Пайка алюминия
Кажется, что в том, как паять алюминий, нет никакой сложности. Ведь этот материал обладает высокой теплопроводностью и легко поддается обработке. Несмотря на это для обработки данного металла необходимо учитывать некоторые особенности.
Алюминий под воздействием высокой температуры очень быстро образует на поверхности окисные пленки, и поэтому для его пайки приходится использовать специальные флюсы и паяльные жала (покрытые сталью). И если обработка алюминиевых проводов практически не отличается от работы с другими металлами, то пайка плоских алюминиевых поверхностей — процесс гораздо более сложный. В первую очередь, вам понадобится паяльник мощностью в 60-100 Вт, для того чтобы хорошо прогревать большие детали.
- Перед тем, как паять алюминий, его рабочая поверхность очищается от окалины наждачкой или напильником.
- После ее обезжиривают бензином, ацетоном или другим растворителем. Затем место соединения необходимо смазать специальным флюсом.
- Жало паяльника опускается в канифоль или нашатырный спирт до появления легкого дымка. Это очищает медь, из которой выполнен наконечник, от окисей других металлов.
- Дальнейшие действия практически не отличаются от работы с другими материалами: жало смазывается в припое, после чего небольшое его количество переносится на место спаивания для залуживания. После этого наносится основной слой припоя.
Похожим образом паяют нержавейку – этот процесс тоже требует тщательной зачистки рабочей поверхности перед нанесением припоя.
состав кислоты для пайки. Для чего она нужна и как ею пользоваться? Как паять кислотой с оловом? Чем ее заменить?

