Салон штор в Санкт-Петербурге




Бензогенератор для сварочного инвертора
| При необходимости выполнить сварку с помощью сварочного инвертора там, где отсутствует централизованная подача электроэнергии, необходима автономная электростанция, Генератор должен подходить по своим техническим характеристикам имеющемуся инверторному сварочному аппарату. Значит в первую очередь нужно знать характеристику самого инверторного аппарата, чтобы приобрести для него соответствующий генератор. При этом нужно точно знать мощность сварочного инвертора, силу сварочного тока, напряжение сварочной дуги и КПД аппарата. При определении мощности сварочного инвертора необходимо не ошибиться в приведенных данных завода-изготовителя. Часто мощность либо вообще не указывается, либо дается в не совсем понятных для потребителя единицах – кВА (киловольтамперах). Если мощность инвертора указана в вольтамперах (ВА), а не в Вт, то необходимо эти данные умножить на поправочный коэффициент 0.6-0.7. Скажем дана мощность 4000 ВА, то 4000ВА*0.6=2400Вт (2.4 кВт). При этом выбирая, какой генератор для сварочного аппарата инверторного типа необходим, дополнительно стоит уточнить, номинальная это мощность – тогда ее можно использовать непрерывно, либо это максимальная мощность, которую можно использовать лишь кратковременно. Когда мощность сварочного инвертора неизвестна, то ее можно рассчитать используя несложную схему расчетов:
С определением мощности генератора нет каких-либо сложностей, так как эти данные всегда указаны либо на коробке генератора, либо содержаться в его названии. Говоря о необходимой мощности генератора для сварочного инвертора можно дополнительно определиться с параметрами по использовании одного из самых распространенных диаметров электрода – «тройки». Так потребляемая средняя мощность будет составлять порядка 2-2.5 кВт, а при залипании электрода, будет наблюдаться кратковременное увеличение мощности до 5-7 кВт. Однако у сварочного аппарата инверторного типа потребление мощности намного ниже, плюс залипание электрода для него вообще не опасно, так как сам инвертор в этот момент ничего не потребляет! Значит, отвечая на вопрос, - какой генератор для сварочного аппарата инверторного типа необходим, можно будет сделать вывод, что будет достаточно приобрести генератор мощностью от 4 кВт. Расчет силы сварочного тока, исходя из мощности генератораЧем выше мощность выдаваемая генератором, тем он дороже и приобретение , например, 6.6 кВт источника электроэнергии будет не каждому по – карману. Однако следует сразу определиться, - нужен ли такой мощный генератор и можно для домашних нужд обойтись менее мощным аналогом.Используя несложную схему, можно определить возможности мене мощного генератора, порядка 2-3 кВт. Нужно лишь перевести Ватты генератора в Амперы сварочного инвертора. Для этого:
Получается, что для сварки не нужен 6.6 кВт генератор, так как тока в 100 А вполне достаточно для работы с электродами небольшого диаметра, которыми можно успешно решить все бытовые проблемы связанные со сваркой. Какой же генератор выбрать для сварочного инвертора?
Можно ли применять сварочный генератор как обычный?Да, можно его использовать для бытовых нужд с учетом некоторых нюансов подключения к домовой электросети. Плюсом генератора для сварочного аппарата инверторного типа является преобразователь напряжения избавляющий от скачков тока. Это дает возможность безопасно его использовать даже для компьютерной техники, чувствительной к перепадам напряжения.Преимуществом инверторных моделей является их возможность использовать без применения выпрямителя для всех бытовых нужд в частном доме или на даче. Запаса мощности инверторных моделей вполне хватает и для работы и для того, чтобы служить как полностью автономный источник электроэнергии при отсутствии линий электропередач. Читайте также | Самое интересное Инверторный дизельный генератор Для чего используется дизельные генераторы, ... Трехфазные дизельные генераторы Наиболее мощные дизельные генераторы всегда ... |
Какой выбрать бензогенератор для сварки, аспекты подбора модели
Бензогенераторы (бензиновые электростанции) – миниатюрные автономные установки для производства энергии, которые используют как резервный или основной источник снабжения. Делятся бензогенераторы на несколько типов по мощности и направлению использования. Ниже в статье мы разберемся, как выбрать генератор для сварки не прибегая к специалистам.
Виды и особенности генераторов
Генераторы, работающие на бензине, в основном используются в качестве резервного источника для снабжения электроэнергией каких-либо объектов или при необходимости выполнять выездные работы с электроинструментом, который нет возможности подключить.
 Бензогенераторы для сварки рассчитаны на временную работу (на протяжении нескольких минут или часов). При необходимости работать длительное время без перерывов, лучше обзавестись дизельным генератором.
Бензогенераторы для сварки рассчитаны на временную работу (на протяжении нескольких минут или часов). При необходимости работать длительное время без перерывов, лучше обзавестись дизельным генератором.
Бензогенераторы для дачи и отдыха — эта разновидность генераторов наиболее популярна среди покупателей. Министанции могут выдавать мощность от 0.7 до 5 киловатт, и достаточно легки в плане транспортировки.
Бензогенераторы для сварочного аппарата – разновидность мощностью от 5 до 10 киловатт. Они хорошо подойдут для интенсивных работ на протяжении 8 часов. Очень важно знать производителя двигателя, чтобы не попасть на вариант, который уже через месяц даст знать о своих недостатках. Важным параметром является размер бака с топливом и наличие кожуха шумоизоляции и возможности запуска генератора электростартером.

