Салон штор в Санкт-Петербурге




Как правильно настроить полуавтомат для сварки проволокой с газом
Как настроить сварочный полуавтомат: Параметры и функции
Эта статья поможет исключить ошибки в настройке сварочных устройств и укажет начинающим сварщикам нужное направление. Все значения носят рекомендательный характер, поэтому их не нужно воспринимать слишком буквально. У каждого сварочного полуавтомата свои характеристики и особенности. Также на необходимые настройки сварочника влияют внешние факторы: толщина деталей и их положение в пространстве, конфигурация стыка и т. д. Поэтому отталкивайтесь от своей конкретной ситуации и экспериментируйте.
Регулируемые параметры полуавтоматических сварочников
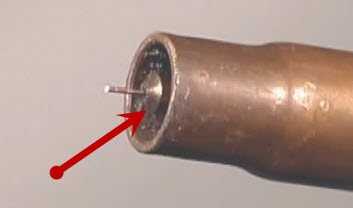
Как настроить сварочный полуавтомат ? Устройства позволяют регулировать подачу проволоки, силу тока, напряжение дуги, поток защитного газа. Помните, что при неудачном балансе между всеми четырьмя параметрами невозможно обеспечить не только нужную форму шва, но и необходимую глубину провара. Одним из индикаторов того, что настройка сварочного аппарата была выполнена успешно, является размер застывшего шарика на конце присадочного материала – он должен быть небольшим.
Взаимосвязь регулировок или отсутствие влияния можно отследить, пользуясь таблицей:
Напряжение
Величина в сварочных агрегатах может устанавливаться ступенчато или плавно, с помощью механических или цифровых регуляторов. Она зависит от толщины свариваемых заготовок и диаметра сварочной проволоки.
От настройки напряжения зависит прочность соединения, поскольку:
- недостаточное значение параметра приведет к получению чересчур узкого и высокого шва с плохим проваром;
- слишком большое значение способствует формированию чрезмерно широкого шва, возможностью прожига и приварки проволоки к контактному наконечнику.
Некоторые полуавтоматы имеют уже размещенную таблицу с рекомендуемыми значениями. Самым удобным местом для этого является внутренняя сторона крышки, закрывающая катушку с присадочным материалом. Немало подобных таблиц также можно отыскать в интернете.
Скорость подачи проволоки / сила тока
Данный параметр меняют вслед за изменением напряжения или сменой диаметра/марки расходного материала. Следует отметить, что в дорогостоящих полуавтоматах может встречаться автоматическая регулировка скорости движения присадки вместе с изменением напряжения (синергетический режим SYN).
Регулируя подачу расходника в сварочных полуавтоматах, вы также автоматически изменяете силу тока, поскольку ток и скорость взаимосвязаны. Чем быстрее движется расходный материал, тем более высокая сила сварочного тока должна прилагаться. Соответственно, возрастает и температураный режим электросварки.
Неправильно заданная регулировка приведет к следующим последствиям:
- слишком высокое значение приведет к тому, что проволока будет не успевать расплавляться и к большому количеству брызг;
- чересчур низкая скорость подачи проволоки приведет к ее расплавлению задолго до прикосновения с деталью, что будет способствовать не только засорению сопла, но и увеличит риск просадок и разрыва шва.
Поток защитного газа
В каждом полуавтомате предусмотрен разъем для соединения с баллоном через газовый шланг. Удастся осуществлять правильный контроль подачи газа, если баллон будет снабжен редуктором с двумя шкалами: давление в МПа или барах (манометр), расход в л/мин (расходометр). Также предусмотрены ротаметры, часто использующиеся на промышленных линиях сварки. Это измерительные приборы, показывающие быстроту расхода вещества путем поднятия поплавка. Они представляют собой прозрачные вертикальные емкости конической формы. Настройка полуавтомата с использованием подобных приспособлений будет более точной.
На баллоне, предназначенном для использования при сварочных работах, можно увидеть два разных вентиля. С помощью первого (на самом баллоне) газ высвобождается из емкости, а с помощью второго регулируется быстрота подачи вещества. Вентиль на баллоне откручивается против часовой стрелки, а регулятор расхода газа – в обратном направлении. Оптимальное значение должно быть около 7-10 л/мин. Эквивалент на манометре – 1-2 кг/см².
Если так получилось, что у вас нет необходимых измерительных приборов, все еще есть возможность измерить величину расхода газовой смеси, правда это не очень удобно. Возьмите обычный резиновый воздушный шарик и наденьте его на горелку, чтобы он надувался после нажатия на курок. Он должен полностью надуваться за 30 секунд – это и будет примерно 7-10 л/мин. Чтобы шарик не проткнула присадка, откройте крышку полуавтомата для сварки и переведите расходник в недвижимое состояние с помощью соответствующего рычага.
О недостаточной подаче защитного вещества свидетельствует образование пор в соединении. Явление обуславливается тем, что в сварочную ванну из-за недостатка защиты просачивается воздух из окружающей среды. Различные элементы, находящиеся в воздушных массах, контактируют со свариваемым металлом, вступая с ним в химическую реакцию.
Чрезмерный расход полуавтоматом газа из баллона, в свою очередь, вряд ли можно определить на глаз. Проще экспериментировать на тестовых металлических болванках, начав с минимального объема вещества в минуту. Можно будет прекратить повышать значение, как только добьетесь исчезновения пор. С другой стороны, специалисты с большим опытом в сварочном деле после десятков часов работы с одним и тем же полуавтоматом умеют определять быстроту газового потока на слух.
Что касается выбора газовой смеси, то он зависит от свойств металла заготовок и необходимого качества исполнения шва:
-
углекислый газ – обеспечивает глубокий провар, но из-за грубого шва и большого количества брызг не подходит для соединения тонколистных заготовок;
- аргон без примесей – для алюминиевых заготовок;
- наиболее популярная сварочная защитная смесь 80% аргона и 20% углекислоты для конструкционных низкоуглеродистых и низколегированных сталей;
В некоторых материалах найдутся другие рекомендации по выбору: смесь углекислоты с аргоном в соотношении 3:1. Такую пропорцию стоит опробовать для сварки тонких листов металла. Она гарантирует получение шва малой толщины и обеспечит минимальное количество брызг.
- сочетание 98% аргона и 2% углекислоты (или 92% аргона и 8% углекислоты) – для работы с нержавеющей сталью.
Следует помнить, что газовая сварка полуавтоматом неэффективна на открытом пространстве в слишком ветреную погоду и в помещениях с сильным сквозняком. В подобных условиях поток защитного вещества крайне нестабилен, что ведет к повышению риска обрывания пор в структуре шва (вне зависимости от настроенной подачи). В таких случаях лучшим выбором будет флюсовая самозащитная сварочная проволока.
Подбор полярности при полуавтоматическом сваривании
Факт того, подключен электрод к «плюсовому» или «минусовому» разъему, также в значительной степени влияет на процесс сварки полуавтоматом. Есть два сценария:
1. Прямая полярность – горелка подключается к «минусу». Используется при безгазовой электросварке деталей проволокой с флюсом. Режим прямой полярности отличается тем, что максимальная температура приходится не на зону сварки, а на расходный материал. В итоге флюс плавится в 1,5 раза быстрее, поэтому срабатывает именно тем образом, который необходим. Однако дуга становится менее стабильной и на выходе получается обилие шлака.
2. Обратная полярность – горелку подключают на «плюс». Применяется при использовании сплошной сварочной проволоки.
Если применить в сварочном устройстве неправильную полярность для определенного вида расходника, это не самым лучшим образом скажется на прочности получившегося соединения. Также некорректный режим сварки может привести к увеличению количества брызг, уменьшению глубины провара, худшему управлению дугой.
Вылет проволоки
Под этой регулировкой подразумевают расстояние от места, где заканчивается токопроводящий наконечник горелки полуавтомата, до проволочного кончика. Что касается самого вылета, то рекомендуется следовать таким советам:
- если используется углекислота или смеси, то разумно держать расстояние в диапазоне 6-10 мм;
- не делайте вылет слишком значительным, так как это ослабляет дугу;
- чем меньше вылет, тем более стабильна дуга и лучше проплавление, даже с не очень большим напряжением;
- сваривание под флюсом требует более длинного вылета, чем обычно (это необходимо для увеличения температуры плавления).
Как вы видите, лучший результат электросварки получится, если вылет расходника в полуавтомате будет как можно более коротким, но не меньше критического значения. Это обусловлено тем, что при отдалении сопла от зоны сваривания уменьшается эффективность газовой защиты.
Обратите внимание! Не путайте вылет и выпуск проволоки. В отличие от первого, выпуск – расстояние от сопла горелки до торцевой части присадочного материала.
Следует учитывать также еще одну регулировку – степень утопленности наконечника горелки внутрь сопла или, наоборот, ее выдвижения наружу. Чем глубже посажен наконечник, тем длиннее нужно делать вылет. Некоторые полуавтоматы для сварки поддерживают изменение расположения наконечника горелки относительно сопла в определенном диапазоне.
Каким именно должен быть вылет и выпуск, также можно определить, исходя из диаметра проволоки. Следует ориентироваться на рекомендуемые в таблице значения:
Неправильное расположение элементов горелки может привести к избыточным брызгам, недостаточному провару, короблению, сквозному прожигу.
Как настроить сварочник для сварки алюминия?
Из-за своих химических свойств алюминиевые детали труднее поддаются соединению электрической дугой. Однако, если следовать всем советам, можно добиться желаемого результата.
Как настроить сварочный аппарат полуавтоматической сварки для работы с алюминием? Помните следующее:- Варить нужно на обратной полярности. Это приведет к более эффективному разрушению оксидной пленки.
- Механизм, подающий расходный материал, оснащается четырьмя роликами (в профессиональных аппаратах). Металл мягкий, поэтому стремится к сминанию. Также надо учесть, что потребуются гладкие ролики в форме буквы U, не имеющие насечек.
- Диаметр проволоки следует подбирать меньший, чем у наконечника для сварки алюминия, так как при нагреве металл очень быстро расширяется.
- Горелка должна обладать тефлоновым каналом для подачи проволоки для минимизации трения расходника.
Правильная настройка сварочного полуавтомата для сварки алюминия также включает бережное затягивание ручки подающего механизма. Сделайте это плотно, но не до упора, чтобы алюминиевая проволока не деформировалась.
Сварка полуавтоматом – от А до Я | СОВЕТЫ
В данной статье собрана самая необходимая информации о сварке полуавтоматом. Все изложено в доступной форме и разбито на последовательные блоки для лучшего усвоения материала. Для удобства поиска нужной информации воспользуйтесь навигацией по статье:
Теоретическая часть:
-
Устройство аппарата полуавтоматической сварки
-
Выбираем газ для сварки полуавтоматом
-
Проволока для сварки полуавтоматом
-
Сварка полуавтоматом без газа (флюсовой проволокой)
Практическая часть:
-
Подготовка аппарата к работе – СБОРКА | Как заправить проволоку в полуавтомат
-
Настройка полуавтомата для сварки на живом примере
-
Подготовительный этап и процесс сварки аппаратом
-
Направление и скорость движения для идеального сварочного шва
-
Заключение + ВИДЕО
Несмотря на возможность сразу перейти к практическим советам, рекомендуем ознакомиться с материалом полностью. Вы наверняка найдете для себя что-то новое или освежите некогда полученные знания.
Сварочный полуавтомат – кратко об устройстве
Сварка полуавтоматом предусматривает элементарное понимание устройства сварочного аппарата. В инверторе предусмотрено место для установки катушки с проволокой, которая служит аналогом плавящегося электрода, а также имеется механизм автоматической подачи. Аппарат позволяет самостоятельно выставить силу тока и скорость подачи проволоки в зависимости от производственной необходимости.
Полуавтоматы разнятся по функциональным возможностям в зависимости от назначения. Для начинающих сварщиков лучшим выбором станут надежные и простые в управлении аппараты без излишков (пример, IRMIG 160) или же варианты с синергетическим управлением, которое существенно облегчит настройку (пример, INMIG 200 SYN). Опытным профессионалам для поточного производства подойдут мощные трехфазные полуавтоматы, как, например, INMIG 500 DW SYN.
В независимости от вида устройства рабочая комплектация остается стандартной:
Конечно же, для работы понадобится специализированная проволока, а также стандартные средства защиты, обязательно необходимые для безопасности сварщика.
Выбор газа в зависимости от свариваемого металла
Основная функция защитного газа – изоляция сварочной ванны, электрода и дуги от влияния окружающего воздуха. Для того чтобы подобрать подходящий газ необходимо учитывать тип материала и его толщину. В зависимости от этого выбираются инертные, активные газы или их смеси. Чаще других используются СО2 и аргон. Последний снижает разбрызгивание металла и способствует лучшему качеству сварного шва.
Обратите внимание на таблицу:
|
Материал |
Газ |
|
Конструкционная сталь |
СО2 |
|
Конструкционная сталь |
CO2 + Ar |
|
Нержавеющая сталь |
CO2 + Ar |
|
Легированные стали (низкоуглеродистые ) |
CO2 + Ar |
|
Алюминий и его сплавы |
Ar |
ПОЛЕЗНЫЙ СОВЕТ. При поиске газа можно встретить баллоны различного объема. Чем больше объем, тем дешевле выйдет литр газа. Для редкого использования сварочного полуавтомата подойдут мобильные фасовки по 5-10 литров. В этом случае лучше всего брать дополнительный запас газа, чтобы застраховаться от внезапной нехватки.
Связь толщины металла и диаметра проволоки
На рынке сварочных материалов найдется немало вариантов проволоки для полуавтоматической сварки. Важно запомнить правило – состав проволоки должен соответствовать составу свариваемого материала. Чаще других востребована сварочная проволока СВ08Г2С, которая используется для углеродистых и низкоуглеродистых сталей.
С выбором диаметра поможет таблица:
|
Толщина металла, мм |
Диаметр проволоки |
|
1 - 3 |
0,8 |
|
4 - 5 |
1,0 |
|
6 - 8 |
1,2 |
Обычной фасовкой для проволоки является 200 или 300 мм.
ВАЖНО! Диаметр проволоки указывается во время настройки полуавтомата, о которой мы поговорим в практической части данной статьи.
Как проводится сварка полуавтоматом без газа
Защитный газ крайне важен для сварочного процесса. Он обеспечивает качественное выполнение сварочных работ, создавая защищенную среду. Однако, если будете использовать устройство довольно редко, то излишне тратиться и покупать баллон просто невыгодно. Чтобы избежать лишних расходов, всегда можно воспользоваться специальной сварочной проволокой – флюсовой или порошковой. Она состоит из стальной трубки, внутри которой находится флюс. В процессе сварочных работ он сгорает, образуя в зоне сварки облачко защитного газа.
Стоит запомнить, работа флюсовой проволокой должна выполняться током прямой полярности (на изделие подается плюс) – это обусловлено необходимостью в больше мощности для плавления порошковой проволоки. Стоит обратить внимание на то, что помимо явных плюсов использования, есть и минусы: при сварке флюсовой проволокой обычно образуется облако дыма, что усложняет визуальный контроль процесса. Ее же нельзя применять для потолочного шва.
ПРАКТИКА – ИСПОЛЬЗОВАНИЕ СВАРОЧНОГО ПОЛУАВТОМАТА НА ПРИМЕРЕ FUBAG IRMIG 200 SYN
В качестве примера возьмем аппарат FUBAG IRMIG 200 SYN. Инверторный полуавтомат оснащен модулем синергетического управления, который максимально упростит настройку начинающему сварщику. В комплекте с аппаратом уже идет горелка, кабель заземления и кабель с электродержателем.
Подготовка аппарата к работе – сборка / установка проволоки
Процесс сборки (подготовки аппарата к работе) довольно прост:
1. Устанавливаем редуктор на баллон с газом.
2. Соединяем газовый шланг с редуктором на баллоне.
3. Подключаем газовый шланг к полуавтомату.
4. Подключаем горелку к евроразъему на лицевой панели.
5. Подключаем кабель массы к минусовому разъему.
Установка проволоки в сварочном полуавтомате выполняется следующим образом:
1. Устанавливаем катушку в аппарат и фиксируем положение на оси.
2. Освобождаем проволоку на катушке и откусываем загнутый конец бокорезами.
3. Пропускаем проволоку в канавку ролика и протягиваем в направляющую втулку евроразъема примерно на 20 сантиметров.
4. Защелкиваем верхний прижимной ролик
5. Выставляем усилие прижатия.
6. Снимаем сопло горелки.
7. Откручиваем контактный наконечник.
8. Натягиваем горелку по прямой и нажимаем на кнопку подачи.
9. Как только покажется достаточное количество проволоки – накручиваем наконечник и сопло.
10. Необходимо, чтобы вылет проволоки составлял от 5 до 10 мм, для этого необходимо откусить лишнюю проволоку.
Вот и все, аппарат полностью готов к работе. Как видите, процесс не сложный, но имеет несколько важных нюансов, которые стоит запомнить.
Настройка аппарата сварочного полуавтомата
Для примера необходима не только модель аппарата, но и определенные условия. В роли материала будут использоваться стальные пластины толщиной 2,5 мм, к которым идеально подойдет проволока диаметром 1мм и газ – смесь аргона (80%) и углекислого газа (20%).
На редукторе устанавливаем расход газа на 10-12 л/мин - для работы с данной толщиной металла этого будет достаточно. Расход защитного газа сильно влияет на качество шва. При недостаточном расходе защитного газа возможно образование пор в шве. Если газа чересчур много, то возникают завихрения, которые также мешают нормальной защите.
Настраиваем параметры нашего аппарата. Для аппарата с синергетикой это очень просто:
-
Выбираем на панели тип сварки – MIG SYN
-
Выбираем газ – смесь аргона и углекислоты
-
Выбираем диаметр сварочной проволоки – 0,8 мм
-
Выбираем 2-х тактный режим работы горелки, т.к. не планируем долгой продолжительной сварки.
ПОЛЕЗНЫЙ СОВЕТ. Если предстоят продолжительные швы, то лучше выбрать 4-х тактный – тогда единожды нажав на кнопку пуска на горелке при старте работ, кнопку потом можно отпустить, чтоб рука не уставала. Если предстоят короткие швы, то лучше регулировать старт и стоп кнопкой, выбирая 2-х тактный режим.
5. Выставляем сварочный ток. Для нашего случая это порядка 100 Ампер.
ПОЛЕЗНЫЙ СОВЕТ. В полуавтоматической сварке существует прямая зависимостью между силой тока и скоростью подачи проволоки – чем выше ток, тем выше скорость подачи проволоки и наоборот – чем медленнее подача проволоки, тем ниже сила тока.
Наш сварочный полуавтомат с синергетическим управлением автоматически устанавливает напряжение дуги. При этом, при необходимости сварщик может подкорректировать напряжение под свой стиль работы и ощущение процесса.
Данный аппарат имеет регулировку индуктивности. Эта настройка позволяет настраивать жесткость дуги - корректировать форму валика и глубину провара, добиваясь однородного, эстетически красивого шва. Такая функция облегчит жизнь начинающему сварщику и позволит ему в самое короткое время добиться ровного, качественного шва.
В представленном примере мы подготовили аппарат для работы по нашей заготовке. Возьмите на вооружение шпаргалку, которая поможет вам в дальнейшем быстро настраивать нужные параметры. Сохраните ее в закладки, она вам пригодится:
|
Толщина металла |
Сила тока |
Диаметр проволоки |
|
1,5 мм |
70 - 80 А |
0,8 |
|
2,0 мм |
90-110 А |
0,8 |
|
3 мм |
120 - 140 А |
1,0 |
|
4 мм |
140-160 А |
1,0 |
|
5мм |
160 - 200 А |
1,2 |
Как проводится сварка полуавтоматом
Как и в других типах сварки, перед началом работы необходимо позаботиться о том, чтобы детали были заранее обработаны – обезжирены и зачищены. Перед началом работы подключаем кабель массы к сварочному столу и проверяем вылет сварочной проволоки. Если проволока длиннее – нужно ее откусить бокорезами.
ПОЛЕЗНЫЙ СОВЕТ. Важно, чтобы кончик проволоки был острым – тогда легче будет зажечь дугу. В процессе сварки перед каждым новым швом кончик (или образовавшийся шарик) проволоки нужно будет откусывать – так вы облегчите старт нового этапа.
Как и любой вид сварки, сварка полуавтоматом начинается с зажигания дуги. Для этого сварочная проволока должна коснуться поверхности свариваемой детали. Нажимаем на кнопку горелки – начинается подача одновременно сварочной проволоки и защитного газа.
Дуга зажигается. Происходит процесс сварки. Чтобы погасить дугу, нужно отпустить кнопку и отвести горелки от свариваемого изделия.
Горелкой можно управлять одной рукой, но при использовании двух рук шов будет более аккуратным и контроль над процессом более уверенным. Одной рукой нужно обхватить горелку, указательный палец должен находиться внизу на кнопке старта. Ведущей рукой можно опираться на другую руку – так будет проще контролировать расстояние до свариваемой поверхности и угол наклона, а также делать нужные движения горелкой.
Не существует универсального угла для сварочной горелки, который нужно соблюдать при сварке. Если мы варим детали в одной плоскости и обе детали одной толщины, то горелку можно держать вертикально. Если детали по толщине разные, то наклон нужно делать в сторону детали с меньшей толщиной. При сварке двух деталей под углом горелку удобнее держать под углом 5- 25% градусов (от вертикали). Расстояние от сопла до свариваемой поверхности – от 5 до 20 мм.
Движение горелки может быть как углом вперед, так и углом назад. При сварке углом назад. При таком способе глубина провара и высота шва увеличивается, его ширина уменьшается. При сварке углом вперед лучше проплавляются кромки, уменьшается глубина провара, но шов получается шире. Такой способ хорош для сварки металла небольшой толщины.
В процессе сварки вы выберете наиболее удобный и комфортный для вас стиль сварки – от способа держать горелку, до параметров аппарата. Обращайте внимание также на звук дуги – он поможет подкорректировать настройки. Так, правильно установленная дуга имеет ровный шипящий звук. Если вы слышите треск – то, скорее всего, нарушен баланс между скоростью подачи и напряжением, или плохой контакт в области сварки.
Влияние скорости движения горелки на качество шва
Качество шва также зависит от скорости сварки – скорости, с которой электрическая дуга проходит вдоль места сварки. Скорость движения сварочной горелки контролируется сварщиком и влияет на форму и качество сварного шва. Со временем вы научитесь определять скорость глядя на толщину и ширину шва в процессе сварки:
Как передвигать сварочную горелку во время сварки полуавтоматом?
Существует множество способов движений горелкой для формирования шва:
-
Для металлов 1-2 мм толщиной можно двигать горелку зигзагообразно, чтобы воздействовать дугой на оба свариваемых листа – тогда получается прочный и герметичный. К тому же, при таком способе электрическая дуга не проживает металл.
-
При наличии определенного опыта пользуются прямым швом, без каких-либо колебательных движений. Таким швом можно варить металлы любой толщины, но здесь важно чувствовать, что дуга равномерно охватывает обе заготовки.
-
Когда нужно делать длинный шов, чтобы не допустить перегрев металла и тепловой деформации, можно варить небольшими сегментами то с одного, то с другого конца свариваемых деталей. Это позволит проварить весь сегмент без тепловой деформации листового металла.
Заключение + ВИДЕО
В этом уроке мы затронули, пожалуй, все основные аспекты – от выбора расходных материалов и сборки аппарата до настройки, азов работы с горелкой и швом. Теперь – дело за вами! Регулярная практика позволит отточить мастерство, а сварочные полуавтоматы FUBAG сделают сварку комфортной и не сложной. Данное видео поможет вам наглядно увидеть настройку аппарата профессионалом и лучше усвоить вышеописанный материал практической части:
Получите 10 самых читаемых статей + подарок!
*
Подписаться
Режимы сварки полуавтоматом в среде защитных газов
Сварочные технологии становятся все более доступными, так каждый сейчас может приобрести простой инвертор, а более практичные покупатели выбирают сварочные полуавтоматы. Перечислять преимущества данной технологии можно очень долго, но на практике владельцы не всегда рады своему приобретению. Связанно это с тем, что люди просто не знают, как происходит настройка сварочного полуавтомата. Мы разобрали основные функции бюджетных устройств и приборов среднего класса, чтобы на примере их возможностей рассказать, как происходит регулировка полуавтомата.

Настройка потока защитного газа
- Сварочный аппарат имеет выход для соединения с баллоном. Защитный газ в баллоне находится под давлением. На баллоне установлен газовый редуктор. Здесь стоит уточнить, что редукторы бывают разные, в том числе и такие, которые не предназначены для применения в сварке, так как не имеют нужной шкалы на индикаторе, показывающем значение для газа, поступающего в сварочный полуавтомат. На правильном редукторе индикатор, который при установке располагается дальше от баллона должен иметь шкалу, показывающую расход газа (л/мин для CO2 и отдельную шкалу для Ar). Также, бывают редукторы с ротаметром, который показывает расход газа в единицу времени поднятием поплавка по конической трубке со школой. Индикатор (манометр) , который ближе к баллону, показывает давление в баллоне (MPa или Bar). Так как в баллоне находится сжиженный газ, то давление газа в баллоне не всегда может дать чёткое представление, о его точном количестве. При разной температуре давление может быть разное. Более точно количество газа в баллоне можно определить по весу.

Редуктор с индикаторами: А — манометр давления газа в баллоне, B — расходомер потока газа к сварочному аппарату.
- Второй индикатор (расходомер) используется для настройки потока воздуха (показывает рабочее давление, которое подаётся в полуавтомат).
- Также, на баллоне есть два вентиля. Один – закрывает баллон, а второй, расположенный на редукторе – регулирует поток газа, поступающего к горелке при открытом баллоне. Вентиль на баллоне откручивается против часовой стрелке и закручивается по часовой стрелки, как обычно. Вентиль регулировки потока газа к аппарату, наоборот, при закручивании увеличивает поток защитного газа, а при откручивании уменьшает.
- Когда вы откроете главный вентиль, то увидите, что давление изменится от 0 до определённого значения (давление в баллоне). Откройте его полностью. Далее нужно потихоньку повернуть регулировочный винт на редукторе до момента, когда стрелка на шкале покажет 7–10 л/м. Если у вас не расходомер, а манометр, то должно быть 1–2 кг/см2. Это статическое давление, которое изменится при нажатии на курок горелки.
- Чтобы настроить поток защитного газа более точно, на рабочий режим, выключите подачу проволоки, чтобы при нажатии на курок горелки она не расходовалась. Можно не отключать проволоку, а нажать до момента, когда проволока начинает двигаться. В таком положении настройте поток воздуха вентилем на редукторе, глядя на индикатор.
- Вообще, поток защитного газа можно настроить и без индикаторов. Начинать сварку нужно с минимальным расходом защитного газа. Далее нужно смотреть на шов. Если будет пористость, то нужно добавить подачу газа пока поры не будут больше появляться. Также, если сварка происходит на улице или в помещении с вентиляцией, то нужно учитывать влияние ветра и сквозняков и добавлять подачу газа ещё. Можно на слух запомнить звук воздуха из горелки при правильных настройках для конкретной толщины металла. При настройке потока защитного газа нет жёстких правил. Нужно настраивать газ на экономный расход, при этом, чтобы качество шва было хорошим.
Возможности оборудования
Для качественной настройки сварочного полуавтомата требуется понимание характеристик сварки, необходимо также разобраться с особенностями полуавтомата.

Сварочные полуавтоматы позволяют работать практически с любыми металлами и их сплавами. Они могут сваривать цветные и черные металлы, низкоуглеродистую и легированную сталь, алюминий и материалы с покрытиями, способны сваривать тонкие металлы толщиной до 0,5 мм, могут варить даже оцинкованную сталь без повреждения покрытия.
Это достигается за счет того, что в область сварки может подаваться флюс, порошковая проволока или защитный газ, а также сварочная проволока, причем подача происходит автоматически, все остальное делается как в ручной дуговой сварке.
Сварочные полуавтоматы выпускаются разных классов, но все они состоят из:
- блока управления;
- источника питания;
- механизма подачи сварочной проволоки с катушкой;
- сварочной горелки;
- силовых кабелей.
Кроме этого должен быть баллон с редуктором и инертным газом (двуокись углерода, аргон или их смеси), воронка для флюса.
Механизм подачи проволоки состоит из электродвигателя, редуктора и подающих или тянущих роликов.
Какой газ использовать?
Тип защитного газа влияет на характеристики сварки: на глубину проникновения, электрическую дугу и механические свойства шва.
- 100%-ая углекислота (чаще всего используется для сварки сталей) обеспечивает более глубокое проникновение при сварке, но увеличивается количество брызг и шов более грубый, чем при смеси аргона с углекислотой.
- Смесь 75%-ного аргона и 25% углекислоты (называется 75/25 или С25) можно считать лучшей смесью для углеродистой стали. При сварке с таким газом образуется мало брызг, получается красивый шов и при сварке тонкий металл не прожигается насквозь, так как нет сильного проникновения.
- Для сварки нержавейки используется смесь 98% аргона и 2% углекислоты. Для алюминия – 100% аргон.
Преимущества и недостатки
Главным преимуществом сварочной проволоки является высокое качество получаемого шва сварщиком средней или даже начальной квалификации с небольшим опытом работы. Чтобы получить сопоставимое качество с помощью традиционных палочных электродов, необходим сварщик высокой квалификации с большим наработанным навыком сварки.
Второй неоспоримый плюс – это возможность длительной работы без перерывов на смену электрода, что обеспечивает проварку длинных швов за один прием и повышает как техническое качество, так и эстетическое впечатление от шва.
Еще одно важное преимущество — простота и удобство работы в атмосфере защитных газов. При сварке обычными электродами пришлось бы помещать изделие и сварщика в изолирующем противогазе в герметичную камеру, многократно повысив трудоемкость работы и расход газа.
Недостатком метода является высокая стоимость материалов и оборудования, однако с учетом меньшей потребной квалификации сварщика и меньшей трудоемкости себестоимость погонного метра сварки оказывается ниже.
Настройка напряжения сварочного полуавтомата

У полуавтомата есть регуляторы напряжения, а сила тока постоянная и может варьироваться в зависимости от скорости подачи проволоки и её вылета.
- Аппараты полуавтоматической сварки используют напряжение для образования нагрева, нужного для сварки.
- Напряжение настраивается на аппарате регуляторами. Это ступенчатая регулировка. На фотографии, в качестве примера, показан аппарат, где два переключателя: один позволяет устанавливать два режима сварки, а другой регулирует напряжение внутри этих режимов (min/max). В итоге получается четыре установки напряжения, которые нужно выбирать в зависимости от толщины металла и диаметра сварочной проволоки.
- На некоторых сварочных полуавтоматах, на внутренней стороне крышки есть таблица, показывающая какое напряжение и скорость проволоки использовать, в зависимости от толщины металла и диаметра сварочной проволоки. Таких таблиц много и в интернете. Но эти данные индивидуальны для каждого аппарата и являются хорошей отправной точкой для настройки правильных параметров для сварки, их нужно корректировать по ситуации. Нужно пробовать, экспериментировать на конкретном металле и находить оптимальные настройки.
[adsp-pro‑3]
- Правильное напряжение важно для формирования прочного сварочного шва. Используя слишком низкое напряжение для конкретного металла с определённой толщиной, качество сварочного шва будет низким, так как проникновение сварки будет плохим. Таким образом, шов даже может выглядеть нормально, но будет не прочным. В конце статьи мы рассмотрим примеры сварочных швов на листовом металле при разном напряжении.
Частые ошибки и способы их решения
- Громкий «треск» при работе. Отчетливые щелчки указывают на малую скорость подачи припоя. Увеличивайте данный параметр пока звук работы не станет нормальным.
- Сильное разбрызгивание. Зачастую разбрызгивание появляется при недостатке изолирующего газа. Проверьте редуктор, при необходимости – увеличьте подачу газа.
- Непровары и прожиги устраняются настройкой Вольтажа, а также регулировкой индуктивности (если есть).
- Острые вершины или неравномерная ширина валика. Обе проблемы связанны с положением и скоростью движения горелки. Помимо настроек сварки обращайте внимание и на собственную технику работ.
Настройка скорости подачи проволоки
- Настройка скорости подачи проволоки должна производиться каждый раз при смене напряжения или смене проволоки на проволоку с другим диаметром. Дорогие сварочные аппараты могут иметь автоматическую настройку скорости подачи проволоки. В них скорость увеличивается автоматически при увеличении напряжения.
- Сначала настраивайте напряжение, а потом под него подстраивайте скорость подачи проволоки. То есть, скорость подачи проволоки должна быть настроена под скорость, с которой она будет плавиться.