Для прочного соединения небольших металлических деталей между собой в процессе паяния применяется специальное средство, называемое паяльной кислотой. Ее используют на подготовительном этапе для очищения рабочих поверхностей, сделанных из металла, перед выполнением процесса.
Что это такое и для чего нужна?
В процессе эксплуатации любые металлические детали покрываются различного вида загрязнениями, кроме того, металл при контакте с воздухом образует на своей поверхности тонкую оксидную пленку и слой ржавчины. Перед проведением процесса пайки металла необходимо тщательно зачистить рабочую область его поверхности. Делается это с применением наждачной бумаги либо при помощи напильника.
Но механическим путем возможно удалить только поверхностные загрязнения или ржавчину, тогда как оксидную пленку можно убрать химическими препаратами, одним из которых является паяльная кислота.
Назначение паяльной кислоты заключается в том, что она позволяет не только удалить имеющийся оксидный налет, но и предотвращает появление новых отложений.
Паяльная кислота используется в случаях, когда необходимо выполнить пайку радиаторов, цинкование металла при ремонте автомобильного кузова, для соединения медного провода, а также с целью выполнения паяния меди, алюминия, нержавейки. После обработки паяльной кислотой металлической поверхности становится проще работать на ней оловом или другим флюсом.
Материалы, для которых чаще всего используется паяльная кислота:
- стальные сплавы;
- сплавы цветных металлов;
- сплавы, содержащие медь;
- никель;
- железо.
Паяльная кислота выпускается в различном составе, но каждая ее разновидность регламентируется нормами ГОСТ 23178-78, согласно которому готовый химический препарат имеет невысокую вязкость и хорошую текучесть. Перед применением паяльной кислоты поверхность подвергают механической зачистке, а после окончания процесса пайки остатки кислоты необходимо удалить с применением нейтрализующего водно-щелочного раствора.
Кислотный паяльный состав является агрессивным химическим веществом, поэтому использовать его нужно с большой аккуратностью. Во время работы необходимо следить за тем, чтобы агрессивный химический компонент не попал на кожу или предметы, не подлежащие пайке.
Чтобы предотвратить разбрызгивание средства, паяльные работы нужно выполнять только на отведенном для этого рабочем месте, без выхода паяльной кислоты за его пределы.
Преимущества и недостатки
Паяльная кислота имеет разнообразные составы, и каждый из них обладает своими преимуществами и предназначением. Но имеются и общие свойства, присущие любому виду паяльной кислоты. Преимуществ у кислоты для паяния несколько.
- Средство обладает текучими свойствами, поэтому с его помощью можно обрабатывать труднодоступные участки, что обеспечивает удобство процесса паяния.
- С помощью паяльной кислоты можно удалить не только оксидную пленку на поверхности металла, но и ржавчину. Так как пленка окислов невидима, это не значит, что ее нет, поэтому перед началом паяния все металлические поверхности в обязательном порядке необходимо обработать паяльной кислотой.
- После обработки поверхности металла паяльной кислотой окислительная пленка на этом участке уже не сможет образовываться даже в том случае, если после процедуры выполнить какое-либо механическое воздействие на деталь.
- Паяльная кислота является универсальным средством, так как она подходит для применения на поверхностях различных по составу металлов.
У кислоты для паяния есть и недостатки.
- Паяльную кислоту не используют для работы с микросхемами и электронными платами. Средство может расплавить токопроводящую дорожку или, напротив, усилить ее электропроводность, что приведет к замыканию.
- У паяльной кислоты имеются требования к условиям и срокам хранения. Несоблюдение этих норм приводит к тому, что средство становится непригодным для дальнейшего использования. По этой причине запасать впрок паяльную кислоту не имеет смысла.
- В составе средства находятся агрессивные кислоты, которые во время процесса паяния испаряются. Вдыхание человеком этих паров приводит к ожогам дыхательных путей, а если средство попадает на кожу, то оно вызывает серьезные химические ожоги. По этой причине работы с кислотой выполняются в хорошо проветриваемых помещениях с использованием средств индивидуальной защиты.
В чистом виде та или иная кислота не используется ввиду ее химической агрессивности. Этот элемент в разбавленном виде сочетают с другими компонентами, таким образом получается флюс, который в зависимости от состава применяют для различных металлических поверхностей. Каждый вид флюса с кислотой имеет свои особенности, которые в процессе паяния необходимо правильно учитывать.
Обзор видов
Все паяльные кислоты делят на 3 основные группы: соляную, серную и ортофосфорную. Состав кислоты может быть любым, но назначение у нее одно: очищение металлической поверхности от ржавчины и оксидной пленки перед пайкой. Если на металлической поверхности подготовительные работы выполнены правильно, то в результате работы получится прочный и аккуратный стыковочный шов. Например, для соединения меди и латуни более всего подходит борная кислота, имеющая высокую температуру плавления. Состоит это средство из буры и кислотной смеси.
Ортофосфорная
Жидкая прозрачная или слегка желтоватая неорганической природы жидкость, которая имеет химическую формулу h4PO4. При попадании на металлическую поверхность ортофосфорная кислота устраняет оксидную пленку и защищает поверхность от образования новых оксидных соединений. Этот препарат обладает высокой степенью текучести, что позволяет применять его в труднодоступных местах.
После проведения паяльных работ эта кислота может быть смыта водно-щелочным раствором.
Ортофосфорный кислотный состав используют для обработки углеродсодержащих сталей легированного типа, кроме того, средство применяется для соединения никеля или меди. Рабочая температура плавления у кислотного состава составляет 350°C. Средство обеспечивает в процессе паяльных работ надежный и аккуратный соединительный шов.
Серная
Это двухкомпонентный состав, у которого химическая формула h3SO4. Первый компонент представляет собой плотную жидкость маслянистой консистенции. Вторым компонентом в виде растворителя является вода или ангидрид серы. При сочетании 2 компонентов образуется паяльная кислота. Концентрация второго компонента может быть в пределах от 25 до 85%. Полученный состав имеет высокую химическую агрессивность и активность, поэтому его используют для пайки толстостенных материалов.
Соляная
Обычную кислоту для паяния делают с цинком, когда к 412 г этого компонента добавляют 1 л соляной кислоты в концентрированном виде. Формула химического вещества выглядит как HCl. Цинк добавляется к соляной кислоте для улучшения ее свойств. Концентрация раствора соляной кислоты определяет характеристики ее свойств, используемых при паянии, но в чистом виде без примесей цинка это средство не применяется, так как обладает высокой способностью разъедать металл. Подбирают концентрацию раствора кислоты в зависимости от того, какой толщины металлическая заготовка будет паяться.
Для работы с тонким металлом или чувствительными электронными платами кислоту необходимо разбавлять, снижая степень ее концентрированности.
Как выбрать?
Выбор паяльной кислоты осуществляется исходя из характеристик обрабатываемого металла. Главным критерием для выбора кислоты является концентрация ее раствора и отсутствие осадка с помутнением. При выборе различных видов паяльных кислот следует знать их область применения.
- Кислота ортофосфорная. Обладает высокой способностью к очищению от ржавчины и оксидов. Поэтому ее используют на сильно загрязненных металлических поверхностях.
- Кислота соляная. Считается универсальным вариантом, который можно использовать для очищения сплавов стали, а также для обработки черных и цветных металлов.
- Кислота серная. Редко используется ввиду высокой химической агрессивности. Это средство применяют для металлов, которые плохо поддаются спаечному процессу, а также используют для толстых заготовок, так как это средство на толстом слое металла способно проникать внутрь материала.
Выбирая в магазине паяльную кислоту, необходимо обратить внимание на срок ее пригодности. Обычно он составляет не менее 12 месяцев со дня изготовления продукта, но действует этот период только в случае правильного хранения вещества. Хранить паяльную кислоту необходимо в плотно закрытой емкости, оберегать от попадания солнечных лучей и соблюдать диапазон температур от -25 до +35°C.
Просроченными кислотными составами, имеющими осадок, пользоваться не рекомендуется, так как такое средство не сможет полноценно выполнить очищение поверхности металла и подготовить его к паяльному процессу.
Как пользоваться?
Чтобы правильно паять паяльником, необходимо знать некоторые важные основы проведения этой процедуры. Дело в том, что при паянии деталей всегда применяется тот или иной припой, чаще всего это оловянно-свинцовый состав. Основным компонентом в этом припое является олово, тогда как свинец является вспомогательной присадкой, которая обеспечивает надежный шов и помогает работать с припоем. С помощью свинца у припоя повышается его текучесть, а применение олова позволяет застывшему шву приобрести необходимую твердость.
Но несмотря на присутствие свинца и хорошую текучесть, капле припоя довольно сложно преодолеть силу поверхностного натяжения, если учитывать еще и тот факт, что площадь контакта у такой капли минимальна. Нередко случается так, что во время выполнения паяльных работ мастер сталкивается с тем, что припой не хочет растекаться по рабочей металлической поверхности и остается на металле в виде плотной капли. Помочь решить эту задачу сможет паяльная кислота. Если после механической зачистки материала обработать рабочую поверхность раствором паяльной кислоты, то припой беспрепятственно сможет распределяться по области пайки. Таким образом, паяльный кислотный состав обеспечивает для припоя отличную прилипаемость, называемую адгезией.
После выполнения механической зачистки металла паяльную кислоту необходимо в небольшом количестве локально нанести на область пайки. Для этой цели можно применять обыкновенную небольшую кисточку, сделанную из натурального ворса или использовать тоненькую деревянную палочку.
Нередко паяльная кислота продается во флаконах из пластика, имеющих дозатор в виде носика-капельницы. С помощью такого дозатора паяльную кислоту можно нанести в небольшом количестве именно в то место, где будет производиться в последующем пайка детали.
Раствор паяльной кислоты должен полностью покрыть всю рабочую область и не растекаться за ее пределы, поэтому капать его из дозатора нужно очень внимательно и аккуратно.
После того как паяльный кислотный состав нанесен на рабочую поверхность, можно приступать к паянию. Во время этого процесса под воздействием разогретого жала электропаяльника кислота начинает испаряться. Добавлять новые порции средства не нужно.
После нанесения припоя на очищенную поверхность оксидная пленка на металле уже не сможет образовываться, так как сам припой будет теперь выполнять защитную роль. Такая процедура у мастеров называется лужением.
Перед тем как соединить друг с другом 2 детали, каждая из них предварительно должна быть подвергнута процессу лужения.
После этого поверхности из металла будет легко соединить между собой с образованием плотного и надежного стыковочного шва.
Как смыть?
После выполнения паяльных работ часть кислотного состава, который растекся по обрабатываемой металлической поверхности, может остаться в неизменном виде. Как и любая кислота, вещество это обладает свойством к разъеданию материалов, и если не удалить это средство с поверхности платы или детали, кислотный компонент медленно, но верно будет разрушать материал.
Если паяльный кислотный состав остался, например, на электронной плате, то он может разъедать токопроводящие дорожки, что приведет к замыканию и выведет дорогостоящую плату из рабочего состояния.
Отмыть паяльную кислоту необходимо сразу же после выполнения паяльных работ. Кислотная среда нейтрализуется щелочными растворами. Такой раствор можно приготовить самостоятельно в домашних условиях. Для этого потребуется теплая вода и щепотка питьевой соды.
Хорошо нейтрализует паяльный кислотный состав изопропиловый спирт или нефтяной растворитель «Нефрас», именуемый в народе «Калоша». Для смывки используют чистую кисточку, ватную палочку или кусочек ткани, смоченный в нейтрализующем растворе. Остатки кислотных компонентов нужно снимать аккуратно, не разбрызгивая жидкость вокруг спайки.
Чем можно заменить?
Вместо использования паяльной кислоты можно применить флюс ЛТИ-120, имеющий высокую степень активации и не содержащий в своем составе каких-либо кислотных компонентов.
Кроме того, специалисты считают, что для соединения проводов достаточно воспользоваться сосновой канифолью.
Такие флюсы имеют свойство хорошо очищать поверхность и лудить ее.
В некоторых случаях паяльную кислоту и флюсы со сходными свойствами можно заменить смесью машинного масла с мелкими опилками. В этом случае спаечный процесс происходит во время втирания масла с опилками при совмещении деталей.
Кроме того, паяльный кислотный состав заменяют распространенным аптечным препаратом: ацетилсалициловой кислотой (аспирином). Таблетку измельчают до порошкообразного состояния, готовый порошок распределяют в области проведения паяния. Если предстоит спаять между собой провода, то их просто размещают на целой таблетке аспирина.
Еще одним вариантом, заменяющим паяльный кислотный состав, может стать аспирин, смешанный с вазелином в пропорции 1: 2. В результате смешивания компонентов получается паста, которую наносят деревянной палочкой, а после окончания работ удаляют. Ацетилсалициловую кислоту применяют для спайки драгоценных сплавов. Такой флюс слабо контактирует с поверхностью изделия и не портит его внешний вид.
Как сделать паяльную кислоту своими руками, смотрите в следующем видео.
|
главная основы элементы примеры расчетов любительская технология общая схемотехника радиоприем конструкции для дома и быта связная аппаратура телевидение справочные данные измерения обзор радиолюбительских схем в журналах обратная связь реклама
|
что такое электрический ток подготовка рабочего места техника безопасности немного о пайке
ЧЕТЫРЕ СЕКРЕТА ПАЙКИ "Неужели даже в таком деле, как пайка
деталей, есть секреты?" - спросите вы. Чего
проще - нагреть паяльник, взять припой и
кислоту, и паяй себе на здоровье.
Четвертый
секрет - правильное соединение
проводов при пайке и хороший прогрев места
спайки деталей. Если надо спаять концы двух
залуженных проводников, плотно прижмите их
друг к другу и к месту касания приложите
паяльник с каплей припоя на конце жала. Как
только место спайки прогреется, припой
растечется и заполнит промежутки между
проводниками. Плавным движением паяльника
распределите припой равномерно по всему
месту спайки. Продолжительность пайки не
должна превышать 5 с, после чего паяльник
удаляют - припой быстро затвердеет и прочно
скрепит детали. Но пайка будет прочной