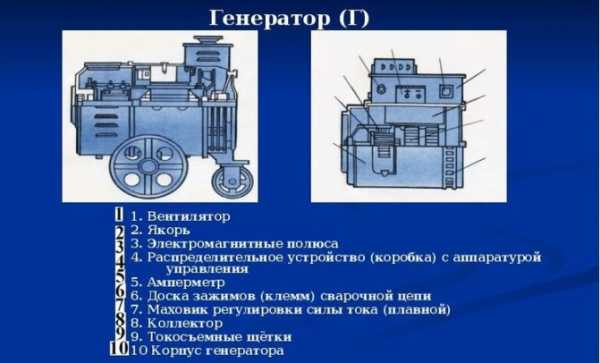
Схема и устройство аппарата
Современные генераторы верхнеклапанного вида по качеству выделяемой энергии модно сравнить с дизельными. Установки могут обеспечивать очень высокую производительность, минимизируя шум, к тому же они компактны и долговечны. Покупать данный генератор для сварки целесообразно, если планируется проведение работ на строительной площадке или питание сварочного аппарата, которому периодически требуется мощный поток энергии.
Бензогенератор функцией сварки для коттеджа или предприятия производят мощность от 10 до 20 киловатт. Они оборудованы автоматическим пуском и используются как стационарная установка.
Конструктивная особенность и принцип работы
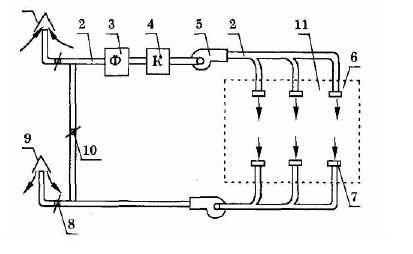
Многие специалисты выделяют бензогенераторы сварочные в отдельный вид генераторов, их принцип работы ничем не отличается от обычного, а схема достаточно простая.
При зажигании дуги по обмотке якоря протекает сварочный ток, необходимый для поддержания горения дуги. Вырабатывается ток посредством трансформации энергии за счет вращения коленвала в силовом аппарате внутреннего сгорания, чем преобразовывает механическую энергию в электрическую.
На что следует обратить внимание при выборе
Если вам нужна качественная сварка, то вы должны чётко представлять себе, как выбрать правильно бензогенератор для сварки. Именно от него будет зависеть непрерывность сварки, что непосредственно скажется и на её качестве. Генератор нужен и тогда, когда нет возможности подключиться к электрической сети. Таким образом, он будет являться незаменимым звеном при сварке.
Самый основной параметр – максимальная вырабатываемая мощность сварочного бензогенератора, которую часто путают с потребляемой мощностью. У некоторых производителей этот параметр может быть указан непосредственно в техническом паспорте либо руководстве по эксплуатации.
Если максимальная потребляемая мощность нигде не указана, то её легко рассчитать самостоятельно. Нужно перемножить максимальный ток сварки на напряжение дуги. Полученный результат делим на КПД самого инвертора.
Смотрим видео, критерии выбора:
Пример. Пусть инвертор, к которому подключается агрегат для сварки имеет максимальный ток сварки 180 А. Напряжение дуги инвертора обычно составляет 25 В, хотя для каждого инвертора оно разное. Перед расчётами обязательно сверьте его со значением, указанным в техническом паспорте. КПД практических всех инверторов равно 0,85. Теперь считаем мощность: 180 x 25 / 0,85= 5294 (Вт). Это и является максимальной потребляемой мощностью.
Чтобы определить какой бензогенератор с функцией сварки подойдёт к конкретному инвертору, следует к полученной мощности прибавить ещё 30%. Это необходимо для того, чтобы генератор работал не на пределе, а в крейсерском режиме. В нашем примере подойдёт генератор мощностью 6882 Вт или 6,9 кВт.
При расчёте нужно помнить, что потребляемая мощность всегда выражена в «кВт». Если вы видите обозначение «кВА», то эта величина обозначает вырабатываемую мощность генераторов.
Чтобы перевести вырабатываемую мощность в потребляемую, нужно воспользоваться простой формулой перевода:
- 1 кВт = 1 кВА x КМ, где
- КМ – коэффициент мощности, а кВА – потребляемая мощность инвертора.
- КМ инверторов всегда лежит в пределе 0,6-0,7.
Если бюджет не позволяет приобрести бензиновый генератор со сварочным аппаратом требуемой мощности, можно пойти от обратного и подсчитать какой генератор потянет сварочный его без ущерба для процесса сварки. Для этого необходимо узнать допустимый предел тока инвертора, который не следует превышать.
Пример. Допустим, вы приобрели генератор для инверторного сварочного аппарата на 3 кВт. Чтобы подсчитать предельный ток, нужно умножить эту величину на КПД самого инвертора (0,85) и разделить на напряжение его дуги. Итак, 3000 x 0,85 / 25 = 102 (А). Таким образом, работая до 102 А, можно спокойно производить сварку электродом 2-3 мм.
Также полезно знать и зависимость пиковой мощности бензогенератора с функцией сварки от диаметра электрода:
- Пиковая мощность генератора — 2,5 кВт = 2 мм диаметр электрода
- Пиковая мощность генератора — 3,5 кВт = 3 мм диаметр электрода
- Пиковая мощность генератора — 4,5 кВт = 4 мм диаметр электрода
- Пиковая мощность генератора — 5,5 кВт = 5 мм диаметр электрода
Популярные модели

Модель Endress ese 606
После рассмотрения основных принципов подбора стоит ознакомиться с производителями. Для оценки мы взяли несколько разных производителей по мощности агрегатов и ценовому диапазону.
Сварочные генераторы бензиновые по принципу работы двигателей делятся на:
- Двухтактные;
- Четырёхтактные.
Бензиновые генераторы типа HUTER DY6500L особенно эффективны в бытовых условиях: дома, на даче, в гараже. Они не рассчитаны долговременную эксплуатацию, но имеют отличительные характеристики. Эти мини-станции прекрасно работают в паре с инверторами Сварог.

Модель Brima LT 8000B
Brima LT 8000B – целевой аппарат, который идеально работает с многими инверторами компании Ресанта. При тестировании работы вместе с Ресанта САИ-190 выдавал достаточно хорошие показатели. В некоторых случаях Brima может служить как источник резервного питания для дачного домика.
Endress ese 606 – генератор с огромным баком для топлива высокой ценовой категории. Может работать до 2-3 раз дольше в сравнении с обычными генераторами. Двигатель от всемирно известной компании Honda минимизирует расход топлива. Отлично работает с EWM инверторами.
Уход за генератором
Уход за генераторами бензиновыми для сварочных аппаратов не требует серьезных затрат времени на техобслуживание. Все, что нужно, это периодически проводить проверку на уровень масла и доливать его при необходимости. Временами необходимо будет подзаряжать аккумулятор генератора.
Смотрим видео о модели HUTER DY6500L:
Проводить эксплуатацию лучше в помещении для защиты от осадков или использовать специальное накрытие для установки. Можно поместить его в уголке гаража и не беспокоиться о попадании осадков на агрегат.
Не стоит запускать бензогенератор слишком много раз при серьезных морозах (от -20 и ниже), такое пренебрежение перепадами температур в аппарате чревато быстрым износом двигателя.
Итоги
Стоит сказать, что приведенная выше информация представлена для обычных сварочных аппаратов, которые используются в бытовых условиях. При подборе профессионального сварочного генератора вроде дде дрв 160 и стоит обратиться к советам в руководстве по эксплуатации, так как достаточно часто наблюдаются некоторые проблемы при работе сварки от определенного вида генераторов и производители указывают это в документации.
Основной причиной несовместимости генераторов и сварочных аппаратов считают различие характеристик в плане мощности, впрочем, это далеко не единственный, хоть и основной параметр. Подбор генератором можно, конечно, осуществить и самостоятельно, используя вышеуказанные расчеты, но желательно обратиться к специалистам перед приобретением.
Какой мощности генератор нужен для инверторной сварки? Подробно
Как выбрать генератор?
Как подобрать генератор? На самом деле, здесь нет ничего сложного. Вам нужно учесть всего несколько параметров: потребляемую мощность генератора, максимальную силу тока вашего инвертора, диаметр электродов, которые вы будете использовать, и совместимость генератора с аппаратом.
Первый и второй критерий взаимосвязаны, об этом мы поговорим далее. А вот что касается совместимости, то здесь нужно обратить особое внимание на тип генератора. Существует синхронный генератор, инверторный и асинхронный . Также существуют гибриды, которые могут работать и синхронно, и асинхронно.
Сейчас многие новички наверняка скажут, что здесь и думать нечего, нужно брать инверторный. И в этом кроется самая большая ошибка. Потому что для питания аппарата необходимо выбирать либо синхронный генератор, либо гибрид. У них достаточная мощность и они рассчитаны на высокие пусковые нагрузки.
Также мы рекомендуем приобретать бензиновый генератор, а не дизельный. Он не такой экономичный, но при относительно невысокой мощности работает в разы лучше, чем генератор на дизельном топливе. К тому же, выбор бензиновых генераторов намного больше.
Если вы подбираете генератор для профессионального оборудования (например, для дорогих сварочных полуавтоматов) то учтите, что их работа от генератора не всегда проходит гладко. Некоторые производители в инструкции прямо об этом говорят. Поэтому в любом случае проконсультируйтесь со специалистом в магазине.
Отличия сварочного электрогенератора от бытового
Приобретение бензогенератора и сварочного инвертора по отдельности оправданно, если варят время от времени и не всегда в полевых условиях. В этом случае владелец только выигрывает:
- не привязанный к бензогенератору сварочный аппарат при наличии централизованного электроснабжения можно включать в сеть;
- генератор обходится дешевле и может применяться для питания других потребителей.
Но при частых выездах на неэлектрифицированные объекты с целью проведения электросварочных работ такое оборудование неудобно по следующим причинам:
- является громоздким;
- бензиновый генератор с функцией сварки может в мелочах не соответствовать сварочному инвертору от другого производителя, что негативно скажется на качестве работ.
Целесообразнее приобрести «два в одном» — бензогенератор для сварки.