- Регулятор скорости подачи проволоки также служит другой цели – регулирует силу тока. Напряжение и сила тока взаимосвязаны и, в некоторой степени, базируются на размере проволоки и её скорости. В полуавтомате установленное напряжение остаётся неизменным, но сила тока немного меняется в зависимости от скорости подачи проволоки и вылета электрода (проволоки). Таким образом, чем быстрее подача проволоки к месту сварки, тем больше силы тока и выше температура сварки, но для конкретного, установленного типа напряжения это лишь небольшой диапазон изменения силы тока.
- Проволока вне процесса сварки (без электрической дуги) движется быстрее. Когда образуется дуга, скорость проволоки снижается.
- Как узнать, что настройки подачи проволоки правильные? Для этого нужно попробовать сваривать. Если скорость слишком высокая для вашей настройки напряжения, то проволока будет сгибаться, при касании с металлом, не успевая расплавиться, и будет много брызг. Если скорость слишком медленная для вашей настройки напряжения, то проволока будет сгорать до того, как коснётся металла, и будет забиваться наконечник. Таким образом, при неправильной настройке скорости подачи проволоки, сварка вообще не получится. Этот параметр нужно настраивать экспериментальным путём. Важно выставить правильное напряжение для конкретной толщины свариваемого металла и пробовать варить, а скорость подачи проволоки регулировать в процессе.
Параметры режимов сварки
НАСТРОЙКА НАПРЯЖЕНИЯ ДУГИ
Напряжение дуги является основным параметром, определяющим энергию разогрева сварочной ванны, от которого зависит как глубина проплавления, так геометрия сварного шва. Для выбора конкретных значений напряжения дуги в зависимости от типа свариваемых можно воспользоваться как доступными справочниками, так и служебными документами (РТМ).
Настройки напряжения дуги тесно связаны с настройками варочного тока и скорости подачи сварочной проволоки. Отталкиваясь от вольт-амперной характеристики сварочных аппаратов в целом можно отметить, что зона устойчивого горения дуги для аргоновых смесей располагается ниже и правее зоны, установленных для чистой углекислоты.
Если принять за основу известные настройки для углекислоты, то при переходе на сварку в аргоновых смесях режимы напряжения дуги необходимо изменять в следующих направлениях:
- Для сварки тонких заготовок из черных металлов (менее 1,5 мм) или оцинкованных металлов напряжение дуги необходимо уменьшать при сохранении скорости подачи проволоки и сварочного тока.
- для сварки заготовок в режиме мелкокапельного переноса (обычно для заготовок толщиной до 6-8 мм) можно не изменять напряжение дуги, но необходимо увеличивать сварочный ток и скорость подачи сварочной проволоки. Степень их увеличения зависит от состава сварочной смеси. Чем больше % содержание аргона или кислорода в смеси, тем больше должно быть увеличение тока и скорости подачи проволоки. Оптимальный баланс настроек напряжения и скорости подачи сварочной проволоки должен обеспечить необходимое проплавление сварного шва (сплавление кромок) при минимальном разбрызгивании;
- для сварки заготовок большой толщины в режиме капельного переноса (обычно для толщин до 12-15 мм) рекомендуется немного снизить напряжение дуги (до 10-15%), и заново подобрать (увеличить) сварочный ток и скорость подачи сварочной проволоки. Степень их увеличения зависит от состава сварочной смеси и пространственного положения заготовок. Чем больше % содержание аргона или кислорода в смеси, тем больше должно быть увеличение тока и скорости подачи проволоки.
- Для вертикальных швов при сварке тонких заготовок (до 3-5 мм) с применением аргоновых смесей рекомендуется сохранить рабочие настройки напряжения дуги как для углекислотного режима и увеличить сварочный ток и скорость подачи проволоки примерно на 15-30% в зависимости от состава смеси и толщины свариваемых заготовок. Сварка при этом производится из положения сверху вниз. При правильно подобранном балансе настроек шов получается ровным и практически без брызг. При сварке заготовок большой толщины (от 5-6 мм и более) в сравнении с типовыми углекислотными режимами сварочный ток и скорость подачи проволоки можно не изменять, но обеспечить необходимый баланс настроек путем регулировок только напряжения дуги
- для сварки высоколегированных (нержавеющих, жаропрочных) сталей допускается небольшое увеличение напряжения дуги (на 5-10%) с последующим подбором баланса настроек путем регулировок скорости подачи сварочной проволоки;
- для сварки заготовок большой толщины в режиме струйного переноса (обычно для толщин от 10-15 мм и выше) рекомендуется увеличить напряжение дуги до 29-31В, и заново подобрать (увеличить) сварочный ток и скорость подачи сварочной проволоки. Степень их увеличения зависит от состава сварочной смеси. Чем больше % содержание аргона в смеси, тем больше должно быть увеличение тока и скорости подачи проволоки. Для вертикальных швов работа в режиме струйного переноса практически невозможна.
Выбор оптимального режима для сварки полуавтоматом при использовании сварочных смесей в немалой степени зависит также от фактического состава сварочной смеси, пространственного положения заготовок, приемов сварки (ходом вперед или назад), обработки кромок, наличия загрязнений и ржавчины и пр. Компания ИТЦ Промэксервис помогает своим клиентам получить практические рекомендации по выбору правильной сварочной смеси оптимальной настройке режимов сварки.
НАСТРОЙКА СКОРОСТИ ПОДАЧИ СВАРОЧНОЙ ПРОВОЛОКИ
Как отмечалось выше при переходе от углекислоты к аргоновым смесям для полуавтоматической сварки в большинстве случаев рекомендуется производить увеличение скорости подачи сварочной проволоки. В свою очередь скорость подачи проволоки в большинстве случаев синхронизирована с регулировкой сварочного тока, а он в свою очередь зависит от диаметра сварочной проволоки. В некоторых случаях для установки оптимальных режимов сварки, особенно для режима струйного переноса, требуется значительное увеличение скорости подачи, которые иногда может физически ограничиваться пределами регулировки подающего механизма сварочного аппарата. Поэтому при переходе на сварку в среде аргоновых смесей в некоторых случаях необходима замена подающих роликов на больший диаметр. Для таких ситуаций оптимальные настройки скорости подачи проволоки следует подбирать по внешним признакам, по результатам пробной сварки:
- По звуку горящей дуги — в оптимальном режиме частота звука должна быть максимальной (похожа на зудение комара).
- По внешнему виду сварного шва — в оптимальном режиме шов должен быть максимально гладким (мягким), без резких изломов по краям
По разбрызгиванию — в оптимальном режиме размер брызг сварочной проволоки и их количество должны быть минимальными
Полярность при сварке полуавтоматом
Перед сваркой нужно определиться, какую полярность Вы будете использовать.
Простая обмеднённая проволока, которая используется с защитным газом должна использоваться с обратной полярностью, когда на проволоку подаётся плюс. Прямая полярность используется, когда в полуавтомате установлена проволока с флюсом, которая применяется без газа. В этом случае на проволоку подаётся минус, а на свариваемый металл, через клемму плюс. Таким образом, максимальное тепловыделение образуется на проволоке. Это нужно для того, чтобы флюс в ней смог подействовать должным образом.
Если использовать неправильную полярность для определённого электрода (в случае с полуавтоматом, проволоки), то прочность сварочного шва будет плохой. При использовании неправильной полярности появится много брызг, будет плохое проникновение при сварке и сварочную дугу будет сложно контролировать.
Для смены полярности, нужно открыть крышку полуавтомата и поменять местами клеммы. Рядом с клеммами находится таблица, уточняющая порядок расположения клемм.
Проволока для сварки
В полуавтомате может использоваться два вида проволок: простая проволока, покрытая медью и проволока с флюсом.
- Простая проволока для полуавтоматической сварки применяется с защитным газом, не имеет никаких добавок, которые могут «противостоять» коррозии и загрязнениям. Поэтому поверхность нужно подготавливать тщательно.
- У второго вида проволоки в центре расположен флюс, который при сгорании образует защитный газ. Таким образом, можно обойтись без баллона с газом. Такая проволока создаёт более глубокое проникновение при сварке, чем обычная с газом. Проволока с флюсом создаёт много брызг и шлака в зоне сварки, которые после завершения сварки нужно счистить. При сварке такой проволокой требуется минимальная подготовка поверхности, прощаются незначительные загрязнения. Также эта проволока хорошо работает при ветре на улице. Для сварки проволокой с флюсом требуется, чтобы на аппарате была установлена прямая полярность (см. выше).
- Чем больше толщина свариваемого металла, тем большего диаметра проволоку нужно использовать, так как проволока большего диаметра проводит больше электричества и даёт больший нагрев и лучшее проникновение.
Рекомендации в инструкции

Перед производством работ необходимо надежно заземлить аппарат для сварки и только потом начинать настройку. Сварочный полуавтомат нужно подключить к газобаллонной системе с защитным газом.
Необходимо проверить наличие сварочной проволоки в катушке, если нужно перезарядить ее и протянуть до рукоятки горелки. Скорость подачи газа имеет большое значение в процессе сваривания.
Поэтому ее тоже нужно установить. Газобаллонное оборудование имеет редукторы с указанием расхода газа в литрах. Это очень удобно, необходимо просто выставить требуемый расход в пределах 6-16 литров.
В инструкции по эксплуатации на устройство даются рекомендации, как правильно настроить сварочный полуавтомат, каким током варить конкретный металл, с какой скоростью подавать проволоку.
В инструкции должны быть специальные таблицы, в которых все расписано. Если выставить все параметры в соответствии с ними, то должно все получиться.
На практике могут быть сложности. На качество сварки полуавтомата влияют очень много параметров. Если питающая сеть не соответствует нормативам, то источник питания будет выдавать напряжение и ток не тот, что нужно, параметры будут нестабильны.
Температура среды, толщина металла, его вид, состояние свариваемых поверхностей, вид шва, диаметр проволоки, объем подачи газа и много других факторов влияют на качество сварки полуавтомата.
Таблицы рекомендуемых режимов сварки даются для определенных условий, которые не всегда можно обеспечить. Поэтому при сварке полуавтоматом многие регулировки осуществляются опытным путем.
Конечно, первоначально выставляются рекомендованные значения, потом идет точная подстройка параметров сварки.
Вылет проволоки
Вылет проволоки – это расстояние между концом наконечника и концом проволоки. При использовании углекислоты или смесей, сохраняйте вылет от 0.6 мм до 1 см. Слишком длинный вылет ослабит арку. Чем меньше вылет проволоки, тем стабильнее электрическая дуга и тем лучшее проникновение будет получаться даже с низким напряжением. Таким образом, лучший вылет проволоки – как можно более короткий. Однако, вылет проволоки может зависеть от того, насколько наконечник горелки углублен внутрь газового сопла. Чем больше наконечник углублён в сопло, тем длиннее должен быть вылет проволоки.
Лучшая сварочная проволока сплошного сечения
Сплошная проволока используется при работе с высокоуглеродистыми и низколегированными конструкционными сталями. Применяется в двух вариантах
- Омедненная.
- Неомедненная.

Омедненная проволока для сварки
Омедненная существенно улучшает коррозионную стойкость шва, однако во время сварки насыщает воздух вредными для здоровья парами меди. В целях охраны труда и создания благоприятных условий для работы все шире применяется неомедненная проволока, снабженная антикоррозионными покрытиями.

Проволока сварочная алюминиевая
Неомедненная проволока сплошного сечения также подразделяется по назначению для:
- высокоуглеродистых и низколегированных марок стали;
- высоколегированной и тугоплавкой стали;
- нержавейки;
- сплавов меди и алюминия.
Положение наконечника горелки относительно сопла
Наконечник сварочной горелки может быть углублён в сопло, немного торчать из сопла или быть вровень с соплом. Чаще всего при сварке листового металла с защитным газом, кончик наконечника должен располагаться вровень с краем отверстия сопла. При сварке точками наконечник горелки должен быть углублён.
- Расстояние между кончиком контактного наконечника и краем сопла может быть разным. Сопла и наконечники бывают разных размеров и могут по-разному располагаться относительно друг друга. В зависимости от устройства сварочной горелки, сопло может жёстко устанавливаться, либо может регулироваться и устанавливаться по-разному, делая наконечник углублённым внутри сопла, вровень с соплом, либо выступающим из сопла.
- Обычно, при сварке листовой стали с защитным газом (углекислотой или смесями), кончик наконечника горелки должен быть вровень с краем отверстия сопла.
- При использовании проволоки с флюсом (она требует большего нагрева для активации флюса) нужно выдерживать более длинный вылет проволоки. Поэтому, чтобы расстояние сопла от зоны сварки не было слишком большим, наконечник должен быть утоплен внутрь сопла. Наконечник должен быть немного утоплен и при сварке с большим напряжением, когда вылет проволоки должен быть больше. Также, наконечник горелки может быть углублён, если нужно варить точками и короткими стежками, когда сопло может упираться в свариваемый металл.
- Использование неправильного наконечника или сопла может быть причиной избыточных брызг, прожига насквозь, коробления и недостаточного проникновения.
Почему нельзя полностью полагаться на рекомендуемые настройки
Очень популярный вопрос, который тревожит каждого новичка сварки. Прежде всего, отметим список вещей, которые влияют на качество работ:
- разная начинка сварочных полуавтоматов;
- качество электросети;
- состав сплава;
- температура окружающей среды;
- толщина и марка проволоки;
- пространственные положения работ;
- состав газа или его смеси.
Рекомендуем! Как сделать правильный выбор режима сварки. Источники сварочного тока
Итого, чтобы получить, качественный шов, сварщику приходится «попадать» в оптимальные настройки, с которыми можно качественно сваривать изделия. Но стоит взять другой металл, поменять положение или чтобы напряжение сети упало и нужно снова искать те самые оптимальные настройки.
Начало работы сварочным полуавтоматом
Чтобы начать работу, сварочный полуавтомат должен быть полностью готов к процессу сварки. Проволока должна быть установлена и газовый баллон подключен. Нужно установить зажим заземления на свариваемый металл. Его нужно устанавливать на расстояние от 15 до 50 см от зоны сварки. Металл должен быть очищен от ржавчины, краски, масел и грязи. Любое незначительное сопротивление будет влиять на процесс сварки. Грязный металл при сварке станет причиной брызг и прожига насквозь, а также возгорания.
[adsp-pro‑2]
В результате правильно настроенного напряжения и скорости подачи проволоки должен получиться хороший сварочный поток. Правильные настройки будут давать характерный шипяще-жужжащий звук, который хорошо знают все сварщики. Более подробно о процессе сварки можно прочитать в статье “Технология сварки полуавтоматом MIG/MAG”.
Виды полуавтоматов
Проводится их классификация по разным характеристикам: по тому, какой характер перемещения, какой род защиты сварного шва, какой тип проволоки.
Схема устройства передней панели инвертора.
- По признаку характера перемещения выделяют полуавтомат стационарного класса (его используют в крупносерийном или серийном производстве), а также переносное и передвижное оборудование.
- По тому, какой стоит род защиты сварного шва, классифицируют три типа инструментов. Шов может быть защищен защитными газами, порошковой проволокой или находиться под слоем флюса.
- Сварочный полуавтомат может иметь различные типы проволоки. Он считается универсальным, если есть соединение двумя проволоками — алюминиевой и стальной. Два других подвида инструментов используют либо сплошную стальную проволоку, либо сплошную алюминиевую.
Примеры сварочных швов с разными настройками напряжения
Напряжение определяет высоту и ширину сварочного шва.
На фотографии показаны швы на листовом металле толщиной 1.2 мм, сделанные с возрастанием напряжения (слева направо). Швы, сделанные на низких настройках, получились узкими и высокими, а на высоких настройках – широкими и плоскими.
На фото слева показаны швы на листовом металле, сделанные с увеличением напряжения. Слева на право от меньшего напряжения к большему. На втором фото обратная сторона листа показывает проникновение (провар).
Если посмотреть с обратной стороны, то два шва слева получились без хорошего проникновения (провара) по всей длине. Три шва справа – имеют хорошее проникновение по всей длине.

Сварочные швы в разрезе
Эти швы в разрезе показывают эффект возрастания напряжения более ясно. На первых двух – шов наверху, но совсем не проник сквозь металл. Третий имеет как шов сверху, так и хорошее проникновение и является лучшим швом из всех. Два шва справа имеют большее проникновение под листом, чем сверху, так как настройки напряжения слишком высокие.
Как выбрать проволоку для полуавтомата
Чтобы правильно подобрать сварочную проволоку для полуавтоматов, требуется учитывать много важных параметров:
- Основной материал, подлежащий сварке.
- Толщина материала.
- Способ сварки (газовый или нет).
- Мощность сварочного аппарата.
и некоторые другие.
Так, для работы с низкоуглеродистой сталью подойдут марки с низким содержанием углерода и кремния. Их можно варить омедненной сплошной проволокой без использования инертного газа. Такой материал применяется для сварки автоматом и полуавтоматом.
Для легированных, высокопрочных и нержавеющих сталей подбирают материалы с близким содержанием легирующих присадок, а работу проводят уже в газовой атмосфере.

Процесс сварки в газовой атмосфере
Алюминий из-за его высокой химической активности следует варить в аргоновой атмосфере, сварочный материал надо выбирать сплошного сечения с составом, близким составу конкретного сплава. Во избежание образования оксидной пленки алюминиевую проволоку следует хранить в герметичной упаковке и распаковывать непосредственно перед загрузкой в аппарат и началом сварки. Часто проводят химическую или механическую обработку зоны сварки и сварочного материала.
Медь и ее сплавы сваривают в аргоновой защитной среде
Медь и ее сплавы также сваривают в аргоновой защитной среде. Для меди проволока имеет следующие подгруппы:
- чистые и малолегированные изделия;
- бронза;
- отливки и прокат.
Черные металлы, чугун или никель имеют высокую жаростойкость и коррозионную стойкость. Для них оптимальной будет порошковая проволока рутиловой группы с достаточным содержанием никеля.