только в том случае, если после удаления
паяльника проводники не сдвинутся в
течение 10 с. ПОС-90 - температура плавления 222 градусов Цельсия, прочность при растяжении 4,3 кГ х мм. кв., используется для пайки деталей или узлов с последующим серебрением или золочением. Состав: Олово - 90 %, Сурьма - 0,15%, Свинец - остальное. ПОС-60 - температура плавления 190 градусов Цельсия, прочность при растяжении 4,1 кГ х мм.кв., используется для пайки высоко ответственных соединений, в том числе и в радиотехнике. Состав: Олово - 60%, Сурьма - 0,8%, Свинец - остальное. ПОС-50 - температура плавления - 222 градуса Цельсия, прочность на разрыв - 3,6 кГ х мм. кв., используется для пайки ответственных деталей, когда допустим более высокий нагрев. Состав: Олово - 50%, Сурьма - 0,8%, Свинец - остальное. ПОС-40 - температура плавления - 235 градусов Цельсия, прочность на разрыв - 3,2 кГ х мм. кв., используется для пайки менее ответственных токопроводящих деталей. Состав: Олово - 40%, Сурьма - 2%, Свинец - остальное. ПОС-30 - температура плавления - 256 градусов Цельсия, прочность на разрыв - 3,3 кГ х мм. кв., используется для лужения и пайки менее ответственных и механических деталей из меди, ее сплавов и стали. Состав: Олово - 30%, Сурьма - 2%, Свинец - остальное. ПОС-18 - температура плавления - 277 градусов Цельсия, прочность на разрыв - 2,8 кГ х мм. кв., используется для пайки при пониженных требованиях к прочности шва, а также для лужения перед пайкой. Состав: Олово - 18%, Сурьма - 2,5%, Свинец - остальное. ПОС-4-6
- температура
плавления - 265 градусов Цельсия, прочность на разрыв - 5,8 кГ х мм.
кв., используется для пайки с погружением в ванну с расплавленным
припоем. Состав: Олово 4%, Сурьма - 6%, Свинец - остальное. |
Как правильно паять паяльником
Приветствую вас, дорогие друзья! Вот посетила меня одна мысль, вот веду я свой радиолюбительский блог, а вот статей касающихся технологий все-таки маловато. Эта статья должна ситуацию несколько изменять.
Итак о чем же будет сегодняшняя статья?
Статья будет, как вы наверное догадались о технологии пайки, о том как лучше всего совершать сие действие, чтобы получилось качественно и надежно.
Кстати а вы читали о том как делать платы самостоятельно, настоятельно рекомендую. Кроме этого я задумал одну тему которая просто перевернет все с ног на голову [urlspan]не пропустите[/urlspan].
[contents]
Я вспоминаю, как впервые попробовал припаять что-то. Для этих целей я взял большой отцовский паяльник ват на сто (этот паяльник имел вид топорика, отец им паял баки и ведра), кусок олова и какую-то скляночку с паяльной кислотой.
Так как у меня не было никаких знаний насчет этого действа, поэтому я решил импровизировать и естественно у меня ничего не получалось. Капля олова, что удалось мне наплавить ба байским паялом, никак не хотела прилипать к ножке здорового резистора, выдранного из старого телевизора. Запах испаряющейся кислоты вдарил мне в нос, но к моему изумлению это ни к чему хорошему не привело. Эх и намучился же я тогда, и вдобавок сделал себе несколько ожегов.
Так что читайте дальше и вам не придется обжигать пальцы и печально наблюдать на неудачно припаянное соединение.
Технология процесса
Технология сего процесса на самом деле очень проста, и во главе угла нужно лишь понимание всего того что именно происходит когда мы тычем паяльником в расплавленный припой. Ну что же начнем наверное по порядку.
Пайка — это процесс образования неразъемного соединения путем диффузии припоя (металла или сплава находящегося в расплавленном состоянии) в поры соединяемых металлов с последующей кристаллизации припоя.
Для соединения двух деталей посредством пайки нужно выполнить нагрев спаиваемых поверхностей, затем нужно обеспечить затекание расплавленного припоя в поры спаиваемых деталей.
Этому процессу может помешать грязь на поверхности деталей а также оксидная пленка, которая образуется на поверхности металла в присутствии воздуха. Поэтому любые спаиваемые детали должны быть тщательно зачищены, обезжирены. Если детали покрыты ржавчиной или просто грязные то расплавленный припой не сможет затечь туда куда оно должен затечь.
Итак у нас есть две металлические детальки, которые мы хотели бы соединить в одно целое изделие. Это может быть ножка резистора которую мы хотим впаять в монтажное отверстие в плате. Поэтому первым делом мы должны убедиться в чистоте процесса, плата должна быть чистой и обезжиренной так же как и выводы резистора. Хотя резистор как правило если он новый то не нуждается в дополнительной очистке.
Все бы хорошо, но на открытом воздухе на поверхности металла постоянно образуется оксидная пленка, и это нам может помешать. Об этом волноваться совершенно не стоит, так как с этим справиться нам поможет флюс.
Флюс — это вещество служащее для удаления оксидной пленки с поверхности металла, а также уменьшения поверхностного натяжения.
В качестве флюса в большинстве случаев нам подойдет канифоль, которую можно купить в большинстве магазинов радиодеталей. Канифоль это на самом деле обыкновенная смола, продается в маленьких баночках в твердом состоянии.
Я сказал в твердом, потому, что существует также СКФ — спиртоканифольный флюс, который продается в небольших флакончиках. Раствор канифоли в спирте можно сделать и самому в домашних условиях, а затем разлить во флакончики из под лака для ногтей, что очень удобно.
Итак для запаивания резистора в плату, нужно нанести немного флюса на спаиваемые поверхности. Для этого тычем разогретым паяльником в баночку с канифолью, наплавляя канифоли на жало столько сколько нужно (определяем это опытным путем, если переборщить то ничего страшного не произойдет, просто придется потом помучиться оттирая избытки флюса). Незамысловатым тычком переносим расплав смолы с жала паяльника на спаиваемы поверхности.
Для спаивания радиодеталей нам подойдет не любой паяльник. Паяльник должен быть маленьким (это просто удобно, так как современные радиодетали стремятся к постоянной миниатюризации), удобным и по возможности иметь регулировку температуры.
Теперь оксидная пленка больше не сможет образоваться на поверхности металлов. Следующим шагом нужно сформировать паяное соединение. Набираем на жало паяльника капельку припоя.
При пайке радиоэлектронной аппаратуры используется припой марки ПОС 61, температура плавления 190°С. В марке припоя число означает процентное содержание олова (получается 61% олово, остальное свинец). Чистым оловом паять нельзя, так как оно образует хрупкое соединение. Есть даже такое понятие как оловянная чума, можете погуглить по интернету и посмотреть видеоролики. Попросту говоря, это явление когда при воздействии низких температур олово рассыпается буквально на глазах.
Итак, для запайки резистора мы набираем капельку припоя на жало паяльника и небольшим тычком длительностью в 3 — 5 секунд касаемся спаиваемых деталей. Наша задача за такой короткий промежуток временя прогреть спаиваемые детали, добиться растекания припоя по поверхности деталей и постараться сформировать красивое паяное соединение.
Вот и вся технология, не сложно правда?
Так оно и есть вот только во всем этом процессе есть ряд нюансов, на которых я хотел бы остановиться по подробнее.
1. Температура пайки.
Вы наверное заметили, что я рекомендовал, касаться спаиваемых поверхностей радиодеталей не более 3-5 секунд. Это связано с тем, что в процессе длительного и чрезмерного нагрева некоторые радиодетали могут разрушаться. Может быть к резисторам это не так принципиально, а вот кремниевые транзисторы и диоды от этого могут очень пострадать.
Именно для этих целей рекомендуется использовать маломощные паяльники примерно 25Вт, либо вообще использовать паяльник с регулируемой температурой жала. Этот вариант на мой взгляд самый выигрышный по той причине, что мы убиваем двух зайцев. Бережем капризный радиоэлемент, а также обеспечиваем стабильную температуру плавления припоя.
Ведь если температура будет избыточной то припой придет в негодность, будет таким зернистым месивом на поверхности паяльника, что не способствует качественному паяному соединению. Ну если температура не достаточна, то сами знаете, припой не сможет расплавиться и соединения также не получится.
2. Заземление.
По возможности жало паяльника должно быть заземлено. Дело в том, что некоторые радиодетали в частности полевые транзисторы очень чувствительны к статическому электричеству.
Как известно разность потенциалов на синтетической одежде, может достигать 1000В, что может вывести полевой транзистор из строя. Я думаю будет печально если вы после долгого, кропотливого монтажа устройства, убедитесь в полной неработоспособности последнего по причине пробитого транзистора.
Паяльники современных паяльных станций имеют свое заземление, но что делать если в наличии имеется только паяльник типа ЭПСН 220В 25Вт? Я честно говоря редко когда этим заморачиваюсь, как-то всегда обходилось, но есть способ. Можно доработать паяльник, подключить жало паяльника с земляной шиной здания, либо кинув на батарею отопления, вот как-то так. Кстати наверное именно для этих целей на паяльниках ЭПСН имеется небольшое ушко на нагревательном элементе.
3. Металл спаиваемых деталей.
На самом деле есть металлы которые легко поддаются пайке, такие как серебро ,медь, латунь, цинк, никель. Есть металлы, для пайки которых нужно основательно потрудиться. К примеру алюминий спаять на открытом воздухе практически невозможно.
На поверхности алюминия оксидная пленка образуется практически мгновенно, поэтому сколько не зачищай алюминий запаять его будет оочень сложно. Для спаивания алюминия есть специальные флюсы, но я думаю основная задача при пайке алюминия должна заключаться в обеспечении изоляции металла от воздухе в процессе пайки.
На просторах интернета я слышал об одном способе спаивания алюминия, при этом спаиваемые детали погружаются в масло, тем самым изолируются от воздуха, затем зачищаются и спаиваются в большом количестве активного флюса.
4. Немного о флюсах.
При пайки различной электроники в 99% случаев используется обычная сосновая канифоль. Этот флюс хорош тем, что он абсолютно нейтрален. В отличие от паяльных кислот, таблеток аспирина он не оказывает коррозирующего воздействия на металл. Это означает что со временем паяное соединение не пострадает от ржавчины и не будет окислено.
Канифольный флюс даже допускается не отмывать, да от этого пострадает внешний вид паяного соединения (будет заляпано капельками припоя), но это говорит о том, что канифоль не оказывает никакого негативного воздействия на металл.
Есть еще один флюс, в основе которого вся та же канифоль это канифоль-гель. Этот флюс просто офигенно эффективный, позволяет запаять то что не удается запаять другими флюсами.
Продается в шприцах. Этот флюс мне очень понравился, хотя он немного и дороговат, но все относительно. Только его нужно обязательно отмывать, по причине его проводимости.
Я как-то собирал программатор и был очень сильно удивлен в процессе его наладки. Путем доскональной прозвонки пришел к выводу, что сигнал распространялся по голому диэлектрическому участку текстолита. Оказалось что не отмытая канифоль-гель давала такие проблемы, только когда отмыл флюс все пришло в норму.
Хочу посоветовать еще один удачный флюс, который кстати можно раздобыть в аптеке. Это обычный глицерин. Есть только один косяк, аптечный глицерин как правило продается в виде водного раствора. Так что перед использованием желательно выпарить воду, вот только не переусердствуйте с нагреванием. Я как то был свидетелем небольшого фейерверка, когда нагревая флакончик с глицерином отвлекся на вскипевший чайник. Хорошо, что жена с ребенком были не рядом 🙂
А на этом у меня все. Если вы надеялись прочитать в этой статье как паять баки, то вы немножко зашли не туда и вы ошиблись, вам стоит вернуться в поиск по гугл или яндекс.
Для тех кому статья показалась полезной, я хочу сказать что был рад стараться и рекомендую [urlspan]подписаться на обновления[/urlspan]. Так как дальше будет еще больше полезных статей.
Кстати если вам статья показалась не полной, то пожалуйста напишите в комментариях, о чем бы вы хотели еще узнать. Действительно я ведь могу что-то забыть, а в комментариях отвечу.
P.S. Друзья, у меня тут возникло несколько идей и мне очень нужно ваше мнение. Есть идея проведения конкурса. по разгадыванию кроссвордов, по нашей радиолюбительской тематике. Так что очень интересует ваше мнение, напишите пожалуйста в комментариях, стоит проводить конкурс именно в таком формате или стоит придумать что-то поинтереснее. Буду очень ждать ответов.
Ну чтож на этом у меня действительно все. Поэтому желаю вам успехов во всем, прекрасного настроения и реализации всех ваших планов.
С н/п Владимир Васильев
P.S. Друзья, обязательно подписывайтесь на обновления! Подписавшись вы будете получать новые материалы себе прямо на почту! И кстати каждый подписавшийся получит полезный подарок!
Как паять стальные детали
Нередко возникает надобность скрепить стальные детали без сверлений, и без сварки. Выручит пайка стали. Но как это сделать правильно, ведь здесь имеются особенные нюансы. Несколько рекомендаций от специалистов.
Какая сталь паяется хорошо
Отдельные марки стали хорошо поддаются пайке, другие паяются с большим трудом, ни с каким припоем соединяться не желают, ни под каким флюсом. Как правило, мягкие стали «для гвоздей» легко паяются. На бытовом уровне это можно объяснить и тем, что материал усеян микроскопическими кратерами и неровностями. Но также имеются электротехнические марки, особо твердые и упругие, и применяемые для валов, точной механики. Здесь уже как повезет…
Вопрос в том, что определить марку на глазок домашнему мастеру невозможно. Узнать насколько хорошо паяется данная деталь из стали, или близкого к ней сплава, можно только экспериментальным путем.
Как выполняется соединение оловом – порядок действий
Все зависит от того, насколько удачно можно залудить данную деталь, насколько прочным окажется контакт оловянного припоя со сталью. Чтобы контакт оказался удовлетворительными, если это возможно вообще, нужно выполнить следующее:
- зачистку стали, химическую зачистка под припоем;
- разогрев детали до температуры плавления припоя, нахождение припоя на детали под флюсом некоторое время в текучем состоянии.
Зачистка стали выполняется сперва механически, — наждачной бумагой, убираются слои ржавчины и загрязнений. Затем в качестве флюса применяется состав, который хорошо реагирует с окислами железа.
Наиболее безобидной в применении, но эффективной в данном случае, оказывается ортофосфорная кислота, которую легко приобрести в автомагазине, как «очистку ржавчины».
Требуемая мощность разогревающих устройств полностью зависит от массы деталей.
Процесс пайки двух стальных деталей
Если нужно спаять два больших гвоздя, то мощности одного паяльника 100 Вт будет маловато. Для разогрева зажатого в тисках большого гвоздя, или подобной по массе детали из стали, нужно воспользоваться строительным феном. Или газовой горелкой.
Также понадобится вата на палочке, для подачи флюса в зону разогрева, и паяльник от 50 Вт.