От обычного он отличается наличием встроенного инверторного выпрямителя. Соответственно, имеются и все функции, делающие пользование инверторным сварочным аппаратом столь удобным:
- Hot Start (горячий старт): облегчение поджига дуги путем автоматического повышения сварочного тока в этот момент;
- Arc Force (форсирование дуги): кратковременное увеличение сварочного тока в случае опасности приваривания электрода к свариваемым изделиям;
- Anti Stick (защита от залипания электрода): кратковременное уменьшение сварочного тока в случае прилипания электрода к изделию во время поджига дуги.
Инвертором называют схему из двух ключевых быстропереключающихся транзисторов, диодов и управляющей микросхемы, позволяющую преобразовать выпрямленный ток (перед инвертором устанавливается выпрямитель) в высококачественный переменный с любой частотой и напряжением.
Встраивание сварочного инвертора в бензогенератор способствует уменьшению размеров устройства и повышает качество сварочного тока за счет идеальной совместимости всех компонентов.
Как подобрать мощность?
Какой мощности нужен генератор для сварочного аппарата? Давайте разбираться.
Прежде всего, мощность генератора для сварки должна быть на 20-30% больше, чем мощность вашего сварочного инвертора. Это необходимо не только для стабильного поджига дуги, но и для правильного использования ресурсов генератора. Не рекомендуется использовать генератор на пределе его мощности. Поэтому, если вы купите генератор чуть мощнее, то сможете выставлять более щадящий режим для сварки. Так вы продлите срок службы устройства, а дуга будет гореть стабильнее.

Приведем простой пример. Если у вас есть инвертор, способный выдавать до 180 Ампер тока, то мы рекомендуем приобрести генератор 6-6.5 кВт с учетом запаса по мощности. Отталкиваясь от этой информации, вы сможете самостоятельно подобрать мощность генератора для сварочного инвертора, если у него другие технические характеристики.
Лучшие недорогие генераторы
Чтобы вам было проще подобрать генератор для сварочного аппарата, мы дополнительно расскажем о четырех качественных моделях для дома и гаража. Это не рейтинг, а скорее список отличных генераторов, которые хорошо зарекомендовали себя при работе в различных условиях.
Huter DY6500L
Генератор Huter DY6500L — это отличный помощник в хозяйстве. Его мощность составляет 5 кВт, этого достаточно для питания маломощного инвертора, выдающего до 150 Ампер. Это синхронный генератор, работающий на бензиновом топливе. Для полноценной работы рекомендуется использовать бензин марки не ниже АИ-92. Также эта модель может работать на пропане. Бак емкостью 22 литра.

Huter DY6500L запускается с помощью ручного стартера. Есть встроенная система принудительного охлаждения, она воздушного типа. Вес генератора около 80 кг, что немало. Но два или три человека смогут перенести его в нужное место без особых проблем.
BRIMA LT 8000 B
Также для сварки инвертором мы рекомендуем модель LT 8000 B от известного немецкого бренда BRIMA. Его мощность чуть больше, чем у предыдущего генератора — 6 кВт. Но это его номинальная мощность. А максимальная составляет все 6.5 кВт. Однако, помните, что мы не рекомендуем постоянно использовать генератор а пределе его возможностей. Модель LT 8000 B пригодится тем, у кого аппарат выдает до 180 Ампер сварочного тока.

Это так же бензиновый генератор. Емкость бака — 25 литров. Работает от надежного двигателя типа 190F. Он четырехтактный, оснащен принудительным воздушным охлаждением. Запуск осуществляется с помощью встроенной электроники. Генератор способен без перерыва проработать до 8 часов, затем ему необходим перерыв, чтобы избежать перегрева.
Габариты генератора стандартные для этого класса и стоимости, а вот вес составляет 83 килограмма. Для удобства перемещения он оснащен удобными прочными колесами.
ERGOMAX ER 5400
Этот маломощный генератор, выдающий до 4.5 кВт, подойдет для мастеров, у которых в арсенале есть простенькие аппараты мощностью до 140 ампер. Он так же работает на бензиновом топливе. Производитель рекомендует использовать бензин марки АИ-92 и выше. Чем выше марка, тем качественнее и дольше проработает генератор. Средний расход топлива — 2 литра в час, что довольно экономично.

Запускается вручную, электростарт здесь не предусмотрен (в отличие от предыдущего генератора). Это самая компактная модель из всех, что представлены в этой статье. Ее вес не превышает 70 килограмм, а внешние габариты составляют 82х54х58 см. Устройство защищено от мелких дождевых капель и пыли. Может храниться в неотапливаемом помещении.
Endress ESE 606 HS-GT
Последний генератор в нашем списке — Endress ESE 606 HS-GT. Это крепкий «середнячок», который подойдет для большинства не слишком мощных инверторов. Генератор синхронный, работает на бензиновом топливе. Здесь рекомендации те же. Используйте марку бензина не ниже АИ-92, и ваш генератор проработает долгие годы. Бак не очень большой, всего 18 литров. Но этого достаточно для пары часов работы. Кстати, аппарат работает без перерыва 5 часов. Затем нуждается в отдыхе. Мощность устройства — 6.4 кВт.