Самозащитная порошковая проволока
Для сварки разных металлов применяют наплавочные марки сварочных материалов
Диаметр проволоки для полупрофессиональных полуавтоматов чаще всего бывает 0.3-2 мм. При наличии достаточного опыта и навыка возможно использование одного диаметра для разных операций, но для начинающего мастера лучше придерживаться справочной таблицы, прилагаемой к полуавтомату.
Таблицы
Да, опытные мастера с ходу способны подобрать правильный режим сварки, поскольку их опыт и знания позволяют. Но что делать новичкам? Им поможет специальная таблица для настройки режима. Точнее, таблицы, для каждого типа сварки. Но не стоит злоупотреблять готовыми настройками, экспериментируйте и не бойтесь применять на практике свой опыт.
Таблица №1. Рекомендуемые настройки для формирования стыкового шва в нижнем пространственном положении и сварки низкоуглеродистой и низколегированной стали в среде защитного газа (углекислого газа, смеси углекислоты с кислородом, а также смеси аргона с углекислым газом) током обратной полярности.
Таблица №2. Рекомендуемые настройки для формирования поворотно-стыковых соединений с применением углекислоты, смеси аргона с углекислотой и аргона с углекислотой и кислородом, ток обратной полярности.
Импульсно-дуговая сварка
Импульсно-дуговая (нестационарной дугой) сварка способом MIG/MAG возможна при низком сварочном токе во всех пространственных положениях шва при минимальном разбрызгивании и качественном формировании шва.
Существуют два основных вида переноса электродного металла:
- с непрерывным горением дуги — «длинной дугой»;
- с короткими замыканиями дугового промежутка — «короткой дугой»
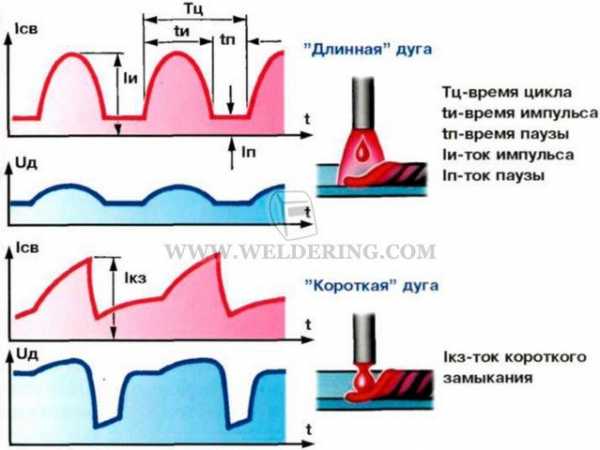
Особенность импульсно-дуговой сварки плавящимся электродом состоит в том, что процессом переноса электродного металла можно управлять. При сварке «длинной дугой» возможны две разновидности переноса:
- один импульс — одна капля;
- один импульс — несколько капель.
Перенос «короткой дугой» характерен для сварки в углекислом газе. Нестабильность и усиленное разбрызгивание электродного металла определяются свойствами источника питания и зависят от характера изменения мгновенной мощности как в период горения дуги, так и при коротком замыкании.
При импульсно-дуговой сварке способом MIG/MAG эффективно синергетическое управление процессом.
Что такое полуавтоматическая сварка?
Прежде чем начать осваивать технологию полуавтоматической сварки следует узнать устройство аппаратуры.
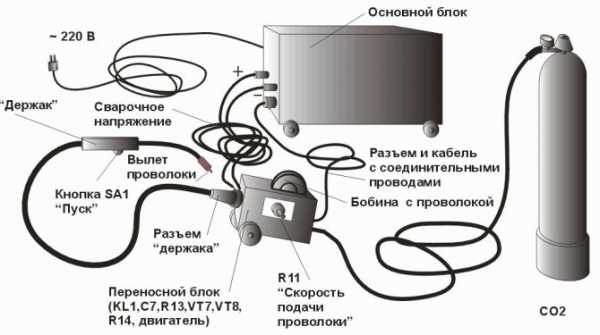
Электромеханический инструмент, называемый полуавтоматической сваркой, в конструкции включает:
- основной блок, отвечающий за подачу питания и электродной проволоки;
- сварочный рукав или шланг;
- горелку, внутри которой расположена проволока;
- токопроводящий наконечник;
- систему подачи защитного газа.
Некоторые крупные предприятия используют полуавтоматические стационарные модели, обеспечивающие быструю скорость сварки, равномерный шов и низкое потребление электрической энергии.
Аппарат полуавтоматической сварки.
Все виды полуавтоматических автоматов по способу работы делятся на:
- аппаратуру для сварки в среде инертных газов;
- устройство, использующие для основы флюс;
- аппараты, использующие порошковую проволоку;
- универсальные полуавтоматы.
Все виды сварочных полуавтоматов идеально подходят для выполнения работ по соединению изделий из цветного или черного металла.
По методу подачи электродной проволоки сварочные автоматы полуавтоматического типа делятся на:
- Стационарные. Аппаратура жестко закреплена на подставке или специальной консоли.
- Переносные. Устройство выполнено в виде переносимой тумбы.
- Передвижные. Специальная тележка, приспособленная к передвижению по одному помещению.
По расположению подающих роликов полуавтоматы можно условно разделить на:
- толкающие;
- тянущие;
- толкающе-тянущие.
Выводы
Теперь вы точно знаете, в какой точке нижней и верхней аппарат перестанет работать. Можете нарисовать график и повесить на стену как напоминалку. Настройки аппарата проводите в этих пределах. Также не пропустите, в статье — как работает полуавтоматический сварочный аппарат — вы узнаете их основные виды и подробный обзор устройства.
Благодаря таким знаниям, вы сможете настроить сварочный агрегат под любой вид работ с металлическими деталями различной толщины, подобрать режимы для определенного размера проволоки или смеси инертного газа. Также не стоит забывать о том, что в инструкциях приведены значения с учетом средней температуры. В каждом конкретном случае, необходимо настраивать параметры индивидуально.
Как правильно настроить сварочный полуавтомат? | Часто задаваемые вопросы
Полуавтоматами пользуются, как правило, уже опытные сварщики. Полуавтоматическая сварка имеет намного больше возможностей, чем ручная электродуговая сварка. Большое значение при работе такими аппаратами имеют его настройки.
Подготовка к настройке
Прежде чем приступить к настройке полуавтомата, необходимо узнать толщину и химический состав свариваемых деталей; пространственное положение шва и толщину сварочной проволоки. По этим данным из специальных таблиц выбираются значения величины тока сварки или определяется скорость подачи присадочной проволоки, а также подбирается сварочное напряжение. По результатам пробной сварки проводят корректировку этих величин.
Предварительно устанавливается расход защитного газа. Это не представляет трудности, так как на газовом баллоне имеется редуктор, градуированный в литрах. Исходя из своего опыта и толщины металла, сварщики устанавливают расход газа в количестве 6 – 16 литров.
Настройка полуавтомата
Различные модели аппаратов настраиваются по-разному. Мы познакомим вас с наиболее распространенными способами настройки. На панели полуавтомата обычно располагаются регуляторы с надписями «Сварочный ток» и «Напряжение», которым регулируется параметры сварочного процесса тока. Какие величины параметров выбирать, описано в инструкции по эксплуатации для каждого конкретного случая сварки.
Чаще попадаются модели, в которых есть регулятор «Скорость подачи проволоки/Сила тока». Снова начинаем установку с рекомендованного значения. В дальнейшем производим корректировку по результатам сварки. Для опытного сварщика не представляет сложности подкорректировать этот показатель по внешнему виду шва. В дорогих моделях сварочных инверторов встречаются синергетические настройки и дополнительные регуляторы точной подстройки параметров дуги.
Все чаще встречается очень популярная функция настройки дуги «Индуктивность». Эта функция позволяет управлять характеристиками электрической дуги путем изменения инертности выходного контура сварочного аппарата. Использование этой функции значительно повышает качество и надежность сварного соединения, может применяться для снижения разбрызгивания электродного металла и увеличения стабильности сварочной дуги.
Режимы и методы сварки, использование полуавтоматов
Значительная часть сварочных работ сегодня осуществляются с применением дуговой сварки плавящимся электродом в среде защитного газа (полуавтоматическая сварка, MIG-MAG сварка).которая характеризуется множеством неоспоримых выгод и преимуществ.Обратной стороной этой медали является зависимость результатов сварки от правильности настройки режимов сварки - напряжения, тока, скорости подачи сварочной проволоки, величины расхода защитного газа в горелке и пр. Ко всему этому еще надо учитывать влияние выбора типа и диаметра сварочной проволоки и типа применяемого защитного газа, пространственного положения сварного шва и пр.
Рассмотрим этот вопрос более подробно, отталкиваясь от ситуации замены защитного газа от традиционной углекислоты на аргоновую сварочную смесь с применением полуавтомата.
Особенности использования полуавтомата для MIG-MAG сварки
ВЫБОР ГОРЕЛКИ И НАКОНЕЧНИКОВ
Силовой агрегат сварочного полуавтомата формирует постоянный сварочный ток. величина которого регулируется и устанавливается в зависимости от параметров сварки, толщины (диаметра) сварочной проволоки и скорости подачи сварочной проволоки в горелку. Электрический контакт от силового агрегата со сварочной проволокой осуществляется непосредственно в сварочной горелке. Под воздействием протекающего тока горелка нагревается и контактный наконечник в ней заметно расширяется. Аргоновые сварочные смеси обладают меньшей теплопроводностью по сравнению с углекислотой и отвод тепла от горелки при работе со сварочными смесями происходит хуже. Это приводит к заметному перегреву сварочной горелки и на форсированных режимах может даже вызвать ее разрушение (расплавление изоляционных элементов). По этой же причине сварочная проволока в горелке перегревается при работе с аргоновыми смесями и от расширения может застревать в сварочном наконечнике. Это может привести к неравномерности подачи сварочной проволоки в зону сварки и даже заклиниванию проволоки в горелке. Поэтому при переходе на сварочную смесь рекомендуется использовать сварочные горелки большей мощности и применять наконечники чуть большего диаметра.НАСТРОЙКА ПОДАЮЩЕГО МЕХАНИЗМА
Для обеспечения стабильного режима сварки необходимо стабилизировать не только электрические режимы *ток и напряжение дуги), но и скорость механической подачи сварочной проволоки в горелку. Как отмечалось выше при некорректном выборе электрического наконечника возможно заклинивание сварочной проволоки в горелке. Особенность конструкции большинства сварочных полуавтоматов в том, что подача сварочной проволоки в горелку производится через подающий канал (шланг) путем проталкивания проволоки вперед через подающие ролики, установленные на сварочном аппарате. Важным параметром настройки сварочного аппарата является регулировка натяжения подачи проволоки. При слабом натяжении подающих роликов затруднение прохождения сварочной проволоки в горелке будет приводить к проскальзыванию проволоки между роликами и дестабилизации скорости ее подачи в зону сварки (продергивание и снижение скорости подачи вплоть до полной остановки). При слишком сильном натяжении подающих роликов затруднение прохождения сварочной проволоки в горелке может вызвать сминание сварочной проволоки в подающем канале с последующей остановкой подачи сварочной проволоки в зону сварки. Одновременно слишком сильно натянутые подающие ролики вызывают расплющивание проволоки и усугубляют проблему ее прохождения через наконечник в горелке. Для профилактики этой проблемы рекомендуется использовать наконечники с отверстием некруглой формы (квадрат, треугольник, звездочка и пр.)Параметры режимов сварки
НАСТРОЙКА НАПРЯЖЕНИЯ ДУГИ
Напряжение дуги является основным параметром, определяющим энергию разогрева сварочной ванны, от которого зависит как глубина проплавления, так геометрия сварного шва. Для выбора конкретных значений напряжения дуги в зависимости от типа свариваемых можно воспользоваться как доступными справочниками, так и служебными документами (РТМ).
Настройки напряжения дуги тесно связаны с настройками варочного тока и скорости подачи сварочной проволоки. Отталкиваясь от вольт-амперной характеристики сварочных аппаратов в целом можно отметить, что зона устойчивого горения дуги для аргоновых смесей располагается ниже и правее зоны, установленных для чистой углекислоты.
Если принять за основу известные настройки для углекислоты, то при переходе на сварку в аргоновых смесях режимы напряжения дуги необходимо изменять в следующих направлениях:
- Для сварки тонких заготовок из черных металлов (менее 1,5 мм) или оцинкованных металлов напряжение дуги необходимо уменьшать при сохранении скорости подачи проволоки и сварочного тока.
- для сварки заготовок в режиме мелкокапельного переноса (обычно для заготовок толщиной до 6-8 мм) можно не изменять напряжение дуги, но необходимо увеличивать сварочный ток и скорость подачи сварочной проволоки. Степень их увеличения зависит от состава сварочной смеси. Чем больше % содержание аргона или кислорода в смеси, тем больше должно быть увеличение тока и скорости подачи проволоки. Оптимальный баланс настроек напряжения и скорости подачи сварочной проволоки должен обеспечить необходимое проплавление сварного шва (сплавление кромок) при минимальном разбрызгивании;
- для сварки заготовок большой толщины в режиме капельного переноса (обычно для толщин до 12-15 мм) рекомендуется немного снизить напряжение дуги (до 10-15%), и заново подобрать (увеличить) сварочный ток и скорость подачи сварочной проволоки. Степень их увеличения зависит от состава сварочной смеси и пространственного положения заготовок. Чем больше % содержание аргона или кислорода в смеси, тем больше должно быть увеличение тока и скорости подачи проволоки.
- Для вертикальных швов при сварке тонких заготовок (до 3-5 мм) с применением аргоновых смесей рекомендуется сохранить рабочие настройки напряжения дуги как для углекислотного режима и увеличить сварочный ток и скорость подачи проволоки примерно на 15-30% в зависимости от состава смеси и толщины свариваемых заготовок. Сварка при этом производится из положения сверху вниз. При правильно подобранном балансе настроек шов получается ровным и практически без брызг. При сварке заготовок большой толщины (от 5-6 мм и более) в сравнении с типовыми углекислотными режимами сварочный ток и скорость подачи проволоки можно не изменять, но обеспечить необходимый баланс настроек путем регулировок только напряжения дуги
- для сварки высоколегированных (нержавеющих, жаропрочных) сталей допускается небольшое увеличение напряжения дуги (на 5-10%) с последующим подбором баланса настроек путем регулировок скорости подачи сварочной проволоки;
- для сварки заготовок большой толщины в режиме струйного переноса (обычно для толщин от 10-15 мм и выше) рекомендуется увеличить напряжение дуги до 29-31В, и заново подобрать (увеличить) сварочный ток и скорость подачи сварочной проволоки. Степень их увеличения зависит от состава сварочной смеси. Чем больше % содержание аргона в смеси, тем больше должно быть увеличение тока и скорости подачи проволоки. Для вертикальных швов работа в режиме струйного переноса практически невозможна.
НАСТРОЙКА СКОРОСТИ ПОДАЧИ СВАРОЧНОЙ ПРОВОЛОКИ
Как отмечалось выше при переходе от углекислоты к аргоновым смесям для полуавтоматической сварки в большинстве случаев рекомендуется производить увеличение скорости подачи сварочной проволоки. В свою очередь скорость подачи проволоки в большинстве случаев синхронизирована с регулировкой сварочного тока, а он в свою очередь зависит от диаметра сварочной проволоки. В некоторых случаях для установки оптимальных режимов сварки, особенно для режима струйного переноса, требуется значительное увеличение скорости подачи, которые иногда может физически ограничиваться пределами регулировки подающего механизма сварочного аппарата. Поэтому при переходе на сварку в среде аргоновых смесей в некоторых случаях необходима замена подающих роликов на больший диаметр. Для таких ситуаций оптимальные настройки скорости подачи проволоки следует подбирать по внешним признакам, по результатам пробной сварки:
- По звуку горящей дуги - в оптимальном режиме частота звука должна быть максимальной (похожа на зудение комара).
- По внешнему виду сварного шва - в оптимальном режиме шов должен быть максимально гладким (мягким), без резких изломов по краям По разбрызгиванию - в оптимальном режиме размер брызг сварочной проволоки и их количество должны быть минимальными
Настройка расхода газа в сварочной горелке.
Для обеспечения качественной сварки и отсутствия пор даже для качественной сварочной смеси правильная настройка потока газа в сварочной горелке имеет огромное значение. Для обеспечения качественной сварки с применением аргоновых смесей следует выполнять следующие рекомендации :
- Для контроля расхода газа необходимо использовать только расходомер (ротаметр), контролирующий поток газа ( обычно в л/мин.). Расходомер обычно устанавливают на редукторе. Следует обращать внимание, что фактический расход газа непосредственно в горелке всегда отличается от величины расхода, установленного на редукторе. Особенно это заметно при нарушении целостности шлангов (трещины или проколы) или неплотного крепления шлангов на газовых штуцерах. Поэтому рекомендуется иметь ручной расходомер газа, который позволяет оперативно проверить величину расхода непосредственно на сварочной горелке.
- Величина расхода на сварочной горелке должна примерно соответствовать диаметру сварочной горелки (в мм). Обычно нормальный расход для аргоновых смесей составляет 12-15 л/мин. Для сварки на форсированных режимах расход газа следует увеличить до 20-25 л/мин. Следует помнить также, что для сварки в аргоновых смесях горелку следует держать близко к вертикальному положению и расстояние до сварного шва должно быть не более 15-20 мм. ;
- При расходе газа в горелке более 30 л/мин и при большом угле наклона сварочной горелки возможен подсос воздуха в зону сварки и образование пор в сварном шве. ОБРАЩАЕМ ВНИМАНИЕ, что при работе с углекислотой появление пор обычно стараются устранить путем увеличения расхода газа, и при переходе на работу со сварочной смесью при избыточной величине расхода газа такая "привычка" может сыграть злую шутку и только увеличить негативный эффект. ;
- Помимо величины расхода газа важно также проверять состояние и расположение газовой насадки (сопло) на сварочной горелке. Насадка должна быть расположена строго соосно с сварочным наконечником, определяющим направление движения сварочной проволоки. При несоосности газовый поток направляется в сторону от сварочной ванны и не может обеспечить надежную защиту зоны сварки.;
- В некоторых случаях при большом разбрызгивании сварочной проволоки часть брызг попадает в сопло сварочной горелки и застревает там в виде хаотичного сита, что может приводить также к рассеиванию ламинарного (однородного) потока газа из горелки, уводя поток защитного газа в сторону от сварочной ванны, что опять может вызвать образование пор при сварке ;
Процесс работы со сварочным полуавтоматом не имеет особой сложности и позволяет получить сварочные швы высокого уровня на заготовках различной толщины и типоразмера. Важно лишь правильно провести подготовительные мероприятия и определиться с оптимальным режимом сваривания. Остальное зависит от уровня подготовки сварщика, его квалификации и степени сложности проводимых им действий.
Частые проблемы MIG-сварки и способы решения
Сварка сварка сплошной проволокой в среде защитного газа (GMAW): самые распространенные проблемы и возможные способы решенияПерепечатано с разрешения журнала Practical Welding Today из выпуска за сентябрь-октябрь 1997 года. Авторские права: 1997, The Croydon Group, Ltd., Rockford, IL
Точно так же, как автоматическая трансмиссия упростила вождение автомобиля, сварка сплошной проволокой в среде защитных газов (GMAW) упростила процесс сварки. GMAW считается самым легким в освоении и применении методом сварки. Это обусловлено тем, что источник питания для процесса GMAW берет на себя практически всю работу, автоматически регулируя параметры сварки в зависимости от постоянно меняющихся условий работы – точно так же, как это делает электроника автоматической коробки передач.
Благодаря тому, что таким процессом можно пользоваться даже с относительно низким навыком сварки, GMAW позволяет создавать швы приемлемого качества даже операторам с минимальным опытом работы. Однако те же самые операторы попадают в неприятную ситуацию, когда у них получаются некачественные швы и они оказываются неспособны выявить и исправить свои ошибки. Это руководство поможет начинающим операторам научиться создавать высококачественные швы. Оно может оказаться полезным даже для опытных операторов, которые уже работали с процессом GMAW на протяжении нескольких лет.
Самые распространенные проблемы со сваркой делятся на четыре категории:
- пористость металла наплавления;
- неправильная форма сварного шва;
- недостаточное сплавление;
- проблемы с подачей проволоки из-за неправильной настройки и обслуживания оборудования.
1. Пористость металла наплавления
Причина возникновения пористости №1: неадекватное состояние поверхности
Самая распространенная причина появления пористости в металле наплавления – это неадекватное состояние поверхности металла. Например, наличие масла, ржавчины, краски или смазки на металле основы может вызвать недостаточное проплавление и тем самым привести к образованию пористости. Процессы сварки с образованием шлака, например, ручная дуговая сварка покрытым электродом (SMAW) или сварка порошковой проволокой (FCAW), более терпимы к загрязнениям, чем GMAW, так как составляющие шлака помогают очистить поверхность металла. В случае сварки GMAW единственной защитой от воздействия окружающего воздуха являются содержащиеся в проволоке химические вещества.
Возможные способы решения
Для того, чтобы устранить пористость, можно использовать проволоку с содержанием какого-либо раскислителя, например, кремния, марганца или минимального количества алюминия, циркония или титана. Химический состав проволоки можно определить по ее классу согласно Американскому обществу сварки (AWS).
Чтобы подобрать оптимальный состав для какой-либо конкретной задачи, рекомендуется по очереди протестировать все доступные вам типы проволоки. Начать лучше всего с самого распространенного типа проволоки ER70S-3 (Lincoln L50) с содержанием марганца 0,9-1,4% и кремния 0,45-0,75%. Если это не помогло и в полученном металле по-прежнему присутствует пористость, можно перейти к проволоке с еще более высоким содержанием кремния и марганца, например, ER70S-4 (Lincoln L54) или ER70S-6, которая имеет самое высокое содержание кремния (0,8-1,15%) и марганца (1,4-1,8%). Некоторые операторы пользуются проволокой с тройным раскислением, например, ER70S-2 (Lincoln L52), которая, помимо кремния и марганца, также содержит алюминий, цирконий или титан.
Кроме использования другой проволоки с пористостью можно бороться чисткой поверхности шлифмашиной или химическими растворителями (например, обезжиривателем). Однако при использовании растворителей нужно помнить, что возле зоны сварки категорически запрещено использовать хлористые обезжириватели, например, трихлорэтилен, потому что они могут выделять токсичный газ, вступив в химическую реакцию с дугой.
Причина возникновения пористости №2: неадекватная газовая защита
Вторая самая распространенная причина появления пористости в металле наплавления – это неадекватная газовая защита. Сварочный процесс GMAW целиком основан на предположении, что поступающий извне защитный газ обеспечит физическую защиту сварочной ванны от воздействия окружающего воздуха и выступит в роли стабилизатора дуги. Но при возмущении такого облака защитного газа возникает риск атмосферного загрязнения сварочной ванны, что в конечном итоге может привести к появлению пористости.
Возможные способы решения
Расход защитного газа зависит от диаметра проволоки, силы тока, способа переноса металла и скорости ветра. Обычно он составляет примерно 0,8-1,1 куб. м. в час. Поэтому нужно проверить показания счетчика расхода и убедиться, что газ подается в достаточном количестве. Сегодня на рынке предлагается широкий выбор счетчиков расхода газа от простых циферблатных индикаторов до современных компьютеризированных моделей. Некоторые операторы ошибочно полагают, что все, что им для этого нужно – это регулятор давления. На самом деле он никак не влияет на расход газа.
При использовании 100-процентного защитного углекислого газа вам потребуются особые счетчики, специально предназначенные для углекислого газа. Эти специальные счетчики не подвержены воздействию «изморози», которая может образовываться при переходе углекислого газа из жидкого состояния в газообразное.
При сильном ветре, который может сдуть облако защитного газа над местом сварки, придется установить ветровые экраны. Согласно Кодексу структурной сварки AWS при скорости ветра более 8 км/ч сварки методом GMA лучше избегать. Если сварка происходит в помещении, на газовой защите может сказаться работа систем вентиляции. В таком случае поток воздуха нужно направить в сторону от места сварки. При необходимости в отведении дыма нужно использовать специально предназначенные для этого устройства, например, вытяжные рукава системы вентиляции MAGNUM™ от Lincoln Electric. Они способны обеспечить вытяжку дыма без нарушения облака защитного газа.
Проблемы с пористостью также могут быть вызваны турбулентностью потока газа из горелки. В идеале защитный газ должен ровной завесой покрывать всю сварочную ванну. Турбулентность может быть вызвана слишком сильным напором газа, чрезмерным разбрызгиванием горелки или скоплением брызг в газовом диффузоре.
Отклонения в подаче газа также могут быть вызваны повреждениями горелки, кабелей, газопроводов, шлангов или не до конца закрепленными кабельными соединениями. Из-за таких повреждений может возникнуть так называемый «эффект Вентури», который приводит к всасыванию воздуха через эти отверстия и падению скорости потока.
И наконец, проблемы с газовой защитой могут быть вызваны сваркой углом назад или левым способом сварки. Попробуйте варить углом вперед или правым способом сварки. Таким образом облако газа будет ложиться перед дугой и сможет проникнуть внутрь соединения.
Причина возникновения пористости №3: особенности основного металла
Иногда появление пористости может объясняться особенностями состава основного металла. Например, металл основы может иметь повышенное содержание серы.
Возможные способы решения
К сожалению, если проблема с пористостью заключается именно в особенностях состава основного металла, сделать можно совсем немного. Лучшее решение в такой ситуации – использовать другую сталь или прибегнуть к процессу сварки с образованием шлака.
2. Неправильная форма шва
Если сварной шов принимает выпуклую или вогнутую форму, это может указывать на недостаточный уровень тепловложения или неподходящий метод сварки.
Причина неправильной формы шва №1: недостаточное тепловложение
Сварные швы выпуклой или «волнистой» формы указывают на то, что выбранные параметры были слишком «холодными» для сварки материала данной толщины. Другими словами, тепла оказалось недостаточно для проникновения вглубь металла основы.
Возможные способы решения
Если проблема вызвана слишком «холодной» сваркой, оператор должен определить, подходит ли выбранная сила тока для данной толщины материала. Крупные производители, в том числе и Lincoln Electric, всегда предоставляют руководства по регулировке силы тока в зависимости от конкретных параметров сварки.
Если сила тока достаточно высока, нужно проверить напряжение. Слишком низкое напряжение обычно сопровождается еще одним симптомом: повышенным уровнем разбрызгивания. С другой стороны, при слишком высоком напряжении оператору будет сложнее контролировать рабочий процесс, а наплавление станет более уязвимо к подрезанию.
В частности, о напряжении тока можно судить на слух. Правильно настроенная дуга издает звук определенного тона. Например, при переносе металла короткой дугой со слишком низкой силой тока дуга будет издавать ровный глухой гул. При переносе металла при слишком высокой силе тока дуга начнет потрескивать. Звук дуги также может указывать и на другие проблемы – ровное шипение говорит о слишком высоком напряжении и высокой вероятности подрезания, а резкий, скрежещущий звук – о слишком низком напряжении.
Причина неправильной формы шва №2: Техника сварки
Выгнутая или вогнутая форма шва также может быть вызвана неподходящим методом сварки. Например, сварка углом вперед или правый метод сварки обычно позволяет создавать швы более правильной формы, чем сварка углом назад или левый метод.
Возможные способы решения
Чтобы получать швы правильной формы, рекомендуется вести сварку углом вперед под наклоном 5-10 градусов.
Причина неправильной формы шва №3: некачественный рабочий кабель
Использование неисправного рабочего кабеля может привести к неприемлемому напряжению сварочной дуги. Характерными симптомами проблем с кабелем являются перегрев и неправильная форма шва.
Возможные способы решения
Слишком тонкие или сильно изношенные кабели имеют тенденцию перегреваться. При замене кабеля лучше всего воспользоваться специальной таблицей для определения подходящего диаметра кабеля в зависимости от его длины и подаваемого тока. Чем выше сила тока и чем больше длина кабеля, тем большая от него потребуется толщина.
3. Недостаточное сплавление
Если сварочный материал не смог должным образом объединиться с металлом основы, возникает так называемое недостаточное сплавление. Недостаточное сплавление приводит к созданию низкопрочных, некачественных соединений, которые в итоге могут вызвать образование структурных дефектов в конечной продукции.
Недостаточное сплавление: натеки при переносе металла короткой дугой
При переносе металла короткой дугой проволока непосредственно соприкасается со сварочной ванной. Из-за возникающего при этом короткого замыкания кончик проволоки плавится и от него отделяется капля металла. Такое короткое замыкание может происходить от 40 до 200 раз в секунду. Недостаточное сплавление может возникать, когда металл в сварочной ванне удается расплавить, но остающейся энергии оказывается недостаточно для того, чтобы должным образом сплавить его с основой. В таких случаях внешний вид наплавления ничем не отличается от обычного, но фактически соединения металлов не происходит. Так как недостаточное сплавление достаточно сложно выявить визуально, для этого нужно провести проверку проникающей жидкостью с красителем, ультразвуком или сгибанием образца.
Возможные способы решения
Чтобы гарантировать должное сплавление материалов, нужно убедиться в правильном выборе напряжения и силы тока. Если после внесения всех поправок оператор по-прежнему сталкивается с проблемами, можно воспользоваться другим методом сварки. Например, можно воспользоваться порошковой проволокой или методом струйного переноса металла. При струйном переносе металла дуга никогда не гаснет, поэтому наплывов металла и недостаточного сплавления удается избежать. При этом сила тока достаточно велика для того, чтобы расплавить кончик проволоки и запустить каплю металла через дугу в сварочную ванну.
4. Проблемы с подачей проволоки
Перебои с подачей проволоки или дребезжащий звук изнутри горелки могут указывать на неполадки в системе подачи проволоки. Большинство проблем, связанных с подачей проволокой, объясняется неправильной настройкой и обслуживанием оборудования.
Причина проблем с подачей проволоки №1: контактный наконечник
Среди операторов наблюдается тенденция использовать наконечники слишком большого размера. Это может приводить к сложностям с контактом, нестабильности дуги, возникновению пористости и неправильной форме швов.
Возможные способы решения
Убедитесь в исправном состоянии наконечника горелки и в том, что он имеет подходящий размер для сварки данной проволокой. Проведите визуальный осмотр наконечника. При слишком сильном износе (если он принял форму эллипса) его нужно заменить.
Причина проблем с подачей проволоки №2: направляющая горелки
Размер направляющих горелок, как и контактных наконечников, должен соответствовать диаметру продаваемой через них проволоки. При перебоях с подачей проволоки направляющую нужно почистить или заменить.
Возможные способы решения
Для очистки направляющей ее нужно продуть несильным потоком сжатого воздуха из контактного наконечника или же просто заменить.
Причина проблем с подачей проволоки №3: износ горелки
Внутри горелки находятся очень тонкие жилы медной проволоки, которые со временем могут износиться или оказаться повреждены.
Возможный способ решения
Резкое повышение температуры в какой-либо отдельной точке горелки во время сварки говорит о наличии внутренних повреждений и необходимости заменить горелку. Кроме этого, нужно убедиться, что горелка имеет достаточно большой размер для выполнения соответствующей задачи. Обычно операторы предпочитают использовать маленькие горелки, потому что они проще в обращении. Но если выбрать горелку слишком маленького размера, она будет перегреваться.
Причина проблем с подачей проволоки №4: приводной ролик
Приводные ролики механизма подачи проволоки постепенно изнашиваются, поэтому их нужно регулярно заменять.
Возможный способ решения
Обычно степень износа и необходимость замены приводных роликов можно оценить визуально по состоянию желобков. Также нужно убедиться в том, что приводной ролик обеспечивает должное натяжение. Чтобы проверить натяжение, от механизма подачи проволоки нужно отсоединить кабель питания или перейти в режим холодного питания. После этого нужно начать подачу проволоки и сжать ее большим и указательным пальцем. Если проволока при этом остановилась, то натяжение приводных валиков нужно увеличить. Если же остановить проволоку не удалось, это говорит о том, что натяжение отрегулировано правильно. В то же время слишком сильное натяжение привода может приводить к деформации проволоки, из-за чего она может слипаться (путаться) или прогорать (ситуация, когда дуга распространяется вверх по проволоке и сплавляет ее с наконечником).
Убедитесь, что приводные ролики и направляющая трубка расположены настолько близко, насколько это только возможно. Затем нужно проверить линию подачи проволоки от катушки до приводных валиков. Направление проволоки должно точно соответствовать ориентации направляющей трубки, чтобы проволока не терлась о края трубки. В некоторых механизмах подачи проволоки положение кассеты можно отрегулировать так, чтобы проволока была направлена точно параллельно трубке.
Причина проблем с подачей проволоки №5: спутывание и соскакивание проволоки с катушки
Иногда проблемы с подачей проволоки возникают из-за того, что инерция кассеты с проволокой заставляет ее продолжать вращаться после отпускания спускового крючка.
Возможные способы решения
Прокручивание кассеты приводит к ослаблению натяжения проволоки, из-за чего она может соскочить с механизма подачи или запутаться. Поэтому в большинстве систем подачи проволоки на катушку устанавливают настраиваемый тормоз. Этот тормоз можно отрегулировать так, чтобы не допускать проворачивания кассеты.
Соблюдение данного руководства позволит начинающим операторам сварки GMAW или даже опытным специалистам быстрее выявлять возникающие проблемы и устранять их до того, как они повлияют на качество работы.
Полуавтоматическая сварка. Основные понятия. Как варить. | Дмитрий Греков

Содержание
- Основные составляющие полуавтомата
- Как работает сварочный полуавтомат
- Режимы полуавтоматическая сварка
- Как варить полуавтоматом
- Как правильно настроить сварочный полуавтомат
- Основа в подготовке металла для сварки
- Процесс сварки
Полуавтоматическая сварка, на данный момент, считается самой производительной на различных производствах. Ею оснащаются большинство компаний, занимающихся производством металлоконструкций. Каждый сварщик, работающий в таких компаниях знает как варить полуавтоматом. Но полуавтомат так же, становится очень популярен и в домашних мастерских. Что объясняет такой интерес не только профессионалов, но и сварщиков-любителей к вопросу «как правильно варить полуавтоматом«. В нашей, сегодняшней статье мы поговорим именно об этом.
Основные составляющие полуавтомата
- Источник питания, в который встроены различные дисплеи с возможностью ручной настройки.
- Система подачи проволоки
- Кабель-шланг, с помощью которого в зону сварки подается газ, проволока и электричество
- Кабель массы
- Сварочная горелка(кому привычно — держак)
- Баллон с негорючим газом
- Редуктор(для настройки подачи газа)
- Шланг(для подачи газа к клапану в полуавтомате)
Все эти составляющие обязательны для работы с полуавтоматической сваркой. Исключением является наличие баллона, так как варить полуавтоматом возможно порошковой проволокой. Где роль газа выполняет порошок, находящийся в проволоке.
Как работает сварочный полуавтомат
Ответ на этот вопрос скорее для новичков. Принцип работы полуавтомата заключается в следующем:
Сварщик, нажимая на кнопку расположенную на горелке запускает ряд процессов. Газовый клапан, который пускает газ в зону сварки, электрический ток, который подается на медный наконечник расположенный на конце горелки, внутри сопла. И запускает механизм подачи проволоки.
Сварочная проволока проходит через узкий наконечник, на который подается электрический ток, касается замкнутого с помощью массы металла и возбуждается дуга. В зоне возбуждения дуги уже присутствует защитный газ, который вытесняет кислород и другие продукты внешний среды.
Режими полуавтоматической сварки
Сварка полуавтоматом насчитывает 4 режима:
- Обратная полярность(где плюс на сварочной проволоке, а минус на массе)
- Прямая полярность(применимо только при сварке порошковой проволокой). Минус на проволоке, плюс на массе
- Импульсная сварка
- Обратная связь — когда аппарат самостоятельно регулирует скорость подачи проволоки в зависимости от силы тока
Выше перечисленные все режимы, которые существуют для сварки полуавтоматом.
Как варить полуавтоматом.
На самом деле, варить полуавтоматом не так уж и сложно. Возможно новички со мной не согласятся, но это на самом деле так. От сюда и название, полуавтомат. Половину работы за вас выполнит сварочный аппарат. Но до начала самого процесса сварки, необходимо провести ряд, подготовительных работ.
Как правильно настроить сварочный полуавтомат
Первым делом, нам необходимо правильно настроить сварочный полуавтомат. А это значит:
- Выставить силу сварочного тока.
Вообще, практически все параметры настраиваемые на полуавтомате, указанны в инструкции по его использованию. Так как каждый полуавтомат имеет свои нюансы при настройке и все они разные.
2. Настраиваем скорость подачи проволоки. Опять же, все это связанно с толщиной металла, силой сварочного тока. И указанно в инструкции по использовании.
3. Рабочее давление газа.
Приблизительная таблица соответствия толщины металла/силы тока/скорости подачи проволоки и прочее.
Да, значений здесь действительно не мало. Но если немного разобраться, оказывается все совсем просто. Более того, что бы варить полуавтоматом, изучать эти условные значения не нужно. Как правило, все настройки производятся на глаз, ощупь и тд. Вы это поймете, когда попробуете!
Основа в подготовке металла для сварки
Подготовить металл под сварку не всегда самое просто занятие, как может показаться. Какие действия подразумеваются под подготовкой металла под сварку:
- Правка металла от вмятин, изгибов и прочего
- Разметка металла для резки заготовок
- Зачистка металла от масляных пятин, ржавчины, окалины и прочего
- Подготовка кромок свариваемых деталей(разделка, зачистка, выставление зазора).
Все эти действия относятся к подготовке металла под сварку. Я думаю все понятно из пунктов ниже, что нужно делать согласно каждого пункта.
Процесс сварки
Подведите горелку к месту сварки в плотную. Возможно даже касание сопла свариваемого металла. Нажимаем кнопку на держаке. В этот момент начинается процесс сварки. Проволока начинает подаваться, газ аналогично. Как только проволока касается металла( вы это не просмотрите), загорится сварочная дуга. Тут плавными движениями установите вылет проволоки примерно равный одному миллиметру. И продолжайте варить. Пробуйте, пробуйте и пробуйте. Здесь у каждого свои ощущения. Каждый расскажет по своему.
Не забывайте делиться ссылкой на статью со своими друзьями и коллегами в социальных сетях.
Сварочные аппараты - Сварка и пайка, Мастерская и организация, Инструменты и изделия
Сварочные аппараты для эффективного соединения металлических деталей
Сварка обеспечивает неразъемное соединение металлических деталей. Делается это с помощью специального связующего. Сварочный аппарат делает это возможным. Между электродом и металлом возникает электрическая дуга. Именно он заставляет связующее вещество и металл начать плавиться и таким образом сплавляться друг с другом.
Конструкция сварочного аппарата очень проста. Важнейшим элементом каждого устройства является силовой модуль. Управлять его работой можно благодаря аппарату управления. Следующим элементом сварочного аппарата будет трос с держателем, позволяющим прикрепить электрод. Поэтому он завершается зажимом. Система охлаждения будет очень важным элементом этого устройства. Он состоит из вентиляторов и радиаторов. Они позволяют повысить безопасность при эксплуатации, а также обеспечивают лучшее воздействие устройства.
Сварочные аппараты делятся на разные типы в зависимости от используемого связующего и типа источника питания. Наиболее распространенным типом является сварочный аппарат ММА , т.е. электротрансформаторно-инверторный. Для сварки с ними вам понадобятся электроды с покрытием. Пока стержень нагревается, флюс образует газовую оболочку, необходимую для нормальной работы. Сварка этими аппаратами довольно трудоемка и прут регулярно укорачивается. Для этого необходимо приблизить устройство к свариваемому материалу.
Сварочный аппарат Migomat является более производительным устройством. Предназначен для работы в газовом щите. В этом случае вместо флюса газ подается из специального баллона.
Сварочный аппарат TIG работает аналогичным образом. Газ также подается из баллона. Эти машины работают с использованием неплавких электродов. Поэтому они не изнашиваются в процессе эксплуатации. Сварочный аппарат TIG позволяет соединять металлы различной толщины. Вы можете успешно сваривать металлы тоньше одного миллиметра.
Сварочный аппарат Migomat может быть трансформаторного типа. Эти модели позволяют регулировать силу тока в десять или двадцать ампер. Также они потребляют довольно много электроэнергии. По сравнению с инверторными моделями они также тяжелее, крупнее, менее точны и достаточно устарели. При этом, однако, они дешевле.
Сварочный аппарат TIG представляет собой инверторную модель. Эти устройства небольшие, их легко носить с собой и ими удобно пользоваться. Электронный контроллер обеспечивает точную настройку параметров.Это обеспечивается инвертором, или преобразователем, который увеличивает ток. С этими моделями вы можете регулировать силу тока до одного ампера.
Для чего вы будете использовать сварочный аппарат?
Пригодится ли в вашем доме сварочный аппарат MIG или TIG? Благодаря этим приспособлениям вы сможете соединять металлические элементы между собой. Это означает, что, например, вы можете создать металлический забор. Вы прикрепляете суставы или сетку к столбу. Это, в свою очередь, станет гарантией долговечности созданного таким образом забора. Сварочный аппарат MIG подойдет для таких повседневных задач по дому.
Автомобильный гараж – еще одно место, где пригодится сварочный аппарат Migomat . Благодаря ему вы сможете соединить сломанные части шасси автомобиля. Сварка позволит навсегда соединить мелкие металлические аксессуары, которые могли отвалиться, например, после забивания в глубокую яму. Однако в профессиональной мастерской гораздо лучшим выбором будет сварочный аппарат TIG .Его судьба будет такой же, но вы сможете работать дольше и быстрее.
На что обратить внимание при выборе сварочного аппарата?
Самое важное решение, которое вам нужно принять, это какую машину выбрать. Сварочный аппарат MIG немного устарел и тяжелее, но и дешевле. Для разовых задач по дому вам вполне достаточно. В свою очередь, профессиональная автомастерская должна иметь сварочный аппарат TIG.
Сила тока – важный параметр при выборе идеального устройства.Следует обратить внимание на тип электроустановки, к которой вы будете подключать сварочные аппараты . Важно отметить, что чем больше сила тока, тем более толстые материалы вы можете сваривать. Поэтому для хобби хватит и самых слабых устройств. Для тонких и мелких компонентов вам понадобится сила тока до двухсот пятидесяти ампер. С другой стороны, в производственных компаниях или автомастерских лучшим выбором будут модели с силой тока более двухсот пятидесяти ампер.
Эффективность, или рабочий цикл, также имеет значение.Этот параметр информирует вас о продолжительности работы в десятиминутном цикле. Если ваш на восемьдесят процентов эффективен, будет работать в течение восьми минут, и еще две потребуются для охлаждения машины.
Тип и диаметр оперируемого электрода предопределяют предполагаемое использование аппарата. Чем больше диаметр электрода, тем толще материал можно сваривать. В свою очередь тип электрода будет определять выбор свариваемого материала и саму технику сварки. Сварочный аппарат плавящимся электродом используется в методе MIG/MAG. Новичкам проще. С другой стороны, стержневые электроды используются для сварки TIG. Однако требует большей практики, хотя само соединение получается более прочным.
.Как сделать полуавтомат из инвертора своими руками. Как настроить сварочный полуавтомат Усиление ШИМ-контроллера для сварочного полуавтомата
Надежность современных полуавтоматов часто выходит из строя регулятор скорости подачи проволоки сварочного полуавтомата, схема не всегда надежна и механическая
некоторые тоже часто выходят из строя.
Выход из строя данного узла приводит к существенным сбоям в работе полуавтоматом, потерям рабочего времени и проблемам с заменой сварочной проволоки.Провод на выходе из наконечника слипся, снимите наконечник и зачистите контактную часть провода. Неисправность наблюдается при любом диаметре используемой сварочной проволоки. Или высокие подачи могут возникать, когда проволока выходит большими рывками при нажатии кнопки питания.
Неисправности часто возникают из-за механической части самого регулятора подачи проволоки. Схематически механизм состоит из прижимного ролика с регулируемой степенью натяжения проволоки, подающего ролика с двумя канавками для проволоки 0,8 и 1,0 мм.За редуктором установлен электромагнитный клапан, отвечающий за отключение подачи газа с задержкой в 2 секунды.
Сам контроллер подачи очень громоздкий и часто просто крепится к передней панели полуавтомата 3-4 винтами, по сути висит в воздухе. Это приводит к перекосам всей конструкции и частым поломкам. На самом деле "лечить" этот дефект достаточно просто, установив под регулятор подачи проволоки какую-нибудь стойку и тем самым зафиксировав его в рабочем положении.
В полуавтоматах заводского изготовления в большинстве случаев (независимо от производителя) подача углекислого газа к электромагнитному клапану осуществляется с помощью сомнительного тонкого шланга в виде кембрика, который просто "закапывает" холодный газ и потом лопается. Он также прекращает работу и требует ремонта. Мастера, исходя из своего опыта, рекомендуют заменить эту подводящую магистраль автомобильным шлангом, используемым для подачи тормозной жидкости из бачка в главный тормозной цилиндр.Шланг отлично выдерживает давление и прослужит вечно.
Промышленность выпускает полуавтоматы со сварочным током около 160 А. Этого достаточно при работе с автомобильным утюгом, который довольно тонкий - 0,8-1,0 мм. Если, например, необходимо сваривать элементы из стали 4 мм, то этого тока недостаточно и провар деталей неполный. Для этого многие мастера приобретают инвертор, который вместе с полуавтоматом может выдавать до 180 А, что вполне достаточно для гарантированной сварки деталей.
Многие пытаются своими руками, путем экспериментов, устранить эти недостатки и стабилизировать работу полуавтомата. Было предложено довольно много схем и возможных улучшений механической части.
Одно из таких предложений. Этот доработанный и испытанный в эксплуатации регулятор скорости подачи проволоки полуавтоматической схемы сварки предлагается на интегральном стабилизаторе 142ЕН8Б. Благодаря предложенной схеме работы регулятора подачи проволоки он задерживает подачу на 1-2 секунды после срабатывания газового клапана и тормозит ее максимально быстро после отпускания кнопки включения.
Минус системы - приличная мощность, рассеиваемая транзистором, нагревающим кулер до 70 градусов при работе. Но все это складывается в надежную работу как самого регулятора скорости подачи проволоки, так и всего полуавтомата в целом.
В этой статье вы узнаете, где и почему используются сварочные процессы с полуавтоматическим инверторным устройством, и каковы его преимущества и недостатки.
Для чего нужны дизель-генераторы.
Трехфазные дизельные генераторы
Самые мощные дизельные генераторы.
© 2012 INDUSTRIKA.RU "Промышленность, промышленность, инструменты, оборудование"
Использование материалов сайта в других публикациях возможно только с письменного согласия владельца сайта. Все материалы на сайте охраняются законом (глава 70, часть 4 ГК РФ). в) индустрия.ру.
В продаже можно увидеть множество отечественных и зарубежных сварочных полуавтоматов, используемых при ремонте кузовов автомобилей. При желании можно сэкономить на затратах, собрав сварочный полуавтомат в гаражных условиях.
в комплекте сварочный аппарат включает корпус, в котором в нижней части установлен однофазный или трехфазный силовой трансформатор, вверху имеется устройство для протяжки сварочной проволоки.
В состав устройства входит электродвигатель постоянного тока с редукторным механизмом, как правило, здесь используется электродвигатель с редуктором от автомобиля УАЗ или Жигули. Омедненная стальная проволока из подающего барабана, проходя через вращающиеся ролики, поступает в проволокоподающий рукав, на выходе проволока соприкасается с заземленным изделием, образующаяся дуга сваривает металл.Для изоляции проволоки от кислорода воздуха сварка происходит в среде инертного газа. Включить установленный газовый электромагнитный клапан. На опытном образце заводского полуавтомата выявили некоторые недостатки, препятствующие качественной сварке: преждевременная перегрузка выходного транзистора схемы регулятора скорости двигателя; отсутствие в бюджетной схеме торможения моторного аппарата по команде стоп - после отключения сварочный ток пропадает и мотор еще какое-то время продолжает подавать проволоку, это приводит к чрезмерному износу проволоки, травмоопасности, необходимости удаления излишков проволока с помощью специального инструмента.
В лаборатории «Автоматика и телемеханика» Иркутского регионального центра эфирного цифрового телевидения разработана современная схема регулятора подачи проволоки, принципиальное отличие которой заключается в наличии тормозной цепи и двойного запаса коммутирующего транзистора по пусковому току с электронная защита.
Характеристики устройства:
1. Напряжение питания 12-16 вольт.
2. Мощность электродвигателя - до 100 Вт.
3.Время торможения 0,2 сек.
4. Время запуска 0,6 сек.
5. Контроль скорости 80%.
6. Пусковой ток до 20 ампер.
Деталь Принципиальная схема Контроллер подачи проволоки содержит усилитель тока на основе мощного полевого транзистора. Система стабилизированного задания скорости позволяет поддерживать мощность в нагрузке вне зависимости от напряжения сети, защита от перегрузок снижает выгорание щеток двигателя при пуске или заклинивании механизма подачи проволоки и выходе из строя силового транзистора.
Напряжение с регулятора скорости двигателя R3 через ограничительный резистор R6 поступает на затвор мощного полевого транзистора VT1. Питание регулятора скорости осуществляется от аналогового стабилизатора DA1 через токоограничивающий резистор R2. Для устранения возмущения, возможного при вращении ползунка резистора R3, в схему введен фильтрующий конденсатор С1.
Полевой транзистор VT1 снабжен схемами защиты: в цепи истока установлен резистор R9, падение напряжения на котором используется для контроля напряжения на затворе транзистора компаратором DA2.При критическом токе в цепи истока напряжение через подстроечный резистор R8 поступает на управляющий электрод 1 компаратора DA2, анодно-катодная цепь микросхемы размыкается и снижает напряжение на затворе транзистора VT1, скорость двигателя M1 автоматически уменьшится.
Для устранения эффекта защиты от импульсных токов, возникающих при искровых щетках электродвигателя, в цепь введен конденсатор С2.
Электродвигатель подачи проволоки подключен к цепи стока транзистора VT1 с коллекторными цепями искроуменьшения С3, С4, С5.Схема, состоящая из диода VD2 с нагрузочным резистором R7, исключает импульсы обратного тока двигателя.
Двухцветный светодиод HL2 позволяет контролировать состояние электродвигателя, зеленый свет - вращение, красный свет - торможение.
Цепь торможения выполнена на электромагнитном реле К1. Емкость фильтрующего конденсатора С6 выбрана малой - только для уменьшения вибрации якоря реле К1, большая величина вызовет инерционность при торможении электродвигателя.Резистор R9 ограничивает ток, протекающий через обмотку реле при повышении напряжения питания.
Принцип действия сил торможения, без использования обратного вращения, заключается в нагружении электродвигателя инерционным обратным током при вращении, при отключенном напряжении питания, на постоянном резисторе R8. Режим рекуперации – возврат энергии в сеть позволяет: Кратковременно останавливать двигатель. После полной остановки скорость и обратный ток будут установлены на ноль, это происходит практически сразу и зависит от номинала резистора R11 и конденсатора С5.Второе назначение конденсатора С5 - исключить перегорание контактов К1.1 реле К1. После подачи сетевого напряжения на цепь управления регулятора реле К1 замкнет цепь К1.1 питания электродвигателя, и возобновится протяжка сварочной проволоки.
Блок питания состоит из сетевого трансформатора Т1 на напряжение 12-15 вольт и ток 8-12 ампер, диодный мост VD4 подобран на 2-кратный ток. При наличии на сварочном трансформаторе полуавтоматической вторичной обмотки правильного напряжения питание подается от него.
Схема регулятора подачи проволоки на плате из одностороннего стеклотекстолита 136*40мм, кроме трансформатора и двигателя, все детали установлены с рекомендациями по возможной замене. Полевой транзистор устанавливается на радиатор размерами 100*50*20.
Аналоговый полевой транзистор IRFP250 с током 20-30 ампер и напряжением выше 200 вольт. Резисторы МЛТ 0,125, R9, R11, R12 - проволочные.Установить резисторы R3, R5 типа СП-3 Б. Реле типа К1 указано на схеме или №711.3747-02 на ток 70 ампер и напряжение 12 вольт, их габариты одинаковы и используются на автомобилях ВАЗ.
Компаратор DA2 со стабилизацией понижения скорости и транзисторной защитой можно убрать из схемы или заменить на стабилитрон КС156А. Диодный мост VD3 можно монтировать на российских диодах типа Д243-246, без подогревателей.
Компаратор DA2 имеет полный аналог зарубежного TL431 CLP.
Электромагнитный клапан инертного газа Em.1 стандартно рассчитан на напряжение питания 12 вольт.
Регулировка схемы регулятора подачи проволоки сварочного полуавтомата Начните с проверки напряжения питания. Реле К1 должно срабатывать с характерным щелчком якоря в момент появления напряжения.
Увеличивая напряжение на затворе полевого транзистора VT1 регулятором скорости R3, проверить, начинает ли скорость увеличиваться при минимальном положении ползунка резистора R3, если этого не происходит, отрегулировать минимальную скорость регулятором резистор R5 - сначала установите ползунок резистора R3 в нижнее положение, при постепенном увеличении номинала резистора К5 двигатель должен выйти на минимальные обороты.
Защита от перегрузки устанавливается резистором R8 при принудительном торможении двигателя. При закрытии полевого транзистора компаратором DA2 при перегрузке диод HL2 выключается. Резистор R12 при напряжении питания 12-13 В можно отключить от схемы.
Схема проверена на разных типах электродвигателей одинаковой мощности, время торможения зависит в основном от веса якоря, из-за инерции масс. Нагрев транзистора и диодного моста не превышает 60 градусов Цельсия.