- Зачищенная наждачкой сталь разогревается горелкой.
- На горячую деталь наносится ортофосфорная кислота и тут же подается паяльником расплавленный оловянный припой.
Как правило, у стальных деталей, которые поддаются пайке, возникает весьма прочная связь с оловом, т.е. происходи покрытие металла, — залуживание.
Это же повторяется с другой деталью. Затем разогреваются две детали, находящиеся вместе, и в зону контакта подается дополнительный припой паяльником.
Насколько прочна пайка стали, можно ли сделать прочнее
Прочность такого соединение будет обуславливаться многими факторами:
- прочностью связи припоя с металлом,
- площадью соединения,
- направлением нагрузки по отношению к спаянным плоскостям.
Но в любом случае прочность пайки оловом не идет ни в какое сравнение с тем, что привыкли понимать под прочностью характерной для стали или «сварка металла».
Упрочить можно применив другой припой, — специальные прочные составы и более тугоплавкие с включением серебра, цинка, меди и др.
Другое направление увеличения прочности – покрытие припоем не только плоскости, но и боковин детали, — охват детали припоем. Тогда сопротивление на отрыв при разнонаправленных нагрузках будет больше.

Особопрочная пайка, особые припои
Чтобы применить составы дающие прочное соединение со сталью, с собственной температурой плавления порядка 800 — 900 град, нужно использовать графитовый тигель.
Работу должны вести только специалисты по плавке металлов. Необходимо знать основы плавления металлов, порядок обращение с расплавами и технику безопасности. В общем, пайка стали сверхпрочными припоями выполняется на специализированных предприятиях.
Возможный состав припоя:
- 55% цинка, 45% меди, немного кремния для увеличения текучести.
Состав расплавляется под слоем угля в графитовом тигеле.
Стальные детали, подлежащие пайке, разогреваются газовой горелкой.
В качестве флюса используется ортофосфорная кислота.
Расплав подается на детали. Как правило, залуживание и пайка производятся за один разогрев и деталей и припоя.
Но подобная пайка стали по сложности превосходит простую сварку….
Но в быту, где нужно «залатать», «прикрепить», «состыковать» две стальные детали, нужно пользоваться припоями с низкой температурой плавления, типа свинцово-оловянных.
Как правильно паять металл - МозгоЧины
Многие могут спаивать провода и радиодетали, но не каждый паял металл. В этой статье я максимально коротко и с примерами изложу принцип пайки металла.
Введение
Начнём с общих представлений о пайке. Пайка это физико — химический процесс получения соединения в результате взаимодействия припоя и спаиваемого металла. Она имеет сходство со сваркой плавлением, но всё же между ними имеются различия. При сварке в месте шва свариваемые детали плавятся, а при пайке паяемый материал не плавится. Так же в отличие от сварки пайка осуществляется при температурах ниже плавления спаиваемого металла. Формирование шва при пайке происходит путём заполнения припоем зазора между соединяемыми деталями, т.е. процесс происходит за счёт смачивания и капиллярного эффекта.
Встаёт вопрос, зачем же пользоваться пайкой, если сварка лучше скрепляет детали. На это есть свои плюсы:
- Пайка более доступна, чем сварка.
- При пайке соединения получается разъёмными.
- Сварке не поддаются маленькие детали.
Пайка — достаточно прочное соединение, если соблюдать технологию.
Оборудование
Для спаивания металла необходимо следующее основное оборудование:
♦ Паяльник. Мощность зависит от размера спаиваемых деталей. Для пайки небольших деталей (жесть, проволока, болтики) сойдёт паяльник ватт на 60, для более крупных — 100 ватт и выше. Я использую 2 паяльника — на 65 и 100 w, для домашних условий это вполне достаточно.

На том, как залудить паяльник я подробно останавливаться не буду, в интернете есть отдельные статьи про это. Скажу лишь основное:
— При первом включении паяльника ему нужно дать обгореть — выставить включённым его на улицу и подождать когда перестанет вонять и дымиться.
— Далее необходимо напильником зачистить жало до блеска, опустить кончик жала в канифоль, потом расплавить им олово.
— Олово должно равномерно покрыть жало. При нагреве жало будет выгорать, его нужно будет затачивать и заново лудить.
♦ Паяльная кислота и припой. Деревянная палочка используется для нанесения кислоты.
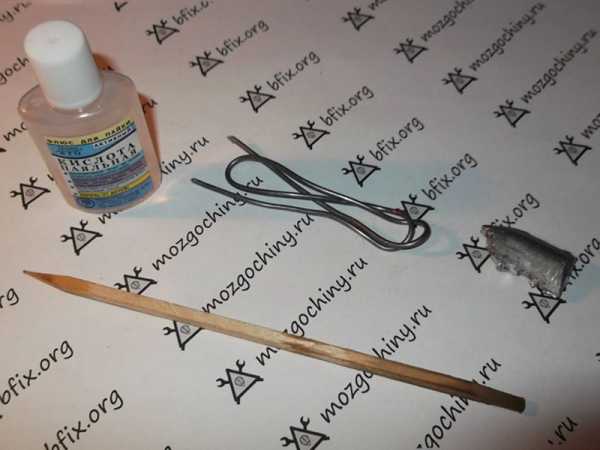
♦ Вспомогательные приспособления. К ним относятся напильник и наждак, необходимые для зачистки паяльника и деталей.
Так же паяльнику нужна подставка. Самое простое что можно использовать в качестве подставки — любой металлический предмет, с которого паяльник не будет скатываться.
Для удержания спаиваемых деталей используются различные инструменты, например тиски и плоскогубцы. Так же детали можно закрепить гвоздиками на доске.
Основы пайки
Давайте теперь разберемся, какие металлы легко поддаются пайке:
- Серебро
- Медь
- Латунь
- Цинк
- Никель
- Железо
- Нержавеющая сталь
Остальные металлы паяют при помощи специальных флюсов и другой технологии. В данной статье эта тема затрагиваться не будет.
С металлами разобрались, теперь приступаем к изучению процесса пайки:
- Зачищаем то место, где будет располагаться шов. Для этого я использую мини шлиф машинку.
- Обезжириваем место спайки, используя ацетон, бензин и т.д.
- Наносим на шов деревянной палочкой паяльную кислоту. Делаем это как можно ровнее, т.к. в дальнейшем ровно по этому место растечётся припой.
- С заранее залуженного паяльника удаляем окислы (если они имеются) и прикасаемся им к палочке припоя. Припой должен лечь на жало ровной каплей. Если этого не происходит, значит паяльник плохо залужен.
- Прикасаемся жалом к месту спайки. Нельзя ожидать, что при первом же прикосновении паяльника произойдет спайка. Для этого необходимо прогревать спаиваемые поверхности до температуры плавления припоя. Тепло от паяльника передается на спаиваемое место не сразу. Жесть, проволоки и другие тонкие части прогреваются довольно быстро, но не моментально. На прогрев толстых материалов нужно сравнительно много времени.
- Для спайки тонких частей надо довольно медленно вести паяльником, передвигая его дальше, когда припой растечется и зальет шов. При спайке толстых предметов приходится относительно долго держать паяльник на одном месте и ждать, пока прогреются спаиваемые поверхности и припой растечется по шву.
- Проведя паяльником на некоторое расстояние, двигают его немного назад, затем снова вперед и опять назад, до тех пор, пока припой не разольется ровной и чистой дорожкой. По мере израсходования припоя, его набирают с палочки. Набирать много припоя не следует, особенно, если спаиваемые поверхности ровно и плотно соединены; избыток припоя приведет к образованию натеков.
- По окончании пайки необходимо смыть остатки кислоты водой. Если кислота плохо смывается, используйте мыло. Не смытая кислота приведёт к окислению металла.
Лучше всего обучаться пайке на белой жести. Её не нужно зачищать, но необходимо обезжиривать. При наличии жира кислота не смачивает поверхность жести. Ниже рассмотрены примеры спаивания проволок и жести. Для обучения можно повторить всё это.
Спаивание жести / листового металла
Далее в добавок к фотографиям будут идти схематические изображения. Вот условные обозначения:

Соединение «Впритык»
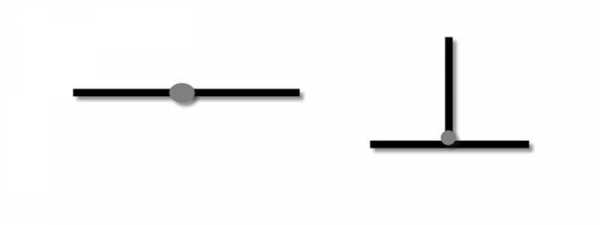
Качество: Малопрочно

Соединение «Внахлёст»
Качество: Прочно
Соединение «В замок»

Качество: Очень прочно

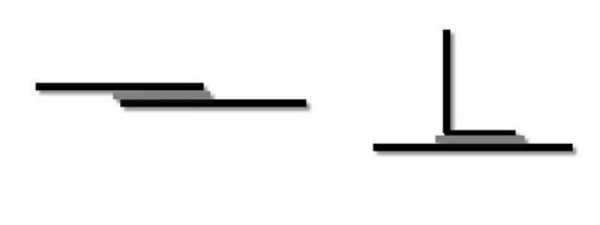
Спаивание проволоки
Соединение «Впритык»
Качество: Малопрочно
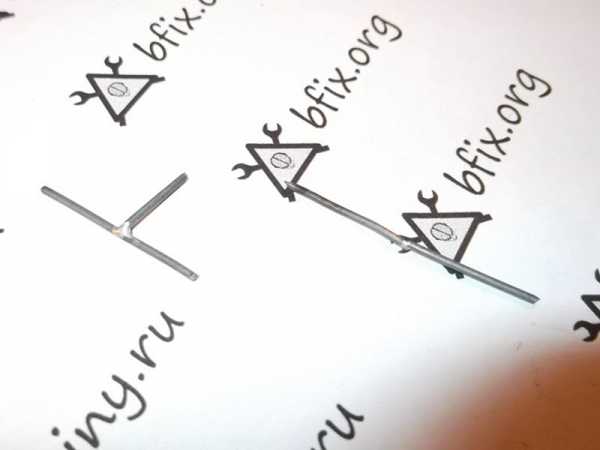
Соединение «Внахлёст»