Этот генератор запускается с помощью системы реверсивного старта. Он же ручной старт, когда необходимо несколько раз дернуть за ручку у специального троса. Габариты средние, как и вес — 7 килограмм. Есть удобные ручки для переноски. Двое без особых усилий перетащат этот генератор в нужное место.
Критерии выбора
Простому обывателю хватает информации, что бензиновые генераторы способны обеспечивать жилые дома электрической энергией, домашнему мастеру или профессиональному сварщику этого мало — их интересует вопрос, какой лучше выбрать сварочный электрогенератор, например, для инвертора, а здесь уже вступают в силу характеристики конкретной модели, которые будут далее рассмотрены подробно.
Производимая мощность
Существует следующая классификация по мощности:
- Бытовые модели или миниатюрные электростанции 0,7—5,0 кВт отличаются легким весом и мобильностью.
- Генераторы синхронного типа 5—15 кВт уверенно снабжают энергией загородный участок и дом, при этом обеспечивают сварочные работы без проблем.
- Сварочный агрегат 10—20 кВт, работающий на бензине или дизельном топливе, имеет на борту, кроме привычного генератора, инвертор, обеспечивающий качество сварки. По габаритам изделие довольно объемное, используется стационарно.
Параметры тока
Модельный ряд бензогенераторов работает от обыкновенной электросети при напряжении от 220 до 380 V, а сила тока варьируется в пределах 50—250 А.
Диаметр электродов
Этот параметр зависит от параметров генератора и величин тока, используемых оборудованием для сварки: например, мощность 3,5 кВт подходит для электрода с диаметром 3 мм. Для сварки толстостенных металлоконструкций выбирают агрегат с параметрами мощности не ниже 5,5 кВт, а электрод ø 5 мм.
Место подключения
Все модели бензиновых генераторов со сваркой оборудованы разъемами, которые подходят к стандартным розеткам, поэтому индивидуальное место подключения не требуется, если только пользователь не устанавливает мини-электростанцию в отдельном боксе.
Тип топлива
Генераторы выпускаются двух видов: бензиновые и дизельные. Первые отличаются такими плюсами:
- низкий уровень шума 54—73 дБ;
- невысокая стоимость, которая в 1,5—2,0 раза ниже, чем у дизельного аналога;
- после переоборудования возможна работа на газе.
К минусам относится ограничения по интенсивности работы — не более 2 часов, поэтому используются такие генераторы при сварке легких металлических конструкций или для малогабаритной мастерской.
Корпус
Основой любого бензогенератора является рама, выполненная из прочного металла, т. к. она предотвращает проворачивание двигателя и генератора во время работы. На жесткой конструкции крепятся при необходимости колеса, панель управления, в компактных моделях — корпус из листового металла.
Разновидности
Бензиновые генераторы для сварки по конструктивным особенностям делятся на коллекторные и вентильные, а по функциональным — на агрегаты с самовозбуждением и независимым.
Можно ли подключать инверторную сварку к генераторной установке Sкат?У вас возник вопрос! а можно ли подключить к генератору, инверторный сварочный аппарат? Теоретически – почему бы нет? Если разобраться подробнее при расчете нагрузки следует учесть несколько важных моментов. Инверторный сварочный аппарат в своей конструкции имеет много конденсаторов, катушек и электронных схем и для генераторной установки является реактивным потребителем с реальным коэффициентом мощности (COS φ) ~ 0,7. Полная мощность рассчитывается как активная мощность, заявленная производителем и указанная в ТХ, деленная на коэффициент мощности (COS φ). Для примера подберем генераторы к инверторным сварочным аппаратам Arco (ссылка на страницу со сварочными аппаратами) максимальным сварочным током 160А, 180А, 200А.
| 160 А – сила сварочного тока, которой достаточно только для работы электродом максимальным диаметром 4,0 мм. Максимальная активная потребляемая мощность такого аппарата 3,8 кВт. Соответственно, полная мощность генераторной установки с учетом коэффициента 0,7 составит 5,0-5,5 кВт. Учитывая рекомендованный запас ~ 20 %, мощность генераторной установки должна быть не ниже 6 кВт . 180 А – аппарат позволит Вам производить сварочные работы электродом диаметром до 5 мм. Максимальная активная потребляемая мощность составляет 4,8 кВт. При подсчете полной мощности получаем – 7,5 кВт. Мощность генераторной установки при подключении такого инвертора с учетом 20% запаса должна быть не меньше 8,0-8,5 кВт. 200 А – аппарат серьезный, питается от трехфазной сети и даст возможность варить электродом диаметром до 6 мм. Потребляемая мощность с учетом коэффициента составит 11,5 кВт трехфазного тока. Генераторная установка для подключения сварочного аппарата с такой силой тока должна быть трехфазная и мощностью не менее 15 кВт. А если приобрести сварочный инвертор мощностью 250А, но не использовать его на полную мощность? Можно ли в таком случае подсоединить его к генератору меньшей мощности? Совет: не рискуйте. Только специалист электромеханик сможет определить, на каком сварочном токе, сколько ватт потребляет аппарат. Следует учесть опции сварочных инверторных аппаратов. Такие функции как «антизалипание» и «горячий старт» кратковременно потребуют, хоть немного, но дополнительной мощности. На основании выше изложенного можно сделать вывод: Чтобы сохранить ресурс генератора SKAT® попросту не навредить ему, серьезней подойдите к выбору. Внимательно отнеситесь к подбору источника энергии для аппарата. Проверьте все технические параметры, обращая внимание на такие показатели, как максимальная потребляемая мощность и коэффициент мощности. Обязательно оставьте 20% запас по мощности для генератора. Без особых опасений можно подключить сварочный аппарат с силой тока 140-160 А к бензиновым генераторам SKAT® : УГБ-6000, УГБ-6000 Basic, УГБ-6000Е, УГБ-6000Т Basic, УГБ-6000EТ/ 6 кВт, УГБ-6000Е/AВТО, УГБ-7000, УГБ-7000 Basic, УГБ-7000Е, УГБ-7000Е/АВТО, УГБ-7500Е, УГБ-8500Е, УГБ-8500ЕТ, УГБ-11500Е, УГБ-10000ЕТ, к дизельным генераторам SKAT® УГД-6000E, УГД-6000ЕТ, УГД-6000ЕК, УГД-10000E, УГД-10000ЕТ |
Сварка: трансформатор или инвертор? | Жизненный совет 2022 9000 1
Без сварочного аппарата при ремонте автомобиля или монтаже металлоконструкций очень сложно обойтись. При выборе аппарата для сварки любители и профессионалы стараются ориентироваться на его производительность, мощность и цену.
 Сварка: трансформатор или инвертор?
Сварка: трансформатор или инвертор? Разница между инвертором и трансформатором
Еще несколько лет назад даже отечественная модель трансформаторного сварочного аппарата вызывала законную гордость у своего владельца.Но сейчас инверторная сварка представляет особый интерес для сварщиков. О преимуществах и недостатках обоих типов устройств ведутся бурные дискуссии на специализированных интернет-форумах. Чтобы сделать правильный выбор, нужно разобраться в характеристиках трансформатора и инвертора.
Почему профессионалы недовольны трансформатором? В первую очередь он характеризуется недостаточной стабильностью дуги и низкой стабильностью рабочего режима. Последний параметр во многом зависит от колебаний напряжения в сети.В этом плане инвертор имеет неоспоримые преимущества. Он гарантирует наличие стабилизированного тока, не зависящего от колебаний напряжения. Во время работы инвертора наблюдается низкий уровень разбрызгивания и стабильная дуга.
Инвертор отличается от обычного трансформатора тем, что работает по принципу сварочного выпрямителя. Если частота напряжения высока, габаритные размеры и вес устройства будут минимальными для обеспечения той же мощности. Для этого в схему инвертора включаются выпрямители и регуляторы.Специалисты утверждают, что работать с самим инвертором гораздо приятнее, чем с трансформатором.
Преимущества инвертора
Что заставляет покупателей так уважительно относиться к инвертору? С инвертором работать удобнее, так как он позволяет плавно регулировать сварочный ток. Некоторые модели имеют дополнительные функции для управления этим рабочим параметром. Например, функция «горячий старт» используется для начала сварки без задержек и без прикосновения вспомогательного электрода к заготовке, что увеличивает ток в начальной фазе сварки.
Для тех, кому сварку нужно использовать не от случая к случаю, а регулярно, очень важно, что инвертор, в отличие от трансформатора, потребляет значительно меньше электроэнергии. По этой причине его можно легко подключить к домашней сети или к автономному источнику питания, например для дизельной установки, без лишних хлопот.