Печатная плата смонтирована внутри корпуса полуавтомата, ручка управления оборотами двигателя - R3 выведена на панель управления вместе с индикаторами. Активация HL1 и двухцветный индикатор работы двигателя HL2. Питание на диодный мост подается от отдельного обмоточного сварочного трансформатора напряжением 12-16 вольт. Клапан подачи инертного газа может быть подключен к конденсатору С6 и также будет включаться при подаче сетевого напряжения.Питание, силовые сети и цепи электродвигателей следует выполнять канатом в виниловой изоляции сечением 2,5-4 мм.кв.
Перечень радиоэлементов
Włodzimierz 22.02.2012 08:54 #
Схема не обеспечивает стабильных оборотов двигателя вне зависимости от мощности в нагрузке и напряжения в сети. Для решения этой проблемы недостаточно стабилизировать напряжение на затворе.
Ограничение тока до 25А по номиналу R9 ничего не спасет. Даже сам резистор - на нем будет рассеиваться 62,5 Вт.Но ненадолго... О транзисторе речи не идет.
Цепочка R7, VD2 не актуальна.
В схеме нет режима восстановления. Цитата: "...это инерционная нагрузка обратного тока электродвигателя..." просто жемчужина.
Интересно, нет фото платы в собранном виде...
Григорий Т. 25.02.2012 13:37 #
Сообщение от Владимир
Ограничение тока до 25А, по рейтингу R9, ничего не спасет .
Как вам поддельный триммер R8?
В плане слишком много ошибок, чтобы серьезно его обсуждать.
Дмитрий 26.02.2012 14:24 #
Да эта схема полное говно, я ее несколько месяцев назад собрал, просто зря отрастил плату, ничего хорошего в ней нет. Регуляторную часть собрал из блока питания на LM358 и КТ825 и доволен, обороты регулируются плавно, и на малых оборотах мощности хватает, недостаток в том, что надо отводить тепло от транзистора.
Юрий 21.03.2012 17:32 #
Я несколько дней бился над настройкой этого трека.Если двигатель запускается то скорость регулируется нормально, а вот запуск на малых оборотах проблема, не хватает напряжения, а если переменную выкрутить до упора то это уже не регулировка подачи проволоки, это реально просто хрень
В продажеW можно увидеть множество сварочных полуавтоматов отечественного и зарубежного производства, используемых при ремонте кузовов автомобилей. При желании можно сэкономить на расходах, установив в гараже сварочный полуавтомат.
Регулятор скорости подачи проволоки для полуавтоматической сварки
В комплект сварочного аппарата входит корпус, в нижней части которого установлен однофазный или трехфазный силовой трансформатор, вверху устройство для протяжки сварочной проволоки .
В состав устройства входит электродвигатель постоянного тока с редукторным механизмом, как правило, здесь используется электродвигатель с редуктором от стеклоочистителя УАЗ или Жигули.Омедненная стальная проволока из подающего барабана, проходя через вращающиеся ролики, поступает в проволокоподающий рукав, на выходе проволока соприкасается с заземленным изделием, образующаяся дуга сваривает металл. Для изоляции проволоки от кислорода воздуха сварка происходит в среде инертного газа. Установлен электромагнитный клапан включения газа. При использовании опытного образца заводского полуавтомата в них были выявлены некоторые недостатки, препятствовавшие качественной сварке.Это преждевременный выход из строя выходного транзистора схемы регулятора скорости двигателя, перегрузка выходного транзистора и отсутствие автоматического торможения двигателя по команде останова в бюджетной схеме. Сварочный ток при его отключении пропадает, а двигатель еще некоторое время продолжает подавать проволоку, что приводит к чрезмерному износу проволоки, риску получения травм и необходимости удаления излишков проволоки специальным инструментом.
В лаборатории "Автоматика и телемеханика" Иркутского областного ЦДТТ разработана более современная схема регулятора подачи проволоки, основное отличие от заводских - наличие цепи торможения и двойное питание транзисторного ключа в плане пускового тока с электронной защитой.
Схема драйвера механизма подачи проволоки включает усилитель тока на мощном полевом транзисторе. Система стабилизированного задания скорости позволяет поддерживать мощность в нагрузке вне зависимости от напряжения сети, защита от перегрузок снижает выгорание щеток двигателя при пуске или заклинивании механизма подачи проволоки и выходе из строя силового транзистора.
Тормозной контур почти сразу останавливает вращение двигателя.
Напряжение питания берется от питающего или отдельного трансформатора с потребляемой мощностью не менее максимальной мощности двигателя протяжки проволоки.
В схеме имеются светодиоды, которые сигнализируют о напряжении питания и работе электродвигателя.
Характеристики устройства:
90 150Шаг 1. Описание схемы контроллера сварочного полуавтомата
Принципиальная электрическая схема устройства представлена на рис.1. Напряжение с регулятора скорости двигателя R3 через ограничительный резистор R6 поступает на затвор мощного полевого транзистора VT1. Питание регулятора скорости осуществляется от аналогового стабилизатора DA1 через токоограничивающий резистор R2. Для устранения помех, ставших возможными при повороте ползунка резистора R3, в схему введен фильтрующий конденсатор С1.
Светодиод HL1 указывает на включенное состояние цепи регулятора подачи проволоки.
Резистор R3 задает скорость подачи сварочной проволоки в точку дуговой сварки.
Подстроечный резистор R5 позволяет подобрать оптимальный вариант регулирования оборотов двигателя в зависимости от его мощности модификации и напряжения источника питания.
Диод VD1 в цепи регулятора напряжения DA1 защищает систему от выхода из строя при переполюсовке питающего напряжения.
Полевой транзистор VT1 снабжен цепями защиты: в цепи истока установлен резистор R9, падение напряжения на котором используется для контроля напряжения на затворе транзистора с помощью компаратора DA2.При критическом токе в цепи истока напряжение через подстроечный резистор R8 поступает на управляющий электрод 1 компаратора DA2, анодно-катодная цепь микросхемы размыкается и снижает напряжение на затворе транзистора VT1, скорость двигателя M1 автоматически уменьшится.
Для устранения эффекта защиты от импульсных токов, возникающих при искровых щетках электродвигателя, в цепь введен конденсатор С2.
Электродвигатель подачи проволоки подключен к цепи срабатывания транзистора VT1 с цепями уменьшения искрения коллектора С3, С4, С5.Схема, состоящая из диода VD2 с нагрузочным резистором R7, исключает импульсы обратного тока двигателя.
Двухцветный светодиод HL2 позволяет контролировать состояние электродвигателя: зеленым свечением - вращение, красным свечением - торможение.
Цепь торможения выполнена на электромагнитном реле К1. Емкость фильтрующего конденсатора С6 выбрана малой - только для уменьшения вибрации якоря реле К1, большая величина вызовет инерционность при торможении электродвигателя.Резистор R9 ограничивает ток, протекающий через обмотку реле при повышении напряжения питания.
Принцип действия сил торможения, без использования обратного вращения, заключается в нагружении электродвигателя инерционным обратным током при вращении, при отключенном напряжении питания, на постоянном резисторе R11. Режим восстановления - возврат энергии в сеть позволяет остановить двигатель за короткое время. После полной остановки скорость и обратный ток будут установлены на ноль, это происходит практически сразу и зависит от номинала резистора R11 и конденсатора С5.Второе назначение конденсатора С5 - исключить перегорание контактов К1.1 реле К1. После подачи сетевого напряжения на цепь управления регулятора реле К1 замкнет цепь К1.1 питания электродвигателя, и возобновится протяжка сварочной проволоки.
Блок питания состоит из сетевого трансформатора Т1 на напряжение 12,15 В и ток 8,12 А, диодный мост VD4 подобран на удвоенный ток. При наличии на сварочном трансформаторе полуавтоматической вторичной обмотки правильного напряжения питание подается от него.
Шаг 2. Детали схемы регулятора сварочного полуавтомата
Схема регулятора подачи проволоки выполнена на плате из одностороннего стеклотекстолита размером 136*40мм (рис. 2), кроме трансформатор и двигатель, все детали установлены с рекомендациями по возможной замене. Полевой транзистор монтируется на теплоотвод размерами 100*50*20 мм.
Аналоговый полевой транзистор IRFP250 с током 20,30 А и напряжением выше 200 В.резисторы МЛТ 0,125; резисторы R9, R11, R12 - проволочные. Резисторы R3, R5 поставил типа СП-ЗБ. Тип реле К1 указан на схеме или №711.3747-02 на ток 70 А и напряжение 12 В, имеют одинаковые габариты и используются на автомобилях ВАЗ.
Компаратор DA2 со стабилизацией понижения скорости и транзисторной защитой можно убрать из схемы или заменить на стабилитрон КС156А. Диодный мост VD3 можно монтировать на российских диодах типа Д243-246, без подогревателей.
Компаратор DA2 имеет полный аналог зарубежного TL431CLP.
Клапан электромагнитный подачи инертного газа Эм.1 - штатный, на напряжение питания 12 В.
Этап 3. Наладка схемы регулятора сварочного полуавтомата
Наладка цепи регулятора подачи проволоки полуавтомата Сварочный автомат начинает работу с проверки питающего напряжения. Реле К1 должно срабатывать с характерным щелчком якоря в момент появления напряжения.
Увеличивая напряжение затвора полевого транзистора VT1 регулятором скорости R3, убедиться, что скорость начинает увеличиваться при минимальном положении ползунка резистора R3; если этого не произошло, отрегулируйте минимальную скорость резистором R5 - сначала установите двигатель резистора R3 в нижнее положение, при плавном увеличении номинала резистора R5 двигатель должен выйти на минимальную скорость.
Защита от перегрузки устанавливается резистором R8 при принудительном торможении двигателя. При закрытии полевого транзистора компаратором DA2 при перегрузке диод HL2 выключается. Резистор R12 при напряжении питания 12,13 В можно отключить от схемы.
Схема проверена на разных типах электродвигателей, одинаковой мощности, время торможения зависит в основном от веса якоря из-за инерции масс. Нагрев транзистора и диодного моста не превышает 60°С.
Печатная плата смонтирована внутри корпуса полуавтомата, на пульт управления выведена ручка управления частотой вращения двигателя - R3 с индикаторами: HL1 вкл и двухцветный HL2 индикатор работы двигателя. Питание на диодный мост подается от отдельной обмотки сварочного трансформатора на 12,16 В. Клапан подачи инертного газа можно подключить к конденсатору С6, он также будет включаться при подаче сетевого напряжения. Силовые сети и цепи электродвигателей следует снабжать кабелем с виниловой изоляцией сечением 2,5.4 мм2.
Цепь пуска сварочного полуавтомата
Характеристики сварочного полуавтомата:
90 150Подача проволоки в зону сварки в сварочном полуавтомате осуществляется с помощью механизма, состоящего из двух стальных валков, вращающихся в противоположных направлениях с помощью электродвигателя. Для снижения скорости электродвигатель снабжен редуктором. Из условий плавной регулировки скорости подачи проволоки дополнительно изменяется скорость вращения электродвигателя постоянного тока полупроводниковым регулятором скорости подачи проволоки сварочного полуавтомата.В зону сварки также подается инертный газ аргон для исключения влияния кислорода воздуха на процесс сварки. Сетевое питание сварочного полуавтомата производится от однофазной или трехфазной сети, в данной конструкции применен трехфазный трансформатор, в статье даны рекомендации по питанию от однофазной сети.
Трехфазное питание позволяет использовать обмоточный провод меньшего сечения, чем при использовании однофазного трансформатора. В процессе работы трансформатор меньше нагревается, пульсации напряжения на выходе выпрямительного моста уменьшаются, а линия электропередачи не перегружается.
Этап 1. Работа полуавтоматической схемы запуска сварки
Подключение силового трансформатора Т2 к сети коммутируется с помощью симисторных выключателей VS1. ВС3 (рис. 3). Выбор симисторов вместо механического пускателя исключает аварийные поломки и устраняет «хлопки» магнитной системы.
Выключатель SA1 позволяет отключить сварочный трансформатор от сети во время проведения работ по техническому обслуживанию.
Использование симисторов без ТЭНов приводит к их перегреву и самопроизвольному включению сварочного полуавтомата, поэтому симисторы необходимо оборудовать бюджетными ТЭНами 50*50 мм.
Сварочный полуавтомат рекомендуется оснащать вентилятором на 220 В, подключение его параллельно сетевой обмотке трансформатора Т1.
Трансформатор трехфазный Т2 можно использовать готовый, мощностью 2,2,5кВт, а можно купить три трансформатора 220*36В 600ВА, используются для освещения подвалов и металлорежущих станков, соединить их по схеме звезда- звездная схема.При изготовлении самодельного трансформатора первичные обмотки должны быть 240 витков провода ПЭВ диаметром 1,5. 1,8 мм, с тремя наконечниками через 20 витков от конца обмотки. Вторичные обмотки намотаны медным или алюминиевым стержнем сечением 8,10 мм2, количество провода ПВЗ 30 витков.
Отводы на первичной обмотке позволяют регулировать сварочный ток в зависимости от напряжения сети от 160 до 230 В.
Использование в схеме однофазного сварочного трансформатора позволяет использовать внутреннюю электрическую сеть, используемую для питания бытовых электропечи с установленной мощностью до 4,5 кВт - провод, подходящий к розетке, выдерживает ток до 25 А, есть заземление.Сечение первичной и вторичной обмоток однофазного сварочного трансформатора по сравнению с трехфазным вариантом должно быть увеличено в 2,2,5 раза. Требуется отдельный заземляющий провод.
Дополнительное регулирование сварочного тока осуществляется изменением угла задержки срабатывания симистора. Использование сварочного полуавтомата в гаражах и на дачных участках не требует специальных сетевых фильтров для снижения импульсных помех. При использовании сварочного полуавтомата в бытовых условиях он должен быть оборудован внешним помехоподавляющим фильтром.
Плавное регулирование сварочного тока осуществляется с помощью электронного блока на кремниевом транзисторе VT1 при нажатой кнопке SA2 «Пуск» - подстройкой резистора R5 «Ток».
Сварочный трансформатор Т2 подключается к сети нажатием кнопки SA2 «Пуск» на проводе, подающем сварочную проволоку. Электронная схема через оптопары размыкает силовые симисторы, и сетевое напряжение подается на сетевые обмотки сварочного трансформатора.После появления напряжения на сварочном трансформаторе включается отдельный механизм подачи проволоки, открывается клапан подачи инертного газа, и когда выходящая из шланга проволока касается заготовки, электрическая дуга начинает процесс сварки.
Трансформатор Т1 используется для питания электрической цепи пуска сварочного трансформатора.
При подаче сетевого напряжения на аноды симистора трехфазным автоматом SA1 к линии подключается трансформатор Т1 для питания электронной схемы запуска, симисторы в это время замкнуты.Напряжение вторичной обмотки трансформатора Т1, выпрямленное диодным мостом VD1, стабилизируется аналоговым стабилизатором DA1 для устойчивой работы схемы управления.
Конденсаторы С2, С3 сглаживают пульсации выпрямленного напряжения питания в пусковой цепи. Включение симисторов осуществляется ключевым транзистором VT1 и симисторными оптронами U1.1. У1.3.
Транзистор открывается при положительной полярности напряжения от аналогового стабилизатора DA1 через кнопку «Пуск».Использование кнопки пониженного напряжения снижает вероятность поражения оператора высоким напряжением при нарушении изоляции проводов. Регулятор тока R5 регулирует сварочный ток в диапазоне 20 В. Резистор R6 не позволяет снизить напряжение на сетевых обмотках сварочного трансформатора более чем на 20 В, уровень помех в сети резко возрастает из-за к искажению синусоиды напряжения симисторами.
Симисторные оптопары У1.1. У1.3 выполняют гальваническую развязку сети от электронной схемы управления, позволяют простым способом регулировать угол раскрытия симистора: чем больше ток в цепи светодиода оптопары, тем меньше угол отсечки и больше сварка ток цепи.
Напряжение на управляющие электроды симисторов подается от анодной цепи через симистор оптопары, ограничительный резистор и диодный мост, синхронно с фазным напряжением сети. Резисторы в цепях светодиодов с оптопарой защищают их от перегрузки по максимальному току. Измерения показали, что при пуске максимальный сварочный ток падение напряжения на симисторах не превышало 2,5 В.
При большом разбросе крутизны переключения симисторов целесообразно шунтировать их цепь управления на катод через сопротивление 3,5 кОм.
На один из сердечников питающего трансформатора намотана дополнительная обмотка для питания механизма подачи проволоки напряжением 12 В переменного тока, напряжение на которое необходимо подать при включении сварочного трансформатора.
Вторичка сварочного трансформатора подключается к трехфазному выпрямителю постоянного тока на диодах VD3. ВД8. Установка мощных радиаторов не требуется. Схемы соединения диодного моста с конденсатором С5 следует выполнить из медной шины сечением 7*3 мм.Дроссель L1 изготавливается из железа от силового трансформатора ламповых телевизоров типа ТС-270, обмотки снимаются заранее и на их место наматывается обмотка сечением не менее 2-х вторичных до полного заполнения . Между половинками дроссельного трансформаторного железа положите прокладку из электрокартона.
Шаг 2. Установка схемы запуска полуавтоматической сварки
Схема запуска (рис. 3) монтируется на печатной плате (рис.4) 156*55мм, кроме: ВД3. VD8, T2, C5, SA1, R5, SA2 и L1. Эти элементы крепятся на корпусе сварочного полуавтомата. В схему не включены элементы индикации, они включены в механизм подачи проволоки: индикатор включения и индикатор подачи проволоки.
Цепи питания выполнены изолированным кабелем сечением 4,6 мм2, сварочные цепи выполнены медной или алюминиевой шиной, остальные - кабелем с виниловой изоляцией диаметром 2 мм.
Полярность подключения горелки следует выбирать исходя из условий сварки или наплавки при работе с металлом толщиной 0,3.0,8 мм.
Шаг 3. Наладка пусковой схемы сварочного полуавтомата
Наладка пусковой схемы сварочного полуавтомата начинается с проверки напряжения 5,5 В. После нажатия кнопки «Пуск» на С5 конденсатор, напряжение холостого хода должно превышать 50 В постоянного тока, под нагрузкой - не менее 34 В.
На катодах симисторов относительно нуля сети напряжение не должно отличаться более чем на 2,5 В от напряжения на анод, в противном случае необходимо заменить симистор или оптопару цепи управления.
Если напряжение сети низкое, переключите трансформатор на отводы низкого напряжения.
При установке соблюдать меры предосторожности.
Скачать печатные платы:
Источник: Радиоаматор 7" 2008
Пилот (вчера, 01:32) написал:
двигатель с постоянными магнитами следует предпочесть т.к. у него четкая зависимость электромагнитного поля от скорости вращения ротора .
Я бы даже сказал не только четкий, но и линейный.
Если вращать двигатель чем-то посторонним, например генератором, на выходах появится некоторое напряжение. Если мы подадим на этот двигатель такое же напряжение, он будет вращаться примерно с той же скоростью, с которой мы его вращали. При вращении двигателя противоЭДС, присутствующая в якоре, направлена против напряжения питания и компенсируется.
В реальном двигателе при нагрузке на вал скорость снижается из-за падения напряжения на омическом сопротивлении обмотки, это сопротивление так или иначе включено последовательно между источником питания и идеальным двигателем.Кстати, если питать ДКП на постоянных магнитах от источника питания, то получаем стабильный крутящий момент на валу, что тоже может пригодиться. Да, это сопротивление обмотки того же моторчика дворников, очень маленькое и намного меньше выходного сопротивления первоисточника. При хорошем стабилизаторе напряжения их можно не ставить. Можно сделать источник с отрицательным выходным сопротивлением равным сопротивлению обмоток, это делается, например, в кассетных магнитофонах, стабильность будет лучше, но для нашей задачи это ИМХО, лишнее.Что касается обратной связи с тахогенератором, то эта задача не так проста, как кажется на первый взгляд.
Блин какой поток сознания получился, простите.
А схема в теме не вызывает у меня доверия.
# 17 Пилот
Стабилизация подачи проволоки - схема
Практика хороша, но без теории бесполезна.Попробую объяснить упрощенно, почему двигатель снижает обороты при увеличении нагрузки на вал? Согласно законам физики, для того, чтобы двигатель выдавал определенную мощность, он должен получать такую же мощность от источника питания с учетом КПД двигателя. Так как нагрузка на двигатель непостоянна во времени (изгибы шлангов, залипание проводов и т.п.), можно сделать вывод, что напряжение питания должно меняться пропорционально, в зависимости от нагрузки и стабильных оборотов ротора.Стабилизированный источник напряжения не удовлетворяет этим условиям. Основываясь на вышеизложенном, я разработал ШИМ-стабилизатор скорости двигателя с жесткой обратной связью, отвечающий всем этим требованиям. Схема довольно проста, хотя и немного сложна в настройке. Подробности можно узнать здесь http://www.chipmaker. __1 #пост 709 142
90 325 #18 90 326 90 151 90 152 90 151 Члены 90 152Стабилизация подачи проволоки - схема
Пилот (сегодня, 14:42) писал(а):
отсюда можно сделать вывод, что напряжение питания должно меняться пропорционально в зависимости от нагрузки
Я бы не стал делать такой вывод.
Ток, потребляемый двигателем, изменяется в зависимости от нагрузки. Таким образом, меняется потребление энергии. Даже если мы сделаем полную обратную связь с тахометра, то удивимся, что во всем диапазоне нагрузок, при постоянной скорости, напряжение на двигателе будет меняться очень мало.
Не буду перебирать вашу схему, чтобы не создавать флуд и флейм.
Некоторые считают, что не стоит покупать дорогие сварочные аппараты, если их можно собрать самостоятельно. При этом такие установки могут работать не хуже заводских и иметь достаточно хорошие качественные показатели.Кроме того, в случае выхода из строя такого узла есть возможность самостоятельно и быстро устранить поломку. Но чтобы собрать такое устройство, нужно внимательно изучить основные принципы работы и узлы полусварочного аппарата.
Полуавтоматический сварочный аппарат.
трансформатор для полусварщика,
В первую очередь необходимо определиться с типом сварочного полуавтомата и его мощностью. Мощность полуавтомата будет определяться работой трансформатора.Если в сварочном аппарате используются нити диаметром 0,8 мм, то ток, протекающий в них, может составлять 160 ампер. Проведя некоторые расчеты, решаем сделать трансформатор мощностью 3000 Вт. После выбора мощности трансформатора следует выбрать его тип. Лучше всего для такого аппарата подойдет трансформатор с тороидальным сердечником, на который будут намотаны обмотки.
Если использовать самый популярный Ш-образный сердечник, то полуавтомат станет намного тяжелее, что будет недостатком для всего сварочного аппарата, который придется постоянно перемещать на различные объекты.Чтобы сделать трансформатор на 3 киловатта, нужно намотать обмотку на кольцевой магнитопровод. Сначала намотайте первичную обмотку, которая начинается от 160 В с шагом 10 В и заканчивается 240 В. При этом сечение провода должно быть не менее 5 квадратных метров. мм.
После выполнения первичной обмотки на нее необходимо намотать вторую обмотку, но на этот раз необходимо использовать провод сечением 20 мм2. Величина напряжения на этой обмотке будет равна 20 В.Благодаря этому созданию можно обеспечить 6 ступеней регулирования тока, один режим штатной работы трансформатора и два вида пассивной работы трансформатора.
Регулировка полусварщика
Полуавтомат сварочный с тиристорным управлением.
На сегодняшний день существует 2 вида регулирования тока трансформатора: на первичной и вторичной обмотках. Первый – регулирование тока на первичной обмотке, осуществляемое тиристорной схемой, часто имеющей много недостатков.Одним из них является периодическое увеличение пульсации сварочного аппарата и фазовый переход такой цепи от тиристора к первичной обмотке. Регулирование тока через вторичную обмотку также имеет ряд недостатков при использовании тиристорной схемы.
Для их устранения придется использовать компенсирующие материалы, что значительно удорожит сборку, а также значительно утяжелит устройство. Проанализировав все эти факторы, можно сделать вывод, что регулирование тока должно осуществляться по первичной обмотке, а выбор используемой схемы остается на усмотрение разработчика.Для обеспечения нужной регулировки на вторичной обмотке установите сглаживающий дроссель, который будет подключен к конденсатору на 50 мФ. Эту настройку следует производить вне зависимости от используемой схемы, что обеспечит эффективную и безотказную работу сварочного аппарата.
Регулировка подачи проволоки
Схема трансформатора с первичной и вторичной обмотками.
Как и для многих других сварочных аппаратов, лучше всего использовать широтно-импульсную модуляцию с обратной связью.Что дает ШИМ? Этот тип модуляции нормализует скорость провода, которая будет регулироваться и устанавливаться в соответствии с трением, создаваемым проводом, и посадкой устройства. В этом случае есть выбор между питанием ШИМ-драйвера, которое можно сделать отдельной обмоткой или питанием от отдельного трансформатора.
При последнем варианте схема получится дороже, но эта разница в стоимости будет незначительной, но при этом устройство наберет вес, что является существенным недостатком.Поэтому лучше всего использовать первый вариант. Но если сваривать надо очень осторожно, малым током, то, как следствие, напряжение и ток, протекающие по проволоке, будут столь же малы. В случае большого значения тока обмотка должна генерировать соответствующее значение напряжения и передавать его нашему регулятору.
Благодаря этому дополнительная обмотка может полностью удовлетворить потребности потенциального пользователя при максимальном значении тока. Изучив эту теорию, можно сделать вывод, что установка дополнительного трансформатора стоит денег, а нужный режим всегда можно задействовать дополнительной обмоткой.
Расчет диаметра ведущего колеса механизма подачи проволоки
Схема расчета сварочного трансформатора.
На практике установлено, что скорость разматывания сварочной проволоки может составлять от 70 сантиметров до 11 метров в минуту при диаметре проволоки 0,8 мм. Нам не известны субвеличина и скорость вращения детали, поэтому расчет следует производить по имеющимся данным о скорости размотки. Для этого лучше всего провести небольшой эксперимент, после которого вы сможете определить нужное количество оборотов.Включите оборудование на полную мощность и посчитайте, сколько оборотов оно делает в минуту.
Чтобы точно поймать поворот, прикрепите спичку или ленту к якорю, чтобы знать, где заканчивается и начинается колесо. Произведя расчеты, можно найти радиус по известной еще со школы формуле: 2пиР = L, где L - длина окружности, то есть, если прибор делает 10 оборотов, нужно 11 метров разделить на 10, а размотка 1,1 метра. Это будет продолжительность вашего отдыха. R — радиус анкера, который необходимо рассчитать.Число «пи» должно быть известно еще со школы, его значение равно 3,14. Возьмем пример. Если считать 200 оборотов, то при расчете определяем число L = 5,5 см. Затем вычисляем R=5,5/3,14*2=0,87 см, значит искомый радиус будет 0,87 см.
Функциональность полусварщика
Характеристики сварочных трансформаторов.
Лучше всего это делать с минимальным набором функций, таких как:
- Начальная подача углекислого газа в трубку, которая сначала наполнит трубку газом, а затем создаст искру.
- После нажатия кнопки подождите примерно 2 секунды, после чего механизм подачи проволоки запустится автоматически.
- Одновременное отключение питания с подачей проволоки после отпускания кнопки управления.
- После всего проделанного выше необходимо прекратить подачу газа с задержкой 2 секунды. Это делается для того, чтобы предотвратить окисление металла после охлаждения.
Редуктор стеклоочистителя от многих отечественных автомобилей можно использовать для сборки двигателя механизма подачи сварочной проволоки.При этом не забывайте, что минимальное количество проволоки, которое необходимо размотать за минуту, составляет 70 сантиметров, а максимальное – 11 метров. Эти значения необходимо соблюдать при выборе якоря обмотки провода.
Клапан подачи газа лучше всего подобрать из числа механизмов подачи воды все тех же отечественных автомобилей. Но очень важно, чтобы этот клапан через некоторое время не протекал, что очень опасно. Если правильно и правильно все подобрать, устройство в нормальной эксплуатации может прослужить около 3 лет, при этом его не нужно будет много раз ремонтировать, так как оно достаточно надежное.
Сварочный полуавтомат: схема
Схема полуавтомата содержит все функциональные точки и делает полуавтомат очень удобным в использовании. Для установки ручного режима реле переключения SB1 должно быть замкнуто. После нажатия на кнопку управления SA1 включить переключатель К2, который с помощью своих соединений К2.1 и К2.3 включит первый и третий ключ.
Затем первый ключ активирует подачу углекислого газа, при этом ключ К1.2 начинает включать цепи питания полуавтомата, а К1.3 полностью отключает моторный тормоз. При этом в ходе этого процесса реле К3 начинает взаимодействовать со своими контактами К3.1, которое своим срабатыванием отключает цепь питания двигателя, а К3.2 отключает К5. К5 в разомкнутом состоянии обеспечивает двухсекундную задержку включения прибора, которую необходимо подобрать с помощью резистора R2. Все эти действия происходят при выключенном двигателе и подаче в трубку только газа. Ведь второй конденсатор импульсом отключает второй ключ, который служит для задержки подачи сварочного тока.Затем начинается сам процесс сварки. обратный процесс после отпускания SB1 аналогичен первому, при этом обеспечивается 2-секундная задержка на отключение подачи газа к сварочному полуавтомату.
Обеспечение режима автоматической полуавтоматической сварки
Принципиальная схема сварочного инверторного устройства.
Для начала нужно понять назначение автоматического режима. Например, необходимо сварить прямоугольный слой металлического сплава, причем работа должна быть идеально ровной и симметричной.При использовании ручного режима на доске будет шов разной толщины по краю. Это создаст дополнительные трудности, так как необходимо будет подгонять его под нужный размер.
При использовании автоматического режима возможности немного расширятся. Для этого нужно установить время и интенсивность сварки, а затем попробовать сварку на ненужной заготовке. После проверки можно убедиться, что шов подходит для сварки конструкции. Затем снова включаем нужный режим и начинаем приваривать пластину.
При включенном автоматическом режиме используйте ту же кнопку SA1, которая будет выполнять все процессы, подобные ручной сварке, с той лишь разницей, что для ее запуска не нужно будет удерживать эту кнопку, а все включения будут обеспечиваться цепь C1R1. Для полного функционирования этого режима потребуется от 1 до 10 секунд. Работа этого режима очень проста, для этого нужно нажать кнопку управления, после чего начнется сварка.
По истечении времени, установленного резистором R1, сварщик сам выключит пламя.
Некоторые считают, что не стоит покупать дорогие сварочные аппараты, если их можно собрать самостоятельно. При этом такие установки могут работать не хуже заводских и иметь достаточно хорошие качественные показатели. Кроме того, в случае выхода из строя такого узла есть возможность самостоятельно и быстро устранить поломку. Но чтобы собрать такое устройство, нужно внимательно изучить основные принципы работы и узлы полусварочного аппарата.
Полутрансформатор сварочного аппарата,
В первую очередь необходимо определиться с типом сварочного полуавтомата и его мощностью.Мощность полуавтомата будет определяться работой трансформатора. Если в сварочном аппарате используются нити диаметром 0,8 мм, то ток, протекающий в них, может составлять 160 ампер. Проведя некоторые расчеты, решаем сделать трансформатор мощностью 3000 Вт. После выбора мощности трансформатора следует выбрать его тип. Лучше всего для такого аппарата подойдет трансформатор с тороидальным сердечником, на который будут намотаны обмотки.
Если использовать самый популярный Ш-образный сердечник, то полуавтомат станет намного тяжелее, что будет минусом для всего сварочного аппарата, который придется постоянно переносить на различные объекты.Чтобы сделать трансформатор на 3 киловатта, нужно намотать обмотку на кольцевой магнитопровод. Сначала намотайте первичную обмотку, которая начинается от 160 В с шагом 10 В и заканчивается 240 В. При этом сечение провода должно быть не менее 5 квадратных метров. мм.
После завершения первичной обмотки на нее необходимо намотать вторую обмотку, но на этот раз необходимо использовать провод сечением 20 мм2. Напряжение на этой обмотке по показаниям будет 20В.С помощью этой структуры можно обеспечить 6 ступеней регулирования тока, один стандартный режим работы трансформатора и два вида пассивной работы трансформатора.
Регулировка полусварщика
На сегодняшний день существует 2 вида регулирования тока трансформатора: на первичной и вторичной обмотках. Первый – регулирование тока на первичной обмотке, осуществляемое тиристорной схемой, часто имеющей много недостатков. Одним из них является периодическое увеличение пульсации сварочного аппарата и фазовый переход такой цепи от тиристора к первичной обмотке.Регулирование тока через вторичную обмотку также имеет ряд недостатков при использовании тиристорной схемы.
Для их устранения придется использовать компенсирующие материалы, что значительно удорожит сборку, к тому же устройство станет намного тяжелее. Проанализировав все эти факторы, можно сделать вывод, что регулирование тока должно осуществляться по первичной обмотке, а выбор используемой схемы остается на усмотрение разработчика. Для обеспечения нужной регулировки на вторичной обмотке установите сглаживающий дроссель, который будет подключен к конденсатору на 50 мФ.Эту настройку следует производить вне зависимости от используемой схемы, что обеспечит эффективную и безотказную работу сварочного аппарата.
Регулировка подачи проволоки
Как и для многих других сварочных аппаратов, лучше всего использовать широтно-импульсную модуляцию с обратной связью. Что дает ШИМ? Этот тип модуляции нормализует скорость провода, которая будет регулироваться и устанавливаться в соответствии с трением, создаваемым проводом, и приземлением камеры.В этом случае есть выбор между питанием ШИМ-драйвера, которое можно сделать отдельной обмоткой или питанием от отдельного трансформатора.
При последнем варианте схема получится дороже, но эта разница в стоимости будет незначительна, но при этом прибор прибавит в весе, что является существенным недостатком. Поэтому лучше всего использовать первый вариант. Но если сваривать надо очень осторожно, малым током, то, как следствие, напряжение и ток, протекающие по проволоке, будут столь же малы.В случае большого значения тока обмотка должна генерировать соответствующее значение напряжения и передавать его нашему регулятору.
Благодаря этому дополнительная обмотка может полностью удовлетворить потребности потенциального пользователя в максимальном значении тока. Изучив эту теорию, можно сделать вывод, что установка дополнительного трансформатора — это дополнительные затраты, а нужный режим всегда можно поддержать дополнительной обмоткой.
Расчет диаметра механизма подачи проволоки
На практике установлено, что скорость разматывания сварочной проволоки может составлять от 70 сантиметров до 11 метров в минуту при диаметре проволоки 0,8 мм.Нам не известны субвеличина и скорость вращения детали, поэтому расчет следует производить по имеющимся данным о скорости размотки. Для этого лучше всего провести небольшой эксперимент, после которого вы сможете определить необходимое количество оборотов. Включите оборудование на полную мощность и посчитайте, сколько оборотов оно делает в минуту.
Чтобы точно поймать поворот, прикрепите к якорю спичку или ленту, чтобы знать, где заканчивается и начинается колесо. Произведя расчеты, можно найти радиус по известной еще со школы формуле: 2пиР = L, где L - длина окружности, то есть, если прибор делает 10 оборотов, нужно 11 метров разделить на 10, а размотка 1,1 метра.Это будет продолжительность вашего отдыха. R — радиус анкера, который необходимо рассчитать. Число «пи» должно быть известно еще со школы, его значение равно 3,14. Возьмем пример. Если считать 200 оборотов, то при расчете определяем число L = 5,5 см. Затем вычисляем R=5,5/3,14*2=0,87 см, значит искомый радиус будет 0,87 см.
функция полусварки
Лучше всего это делать с минимальным набором функций, например:
- Первоначальный приток углекислого газа в трубку, который сначала заполнит трубку газом, а затем создаст искру.
- После нажатия кнопки подождите примерно 2 секунды, после чего механизм подачи проволоки запустится автоматически.
- Одновременное отключение питания с подачей проволоки после отпускания кнопки управления.
- После всего проделанного выше необходимо прекратить подачу газа с задержкой 2 секунды. Это делается для того, чтобы предотвратить окисление металла после охлаждения.
Редуктор стеклоочистителя от многих отечественных автомобилей можно использовать для сборки двигателя механизма подачи сварочной проволоки.При этом не забывайте, что минимальное количество проволоки, которое нужно вытянуть за минуту, составляет 70 сантиметров, а максимальное – 11 метров. Эти значения необходимо соблюдать при выборе якоря обмотки провода.