Качество: Прочно
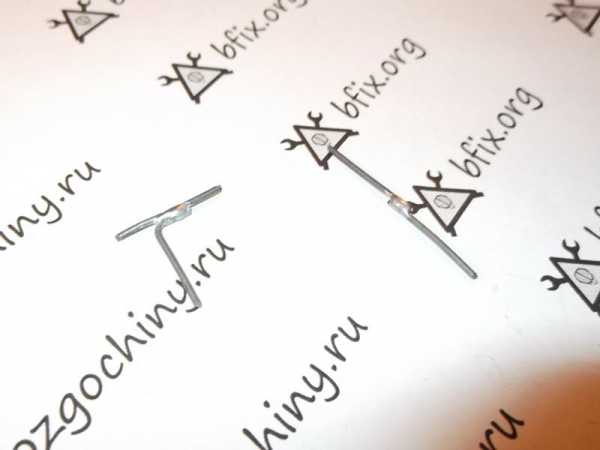
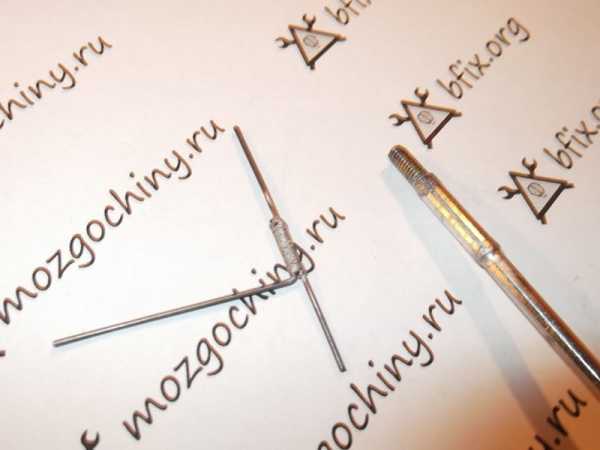
Соединение «С усилением»
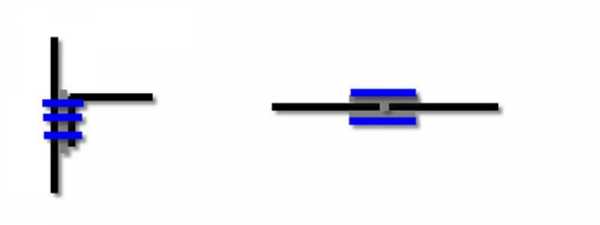
Качество: Очень прочно
Для усиления на левом соединении используется намотанная виток к витку медная проволока, на правом — стержень и резьба обёрнуты полоской жести:
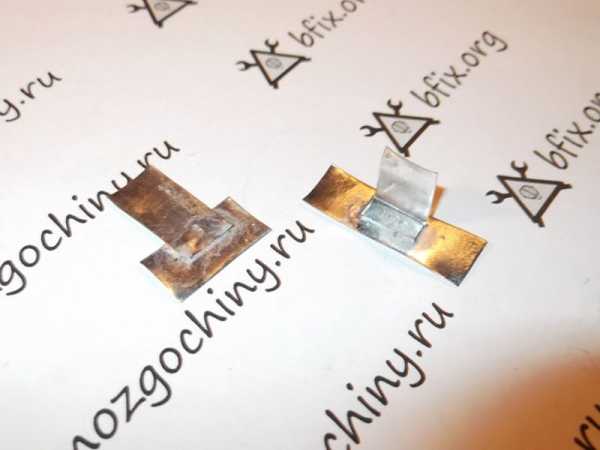
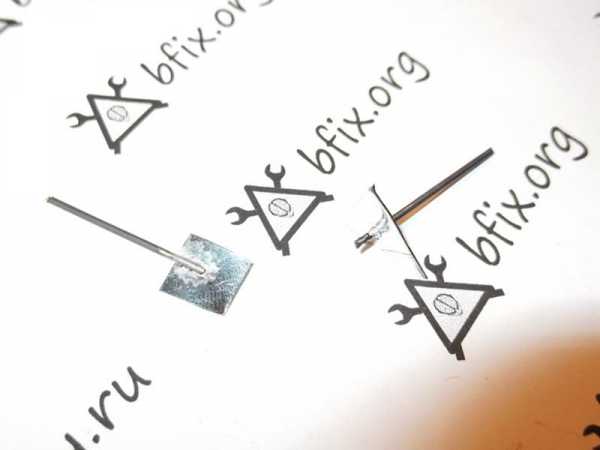
Спаивание проволоки и листового металла
Соединение «Впритык»

Прочность: Малопрочно
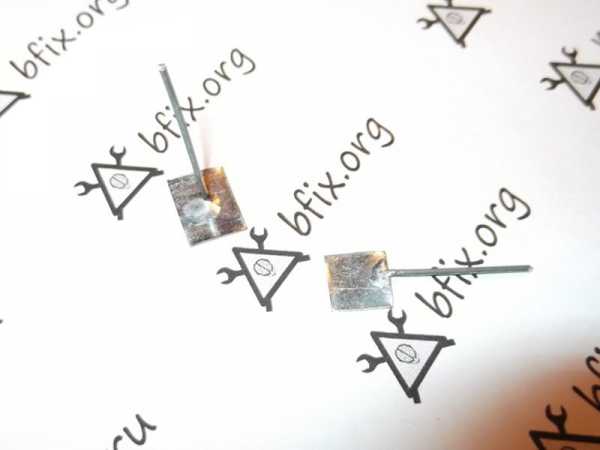
Соединение «Внахлёст»

Качество: Прочно

Соединение «Насквозь»

Качество: Очень прочно
Заключение
Пайка — несомненно нужная вещь, использование которой решает многие проблемы с соединением деталей. Напоследок в качестве примера представлю несколько работ, в которых она использовалась:
Продувочный баллон
Рукояти для инструмента
Складной инструмент
Модернизация мультититула
Приспособление «Третья рука»
Жестяная воронка
Ручки для надфилей и напильников
Пайка электрических проводов - как паять кабели?
Пайка электрических проводов и кабелей - метод неразъемного соединения металлических элементов с использованием связующего, т.е. февраль. При пайке температура плавления присадочного металла должна быть ниже температуры плавления соединяемых деталей. Выполнение пайки не слишком сложно. Однако следует помнить о нескольких правилах, которые помогут эффективно спаять детали.
Пайка кабелей и проводов
Пайка кабелей и проводов производится с помощью паяльника и припоя.Перед началом процесса пайки припой должен быть доведен до жидкого состояния. Однако припаиваемые компоненты не меняют своего состояния. Другой принцип, определяющий успех пайки, заключается в поддержании более низкой температуры присадочного металла по сравнению со спаиваемыми деталями.
Как паять электрические кабели?
Для пайки кабелей и проводов могут использоваться следующие типы паяльников:
- паяльник электрический пистолетный - оснащен узким и длинным жалом, имеет керамическое жало, позволяет паять даже очень тонкие провода,
- паяльник сопротивления - имеет регулировку температуры в пределах 200-450 градусов Цельсия.С, заостренный наконечник и удлиненная форма,
- паяльник трансформаторный - самый удобный в использовании, за счет легкости имеет лампочку, подсвечивающую место пайки, позволяет паять с очень высокой точностью.
Пайка идет рука об руку с использованием соответствующих принадлежностей, которые облегчают правильную пайку отсоединенных частей. К ним относятся: съемник изоляции, жестяная банка, термоусадочная трубка, зажигалка, канифоль и щипцы.В следующей статье
описана пошаговая пайка электрических проводов.
Пайка кабелей и проводов должна выполняться очень осторожно, чтобы кабели были правильно подключены. Соединение с припоем должно быть ровным, без впадин и выпуклостей. Цвет припоя должен быть светлым, серебристым и блестящим. Серый и тусклый припой следует удалить и припаять во второй раз. Плохо сделанная пайка будет мало прочной. Ниже мы покажем вам, как паять электрические провода шаг за шагом.
1. Обрежьте края проводов, которые вы хотите припаять.
2. С помощью инструмента для зачистки проводов снимите оболочку с краев кабелей (около 2 см с обеих сторон).
3. Начать разогрев паяльника.
4. Поместите концы проводов в емкость с канифолью.
5. Прикоснитесь жалом горячего паяльника к кабелю на 2-4 секунды.
6. Коснитесь формы и переместите ее, чтобы равномерно распределить.Проделайте то же самое с другим кабелем.
7. Соедините и скрутите концы проводов.
8. Затем захватите один кабель плоскогубцами. Придерживая кабель с другой стороны рукой, оплавьте олово паяльником.
9. Когда олово расплавится, соедините концы проволоки вместе.
Закрепление спаянных кабелей и проводов
Закрепление спаянных кабелей является последним этапом пайки. Для эффективной защиты припаянных электрических проводов следует сделать термоусадочную оболочку.Стоит подготовить его перед пайкой и нанести на провода ниже подготовленных к пайке мест. После соединения проводов и остывания припоя следует надеть термоусадочную оболочку на место паяного соединения кабелей.
Как следует из названия, этот корпус имеет свойства, позволяющие ему сжиматься при воздействии тепла. Поэтому, поставив его на место пайки, нужно прогреть его огнём, например, от зажигалки. Под воздействием тепла от огня термоусадочная оболочка даст усадку и эффективно защитит припой, подстраиваясь под поверхность ремонтируемого электропровода.
в следующих статьях мы описали:
трансформатор паяльник
паяльник
паяльник - Типы, Цена, Приложение
Flux
Газовая паяльник
Газовая пайка 15
Изоляция электрических проводов
.Как паять? »Электроника» Руководство «Сделай сам» на Majsterkowo.pl
В начале этого урока я хотел бы поприветствовать энтузиастов DIY. Как известно, вопрос «как паять» задают себе многие люди в этом мире, конечно, речь здесь идет о тех, кто только начинает заниматься темой DIY. Решил поделиться своими знаниями по нескольким причинам, а именно: малое количество польских руководств по пайке, нет подробностей в статьях. Так что давайте двигаться дальше, однако, если вы продолжите читать мою статью, знайте, что из самой теории ничего никогда не выпаивалось, а в этой теме самое главное практика.