На выбор сварочного оборудования, несомненно, влияют физические параметры. Большим преимуществом инвертора является его небольшой размер и легкий вес.Этого можно добиться увеличением частоты напряжения. Некоторые модели инверторов можно легко носить на плече, ведь такой «малыш» весит не более трех-четырех килограмм, и при этом позволяет работать со стандартными электродами. Физически подготовленному сварщику работать с трансформатором гораздо сложнее.
.Дуговая плазменная сварка: работа, типы и применение
Метод PAW (плазменная дуговая сварка), который представляет собой метод резки, был открыт в 1953 году Робертом Мерреллом Гейджем и признан в 1957 году. Эта процедура уникальна тем, что позволяет точно резать как тонкий, так и толстый металл. Этот тип сварки также подходит для напыления твердого металла на новые металлы. Этот процесс сварки используется в сварочной промышленности для передачи преимущественного контроля методу дуговой сварки в меньших диапазонах силы тока.Сегодня плазма обладает уникальными преимуществами и используется во всей отрасли, обеспечивая высочайший уровень контроля и точности для создания ценных соединений в миниатюрных приложениях, чтобы обеспечить длительный срок службы высокопроизводительных расходных материалов. В этой статье дается краткий обзор того, что такое плазменная сварка, принцип работы, различные типы, оборудование, преимущества, недостатки и области применения.
Что такое дуговая плазменная сварка?
Метод PAW (плазменная сварка) связан с методом GTAW (сварка вольфрамовым электродом).Эта дуга может быть создана как в металле, так и в электроде. Основное различие между PAW и GTAW заключается в том, что при PAW сварщик может поместить электрод в корпус горелки, который отделит PAW от защитного газа.
Затем плазма подается через сопло, которое сжимает дугу и выбрасывает плазму с высокой скоростью и температурой. В методе плазменной дуги используется нерасходуемый вольфрамовый электрод, и дуга может быть создана путем усиления плазмы по всему соплу. Эта дуговая сварка может быть продуктивно применена к любому металлу, который может быть соединен с использованием метода дуговой сварки вольфрамовым электродом.
Принцип плазменной дуги
Плазменная сварка – это метод, при котором происходит коалесценция. вольфрамовый электрод и заготовка (перенос дуги). В этом типе обмотки используются три типа подачи газа, а именно плазменный газ, защитный газ и газ обратной продувки.Плазменный газ в сопле превращается в ионизированный. Защитный газ подается через внешнее сопло и защищает соединение от воздействия окружающей среды. Газ обратной продувки в основном используется при использовании определенных материалов.
Плазменная сварка
Оборудование для плазменной сварки ARC
Напильник Оборудование, используемое в PAW , включает следующие элементы.
- Файл Источник питания в PAW используется источник постоянного тока, и подходящее напряжение для этого вида сварки составляет 70 вольт, в противном случае выше.
- Типичными параметрами сварки являются напряжение, ток и расход газа. Значения этих параметров могут быть в таких диапазонах, как ток 500А, напряжение от 30В до 250В, скорость резки: от 0,1 до 7,5м/мин, толщина доски до 200мм, требуемая мощность от 2кВт до 200кВт, материал скорость съема 150 см3/мин, скорость плазмы 500 м/с
- Для зажигания дуги используются токоограничивающие резисторы и высокочастотный генератор.
- Плазменная горелка включает в себя электрод и систему водяного охлаждения, которые используются для сохранения сопла и срока службы электрода от растворения из-за сильного нагрева, выделяемого во время сварки.
- Крепление необходимо для предотвращения атмосферного загрязнения расплавленным металлом под подошвой.
- Защитный газ используется для защиты области дуги от атмосферы
Виды плазменной сварки ARC
Плазменно-дуговая сварка делится на два типа, например
Виды плазменной сварки ARC
1) Перенесенный PAW
В передаваемом методе PAW используется постоянный ток с постоянной полярностью.В этом методе вольфрамовый электрод может быть связан с клеммой -ve, а металл - с клеммой + ve. Дуга образуется между вольфрамовым электродом и рабочей частью. В этом типе метода и дуга, и плазма перемещаются к рабочей части, что увеличивает эффективность нагрева метода. Этот тип PAW можно использовать для соединения полных листов.
2) Unsent PAW
Прямая полярность В методе PAW без переноса использовался постоянный ток. В этом методе вольфрамовый электрод может быть подключен к отрицательному полюсу, а сопло — к положительному полюсу.Дуга образуется между соплом, а также вольфрамовым электродом в горелке, что увеличивает ионизацию газа в горелке. А фонарик перенесет ионизированный газ на следующую процедуру. Этот тип PAW можно использовать для соединения тонких листов.
Преимущества PAW
Преимущества PAW в основном заключаются в следующем.
- Низкое энергопотребление
- Высокая скорость сварки, поэтому ее можно просто использовать для соединения толстых и твердых деталей.
- Высокая скорость проплавления и сильная дуга.
- Может работать при низкой силе тока.
- Расстояние между дугами не влияет на расстояние между инструментом и заготовкой.
- С помощью этого метода можно получить более стабильную дугу.
Недостатки PAW
Недостатки PAW в основном следующие.
- Процесс шумный.
- Стоимость оборудования высока.
- Требуется много рабочей силы.
- Радиация больше.
Приложения PAW
Приложения PAW в основном включают следующее.
- PAW может использоваться в авиационной и морской промышленности
- PAW используется для соединения труб из нержавеющей стали
- Этот тип сварки в основном используется в электронной промышленности.
- PAW в основном используется для зажима инструментов, пресс-форм и штампов.
- PAW используется для покрытия другого способа сварки лопатки турбины.
Вот что такое плазменная сварка. На основании вышеизложенной информации можно окончательно сделать вывод, что метод плазменно-дуговой сварки одинаково пригоден как для автоматического, так и для ручного применения, а также для различных операций, от ленточной сварки больших объемов до прецизионной сварки медицинских изделий, автоматической регенерации лопаток реактивных двигателей. .для физической сварки кухонного оборудования. Вот вам вопрос, в чем особенности плазменно-дуговой сварки?
.Требуетсяоборудования! Помощь украинским гидроузлам. Список оборудования
Ниже приведен перечень оборудования, необходимого для работы гидротехнических сооружений Украины.
Спрос 23 марта 2022 г.
- Генератор сварочный с дизельным двигателем на прицепе модели MOSA TS 500 PS - 10 шт. , Длина30 м, 2 регулятора, 2 обратных клапана - 30 комплектов
- Мотопомпа для загрязненной воды, производительность от 2000л/мин, мощность 11км, диаметр насадки 100мм, допустимый размер частиц 27мм, вес до 100кг, с всасывающим шлангом (8 м) и напорный (12 м). - 4 шт.
- Трансформатор 24 В для безопасного освещения. 220/24В; 500 Вт - 20 шт.
- Угловая шлифовальная машина. Электрическая мощность - от 3100 Вт, диаметр диска - 230 мм - 20 шт.
- Перфоратор в комплекте с набором сверл и зубил.Электрическая мощность - 1400 Вт - 1700 - 20 шт.
- Бензопила. Мощность - не менее 2 л.с. - 20 шт.
- Переносная приточно-вытяжная установка с гибким воздуховодом, Электрическая мощность - от 180 Вт / производительность вентилятора 450 - 1200 м³/ч; сливной шланг длиной не менее 10 м - 11 шт.
- Дизельный генератор для внутреннего использования, мин. 6 кВт, с резервной батареей мин. 200 А и инвертором 220 В 50 Гц. Комплект должен иметь звуконепроницаемое основание.- 15 шт.
- Аппарат для сварки полиэтиленовых труб (Ø90мм - Ø315мм, автоматический) + электрогенератор - 12 шт.
- Генератор бензиновый трехфазный как автономный генератор для ручной дуговой сварки, так и как автономный генератор. Номинальная мощность генератора: 5 кВт (3 фазы) и 3 кВт (1 фаза). Диапазон тока от 40 А до 220 А.Генератор может быть оборудован системой стабилизации напряжения (АРН). - 15 шт.
- Электрогенератор передвижной, номинальной мощностью 5-5,5 кВт, напряжением 220 В - 20 шт.
- Насос передвижной для сточных вод (на шасси с приводом от дизеля) производительность 100 м3/ч, диаметр патрубка 200 мм, мощность двигателя - 40 кВт (УФ-100/20 или аналог) - 10 шт.
- Насос грязной передвижной (на шасси с дизельным двигателем) производительность 300 - 350 м3/ч, диаметр патрубка 100 мм, мощность двигателя - 12 кВт (УФ-100/20 или аналог) - 2 шт.
- Мощность Генератор (Дизель) мощностью 30 кВт - 3 шт.
- Электрогенератор (Дизель) мощностью 100 кВт - 1 шт.
- Компрессор (с комплектом пневмомолотов) - 10 шт.