Клапан подачи газа лучше всего подобрать из механизмов подачи воды все тех же отечественных автомобилей. Но очень важно, чтобы этот клапан через некоторое время не протекал, что очень опасно. Если правильно и правильно все подобрать, устройство в нормальной эксплуатации может прослужить около 3 лет, при этом его не нужно будет много раз ремонтировать, так как оно достаточно надежное.
Сварочный полуавтомат: схема
На схеме полуавтомата указаны все функциональные точки, что делает полуавтомат очень удобным в использовании. Для установки ручного режима реле переключения SB1 должно быть замкнуто. После нажатия на кнопку управления SA1 включить переключатель К2, который с помощью своих соединений К2.1 и К2.3 включит первый и третий ключ.
Затем первый ключ активирует подачу углекислого газа, при этом ключ К1.2 начинает включать цепи питания полуавтомата, а К1.3 полностью отключает моторный тормоз. При этом в ходе этого процесса реле К3 начинает взаимодействовать со своими контактами К3.1, которое своим срабатыванием отключает цепь питания двигателя, а К3.2 отключает К5. К5 в разомкнутом состоянии обеспечивает двухсекундную задержку включения прибора, которую необходимо подобрать с помощью резистора R2. Все эти действия происходят при выключенном двигателе и подаче в трубку только газа. Ведь второй конденсатор импульсом отключает второй ключ, который служит для задержки подачи сварочного тока.Затем начинается сам процесс сварки. Обратный процесс при отпускании SB1 аналогичен первому, с 2-секундной задержкой отключения подачи газа на сварочный полуавтомат.
Обеспечение режима автоматической полуавтоматической сварки
Сначала нужно понять назначение автоматического режима. Например, необходимо сварить прямоугольный слой металлического сплава, причем работа должна быть идеально ровной и симметричной. При использовании ручного режима на доске будет шов разной толщины по краю.Это создаст дополнительные трудности, так как необходимо будет подгонять его под нужный размер.
Если использовать автоматический режим, возможности немного увеличатся. Для этого нужно установить время и интенсивность сварки, а затем попробовать сварку на ненужной заготовке. После проверки можно убедиться, что шов подходит для сварки конструкции. Затем снова включаем нужный режим и начинаем приваривать пластину.
При включенном автоматическом режиме используйте ту же кнопку SA1, которая будет выполнять все процессы, как и ручная сварка, с той лишь разницей, что для ее запуска не нужно будет удерживать эту кнопку, а все включения будут обеспечиваться цепь C1R1.Для полного функционирования этого режима потребуется от 1 до 10 секунд. Работа этого режима очень проста, для этого нужно нажать кнопку управления, после чего начнется сварка.
По истечении времени, установленного резистором R1, сварочный аппарат сам выключит пламя.
некоторые тоже часто выходят из строя.
Выход из строя данного устройства приводит к значительным сбоям в работе полуавтомата, потерям рабочего времени и проблемам с заменой сварочной проволоки. Провод на выходе из наконечника слипся, снимите наконечник и зачистите контактную часть провода.Неисправность наблюдается при любом диаметре используемой сварочной проволоки. Или высокие подачи могут возникать, когда проволока выходит большими рывками при нажатии кнопки питания.
Неисправности часто возникают из-за механической части самого регулятора подачи проволоки. Схематически механизм состоит из прижимного ролика с регулируемой степенью натяжения проволоки, подающего ролика с двумя канавками для проволоки 0,8 и 1,0 мм. За редуктором установлен электромагнитный клапан, отвечающий за отключение подачи газа с задержкой в 2 секунды.
Сам контроллер подачи очень громоздкий и часто просто крепится к передней панели полуавтомата 3-4 винтами, по сути висит в воздухе. Это приводит к перекосам всей конструкции и частым поломкам. На самом деле "лечить" этот дефект достаточно просто, установив под регулятор подачи проволоки какую-нибудь стойку и тем самым зафиксировав его в рабочем положении.
В полуавтоматах заводского изготовления в большинстве случаев (независимо от производителя) подача углекислого газа к электромагнитному клапану осуществляется с помощью сомнительного тонкого шланга в виде кембрика, который просто "закапывает" холодный газ и потом лопается.Он также прекращает работу и требует ремонта. Мастера, исходя из своего опыта, рекомендуют заменить эту подводящую магистраль автомобильным шлангом, используемым для подачи тормозной жидкости из бачка в главный тормозной цилиндр. Шланг отлично выдерживает давление и прослужит вечно.
Промышленность выпускает полуавтоматы со сварочным током около 160 А. Этого достаточно при работе с автомобильным утюгом, который довольно тонкий - 0,8-1,0 мм.Если, например, необходимо сваривать элементы из стали 4 мм, то этого тока недостаточно и провар деталей неполный. Многие мастера для этих целей приобретают инвертор, который вместе с полуавтоматом может выдавать до 180 А, что вполне достаточно для гарантированной сварки деталей.
Многие пытаются своими руками, путем экспериментов, устранить эти недостатки и стабилизировать работу полуавтомата. Было предложено довольно много схем и возможных улучшений механической части.
Одно из таких предложений. Этот доработанный и испытанный в эксплуатации регулятор скорости подачи проволоки полуавтоматической схемы сварки предлагается на интегральном стабилизаторе 142ЕН8Б. Благодаря предложенной схеме работы регулятора подачи проволоки он задерживает подачу на 1-2 секунды после срабатывания газового клапана и тормозит ее максимально быстро после отпускания кнопки включения.
Минус системы - приличная мощность, рассеиваемая транзистором, нагревающим кулер до 70 градусов при работе.Но все это плюс надежная работа как самого регулятора скорости подачи проволоки, так и всего полуавтомата в целом.
Статья подскажет, как сделать сварочный полуавтомат своими руками? Самое главное для этого — энтузиазм. Ознакомившись с теоретической информацией, можно приступать к сборке. Для начала хотелось бы пояснить, чем отличается сварочный полуавтомат от аппарата, работающего электродами.
При ручной сварке ток нагрузки должен быть постоянным, а в автоматическом режиме важнее всего стабильность напряжения.Это если в условиях. Изготовим универсальный аппарат, т.е. автоматический с дуговой сваркой (MAG/MMA).
Механизм подачи
Начните с устройства подачи проволоки и устройства для протяжки проволоки. Для сборки механической части вам понадобится пара подшипников (размер 6202), электродвигатель от автомобильных дворников (чем меньше двигатель, тем лучше).
При выборе двигателя убедитесь, что он вращается в одном направлении, а не из стороны в сторону.Кроме того, придется где-то подтачивать или находить валик, диаметр которого 25 мм. Этот ролик находится над резьбой на валу двигателя. Каждую нестандартную деталь приходится делать вручную, благо ничего сложного в этом нет.
Конструкция механизма подачи состоит из двух пластин, на которых установлены подшипники, и ролика на валу двигателя, расположенного посередине. Пластины прижимаются, а подшипники прижимаются к ролику с помощью пружины. От одного подшипника к ролику проволока протягивается через «направляющие» с обеих сторон роликов.
Установка поверх текстолитовой плиты толщиной 5 мм. Это делается для того, чтобы проволока выходила там, где будет стык, к которому присоединяется сварочная втулка, закрепленная в передней части кузова. Также устанавливаем на текстолит катушку, на которую наматывается проволока. Обрабатываем вал под катушку, которая устанавливается под углом 90° к пластине, имеющей на кромке резьбу для фиксации последней.
Конструкция полуавтоматического эталонного прибора своими руками проста и надежна, примерно такая же используется в промышленном оборудовании.Детали в механизме подачи адаптированы под обычную катушку, однако сварка будет происходить без газа, благо сварочная проволока продается везде.
То, что должно было произойти, показано вверху статьи. Усиление корпуса компьютера осуществляется с помощью двух уголков по бокам, в которые предполагается установить электронную часть устройства. На задней части корпуса находится блок питания и устройство, регулирующее частоту вращения электродвигателя.
Схема полуавтоматической подачи проволоки
Для этого подходит трансформатор. Это самый простой и надежный способ питания электродвигателя. очень оптимальная схема регулятора подачи - тиристорная. Ниже приведена схема подключения, управляющая двигателем подачи.
Плата фидера
В этой схеме нет сглаживающего конденсатора, поэтому тиристор управляется. Диодный мост может быть любым, главное, чтобы ток превышал 10А.В качестве тиристора используем БТБ16 с плоским корпусом, его можно заменить на КУ202 (буква любая). Трансформатор, содержащий самосборный сварочный полуавтомат, должен иметь мощность более 100Вт.
Другая версия регулятора скорости подачи проволоки
видимость 891 просмотров
В продаже можно увидеть множество сварочных полуавтоматов отечественного и зарубежного производства, используемых при ремонте кузовов автомобилей. При желании можно сэкономить на расходах, установив в гараже сварочный полуавтомат.
Регулятор скорости подачи проволоки для полуавтоматической сварки
В комплект сварочного аппарата входит корпус, в нижней части которого установлен однофазный или трехфазный силовой трансформатор, вверху расположено устройство для протяжки сварочной проволоки.
В состав устройства входит электродвигатель постоянного тока с редукторным механизмом, как правило, здесь используется электродвигатель с редуктором от стеклоочистителя УАЗ или Жигули.Омедненная стальная проволока из подающего барабана, проходя через вращающиеся ролики, поступает в проволокоподающий рукав, на выходе проволока соприкасается с заземленным изделием, образующаяся дуга сваривает металл. Для изоляции проволоки от кислорода воздуха сварка происходит в среде инертного газа. Установлен электромагнитный клапан включения газа. При использовании опытного образца заводского полуавтомата в них были выявлены некоторые недостатки, препятствовавшие качественной сварке.Это преждевременный выход из строя выходного транзистора схемы регулятора скорости двигателя, перегрузка выходного транзистора и отсутствие автоматического торможения двигателя по команде останова в бюджетной схеме. Сварочный ток при его отключении пропадает, а двигатель еще некоторое время продолжает подавать проволоку, что приводит к чрезмерному износу проволоки, риску получения травм и необходимости удаления излишков проволоки специальным инструментом.
В лаборатории "Автоматика и телемеханика" Иркутского областного ЦДТТ разработана более современная схема регулятора подачи проволоки, основное отличие от заводских - наличие схемы торможения и двойного питания транзисторного ключа в плане пусковой ток с электронной защитой.
Схема драйвера механизма подачи проволоки включает усилитель тока на мощном полевом транзисторе. Система стабилизированного задания скорости позволяет поддерживать мощность в нагрузке вне зависимости от напряжения сети, защита от перегрузок снижает выгорание щеток двигателя при пуске или заклинивании механизма подачи проволоки и выходе из строя силового транзистора.
Тормозной контур позволяет двигателю практически мгновенно останавливаться.
Напряжение питания берется от сетевого трансформатора или отдельного трансформатора с потребляемой мощностью не менее максимальной мощности электродвигателя протяжки.
В схеме есть светодиоды, которые сигнализируют о напряжении питания и работе электродвигателя.
Характеристики устройства:
Шаг 1. Описание схемы контроллера сварочного полуавтомата
Принципиальная электрическая схема устройства представлена на рис.1. Напряжение с регулятора скорости двигателя R3 через ограничительный резистор R6 поступает на затвор мощного полевого транзистора VT1. Питание регулятора скорости осуществляется от аналогового стабилизатора DA1 через токоограничивающий резистор R2. Для устранения помех, ставших возможными при повороте ползунка резистора R3, в схему введен фильтрующий конденсатор С1.
Светодиод HL1 указывает на включенное состояние цепи регулятора подачи проволоки.
Резистор R3 задает скорость подачи сварочной проволоки к точке дуговой сварки.
Подстроечный резистор R5 позволяет выбрать оптимальный вариант управления частотой вращения двигателя в зависимости от модификации его мощности и напряжения питания.
Диод VD1 в цепи регулятора напряжения DA1 защищает систему от выхода из строя при переполюсовке питающего напряжения.
Полевой транзистор VT1 снабжен цепями защиты: в цепи истока установлен резистор R9, падение напряжения на котором используется для контроля напряжения на затворе транзистора с помощью компаратора DA2.При критическом токе в цепи истока напряжение через подстроечный резистор R8 поступает на управляющий электрод 1 компаратора DA2, анодно-катодная цепь микросхемы размыкается и снижает напряжение на затворе транзистора VT1, скорость двигателя M1 автоматически уменьшится.
Для устранения эффекта защиты от импульсных токов, возникающих при щетках искры электродвигателя, в цепь введен конденсатор С2.
Электродвигатель подачи проволоки подключен к цепи срабатывания транзистора VT1 с цепями уменьшения искрения коллектора С3, С4, С5.Схема, состоящая из диода VD2 с нагрузочным резистором R7, исключает импульсы обратного тока двигателя.
Двухцветный светодиод HL2 позволяет контролировать состояние электродвигателя: зеленым свечением - вращение, красным свечением - торможение.
Тормозная цепь выполнена на электромагнитном реле К1. Емкость фильтрующего конденсатора С6 выбрана малой - только для уменьшения вибрации якоря реле К1, большая величина вызовет инерционность при торможении электродвигателя.Резистор R9 ограничивает ток, протекающий через обмотку реле при повышении напряжения питания.
Принцип действия сил торможения, без использования обратного вращения, заключается в нагружении электродвигателя инерционным обратным током при вращении, при отключенном напряжении питания, на постоянном резисторе R11. Режим восстановления - возврат энергии в сеть позволяет остановить двигатель за короткое время. После полной остановки скорость и обратный ток будут установлены на ноль, это происходит практически сразу и зависит от номинала резистора R11 и конденсатора С5.Второе назначение конденсатора С5 - исключить перегорание контактов К1.1 реле К1. После подачи сетевого напряжения на цепь управления регулятора реле К1 замкнет цепь К1.1 питания электродвигателя, и возобновится протяжка сварочной проволоки.
Блок питания состоит из сетевого трансформатора Т1 на напряжение 12...15 В и ток 8...12 А, диодный мост VD4 подобран на удвоенный ток. При наличии на сварочном трансформаторе полуавтоматической вторичной обмотки правильного напряжения питание подается от него.
Шаг 2. Детали схемы регулятора сварочного полуавтомата
Схема регулятора подачи проволоки выполнена на печатной плате из одностороннего стеклотекстолита размером 136*40 мм (рис. 2), кроме трансформатора и двигателя, установлены все детали с рекомендациями по возможной замене. Полевой транзистор монтируется на теплоотвод размерами 100*50*20 мм.
Аналоговый полевой транзистор IRFP250 с током 20... 30 А и напряжением свыше 200 В. Резисторы МЛТ 0,125; резисторы R9, R11, R12 - проволочные. Резисторы R3, R5 поставил типа СП-ЗБ. Тип реле К1 указан на схеме или №711.3747-02 на ток 70 А и напряжение 12 В, имеют одинаковые габариты и используются на автомобилях ВАЗ.
Компаратор DA2 со стабилизацией понижения скорости и защитой транзисторов можно убрать из схемы или заменить на стабилитрон КС156А. Диодный мост VD3 можно монтировать на российских диодах типа Д243-246, без подогревателей.
Компаратор DA2 имеет полный аналог зарубежного TL431CLP.
Электромагнитный клапан подачи инертного газа Em.1 - стандартный, на напряжение питания 12 В.
Шаг 3. Настройка схемы контроллера сварочного полуавтомата
Наладка цепи регулятора подачи проволоки сварочного полуавтомата начинается с проверки напряжения питания. Реле К1 должно срабатывать с характерным щелчком якоря в момент появления напряжения.
Увеличивая напряжение затвора полевого транзистора VT1 регулятором скорости R3, убедиться, что скорость начинает увеличиваться при минимальном положении ползунка резистора R3; если этого не произошло, отрегулируйте минимальную скорость резистором R5 - сначала установите двигатель резистора R3 в нижнее положение, при плавном увеличении номинала резистора R5 двигатель должен выйти на минимальную скорость.
Защита от перегрузки устанавливается резистором R8 при принудительном торможении двигателя.При закрытии полевого транзистора компаратором DA2 при перегрузке диод HL2 выключается. Резистор R12 при напряжении питания 12...13 В можно отключить от схемы.
Схема проверена на разных типах электродвигателей, одинаковой мощности, время торможения зависит в основном от веса якоря из-за инерции масс. Нагрев транзистора и диодного моста не превышает 60°С.
Печатная плата смонтирована внутри корпуса полуавтомата, на пульте управления выведена ручка управления частотой вращения двигателя - R3 с индикаторами: горит HL1 и двухцветный индикатор работы двигателя HL2.Питание на диодный мост подается от отдельной обмотки сварочного трансформатора напряжением 12...16 В. Клапан подачи инертного газа можно подключить к конденсатору С6, он также будет включаться при подаче сетевого напряжения . Сети электроснабжения и цепи электродвигателей следует выполнять многожильным кабелем в виниловой изоляции сечением 2,5…4 мм2.
Пусковая цепь сварочного полуавтомата
Характеристики сварочного полуавтомата:
90 150Подача проволоки в зону сварки в сварочном полуавтомате осуществляется с помощью механизма, состоящего из двух стальных валков, вращающихся в противоположных направлениях с помощью электродвигателя.Для снижения скорости электродвигатель снабжен редуктором. Из условий плавной регулировки скорости подачи проволоки дополнительно изменяется скорость вращения электродвигателя постоянного тока полупроводниковым регулятором скорости подачи проволоки сварочного полуавтомата. В зону сварки также подается инертный газ аргон для исключения влияния кислорода воздуха на процесс сварки. Сетевое питание сварочного полуавтомата производится от однофазной или трехфазной сети, в данной конструкции применен трехфазный трансформатор, в статье даны рекомендации по питанию от однофазной сети.
Трехфазное питание позволяет использовать обмоточный провод меньшего сечения, чем при использовании однофазного трансформатора. В процессе работы трансформатор меньше нагревается, пульсации напряжения на выходе выпрямительного моста уменьшаются, а линия электропередачи не перегружается.
Этап 1. Работа полуавтоматической схемы запуска сварки
Подключение силового трансформатора Т2 к сети производится симисторными выключателями ВС1... ВС3 (рис. 3). Выбор симисторов вместо механического пускателя исключает аварийные поломки и устраняет «хлопки» магнитной системы.
Выключатель SA1 позволяет отключить сварочный трансформатор от сети во время проведения работ по техническому обслуживанию.
Использование симисторов без ТЭНов приводит к их перегреву и самопроизвольному включению сварочного полуавтомата, поэтому симисторы необходимо оборудовать бюджетными ТЭНами 50*50 мм.
Сварочный полуавтомат рекомендуется оснащать вентилятором на 220 В, подключение его параллельно сетевой обмотке трансформатора Т1.Трансформатор трехфазный
Т2 можно использовать готовый, мощностью 2...2,5 кВт, а можно купить три трансформатора 220*36 В 600 ВА, использовать для освещения подвала и металлорежущих станков, соединить их по звезде -звездная схема. При изготовлении самодельного трансформатора первичные обмотки должны иметь по 240 витков провода ПЭВ диаметром 1,5...1,8 мм, с тремя отводами по 20 витков от конца обмотки. Вторичные обмотки намотаны медным или алюминиевым стержнем сечением 8...10 мм2, количество провода ПВЗ 30 витков.
Отводы на первичной обмотке позволяют регулировать сварочный ток в зависимости от напряжения сети от 160 до 230 В.
Использование в схеме однофазного сварочного трансформатора позволяет использовать внутреннюю электрическую сеть, используемую для питания бытовых электрических печи с установленной мощностью до 4,5 кВт - кабель подходит для розетки, выдерживает ток до 25 А, есть заземление. Сечение первичной и вторичной обмоток однофазного сварочного трансформатора по сравнению с трехфазным вариантом должно быть увеличено в 2 раза... в 2,5 раза. Требуется отдельный заземляющий провод.
Дополнительное регулирование сварочного тока осуществляется изменением угла задержки срабатывания симистора. Применение сварочного полуавтомата в гаражах и на дачах не требует применения специальных сетевых фильтров для снижения импульсных помех. При использовании сварочного полуавтомата в домашних условиях он должен быть оснащен внешним фильтром помех.
Плавное регулирование сварочного тока осуществляется с помощью электронного блока на кремниевом транзисторе VT1 при нажатой кнопке SA2 «Пуск» - подстройкой резистора R5 «Ток».
Сварочный трансформатор Т2 подключается к сети нажатием кнопки SA2 «Пуск» на шланге, подающем сварочную проволоку. Электронная схема через оптопары размыкает силовые симисторы, и сетевое напряжение подается на сетевые обмотки сварочного трансформатора. После появления напряжения на сварочном трансформаторе включается отдельный механизм подачи проволоки, открывается клапан подачи инертного газа, и при касании проволоки, выходящей из шланга, заготовки образуется электрическая дуга, начинается процесс сварки.
Трансформатор Т1 используется для питания электронной пусковой цепи сварочного трансформатора.
При подаче сетевого напряжения на аноды симистора трехфазным автоматом SA1 к линии подключается трансформатор Т1 для питания электронной схемы запуска, симисторы в это время замкнуты. Напряжение вторичной обмотки трансформатора Т1, выпрямленное диодным мостом VD1, стабилизируется аналоговым стабилизатором DA1 для устойчивой работы схемы управления.
Конденсаторы С2, С3 сглаживают пульсации выпрямленного напряжения питания пусковой цепи. Симисторы включаются ключевым транзистором VT1 и симисторными оптронами U1.1...U1.3.
Транзистор открывается при положительной полярности напряжения от аналогового стабилизатора DA1 через кнопку "Пуск". Использование низкого напряжения на кнопке снижает вероятность поражения оператора электрическим током высоким напряжением от сети в случае повреждения изоляции проводов.Регулятор тока R5 регулирует сварочный ток в диапазоне 20 В. Резистор R6 не позволяет снизить напряжение на сетевых обмотках сварочного трансформатора более чем на 20 В, уровень помех в сети резко возрастает из-за к искажению синусоиды напряжения симисторами.
Симисторные оптопары У1.1...У1.3 выполняют гальваническую развязку сети от электронной схемы управления, дают возможность простой регулировки угла раскрытия симистора: чем больше ток в цепи светодиода оптопары, тем меньше угол отсечки и тем больше ток сварочной цепи.
Напряжение на управляющие электроды симисторов подается от анодной цепи через симистор оптопары, ограничительный резистор и диодный мост, синхронно с фазным напряжением сети. Резисторы в цепях светодиодов с оптопарой защищают их от перегрузки по максимальному току. Измерения показали, что при пуске на максимальном сварочном токе падение напряжения на симисторах не превышает 2,5 В.
При большом разбросе крутизны переключения симисторов полезно шунтировать их цепи управления на катод сопротивлением 3... 5 кОм.
На один из стержней силового трансформатора намотана дополнительная обмотка, которая питает механизм подачи проволоки переменным током 12 В, на которое следует подать напряжение после включения сварочного трансформатора.
Вторичная обмотка сварочного трансформатора подключена к трехфазному выпрямителю постоянного тока на диодах VD3…VD8. Установка мощных радиаторов не требуется. Схемы соединения диодного моста с конденсатором С5 следует выполнить из медной шины сечением 7*3 мм.Дроссель L1 изготавливается из железа от силового трансформатора ламповых телевизоров типа ТС-270, обмотки снимаются заранее и на их место наматывается обмотка сечением не менее 2-х вторичных до полного заполнения . Между половинками дроссельного трансформаторного железа положите прокладку из электрокартона.
Этап 2. Установка схемы запуска полуавтоматической сварки
Пусковая схема (рис. 3) смонтирована на печатной плате (рис.4) 156*55мм, кроме: ВД3...ВД8, Т2, С5, СА1, Р5, СА2 и Л1. Эти элементы крепятся на корпусе сварочного полуавтомата. В схему не включены элементы индикации, они включены в механизм подачи проволоки: индикатор включения и индикатор подачи проволоки.
Силовые цепи выполняются изолированным проводом сечением 4...6 мм2, сварочные цепи - медной или алюминиевой шиной, остальные - проводом диаметром 2 мм с виниловой изоляцией.
Полярность подключения горелки следует выбирать исходя из условий сварки или наплавки при работе с металлом толщиной 0,3... 0,8 мм.
Этап 3. Регулировка пусковой схемы сварочного полуавтомата
Наладку пусковой цепи сварочного полуавтомата начинают с проверки напряжения 5,5 В. После нажатия кнопки «Пуск» на конденсаторе С5 напряжение холостого хода должно превышать 50 В постоянного тока, под нагрузкой - не менее 34 В.
На катодах симисторов по отношению к нулю сети напряжение не должно отличаться более чем на 2...5 В от напряжения на аноде, в противном случае необходимо заменить симистор или оптопару цепи управления.
Если напряжение сети низкое, переключите трансформатор на отводы низкого напряжения.
При размещении соблюдайте меры предосторожности.
Скачать печатные платы:
.Сварочный аппарат ЗИП 4 ручной трансформаторный плазморез OERLIKON
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ Номинальное напряжение питания:
400 В - 50 Гц 3 фазы
Потребляемый ток от сети при максимальной нагрузке:
43,4 А
Ток отключения (при 20%) при 40°С: 125 А ) при 40 °C: 100 A
Ток резки (при 55 %) при 40 °C: 69 A
Ток резки (при 100 %) при 40 °C: 35 A
Горелка CP 100 R: макс. ток 125 A при 40 %
Размеры: 615 x 530 x 1165
Вес: 147 кг
Стандарт: EN 60974-1 \ EN 50199
Класс изоляции/класс защиты корпуса: H/IP 23
ХАРАКТЕРИСТИКИ
Воздушно-плазменная резка с традиционным источником и ступенчатой регулировкой ток.Резка всех электропроводящих материалов, в том числе окрашенных
и с защитным покрытием. Резка: отрезная для углеродистой стали 40мм, качество 35мм. Идеальный рез от 0,5 мм, возможность строжки. Четкая, удобная и простая в использовании передняя панель. Устройство легко перемещать - большие колеса.
Принудительное охлаждение - вентилятор + термозащита. Горелка CP 100R длиной 6 м, опционально 15 м с зажиганием пилотной дуги.
Четыре диапазона резки: 0,5–15 мм, 3–25 мм, 8–35 мм, 10–40 мм.Сертификат CE и декларация соответствия.
СТАНДАРТНОЕ ОБОРУДОВАНИЕ
Комплект: источник питания с опорными катками,
Резак CP 100 R, длина 6 м, кабель заземления с зажимом
, комплект запасных частей. для горелки, инструкция - (№ по каталогу 04082945).
ДОПОЛНИТЕЛЬНОЕ ОБОРУДОВАНИЕ
Воздушный компрессор, требуемое давление 5,5 бар, расход 170 л/мин
ДОПОЛНИТЕЛЬНОЕ ОБОРУДОВАНИЕ
Компас / 100-600 мм + присоска № по каталогу: 04089075,
присоска № по каталогу 90 мм + 3501: 04089076,
ремкомплект zip 4.0 для CP 100R кат.№: 0408-9167,
комплект для строжки с электродом кат.№: 04082147,
CP 100R держатель с кабелем 6/15м кат.№ 04082375/04082407.
ИЗНАШИВАЕМЫЕ ДЕТАЛИ
Газовый диффузор Артикул № 04082381, 40R Электрод R Артикул № 04082051,
100R Электрод Hf Артикул 04082404, Длинный Электрод Hf Кат. 1,6 кат.04082385,
длинная насадка 0,8, артикул 04089163, длинная насадка 1,2, артикул 04089123,
электродный ключ, кат. -№ 04082268, крышка TI 100 (кат.
Какой сварщик для новичка? Покупаем сварочный аппарат на дом!
Починка забора, починка садового стола, постройка простой подставки - вы найдете множество применений своему домашнему сварочному аппарату. Какая модель лучше всего подходит для повседневных простых задач? Какой сварочный аппарат подойдет новичку?
Как устроен сварочный аппарат?
Если вы делаете первые шаги в области сварки или вообще не имеете опыта, полезно узнать о конструкции и способах использования сварочных аппаратов.Благодаря этому вам будет проще определиться, какой тип устройства купить для начала.
Как устроен сварочный аппарат? Отдельные типы сварочных аппаратов различаются по принципу действия, но имеют много общих черт с точки зрения конструкции. Сварщик может состоять из таких элементов, как:
- устройство электропитания - ключевой компонент, отвечающий за работу оборудования,
- устройство управления - используется для управления работой устройства,
- фиксирующий кабель для электрода,
- кабель заземления с зажимом,
- охлаждение система - предназначена для предотвращения перегрева сварочных аппаратов.
Какой сварочный аппарат лучше для новичка?
Какой сварочный аппарат выбрать? На выбор предлагается три основных типа станков:
- Сварочные аппараты MIG/MAG - сварка происходит с применением плавящегося электрода в среде инертного или активного газа,
- Сварочные аппараты ММА инверторные - в процессе сварки используется т.н. электрод с покрытием,
- Сварочные аппараты TIG - используется неплавящийся электрод в среде инертного газа.
Какой сварочный аппарат лучше для новичка? К рекомендуемым устройствам относятся:в Сварочный аппарат MIG/MAG, в народе известный как мигомат.
При сварке методом MIG/MAG используется электрод в виде проволоки. При термической обработке он прилипает к расплавленному металлу шва. Так образуется сустав.
Защитный газ используется при сварке мигоматом. Благодаря ему сварочная ванна не окисляется, что выражается в качестве и прочности шва, а также в коррозионной стойкости. При сварке MIG используются инертные газы, такие как гелий или аргон.Это позволяет работать с элементами из алюминия, магния, меди и других цветных металлов.
Сварка МАГ осуществляется в виде активных газов или смесей, например углекислого газа и аргона. Это позволяет соединять нелегированные, высоколегированные и низколегированные стали.
Сварочные аппараты MIG / MAGрекомендуются, в том числе, для начинающих благодаря относительно простой эксплуатации. Миграционной сварке способствует использование плавящегося электрода, который не нуждается в подаче извне.
Еще одним плюсом является его универсальность. Мигоматы используются в промышленности, но они также хороши и для домашнего применения. Также они позволяют соединять между собой более толстые металлические элементы. К преимуществам также можно отнести низкую стоимость расходных материалов.
Начинающим сварщикам также рекомендуются инверторные сварочные аппараты MMA. В случае данного типа устройств сварной шов создается в процессе соединения стержня электрода и свариваемого материала.Экран сварочной дуги создается в результате оплавления покрытия электрода. В связи с тем, что газ идет от флюса, баллон не нужен, как в типичном мигомате. По окончании работ может потребоваться удаление слоя шлака, образующегося при сварке.
Инверторные сварочные аппараты ММАсчитаются даже лучшим решением для новичков по сравнению с мигоматом, у которого скорость подачи проволоки, как правило, относительно высокая. Работа со сварщиком ММА требует плавности, но довольно медленная.Этот тип оборудования позволяет создавать технические, а не точные сварные швы, как в случае с методом MIG/MAG, но он прощает больше ошибок и хорошо подходит для изучения основ и многих простых приложений.
Сварочные аппараты TIG— третий по популярности тип оборудования. Как они работают? Сварка происходит в среде инертного газа путем создания электрической дуги неплавящимся электродом. Часто в процессе также используется дополнительный стержнеобразный флюс.
Сварочные аппараты TIGпозволяют соединять даже очень тонкие элементы и создавать высококачественные сварные швы, в том числе на художественном уровне. Суставы также неизменны. Тем не менее, сварщики TIG не рекомендуются для начинающих. Метод работы просто довольно сложен в освоении. Прежде чем вы начнете изучать сварку TIG, будет полезно освоить основы использования сварочных аппаратов MMA или MIG/MAT.
| Сварщик для начинающих - небольшой и современный | Сварщик для более продвинутых - для более точных задач | Многофункциональный сварочный аппарат - для любителей и профессионалов | ||||
| Сварщик модель |  Сварочный аппарат MMA Stamos Pro Series S-MMA-250PI.2 |  | MIG / MAG Сварочный аппарат Stamos Германия S-MIGMA-195 |  STAMOS Сварочный станок Германия S-Multi 195 IGBT | ||
| Сварка | MMA | MIG / MAM / MMA | 4in1: MIG / MAG / FCAW / TIG / MMA | |||
| | 230 V | 230 V | 230 V | | ||
| Номинальная служба | 60% | 15% | ≥85% | |||
| сварочный ток 100% на рабочий цикл | 194 A | 75 A | 87 A (MIG), 115 A (TIG), 76 A (MMA) | |||
| Размеры (LXWXH ) | 35.00 x 12.50 x 22.50 CM | | | 794 кг | 31.50 кг | 20,60 кг | |
| Функции для дополнительный | Сварка 250 А, функция горячего старта, технология IGBT | Механизм подачи проволоки, катушка проволоки 0,8 мм (1 кг), контактный наконечник MIG (2 шт.), газовое сопло в комплекте | Горячий старт, форсирование дуги, антипригарное покрытие, Lift TIG, спад тока, расход газа до и после сварки, индуктивность |
Какой сварочный аппарат купить для дома?
Когда вы решаете, какой сварочный аппарат выбрать, заранее уточните, какая электросеть у вас в квартире или доме. Сварочные аппараты делятся на те, которые питаются от однофазной 230 В или трехфазной установки 400 В.
Подсказка заключается в том, что трехфазная сеть используется в объектах, где использование электрооборудования больше.Если у вас в квартире есть индукционная плита или в доме электрическое отопление, наверняка в вашем распоряжении есть установка на 400 В.
Многие модели сварочных аппаратов имеют возможность переключения фаз между 230 и 400 В. Какой сварочный аппарат купить для дома? Достаточно будет того, который работает от однофазной сети 230 В. Вы легко сможете подключить его к любой розетке.
Сварочные аппараты230 В обычно имеют силу тока в пределах 150-250 А. Что означает этот параметр? Это значение сварочного тока.Чем он выше, тем больше возможностей у устройства и его можно использовать для соединения более толстых элементов. Домашний сварщик может иметь сварочный ток до 200 А. Его мощности будет достаточно для работы своими руками.
Рабочий цикл также является важным параметром. Он показывает процент времени, в течение которого вы можете непрерывно сваривать за 10 минут. Например, если рабочий цикл сварщика составляет 60 процентов. это означает, что через 6 минут вы должны дать устройству остыть в течение 4 минут. Какой сварочный аппарат купить для дома? Даже те, у которых более низкие значения рабочего цикла, порядка 15-40 процентов., они могут позволить вам произвести основные возмещения ущерба. Вам не нужно сразу ориентироваться на оборудование с частотой цикла 60%, которое предназначено для более профессиональных приложений.
Еще одним соображением при выборе начинающего домашнего сварщика является размер аппарата. Портативный сварочный аппарат – лучший выбор. Он будет иметь относительно небольшие габариты, поэтому его будет легко хранить. Вам не понадобится тележка, чтобы перевезти его из домашней кладовой в сад или гараж.
СВАРОЧНЫЕ МАШИНЫ STAMOS
ДЛЯ НАЧИНАЮЩИХ И ПРОФЕССИОНАЛОВ
Какой Мигомат лучше для новичка?
Какой сварочный аппарат MIG/MAG купить? В дополнение к вышеупомянутым параметрам, таким как значение сварочного тока, способ подачи питания или габариты, также важны факторы, влияющие на удобство использования.
В случае сварочных аппаратов MIG/MAG будет важно, среди прочего устройство подачи проволоки. Если вы начинающий сварщик, выбирайте модель со встроенным, а не внешним питателем, цена которого может быть выше, чем сам сварочный аппарат.Внутренний питатель должен иметь регулируемую скорость подачи и подключение защитного газа.
Также обратите внимание на оборудование, которое можно легко отрегулировать даже в перчатках. Это повысит безопасность работы. По тем же причинам рекомендуется делать ставки на машину с индикатором перегрузки. Вы будете знать, когда прекратить работу и дать сварочному аппарату остыть.
Хорошим сварочным аппаратом MIG/MAG для новичка может стать модель, которая также позволит работать с использованием FCAW (англ.Дуговая сварка порошковой проволокой). Этот вид сварки предполагает использование специальной порошковой проволоки, также известной как порошковая проволока.
Флюс, помещенный в проволоку, под воздействием температуры выделяет защитный газ. Почему важно выбрать сварочный аппарат для дома? Это позволит вам избежать хранения газовых баллонов.
Какой инверторный сварочный аппарат для начинающих?
Выбирая инверторный сварочный аппарат ММА, вы можете начать с проверки технологии, по которой он изготовлен.Если в нем используются биполярные транзисторы с изолированным затвором IGBT (Insulated Gate Bipolar Transistor), вероятно, это будет легкое и защищенное от короткого замыкания оборудование.
На что еще следует обратить внимание при выборе инверторного сварочного аппарата? Будет полезна функция Hot Start. Сварочный ток при зажигании дуги будет временно увеличен. Это облегчает инициирование дуги.
Arc Force также будет преимуществом. Эта функция управляет динамикой сварочной дуги.Это помогает предотвратить короткое замыкание и улучшить сварные швы.Какой сварочный аппарат выбрать? Резюме
Какой сварщик лучше для новичка? Наверное, самым разумным выбором для начала будет инверторное устройство ММА. Этот тип оборудования не требует баллона с защитным газом и позволяет работать в спокойном темпе. Инверторные сварочные аппараты ММА также относительно дешевы. Когда вы приобретете навыки сварки, подумайте о покупке мигомата, который является очень универсальным оборудованием с немалыми возможностями в области соединения различных металлов.
Если вам понравилась статья, рекомендуем вам также прочитать руководство о том, какую сварочную маску купить.
Хотите узнать больше? Прочтите другие руководства по сварке