Что нам нужно:
- Трансформатор паяльник
- TIN
- ROSIN
- термоусадочный
- комбайны
- комбайны
- плоскогубцы
- паянец :)

Внимание! Не прикасайтесь к жалом паяльника после нагрева, так как это может привести к серьезным ожогам
Пары канифоли в больших количествах могут вызвать дискомфорт
"Шаг за шагом" или шаг за шагом:
- Зачищаем изоляцию с проводов примерно на 5мм.
- Прикручиваем концы.
- Разогрейте паяльник.
- Поместите кабель в контейнер для канифоли и осторожно прикоснитесь к нему паяльником.
- Вставьте кабель в плоскогубцы.
- Разогрейте паяльник.
- Прикладываем паяльник к кабелю, через 2-4 секунды наносим олово (не на жало, а на кабель)
- Если обнаружим, что олово на кабеле достаточно отделить олово и припой железо.
- Шаги с 4 по 7 необходимо повторить на другом кабеле.
- После того, как концы будут залудены, приступайте к пайке.
- Один кусок кабеля вставляется в плоскогубцы.
- Возьмите второй кусок в руки.
- Разогрейте паяльник.
- Нагреваем олово на кабеле в плоскогубцах
- После оплавления накладываем второй трос и ждем около 3 секунд пока олово на втором тросе расплавится и соединяем тросы.
- Надеваем термоусадочную трубку.
- Усадим термоусадочную трубку.
Если вы владеете так называемым Третьей рукой вам будет удобнее поддерживать кабель
Несколько фото, которые вам всё расскажут:
Скоро выложу гайд по пайке сквозных элементов и SMD для которых Я использую станцию HotAir + Tip.Для второго или третьего руководства я предложу короткий конкурс, в котором вы сможете выиграть несколько наборов канифоли и олова, некоторые из них у меня есть после закрытия ближайшего магазина электроники.
В следующих статьях я постараюсь улучшить орфографию и грамматику предложений, чтобы мои советы было приятно и приятно читать за утренней чашкой кофе.
Помните, практика делает совершенным!
Рейтинг: 4.17 / 5 (голосов: 121)
.Курс пайки - первый раз паяльником, частые ошибки • FORBOT
- Блог
- Статьи
- Основы
- Курс пайки - №3 - первый раз паяльником, частые ошибки
В этой части курса пайки мы начнем работать на практике.Изучим самые важные правила пайки и работы с инструментами.
Благодаря этому в следующих статьях мы будем заниматься только самым важным, т.е. пайкой новых, новых электронных компонентов. Но начнем с самого начала, т.е. информации о самой пайке.
Закажи набор элементов и начни учиться на практике! Идти в магазин "Цель 3 части курса пайки
В этой серии вы всегда найдете очень краткую информацию о предположениях для данной статьи в начале.Курс пишется по определенному графику и не всегда речь пойдет об идеальном феврале - иногда важнее будет что-то другое.
На этот раз цель - ознакомиться с паяльником (особенно с его жалом), понаблюдать за тем, как ведет себя расплавленный припой и как организовать свое рабочее место. В этом выпуске мы не будем (пока) стремиться к идеальным припоям.
Пайка (мягкая) в электронике
Курс пайки явно связан с электроникой, поэтому здесь обсуждается мягкая пайка. Во время этого процесса мы хотим соединить два металла, используя сварной шов с температурой плавления ниже, чем температура плавления соединяемых металлов. Мягкая пайка работает в диапазоне до 450ºC, однако в электронике мы используем ближе к 250ºC.
На практике: берем два металла (печатную плату и элемент или два элемента) и затем соединяем их расплавленным оловом.
Также стоит знать что такое пайка , чего в курсе нет.Это соединение металлов со связующим, расплавленным до температуры свыше 450°С (чаще всего до ~ 2000°С). Здесь, например, вместо паяльников используются кислородно-ацетиленовые горелки, а сама связка может быть, например, из чистой меди. Конечно, такие соединения намного прочнее, но в электронике они не используются. Эта технология используется, например, при соединении труб.
Пайка в три этапа
Вспомните теперь, что процесс пайки можно очень упростить до трех шагов.Это будет последовательно:
- размещение паяльника на элементе и площадке,
- предварительный нагрев спаиваемых поверхностей,
- плавление жести горячими элементами.
Самая большая, наиболее распространенная и наихудшая ошибка — это попытка пайки путем нагревания олова на наконечнике и последующего перемещения его к месту пайки. Мы определенно нет!
ОШИБКА! Мы никогда не носим расплавленное олово на наконечнике!
Исключением являются специальные миниволновые жала для пайки компонентов SMD.
Однако мы не будем их сейчас использовать - это продвинутая тема.
Необходимое оборудование
В этом разделе курса мы будем на практике использовать паяльную станцию, олово и универсальный держатель (третья рука). Более подробно все эти инструменты я описал в предыдущей части курса. Для формальности напомню, что идентичный набор инструментов можно приобрести в Ботландии:
Набор самых необходимых инструментов для курса пайки m.в: паяльная станция , жесть, отсос, третья рука, бокорезы, защитные очки, оплетка и отвертки.
Заказать на Botland.com.pl » Уже есть комплект? Зарегистрируйте его, используя прикрепленный к нему код . Подробности "Потребуются дополнительные детали из набора для обучения пайке. В этом разделе это будет плата с маркировкой 1/5.Нам пока не нужны никакие компоненты.
Тренировочный тайл для этой части курса.
Если у Вас еще нет набора элементов и пластин для курса, хочу напомнить, что готовые наборы также доступны в Ботланде:
В комплект входят 5 печатных плат и электронные детали для курса пайки m.in: диоды, резисторы, шпильки, переключатели!
Заказать на Botland.com.pl »Популярный пакет (элементы и инструменты): Паяльный мастер
Уже есть комплект? Зарегистрируйте его, используя прикрепленный к нему код . Подробности "Что такое печатные платы?
В комплект, подготовленный для курса пайки сквозных элементов, входят пять печатных плат , иначе называемых печатными платами от англ. Printed Circuit Board. Учитывая, что это курс для начинающих, я воспользуюсь моментом, чтобы познакомить вас с печатными платами в целом.
Печатная плата = Печатная плата = Печатная плата
Эти печатные платы - "зеленые с электроникой", как вы часто слышите от людей, незнакомых с предметом. Вы наверняка сами знаете плитки, которые видели в электронных устройствах.
На курсах электроники вы наверняка сталкивались с контактными пластинами. Для справки, это были пластиковые прямоугольники с жабрами внутри.Для того чтобы построить электронное устройство, необходимо было расположить элементы таким образом, чтобы с помощью пластин и проводов получил соответствующие электрические соединения.
Пример упражнения на контактной пластине.
Это невероятно удобно, но до определенного момента. Если мы закончим проектирование и тестирование, то собрать схему на печатной плате будет намного проще. Такое соединение будет намного надежнее. Мы также избежим необходимости делать соединения из незакрепленных проводов.
Конечно можно, потому что плитки предназначены для конкретного применения *. Для этого используется специальное программное обеспечение САПР. Одним из самых популярных среди любителей является EAGLE (заинтересованные обращаются к курсу).
* Исключением являются универсальные печатные платы, о которых мы здесь говорить не будем. 90 103
Разумеется, в начале ваших приключений с пайкой вы будете использовать уже готовые платы. Что касается этого курса.Вам не нужно беспокоиться об их дизайне.
Конструкция печатной платы
Перейдем к построению доски. В начале будет полезна наглядная фотография, ниже вы можете увидеть схему сложного теста из соседней статьи (количество резисторов - это намеренная процедура).
Пример проекта, распаянного на печатной плате.
Из-за способа проектирования и создания печатных плат можно выделить несколько слоев. Если смотреть сверху, на плате видны элементы ( элементный слой ), который также называется ВЕРХНИМ слоем.Затем идет слой описания , то есть те самые белые отпечатки на доске. Благодаря им очень легко найти место для данного элемента.
Графически все выглядит следующим образом:
Поперечное сечение печатной платы.
Далее идет основной элемент платы, т.е. ламинат (обычно стеклоэпоксидный). Это изолятор, т.е. материал, который не проводит электричество. Стандартно имеет толщину от 1,5 до 3 мм.
Перевернув тарелку, мы увидим самые интересные для нас слои.На этот раз начнем сразу с иллюстрации, продолжив пример выше с одним резистором:
Сечение всей печатной платы.
Ножки элементов проходят через просверленные в ламинате отверстия на другую сторону. Первый слой на этой стороне — это слой дорожек . То есть правильно устроенные медные соединения. Такая голая плитка с дорожками выглядит так (фото взято с курса минисумо):
Медные следы на ламинате.
Следующий слой — паяльная маска — зеленая краска, покрывающая нижнюю сторону плитки.Это слой, который изолирует и защищает медь от повреждений.
Что касается цвета, то зеленый стал стандартом для - конечно возможно изготовление плитки другого цвета.
Места последующей пайки (контактные площадки) не закрыты паяльной маской. Для защиты от внешнего мира и облегчения последующей пайки их покрывают тонким слоем олова, отсюда и название процесса: лужение . В более дорогих плитках подушечки позолочены.
Отсутствие паяльной маски и лужения приведет к быстрому окислению меди
, что значительно ухудшит ее свойства.
Между ножкой элемента и луженой площадкой припоя "есть место", , в котором будем плавить олово. Здесь мы будем соединять элемент со всей печатной платой.
Вся другая сторона платы, как вы можете догадаться, называется нижним слоем.
Сколько слоев имеет печатная плата?
В приведенном выше описании примера печатной платы я упомянул несколько слоев (элементы, описание...). Однако на вопрос "сколько слоев у этой платы" придется ответить один!
Если электронщик спрашивает количество слоев, он опускает менее важные , т.е. описание. Такой вопрос, как этот, всегда касается количества медных слоев. В данном случае у нас был только один внизу.
Есть, правда, двусторонние пластины (с медью на ВЕРХНЕМ и НИЗНЕМ слоях).
Более того, есть даже пластины, содержащие внутри слои меди.
Тем не менее, эта тема довольно сложная, поэтому я закончу здесь.Самое главное, имейте в виду, что этот курс охватывает односторонние пластины с компонентами со сквозными отверстиями. То есть там, где медный слой только на дне, а ножки всех элементов ставятся через просверленные в ламинате отверстия.
Откуда берутся печатные платы?
В качестве любопытства стоило бы узнать, откуда берутся такие ПХД. У нас есть два варианта, первый будет , чтобы сделать плитку самостоятельно. Ламинат с медным покрытием можно приобрести практически в любом магазине.
Но как избавиться от ненужной меди и создать соединения? Для этого разработанный рисунок необходимо перенести на пластину (чаще всего фотохимическим или термопереносом). Затем пластину следует протравить, то есть в химическом реагенте.
Подробный, практический пример самотравления платы с более подробным описанием можно найти на форуме, в статье про сборку робота минисумо.
Второй вариант — отдать задачу на аутсорсинг компании, которая на ней специализируется.К сожалению, это не самое дешевое решение, но качество получаемой плитки будет несравненно лучше. Особенно с более сложными печатными платами.
В домашних условиях у нас не получится
в т.ч. даже паяльная маска или белый описательный слой.
Пример двусторонней плитки от моего робота, которую я не смог сделать дома.
Тарелки, входящие в набор , изготовлены на специализированном предприятии. Контактные данные рекомендуемых производителей можно найти в нашем каталоге компаний »
Что будем паять?
Цель этой части, как упоминалось во введении, - знакомство с паяльником.Поэтому мы пока не собираемся паять электронные компоненты. Мы позаботимся об оловянном покрытии подушек подходящего дизайна.
Печатная плата состоит из 4 секций:
- 1/5 плитки.
- Версия с маркировкой секций.
Соответственно:
- Зеленая секция - колодки соединены тройками,
- Оранжевая секция - колодки соединены с большим прямоугольником,
- Красная секция - контактные площадки объединены в большой прямоугольник (без пробелов),
- Без цвета - круглые накладки с отверстиями (для вставки элементов).
Судя по всему первые 3 раздела идентичны. Ведь серебряные подушечки одного размера. Однако ключом здесь является их комбинация . Благодаря этому мы сможем проверить, как площадь спаянного места влияет на весь процесс. К которому мы вернемся позже.