- Аппарат электромуфтовой сварки (Ø50мм - Ø600мм, автомат.) - 3 шт.
Уважаемый господин / госпожа,
Российская агрессия против Украины продолжается с 24 февраля 2022 года. Бомбардировкам подверглись жилые массивы и городская инфраструктура. После каждой бомбежки любому городу крайне важно отремонтировать водопровод и восстановить питьевое водоснабжение. Украинские города срочно нуждаются в оборудовании, указанном в приложении.
Скачать список необходимого оборудования для Украины
.Сварочное оборудование и сварочные аппараты - RYWAL-RHC
Сварка как обширная область знаний в силу технологического разнообразия требует применения различных устройств, от простых сварочных трансформаторов до очень совершенных автоматизированных или управляемых компьютером роботизированных станций. Сварочные процессы обычно осуществляются с использованием концентрированных источников тепла, вызывающих локальный нагрев до температур, соответствующих данному исходному материалу и типу используемого процесса.
Эта температура в случае сварки всегда превышает температуру плавления металла. Однако в случае сварки она должна быть достаточно высокой, чтобы в соединении происходили пластическая деформация и физико-химические процессы, связанные с образованием соединения. Сварочные источники тепла должны быть способны подавать минимальное количество тепла в место сварки наиболее концентрированным образом, позволяющим выполнить соединение. К источникам сварочного тепла относятся, в том числе: электрическая дуга, поток низкотемпературной плазмы, электронный луч, лазерный луч, сопротивление соединяемых металлов, на которых выделяется тепло, механическое трение, электромагнитное поле, газокислородное пламя.
Сварка использует преобразование различных форм энергии в тепловую энергию. Основные требования к сварочным источникам тепла можно определить следующим образом:
- с энергетической точки зрения они должны быть в состоянии генерировать высокую температуру, сосредоточенную на небольшой площади,
- с технологической точки зрения они должны быть дешевыми, простыми в применении и безопасными и надежными в эксплуатации.
Перечисленные источники тепла и, следовательно, различные источники энергии использовались для многих методов сварки, сварки плавлением и термической резки.При выборе источника питания для подключения конкретных изделий следует учитывать техническую возможность использования данного источника, эффективность процесса, а также количество и надежность выполняемых подключений.
I. Сварка MMA (ручная металлическая дуга) SMAW
Для ручной сварки MMA используется следующее сварочное оборудование. Сварочные трансформаторы для сварки покрытыми электродами на переменном токе (старая технология).
Сварочный ток можно регулировать:
- Дроссель с общим сердечником,
- с отдельным сальником,
- подвижная обмотка,
- подвижный магнитный шунт.
Необходимым условием зажигания и поддержания электрической дуги между электродом и свариваемым материалом является крутопадающая статическая характеристика трансформатора. Напряжение холостого хода обычно составляет 60-80 В. В настоящее время на рынке есть хобби-устройства с напряжением холостого хода ~45 В. При таком низком напряжении требуется использование низковольтных электродов, например 6012 (МОСТ). В связи с тем, что многие сварочные электроды требуют постоянного тока, сфера применения трансформаторов ограничена.Их вытесняют с рынка более технически совершенные устройства.
Сварочные генераторы представляют собой двухмашинные агрегаты, состоящие из приводного двигателя и сварочного генератора (электродвигатель + генератор постоянного тока = сварочный преобразователь). Из-за веса, габаритов и энергопотребления вышеперечисленные устройства используются все реже. Двигатель внутреннего сгорания + генератор постоянного тока = сварочный агрегат — это устройство, которое используется при выполнении сварочных работ в полевых условиях.
Выпрямители сварочныепредназначены для преобразования переменного тока в постоянный с определенной формой внешней характеристики и требуемым диапазоном сварочного тока. В сварочных аппаратах используются выпрямители, питаемые от трансформатора, снабженного подвижными шунтами магнитного потока. Однако их недостатком является невозможность дистанционного управления сварочным током и сложная конструкция механизма шунтового привода.
Эти ошибки были устранены за счет использования управляемых силовых электронных компонентов, в основном тиристоров и транзисторов.Тиристорные выпрямители позволяют автоматически формировать статические и динамические характеристики и позволяют регулировать энергию в зависимости от программ сварки.
Сварочные инверторы (выпрямители с внутренним преобразованием частоты). Использование мощных тиристоров в высоковольтных инверторах позволило добиться частот в несколько десятков кГц за пределами акустического диапазона. В результате применения преобразования частоты в источниках питания для дуговой сварки уменьшился вес аппаратов и появилась возможность управлять явлениями, происходящими в межэлектродной зоне при сварке (в основном переносом металла).Сварочные инверторы в настоящее время являются наиболее популярным оборудованием для сварки электродами ММА. Последнее поколение инверторов — это устройства с внутренним преобразованием частоты, например, MICOR от LORCH.
II. Сварка неплавящимся электродом в среде защитного газа TIG (вольфрамовый инертный газ) GTAW
Станция сварки TIG состоит из:
- Источники переменного тока, выпрямленные или универсальные дуговые источники питания (постоянного и переменного тока) с высокочастотным генератором и системой управления,
- Сварочная горелка,
- газовый баллон с принадлежностями.
На сегодняшний день наиболее часто используемыми источниками питания являются сварочные инверторы со встроенными средствами управления и генератором высокой частоты. Источники питания, используемые в этом методе, имеют падающую характеристику. Они могут быть источниками питания постоянного или переменного и постоянного тока. Переменный ток применяют при сварке алюминия и его сплавов. Эти устройства могут быть оснащены многими функциями, такими как: повышение сварочного тока, возможность пульсирующего тока и заполнение кратера (постепенное снижение сварочного тока для плавного завершения процесса).В настоящее время в продаже есть простые инверторные аппараты для сварки покрытым электродом и методом TIG. В этих аппаратах в случае сварки TIG дуга зажигается не за счет высокой частоты, а за счет короткого замыкания вольфрамового электрода со свариваемым материалом. Вольфрамовый электрод не повреждается, так как в момент короткого замыкания протекающий ток составляет всего около 15 А. После нагрева электрода и ионизации пространства вокруг электрода можно зажечь дугу (подъемную дугу).Минимальный сварочный ток для инверторов составляет 3 А. Это большое преимущество при сварке особо тонких деталей.
Повышение эффективности сварки данным способом достигается, в том числе, применением аппаратов с механизированной подачей проволоки или орбитальных систем.
III. Сварка плавящимся электродом в среде защитных газов MIG (металлический инертный газ), MAG (металлический активный газ) GMAW
Сварку методами МИГ и МАГ осуществляют с применением сварочного оборудования, в котором подача электродной проволоки механизирована, а перемещение горелки осуществляется вручную.Все чаще можно встретить повышение эффективности процесса за счет внедрения технологий с использованием автоматической сварки и роботов, где подача рукоятки механизирована. В случае метода MAG он особенно рекомендуется из-за легкой адаптации процесса за счет использования вспомогательного оборудования, такого как самоходные тележки или системы орбитальной сварки. В методах MIG и MAG можно использовать сплошные и порошковые электродные проволоки. Эти технологии можно встретить при выполнении сварных соединений, т.е.: резервуары или трубопроводы. Это особенно актуально в случае серийного или массового производства. В методе MIG используются инертные газы, такие как аргон, гелий и аргон-гелиевые смеси. В методе МАГ защитным газом является углекислый газ и его смесь с аргоном или аргоном с кислородом.
Развитие автоматики, электроники и электротехники привело к созданию множества новых конструктивных решений оборудования для сварки МАГ, направленных на контроль и управление прохождением капель металла в сварочной дуге.Это процессы, в которых использование соответствующих систем управления в источниках питания дуги позволило управлять переносом капли жидкого металла с конца электродной проволоки в сварочную ванну.