Сварка пайкой Migomat — все, что вам нужно знать о сварке пайкой
Название сварка пайкой сразу ассоциируется с двумя терминами: пайка и сварка.Трассировка верна, потому что...
Автор: экспондо эксперт

Сварка MIG/MAG и TIG – какой газ выбрать?
MIG/MAG и TIG — это методы сварки, требующие использования газов. В нашей сегодняшней статье мы представляем виды газов...
Автор: экспондо эксперт
 Сварочный аппарат
Сварочный аппарат MMA или MIG/MAG?
Сварка – вид термической обработки металла, направленный на неразъемное соединение элементов из этого материала.…
Автор: Рафал Предко

С этим оборудованием можно безопасно сваривать!
Как и при любой работе в столярной мастерской или на стройке, безопасность при сварке…
Автор: Артур Шмидт фон Хаппе.
.Tim-Zegarslave цифровые настенные часы - размеры 520x135x63 мм - ведомые - Часы и таймеры
Настройки файлов cookie
Здесь вы можете определить свои предпочтения в отношении использования нами файлов cookie.Требуется для работы страницы
Эти файлы cookie необходимы для работы нашего веб-сайта, поэтому вы не можете их отключить.
Функциональный
Эти файлы позволяют использовать другие функции сайта (кроме необходимых для его работы).Включив их, вы получите доступ ко всем функциям веб-сайта.
Аналитический
Эти файлы позволяют нам анализировать наш интернет-магазин, что может способствовать его лучшему функционированию и адаптации к потребностям Пользователей.
Поставщики аналитического программного обеспечения
Эти файлы используются поставщиком программного обеспечения, под которым работает наш магазин.Они не объединяются с другими данными, введенными вами в магазине. Целью сбора этих файлов является выполнение анализа, который будет способствовать разработке программного обеспечения. Подробнее об этом можно прочитать в Политике домашних файлов cookie.
Маркетинг
Благодаря этим файлам мы можем проводить маркетинговые мероприятия.
.90 000 ▷ КНУТ | Используемые токарные станки, фрезерные машины и другиеСодержание
- Knuth GmbH
- Knuth Tool Matchines
- Резка
- Лазер, гидродинамика, плазменная обработка
- пилы
- резцов
- резки
- KNuth Praines
- Сверла KNUTH
- Фрезерные станки KNUTH
- Шлифовальные станки KNUTH
- Прессы
- Гибочные станки
- Гибка труб и профилей
- Ножницы и триммеры
1
1
-
- Учреждены: 1923
- Основатель: Knuth Family
- Kön0007 Könberg Профиль:
Производственный профиль : станки и принадлежности
Семейный бизнес, основанный в 1923 году в Кенигсберге, сегодня является одним из ведущих мировых производителей станков и принадлежностей. KNUTH GmbH насчитывает 400 сотрудников и представлена в 40 странах. Опыт, инновации и качество позволили компании стать всемирно известным брендом.
Высокое качество и опыт, накопленный за десятилетия, а также отличное соотношение цены и качества способствовали популярности станков KNUTH.Компания предлагает консультации и обслуживание на месте благодаря сети представительств в Польше и за рубежом. KNUTH предлагает широкий спектр устройств для различных применений.
Резка
Резка материалов аппаратами КНУТ может выполняться с применением различных технологий. KNUTH предлагает станки для лазерной, водной и плазменной резки.
Лазерная, гидродинамическая, плазменная обработка
Лазерная резка
Устройства лазерной резки серий MT, LM и RP относятся к категории устройств D-Laser.Диапазон раскроя - от 3060 х 1530 мм до 12200 х 2100 мм. Высокое качество луча и прочная конструкция станка с регулируемым фокусным расстоянием благодаря емкостному датчику высоты обеспечивают высокое качество резки. Устройством, внедряющим лазерную резку, является модель Laser-Jet 2515 с рабочим диапазоном 2500 x 1250 мм.
Гидроабразивная резка
Оборудование для безвоздушной резки представляет собой выбор между недорогим компактным оборудованием и большими высокопроизводительными машинами.Для клиентов, приступающих к такой обработке, серия Vario доступна с диапазоном резания 1300 x 1300 мм и 4000 x 2000 мм, для которых доступны различные варианты оборудования. Серия Water-Jet работает в диапазоне размеров от 2050 x 1050 мм до 3050 x 8050 мм. Стартовой моделью является Hydro-Jet Echo 0515 SL с диапазоном резки до 1500 x 500 мм.
Плазменная резка
Оборудование для плазменной резки обеспечивает высокую скорость резки. KNUTH в этой категории предлагает 8 станков серии Plasma-Jet, в том числе серию Plasma-Jet DSL с диапазоном резки от 1600 до 4150, Plasma-Jet DSL Compact с максимальным диапазоном резки 2000 мм и Plasma-Jet Eco Compact с диапазон резки 1500 мм.TFGM Plasma 3015 PM1250 — это компактная версия недорогой машины плазменной резки с широким спектром применения.
Пилы

В категории пил KNUTH предлагает горизонтальные ленточные пилы, вертикальные ленточные пилы и дисковые пилы для резки металла. Все пилы отличаются простой конструкцией, обеспечивающей очень удобную эксплуатацию и техническое обслуживание, и имеют маркировку СЕ.
Горизонтальные ленточнопильные станки
Горизонтальные ленточнопильные станки серий B, HB и ABS.Серия B представляет собой экономичную альтернативу лучковым и циркулярным пилам с наклонной скобой от -45° до +60° без необходимости перемещения материала. Серия HB — это мощные полуавтоматические пилы для больших заготовок и точной резки материалов с непрерывной структурой, таких как сталь, алюминий и другие материалы. Вся серия имеет плавную регулировку скорости резки в диапазоне 20 - 100 м/мин. Ленточные пилы серии ABS являются полностью автоматическими и оснащены косозубым механизмом, обеспечивающим долгий срок службы при минимальном техническом обслуживании.Эта серия убеждает очень привлекательной ценой по отношению к производительности и качеству устройства.
Вертикальные ленточнопильные станки
Вертикальные ленточнопильные станки серии VB. Эти модели работают в диапазоне скоростей 20-90 м/мин или 20-85+120-500 м/мин. Режущая способность: высота х ширина от 175 х 310 мм до 300 х 600 мм. Стандартная угловая регулировка - наклон стола на ± 15° во все стороны. Размеры стола в пределах 500 х 400 мм и 600 х 500 мм.
Дисковые пилы для резки металла
Серия KKS включает дисковые пилы для резки металла в особо прочной конструкции.Максимальное сечение отвала 250 и 350 мм. Стандартная поворотная головка ± 45˚ вправо и влево. Редуктор в масляной ванне, встроенный бак охлаждающей жидкости. В стандартную комплектацию также входят быстродействующие тиски, основание, система охлаждения и линейный упор.
Ножницы
Ассортимент ножниц KNUTH включает станки для резки углов и труб, гидравлические ножницы для металлоконструкций и ручные гильотинные ножницы в версиях KHT с электроприводом и гидравликой.Серия KMT представляет собой моторизованные гильотинные ножницы для резки листового металла максимальной толщиной от 2,5 до 4 мм. Диапазон толщины резки моделей серии KHT составляет от 0,5-6 до 1,5-16 мм.
Электроэрозионный станок
Электроэрозионные устройства представляют собой штамповочные и электроэрозионные машины в дешевых или более дорогих электроэрозионных станках с ЧПУ серии ZNC. Кроме того, предложение включает в себя высокоточные электроэрозионные станки с ЧПУ серии DEM с двухсторонней системой подачи проволоки. Серия ZNC работает в диапазонах осей X и Y 250 х 200 мм и 700 х 600 мм, серия DEM от 450 до 800 мм.
Механическая обработка
В металлообрабатывающей промышленности механическая обработка является одним из наиболее важных этапов производственного процесса. KNUTH предлагает огромный выбор устройств этой категории, предназначенных для заводов и крупной промышленности. Особенно большой выбор доступен для токарных и фрезерных станков.
Токарные станки KNUTH
Особой популярностью пользуются токарные станки KNUTH. Это касается новых и бывших в употреблении устройств. Предложение богатое, и каждый найдет устройство для своих нужд.
KNUTH предлагает широкий выбор различных типов токарных станков. К нему относятся, в том числе, универсальные токарные станки, называемые токарными мастерскими, тяжелые токарные станки для обработки труб, токарно-фрезерные станки, малые, настольные и револьверные станки швейцарского типа, с наклонной станиной. Предложение дополняется широким выбором инструментов и аксессуаров.
Универсальные / токарные станки для мастерских
В этой категории можно выбрать из семи серий: например, Sinus, Servoturn или Turnardo, которые предлагают до 38 моделей.Простейшие классические токарные станки с валом и ходовым винтом Turnado с диаметром обработки 460 или 560 мм над станиной являются проверенной классикой. Прецизионные токарные станки серии Servoturn® с диаметром обработки по станине 410 и 560 мм облегчают работу и повышают производительность. Модели серии Trendturn - диаметр обработки над станиной 500 мм, это серия механических токарных станков. Диаметр обработки в серии Basic 300 и 356 мм, в серии универсальных токарных станков Compass от 400 до 500, а в серии Sinus 660 или 800 мм.
Тяжелые токарные станки
Тяжелые токарные станки KNUTH предлагаются в серии DL, которая включает 23 модели. Тяжелые универсальные токарные станки серии DL E Heavy имеют диаметр обработки 1000 и 2000 мм по станине.
Обработка труб
Серия TubeTurn для обработки труб включает 5 моделей с диаметром обработки по станине 1000 мм.
Токарно-фрезерные станки
Модель KNUTH Basic 170 Super MT представляет собой сочетание двух функций, токарной и фрезерной, в одном станке.
Малые токарные станки
3 Токарные мини-станки с ЧПУ серии PicoTurn с диаметром обработки 250 мм над станиной идеально подходят для обучения, моделирования и мелкосерийной обработки.
Настольные / револьверные станки
HRD 42 PF и HRD 60 PF — обозначения устройств этой категории. Максимальные сечения обрабатываемого круглого элемента 42 или 60 мм.
Токарные станки Swisstype
LineaLunga 26D — это 3 токарных автомата Swisstype с ЧПУ с главным и противошпинделем, токарными, сверлильными и приводными инструментами для сложной обработки с максимальной эффективностью.Максимальные диаметры токарной обработки от 20 до 32 мм.
Токарные станки с наклонной станиной
Токарные станки с ЧПУ с наклонной станиной серии RoTurn - диаметр обработки от 320 до 480 мм в зависимости от станины. В серию StarChip входят станки с ЧПУ с диаметром токарной обработки 610 или 700 мм.
Циклические токарные станки
Циклические токарные станки серии Numturn с диаметром токарной обработки над станиной 320i 6 и серии ForceTurn в диапазоне 670 или 818 мм.
Сверла KNUTH
В категорию сверл входят следующие серии продуктов KNUTH:
- SSB и SBT - сверла с настольной колонной (диаметр сверления 32 и 50 мм / 28 и 35 мм)
- SBF - сверла с настольной колонной с функцией фрезерования ( диаметр сверления 32 и 40 мм)
- КСБ - рамные сверла с коробчатой стойкой (диаметр сверления в зависимости от модели от 32 до 100 мм)
- Р - сверла вертикально-радиальные (диаметр сверления в зависимости от модели от 32 до 100 мм)
- KST и KSS - промышленные сверла (диаметр сверления от 16 до 32 мм)
- TSB - настольные сверла для колонн
- BO - многооперационные сверлильно-фрезерные станки с ЧПУ
и два компактных и мощных станка универсального применения для большего удобства использования Mark Super S i SV.
Фрезерные станки KNUTH