Настройка оборудования
Начнем с настройки третьей руки, универсальной рукоятки. Благодаря этому на можно будет удобно паять иммобилизованную плату. Лучше держать инструмент перед собой.
Для большей устойчивости третью руку
можно прикрепить к столешнице (например, с помощью двустороннего скотча).
Из-за того, что мы оказываем мягкое давление на печатную плату при пайке, все это должно быть правильно прикручено. Я также предлагаю вам повернуть относительно тяжелую лупу назад. Будет хорошим противовесом.
Мое предложение по настройкам:
Первый контакт с паяльником
Пришло время первого контакта с паяльником. Поместите станцию с подставкой для паяльника на стол с правой стороны.Такой вариант будет наиболее удобен для правшей. Главное не тянуться к паяльнику по диагонали (избежим запутывания кабелей).
Тогда перед подключением к блоку питания стоит ознакомиться с предельно простым интерфейсом нашей станции. На передней панели мы находим светодиодный индикатор и большую ручку для выбора интересующей нас температуры.
Светодиод горит только при работающем нагревателе!
Таким образом, его нормальное поведение - неравномерное мигание.
Паяльная станция - вид спереди.
Разумеется, сначала нужно подключить паяльник к соответствующему разъему. Штекер не может быть подключен наоборот, так что нам не о чем беспокоиться. Затем затяните гайку. Вероятность того, что мы его открутим в будущем, очень мала.
Паяльник подключен к станции.
Также перед подключением к электричеству обязательно снимите с наконечника защитную трубку . Это было полезно только при транспортировке станции.Сейчас самое время познакомиться и с паяльником. Вам не обязательно делать это самостоятельно, просто посмотрите на фото ниже.
Снимаем защитную трубку.
Как видите, открутив гайку, мы можем снять крышку и вынуть наконечник. Делать это нужно осторожно, чтобы не повредить белый нагреватель. В будущем, когда вы начнете работать с более мелкими элементами, вы сможете купить более тонкий наконечник.
Паяльник в разобранном виде.
Теперь можно подключить станцию к источнику питания и включить выключатель с правой стороны.Установите температуру от 250 до 300ºC и подождите, пока диод не перестанет светиться.
Тем временем не забудьте намочить прилагаемую губку. Благодаря ему мы сможем легко очистить жало паяльника. Губка должна быть влажной, а не полностью мокрой!
Правильно смоченная губка должна выглядеть вот так!
Лужение наконечника
В интернете можно найти различные способы ухода за наконечником стрелы. Наша цель — всегда сохранять красивым и блестящим. Лужение включает расплавление большого количества олова на кончике наконечника и последующую очистку его губкой. После такой операции все должно быть гладким и серебристым.
Наш наконечник не должен выглядеть так:
Разрушенный наконечник стрелы.
Наконечники покрыты специальным покрытием! Очистка наконечника ножом или наждачной бумагой приводит к необратимому повреждению наконечника !
Теперь можно (!) спокойно приступать к пайке.
Раздел 1 — «Прокладки Easy Pads»
Начнем со случая, когда наши контактные площадки соединены с остальной частью схемы тонкой дорожкой. У этой ситуации есть один недостаток и одно преимущество. Большим плюсом является то, что площадь обогрева относительно небольшая, поэтому быстро наберет нужную температуру.
К сожалению, с другой стороны, такая маленькая поверхность делает легким перегревом ламината и разрушением площадки припоя.
Разрыв паяльной площадки , ситуация, когда мы слишком сильно нагреваем площадку и механически отрываем ее от ламината.Это одна из самых серьезных поломок , которые могут с нами случиться. Я покажу пример такого явления в следующей статье.
Мы знаем, чего ожидать, поэтому пора действовать. Вернуться к пластине, установленной в держателе. Вначале мы хотим покрыть верхние площадки припоя тонким слоем.
Плата установлена в держателе.
Чтобы нанести олово на подушечки, сначала приложите наконечник к полю и подождите, пока он нагреется. Сколько ждать точно не скажу - сложно сказать.Главное действовать спокойно. Например, вы можете сосчитать в уме до 5
.Затем прикладываем олово к месту контакта наконечника с подушечкой. Помните, что олово должно плавиться в основном от тепла припоя. Если все прошло хорошо, мы увидим блестящий, даже рельефный , когда закончим на подушке. Стоит помнить, что нельзя держать в ней долго нагретый наконечник после того, как олово расплавится.
Когда мы увидим, что олово расплавилось, берем наконечник стрелы и заканчиваем операцию!
Хороший припой должен оставаться блестящим и гладким!
Лучше всего это показано в фильме:
Жидкость, которая выделяется при пайке — это флюс, о котором я писал в предыдущей статье.Благодаря этому олово намного лучше растекается по полю припоя. Незначительные следы, видимые после пайки, можно смыть изопропанолом.
Давай, попробуй - теперь твоя очередь паять! Ниже показаны мои результаты крупным планом. Проверьте различное время нагрева, вы также можете поэкспериментировать с количеством олова и температурой.
Это наука, тут ничего не сломаешь!
Раздел 2 — «Средние колодки»
Теперь пришло время для дополнительных колодок.На этот раз они соединены между друг с другом четырьмя тонкими дорожками. Более того, вокруг контактных площадок имеется медь, которая является очень хорошим проводником, в том числе и термически. Как только вы начнете нагревать площадку , ее окрестности начнут отбирать у нее тепло. Как вы, наверное, уже догадались, это затруднит плавку олова.
Следовательно, нужно будет дольше нагревать колодки. Вот тут-то и пригодится большая мощность паяльника, о которой я писал в первой части.
На этот раз в начале я приложил паяльник слишком коротко. Как видите, олово не так легко растеклось по всей колодке:
Вблизи мой эффект выглядел так:
Впаянная секция второй контактной площадки.
Раздел 3 — «Жесткие прокладки»
Как вы понимаете, последний участок, в котором колодки не отделяются друг от друга, будет самым сложным. Здесь нагреть медь до нужной температуры будет сложно.Во время этого примера стоит даже немного повысить температуру паяльника, например до 300 градусов.
В видео ниже вы можете увидеть, что происходит, когда мы нагреваем площадку слишком мало. При нанесении олова на первые подушечки приходилось потом дольше держать наконечник, избегайте таких ситуаций!
В итоге вышло не так уж и плохо:
Окончательный эффект, первый контакт с паяльником!
Если ваш первый февраль выглядит иначе, не переживайте.Все придет со временем. Кроме того, мои тоже не идеальны. Наконец, вид на окончательную версию сверху:
Окончательный эффект, первый контакт с паяльником!
Если у вас возникли проблемы с выполнением этих задач, внимательно прочитайте следующий раздел. Делитесь эффектами своей работы в комментариях — фотографии приветствуются!
Пайка - распространенные ошибки
Мы еще не начали паять элементы, поговорим о багах? Да, к сожалению, но вы можете сделать несколько ошибок на этом этапе.Самые распространенные из них:
- слишком мало жести (не покрывает всю подушку),
- слишком много олова,
- пайка при слишком низкой температуре.
Как избежать вышеуказанных ошибок? Вполне очевидно (выбрать правильную температуру и использовать оптимальное количество олова). С золотой серединой сложнее, как ее достичь.
Здесь пригодится практика, много практики!
Поэтому тщательно залудите все 47 тестовых площадок на плате!
Для того, чтобы легче было выявить проблемы, я сделал видео, на котором показано формирование каждой из вышеперечисленных ошибок (я делал это на более старой плате-прототипе):
Если у вас возникли какие-либо из перечисленных выше ошибок, не беспокойтесь о них сейчас.В следующих статьях мы также затронем тему устранения самых распространенных проблем!
Резюме
Этот раздел относительно длинный, но я должен был описать его фундаментальные основы. Когда мы перейдем к , мы сосредоточимся на пайке элементов. Я покажу вам, как и где наносить наконечник и сколько использовать олова. Это была просто практика! Если вы думали, что эти упражнения не имеют смысла, потому что мы не видим таких обмотанных медью прокладок на практике, вы ошибаетесь! Вскоре вы узнаете, где пригодятся знания из этого эпизода!
Самое важное, что нужно запомнить после этого урока:
- Идеальный припой, гладкий и блестящий,
- мы никогда не носим олово на кончике,
- температуру и время нагрева следует подбирать для определенного места на тарелке,
- держите наконечник в чистоте – никогда не используйте абразивные/острые материалы.
В следующей статье мы припаяем недостающие элементы к обсуждаемой здесь плате. Если у вас есть какие-либо вопросы, не стесняйтесь комментировать . Мы обязательно решим проблемы вместе. Я только прошу, чтобы обсуждение было специфичным для обсуждаемых здесь примеров.
Закажи набор элементов и начни учиться на практике! Идти в магазин " Автор курса, фото и видео: Дамиан (Трекер) Шимански
Автор схемы печатной платы: Михал Куржела
Статья была интересной?
Присоединяйтесь к 11 000 человек, которые получают уведомления о новых статьях! Зарегистрируйтесь и вы получите файлы PDF с (m.в по питанию, транзисторам, диодам и схемам) и список вдохновляющих DIY на основе Arduino и Raspberry Pi.
Олово, курс Пайка, пайка, паяльник, площадки, печатные платы
.Что такое канифоль и для чего она нужна?
Перейти к следующим параграфам:
Что такое канифоль?
Что такое канифоль? Это мягкая смола природного происхождения. Это очень ароматное, очень хрупкое вещество, которое в сочетании с другими ингредиентами позволяет образовывать пасты и массы с разным временем охлаждения.
Канифольявляется термоплавкой и легковоспламеняющейся. Эффективно растворяется в органических растворителях, напр.ацетон, этиловый и метиловый спирт, бензин или скипидар. Не растворяется в воде. Его можно омылить горячими щелочными растворами.
У большинства домашних мастеров и опытных профессионалов канифоль ассоциируется только со сваркой. Действительно – это продукт, помогающий во многих работах, связанных со сваркой и соединением металлов под воздействием высокой температуры. Он не менее популярен среди музыкантов. Без него сложно представить эффективное и долговечное крепление струн или смычка.Канифоль также популярна в ювелирных изделиях как янтарь, сырье, которое имеет различное применение.
Название канифоль происходит от греческого слова kolophonia и означает мягкую смолу природного происхождения. Это остаток после перегонки скипидара из смолы хвойных деревьев . Самое популярное дерево, из которого его производят, — сосна. Канифоль чрезвычайно ломка, имеет стеклообразную и полупрозрачную форму. Цвет может варьироваться от желтого до темно-красного, а иногда даже коричневого.Работать с ним несложно и легко, но для этого требуется некоторая практика.
Основными составляющими канифоли являются изомеры смолы, абиетиновой и пимаровой кислот. Кроме того, можно найти производные этих кислот и органические примеси. Встречается в природе в твердом состоянии. Отличается характерным запахом и сильным блеском.
Канифоль легко формуется и позволяет создавать различные структуры. Помните, что натуральная смола обладает сильными аллергенными свойствами и поэтому ее можно использовать не всем.Если у вас аллергия на сосну и ее производные, выбирайте синтетические смолы или другие вещества, используемые при сварке.
Типы канифоли
Канифоль как природный материал используется во многих сферах жизни. Он может отличаться по цвету и - в незначительной степени - по свойствам. Он доступен в магазинах как в натуральном, чистом виде, так и в виде продуктов с комбинированным составом. Правильный выбор зависит от того, какую работу вы планируете выполнять.
Различия между типами канифоли очень тонкие. Индивидуальные характеристики товара легче всего определить при оценке его цвета и оттенка. Канифоль плавится при температуре 130–140 градусов. Очень легко плавится в щелочах и натрии . Показателями качества канифоли являются, кроме цвета, кислотное число и число омыления. Чем выше отдельные параметры, тем лучше качество и универсальность его использования.
Применение канифоли в силу индивидуальных особенностей каждого вида этого сырья наиболее распространено при обслуживании и уходе за инструментами.Если речь идет о канифоли для пайки, то здесь большее значение имеют добавки, влияющие на качество и долговечность продукта.