К новейшим разновидностям метода MAG, недавно появившимся на европейском континенте, относятся сварка методом SpeedPulse, перенос поверхностным натяжением - STT, coldArc или перенос холодным металлом - CMT. Эти разновидности метода МАГ отличаются способом прохождения металла через дугу, что связано с разным их применением в производственной практике.
Для сварки МАГ и ее разновидностей источниками питания являются выпрямители и инверторы с плоской статической характеристикой. Основными элементами аппаратов MIG/MAG (так называемых сварочных полуавтоматов) являются источник питания и механизм подачи проволоки. Мы различаем здесь компактные аппараты, где механизм подачи и источник находятся в одном корпусе, и сварочные полуавтоматы MIG/MAG с отдельным механизмом подачи проволоки.
Новыми продуктами в текущем каталоге являются высокопроизводительные методы сварки: SpeedPulse (стр.I-8), SpeedArc (стр. I-11), SpeedUp (стр. I-11), TwinPuls (стр. I-8), SpeedRoot (стр. I-11), SpeedCold (стр. I-11) и Quatromatic (стр. I-10).
IV. Автоматическая сварка под флюсом (дуговая сварка под флюсом) 9000 3
Это высокопроизводительный метод сварки (диаметр используемой проволоки О 2 - О 6 мм). Оболочка ванны жидкого металла образована газами, выделяющимися при плавлении флюса при высокой температуре. Сварочная станция состоит из головки для подачи электродной проволоки и флюса, которая может быть установлена на тележке с регулируемой скоростью движения, на колонне и стреле или может быть стационарной.В этом случае скорость сварки будет зависеть от скорости перемещения заготовок. Источником питания обычно является сварочный выпрямитель с плоской статической характеристикой со сварочным током 600-1200 А.
Другие методы сварки с использованием выпрямителей или сварочных инверторов:
- Автоматы для электрошлаковой и электрогазовой сварки,
- станции для плазменной и микроплазменной сварки.
| Автоматическое сварочное оборудование в Главе II. |
V. Плазменная, кислородная, гидроабразивная и лазерная резка
Плазменная резка
Резка высококонцентрированной плазменной электрической дугой, горящей между неплавящимся электродом и материалом, расплавляет материал и выбрасывает его из режущего зазора. Неплавящийся электрод изготовлен из меди с запрессованной пластиной из циркония или гафния и очень интенсивно охлаждается водой или воздухом.Воздух является широко используемым плазмообразующим газом. В мощных устройствах используются аргон, азот, водород, углекислый газ, аргон-водородные и аргон-гелиевые смеси. В качестве источников тока используются тиристорные выпрямители и инверторы, которые характеризуются возможностью плавного регулирования силы тока, высокой энергоэффективностью, а также малым весом и малыми габаритами. С помощью плазменной дуги мы можем резать такие металлы, как: чугун, сталь, высоколегированная сталь, алюминий, медь и другие.В зависимости от толщины разрезаемого материала используются источники питания разной мощности. Как правило, при резке толстых материалов рез выполняется автоматически. Каждая станция плазменной резки, независимо от мощности рукоятки, должна быть оборудована вентиляцией из-за выделения вредных для здоровья оксидов и нитридов металлов при высоких температурах. Еще один способ разделения материала по всей его толщине — кислородная резка.
Кислородная резка
Этот процесс заключается в доведении металла на железной матрице до температуры воспламенения (с помощью, например,ацетилен), выше которого происходит экзотермическая реакция кислорода с железом. Непрерывность процесса обеспечивается перемещением резака по линии реза. Условия кислородной резки показывают, что этим методом можно резать только стали с содержанием углерода до 1,6%. Основным устройством для кислородной резки является горелка. Головка горелки состоит из режущего сопла, через которое поступает режущий кислород, и нагревательного сопла, в которое поступает образующаяся в смесительной камере газокислородная смесь, предназначенная для нагрева разрезаемого материала.Помимо ацетилена, могут использоваться и другие газы, такие как пропан-бутан, водород и природный газ. В зависимости от объема производства, а также требований к качеству поверхности и повторяемости размеров процессы термической резки могут выполняться вручную, полуавтоматически и автоматически (ЧПУ).
Гидроабразивная резка
Кинематика процесса гидроабразивной резки аналогична кинематике термической резки. Поверхности реза качественные, а температура кромок материалов при резке не превышает 100°С, в результате чего деформации не происходит.Этот метод основан на использовании когерентного потока воды, образующегося в результате нагнетания сопла малого диаметра (изготовленного из сапфира, алмаза или рубина), предварительно сжатого до давления 200 - 400 МПа. Для того, чтобы получить его узкий поток, скорость достигает трехкратной скорости звука. В результате эрозии, сдвиговой усталости и микрообработки (при использовании абразивного порошка) струя воды выносит срезанный материал из излома. Для резки мягких материалов, таких как резина, кожа, пластик, бумага или дерево, используется только вода.При резке металлов и сплавов, таких как титан, алюминий, керамика, сталь или стекло, в воду добавляется абразивный порошок. Чаще всего это гранат (силикат граната). Резка струей воды наиболее оправдана в случае резки неметаллических материалов, не поддающихся резке термическими методами (из-за воспламенения, трещин и потери свойств из-за разрушения структуры). Этот процесс осуществляется автоматически или роботизированным способом. Для этого метода характерен высокий уровень шума, даже до 120 дБ, что усложняет условия работы.Чтобы уменьшить это явление, разрезанный материал и режущее сопло погружают в ванну с водой. За счет увеличения давления и количества порошка увеличивается скорость и эффективность резки, а также гладкость поверхностей реза. При резке элементов толщиной в несколько миллиметров, например алюминия, титана или меди и их сплавов, скорость резки сравнима с лазерной резкой. При толщине разрезаемых материалов более 50 мм эффективность процесса значительно снижается, а точность снижается.
Лазерная резка
В зависимости от параметров процесса и свойств разрезаемого материала различают три вида лазерной резки, отличающиеся механизмом удаления материала из зазора: резка с горением материала, резка с испарением материала и резка с оплавлением и продувкой материал.При резке газ (инертный или активный) удаляет продукты горения, парообразования или плавления, возникающие в результате непрерывного или импульсного воздействия высококонцентрированного луча. На практике лазерная резка нашла свое применение для большинства материалов, таких как: металлы, пластмассы, керамика, текстиль, кожа, бумага. Толщина вырезанных элементов варьируется от сотых долей миллиметра до примерно 40 мм. Лазерная резка характеризуется недостижимым другими термическими методами качеством поверхности реза и высокой точностью до 250 мкм.Низкий уровень тепловой энергии, вводимой в разрезаемый материал, не вызывает деформации. На практике этот метод осуществляется автоматизированным и роботизированным способом. Особое место применения лазерной резки – контурная штамповка элементов с переменным производственным профилем. В производственной практике применяются в основном СО2-лазеры, волоконные лазеры, дисковые лазеры, реже ИАГ-лазеры.
| Оборудование для кислородной, гидроабразивной и лазерной резки в Главе III. RYWAL-RHC обеспечивает гарантийное и послегарантийное обслуживание, а также проверку сварочного оборудования. Адреса сервисных центров в конце каталога. | |
| RYWAL-RHC сдает в аренду сварочное и режущее оборудование. Актуальное предложение аренды на www.rywal.eu. Отправьте запрос. RYWAL-RHC продает оборудование по специальным ценам, это бывшее в употреблении оборудование, которое использовалось в демонстрационных целях. Актуальное ценовое предложение доступно на сайте www.rywal.eu. Отправьте запрос. |
ПРИМЕЧАНИЕ
1. Мы оставляем за собой право изменять технические параметры.
2. На фотографиях продукта могут быть показаны разные версии.
3. По любым вопросам обращайтесь к нашим сотрудникам.
4. Демонстрации некоторых устройств из нашего предложения можно заказать.
.
сварочный алюминий Mig Mag ?? - Страница 3 - cnc.info.pl
Ну реально сvv3k70r говорит: Где-то здесь она пряталась в беспорядке.
можно сойти с ума с такой аппаратурой Но что касается беспорядка, настоящий беспорядок