В категории фрезерного оборудования KNUTH может предложить широкий спектр вертикально- и горизонтально-фрезерных станков, инструментальных/универсальных, портальных и фрезерных станков с подвижной колонной для различных областей применения.
Диаметр сверления в зависимости от модели от 20 до 50 мм при максимальной ширине 1025 мм. Максимальный ход, в зависимости от модели, 6200, 3200 или 1000 мм по осям X, Y, Z.000 до 6000 кг.
Цены на фрезерные станки KNUTH варьируются от 3000 евро за простую дрель с функцией фрезерования до нижней шестизначной цены за обрабатывающие центры с ЧПУ.
Шлифовальные станки KNUTH
Компания предлагает огромный выбор из более чем 60 станков для шлифования различных типов элементов - от шлифовальных станков серии KSM для спиральных сверл, серии RSM обычных цилиндрических и цилиндрических шлифовальных станков с ЧПУ, серии HFS плоское шлифование на ленточно/пластинчатых шлифовальных станках, опорных системах шлифовальных станков и комбинированных ленточно-дисковых шлифовальных станках, шлифовальных станках для токарных станков и держателей ножей и фрез.Максимальная длина шлифовки 3000 мм, максимальная длина элемента 1500 мм. Диаметр шлифования топовых моделей серии RSM составляет 320 мм.
Цены на устройства начинаются примерно от 200 евро для простых шлифовальных станков и заканчиваются десятками тысяч евро для станков с ЧПУ.
Обработка листового металла
Категория обработки листового металла состоит в основном из различных прессов и лазерных устройств, а также гравировальных центров, гибочных станков, триммеров, резьбонарезных станков и ножниц.
Pressen

Ассортимент прессов KNUTH очень богат и включает в себя эксцентриковые прессы с токарной оправкой и гидравлические листогибочные прессы с ЧПУ. По конструкции их можно разделить на эксцентриковые прессы, гидравлические цеховые прессы для средних предприятий, центров профессионального обучения и школ и гидравлические прессы. Гидравлические листогибочные прессы KNUTH с длиной гибки 6 100 мм и усилием 320 т обеспечивают широкий диапазон кромок гибки по всей рабочей длине.Они могут быть индивидуально сконфигурированы с сегментированными верхними инструментами, лазерно-оптической системой безопасности, управляемым задним упором с линейными направляющими и шариковыми винтами и т. д.
Гибочные станки
Категория гибочного оборудования включает ручные угловые гибочные станки, гидравлические ротационные гибочные станки и наклонные машины. . Гидравлический 4-валковый вальцовый станок опционально доступен с ЧПУ или ЧПУ с системой обучения. Машины могут быть сконфигурированы в соответствии с вашими потребностями, оснащены закаленными роликами, конусообразным изгибом, цифровым дисплеем, панелью оператора или дополнительными опциями.
Гибка труб и профилей
Гидравлические кольцевые и профильные гибочные станки KNUTH используются для сложных гибочных работ. Предложение включает в себя недорогие кольцевые и профильные гибочные станки для небольших предприятий, трубогибочные станки, труборезные станки и станки для нарезки резьбы, которые отличаются очень простой эксплуатацией и простым обслуживанием.
Ножницы / Триммеры
Триммеры, ножницы для стальных профилей, гильотинные и револьверные ножницы - все это оборудование предлагает KNUTH.Гидравлические гильотины с рабочей длиной до 4000 мм позволяют резать сталь. 42 с максимальной толщиной 16 мм. Моторные гильотинные ножницы предназначены для резки тонких листов.
Оборудование и принадлежности для мастерских
Предложение включает принадлежности для машин, машин и устройств, измерительные инструменты, оборудование для рабочих станций и прессы.
Предлагаемые принадлежности и станки в основном включают токарные, распиловочные, фрезерные, сверлильные и шлифовальные станки.Палитра включает в себя целых 1500 товаров, в том числе пилы, токарные инструменты, гидравлические тиски, рукоятки, зажимы для ножей.
Машины и оборудование — это 42 изделия KNUTH, в том числе ручное оборудование для плазменной резки, пескоструйные камеры с насадками, станки для снятия фасок, зачистное оборудование, оборудование для обработки тяжелых грузов, вилочные погрузчики, сварочные аппараты с насадками и ручные угловые гибочные станки.
В группе измерительных приборов KNUTH предлагает твердомеры, измерители вращательного движения, аналоговые и цифровые измерительные инструменты, измерительные стенды и индикаторы положения.
Для рабочих мест KNUTH предлагает большой выбор инструментов, рабочих ламп, конвейеров и роликовых опор, мастерских и вилочных погрузчиков, инструментальных шкафов.
Категория прессов включает гидравлические прессы, прессы для мастерских, прессы для оправки и прессы для сборки шпинделя.
Машины марки KNUTH отличаются надежностью, простотой в эксплуатации и обслуживании, поэтому они являются хорошей инвестицией и в качестве бывшего в употреблении оборудования. На вторичном рынке чаще всего появляются сверла SSB серии KNUTH, фрезерные станки серии MF, гильотинные ножницы, колонные сверла серии KGB, токарные станки серии Sinus и Modulmaster 1200.Когда дело доходит до оборудования для мастерских, наиболее распространенными аксессуарами являются захваты и тиски.
.Генератор импульсов водородного топливного элементаDIY Stanley Meyer для ячейки Mayer
В этой статье мы поговорим об истории появления ячейки Майера и подробно о том, как работает ячейка Майера.
Прошло много времени с момента изобретения водяного двигателя, так называемого "топливного элемента" американцем Стэнли (Стивом) Майером (Мейером или Майером) - как не называют изобретателя. Кто случайно не знает, поясню: Ячейка Мейера - это прибор, который потребляет небольшое количество электроэнергии (фактически "бесплатно"), а из обычной воды производит большое количество водородно-кислородной смеси.В попытках понять, как работает клетка Майера, «бьется» большое количество умов. Кто-то даже утверждает, что ему удалось реализовать этот «генератор водорода», но как-то это делается исподтишка, а потом ничего не происходит: Мы почему-то не переходим на автомобили, работающие на воде, потому что их просто не существует. Меня тоже интересует эта проблема, я экспериментировал с ячейкой Майера, поэтому , я предлагаю вам решить ее с помощью на этот раз.
Кто знает, может мой совет вам поможет и вы скоро заявите, что ваша машина попала в воду.Почему не я? Я не рвусь в анналы истории, на ближайшие полгода - год, в котором моя основная работа занимает много времени, к тому же у меня нет условий для воссоздания клетки Майера в "ближайшем будущем". Что я считаю необходимым и как вообще работает ячейка Майера, мы с вами разберемся вместе. Об этом вы прочтете в следующих статьях.
Для тех, кто хочет посмотреть видео, сделанное самим Майером и его друзьями, он может перейти на страницу Free Download of Books, Shows and Movies , на которой есть ссылки на большое количество демонстрационных видео на конференции и другой контент от автора Cell - Стэнли Майера.
Перед изложением материала хочу акцентировать внимание на следующем: Эксперименты с водородом крайне опасны, вы проводите их на свой страх и риск! Скорость горения водорода на несколько порядков превышает скорость горения любых других видов углеводородного топлива и их паров. А смесь водорода и кислорода — так называемая «гремучая смесь» не только горит, но и взрывается с большой силой. Учитывая некоторые сложности в установке разделения воды на элементы, я понимаю, что простой школьник не справится самостоятельно.Как вы взрослый человек, я не несу ответственности за ваши действия, а также заявляю, что если вы не обладаете необходимыми знаниями, навыками и умениями для обеспечения вашей безопасности, категорически не рекомендую заниматься практическим производством водородоутилизатора. Блок.
Эта статья призвана развеять ваши фантазии и невежество, которые в бесчисленном количестве всплывают на различных форумах. Смешно выглядят выложенные на различных сайтах радиосхемы клеток Майера, которые должны использовать минимум энергии для получения водного резонанса.Это хорошо сделанные схемы, по сути "рабочие", но абсолютно все они работают по принципу обычного электролизера! Какой резонанс, какое накопление? Полный бред!!!
Почему он сделал камеру Майера сам, а не другие?
Для начала есть версия, которую никто не будет опровергать. В мире есть "очень маленькая" группа людей с "очень большими" возможностями, это нефтяные магнаты - владельцы мировых запасов топлива.Им очень не хотелось бы терять свои миллиарды миллиардов, которые они кладут себе в карман практически «на халяву», выкачивая «кровь Земли». Фактически они живут за счет всего человечества. Это мы с тобой регулярно платим им большие деньги за заправку нашей машины за то, что на самом деле не должно принадлежать им. И чтобы этот процесс наполнения карманов не прекращался, делают все, чтобы никто не придумал альтернативный источник энергии, который лучше нефтепродуктов. Есть, конечно, Атом, но лапти из него быстро выкидываются, так что Атом маслу не конкурент.Нефтяные магнаты нанимают более сотни умников, включая хакеров, для удаления «продвинутой» информации из СМИ, в том числе из Интернета. Эти ребята о совести и о том, что из-за плохой экологии «человечество на грани вымирания» не думает, что бароны исправно платят им за их работу. Вот почему до нас доходят только вершины знаний, а истина — в корнях. Более того, нужная информация подменяется ложной информацией, из которой мы никогда ничего не создадим на благо человечества, если этого не захотят «хозяева мира».
В любом случае надо думать, что двигатель на воде - это крах мировой экономической системы. Если цены на нефть резко упадут, будет революция 1917 года, только в мировом масштабе. Потому что нефтедоллар определяет цены на другие товары. В начале, через год-два, все будет переоценено, в магазинах ничего не будет, а на свалках будет "завал". Можно сказать, что это тексты в защиту «буржуазии».
Теперь давайте перейдем к сути вопроса! Как работает ячейка Майера? Пройдусь по тому, что было написано в статье "Вода вместо бензина", которая имеется в большом количестве на разных сайтах.Я отклоню некоторые моменты и выделю интересные моменты статьи. Позже я разберу, на мой взгляд, действительно важные моменты статьи, указывающие на то, что велика вероятность изготовления клетки Майера своими руками. Стоит отметить, что патенты Майера написаны на «техническом» английском языке. Ни один знаток "обычного" английского языка не сможет корректно перевести свои патенты на русский язык. Посетители сайта могут бесплатно скачать патенты Стэнли Майера с депозита здесь.А мы тем временем начинаем анализировать "русский перевод"!
1. Для обычного электролиза воды требуется ток, измеряемый в амперах, элемент Майера дает тот же эффект при миллиамперах.
Давайте оценим это предложение, принимая во внимание большинство шаблонов, появившихся в Интернете. Устройство, измеряющее ток, потребляемый от источника питания, представляет собой обычный амперметр постоянного тока, и за амперметром нет сглаживающих конденсаторов. С учетом того, что импульсы, достигающие электродов ячеек, кратковременны и имеют большую скважность, амперметр из-за инерционности корпуса должен показывать ток не более одной десятой от реально потребляемого тока, или даже меньше.
2. Обычная водопроводная вода требует добавления электролита, такого как серная кислота, для увеличения проводимости, а ячейка Майера работает с огромной производительностью с чистой водой.
Любой электролизер на недистиллированной воде, с расстоянием между электродами 1-2 мм, будет работать с большим КПД. Кроме того, в статье сначала пишется, что Майер использует воду из-под крана, а теперь пишет о чистой воде. Несовместимо. Вообще у меня сложилось впечатление, что в статье вырезано много "полезного" и добавлено много "путаницы наших мозгов" - ни слова о нефтяных баронах и людях, которые зарабатывают себе на жизнь.
3. По словам очевидцев, самым поразительным аспектом клетки Майера было то, что она оставалась холодной даже после нескольких часов добычи газа.
С короткими импульсами - неудивительно.
4. Эксперименты Майера, которые он признал патентоспособными, привели к ряду патентов США, перечисленных в разделе 101.Патентный обзор.
Пришлось подавать научную работу в известный НИИ России (не буду называть его название, чтобы не умалять его авторитета, но он действительно авторитетный). В этой работе было много недостатков, но она была высоко оценена. Ее потом отправили на Всероссийский конкурс, и у меня даже есть для нее медаль министра просвещения. Работа была перспективной, но потребовалось время, которого у меня не было, и сейчас она потеряла свою актуальность. Кроме того, все патентоспособно.Майер, например, отдельно запатентовал свой топливный элемент и метод производства водорода, а также отдельно запатентовал автомобильный двигатель, работающий от воды. Это странный факт. Но, может быть, я ошибаюсь, и в Комитете были мудрые и внимательные люди науки.
5. Майер использует внешнюю индуктивность, которая колеблется в зависимости от емкости ячейки — чистая вода имеет диэлектрическую проницаемость около 81 (иначе «около 5») — для создания параллельного резонансного контура. Он запускается мощным генератором импульсов, который вместе с емкостью ячейки и выпрямительным диодом образует схему накачки.Высокая частота импульсов создает на электродах ячейки постепенно возрастающий потенциал, пока не достигнет точки, где молекула воды разрушается и появляется короткий импульс тока.
Здесь речь идет о каком-то колебательном контуре. Угадайте, на какой из приведенных выше диаграмм изображен колебательный контур, левый или правый, сможете ли вы найти схему накачки? Судя по схемам выше, схемой здесь не пахнет, как и схемой накачки.
Известные в радиоэлектронике схемы накачки энергии устройств имеют как минимум накопительную линию, состоящую из нескольких конденсаторов и дросселей.Есть и более простой способ «прокачки», но об этом позже. А здесь нет ничего, кроме разгрузочного устройства — сотовых пластин, которые вообще предотвращают налипание. Кроме того, накопление в известных системах происходит постепенно с последующим кратковременным сбросом. А здесь описано нечто иное, совершенно непонятное классической науке.
6. Stanley Mayer успешно разлагает обычную воду из-под крана на ее компоненты с помощью комбинации высоковольтных импульсов со средним потреблением тока всего миллиампер.
См. пункт 1.
7. Майер отказался комментировать подробности, которые позволили бы ученым воссоздать и оценить его «водяную камеру». Тем не менее, он подал достаточно подробное описание в Патентное ведомство США, чтобы убедить их в том, что он может обосновать свою патентную заявку.
Это очень странный факт. Майер решил стать «водным магнатом»? Почему отказался? Любитель носить патент, хвастаться обложкой, но никому ее не показывать? Патент ценен, когда его владелец получает дивиденды от его реализации!
8. Согласно Майеру, поток газа увеличивался по мере приближения электродов и уменьшался по мере их удаления.
В любом электролизере выход газа увеличивается по мере уменьшения расстояния между пластинами.
9. Вторая камера содержала 9 двухтрубных ячеек из нержавеющей стали и производила значительно больше газа.
Но обратите внимание на этот факт. Я думаю, что это секрет клетки.
10. Практическая демонстрация клетки Майера гораздо более убедительна, чем псевдонаучный жаргон, используемый для ее объяснения.
Копперфильд тоже убедительно демонстрировал свои фокусы, а в качестве объяснения, как и Майер, использовал псевдонаучный жаргон (все объяснял «магией»).
11. Изобретатель лично говорил об искажении и поляризации молекулы воды, приводящей к самостоятельному разрыву связи под действием градиента электрического поля, резонансу в молекуле, что усиливает эффект.
Это то же самое, что и пункт 9, обратите внимание, о нем мы поговорим позже.
12. Он также обнаружил, что фотонная стимуляция пространства реактора лазерным светом через оптическое волокно увеличивает производство газа.
При определенной частоте лазерного генератора он может фактически усиливать резонанс молекул с помощью частотных гармоник (деление и умножение).
13. Частота импульсов, поступающих в конденсатор, выбрана в соответствии с собственной резонансной частотой молекулы.
Написано одно, а представленные схемы и чертежи не способны работать на резонансной частоте молекул воды, но о возможности такой реализации мы также напишем позже (как и в пунктах 9 и 11).
14. Повышающая катушка намотана на обычном тороидальном ферритовом сердечнике диаметром 1,50" и толщиной 0,25". Первичная обмотка содержит 200 витков калибра 24, а вторичная - 600 витков калибра 36. Трансформатор обеспечивает увеличение напряжения в 5 раз, хотя оптимальное соотношение подобрано практическим путем.
При определенном количестве витков первичной и вторичной обмоток напряжение возрастет именно в 3 (три) раза, а не в 5 (пять), скажет вам любой радиомастер. Благодаря такому описанию вы надолго поймете, как работает клетка Майера. О методике расчета коэффициента трансформации вы можете прочитать в статье «Силовой трансформатор. Расчет трансформатора». А кто-то не знает, как работает трансформатор? Отвечу, каждый мастер это знает: "Ууууууууууу...".
15. Настоящая вода имеет некоторую остаточную проводимость из-за наличия примесей. В идеале вода в клетке должна быть химически чистой. Электролит в воду не добавляется.
Химически чистая вода – это дистиллированная вода! И они говорили о кране в первую очередь!
16. Конденсатор состоит из двух концентрических цилиндров длиной 4 дюйма. Расстояние между поверхностями цилиндров составляет 0,0625 дюйма.
Запомните размеры, мы вернемся к ним позже в шагах 9, 11 и 13.
17. Расчет резонансной частоты традиционный. Вторая индуктивность регулируется в зависимости от чистоты воды, чтобы потенциал, приложенный к воде, был постоянным.
Что такое «традиционный» расчет? Авторов статьи учили рассчитывать резонанс колебательного контура, состоящего из конденсатора, катушки индуктивности и полупроводникового диода? Нет таких "традиционных" контуров! Подробнее о традиционных вычислениях читайте в статье «Осциллирующий ход».Резонанс". И вообще под какую резонансную частоту подстраиваться?
18. Внешняя трубка соответствует диаметру 3/4 дюйма 16 калибра (толщина стенки 0,06 дюйма), длине 4 дюйма. не рассчитывается из патентных документов, но должно работать) 4 "длинный.
Запомните размеры, мы вернемся к ним позже в шагах 9, 11, 13 и 16.
19. Не указано, должна ли быть вода в трубке. Вроде так и есть, но на работу устройства это никак не влияет.
А так можно сказать, от этого может все зависеть. Это не касается переписчика этой статьи! Вернемся вместе с пунктами 9, 11, 13, 16 и 18.
20. Частота не указана, исходя из размеров катушек и трансформатора, частота не более 50МГц. Не полагайтесь на этот факт, это всего лишь мое предположение.
С чего автор угадал с частотой не выше 50 мегагерц? По параметрам катушек и трансформатора без всяких расчетов любой опытный радиолюбитель вам скажет, что частота не будет достигать даже 1 (одного) мегагерца. Автор статьи, как он сам пишет, действительно пытался "угадать", а получилось как в "Поле чудес" - играл, но не угадал.
Теперь вы понимаете, почему я сначала воспринял эту статью как очередную аферу.Сейчас у меня другое мнение, но чтобы это подтвердилось, нужно все привести в порядок.
Что такое генератор водорода? Это конкретное устройство, которое работает в нескольких процессах. В процессе работы он начинает перерабатывать воду и расщеплять ее на водород и кислород. Многие люди делают свой собственный генератор водорода. Лучше всего иметь опыт работы с системами отопления и изготовления подобных устройств. В этом случае вы все сделаете правильно и не будете переживать за работу своего генератора.
Как нагревается водород?
Водородное отопление – вполне практичная вещь. Такой обогрев можно найти внутри автомобиля, в том месте, где находится двигатель. Водород можно получить в больших количествах. Это делает данный вид отопления все более популярным в условиях, когда необходимо сэкономить и максимально эффективно провести отопление в своем доме.
Метод нагревания водородом был изобретен итальянской компанией.Камера выглядела как горелка. Прием был другим, чем сейчас. Этот метод является экологически безопасным способом получения энергии. Более того, он практически бесшумный. Большое количество водорода сжигается при низких температурах около 3000 градусов по Цельсию. Эта температура способствовала производству водородных котлов из обычных материалов.
При нагреве водородом водогрейный котел или печь выделяет пар. Пар не вредит жизни человека. Это безвредно.Для водородного отопления нужна только одна составляющая затрат – электричество. Однако если установить солнечные панели, которые будут получать солнечную энергию, то затраты можно сократить до минимальных значений или вовсе свести к нулю.
Водородное отопление чаще всего используется в системах напольного отопления.

Процесс нагрева можно представить следующими этапами:
- Кислород реагирует с водородом;
- Образование молекул воды;
- Выпуск тепловой энергии;
- Теплый пол.
Тепловая энергия, выделяющаяся при реакции, нагревает воду до 40 градусов Цельсия. Это идеальная температура для теплых полов.
Водородное отопление часто применяется в тех случаях, когда необходимо существенно сэкономить на использовании технологии теплого пола. Этот способ позволяет быстро утеплить пол без значительных затрат. Кроме того, если котел питается от солнечной энергии, затраты на обслуживание вашего котла будут приближаться к нулю.
Можно ли сделать генератор водорода своими руками?
Сегодня в открытых источниках можно найти немало информации о том, как создавать разные сущности. В том числе генератор водорода и принцип его работы. Если у вас есть достаточные знания и навыки для конструирования такого типа устройств, вы можете сделать это самостоятельно.
Чтобы собрать газогенератор, нужно знать его устройство. Топливные элементы представляют собой своеобразный блок. Для их изготовления нужно взять плиты из ДВП или оргстекла.
Представьте шаги создания генератора:
- Изготовление топливных элементов;
- Проделывание отверстий для прохождения воды;
- Отрежьте электродные пластины;
- Нержавейку обрабатываем наждачной бумагой;
- Просверливаем отверстия для воды между электродами, чтобы отвести газ Брауна;
- Подбираем генератор;
- Вставить штифты и уложить электроды;
- Пластины из нержавеющей стали отделены от реактора уплотнительными кольцами;
- Закрываем генератор стенкой из ДВП;
- Фиксируем конструкцию шайбами и гайками;
- Подключаем генератор шлангами к емкости с водой;
- Соединяем контактные шайбы между собой;
- Подсоедините шнур питания;
- Подаем напряжение на топливный элемент.
При проектировании водородного генератора помните, что плоскость электродов должна быть плоской, чтобы избежать короткого замыкания.
Следуя приведенному выше алгоритму, вы сможете сделать генератор самостоятельно. И тогда генератор воды сможет отделить необходимые частицы для получения энергии благодаря автоматическому частотному регулированию.
Генератор водорода можно сделать самому. Если у вас есть технические знания и опыт в конструировании таких устройств, то сделать генератор вам не по зубам.Делайте все по схемам, чертежам, смотрите руководство «Сделай сам», читайте подробное описание и тогда из имеющихся деталей можно сконструировать самому, как для легкового автомобиля, так и для домашнего использования. Электрохимический прибор отлично проведет нагрев, как настоящая печь.
Из чего состоит электролизер своими руками: чертежи
Для того чтобы сделать электролизер своими руками быстро и без лишних проблем, следует воспользоваться чертежами.Они помогут лучше разобраться в схеме и устройстве изделия, чтобы сделать его своими руками.
Электролизная часть должна быть изготовлена из нержавеющей стали. Можно даже использовать старый стальной лист. Покупать новый лист не стоит. Определим список материалов, которые понадобятся для производства.
Пластины в электролизере должны быть двух типов: положительные и отрицательные.
Для изготовления электролизера вам понадобится несколько деталей:
- Лист из нержавеющей стали;
- Болты, гайки и шайбы;
- Труба;
- Фитинги;
- Емкость на 1,5 литра;
- Фильтр для проточной воды;
- Обратный водяной клапан.
Эти материалы понадобятся во время электролиза. Вы должны четко придерживаться чертежей в процессе проектирования продукта. Следует заранее в них разобраться, чтобы знать, где находятся все составляющие элементы конструкции.
Гидролизерможно сделать самостоятельно, используя различные компоненты, конечно, вам может не понадобиться сварка, если вы не делаете аппарат для ацетиленовой сварки или перфоратор, но электронный компонент buz350, аккумулятор и аккумулятор — все это производит достаточно Джо.Они могут понадобиться для подключения. Если вам нужна большая мощность, вы можете использовать аккумулятор, который есть у Петра или Вуда на мотоцикле, кстати, очень часто такое устройство работает на спирте, что упрощает задачу. Таким образом, этот вид производства водорода будет упрощен. Для мощных установок может использоваться машина, в которой используется дизельный двигатель, а точнее его двигатель внутреннего сгорания.
Используйте чертежи для правильного производства электролиза. Они помогут вам с правильной установкой.Заранее ознакомьтесь со списком материалов и инструментов, которые могут вам понадобиться при создании электролиза. Удачи в вашем творчестве!
Что такое газ Брауна
Генератор водорода производит водород во время работы. Но выход не чистый водород, а его модификация. Это газ Брауна. Он необходим для воспроизводства энергии и называется HHO. Часто люди хотят использовать кислород для обогрева своего дома.
Газ Брауна или Стэнли получают из воды. Это делается с помощью электролиза или резонансного метода.Это топливо все чаще используется для отопления частных домов и квартир. Формула газообразного водорода несколько похожа на формулу газа Брауна.
Генераторы, выбрасывающие такой газ, можно купить или сделать самому.
Чтобы получить газ самостоятельно, вам нужно:
- Трубы из ферросплавной нержавеющей стали;
- Регулятор для установки мощности нагревательного элемента;
- Осушитель воздуха;
- Блок питания 12 В.
Стоит отметить, что трубы из нержавеющей стали должны иметь разный диаметр.
Газ Брауна является модификацией газообразного водорода. Вот что мы получаем на выходе, когда используем водородный генератор в быту. Газ можно использовать для теплых полов. Он будет держать ваши ноги в тепле. При этом затраты на обслуживание генератора крайне малы.
Как выбрать водородный котел
Водородный котел является наиболее важным компонентом генератора водорода.Без него ваш агрегат работать не будет. Сделать водородный котел можно самостоятельно. Однако многие владельцы дач и домов, где используются полы с подогревом, рекомендуют приобрести бойлер.
При выборе водородного котла обратите внимание на основные характеристики:
- Мощность;
- Количество контуров;
- Количество потребляемой энергии.
Также стоит обратить внимание на изготовление. Чем популярнее бренд, тем лучше.
Это три основных параметра, по которым можно определить, насколько эффективен перед вами высокопроизводительный котел.
Если собираетесь отапливать весь дом, покупайте самые большие котлы. Если нет, стоит остановиться на маленьком казане. Тщательно выбирайте котел. Это самый важный элемент генератора водорода. Выбирайте качественные котлы только популярных брендов, и ваш генератор прослужит вам долгие годы.
Насколько эффективна ячейка Мейера
Ячейка Мейера — это топливный элемент.Элемент, который потребляет небольшое количество электроэнергии, превращая обычную воду в большое количество водородно-кислородной смеси. Преимущества клетки очевидны. Поэтому он используется в генераторах водорода.