В зависимости от способа производства канифоль бывает двух основных типов:
- Канифоль бальзамовая - полностью натурального происхождения, ее получают из сосны, получают только природными способами. Имеет сильный, ароматный запах;
- Канифоль экстракционная - производится путем экстракции стволов сосны.
Оба вида канифоли являются добавкой при приготовлении пенообразующих эмульсий в строительстве. Это ингредиент в производстве синтетических смол, масляных лаков, сиккативов, клеев или замазок. Чистая канифоль может быть ценным экстрактом или основой для создания перспективных и эффективных продуктов с ухаживающими, защитными, изолирующими и скрепляющими свойствами.
Для чего используется канифоль?
Канифоль - для чего она нужна? Канифоль в основном используется при сварке.Он используется как очень хороший флюс при пайке оловянно-свинцовым сплавом. Однако редко упоминается, что канифоль также используется во многих других сферах жизни.
Еще одна область применения канифоли – медицина. Входит в состав некоторых аптечных пластырей, а также повязок с высокой адгезией и прочностью. Он входит в состав многих очищающих средств, лекарств и мазей, обладающих защитными и успокаивающими свойствами.Он придает большее скольжение кремам, используемым для увлажнения и защиты ран или нежных синяков, а благодаря своему натуральному происхождению безопасен для здоровья.
Для чего используется канифоль? Он определенно царит в мире музыки. Канифоль используется для натирания волос о струны инструментов. Это делает его более грубым и более плотно прилегает к струнам. Та же функция используется и в случае со спортсменами — многие из них используют канифоль на руках, чтобы эффективнее ловить мяч.Балерины используют его для натирания балеток и указок, чтобы они лучше прилипали к земле. Аналогичную роль он играет в воздушной акробатике.
Канифоль в качестве натуральной смолы используется в производстве косметики . Увеличивает их вязкость, придавая кремам т.н. фильм. Вы также можете найти его в жевательных резинках и восках для придания блеска фруктам. Это универсальный и многофункциональный продукт, который почти незаметно облегчает нашу повседневную жизнь.
 ДРЕЛЬ КАЛАФОНИ 35 МЛ
ДРЕЛЬ КАЛАФОНИ 35 МЛ
Тем не менее, канифоль доминирует в строительстве и машиностроении.Обычно ему помогает дополнительный активатор, облегчающий пайку. Предотвращает окисление соединений и исключает образование холодных припоев. Хотя вы можете паять без пайки, канифоль значительно облегчает эту работу. Это очень популярный продукт, и он хорошо работает даже для самых сложных работ.
Канифоль припоя - как использовать?
Канифоль припойная - для чего она нужна и как ею пользоваться? Канифоль, как следует из названия, используется для пайки.Пайка – это неразъемное соединение металлических элементов с помощью подходящего связующего вещества, т.е. припоя. Для этого устанавливается подходящая температура пайки, которая не должна быть выше температуры плавления припоя и ниже температуры плавления соединяемых элементов.

Канифоль помогает равномерно покрыть оголенный конец проволоки оловом . Иногда его также используют для покрытия и защиты свежепротравленных дорожек. Во многих случаях для облегчения использования канифоль растворяют в жидкой форме с помощью подходящего растворителя.Для этой цели часто используют спирт, денатурат или любой другой подходящий растворитель.
Во время пайки канифоль обливается вокруг места или объекта пайки. Это предотвращает попадание кислорода к горячим частям. Из-за того, что температура в процессе пайки очень высокая, места пайки быстро окисляются. Это влияет на процесс диффузии олова в медь. Поэтому канифоль улучшает весь процесс и повышает качество пайки.
Однако помните, что количество канифоли должно соответствовать количеству припаиваемой поверхности.Иногда канифоль совершенно не нужна. Просто так называемый припой с флюсом . Независимо от того, какой способ подключения вы предпочитаете, помните, что не следует создавать так называемые интерметаллическая фаза. Этот процесс приводит к «холодной пайке», и в худшем случае весь процесс придется повторить. После пайки следует удалить излишки канифоли с поверхности.
Для успешной пайки используйте новые и полностью функциональные детали. Не используйте старые конденсаторы, резисторы или розетки - могут иметь окислившиеся выводы и паять хуже. Кроме того, на проволоке могут образовываться сульфиды, что также отрицательно сказывается на качестве процесса пайки и ее эффективности.

Чем быстрее вы хотите что-то спаять, тем больше мощности потребуется вашему паяльнику. Однако для мелких элементов стоит использовать более слабое устройство, потому что очень тонкие и мелкие элементы могут просто расплавиться.Очень часто вместо чистой канифоли используют другие виды флюсов, например смеси и пасты, содержащие канифоль. Выбор изделия зависит в основном от вида выполняемых работ и опыта сварщика.
Канифоль – для чего она используется – краткое описание
Если вы хотите ответить на вопрос, как работает канифоль - что это такое и когда она наиболее полезна, используйте руководства по пайке. А можно просто заглянуть в магазины, предлагающие паяльные изделия и полуфабрикаты.Очень часто чистая канифоль может использоваться как инженерами и самодельщиками, так и музыкантами.
Это очень простое и эффективное вещество, которое можно использовать по-разному дома, в мастерской или студии. Его легко хранить, он не подвержен перепадам температуры – меняет свое физическое состояние, но это не влияет на его эксплуатационные качества и качество. Его легко снять после окончания работы, а его использование не составит проблем даже для новичков.
Использование канифоли при пайке необязательно, но многие профессионалы не могут представить свою работу без нее.Канифоль используется уже много столетий и поэтому прекрасно известна. Благодаря универсальному применению он появляется во многих областях применения и дисциплинах.
Если у вас нет опыта сварки канифолью, вы можете приобрести наборы для отработки различных типов припоя или опробовать его на ненужном куске проволоки или металла. Это позволит избежать риска повреждения поверхности, которую вы хотите припаять. Вы также можете воспользоваться советом более опытных специалистов и инвестировать в проверенный и рекомендуемый продукт.Благодаря этому риск неудачи будет ниже, а вы приобретете еще один чрезвычайно ценный навык.
.Паяльная химия - Магазин BAU-TEC
Настройки файлов cookie
Здесь вы можете определить свои предпочтения в отношении использования нами файлов cookie.
Требуется для работы страницы
Эти файлы cookie необходимы для работы нашего веб-сайта, поэтому их нельзя отключить.
Функциональный
Эти файлы позволяют использовать другие функции сайта (кроме необходимых для его работы). Включив их, вы получите доступ ко всем функциям веб-сайта.
Аналитический
Эти файлы позволяют нам анализировать наш интернет-магазин, что может способствовать его лучшему функционированию и адаптации к потребностям Пользователей.
Поставщики аналитического программного обеспечения
Эти файлы используются поставщиком программного обеспечения, под которым работает наш магазин.Они не объединяются с другими данными, введенными вами в магазине. Целью сбора этих файлов является выполнение анализа, который будет способствовать разработке программного обеспечения. Вы можете прочитать больше об этом в политике использования файлов cookie Shoper.
Маркетинг
Эти файлы позволяют нам проводить маркетинговую деятельность.
.










 Вызов дизайнера:
Вызов дизайнера:


Действующие акции

скидка для внимательных клиентов 7% от общей стоимости заказа.