Не знаю, поверите ли, но сварить с этими изобретениями можно и неплохо
Хотя Мигомат для меня вышел интересным, по крайней мере не плещется около
А этот зеленый Oerlikon хоть и старый, но действительно точный DC
tig Только оказалось, что оригинальную горелку мне не по карману и пришлось немного переделывать
приспособить к этому стандарту
хрень Но ты знаешь...сменные головки однако прикольная штука

Что касается алюминия, то кроме самодельного
тига ничего себе позволить не могу. Имеет быстродействующий ионизатор (500 Гц), двухтактный выпрямитель для устранения постоянной составляющей...
А вот эта мера, которая при небольшой комбинации показывает, как обстоят дела с балансом
И работает с двумя переделанными "зуммерами" (сварщики трансформатора переменного тока) и я могу регулировать не только ток, но даже вес аппарата
Только отсутствие охлаждения этой китайской хреновой ручки дает немного "на лапу"

Хм... алюминий почти не свариваю (из-за расхода аргона) и если что, то скорее точные вещи, но...vv3k70r пишет: Все равно для алюминия у меня есть отдельный комплект пушка+ролики+кабель, чтоб не перепутать.
Неплохая идея сделать себе такой мигающий аксессуар...
От отдельного питателя, начиная с ...
Мне было бы интересно, как вы оцените возможность сварки относительно нежных профилей
(любительские антенны и т. д.) с MIG ... по сравнению со сваркой TIG ...
Во-первых, будет ли это более дешевым методом?
С уважением
Марек.90,000 Top 15 - Опасные автокатастрофы!
NISSAN 16 089 автомобилей
Целых 7 корректирующих действий (наибольшее количество вместе с Mitsubishi). Больше всего беспокоят подушки безопасности и крепления на руль. Серьезные нарушения были обнаружены и у моделей 4х4.
Ремни безопасности на передних сиденьях могут быть установлены неправильно, что влияет на пассивную безопасность.
Модели Nissan в эксплуатации: Nissan Navara и Nissan Pathfinder (2013 г.).
Количество автомобилей: 16 шт.
Модели Nissan в эксплуатации: Nissan Navara и Nissan Pathfinder (2013 г.).
Количество автомобилей: 12 шт
Педаль акселератора может подавать неверный сигнал из-за износа разъема датчика - тогда модуль управления двигателем определяет неисправность.Загорается лампочка Check Engine и педаль не работает должным образом. В крайнем случае и при этом при слишком большом количестве пыли
в дроссельной заслонке может быть недостаточна доза воздуха, что приводит к остановке двигателя на холостом ходу.
Обслуживаемая модель: Nissan Patrol (Y61).
Количество автомобилей: 64 шт.
Рулевое колесо может разболтаться. При длительной эксплуатации автомобиля возможно повреждение рулевой тяги, что приводит к свободному вращению рулевого колеса.
Поддерживаемая модель: Nissan Micra (K12 2002-06).
Количество автомобилей: 7246
Подушки безопасности могут иметь неисправные наполнительные устройства. Это может вызвать избыточное давление воздуха при срабатывании подушки и привести к отделению корпуса.
Модели Nissan в эксплуатации: Nissan Almera (2001-03) Англия, Nissan Tino (V10, 2001-03) и Nissan Terrano II (R20, 2003)
Испания, Пикап (D22, 2000-03), Pathfinder ( R50, 2000-03), Patrol (Y61, 2000-03) и X-Trail (T30, 2000-03) из Японии.
Количество автомобилей: 7835 шт.
Поршень насоса: когда тормозная система работает с небольшим усилием, у водителя может увеличиться ход педали тормоза. В крайних случаях наблюдается снижение эффективности торможения.
Модель в эксплуатации: Nissan Micra (K13), Индия.
Количество автомобилей: 796
Подушки безопасности: небольшие отверстия могут появиться на поверхности подушки безопасности, если подушка безопасности водителя раскроется при лобовом столкновении.Газы и/или материалы подушек безопасности могут попасть на кожу водителя. Это не влияет на эффективное срабатывание подушки безопасности.
Сервисная модель: Nissan Juke (2012 F15) Великобритания Британия.
Количество вагонов: 120 вагонов
.Сварочный полуавтомат с инвертором – лучший помощник мастера
Можете ли вы представить, чтобы современные строительные или промышленные работы проходили без малейшего использования сварочных аппаратов? Вы не можете. По этой причине рынок сегодня переполнен предложениями сварочных аппаратов на любой вкус. А вот полуавтомат реверсивной сварки однозначно стоит первым в списке сварочного оборудования.
Почему? Ответ очень простой. Полуавтоматические инверторы могут использоваться как профессионалами, так и новичками."Мастер на все руки". Ведь многие выбирают ремонт квартир или автомобилей самостоятельно. И довольно часто они сталкиваются с тем, что им нужны сварочные полуавтоматы для определенного вида работ. Цена на эти устройства сильно разнится, и можно найти наиболее подходящий вариант.
Схематично процесс сварки полуавтоматом выглядит следующим образом. Кроме того, через горелку автоматически подается специальная горелка. Его автоматическая подача в зону сварки обеспечивает постоянный контакт со свариваемой поверхностью и значительно облегчает процесс сварки.Помимо самой проволоки, в зону сварки также подается защитный газ для защиты оператора. Чаще всего этим газом является углекислый газ или аргон. В ряде случаев применяют нестандартные газовые смеси, которые делают все возможное для защиты свариваемого материала от любого воздействия на него внешней среды.
Сварочные полуавтоматы отличаются простотой использования на рынке такого оборудования. Он перемещается с места на место и может использоваться в совершенно разных направлениях.Система помощи оператору позволяет работать эффективно и делать это максимально быстро. Кроме того, даже если сварочные трансформаторы не используются, он может стабилизировать протекающий через него ток. Он позволяет регулировать подаваемую мощность. Причем в нескольких вариантах - ступенчатое или плавающее регулирование.
Можете ли вы представить, чтобы современные строительные или промышленные работы обходились без малейшего использования сварочных аппаратов? Вы не можете. По этой причине рынок сегодня переполнен предложениями сварочных аппаратов на любой вкус.А вот полуавтомат реверсивной сварки однозначно стоит первым в списке сварочного оборудования.
Почему? Ответ очень простой. Полуавтоматические инверторы могут использоваться как профессионалами, так и новичками. "Мастер на все руки". Ведь многие выбирают ремонт квартир или автомобилей самостоятельно. И довольно часто они сталкиваются с тем, что им нужны сварочные полуавтоматы для определенного вида работ. Цена на эти устройства сильно разнится, и можно найти наиболее подходящий вариант.
Схематично процесс сварки полуавтоматом выглядит следующим образом. Кроме того, через горелку автоматически подается специальная горелка. Его автоматическая подача в зону сварки обеспечивает постоянный контакт со свариваемой поверхностью и значительно облегчает процесс сварки. Помимо самой проволоки, в зону сварки также подается защитный газ для защиты оператора. Чаще всего этим газом является углекислый газ или аргон. В ряде случаев применяют нестандартные газовые смеси, которые делают все возможное для защиты свариваемого материала от любого воздействия на него внешней среды.
Сварочные полуавтоматы отличаются простотой использования на рынке такого оборудования. Он перемещается с места на место и может использоваться в совершенно разных направлениях. Система помощи оператору позволяет работать эффективно и делать это максимально быстро. Кроме того, даже если сварочные трансформаторы не используются, он может стабилизировать протекающий через него ток. Он позволяет регулировать подаваемую мощность. Причем в нескольких вариантах - ступенчатое или плавающее регулирование.
Кроме того, современные инверторы оснащены специальными системами, снижающими энергопотребление.Таким образом, они становятся еще и экономическими помощниками каждого мастера. Для защиты оператора также устанавливают пороги защиты. Несмотря на повышенный уровень безопасности, инверторы показывают отличные эксплуатационные характеристики и становятся незаменимыми при решении многих ремонтных задач..
 .
.









 Вызов дизайнера:
Вызов дизайнера:


Действующие акции

скидка для внимательных клиентов 7% от общей стоимости заказа.