3 основных преимущества ячейки Майера:
- Низкое потребление;
- Высокая производительность из чистой воды;
- Ячейка остается холодной даже после одного часа производства газа.
Ячейка Мейера используется вместо обычного электролиза.
Благодаря малому расходу и высокому КПД ячейка нашла широкое применение при создании самодельного генератора водорода. Установка требует небольшого количества энергии. При этом даже из чистой воды она способна генерировать огромное количество газа, оставаясь при этом холодной.
Ячейка Мейера намного эффективнее электролиза. Он изготовлен из нержавеющей стали, требует небольших финансовых вложений, но при этом на выходе мы получаем большое количество газа. Для работы он должен быть погружен в воду.Если вы хотите получить большое количество газа, следует использовать ячейку Мейера.
Автомобиль на воде своими руками: чертежи (видео)
Генератор водорода – очень полезный прибор для тех, кто хочет сэкономить на электроэнергии и получить максимально эффективный газогенераторный агрегат для теплого пола. При использовании генератора у вас будет теплый пол надолго.
Рис. 1. Состояние молекул воды: А – случайное; B — ориентация молекул вдоль силовых линий поля;
С – полярность молекулы; D - удлинение молекулы; Е - разрыв ковалентной связи; F - газовыделение.
Оптимальная газовая производительность достигается в резонансном контуре. Частота выбирается равной резонансной частоте молекул. Для изготовления пластин конденсатора предпочтительна нержавеющая сталь Т-304, не взаимодействующая с водой, кислородом и водородом. Начальный газовыделение контролируется снижением рабочих параметров. Поскольку резонансная частота постоянна, производительность можно контролировать, изменяя импульсное напряжение, форму или количество импульсов.
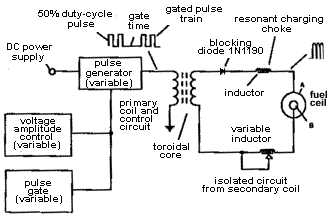
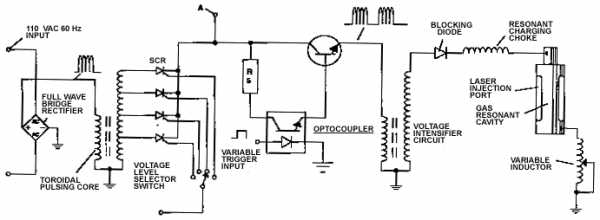
Повышающая катушка намотана на обычном тороидальном ферритовом сердечнике диаметром 1,50" и толщиной 0,25". Первичная катушка содержит 200 витков калибра 24, а вторичная 600 витков калибра 36. Для выпрямления переменного напряжения используется диод типа 1Н1198. На первичную обмотку поступают импульсы скважности 2. Трансформатор обеспечивает 5-кратное увеличение напряжения, хотя оптимальный коэффициент подобран практическим путем. Сальник содержит 100 витков диаметром 24 мм и диаметром 1 дюйм.
В последовательности импульсов должна быть короткая пауза. Через идеальный конденсатор ток не течет. Обращаясь с водой как с идеальным конденсатором, мы заботимся о том, чтобы энергия не использовалась для нагрева воды. Настоящая вода имеет некоторую остаточную проводимость из-за присутствия примесей. Лучше, если вода в клетке будет химически чистой. Электролит в воду не добавляется. В процессе электрического резонанса может быть достигнут любой потенциальный уровень. Как было сказано выше, емкость зависит от диэлектрической проницаемости воды и размера конденсатора.В примерной схеме конденсатор состоит из двух концентрических цилиндров длиной 4 дюйма. Расстояние между поверхностями цилиндров составляет 0,0625 дюйма. Резонанс цепи достигался при подаче на первичную обмотку импульса 26 В.
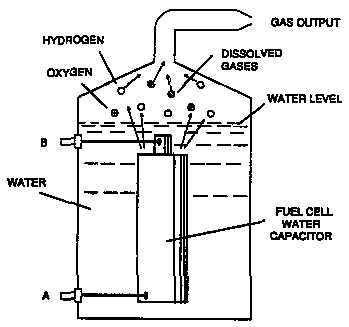
В любой резонансной цепи при достижении резонанса ток становится минимальным, а выходное напряжение максимальным. Расчет резонансной частоты является традиционным. Вторая индуктивность регулируется в зависимости от чистоты воды, чтобы потенциал, приложенный к воде, был постоянным.Поток воды регулируют любым подходящим способом. Настройка машины проста для квалифицированного специалиста.
Светодиод 1N1198 можно заменить на NTE5995 или ECG5994. Это импульсные диоды на 40 ампер 600 вольт (40 ампер - зачем столько?! вроде успокаивало при первоначальных опытах).
Нержавеющая стальT304 отлично подходит, но другие типы должны работать так же. T304 просто более доступен. Внешняя труба подходит для калибра 3/4 дюйма 16 (толщина стенки 0,06 дюйма) и имеет длину 4 дюйма.Внутренняя трубка диаметром 1/2 дюйма, калибр 18 (стенка 0,049 дюйма является приблизительным размером для этой трубки, фактический размер не может быть рассчитан по патентным документам, но должен работать) 4 дюйма в длину.
Вам нужно будет соединить две трубы с трубами. Используйте для этого стержни из нержавеющей стали и бескислотный припой! Также рассмотрите возможность разделения трубки. Это можно сделать с помощью небольшого кусочка пластика. Он не должен мешать свободному течению воды.
Прошли те времена, когда загородный дом можно было отапливать только одним способом - дровами или углем в печи.Современные отопительные приборы используют разные виды топлива и при этом автоматически поддерживают комфортную температуру в наших домах. Природный газ, дизельное топливо или мазут, электричество и солнечная энергия — вот неполный список альтернатив. Казалось бы – живи и радуйся, но только неуклонный рост цен на топливо и оборудование заставляет продолжать искать дешевые способы отопления. И в то же время неиссякаемый источник энергии – водород, буквально лежит у нас под ногами.И сегодня мы поговорим о том, как использовать обычную воду в качестве топлива, собрав водородный генератор своими руками.
Устройство и принцип работы водородного генератора
Заводской водородный генератор - агрегат внушительный
Использовать водород в качестве топлива для отопления загородного дома выгодно не только из-за его высокой теплотворной способности, но и потому, что при его сгорании не выделяются вредные выбросы веществ. Как все помнят из школьного курса химии, при окислении двух атомов водорода (химическая формула H 2 - Hidrogenium) одним атомом кислорода образуется молекула воды.Это дает в три раза больше тепла, чем сжигание природного газа. Можно сказать, что водород не имеет себе равных среди других источников энергии, так как его ресурсы на Земле неисчерпаемы – мировой океан составляет 2/3 химического элемента h3, и во всей Вселенной этот газ, наряду с гелием, является основным «строительным материал». Есть только одна проблема — для получения чистого H 2 необходимо разложить воду на составные части, а это непросто. Много лет ученые искали способ извлечения водорода и остановились на электролизе.
Схема лабораторного электролизера
Этот метод производства летучих газов включает размещение двух металлических пластин, подключенных к источнику высокого напряжения, в непосредственной близости друг от друга в воде. При подаче питания высокий электрический потенциал буквально разрывает молекулу воды, высвобождая два водорода (HH) и один кислород (O). Выделившийся газ был назван в честь физика Дж. Брауна. Его формула – HHO, а калорийность – 121 МДж/кг. Газ Брауна горит открытым пламенем и не создает вредных веществ.Основное преимущество этого вещества в том, что для него подходит обычный пропановый или метановый котел. Отметим только, что водород в соединении с кислородом образует взрывоопасную смесь, поэтому потребуются дополнительные меры предосторожности.
Схема установки по производству газа Брауна
Генератор, предназначенный для производства большого количества газа Брауна, содержит несколько ячеек, каждая из которых содержит множество пар электродных пластин. Они устанавливаются в герметичную емкость, которая оборудована газоотводом, силовыми зажимами и горловиной для залива воды.Дополнительно устройство оснащено предохранительным клапаном и гидрозатвором. Благодаря им исключается возможность распространения обратного огня. Водород горит только на выходе из горелки и не воспламеняется во всех направлениях. Многократное увеличение полезной площади установки позволяет извлекать горючее вещество в количестве, достаточном для различных целей, в том числе для обогрева жилых помещений. Но делать это с помощью традиционного электролизера будет невыгодно. Проще говоря, если электричество, используемое для производства водорода, использовать непосредственно для обогрева своего дома, это будет намного выгоднее, чем топить котел водородом.
Водородный топливный элемент Стэнли Мейера
Американский ученый Стэнли Мейер нашел выход из этой ситуации. В его установке использовался не мощный электрический потенциал, а токи определенной частоты. Изобретение великого физика основывалось на том, что молекула воды раскачивалась во времени с изменяющимися электрическими импульсами и вступала в резонанс, достигавший силы, достаточной для расщепления ее на составные атомы. Для такого воздействия требовались в десятки раз меньшие токи, чем при работе обычного электролизера.
Видео: Топливный элемент Стэнли Мейера
За свое изобретение, которое могло освободить человечество из плена нефтяных магнатов, Стэнли Мейер был убит, а труд его многолетних исследований исчез из ниоткуда. Несмотря на это, сохранились отдельные записи ученого, на основе которых изобретатели во многих странах мира пытаются построить подобные установки. И надо сказать, не без успеха.
Преимущества бурого газа в качестве источника энергии
- Вода HHO является одним из самых распространенных веществ на планете.
- При сгорании этого топлива образуется водяной пар, который можно снова сконденсировать в жидкость и повторно использовать в качестве сырья.
- При сжигании газообразного водорода не образуется никаких побочных продуктов, кроме воды. Можно сказать, что нет более экологически чистого топлива, чем газ Брауна.
- При работе системы водородного отопления выделяется достаточно водяного пара, чтобы поддерживать влажность в помещении на комфортном уровне.
Вас также может заинтересовать материал о том, как построить свой собственный газогенератор:
Область применения
Сегодня электролизер так же известен, как ацетиленовый генератор или плазменный резак. Первоначально сварщики использовали водородные генераторы, поскольку нести агрегат весом всего в несколько килограммов было гораздо проще, чем перемещать огромные баллоны с кислородом и ацетиленом. При этом высокое энергопотребление агрегатов не было решающим — все дело было в удобстве и практичности.В последние годы использование газа Брауна вышло за рамки привычных представлений о водороде в качестве топлива для газосварочных аппаратов. В долгосрочной перспективе возможности этой технологии очень широки, так как использование HHO имеет много преимуществ.
- Снижение расхода топлива в транспортных средствах. Существующие автомобильные генераторы водорода позволяют использовать HHO в качестве добавки к обычному бензину, дизельному топливу или газу. За счет более полного сгорания топливной смеси можно добиться снижения расхода углеводородов на 20 - 25 %.
- Экономия топлива на теплоэлектростанциях, использующих газ, уголь или мазут.
- Снижение токсичности и повышение эффективности старых котельных.
- Многократное снижение затрат на отопление жилых помещений за счет полной или частичной замены традиционных видов топлива газом Брауна.
- Использование переносных установок ВНО для бытовых нужд - приготовление пищи, горячее водоснабжение и т.д.
- Разработка совершенно новых, мощных и экологически чистых электростанций.
Вы можете купить генератор водорода, построенный по технологии С. Мейера "Технология водяных топливных элементов" (так называется его диссертация) - их производят многие компании США, Китая, Болгарии и других стран. Предлагаем сделать генератор водорода своими руками.
Видео: Как правильно обустроить водородное отопление
Что нужно для изготовления топливного элемента в домашних условиях
При запуске производства водородного топливного элемента необходимо изучить теорию процесса гремучего газообразования.Это позволит понять, что происходит в генераторе, поможет с настройкой и работой оборудования. Кроме того, вам придется запастись необходимыми материалами, большинство из которых несложно будет найти в розничной сети. Что касается чертежей и инструкций, постараемся полностью раскрыть эти моменты.
Конструкция генератора водорода: схемы и чертежи
Установка по производству бытового газа Брауна состоит из реактора с установленными электродами, ШИМ-генератора для их питания, гидрозатвора, соединительных кабелей и шлангов.В настоящее время существует несколько схем электролизеров, в которых в качестве электродов используются пластины или трубки. Кроме того, в Интернете можно найти так называемую установку сухого электролиза. В отличие от традиционной конструкции, в таком устройстве пластины не установлены в емкости с водой, а жидкость подается в зазор между плоскими электродами. Отказавшись от традиционной схемы, можно значительно уменьшить размер топливного элемента.
Электрическая схема ШИМ-регулятора Схема одной пары электродов, используемых в ячейке Мейера Схема ячейки Мейера Электрическая схема ШИМ-регулятора Чертеж топливного элемента
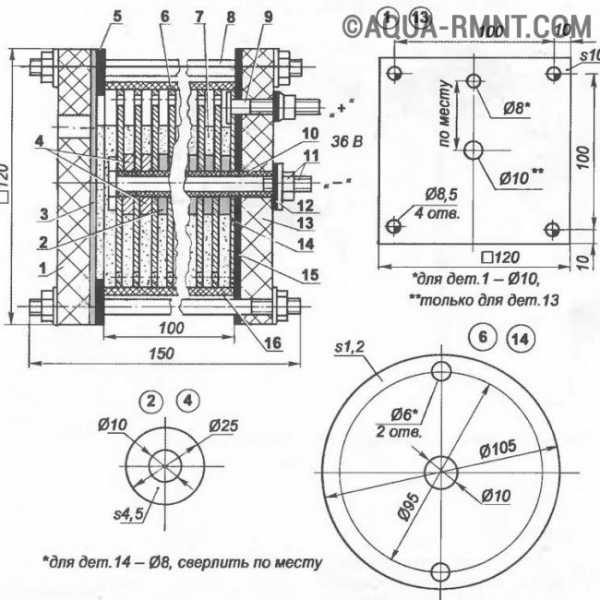 Чертеж топливного элемента Электрическая схема ШИМ-регулятора Электрическая схема ШИМ-регулятора
Чертеж топливного элемента Электрическая схема ШИМ-регулятора Электрическая схема ШИМ-регулятора
которую можно адаптировать под свои условия.
Выбор материалов для изготовления генератора водорода
Для изготовления топливного элемента не требуются специальные материалы. Единственное, что может вызвать затруднения, это электроды. Итак, что следует подготовить перед началом работы.
- Если выбранная вами конструкция представляет собой генератор «мокрого» типа, вам потребуется герметичный контейнер для воды, который также служит корпусом реактора. Емкость можно взять любую подходящую, главное требование – достаточная прочность и газонепроницаемость.Конечно, при использовании в качестве электродов металлических пластин лучше использовать прямоугольную конструкцию, например, тщательно запаянный корпус от старого автомобильного аккумулятора (черного цвета). Если для получения ННО используются трубки, подойдет и вместительная емкость от бытового фильтра очистки воды. Лучшим вариантом будет сделать корпус генератора из нержавеющей стали, например 304 SSL.
Блок электродов для «мокрого» генератора водорода
При выборе «сухого» топливного элемента вам потребуется лист оргстекла или другого прозрачного материала толщиной до 10 мм и уплотнительные кольца из технического силикона.
- Трубы или пластины из нержавеющей стали. Конечно, можно взять обычный «железный» металл, но пока работает электролизер, простое углеродистое железо будет быстро подвергаться коррозии и электроды придется часто менять. Использование высокоуглеродистого металла, легированного хромом, позволит генератору работать долго. Умельцы, занимающиеся производством топливных элементов, долгое время занимались подбором материала для электродов и остановились на нержавеющей стали 316L.Кстати, если в проекте использовались трубы из этого сплава, то их диаметр следует подбирать в таким образом, чтобы при установке одного во вторую часть между ними оставался зазор не более 1 мм.Для перфекционистов вот точные размеры:
- внешний диаметр трубы - 25,317 мм;
- диаметр внутренней трубы зависит от толщины трубы. В любом случае он должен обеспечивать зазор между этими элементами 0,67 мм.Его работоспособность зависит от того, насколько точно подобраны параметры деталей генератора водорода.
- ШИМ-генератор. Правильно собранная электрическая цепь позволит регулировать частоту тока в необходимых пределах, а это напрямую связано с возникновением резонансных явлений.Другими словами, чтобы началось выделение водорода, необходимо будет подобрать параметры питающего напряжения, поэтому сборке ШИМ-генератора уделяется особое внимание. Если вы владеете паяльником и умеете отличить транзистор от диода, электрическую часть можно изготовить самостоятельно. В противном случае можно обратиться к известному электронщику или заказать исполнение импульсного блока питания в мастерской по ремонту электронной техники.
Импульсный источник питания, предназначенный для подключения к топливному элементу, можно приобрести в Интернете.Они производятся небольшими частными компаниями в Польше и за рубежом.
- Подключаемые электрические кабели. Достаточно проводов сечением 2 м2. мм.
- Пузырь. Этим причудливым названием народные умельцы назвали самый распространенный гидрозатвор. Для этого можно использовать любую закрытую емкость. В идеале она должна быть снабжена плотной крышкой, которую сразу сорвет, если внутри воспламенится газ. Кроме того, рекомендуется установить запорное устройство между электролизером и барботером для предотвращения возврата HHO в ячейку.
Барботерная конструкция
- Шланги и муфты. Для подключения генератора HHO вам понадобятся прозрачные пластиковые трубки, впускные и выпускные фитинги и хомуты.
- Гайки, болты и шпильки. Они понадобятся для соединения частей электролизера между собой.
- Катализатор реакции. Для интенсификации процесса образования ННО в реактор добавляют гидроксид калия КОН. Это вещество без проблем можно купить в интернете. На первое время достаточно не более 1 кг порошка.
- Автомобильный силикон или другой герметик.
Обратите внимание, что полированные трубки использовать не рекомендуется. Наоборот, специалисты рекомендуют шлифовать детали для получения матового покрытия. В дальнейшем это поможет повысить эффективность установки.
Инструменты, которые потребуются в процессе
Прежде чем приступить к сборке топливного элемента, подготовьте следующие инструменты:
- ножовка;
- дрель с набором сверл;
- набор ключей; плоские и плоские отвертки
- ;
- Угловая шлифовальная машина («болгарка») с установленным отрезным кругом по металлу;
- мультиметр и расходомер;
- линейка;
- маркер.
Также, если вы собираете ШИМ-генератор самостоятельно, для его настройки вам понадобится осциллограф и частотомер. В рамках данной статьи мы не будем касаться этой проблемы, так как изготовление и настройка импульсного блока питания лучше всего рассматривается специалистами на специализированных форумах.
Обратите внимание на статью, в которой перечислены другие источники энергии, которые можно использовать для отопления дома:
Инструкция: как сделать генератор водорода своими руками
Для производства топливного элемента мы выберем наиболее совершенную «сухую» схему электролизера с использованием электродов в виде пластин из нержавеющей стали.В приведенных ниже инструкциях показано, как построить генератор водорода от А до Я, поэтому лучше следовать порядку.
Система сухих топливных элементов
- Производство корпусов топливных элементов. Боковые стенки каркаса представляют собой пластины из ДВП или оргстекла, вырезанные по размерам будущего генератора. Однако следует понимать, что размер аппарата напрямую влияет на его производительность, а стоимость получения ГНО будет выше. Для изготовления топливного элемента оптимальными будут размеры устройства от 150х150 мм до 250х250 мм.
- Каждая пластина имеет отверстие для подключения входа (выхода) воды. Дополнительно потребуется сверление в боковой стенке газоотвода и четыре отверстия по углам для соединения компонентов реактора между собой.
Изготовление боковых стенок
- С помощью угловой шлифовальной машины вырезаются пластины электродов из листов нержавеющей стали 316L. Их размеры должны быть на 10 – 20 мм меньше размеров боковых стенок. Дополнительно при изготовлении каждой детали следует оставлять небольшую контактную шайбу в одном из углов.Это необходимо для соединения отрицательных и положительных электродов группами перед подключением их к напряжению питания.
- Для получения достаточного количества HHO нержавеющая сталь должна быть отшлифована с обеих сторон мелкой наждачной бумагой.
- В каждой из пластин просверливают по два отверстия: сверлом диаметром 6 - 7 мм - для подвода воды в пространство между электродами, и толщиной 8 - 10 мм - для отвода газа Брауна. Точки бурения рассчитываются с учетом мест установки соответствующих входных и выходных патрубков.
Этот комплект деталей необходимо подготовить перед установкой топливного элемента.
- Начинается сборка генератора. Для этого в стены из ДВП монтируют арматуру для подвода воды и отвода газа. Места их стыков тщательно герметизируются автомобильным или гидравлическим герметиком.
- Затем штифты устанавливаются в одну из прозрачных частей корпуса, после чего укладываются электроды.
Размещение электродов начинается с уплотнительного кольца.
Примечание: плоскость пластинчатых электродов должна быть плоской, иначе элементы с противоположными зарядами соприкоснутся и вызовут короткое замыкание!
- Пластины из нержавеющей стали отделены от стенок реактора уплотнительными кольцами, которые могут быть изготовлены из силикона, паронита или другого материала. Важно только, чтобы его толщина не превышала 1 мм. Эти же детали используются в качестве прокладок между пластинами. Во время установки убедитесь, что контактные площадки для отрицательного и положительного электродов сгруппированы на разных сторонах генератора.
При установке пластин важно правильно совместить выпускные отверстия.
- После укладки последней пластины монтируется уплотнительное кольцо, затем генератор закрывается второй стенкой из ДВП, а сама конструкция фиксируется шайбами и гайками. При проведении этой работы необходимо следить за равномерностью затяжки и отсутствием перекосов между плитами.
При окончательной затяжке проверьте параллельность боковых стенок. Это нужно для того, чтобы избежать искажений.
- Генератор соединяется с емкостью с водой и барботером с помощью полиэтиленовых шлангов.
- Контактные площадки электродов соединяются между собой любым способом, а затем к ним подключаются силовые выводы.
Собрав несколько топливных элементов и соединив их параллельно, можно получить достаточное количество газа Брауна.
- Напряжение от генератора ШИМ подается на топливный элемент, после чего устройство настраивается и настраивается на максимальный выход газа HHO.
Для получения достаточного количества газа Брауна для обогрева или приготовления пищи было установлено несколько генераторов водорода, работающих параллельно.
Видео: Сборка устройства
Видео: Работа с конструкцией «сухого» типа
Выбранные точки использования
в три раза выше, чем у углеводородов. Как вы сами понимаете, такую температуру конструкционная сталь долго не выдержит. Сам Стэнли Мейер рекомендовал использовать горелку необычной конструкции, схема которой приведена ниже.
Схема водородной горелки конструкции С. Мейера
Хитрость этого устройства в том, что ННО (обозначен на схеме цифрой 72) поступает в камеру сгорания через клапан 35. Горящая водородная смесь поднимается по каналу 63 и одновременно уносит процесс эжекции выносом наружу через регулируемые отверстия 13 и 70. Некоторое количество продуктов сгорания (водяной пар) задерживается под патрубком 40, который поступает в колонну сгорания по воздуховоду 45 и смешивается с горящими газами.Это позволяет снизить температуру горения в несколько раз.
Второй момент, на который хотелось бы обратить внимание, это жидкость, которую необходимо залить в установку. Лучше всего использовать подготовленную воду, не содержащую солей тяжелых металлов. Идеальный вариант – дистиллят, который можно приобрести в любом автомагазине или аптеке. Для успешной работы электролизера в воду добавляют гидроксид калия КОН в количестве примерно одна столовая ложка порошка на ведро воды.
Важно не перегревать генератор во время работы.При повышении температуры до 65 градусов Цельсия и более электроды аппарата будут загрязнены побочными продуктами реакции, что снизит эффективность электролизера. Если это произойдет, водородный элемент придется разобрать и удалить наждачной бумагой.
И третье, чему мы уделяем особое внимание, — это безопасность. Помните, что смесь водорода и кислорода не случайно называют взрывчатым веществом. HHO является опасным химическим веществом, которое может взорваться при неосторожном обращении.Соблюдайте правила безопасности и будьте предельно осторожны при экспериментах с водородом. Только в этом случае «кирпичик», из которого сделана наша Вселенная, принесет в ваш дом тепло и уют.
Надеюсь, эта статья вдохновила вас засучить рукава и приступить к сборке водородного топливного элемента. Конечно, все наши расчеты не окончательные, но их можно использовать для создания работающей модели водородного генератора. Если вы хотите полностью перейти на этот вид отопления, проблему придется изучить подробнее.Возможно, именно ваша установка станет тем краеугольным камнем, благодаря которому завершится передел рынков энергоресурсов, и благодаря которому в каждый дом попадет дешевое и экологически чистое тепло.
Изучая компонентную базу электронных плат, на которых были собраны все устройства, входящие в сложную установку, использованную Майером в водородном генераторе, установленном им в его автомобиле, я собрал "основную часть" устройства - генератор импульсов .
Все смарт-карты выполняют определенные задачи в ячейке.
Электронная часть мобильной установки генератора водорода Mayer состоит из двух полноценных устройств, выполненных в виде двух независимых блоков. Имеются блок управления и контроля ячейки, вырабатывающей кислородно-водородную смесь, и блок управления подачей этой смеси в цилиндры двигателя внутреннего сгорания. Ниже фото первого.
Блок управления и контроля работы ячейки состоит из вторичного источника питания, питающего энергией все модульные платы, и одиннадцати модулей - плат, состоящих из генераторов импульсов, цепей контроля и управления.В этом же блоке за платами генератора импульсов находятся импульсные трансформаторы. Один из одиннадцати наборов: генератор импульсов и плата преобразователя импульсов специально используется только для одной пары ламп Cell. А так как пар ламп одиннадцать, то и генераторов тоже одиннадцать.
.
Судя по фото генератор импульсов собран на простейшей элементной базе цифровых логических элементов. Принципиальные схемы, размещенные на различных сайтах Mayer Cell, на самом деле не так уж далеки от оригинала, за одним исключением — они упрощены и работают бесконтрольно.Другими словами, на электроды трубки подаются импульсы до тех пор, пока не наступит «пауза», которая по усмотрению схемотехника сразу устанавливается схемотехником посредством регулировок. «Пауза» Майера возникает только тогда, когда сама Клетка, состоящая из двух трубок, сообщает, что пора взять паузу. Имеется регулировка чувствительности схемы управления, уровень которой устанавливается быстро с помощью подстройки. Кроме того, имеется оперативное регулирование длительности «паузы» — времени, в течение которого в клетку не поступают импульсы.Схема генератора Мейера автоматически регулирует «паузу» в зависимости от потребности в количестве произведенного газа. Эта регулировка осуществляется по сигналу блока управления и контроля подачи топливной смеси в цилиндры ДВС. Чем быстрее вращается двигатель внутреннего сгорания, тем больше расход кислорода и водорода и тем короче «пауза» для всех одиннадцати генераторов.
На передней части генератора Майера имеются прорези подстроечных резисторов, которые регулируют частоту импульсов, продолжительность паузы импульсов, а также вручную устанавливают уровень чувствительности схемы управления.
Нет необходимости в автоматическом контроле потребности в газе и автоматическом управлении «паузой» для воспроизведения прототипа импульсного генератора. Это упрощает электронную схему генератора импульсов. Кроме того, современная электронная база более развита, чем 30 лет назад, поэтому с более современными микросхемами нет смысла использовать простейшие логические элементы, которые ранее использовал Майер.
В этой статье публикуется моя схема генератора импульсов, которая воспроизводит принцип генератора клеток Майера.Это не первая моя конструкция генератора импульсов, до этого были еще две сложные схемы, способные генерировать импульсы разной формы, с амплитудной, частотной и временной модуляцией, схемы управления током нагрузки в цепях трансформатора и самой ячейки, схемы стабилизации амплитуда импульса и форма выходного напряжения на ячейке. В результате исключения, на мой взгляд, «ненужных» функций получилась простая система, очень похожая на опубликованные на различных сайтах, но отличающаяся от них наличием системы управления током Cell.
Как и в других опубликованных схемах, в ячейке есть два осциллятора. Первый является генератором-модулятором, создающим импульсные импульсы, а второй является генератором импульсов. Особенностью схемы является то, что первый генератор-модулятор работает не в режиме генератора, как у других схемотехников Meyer Cell, а в режиме резервного генератора. Модулятор работает по следующему принципу: в начальной фазе он включает генератор, а после достижения определенной амплитуды тока непосредственно на пластинах ячейки генерация запрещается.
В мобильном устройстве Mayer тонкий сердечник служит импульсным трансформатором, а количество витков всех обмоток огромно. Ни размеры сердечника, ни количество витков не указаны ни в одном из патентов. В стационарной установке Майер имеет замкнутый тор с известными размерами и числом витков. Именно его и решили использовать. Но так как потери энергии при намагничивании в схеме однотактного генератора являются потерями, то было решено использовать щелевой трансформатор, взяв за основу ферритовый сердечник от строчного трансформатора ТВС-90, используемого в транзисторных черно-белых телевизорах.Он лучше всего соответствует параметрам, указанным в патентах Майера для стационарных установок.
Схема ячейки Майера в моем проекте показана на картинке.
.
Конструкция генератора импульсов несложная. Он смонтирован на банальных микросхемах - таймерах LM555. В связи с тем, что генератор экспериментальный и неизвестно, на какие токи нагрузки рассчитывать, в качестве выходного транзистора VT3 для надежности был использован ИРЧ.
Когда ток Ячейки достигает определенного порога, при котором происходит разрыв молекул воды, необходимо прекратить подачу импульсов в Ячейку.Для этого используется кремниевый транзистор VT1 - КТ315Б, который препятствует работе генератора. Резистор R13 «Ток останова генерации» служит для установки чувствительности схемы управления.
Переключатель S1 «Грубое время» и резистор R2 «Длительность точного» являются рабочими настройками времени паузы между пачками импульсов.
Согласно патентам Майера трансформатор имеет две обмотки: первичная содержит 100 витков (для питания 13 вольт) провода ПЭВ-2 диаметром 0,51 мм, вторичная содержит 600 витков провода ПЭВ-2 с диаметр 0,18 мм.
При указанных параметрах трансформатора оптимальная частота следования импульсов составляет 10 кГц. Дроссель L1 намотан на картонной оправке диаметром 25 мм и содержит 100 витков провода ПЭВ-2 диаметром 0,51 мм.
Теперь, когда вы все это "проглотили", давайте проанализируем полеты этого паттерна. При этом режиме я не использовал дополнительные режимы для увеличения потока газа, так как они не наблюдаются в мобильной ячейке Mayer Cell, за исключением, конечно, лазерной стимуляции.Либо я забыл пойти с Селлом к Шепчущей Бабушке, чтобы прошептать о высоком КПД Селла, либо я выбрал не тот трансформатор, но КПД установки оказался очень низким, а сам трансформатор сильно грелся. Учитывая низкое сопротивление воды, сама ячейка не может работать как накопительный конденсатор. Ячейка просто не следовала «сценарию», описанному Майером. Поэтому я добавил в схему дополнительный конденсатор С11. Только в этом случае на осциллограмме выходного напряжения появлялась осциллограмма с ярко выраженным процессом накопления.Почему я его поставил не параллельно Ячейке, а через железку? Цепь управления током ячейки должна отслеживать этот скачок, а конденсатор будет предотвращать это во время зарядки. Катушка уменьшает влияние С11 на цепь управления.
Я использовал простую водопроводную воду, а также свежую дистиллированную воду. Вроде не извращался, но потребляемая мощность при неизменном КПД была раза в три-четыре выше, чем напрямую от аккумулятора через ограничительный резистор. Сопротивление воды в ячейке настолько мало, что повышение импульсного напряжения через трансформатор легко гасилось малым сопротивлением, заставляя магнитопровод трансформатора сильно нагреваться.Можно предположить, что вся причина в том, что я использовал ферритовый трансформатор, а на мобильной версии Mayer Cell есть трансформаторы почти без сердечника. Он больше служит рамкой. Нетрудно понять, что Майер компенсировал малую толщину сердечника большим числом витков, увеличив тем самым индуктивность обмоток. Но водостойкость от этого не увеличится, поэтому напряжение, о котором пишет Майер, не увеличится до значения, описанного в патентах.
Для повышения КПД я решил "выкинуть" трансформатор из схемы, где теряется энергия.Принципиальная схема ячейки Майера без трансформатора показана на рисунке.
.
Поскольку индуктивность катушки L1 очень мала, я исключил и ее из схемы. И «чудо-установка» стала выдавать относительно высокий КПД. Я провел эксперименты и пришел к выводу, что при заданном объеме газа установка потребляет столько же энергии, сколько и при электролизе на постоянном токе, плюс-минус погрешность измерения. Это значит, что я наконец-то собрал комплект, в котором нет лишней траты энергии.Но зачем он нужен, если затраты энергии напрямую от аккумулятора точно такие же?
Выполнено
Подытожим тему очень низкой водостойкости. Сама ячейка не может функционировать как накопительный конденсатор, потому что вода, которая действует как диэлектрик конденсатора, не может быть - она проводит электричество. Чтобы шел процесс электролиза – разложения на кислород и водород, он должен быть токопроводящим. Получается неразрешимое противоречие, которое можно разрешить только одним способом: отказаться от версии «Ячейка-конденсатор».Накопления в ячейке, как в конденсаторе, быть не может, это миф! Если принять во внимание поверхность обкладок конденсатора, образованную поверхностями ламп, то даже при воздушном диэлектрике емкость ничтожно мала, а здесь в качестве диэлектрика выступает вода с малым активным сопротивлением. Ты мне не поверишь? Возьмите учебник физики и посчитайте емкость.
Можно предположить, что накопление происходит на катушке L1, но этого не может быть, так как ее индуктивность также очень мала для частот порядка 10 кГц.Индуктивность трансформатора на несколько порядков выше. Можно даже задаться вопросом, почему он вообще «застрял» в цепи с малой индуктивностью.
Послесловие
Кто-то скажет, что в бифилярной обмотке все чудо. Как представлено в патентах Майера, это не будет иметь никакого смысла. Бифилярная обмотка применяется в защитных силовых фильтрах не в одном проводнике, а в противофазе и предназначена для подавления высоких частот.Он даже встречается во всех без исключения адаптерах питания для компьютеров и ноутбуков. Для этого же проводника в проволочном резисторе сделана бифилярная обмотка для подавления индуктивных свойств самого резистора. Бифилярная обмотка может служить фильтром для защиты выходного транзистора, препятствуя попаданию в цепь генератора сильных СВЧ-импульсов, которые поступают от источника этих импульсов непосредственно в ячейку. Кстати, катушка L1 также является отличным СВЧ-фильтром.Первая схема генератора импульсов с использованием повышающего трансформатора правильная, только чего-то не хватает между транзистором VT3 и самой ячейкой. Этому я и посвящу следующую статью.
.








 Вызов дизайнера:
Вызов дизайнера:


Действующие акции

скидка для внимательных клиентов 7% от общей стоимости заказа.

